на что обратить внимание при выборе?

Выбирая технический газ, предприятия, прежде всего, ориентируются на то, что для организации разных технологических процессов требуются горючие газы с разными характеристиками. Основными из них являются мощность и температура пламени, потребление кислорода и сферы использования газов.
Для выполнения резки металлов, их сварки и других подобных процессов такой показатель, как мощность пламени, играет важную роль. Также большое значение имеет способность пламени передавать энергию на подвергаемый воздействию материал. В этом отношении ацетилен технический лучше пропана, поскольку его использование позволяет создать пламя, которое быстрее нагреет металлическую поверхность до необходимой температуры.
От температурного показателя, которого может достигать полученное с помощью технического газа пламя, зависит время выполнения работы. Поэтому он очень важен для процесса нагрева поверхности. В этом отношении снова хороших показателей можно достигнуть, используя ацетилен. Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Чтобы использовать технические газы, требуется разное количество кислорода. Для ацетилена достаточно 1,1 кубометра, чтобы образовалось нормальное для проведения работы пламя, а для пропана потребуется почти четыре кубометра кислорода.
Ещё одной положительной особенностью ацетилена является то, что его состав можно изменить, чтобы в результате получить восстановительный или нейтральный огонь. Все остальные газы, в том числе и пропан, при тех температурах, которые необходимы для промышленных целей, могут образовывать только пламя окислительного типа. Поэтому пропаном осуществлять сварку нельзя.
А вот если необходимо провести общий нагрев металлической поверхности, то без пропана не обойтись. Для этого термического процесса требуется газ, обладающий значительным энергозапасом на один кубометр. Такими свойствами как раз обладает газ пропан.
Подводя итог, отметим, что ацетилен хорош тем, что его можно использовать в окислительных, нейтральных и восстановительных процессах при осуществлении закалки, резки и сварки металлов. Он высокоэффективен при проведении процессов, которые необходимо прервать. Также его использование возможно на загрязнённых поверхностях.
В свою очередь пропан отличается своей доступностью, так как его можно поставлять и в ёмкостях, и в баллонах. Он эффективен при общем нагреве поверхности, и при его использовании риск обратного удара достаточно низок.
Отличие резака пропанового от ацетиленового
Одним из самых востребованных металлообрабатывающих приборов является газовый резак, который позволяет раскраивать изделия из железа и стали в соответствии с утвержденным проектом. Действие таких устройств основано на нагревании материала до высоких температур, его сгорании в кислородной струе и удалении той же струей продуктов горения из зоны реза.

На крупных производственных объектах особой популярностью пользуется ацетиленовый резак, который способен разрезать стальные листы и изделия металлопроката толщиной 300 миллиметров и более. Одновременно с этим увеличивается производительность предприятия, улучшается качество обработки изделий и ускоряется производственный процесс.
Устройство ацетиленовых резаков
Любой газокислородный резак состоит их трех основных частей – газовых баллонов, ствола и наконечника. Ствол