Флюс для пайки меди: характеристики, разновидности
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
Флюс для пайки медиОсобенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.


Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
ВазелинКаким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.

А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
Медная труба с припоемПри высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична.
 Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.

Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Припои и флюсы для пайки медных труб
На странице: 20255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Гель для защиты любых поверхностей от воздействия высоких температур и пламени. Идеально
подходит для сварки и пайки. Безопасный, не токсичный. После использования легко смывается
водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую
поверхность с помощ …
Идеально
подходит для сварки и пайки. Безопасный, не токсичный. После использования легко смывается
водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую
поверхность с помощ …
1300 р.
Castolin ProTermique double face Возможность использования с обеих сторон, сверх гибкий термозащитный экран, для защиты от пламени во время пайки/сварки. Укрепленные армированные края. Чрезвычайно гибкий и долговечный. Не содержит асбеста и керамики. Внешние стороны коврика выполнены из сшиты …
1550 р.
Абразивные ткани Castonet на основе акриловых волокон специально предназначенных для удаления оксидов с поверхности соединений до и после пайки. В упаковке пять листов.
Размер: 130х100мм
Упаковка: блистер.
В упаковке пять листов.
Размер: 130х100мм
Упаковка: блистер.
870 р.
Errecom Best Bubbles (1л) Это быстрое и простое решение для определения протечек хладагента в холодильных линиях, также компонентах кондиционеров и холодильных установок. Принцип действия? BEST BUBBLE должен быть нанесен вблизи утечки хладагента. Благодаря своей уникальной фо …
700 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 192 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Максимально допустимое содержание легирующего компонета в сплаве 3% (например AlMn, AlMn1, AlMnSi 0,5, A …
150 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 195 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Имеет хорошие смачивающие свойства и высокую прочность. Некорозийный флюс внутри прутка. Темпер …
150 р.
BrazeTec твердые припои Состав в % веса Об-ласть плавления в°С Рабочая температура в °С Прочность на разрыв согл. DIN EN 127 …
60 р.
Припой Castolin RB 5246 для пайки меди и её сплавов. Твердый припой в виде прутков на медно-фосфорной основе. Отличные капиллярные свойства и хорошее смачивание. Гладкие, плотные и беспористые швы. Припой не оказывает окислительного влияния на медь, при этом не требуется флюса. …
60 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки. В упаковке — 3шт.. Размер: 200х280мм Упаковка: блистер.
1300 р.
 В упаковке один экран.
Размер: 200х280мм
Упаковка: блистер.
В упаковке один экран.
Размер: 200х280мм
Упаковка: блистер.
425 р.
BrazeTec твердые припои Состав в % веса Об-ласть плавления в°С Рабочая температура в °С Прочность на разрыв согл. DIN EN 127 …
3000 р.
Тугоплавкий припой BrazeTec Обозначение стандарта согласно DIN EN 1044 Состав припоя в вес. %
Область
темпе …
%
Область
темпе …150 р.
Тугоплавкий припой BrazeTec Обозначение стандарта согласно DIN EN 1044 Состав припоя в вес. % Область темпе …
7140 р.
Твердый серебряный припой Ag 15% с оболочкой из флюса. Technical data: Silver content 15% Solidus 650°C Liquidus 800°C Tensile strength 700 MPa
500 р.
709 р.
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec h 550-970°C Fh20 Пастообразный универсальн …
660 р.
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec spezial h 520-1030 Fh22 Пастообразный флюс, …
660 р.
Флюс для пайки медных труб мягким припоем своими руками: паста
Мало кто знает, что означает флюс для пайки. Под флюсом понимается вещество, состоящее из химических элементов, которое помогает припою лучше заполнить соединительное пространство. Кроме того, одной из функций флюса является отчистка металлического изделия от грязи и продуктов процесса окисления, таких как кислота борная и соляная. Помимо всего, он образует слой защитной пленки от воздушного кислорода. Именно учитывая эти особенности, необходимо правильно выбирать виды металлических изделий, которые нужно соединить и веществ, которое будет заполнять соединительную щель, а также держать под контролем показатели температурного нагревателя.
Помимо всего, он образует слой защитной пленки от воздушного кислорода. Именно учитывая эти особенности, необходимо правильно выбирать виды металлических изделий, которые нужно соединить и веществ, которое будет заполнять соединительную щель, а также держать под контролем показатели температурного нагревателя.
Виды флюса
- К первому виду химического помощника можно отнести вещества, которые прекрасно справляются с предотвращением коррозийных образований. Это соединительное вещество состоит в основном из веществ, которые растворяют жидкость и такого элемента, как фосфор. В результате их взаимной работы образуется целостное соединительное вещество. При использовании такого вида, необходимость применять вещества, которые призваны произвести отчистку после процесса пайки, отпадает. Это очень выгодно и совсем не хлопотно.
- Ко второму виду флюсов можно причислить вещество, состоящее из кислоты салициловой, которая прекрасно растворима в органических растворителях. Кроме данной составляющей соединительного вещества, основой также могут служить вазелин, спирт и производные золота. Если применять в использовании такой вид флюса можно добиться прекрасного результата в отношении швов, помимо чистоты, они приобретут аккуратный внешний вид.
- К третьему виду мягкого соединителя относится канифоль и натриевая соль борной кислоты. Натриевая соль начинает подвергаться плавлению при температурных показателях от 70 градусов по Цельсию. Нужно обратить особое внимание на то, что это вещество и продукты его плавления абсолютно не вредны для жизни и здоровья человека.
Можно самостоятельно создать соединительные вещества, смешав все компоненты в одно целое.
 Кроме данной составляющей соединительного вещества, основой также могут служить вазелин, спирт и производные золота. Если применять в использовании такой вид флюса можно добиться прекрасного результата в отношении швов, помимо чистоты, они приобретут аккуратный внешний вид.
Кроме данной составляющей соединительного вещества, основой также могут служить вазелин, спирт и производные золота. Если применять в использовании такой вид флюса можно добиться прекрасного результата в отношении швов, помимо чистоты, они приобретут аккуратный внешний вид.В чем же разница пайки с флюсом?
Для начала нужно разобраться в его отличиях от обычной дуговой пайки. Итак, сравнительно со сваркой с помощью рук, процесс пайки с помощью флюса становится более результативным. Уровень отдачи увеличивается примерно в 4–5 раз. И это объяснимо, так как электрический ток проходит по электродной проволоке только в ее вылете. Поэтому применение флюса в сварочном процессе меди, дает возможность применять ток с повышенной плотностью. Можно даже не переживать по поводу того, что электрод будет подвергаться длительному воздействию высокой температуры, что приведет к отслойке обмазочного материала.
И это объяснимо, так как электрический ток проходит по электродной проволоке только в ее вылете. Поэтому применение флюса в сварочном процессе меди, дает возможность применять ток с повышенной плотностью. Можно даже не переживать по поводу того, что электрод будет подвергаться длительному воздействию высокой температуры, что приведет к отслойке обмазочного материала.
Кроме всего, в процессе применения высоких токов, глубина плавления металлического изделия повышается до достаточно высоких. Даже из-за этого, процесс пайки можно проводить без разделочных работ утолщенной кромки.
Нужно отдать должное за то, что обеспечивая высокую защиту металла в расплавленном состоянии от контакта с воздушными потоками, металлические швы и соединения обладают высоким качеством.
Минимальное количество инородных включений достигается отсутствием пор в металлических швах. Объяснение тому есть, скорость образования кристаллов металла возрастает, так как на покрытии соединительных швов присутствуют шлаковые образования.
Недостатком использования мягких соединителей является то, что металл в расплавленном состоянии становиться максимально жидок и текуч.
Перед покупкой флюса для медных изделий, обратите внимание на его особые признаки.
В первую очередь, во избежание образования пленки из оксидов, необходимо провести некоторые мероприятия:
- Постоянно держать под контролем пределы температурных показателей мягкого соединителя и припоя, нужно обеспечить их одинаковость. При выборе флюса ориентироваться на его производность, в зависимости от вида припоя.
- В том случае, когда достигнуто идеальное совпадение температурных показателей, открывается возможность применения его как прибора измерения имеющихся в процессе пайки температурных изменений. Поэтому перегрев элементов при пайке невозможен.
На сегодняшний день в продаже имеются флюсы в сухом виде, пастообразные и в жидком состоянии. В большинстве случае соединители в жидком состоянии находят свое применение в процессе с использованием жидкого припоя. Флюс в сухом виде неудобен в использовании.
Флюс в сухом виде неудобен в использовании.
Пастообразный флюс для медных изделий достаточно удобен, так как он не требует отлагательства в его применении. Особое внимание нужно обратить на качество флюса, чтобы получить качественный результат проделанной работы.
Качество можно определить по следующим признакам:
- поверхность после пайки целиком им покрыта;
- имеет вязкую основу и высокую плотность, что обеспечивает доступность припою к месту назначения;
- защищает от образования пленки, качественно отчищает от нее;
- имеет однородный состав из химикатов;
- с его помощью видны все швы в процессе пайки;
- применяя его, отрывается возможность работы в вертикальном положении;
- хорошо удаляемые загрязнения.
Для достижения качественного изделия, нужно после процесса пайки избавиться от него с помощью предназначенных для этого растворителей.
Припой для пайки медных труб какой лучше
Выбираем припой для пайки медных труб холодильников SW19.
 ru Добрый день!
ru Добрый день!Сегодня снимали видео о том какой припой лучше для пайки МАПП газом и если до этого я был однозначного мнения, то после данных экспериментов я решил «переобуться»
Мы не затрагивали тему пайки меди со сталью или пайку нержавейки, это мы будем делать в следующий раз, так же мы не затронули пайку алюминия, так как это вообще отдельная тема, которая заслуживает более глубокого анализа и будет в этом году обязательно снята, испытаем и карандаш лако и припой филалу и т/д/ а сейчас про медь или Cu (купрум)
Вообще пайка меди это одно удовольствие, из-за того, что металл это довольно «благородный» и к нему прилипает практически любой припой, даже без флюса, но мы будем сравнивать четыре вида припоев
1) П-14 старый друг лучше новых двух, но очень уж много на этот припой мы слышим нареканий от мастеров и коллег по цеху «пузырит, не течет, травит», конечно же можно грешить на плохой припой, но я думаю что тут больше проблема в температуре, ну нужно сильно прогревать трубки
2) Харрис нулевка — после П 14 я немного обалдел, скользит как масло, флюса нет, протекает на 100% (так показалось в начале), короче не припой а сказка.
3) Харрис 2 % тут я думал что меня вообще полностью разорвет от счастья, еще лучше нулевки, просто супер, не могу передать словами, но шов очень гладкий и аккуратный получился
4) Харрис 40% с белым флюсом, было даже страшно его использовать, дорогущий, думал сейчас сам будет он паять, если 2 % так хорош, но немного я расстроился, не так он уж и текучий, да и флюс все обгадил, остается проверить как флюс ведет себя через пару лет, но зато при распиле швов именно 40% шов показался мне самым твердым
Вот такие картинки получились, всем удачи в ремонте и делитесь своими знаниями и опытом, так устроен человек, для того чтобы вошло что-то, нужно чтобы что-то вышло или начнет гнить и тухнуть
Сантехника: TechCorner — Объяснение пайки и пайки
На протяжении многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные временем методы во многом схожи, но есть также несколько отличий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Самый распространенный метод соединения медных труб — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки.Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Соединение внахлест — трубчатые детали Присадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840 ° F, выполняется пайка.Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и стремится прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоял на 50% из олова (Sn) и на 50% из свинца (Pb). В соответствии с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоял на 50% из олова (Sn) и на 50% из свинца (Pb). В соответствии с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для достижения более высокой прочности соединения или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова. Однако эта повышенная прочность обычно обеспечивается присадочными материалами, изготовленными из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- BCuP Alloy (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора. Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайка, а Ag — химический символ серебра.В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений. Эти основные шаги описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Справочнике CDA по медным трубам.
Эти основные шаги описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Справочнике CDA по медным трубам.
Независимо от того, используется ли процесс соединения пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рисунок 2. Деталь Трубное соединение Глубина нахлеста или глубина гнезда в фитингах внахлест или капиллярных соединениях указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом.Хотя желательно 100% проникновение и заполнение фитинга капиллярного пространства, заполнение 70% паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыков внахлест или заполнении, необходимом для развития полной прочности соединения. В случае паяного соединения все еще настоятельно рекомендуется полностью вставить трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения.Согласно Американскому сварочному обществу (AWS), предполагается, что припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое довольно небольшое проникновение наполнителя приведет к получению правильно изготовленного паяного соединения, более прочного, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено таким образом, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Эта галтель, или крышка, как ее часто называют в торговле, позволяет распределять напряжения, возникающие внутри соединения (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтели. В паяном соединении, изготовленном без хорошо развитой вогнутой галтели, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
.Эта галтель, или крышка, как ее часто называют в торговле, позволяет распределять напряжения, возникающие внутри соединения (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтели. В паяном соединении, изготовленном без хорошо развитой вогнутой галтели, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
Помимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C. Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжигаться или переходить с твердого состояния (жесткое) на отожженное состояние (мягкое). С этим изменением характера происходит внутренняя потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжигаться или переходить с твердого состояния (жесткое) на отожженное состояние (мягкое). С этим изменением характера происходит внутренняя потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубки (см. Справочник по медным трубам, таблицы 3a — 3e).
Справочник по медным трубам, таблицы 3a — 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрация, тепловое движение и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Технические условия на присадочные металлы для пайки и сварки припоем
- ASTM B32-04: Стандартные спецификации для металлического припоя
Пайка меди и медных сплавов
Рис. 1. Пайка происходит при температуре выше 840 градусов F, но ниже точки плавления основного металла. Источник: CDA, Справочник по медным трубам.
Четыре процесса, которые следует учитывать при соединении меди и медных сплавов, — это механическое соединение, сварка, пайка и пайка. Пайка подходит для небольших деталей и когда требуется высокая прочность соединения. По данным Американского сварочного общества (AWS), прочность паяного соединения может соответствовать или превышать прочность соединяемых металлов.Важно знать, когда выбрать пайку и как выполнять процесс.
Пайка подходит для небольших деталей и когда требуется высокая прочность соединения. По данным Американского сварочного общества (AWS), прочность паяного соединения может соответствовать или превышать прочность соединяемых металлов.Важно знать, когда выбрать пайку и как выполнять процесс.
С технологической точки зрения пайка и пайка по сути идентичны. Единственная разница заключается в используемом присадочном металле, а также в количестве времени и тепла, необходимого для завершения соединения. AWS определяет пайку как процесс соединения, который происходит при температуре ниже 840 градусов по Фаренгейту, а пайка — выше 840 градусов по Фаренгейту, но ниже точки плавления основного металла. На практике для медных систем большая часть пайки выполняется при температуре примерно от 450 до 600 градусов по Фаренгейту, в то время как большая часть пайки выполняется при температуре от 1100 до 1500 градусов по Фаренгейту.Однако при пайке медной трубки отжиг трубки и фитинга, вызванный повышенным нагревом, может привести к тому, что номинальное давление в системе будет меньше, чем у паяного соединения.
Температура плавления меди составляет 1 981 градус по Фаренгейту (ликвидус) и 1 949 градусов по Фаренгейту (солидус). При пайке важно знать температуру плавления соединяемых металлов и присадочного металла. Разница между состоянием солидуса и ликвидуса заключается в диапазоне плавления, который может быть важным при выборе присадочного металла.Он указывает ширину рабочего диапазона для присадочного металла и скорость затвердевания присадочного металла после пайки. Присадочные металлы с узкими диапазонами, с серебром или без него, затвердевают быстрее и, следовательно, требуют осторожного нагрева. Температура ликвидуса — это минимум, при котором будет происходить пайка. См. Рисунок 1 , где указаны диапазоны плавления некоторых распространенных припоев.
Паять или не паять
Согласно книге Лукаса-Милхаупта «Что такое пайка» (www.lucasmilhaupt.com) выбор пайки зависит от пяти факторов:
- Размер соединяемых деталей. Пайка чаще используется для мелких деталей и требует нагрева широкой поверхности для доведения присадочного материала до точки текучести, что часто непрактично для больших деталей.
- Толщина металлических профилей. Более широкий нагрев и более низкая температура, используемые при пайке, в отличие от сварки, позволяют соединять секции без коробления или деформации металла. Сильный жар сварки может вызвать прожиг или деформацию тонкого среза.
- Совместная конфигурация. Пайка не требует ручного отслеживания, а присадочный металл протягивается через область стыка за счет капиллярного действия, которое одинаково легко работает на прямых, неровных или трубчатых стыках.
- Природа неблагородных металлов. Для соединения разнородных металлов пайка не расплавит один или оба металла, если присадочный металл металлургически совместим с обоими основными металлами и имеет температуру плавления ниже, чем у любого из соединяемых металлов. Обратите внимание, что медные сплавы можно легко припаять к другим металлам, таким как чугун, инструментальная и нержавеющая сталь, никелевые сплавы и титановые сплавы.
- Количество выполняемых стыков. Если вы выполняете много стыков, ручная пайка выполняется быстро и просто, а автоматическая пайка может быть выполнена недорого с использованием простых производственных технологий.


Паяльные флюсы
Паяльные флюсы для меди имеют водную основу, растворяют и удаляют остаточные оксиды с поверхности металла, защищают металл от окисления при нагревании и способствуют смачиванию соединяемых поверхностей. Паяльные флюсы также показывают температуру (см. Рисунок 2 ).
Наиболее часто используемые флюсы и припои для меди и медных сплавов показаны на рис. 3 , а руководство по их использованию показано на рис. 4 . Эту и другую подробную информацию можно найти в The Welding Handbook , 8th Edition, Vol. 8, опубликованный Американским сварочным обществом и доступный от Ассоциации разработчиков меди под названием Welding Copper and Copper Alloys , A1050-72 / 97.
Процесс
Для пайки используются те же основные этапы, что и для пайки, с единственной разницей в использовании флюсов, присадочных металлов и количества используемого тепла.
Как правило, могут выполняться соединения внахлестку и стык. Перед соединением металлов обязательно удалите все оксиды и поверхностные масла абразивной тканью, подушечками или щетками. Такие загрязнения мешают правильному течению присадочного металла и могут снизить прочность соединения или вызвать разрушение. Можно использовать химические чистящие средства, если их тщательно смыть, но не прикасайтесь к чистой поверхности голыми руками или в масляных перчатках.
Перед соединением металлов обязательно удалите все оксиды и поверхностные масла абразивной тканью, подушечками или щетками. Такие загрязнения мешают правильному течению присадочного металла и могут снизить прочность соединения или вызвать разрушение. Можно использовать химические чистящие средства, если их тщательно смыть, но не прикасайтесь к чистой поверхности голыми руками или в масляных перчатках.
Сразу после очистки нанесите кистью тонкий ровный слой флюса на обе поверхности.Не наносите флюс пальцами, потому что химические вещества, содержащиеся во флюсе, могут быть опасны при попадании в глаза, рот или открытые порезы. Металлы медь-фосфор и медь-серебро-фосфор (BCuP) считаются самофлюсующимися металлами на основе меди.
Надежно поддержите поверхности и обеспечьте между ними достаточное капиллярное пространство для потока расплавленного припоя. Чрезмерный зазор в шарнире может привести к растрескиванию под нагрузкой или вибрацией. Совместный зазор от 0,001 до 0.005 дюймов развивает максимальную прочность и надежность соединения.
Рис. 2. В таблице показано, как флюсы реагируют на различные температуры и при какой максимальной температуре флюс защищает металл. Источник: CDA, Справочник по медным трубам.
Используйте только количество тепла, необходимое для плавления и растекания присадочного металла. Перегрев стыка или направление пламени в капиллярное пространство может сжечь флюс, нарушив его эффективность и не допуская попадания присадочного металла в стык.Нагрейте область стыка, чтобы втянуть присадочный металл в капиллярное пространство. При работе с открытым пламенем, высокими температурами и горючими газами необходимо соблюдать меры предосторожности, описанные в ANSI / AWS Z49.1, «Безопасность при сварке, резке и смежных процессах».
Дайте готовому стыку остыть естественным образом. Шоковое охлаждение водой может привести к его повреждению или растрескиванию. Когда он остынет, счистите все оставшиеся остатки флюса влажной тряпкой и проверьте все готовые сборки на целостность соединения.
Справочник по медным трубам: 5. Методы соединения
Существует несколько категорий методов соединения медных труб и фитингов:
Паяные или паяные соединения
Эти методы соединения включают пайку, пайку и электрическое сопротивление. Паяные соединения с капиллярной арматурой используются в водопроводе и канализации. Паяные соединения с капиллярными фитингами используются там, где требуется большая прочность соединения или где рабочие температуры достигают 350 ° F.
Пайка предпочтительна и часто требуется для соединений в трубопроводах систем кондиционирования и охлаждения. Соединение с помощью электрического сопротивления — это беспламенный способ выполнения паяных соединений, хотя тепло все еще выделяется.
Номинальные значения «давление-температура» для паяных и паяных соединений приведены в таблице 14.4a. Более подробную информацию о паяных и паяных соединениях можно найти в разделе «Фитинги, припои и флюсы».
Медная труба также может быть соединена стыковой сваркой без использования фитингов. Необходимо соблюдать осторожность при использовании надлежащих методов сварки. Методы сварки описаны в публикации CDA A1050, Сварка меди и медных сплавов .
Необходимо соблюдать осторожность при использовании надлежащих методов сварки. Методы сварки описаны в публикации CDA A1050, Сварка меди и медных сплавов .
Соединения без пламени
Беспламенные методы механического соединения десятилетиями использовались для подземных труб, для соединений, где использование тепла нецелесообразно, и для соединений, которые, возможно, придется время от времени разъединять. Традиционные методы включают соединительные системы с развальцовкой и канавкой.
Новые методы для большинства общих сантехнических приложений включают в себя фитинги Press-connect и Push-connect без пайки, которые включают в себя эластомерную прокладку или уплотнение (например, EPDM).Диапазоны номинальных значений давления и температуры для герметичных соединений приведены в таблице 14.4b.
Дополнительные методы соединения
Механически сформированные экструдированные отводы или тройники обычно используются в различных сантехнических и трубопроводных системах, где часто встречаются тройники. Вытягивание тройника — это механический процесс; однако для завершения требуется паяное соединение. Пайка ответвления в тройник механической формы не допускается.
Вытягивание тройника — это механический процесс; однако для завершения требуется паяное соединение. Пайка ответвления в тройник механической формы не допускается.
Пайка медных трубок
| Этот инструмент изменяет медные фитинги, создавая неглубокий отпечаток в стенке фитинга, уменьшая глубину раструба до 3/8 дюйма. Его следует использовать только для соединений, которые будут паяться. |
Прочность трубных соединений
Стыковые соединения медных трубок могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен. Это связано с тем, что вся нагрузка должна переноситься через контактную поверхность двух небольших поверхностей на концах каждой детали (см. Рисунок 1 ).Стыковые соединения обычно не используются для соединения медных труб, потому что поддерживать соосность во время пайки сложно.
Муфты, напротив, самоустанавливаются во время сборки и пайки. В раструбном соединении присадочный металл не должен быть таким прочным, как медь, поскольку площадь контакта между трубкой и муфтой может быть увеличена (см. , рис. 2, ).
Когда площадь соединения большая, напряжение в припое низкое, поэтому присадочный металл может быть намного слабее основного металла.Поэтому, когда вы используете коммерческие медные трубные фитинги с глубокими чашками, вы можете использовать мягкий припой с пределом прочности на разрыв около 5000 фунтов на квадратный дюйм (PSI), например, для соединения более прочных медных трубок с пределом прочности на разрыв около 30000 фунтов на квадратный дюйм.
| Рисунок 1 Стыковые соединения между медными трубками могут быть такими же прочными, как и сама медь, если присадочный металл достаточно прочен, чтобы выдерживать нагрузку через контактную площадку двух небольших поверхностей на концах каждый кусок.  |
Конструкция муфтового соединения
Трубное соединение должно быть достаточно прочным, чтобы выдерживать такие нагрузки, как давление, собственный вес и тепловое расширение. Если вы выберете комбинацию присадочного металла и глубины раструба, которая сделает соединение более прочным, чем труба, сама труба станет ограничивающим фактором в конструкции.
Прочность соединения горелки с паяной муфтой зависит от:
| Рисунок 2 В муфте присадочный металл не должен быть таким же прочным, как медь, поскольку площадь контакта между трубкой и розеткой можно сделать большие. |
- Длина внахлест (обычно глубина раструба).
- Прочность присадочного металла.
- Прочность суставов.
Используя эти переменные, вы можете оценить требуемую глубину введения по следующей формуле:
X = TW / 0.
 8L
8LГде:
- X = требуемое перекрытие
- T = предел прочности основного металла на растяжение
- L = прочность на сдвиг металлического припоя или припоя
- W = толщина более тонкого элемента
- 0.8 = коэффициент прочности (или безопасности)
При пайке соединения медь-медь предел прочности меди на растяжение составляет около 30 000 фунтов на квадратный дюйм, а прочность на сдвиг припоя — около 5000 фунтов на квадратный дюйм. Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,48 дюйма или 8,7 раза1 толщины трубы.
| Рис. 3 На этой диаграмме показаны прочность соединения и напряжение сдвига по длине перекрытия для паяных и паяных соединений. |
При пайке соединения меди с медью с использованием любой из обычно используемых классификаций AWS для припоя, например BCuP или BAg, прочность на сдвиг припоя составляет около 25 000 фунтов на квадратный дюйм. Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,100 дюйма, или 1,5 толщины трубы.
Для трубы толщиной 0,065 дюйма перекрытие должно составлять 0,100 дюйма, или 1,5 толщины трубы.
Соотношение между толщиной трубы и длиной внахлест для паяных и паяных соединений показано на рис. 3 .
Пайка внахлест
Чтобы проверить, работает ли теория на практике, сотрудники автора паяли и проводили испытания на растяжение на 1 1/2 дюйма. медная труба с толщиной стенки 0,045 дюйма. Испытываемые соединения представляли собой стыковое соединение и раструб с перекрытием в один, два и три раза больше толщины трубы.Все образцы, в том числе стыковое соединение, вышли из строя в основном металле.
Не новость, что для паяных соединений требуется только небольшое перекрытие. В ходе циклической серии испытаний в конце 1950-х годов 10 лабораторий спаяли более 1200 образцов для испытаний на растяжение. Лаборатории выполнили эти испытания на следующих объектах с различными перекрытиями:
- 410 печь из нержавеющей стали, припаянная в печи BNi – 1
- Печь из мягкой стали, припаянная медью
- Медная горелка, припаянная при помощи BAg – 1
- Горелка из мягкой стали– спаянный с BAg – 1
Результаты этих испытаний показали, что для получения полноценного соединения не требуется большого перекрытия. Во всех случаях предел прочности основного металла на растяжение был достигнут, когда перекрытие было в два раза больше толщины элементов (2t). Отчет был опубликован под названием American Welding Society (AWS) C3.1–63.
Во всех случаях предел прочности основного металла на растяжение был достигнут, когда перекрытие было в два раза больше толщины элементов (2t). Отчет был опубликован под названием American Welding Society (AWS) C3.1–63.
Обратная сторона нахлеста
Глубина врезки влияет на два важных аспекта пайки: прочность соединения и легкость его пайки. Хотя с точки зрения прочности кажется, что большее перекрытие лучше, перекрытие, превышающее вдвое толщину более тонкого элемента (2t), не делает соединение более прочным.
Фактически, увеличение перекрытия намного больше, чем 2t, только усложняет вам выполнение прочного соединения по следующим причинам.
Во-первых, припой должен равномерно течь в небольшой зазор между деталями по всей длине и окружности соединения. Одно из препятствий заключается в том, что чем длиннее перекрытие, тем дальше должен течь припой и тем больше у него возможностей улавливать газ, который вызывает пустоты в стыке. Достаточная подача флюса и достаточно сильный равномерный нагрев соединения способствуют протеканию припоя в соединение, но по мере увеличения перекрытия и увеличения диаметра это становится труднее.
| Рис. 4 На этой диаграмме показан общий состав припоя на основе меди и характеристики плавления. |
Во-вторых, припой начинает плавиться при более низкой температуре, чем температура, при которой припой становится полностью жидким. Эта температура называется температурой солидуса. Чуть выше этой температуры припой представляет собой смесь твердого вещества и жидкости. Он густой и слякотный, как замороженный напиток.В этом состоянии металл не может легко попасть в плотно прилегающий стык. Представьте, что вы быстро потягиваете замороженный напиток через небольшую трубочку — это сложно!
По мере того, как присадочный металл больше нагревается, он становится более жидким, пока не достигнет температуры ликвидуса. При этой температуре присадочный металл полностью жидкий и легко проникает в крошечные промежутки между деталями. Или, как в нашем примере, замороженный напиток теперь плавится и легко течет через небольшую соломинку. Температуры солидуса и ликвидуса для некоторых распространенных присадочных металлов показаны на рис. 4 .
Или, как в нашем примере, замороженный напиток теперь плавится и легко течет через небольшую соломинку. Температуры солидуса и ликвидуса для некоторых распространенных присадочных металлов показаны на рис. 4 .
Чтобы еще больше усложнить ситуацию, во время пайки небольшое количество основного металла меди растворяется в присадочном металле, а небольшое количество легирующих элементов из присадочного металла диффундирует в основной металл меди. Когда это происходит, изменяется химический состав присадочного металла. Это увеличивает температуру ликвидуса, а присадочный металл становится толстым и вязким, даже если он горячий. Опять же, толстый, слякотный присадочный металл нелегко проникает в стык.
К счастью, этот процесс диффузии-растворения является медленным по сравнению со временем, которое требуется припоям, чтобы попасть в должным образом нагретое соединение.Однако, если соединение недостаточно нагревается до того, как будет введен припой, припой сначала станет жидким и станет толще при повторном нагреве соединения. Чем дольше соединение находится при температуре пайки, тем больше состав припоя становится похожим на саму медь. Это объясняет, почему бывает трудно переплавить соединение после пайки.
Чем дольше соединение находится при температуре пайки, тем больше состав припоя становится похожим на саму медь. Это объясняет, почему бывает трудно переплавить соединение после пайки.
Распространение, однако, не так уж и плохо. Например, компрессоры с реактивными двигателями используются при температурах выше температуры плавления припоя, который удерживает их вместе.В этом случае детали выдерживаются в печи при температуре диффузии так долго, что припой полностью растворяется в основном металле, и соединение практически отсутствует, позволяя двигателю оставаться вместе в эксплуатации.
Использование фитингов под пайку при пайке
Если чрезмерное перекрытие делает излишне трудным получение прочного паяного соединения, почему промышленность использует фитинги для пайки с таким большим перекрытием?
| Рис. 5 В этой таблице показана глубина гнезда для фитингов под пайку и пайку, а также экономию при использовании 3/8 дюйма.  –Глубокая розетка. –Глубокая розетка. |
Ответ прост: юристы. Обычные медные и латунные фитинги предназначены для пайки, а не для пайки. Обычно они обеспечивают перекрытие 10 или более, что необходимо для обеспечения достаточной прочности, если соединение выполнено припоем (см. , рис. 5, ).
Поскольку производители фитингов практически не контролируют, где их фитинги будут использоваться или как они будут соединяться, наименее рискованное занятие для них — это то, к чему прибегают юристы, — это сделать все фитинги пригодными для пайки.
Фитинги для пайки можно паять, но глубина чашки может усложнить вашу жизнь. Доступны фитинги с короткими чашками, предназначенные для пайки, и их легче паять, чем фитинги для пайки, но они, как правило, являются изделиями специального заказа с ограниченным распределением. Подрядчики, которые поставляют вам эту арматуру, сталкиваются с теми же рисками ответственности, что и ее производители.
Аттестация процедур и паяльных машин
Когда вы квалифицируете Спецификацию процедуры пайки (BPS) в соответствии с разделом IX ASME, во время аттестации должно использоваться минимальное перекрытие, которое будет использоваться в производстве. Другими словами, если перекрытие, используемое на испытательном купоне, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться при производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум вдвое превышает толщину соединяемая более тонкая часть (2t). Это обеспечивает достаточную прочность стыков для производственных стыков.
Другими словами, если перекрытие, используемое на испытательном купоне, составляло 1/4 дюйма, минимальное перекрытие, которое должно использоваться при производстве, составляет 1/4 дюйма. Вы также должны быть уверены, что производственное перекрытие как минимум вдвое превышает толщину соединяемая более тонкая часть (2t). Это обеспечивает достаточную прочность стыков для производственных стыков.
Когда вы квалифицируете сварщика с резаком, он или она ограничиваются перекрытием, которое использовалось в тестовом купоне, плюс 25 процентов. Другими словами, если перекрытие тестовых купонов составляло 1/2 дюйма.максимальное допустимое перекрытие составляет 5/8 дюйма. У вас нет минимального перекрытия, потому что, если вы можете правильно припаять глубокую муфту, вы также можете припаять более мелкую муфту.
Облегчение жизни при пайке
Поскольку для достижения полной прочности паяного соединения требуется лишь небольшое перекрытие (2t), вам не нужна полная глубина фитинга паяного соединения. Большая глубина лунки только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем сложнее сделать соединение.
Большая глубина лунки только усугубляет ваши страдания, когда вы делаете сустав. Что еще хуже, чем больше диаметр трубки, тем глубже раструб и тем сложнее сделать соединение.
Можно сделать несколько вещей, особенно с более крупными фитингами, чтобы облегчить вашу жизнь.
- Купить фитинги для пайки. Их нет в продаже.
- Отрезать излишки в механическом цехе. Это работает, но стоит дорого.
- Обрежьте лишнюю чашку на поле. Это слишком дорого и, вероятно, приведет к деформации фурнитуры.
- Вставьте трубу в трубу с небольшим перекрытием. Хотя это работает, это сложно контролировать, потому что трубка может свободно входить и выходить из гнезда во время сборки.
- Деформируйте фитинг ближе к концу, используя инструмент, подобный показанному на вводной фотографии. Этот инструмент ограничивает глубину введения до 3/8 дюйма и обеспечивает надежный упор трубки, поэтому вы можете легко поддерживать нужную глубину введения.
Вальтер Дж. Сперко, P.E., инженер-консультант, специализирующийся на технологиях сварки и пайки, а также опыт работы с трубопроводами. С ним можно связаться по адресу: Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, sperko @ asme.org, www.sperkoengineering.com.
Сперко, P.E., инженер-консультант, специализирующийся на технологиях сварки и пайки, а также опыт работы с трубопроводами. С ним можно связаться по адресу: Sperko Engineering Services Inc., 4803 Archwood Drive, Greensboro, NC 27406–9795, 336–674–0600, факс 336–674–0202, sperko @ asme.org, www.sperkoengineering.com.
Примечание
1. Поскольку припой ползет при температуре окружающей среды, фитинги для паяных соединений фактически рассчитаны на единичное напряжение 235 фунтов на квадратный дюйм и ограничены максимальным давлением при различных температурах в соответствии с ASME B16.22. В результате глубина гнезда для пайки составляет 10 т или более.
Американское сварочное общество, 550 N.W. LeJeune Road, Майами, Флорида 33126, 800–443–9353, www.aws.org.
ASME International, Three Park Ave., New York, NY 10016, 800–843–2763, www.asme.org.
Фил Гурриерри из Integrated Mechanical Services, Плимут-Собрание, Пенсильвания, и Майк Лэнг, United Association Local 501, Аврора, Иллинойс, помогли подготовить образцы для испытаний для информации в этой статье.
Пайка медных труб мягким припоем
Медь относится к металлам, прекрасно поддающимся пайке. Это обусловлено тем, что поверхность металла может быть сравнительно легко очищена от загрязнений и окислов без применения особо агрессивных веществ (медь слабо корродирующий металл). Имеется ряд легкоплавких металлов и их сплавов (в нашем случае олово), имеющих хорошую адгезию с медью. При нагреве в воздухе при плавке медь не вступает в бурные реакции взаимодействия с окружающими веществами и кислородом, что не требует сложных или дорогих флюсов. Все это позволяет легко осуществлять любые виды пайки.
При пайке медных труб используется капиллярный эффект. Это процесс взаимодействия молекул или атомов жидкости и твердого тела на границе раздела двух сред, приводит к эффекту смачивания поверхности. Смачивание – это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения между молекулами припоя (жидкость «прилипает» к поверхности)
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь. Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057.
В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172.
Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Необходимый инструмент и материалы для пайки меди
1. Труборез
Используется для нарезания труб по длине, в продаже есть множество по виду разных труборезов, но принцип работы у всех одинаков.
Труба зажимается между роликами и лезвием и начинаем вращать вокруг трубы, подтягивая натяжной болт на 1/3 оборота, после каждого оборота трубореза. Через пять шесть оборотов труба будет разрезана.
2. Горелка газовая
Используется при низко температурной пайки меди (Низкотемпературная пайка — это пайка при температуре менее 450°С ) с оловянным припоем.
В продаже есть множество разных конструкций горелок, но не все они годятся для пайки. Внимательно прочитайте инструкцию от горелки, там обычно пишут для чего она предназначена, и не стоит брать ту горелку, где инструкция начинается со слов «разжигаться мангал»! Для вас, самое главное нужно выбрать горелку с узко направленным пламенем.
Такая горелка способна нагреть трубу за несколько секунд, а газового баллончика хватит на несколько сотен стыков.
В баллон горелки заправлена смесь пропана-бутана, притом, чем выше процентное соотношение бутана к пропану, тем температура пламени будет выше.
3. Металлическая шерсть
Применяется для механической зачистки меди.
Просто следует обжать конец трубы металлической шерстью и сделать несколько вращательных движений трубой.
Также следует зачистит и фитинг но уже из внутри
Для фитингов можно также использовать специальные ёршики, но ни в коем случае нельзя пользоваться напильником или грубой наждачной бумагой!
Теперь что нужно для самой пайки:
1. В первую очередь это припой (олово)
Припой продаётся в катушках и представляет собой оловянную проволоку диаметром 3мм.
В принципе всё что нужно при выборе, это найти надпись БЕЗ СВИНЦА, или по английски LEAD FREE.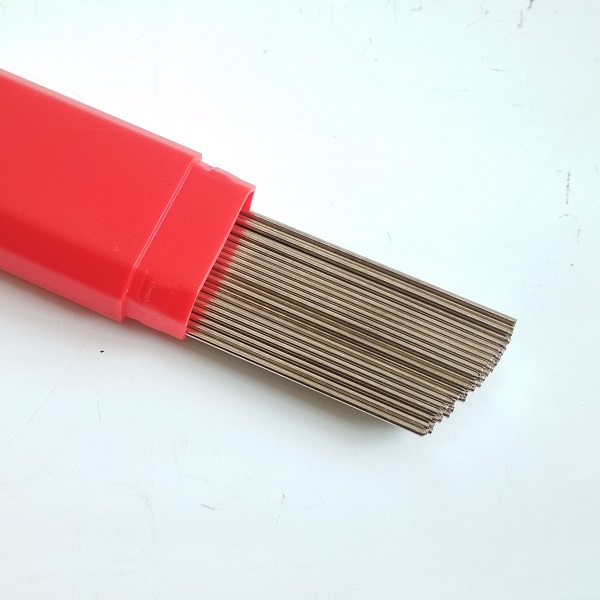
Такой припой можно использовать в водопроводах ну и конечно в самогонных аппаратах. его состав S-Sn97Ag5 (L-SnAg5) (состав Sn 97% Ag 5%),
2. Флюс
Очень важная вещь при пайке!
Для качественного соединения металлов при пайке припой должен растечься под действием капиллярных сил и «смочить» основной металл. Хорошее смачивание происходит только на совершенно чистой, не окисленной поверхности. А сам шов получается прочным при защите пайки от кислорода воздуха. Поэтому для повышения адгезии припоя и получения качественной пайки поверхности соединения обязательно механически зачищаются и используют флюсы.
В принципе при выборе Флюса, не важно предназначены они для припоя с свинцом или без, они все взаимозаменяемы, зато флюсы для пайки например нержавейки абсолютно не годятся.
Можно использовать простой канифоль, правда могут быть проблемы с нанесением.
Пайка меди
Флюс тонким слоем следует нанести на механически зачищенную трубу
После чего одеть так же механически зачищенный фитинг
Греть при помощи газовой горелки, пока медь начнёт менять цвет под горелкой и можно вносить припой
Припой мгновенно расплавится и из-за капиллярного эффекта мгновенно проникнет в щель фитинга
Несколько специфических нюансов:
1. Как припаять кран
Как припаять кран
Весь узел состоит из крана, компрессионной гайки и компрессионной кольца.
Нанести немного флюса на внутреннию часть кольца.
Прогреть 10 секунд и быстрым движением прикоснутся припоем к месту пайки.
Когда остынет можно скручивать.
Ну и конечно, что нужно делать чтобы сделать холодильник для самогонного аппарата
В фитингах из внутри есть отпрессована каёмочка чтобы труба не пролезала на сквозь, нужно взять круглый грубый напильник, и срезать её, после чего фитинг можно продеть на трубу.
Дальше остаётся собрать узел.
Техника безопасности
- В первую очередь, нужно помнить что медь сильно проводит тепло, и не стоит паять деталь, короче 30см просто держа в руках, это может привести к ожогам!
- При пайке медь сильно нагревается, и приобретает очень неприятные свойства, наносить очень сильные ожоги, в доли секунды, при прикосновении!
Например, многие могут взять в руки уголёк из костра, и перекидывать из руки в руку не нанося себе вреда, но с медью такой фокус не пройдёт, ожог гарантирован! - Во время пайки, флюс может капнуть на оголённые части тела, немедленно следует смыть водой, иначе может быть химический ожог!
- Во время работы вы должны быть одеты не в синтетическую одежду, не забывайте вы работайте с огнём, горячим металлом, и флюсом содержащим кислоту!
Синтетика как правило легко воспламеняется и плавится! - Не суйте флюс в глаза, ноздри, рот, уши и половые органы!
- При пайке откройте окно, не стоит дышать большим количеством дыма от сгоревшего Флюса!
Припой для пайки медных труб
Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Припой твердого типа
Спаивание необходимо при установке или ремонте различного оборудования, ведь иногда у труб с тонкими стенками могут выявиться повреждения. Припой для меди должен быть устойчивым к коррозии, а также обеспечивать долгий срок эксплуатации.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
 Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.
 Шов получается эластичным и качественным;
Шов получается эластичным и качественным;Характеристики и свойства флюсов
Свойства и состав припоя должны полностью подходить к тем металлам, с которым он будет спаиваться. Также припой, предназначенный для спайки труб, должен быть более низкой температуры, чем металл, чтобы он не повредился. Поэтому существует два типа, на которые разделяются материалы:
- Низкотемпературные припои имеют невысокую температуру плавления, которая не достигает 450 градусов по Цельсию. При этом нагрузка на спайки не должна быть слишком высокой. Металл и его физические свойства при этом остаются неизменными.
- Высокотемпературные припои обеспечивают большую прочность и качество, однако температура их плавления бывает выше 800 градусов по Цельсию.

Выбор и его особенности
Чем больше температура плавления, тем больше она влияет на металл, из которого произведены трубы. Поэтому стоит знать, какая нагрузка будет лежать на трубах и выбирать соответствующий припой. Если нагрузка ожидается небольшая, то можно выбирать мягкий, низкоплавный припой. Если трубы предназначены для пищевой промышленности, то необходимо выбрать тот припой, который не токсичен и не вызывает вреда для здоровья человека.
Важно! При выборе припоя для медных труб необходимо знать температуру плавления и состав материала, для которого он предназначается!
Основные компоненты флюсов для пайки медных деталей
При выборе расходных материалов для пайки нужно учитывать особенности металла. Каждому сплаву требуются строго определенные составы, которые могут обеспечить чистоту рабочей поверхности, защиту от влияния влажного воздуха, равномерное растекание припоя. Флюс для пайки меди соответствует всем требованиям, способствует образованию прочного соединения деталей.
Где применяются медные изделия
Медную руду человек обнаружил более 5 тысяч лет назад. Неспроста век, следовавший за каменным, назвали медным.
С тех древних пор металл использовали для многих целей. Следующий исторический этап назывался бронзовым веком потому, что в это время научились сплавлять медь с оловом, делать изделия из бронзы. Затем появились латуни, мельхиоры, другие медные сплавы.
Популярность меди объясняется совокупностью физических и химических свойств. В настоящее время медь применяют для изготовления трубопроводов, подающих воду, газу, теплоносители. Делают медные провода, радиотехнические изделия.
Достоинства медных труб заключаются в устойчивости к коррозионным изменениям и хорошей пластичности. Изделия из меди имеют гладкий поверхностный слой, остаются неизменными при длительном облучении УФ светом, обладают большой теплопроводностью, термостойкостью, механической надежностью, долговечностью.
Продукция из меди стоит дороже, но расходы окупаются возможностью длительной эксплуатации. В некоторых ситуациях возникает необходимость в пайке меди и ее сплавов.
В некоторых ситуациях возникает необходимость в пайке меди и ее сплавов.
При потенциальных высоких нагрузках на места соединения процесс проводят при высокой температуре. Во всех иных случаях для пайки медной трубы достаточно небольших значений температуры.
Особенности технологий
Флюсы для пайки меди необходимы не всегда. При проведении процесса с нагреванием до больших температурных значений соединить медные фрагменты можно без добавления флюсовой массы.
Большое значение для получения качественного соединения при реализации пайки без флюса имеет состав припоя.
Лучший вариант — сплавы на основе олова, серебра, позволяющие паять медь при высокой температуре, получать хороший результат.
При низкотемпературной пайке приходится применять припой и флюс. Умеренного нагревания не хватает для полноценной подготовки поверхности деталей к соединению.
Медь – металл непритязательный, позволяющий работать со многими составами:
- растворами;
- мелкоизмельченными порошками;
- гелеобразными массами.

Компоненты флюсов имеют разное предназначение. Борная или соляная кислота, хлорид цинка активно реагируют с оксидами, удаляя их. Канифоль, восковые составы, смолы обеспечивают хорошую адгезию, распределение припоя по всему рабочему участку.
В среде мастеров популярен флюс в виде пасты для пайки меди. Его можно легко нанести только в то место, которое будет подвергаться пайке. Он не растекается по всей детали, легко удаляется по окончании работы.
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.
Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.
В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.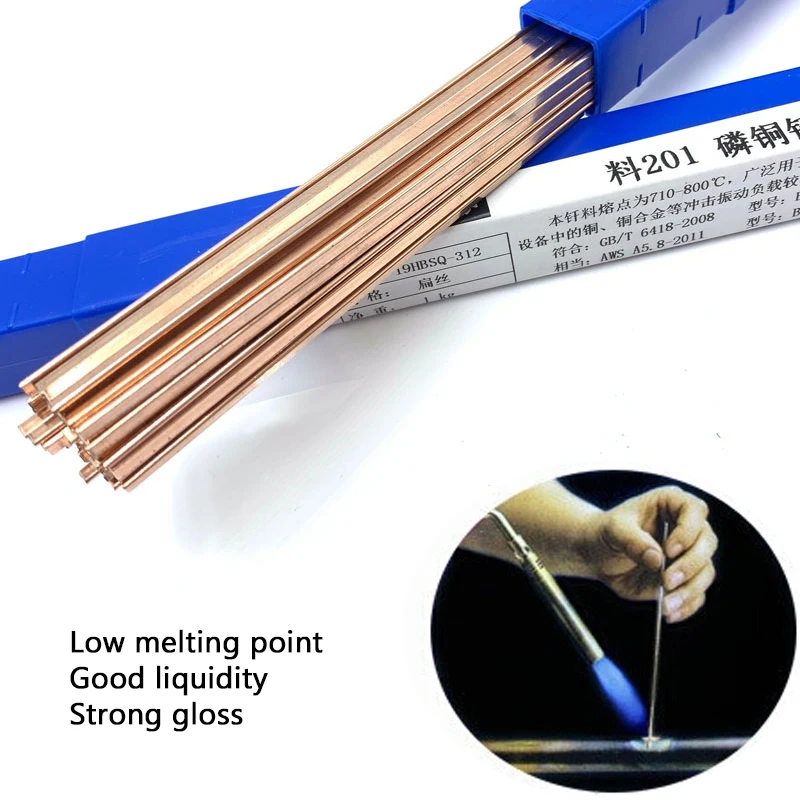
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Составы с умеренной коррозионной активностью
Слабой коррозионной активностью характеризуются флюсы из канифоли, спирта к которым добавлено какое-либо из следующих веществ:
- уксусная кислота,
- хлорид цинка,
- ортофосфорная кислота.
При пайке хорошо работает флюс для меди из раствора канифоли в спирте с добавкой хлоридов цинка и аммония. Эффективно применение смеси из глицерина, и раствора хлоридов цинка, аммония, натрия.
Качественное соединение при пайке обеспечивает флюс из раствора глицерина в воде, к которой добавлен солянокислый гидразин. С успехом можно применять смесь из спирта и раствора фосфорной кислоты.
Флюсы, содержащие канифоль, используют при температурах до 300 °С. Остальные составы можно нагревать до 350 °С.
Остальные составы можно нагревать до 350 °С.
Сильного кислого действия
Составы, содержащие или образующие кислоту, активно удаляют оксидный слой, обладают хорошими очищающими свойствами. Однако остатки флюса после пайки могут провоцировать порчу металла впоследствии. Поэтому рабочую зону по окончании процесса нужно хорошо промывать.
Для пайки меди и ее сплавов применяют растворы хлорида цинка в воде, хлоридов цинка и аммония в воде, хлоридов цинка в растворе соляной кислоты. Эффективно применение смеси хлоридов цинка, аммония, натрия.
Если в припоях содержится много свинца и цинка, то в качестве флюсов рекомендуют использовать раствор смеси хлоридов: калия, цинка, меди, натрия в растворе соляной кислоты.
Припои со свинцом не пригодны для пайки труб, поставляющих питьевую воду. Свинец обладает большой токсичностью, контакт с водой для питья не допускается санитарными нормами.
Для пайки тугоплавкими припоями
Пайку меди в определенных ситуациях проводят припоями, плавящимися при высоких температурах. В качестве флюса при этих процессах можно использовать только буру или смесь буры и борной кислоты.
В качестве флюса при этих процессах можно использовать только буру или смесь буры и борной кислоты.
Применяют также раствор буры и борной кислоты в воде с хлоридом цинка или смесь буры, борной кислоты и фторида кальция.
Припоями в такой пайке служат сплавы, содержащие медь. Для обеспечения качества соединения буру перед самостоятельным изготовлением флюсов нужно хорошо прокаливать. В готовых средствах все компоненты прошли предварительную обработку.
Особенности самостоятельного изготовления
Многие мастера готовым средствам предпочитают самодельную продукцию. Это их выбор, который во многих случаях оправдан. Из доступных компонентов можно приготовить вполне хорошие флюсы. Внимания требуют некоторые моменты.
Так, например, при изготовлении одного из флюсов канифоль сначала нужно измельчить, затем растворить в теплом спирте, охладить до комнатной температуры и только затем влить уксусную кислоту.
Смесь из этанола и фосфорной кислоты нужно готовить в определенной последовательности. Сначала спирт перемешивают с водой и только потом добавляют ортофосфорную кислоту.
Сначала спирт перемешивают с водой и только потом добавляют ортофосфорную кислоту.
При приготовлении следующего популярного флюса нужно в сильно нагретой воде полностью растворить хлорид аммония, а затем в остывший раствор всыпать хлорид цинка.
Самый простой вариант – приобрести готовый флюс, выбрав его в соответствии с условиями пайки и рекомендациями к применению конкретной марки.
Лучший припой для медных труб
Вы добавляете ванную комнату в подвале или вам нужно переместить несколько линий водоснабжения? Если вы сами занимаетесь водопроводом и водопроводными трубами, у вас будет собственный фонарик, но, возможно, вам понадобится припой. Многие домашние мастера хотят научиться делать сантехнические работы самостоятельно, и это отличный способ научиться. Всегда проявляйте уважение к квалифицированным профессионалам, но иногда есть небольшие задания, которые вы можете выполнить самостоятельно. Позвольте профессионалам выполнять среднюю и крупную работу.Готовы увидеть лучший припой для запотевания медных труб? Пойдем прямо к делу!
Позвольте профессионалам выполнять среднюю и крупную работу.Готовы увидеть лучший припой для запотевания медных труб? Пойдем прямо к делу!
| Изображение | Название | Цена | Prime | Купить |
|---|---|---|---|---|
| TopTop Наверх | Oatey 50684 Сантехнический комплект Safe-Flo Silver | Prime Соответствует требованиям | ||
| Наверх Вверх Верхняя часть | RIDGID 32975 Модель 103 Резак для труб Close Quarters, трубный резак от 1/8 до 5/8 дюйма | Prime Соответствует требованиям | Купить сейчас | |
| Наверх Топ | Oatey Company 30374 1.7 унций # 95 Flux | Prime Соответствует требованиям | Купить сейчас |
 com/dp/B000BQOAEK/?tag=teachyourson-20″> Купить сейчас
com/dp/B000BQOAEK/?tag=teachyourson-20″> Купить сейчасЦены взяты из API рекламы продуктов Amazon на:
Что вы можете ожидать от чтения:
Почему это называется трубками для пота?
Медные трубы все еще используются в большинстве домов сегодня, хотя при строительстве новых домов переходят на трубопроводы из полиэтиленгликоля для подачи воды. Чтобы соединить трубы вместе, необходимо спаять стыки, чтобы через них не протекала вода.Давление воды внутри типичного дома должно составлять от 40 до 80 фунтов на квадратный дюйм. Если бы произошла утечка, из вас вышло бы много воды и образовался бы большой беспорядок.
Чтобы соединить медные трубы вместе, полезно добавить на концы пасту, называемую флюсом. Flex по существу предотвращает окисление меди при нагревании. Когда флюс нагреется, он начнет пузыриться или потеть. Трубки могут выглядеть так, как будто они потеют!
Один наконечник, ищите флюс для лужения с порошковым припоем внутри. Альтернативный тип флюса — на водной основе.Если вы перегреете флюс на водной основе, он может иногда оставлять следы или остатки на трубах, и вы никогда не добьетесь хорошей подгонки!
Какой тип припоя используется для медных труб?
Бессвинцовый припой лучше всего подходит для медных труб, по которым идет питьевая вода. В нем не будет элементов, которые вы не хотите попадать в питьевую воду. Однако для этого потребуется более высокая температура плавления, чем у припоя 50/50.
Как спаять медные трубы вместе?
1.Очистите внутреннюю часть каждого фитинга проволочной щеткой
2. Очистите внешнюю часть трубы стальной ватой
3. Нанесите небольшое количество флюса на трубу
4. Приготовьте 6-8 дюймов припоя
5. Нагрейте трубу используя горелку, пока флюс не потеет или не начнет пузыриться.
6. Нанесите припой на трубу. Если припой не плавится, труба должна быть горячее.
7. Продолжайте добавлять припой, пока не будет покрыт все стык.
8. Протрите трубу тканью
Нужен ли вам флюс для пайки медных труб?
Flux не нужен, но без него очень сложно.Без флюса медь будет окисляться при нагревании и будет препятствовать хорошей подгонке, когда вы надеваете фитинги на трубу. Флюс предотвратит запуск процесса окисления и позволит трубе нагреться, чтобы вы могли расплавить припой, когда добавляете его в трубу.
Как припаять медную трубу
Кураторские независимые обзоры
Один проверенный пользователь на Amazon уже много лет использует припой Oatey и не сталкивается с какими-либо проблемами.Его основное приложение было в подполье под его домом. Ему нравится этот продукт, потому что он не токсичен для воды.
Один пользователь сам заменил водонагреватель, чтобы сэкономить на больших счетах за сантехнику. Единственное, что ему было нужно, это пропановая горелка.
Видео от Oatey
Профиль компании Oatey
Oatey — сертифицированная ISO компания, производящая сантехническую продукцию в США и во всем мире.LR Oatey основал компанию в 1916 году, и с годами они продолжали расширяться и выходить на новые рынки. Компания со штаб-квартирой в Огайо продолжает открывать распределительные центры и предоставлять услуги по цепочке поставок.
Заключение
Если вы самостоятельно выполняете сантехнические работы дома и вам нужно добавить кран или клапан, этот бессвинцовый припой лучше всего подходит для вашего применения. Oatey хорошо известен в отрасли и является одним из лучших расходных материалов на рынке.
Сантехнический комплект Oatey 50684 Safe-Flo Silver- Отвечает стандарту ASTM B-32 и требованиям Закона о безопасной питьевой воде.
- Разработано для водопровода / водопровода.
- Сплав меди, висмута, олова и серебра
- 420 ° F — 460 ° F диапазон плавления
- Бессвинцовый припой
Цены взяты из Amazon Product Advertising API на:
Цены на продукты и их наличие действительны на указанную дату / время и могут быть изменены.Любая информация о цене и доступности, отображаемая на [соответствующих сайтах Amazon, если применимо] во время покупки, будет применяться к покупке этого продукта.
Сантехника: TechCorner — Объяснение пайки и пайки
На протяжении многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные и проверенные методы во многом схожи, но есть также несколько явных различий, которые их отличают.В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Наиболее распространенный метод соединения медных труб — это использование фитингов из меди или медных сплавов, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство.Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Соединение внахлест — трубчатые деталиПрисадочный металл представляет собой металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C.Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определяет эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется пайка. Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и хочет прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным припоем, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоял из олова (Sn) и на 50% из свинца (Pb).В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединения или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова. Однако эта повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора. Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра.В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или твердой пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений. Эти основные шаги описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Руководстве CDA по медным трубам.
Независимо от того, используется ли процесс соединения — пайка или пайка, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рис. 2. Деталь Трубное соединениеГлубина нахлеста или глубина гнезда в фитингах внахлест или капиллярных соединениях указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом.Хотя желательно 100% -ное проникновение и заполнение фитинга капиллярного пространства, 70% -ное заполнение паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыка внахлест или заполнении, необходимом для развития полной прочности соединения. В паяных соединениях по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения.Согласно Американскому сварочному обществу (AWS), предполагается, что припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое небольшое проникновение наполнителя приведет к получению правильно изготовленного паяного соединения, более прочного, чем сама трубка и / или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено так, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Это галтели, или колпачок, как его часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтеля. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
Рис. 3. Объяснение правила AWS 3-TПомимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжигаться или переходить с твердого состояния (жесткое) на отожженное состояние (мягкое). С этим изменением характера происходит внутренняя потеря прочности — медь с твердым отпуском прочнее, чем медь с отожженным отпуском. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Спецификация присадочных металлов для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
Как ПРАВИЛЬНО паять (СЕРЕБРЯНЫЙ ПАЙ) медную трубу: 5 шагов (с изображениями)
Инструменты и типы присадочных материалов варьируются от паяного до паяного, поэтому давайте рассмотрим их оба вместе.
При пайке трубопроводов питьевой воды вы будете использовать этот тип припоя, который называется 95/5. Этот тип припоя нельзя использовать при пайке, поэтому вам понадобится присадочный материал.На рынке существует множество типов наполнителей, и вам нужно будет выбрать подходящий в зависимости от того, какую работу вы выполняете. В случае каких-либо сомнений, продукция Harris предоставляет очень четкую диаграмму того, какой тип прутка для пайки использовать для различных типов соединяемых материалов. Для этой демонстрации я буду использовать Stay-silv 15, который содержит 80% меди, 15% серебра и 5% фосфора. Вам понадобится стержень, содержащий фосфор, поскольку они самофлюсуются, избавляя от необходимости наносить флюс на трубу.
Если серебряный припой плавится при гораздо более высокой температуре, вам потребуется больше тепла, чем для обычного паяного соединения.
Пайка труб меньшего размера возможна с помощью небольшой пропановой горелки, но для труб большего размера, например, от 1 дюйма и выше, требуется больше тепла, поэтому рекомендуется использовать кислородно-ацетиленовую систему с соответствующей горелкой, так как серебряный припой плавится при более высокой температуре, чем обычный припой. Кислородно-ацетилен горит намного сильнее, при температуре 3500 * C или 6330 * F, по сравнению с пропаном, который горит при температуре около 1995 * C или 3620 * F.
И, наконец, фонарик. При пайке используется такая горелка, так как нужен только один газ. Кроме того, пропановые горелки не излучают столько тепла, как кислородно-ацетиленовые горелки.
Я использую этот кислородно-ацетиленовый комплект для подключения резака от Harris, электротехнической компании Lincoln, который отлично подходит для таких легких задач пайки, как эта. Он поставляется в сумке для переноски и имеет 2 бака, 1 для кислорода и 1 для ацетилена, также есть 2 регулятора для каждого газа и фактическая горелка.Вы также заметите наконечники для фонарей, которые идут в комплекте, но мы поговорим о них позже в видео. Вы можете использовать такую простую установку воздух / ацетилен, как эта, но она значительно длиннее и не дает вам чистого стыка, как это делает комплект кислород / ацетилен. Однако они более экономичны и их легче носить с собой в ограниченном пространстве, поэтому используйте то, что лучше для вас.
Еще кое-что, о чем вы могли бы подумать, — это убедиться, что в вашем фонаре есть пламегасители со стороны кислорода и ацетилена. Большинство новых фонарей имеют встроенные фонари.Раньше они были отдельными, и их нужно было устанавливать на самом шланге. Так что просто убедитесь, что они есть в вашем комплекте, так как они не позволят пламени попасть в ваш резервуар, чего вы на самом деле не хотите.
Еще кое-что, о чем я расскажу в видео, — это проволочные щетки, смотровое зеркало и огнетушитель.
Хорошо, так что давайте начнем
Пайка меди — Weld Guru
Пайка меди применяется, когда требуется большая прочность соединения или для систем, работающих при температуре 350 градусов или выше.
Типичное использование:
- Противопожарная защита
- Кондиционирование и охлаждение
- Распределение топливного газа
- Водоснабжение
Паять как кислородсодержащую, так и бескислородную медь можно для получения соединения с удовлетворительными свойствами. Полная прочность паяного соединения отожженной меди будет достигнута с помощью соединения внахлест.
Используемое пламя должно быть слегка науглероженным. Все серебряные припои можно использовать с соответствующими флюсами.При использовании сплавов медь-фосфор или медь-фосфор-серебро паяное соединение может быть выполнено без флюса, хотя использование флюса приведет к лучшему внешнему виду соединения.
Видеоинструкция по пайке медных труб
Медная пайка против пайки
Большая часть пайки производится при температуре от 350 до 600 градусов. Выполняется пайка меди, например, для пайки швов при температуре от 1100 до 1500 градусов.
Медные паяные соединения
Медные паяные соединения используются, когда требуется большая прочность соединения или когда система, в которой используются соединения, работает под углом более 350 градусов.
Стыковые, нахлесточные и косые соединения используются в операциях пайки, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или неправильного поперечного сечения.
Зазоры для проникновения присадочного металла, за исключением стыков труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры при соединении труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм).
Соединение может быть выполнено со вставками из присадочного металла или присадочный металл может подаваться снаружи после того, как соединение будет нагрето до надлежащей температуры.
Шарф-соединение используется при соединении ленточных пил и для соединений, где двойная толщина внахлестку нежелательна.
Инструкции по пайке медных труб
Выполните все эти шаги в тот же день. Посмотрите видео в верхней части этой страницы для получения полных инструкций.
- Отметьте трубку нужной длины.
- Обрежьте трубу ножовкой, труборезом или другим способом, который вам больше нравится.
- Разверните концы отрезанной трубки, чтобы удалить металлические зазубрины.Инструменты, которые могут развернуть трубу, включают расширительное лезвие (имеется на труборезах), полукруглый напильник или инструмент для удаления заусенцев
- Подготовьте стыки, очистив участки для пайки от окислов и масла. Используйте песчаную ткань или абразивную подушку. Расстояние между трубкой и фитингом должно составлять 0,004 дюйма.
Подготовка к пайке меди путем испытания посадки трубы.
- Вставьте трубку в фитинг, чтобы обеспечить плотное прилегание, но при этом остается достаточно места для капиллярного действия припоя.Около 0,0004 дюйма. Если возможно, переверните трубку. Надежно поддерживайте трубку.
Пайка медных труб
- Держите пламя перпендикулярно трубке и предварительно нагрейте трубку и чашку фитинга. Не перегревайте, так как это может привести к возгоранию флюса. Предпочтительно использовать кислородную горелку с нейтральным пламенем. Держите пламя в движении и не задерживайтесь на какой-либо части трубки. При использовании флюса для удаления и растворения оксида используйте перчатки, не наносите его голыми руками. Беречь от порезов, рта и глаз.Обратите внимание, что при пайке медных трубок для заворачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно.
При использовании флюса нагрейте его равномерно, пока флюс не станет прозрачным (следуйте инструкциям производителя).
Обратите внимание, что на трубках с большей окружностью труднее поддерживать требуемую однородную температуру. Требуется предварительный нагрев всей арматуры. Вторая горелка также может помочь поддерживать необходимое тепло. - Коснитесь присадочным металлом стыка, который должен начать плавиться.Наносите в точке, где трубка входит в гнездо фитинга. Когда металлический наполнитель расплавится, приложите источник тепла к основанию чашки. Если соединение находится в горизонтальном положении, нанесите припой немного не по центру внизу. Вставьте припой прямо в соединение, удерживая горелку у основания фитинга и прямо перед точкой нанесения припоя. (см. видео выше) Держите пламя подальше от присадочного металла. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди нанесения присадочного металла.Выполните ту же процедуру для вертикальных стыков.
Прекратите нагревание, как только увидите готовое филе.
- Дайте стыку остыть без использования воды. После охлаждения удалите флюс влажной тряпкой.
Обратите внимание на то, что некоторые установки для пайки, такие как системы медицинского газа и ACR, требуют использования инертного газа во время процесса пайки меди.
Это исключает возможность образования оксида на внутренней поверхности трубы.
Справочные материалы по пайке меди
Ассоциация производителей меди
Процедуры пайки труб и трубок
ОБРЕЗАТЬ ТРУБА КВАДРАТА
Отрежьте до необходимой длины с помощью труборез или ножовки. Если используется ножовка, также следует использовать приспособление для распиловки, чтобы обеспечить квадратные пропилы. Удалите все внутренние и внешние заусенцы с помощью развертки, напильника или другого инструмента для зачистки острых кромок. Если труба некруглая, ее следует довести до нужного размера и округлости с помощью калибровочного инструмента.
ЧИСТЫЙ КОНЦ ТРУБЫ И ВНУТРЕННЯЯ ПОВЕРХНОСТЬ ФИТИНГА
Поверхности стыков должны быть чистыми и свободными от масел, смазок или оксидных загрязнений. Поверхности можно должным образом очистить перед пайкой, протерев щеткой из нержавеющей стали или сильно протерев наждачной бумагой или Scotch Brite®. Если присутствует масло или жир, очистите его коммерческим растворителем. Не забудьте удалить мелкие инородные частицы, например, наждачную пыль, протерев чистой сухой тканью. Поверхность стыка ДОЛЖНА быть чистой.
ВЫБЕРИТЕ ПАТИРНЫЙ СПЛАВ
См. Руководство по выбору присадочного металла Harris для выбора рекомендованного припоя. При пайке меди с медью рекомендуются такие сплавы, как Dynaflow®, Stay-Silv® 5 или Stay-Silv® 15. Эти сплавы содержат фосфор и самофлюсуются на меди. При пайке латунных или бронзовых фитингов с этими сплавами требуется белый флюс Stay-Silv®. При пайке чугуна, стали или других черных металлов выберите один из припоев Stay-Silv®, например Safety-Silv® 45 или Safety-Silv® 56 с белым припоем Safety-Silv®.Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким. Чтобы оценить необходимое количество припоев, обратитесь к таблице Harris Estimating Brazing Alloys.
НАДЛЕЖАЩИЙ ФЛЮС важен, потому что флюс поглощает оксиды, образующиеся во время нагрева, и способствует течению присадочного металла. При использовании белого флюса Stay-Silv® наносите его только кистью. Чтобы предотвратить появление избыточных остатков флюса внутри холодильных линий, нанесите тонкий слой флюса только на охватываемые трубки. Вставьте трубку в фитинг и, если возможно, поверните фитинг на трубке один или два раза, чтобы обеспечить равномерное покрытие.Белый флюс для пайки Stay-Silv® доступен в банках на 7 унций, 1/4 фунта, 1/2 фунта, 1 фунт, 5 фунтов, 25 фунтов и 60 фунтов.
СБОРКА ТРУБКИ И ФИТИНГОВ
Вставьте конец трубки с флюсом в фитинг. Поддерживайте опору, чтобы обеспечить правильное выравнивание, пока припой не затвердеет. После пайки поддерживайте опору в течение нескольких секунд (или больше) в зависимости от размера области соединения.
Теперь сборка готова к пайке с использованием припоя в виде прутка, проволоки или катушки, вручную подаваемой в соединение.
НАСТРОЙКА ПЛАМЕНИ ФАКЕРА
Кислород / ацетилен. Для большинства работ по пайке с использованием кислородно-ацетиленовых газов следует использовать науглероживающее или нейтральное пламя. Нейтральное пламя имеет четко выраженный внутренний конус. См. Диаграмму. Избегайте окислительного пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Медь будет казаться яркой, а не тусклой или почерневшей из-за неправильного окислительного пламени.
Воздух / ацетилен с использованием наконечников вихревого сгорания.
Пайка с использованием воздушно-ацетиленовых горелок — популярная альтернатива кислородной смеси топливного газа. Поток топливного газа всасывает воздух в смеситель, который содержит внутреннюю лопатку, которая вращает газ для улучшения сгорания и повышения температуры пламени.
Если в резервуаре есть манометр нагнетания, установите давление нагнетания 14-15 фунтов на квадратный дюйм. Если в баке есть только манометр содержимого, давление подачи предварительно настроено на заводе, поэтому полностью откройте регулировочный винт регулятора, повернув его по часовой стрелке до «дна».«
Откройте значение резака. Открытие примерно на 3/4 оборота обеспечит подачу достаточного количества топливного газа. Не пытайтесь измерить давление (уменьшить пламя) с помощью клапана ручки горелки. Если требуется более высокое или более низкое пламя, замените наконечник на другой размер.
ОБОГРЕВ СОЕДИНЕНИЯ
Всегда держите резак на коротком расстоянии. Тогда …
1. Начните нагревание трубки, сначала направив пламя в точку, непосредственно примыкающую к фитингу. Поочередно работайте пламенем вокруг трубки и фитинга, пока они не достигнут температуры пайки, прежде чем наносить припой.
2. Когда используется флюс, он будет хорошим ориентиром для температуры. Продолжайте нагревать трубку до тех пор, пока флюс не перейдет в температурный диапазон «пузырьков» и не станет бесшумным, полностью жидким и прозрачным и не станет похож на чистую воду.
3. Направьте пламя от трубки к основанию фланца фитинга и нагрейте до тех пор, пока флюс, остающийся в фитинге, также не станет полностью жидким.
4. Проведите пламенем вперед и назад вдоль оси собранного соединения, трубы и фитинга, чтобы получить и затем поддерживать равномерный нагрев в обеих частях.
ПРИМЕНЯЙТЕ ПАТЯННЫЙ СПЛАВ
Заправьте сплав в стык между трубкой и фитингом. Только после того, как основные металлы будут нагреты до температуры пайки, следует добавлять присадочный металл. В это время пламя может быть мгновенно обнаружено до кончика присадочного металла, чтобы начать процесс плавления. Всегда поддерживайте нагревание как фитинга, так и трубки, направляя пламя на трубку и фитинг, когда припой втягивается в соединение.Припой будет диффундировать и полностью заполнить все области соединения. Не продолжайте подачу припоя после заполнения области стыка. Излишки галтели не улучшают качество или надежность пайки и являются отходами материала.
ПРИ ВЫПОЛНЕНИИ ВЕРТИКАЛЬНЫХ СПЛАВНЫХ СОЕДИНЕНИЙ сначала нагрейте трубку, затем нагрейте фитинг. Важно равномерно нагреть оба куска. Держите пламя направленным к арматуре. Если труба перегрета, припой может стекать по трубе, а не в стык.
ПРИ ВЫПОЛНЕНИИ ГОРИЗОНТАЛЬНЫХ СОЕДИНЕНИЙ сначала нагрейте трубу по окружности, а затем нагрейте фитинг. Решение о том, где начать подачу сплава, будет зависеть от размера трубы и предпочтений оператора. Однако на трубе большого диаметра иногда лучше всего начинать с нижней части трубы. Когда сплав затвердевает, он создает «заслонку» и помогает предотвратить вытекание припоя из стыка по мере заполнения оставшейся части соединения. При добавлении сплава убедитесь, что и труба, и фитинг прогреты.
ОЧИСТКА ПОСЛЕ ТОПЛИВНОЙ ПЕЧИ
Все остатки флюсов необходимо удалить для осмотра и испытаний под давлением. Сразу после схватывания припоя закалите его или нанесите влажной кистью или тампоном на трещину и удалите остатки флюса. При необходимости используйте наждачную шкурку или металлическую щетку.
Наконечники для пайки медных трубок
Как припаять медную трубу — Вы делаете это, когда расплавляете твердый припой и позволяете ему течь в крошечный зазор между трубкой и фитингом.Красные стрелки указывают на припой серебристого цвета. Авторские права 2018 Тим Картер
«Самая большая ошибка новичка при пайке меди заключается в том, что они позволяют теплу горелки расплавить припой. НЕ делайте этого».
Контрольный список для пайки медных труб
- Медные трубки и фитинги должны быть чистыми
- Перемешайте флюсовую пасту
- Используйте бессвинцовый припой
- Медь должна быть нагрета, чтобы припой расплавился, а НЕ пламя горелки
- Посмотрите следующее видео:
Как паять медную трубу — САМЫЙ ВАЖНЫЙ СОВЕТ
Самая большая ошибка, которую делает новичок при пайке меди, заключается в том, что они позволяют теплу горелки расплавить припой.Не делай этого. Вы должны нагреть медную трубку и фитинг в течение примерно десяти или пятнадцати секунд, прежде чем прикасаться паяльной проволокой к горячей меди.
Горячая медь расплавит припой , а не горелку.
Для пайки медной трубы необходимо нагреть медную трубу и припаиваемый фитинг до достаточной температуры. Когда медь достаточно горячая, она втягивает припой в соединение за счет капиллярного притяжения. Вы не поверите, но припой действительно будет стекать в гору.
Какой резак лучше всего использовать?
Простая пропановая горелка, в которой используются навинчивающиеся баллоны, подойдет для пайки труб диаметром до 3/4 дюйма.
Это отличный комплект фонарика. Это газ MAP, который горит сильнее, чем пропан. К фонарю подойдет обычный баллон с пропаном. НАЖМИТЕ ЗДЕСЬ или фото, чтобы доставить его к вам домой в считанные дни. ПОСМОТРЕТЬ видео ниже.
Сантехники обычно используют ацетиленовые горелки по двум причинам. Ацетилен горит сильнее, чем пропан, что позволяет сократить время пайки.Ацетилен доступен в больших резервуарах, которые крепятся к удобным шлангам и легким горелкам. Если вам нужен ацетилен, вам просто нужно отправиться в большой магазин сантехники или в место, где обслуживают сварщиков.
Какие типы припоя я могу купить?
Припой, доступный в свинцовом и бессвинцовом вариантах, прикрепляется к трубе на молекулярном уровне.
Это припой с содержанием свинца 50 процентов. Посмотрите на цифры на конце катушки. НЕ используйте этот припой для водопроводных труб с питьевой водой.НАЖМИТЕ ЭТО ФОТО, чтобы купить припой для использования в свинцовом стекле, паяльных проводах и других проектах.
Это бессвинцовый припой. Используйте ДАННУЮ ПАЙКУ для медной трубы, по которой проходит питьевая вода. НАЖМИТЕ ФОТО СЕЙЧАС, чтобы доставить его к вам домой в считанные дни.
Как работает припой?
Припой прикрепляется к медной трубе при нагревании. Это очень похоже на то, как свариваются два куска стали.
Поверхность паяного соединения фактически становится сплавом, в котором медь и припой смешиваются.
Почему нужно чистить медь?
Медная труба должна быть чистой, чтобы атомы меди могли легко связываться с атомами расплавленного припоя. Припой НЕ БУДЕТ СВЯЗАТЬСЯ, если медь окислена или загрязнена.
Для этого медь должна быть очень чистой и без окисления. Очистить медную трубу можно разными способами. Вы можете использовать грубую стальную вату, наждачную бумагу и / или проволочную щетку. Специальные круглые проволочные щетки бывают разных размеров для очистки внутренней части медных фитингов и клапанов.Просто поверните щетки или трубку, чтобы очистить их. Даже если вы приобретете новую медную трубу, ее тоже следует прочистить. Вам нужно только осветлить область, на которую будет наноситься припой.
Почему мне нужно использовать флюс?
Флюс — это химическое вещество, которое помогает при пайке. Флюс предотвращает окисление меди при нагревании меди горелкой.
На самом деле он заканчивает работу по очистке, которую вы начали с наждачной бумагой и щетками. Кроме того, он предотвращает окисление трубы при ее нагревании.Можно паять без флюса, но это действительно сложно! Флюс наносится как на трубу, так и на фитинг с помощью удобной миниатюрной кисточки. Чтобы быть эффективным, вам не нужны огромные суммы. Кроме того, как только вы начинаете нагревать трубу, 90 процентов ее выкипает и испаряется.
Какие бывают типы припоев?
Припой обычно бывает трех типов: 50% свинца / 50% олова; 95 процентов олова-сурьмы / 5 процентов свинца; и бессвинцовый припой.
Любая водопроводная труба должна быть припаяна припоем, содержащим не более 5 процентов свинца.По возможности используйте бессвинцовый припой. Припой на 50 процентов свинца используется для медных дренажных линий. Он плавится при более низкой температуре и способен перекрывать большие промежутки при охлаждении. Это удобно при работе с медными трубами и фитингами большого диаметра (до 4 дюймов!). При покупке припоя ОБЯЗАТЕЛЬНО обращайте на это внимание. Роллы весом в 1 фунт выглядят очень похожими. Внимательно посмотрите на этикетку, так как вы можете купить не ту.
Как зажечь факел?
Сантехнические фонари можно зажечь спичками, зажигалками или, желательно, кремневым бойком.Некоторые горелки имеют встроенные воспламенители. Посмотрите это видео:
НАЖМИТЕ ЗДЕСЬ, чтобы приобрести фонарик, который я использую в видео выше.
Спички и зажигалки могут быть опасными, поскольку их нельзя тушить. Кремневый ударник производит искры, которые воспламеняют пламя. Кроме того, одного кремня в отбойнике может хватить домовладельцу на 10 и более лет! Температура пламени важна. Вам нужно установить пламя на средний или высокий уровень, чтобы выделить достаточно тепла для расплавления припоя. Если ваше пламя отрегулировано правильно, оно будет гореть синим цветом разных оттенков.Вы заметите в центре пламени более темную синюю секцию, которая подходит к точке. Это самая горячая часть пламени. Вы применяете эту часть пламени к медной трубе.
Как нагреть медную трубу?
Не бойтесь нагревать обе стороны трубы. Поверните горелку вокруг стыка для равномерного распределения тепла. Когда я использую свою ацетиленовую горелку и паяю трубу диаметром 1/2 дюйма, я обычно могу нагреть трубу до нужной температуры за 10 секунд или меньше. Пропановая горелка может занять от 15 до 20 секунд.
Как предотвратить возгорание при использовании резака?
Вы предотвратите возгорание, используя тонкий кусок листового металла в качестве теплозащитного экрана. Поместите экран между медной трубкой и чем-либо легковоспламеняющимся.
Всегда смотрите за пределы трубы. Чрезвычайно высокие температуры выходят за пределы видимых частей пламени.
Можно легко опалить пиломатериалы или проволоку. Если вы выполняете пайку возле старых пиломатериалов или в местах балок возле вертикальных стен, вы можете легко поджечь свой дом.Будьте осторожны и используйте пламегасители. Это огнестойкие ткани или простые куски листового металла, которые поглощают и / или отклоняют тепло.
Всегда имейте под рукой 5-галлонное ведро воды на случай, если вы начнете пожар. Если у вас в доме еще есть вода, и рядом с вами может быть заряженный садовый шланг, это лучший вариант.
Нажмите здесь , чтобы посмотреть видео о пайке медных труб и фитингов.
Как нанести припой?
По мере нагрева трубы и фитинга вы увидите, что флюс закипает и испаряется.Как только флюс перестанет кипеть, труба станет достаточно горячей для пайки. Отодвиньте резак и прикоснитесь припоем к трубе.
Расплавление припоя может занять от 2 до 3 секунд. Если труба расположена горизонтально, нанесите припой на верхнюю часть трубы. Припой мгновенно покатится.
Если вы все выполнили правильно, капля припоя окажется внизу соединения. Вы можете стряхнуть расплавленный припой старой тряпкой.
Обдув стык позволит ему остыть.Будет жарко, но быстро протрите стык старой тряпкой, чтобы удалить остатки флюса. Это также полирует припой. Внимательно проверьте соединение, чтобы увидеть, нет ли вокруг всего соединения серебряной полосы. В таком случае ваше первое паяное соединение может быть идеальным. Как я бы сказал по работе «Еще одна качественная установка!»
Колонка B353
Сводка
Название статьи
Как припаять медную трубу — это действительно просто — отличное видео здесь
Описание
Вам нужно знать, как припаять медную трубу.Я мастер-сантехник и могу показать вам, как это сделать, за три минуты или меньше.
Автор
Тим Картер
Имя издателя
AsktheBuilder.com
Логотип издателя
Лучший припой для медной трубы: Как выбрать припой для пайки медной трубы
Медь — один из самых распространенных металлов для домашних работ. Этот металл можно использовать для ремонта и изготовления различных предметов. Можно использовать медные трубы и фитинги для ванной и ватерлинии.Большая часть водопроводов здания покрыта медными трубами. Итак, важно знать, как паять медную трубу и какой припой является лучшим для медной трубы.
Если вы любите делать работы своими руками и хотите знать, как протереть медную трубу, то вы попали в нужное место. В этой статье я расскажу все о паяльной медной трубке и о том, какую из них выбрать. И если вы останетесь со мной и прочитаете всю статью, то вы также сможете узнать о различных типах припоя для медных труб.
Вот 10 лучших припоев для медных труб.
- Worthington 331760 Припой для проволоки
- Припой для витражей Canfield 50/50
- Oatey 22004 95/5 Wire
- Бессвинцовый припой CMP WSP95512501 95/5
- Canfield 95/5 Припой для бессвинцовой проволоки
- Worthington 85325 Стерлинговый бессвинцовый припой
- Shark 12015 Припой для бессвинцовой проволоки 1-Pound Industries
- Припой для витражей с белым металлом Victory
- Припой для воды Alpine Silva Brite
- Forney 38060 Припой
Обзор припоя Top 10 для медной трубы
Трудно выбрать лучший припой для медной трубы . Если вы запутались и не знаете , какой припой для медной трубы лучше всего, , то вы можете взглянуть на этот припой и выбрать подходящий для вас. Каждый припой, который мы выбираем, — это , лучший припой для медных труб, , и вы можете использовать его для своих домашних работ.
1. Обзор проводного припоя Worthington 331760
Этот припой производится компанией Worthington, и они делают один из лучших припоев для медных труб. Тип припоя — 95/5, что означает, что он содержит 95 процентов олова и 5 процентов сурьмы.Эти точки плавления припоя ниже, чем у других припоев, и вы можете легко использовать их для работы в домашних условиях.
Вы можете идеально использовать этот припой там, где требуется внешний флюс. Этот тип припоя можно нанести на медную трубу рукой, но сначала нужно надеть защитные перчатки. Вы можете получить 1 фунт припоя в одном рулоне и везде брать с собой. Этот припой чаще всего используется для медных труб ватерлинии. А это лучший припой для медной водопроводной трубы.
2.Припой для витражей Canfield 50/50, обзор
Этот припой производится американской компанией и имеет репутацию припоя. Вы можете правильно использовать этот припой для соединения стекла и других металлов. Тип этого припоя — 50/50, и это означает, что припой содержит 50 процентов олова и 50 процентов сплава свинца. Этот припой плавится и течет так же хорошо, как припой 60/40.
Температура плавления Canfield 50/50 составляет 421 градус по Фаренгейту. Если вы купите этот припой, то сможете использовать его для пайки стекол и дренажных трубопроводов.Этот припой весит 1 фунт на рулон, и его можно легко переносить с места на место. Диаметр этого припоя составляет 0,125 дюйма, и вы можете использовать этот тип припоя, используя свою руку.
3. Oatey 22004 95/5 Wire Review
Oatey — это бессвинцовый припой, который можно найти на рынке. Этот припой содержит 95 процентов олова и 5 процентов сурьмы. Температура плавления этого припоя составляет от 450 до 464 градусов по Фаренгейту.
Это означает, что вы можете использовать пропан для пайки различных предметов.Компания-производитель дает один год гарантии на этот припой, и они производят припой лучшего качества на рынке.
Этот припой обычно используется для домашних работ. Вы можете использовать этот припой для медного трубопровода питьевой воды, потому что он не содержит свинца. Вы также можете нанести этот припой на холодильные линии и охлаждающее оборудование. А из-за малого диапазона плавления этот припой можно использовать рукой. Этот припой является лучшим припоем для медных труб в ватерлинии.
4. Бессвинцовый припой CMP WSP95512501 95/5 ReView
CMP — канадская компания, производящая лучший припой для медных водопроводов. Используя этот припой, вы можете легко и безопасно присоединиться к трубопроводу. Этот припой не содержит свинца и может обеспечить прочное и надежное соединение. Вы можете использовать этот припой на вашем трубопроводе питьевой воды, чтобы сделать герметичное соединение медных труб.
Этот припой содержит 95 процентов олова и 5 процентов сурьмы.Температура плавления этого припоя составляет 455 градусов по Фаренгейту, что ниже, чем у свинцовых припоев. Каждый рулон этого припоя весит 1 фунт, и вы можете положить его в сумку, чтобы носить с собой. Диаметр припоя 1/8 дюйма. Этот припой является лучшим припоем для медных водопроводов.
5. Обзор бессвинцового припоя Canfield 95/5
Это еще один припой Canfield, но без свинца. Компания-производитель Canfield производит припой для пайки как без свинца, так и без свинца.Но этот припой Canfield 95/5 не наносит вреда окружающей среде, и вы можете использовать его в домашних условиях. Этот тип припоя в основном используется для пайки медных труб ватерлинии, но вы также можете использовать этот припой для нагревательных элементов и кондиционеров.
Припой состоит из 95 процентов чистого олова и 5 процентов сурьмы. Этот диапазон плавления припоя составляет от 450 до 464 градусов по Фаренгейту. Используя этот припой, вы можете получить надежные и герметичные соединения. Этот припой также соответствует государственным стандартам сантехнического оборудования по прочности, чистоте и применению в системах питьевого водоснабжения.
6. Обзор бессвинцового припоя Worthington 85325 Sterling
Этот припой подходит для различных металлов и не содержит свинца. Диапазон плавления этого припоя составляет 401 градус по Фаренгейту, что ниже, чем у припоя типа 95/5.
Этот серебряный припой обеспечивает прочное соединение, как сталь, и может выдерживать экстремальные температуры. Предел прочности на разрыв припоя Worthington составляет 7130 фунтов на квадратный дюйм. И этот припой также можно использовать как замену припоя типа 50/50.
Этот припой экологичен и безопасен для трубопроводов питьевой воды. Вы также можете использовать этот припой для ремонта дома, запчастей, украшений и других предметов.
Также отлично работает со сталью, медью, латунью, бронзой, железом, серебром и некоторыми видами нержавеющей стали. Этот припой содержит 90 процентов олова, 4-5 процентов меди, 5 процентов серебра. А это лучший серебряный припой для медных труб.
7. Обзор бессвинцового припоя Shark 12015 1-Pound Industries
Компания по производству припоев Shark производит сантехническую продукцию с 1983 года.У них большой опыт, а качество их продукции одно из лучших.
Этот припой самого высокого качества и на 100 процентов не содержит свинца. Это означает, что этот припой не наносит вреда окружающей среде. Этот припой относится к типу 95/5, что означает, что он содержит 95 процентов олова и 5 процентов сурьмы.
Поскольку этот припой не загрязняет окружающую среду и не содержит свинца, этот припой можно наносить на линию питьевой воды. Вы также можете использовать этот припой для ремонта холодильного трубопровода и других предметов.Эта прочность припоя на растяжение составляет 6000 фунтов на квадратный дюйм, а температура плавления — 464 градуса по Фаренгейту.
8. Обзор припоя для витражей из белого металла Victory
Этот припой высокой чистоты используется в качестве припоя для витражей. Компания-производитель этих изделий делает качественную пайку стекла наилучшим образом.
Этот припой можно использовать в основном для пайки стекол, а также для заполнения зазоров между двумя стеклами. Этот тип припоя нельзя применять к трубопроводу питьевой воды.
Припой Victory White свинцовый типа 50/50. Это означает, что этот припой содержит 50 процентов олова и 50 процентов свинца. Один рулон этого припоя весит 1 фунт, а размер провода — 2,1X2,1X2,2 дюйма. Размер проволоки — 16 унций.
9. Припой для воды Alpine Silva Brite Review
Этот припой является одним из лучших припоев для медных водопроводов. Поскольку этот элемент не содержит свинца и сурьмы, вы можете использовать его для запотевания медных труб и получить удовлетворительный результат.
Вы можете использовать этот припой для соединения или ремонта вашего водопровода, не беспокоясь ни о чем, потому что он не содержит свинца. Этот припой также можно использовать по другому назначению.
Сильвабрит содержит 95,6 процента олова, 4 процента меди и 0,4 процента серебра. Температура плавления ниже, чем у других бессвинцовых припоев, а температура плавления составляет 440 градусов по Фаренгейту. Один рулон этого припоя весит 1 фунт, а размер проволоки — 0,062
.10.Обзор припоя Forney 38060
Forney — известная компания, производящая различные инструменты, и они всегда серьезно относятся к качеству продукции. Этот припой имеет лучшее качество и сочетание различных металлов.
Припой прочный, но вы можете использовать его для прочного сужения. Этот припой лучше всего подходит для медных труб. Но если вы также хотите использовать этот припой для холодильных линий и других неэлектрических работ.
Этот припой содержит 95 процентов олова и 5 процентов сурьмы.Прочность припоя на растяжение составляет 6000 фунтов на квадратный дюйм, а температура плавления — 464 градуса по Фаренгейту.
Толщина этого припоя составляет 0,125 дюйма, и каждый рулон содержит от фунта до 1 фунта этого припоя. А этот припой для медной трубы бессвинцовый работает.
Пайка медной трубы
Если вы любите делать работы своими руками и хотите паять медь, вам следует знать некоторые моменты перед началом работы. Вы должны понимать, что такое припой и какой припой вам нужен для вашей работы.На рынке можно найти много типов припоев, и каждый из них имеет свое применение.
Если вы уже знаете, что такое припой, то можете пропустить этот раздел.
Что такое припой?Припой представляет собой смесь металлической проволоки и используется для соединения двух частей медной трубы и ремонта. Это касается и электромонтажных работ различного назначения. Эти металлические сплавы плавятся при фиксированной температуре и образуют соединение между трубами или проволокой. А вот для соединения медных труб неэлектрический припой.
Каждый солдат в списке — лучший припой для медных труб, и они отлично работают. Но если вы все еще думаете, что — лучший припой для медных труб, , тогда оставайтесь со мной и читайте, чтобы узнать больше о медном припое .
Виды припоя для медной трубыНа рынке вы можете найти различные типы припоя для медных труб. Но не все они используются для хозяйственных и самодельных работ. Наиболее распространенный тип припоя — это свинцовый припой и бессвинцовый припой.Свинцовый припой нельзя использовать в трубопроводе питьевой воды, но его можно использовать в дренажном трубопроводе для пайки. Бессвинцовый припой для медных труб используется в водопроводе питьевой воды.
Бессвинцовый припой требует больше тепла, чем свинцовый припой. Вы можете использовать припой типа 95/5 для пайки трубопровода питьевой воды, и это лучший бессвинцовый припой для медных труб . Вы можете использовать припой 50/50, и это лучший припой для медной трубы , если линия дренажная.
Теперь поговорим о наборе для пайки медных труб , который вам понадобится с припоем для пайки медных труб.
Какой газ для пайки медной трубы?В зависимости от типа паяемых труб можно использовать различные типы газа. Если вы путаете , какой газ для пайки медных труб , то вам придется определиться, какую медную трубу вы паяете.
Из-за трубопровода питьевой воды припой для медных труб плавится при слабом нагреве, но припой для дренажных труб не плавится при низких температурах.
Для домашнего использования вы можете выбрать пропан или газ MAPP. Вы можете использовать пропан для пайки медных труб водопровода, и это лучший газ для пайки медных труб . И вы можете использовать газ MAPP для дренажа медного трубопровода, чтобы получить больше тепла для пайки. Оба газа лучший газ для пайки работы сантехника.
Есть и другие газы, которые используются для тяжелых работ и используются только профессионалами. И я думаю, вы уже знаете, , какой газ лучше всего использовать для пайки меди.
Какой флюс для медных труб?Флюс для пайки медных труб — один из необходимых компонентов при пайке медных труб. Без флюса невозможно получить идеальное соединение.
Поскольку флюс предотвращает окисление во время пайки и обеспечивает герметичное соединение между двумя медными трубами, но если вы не используете флюс во время пайки, окисление может привести к утечке на фитингах труб.
Вы можете использовать старшее No.75 неорганическая кислота и ее использование для общего назначения флюсов для пайки. Этот тип флюса можно использовать с горелкой для пайки медных труб. Флюс содержит хлорид цинка, который также можно использовать для паяльника и нагревательной плиты. А это лучший припой для медных труб.
Вы также можете найти на рынке немного бескислотных флюсов, и они также отлично работают.
Лучшая горелка для пайки медных трубВы можете найти столько качественных горелок в местном магазине или в Интернете, чтобы припаять медную трубу.И это будет зависеть от вашего бюджета, какой из них вы хотите купить. Самая дорогая — это , лучшая горелка для пайки медных труб, , но вы также можете использовать горелку среднего уровня, идеально подходящую для домашнего использования.
Проверьте лучшие паяльные горелки на Amazon
Проволочная щетка и наждачная бумагаВы можете найти проволочную щетку и наждачную бумагу в местном магазине, и вы можете купить их и то, и другое при небольшом бюджете. Эти два применяются для очистки медной трубы и фитингов.
Безопасность — главная проблема при работе с газом и пламенем. Поэтому перед пайкой медных труб держите все инструменты безопасности под рукой. И есть еще несколько инструментов для пайки медных труб , которые вам понадобятся во время пайки.
Во-первых, нужно использовать перчатки для рук, а лучшие перчатки для пайки медных труб можно приобрести в интернет-магазине по невысокой цене.
Также следует сохранить огнетушитель на случай возникновения чрезвычайной ситуации. И убедитесь, что место пайки чистое и в нем нет легковоспламеняющихся предметов.
Если вы работник начального уровня, то при пайке медных труб у вас могут возникнуть проблемы. Теперь давайте поговорим о некоторых проблемах при пайке медных труб, с которыми большинство рабочих сталкивается в своей паяльной карьере.
Как паять медную трубу с водой?Запаять медную трубу с водой невозможно. А иногда вода выходит даже за ватерлинию. Если вы столкнулись с такой проблемой, вы можете использовать технику, которую используют большинство профессиональных припоев для медных труб.
Чтобы запаять трубопровод с водой, вам понадобится хлеб и пылесос. Сначала используйте вакуумную машину, чтобы высосать воду из трубы как можно больше, а затем положите немного с хлебом внутрь трубопровода.
Этот метод может дать вам несколько минут на завершение пайки. Из-за нехватки времени нужно все подготовить перед тем, как пылесосить трубу.
Как припаять вертикальную медную трубу?Вертикальная позиционная медная труба немного сложна для пайки.Чтобы припаять вертикальный медный трубопровод, сначала убедитесь, что труба чистая и в ней нет воды. Затем используйте флюс и соберите соединение, чтобы выполнить пайку. Вы должны убедиться, что труба находится в нужном месте и не смещается во время пайки.
Для фиксации положения соединения можно использовать дерево или любой другой предмет. Убедившись, что положение, затем нагревает середину соединения, чтобы нагреть медную трубу. Затем через 7-8 секунд используйте немного припоя, чтобы убедиться, что тепла достаточно для пайки.
Если нагрев идеален, используйте припой для соединения трубопровода. Затем подождите, пока соединение остынет, и сотрите лишний припой с медной трубы.
Как паять медные листы?Для пайки медного листа вам понадобится электрический паяльник. Сначала очистите оба медных листа проволочной щеткой. Затем нанесите флюс на обе стороны медного листа.
Теперь подключите паяльник к источнику тока, чтобы он нагрелся. После этого используйте припой на обоих медных листах и удалите излишки припоя с медного листа.
Теперь снова используйте флюс на медном листе и прикрепите их, чтобы сделать соединение. После этого используйте паяльник и припой на линии соединения. Подождите, пока соединение остынет, и вытрите лишний припой с медного листа.
Как аккуратно припаять медную трубу?Лучший способ аккуратно припаять медную трубу — это следить за профессиональными работниками. Если вы хотите аккуратно припаять медную трубу, вам придется практиковаться все больше и больше. И у вас должны быть все инструменты, чтобы правильно паять.
После установки всего оборудования вы должны тщательно очистить медную трубу и убедиться, что в трубе нет воды. Затем используйте флюс и нагрейте медную трубу, чтобы нанести припой на соединение.
Проверьте соединение на предмет утечки и удалите лишний припой с медной трубы. Если все пойдет идеально, вы сможете соединить красивую и герметичную медную трубу. Это , как аккуратно припаять медь.
Как паять медную трубу без пламени?Если вы не хотите использовать какие-либо легковоспламеняющиеся предметы для пайки медных труб, вы можете использовать процесс соединения меди без пайки.Это лучший способ припаять медную трубу без использования припоя или какого-либо пламени.
На онлайн-рынке можно найти жидкость, которая представляет собой прочный полимер и может обеспечить прочное соединение двух медных труб.
Этот вид соединения может выдержать давление 200 фунтов, а стабилизация займет всего семь минут. Соединение выдерживает даже температуру от -40 до 120 градусов по Цельсию.
Часто задаваемые вопросы о припое для медных труб
Q.Какой припой вы используете для медных труб?Ответ: Собственно, тип припоя зависит от трубопровода, на котором вы работаете. Если я паяю водопровод, то я использую припой типа 95/5, а для отвода воды лучше использовать припой типа 50/50.
В. Вам нужен флюс для пайки медных труб?Ответ: Очень важно использовать флюс для припоя медной трубы .Флюс предотвращает окисление во время пайки и делает соединение надежным и герметичным.
В. Какой припой самый прочный?Ответ: Серебряный припой — это самый прочный тип припоя, который вы можете найти на рынке, и этот тип припоя, используемый для создания прочного соединения между двумя трубами.
В. Насколько сложно припаять медную трубу?Ответ: Для DIY типа пайка проста, и вы можете сделать это, посмотрев учебное пособие на YouTube.Но для профессиональной пайки меди нужна практика.
ЗаключениеВсе припои в списке идеально подходят для пайки любых меди. Но вы должны решить, какой из них вы хотите использовать и где вы хотите применить. Если правильно подобрать припой и флюс для медной трубы , то можно получить наилучший результат пайки.
Если вы не знаете, как паять медную трубу, вы можете прочитать эту статью, чтобы узнать, как паять медную трубу.Я приготовил самый простой способ припаять медную трубу только для вас.
.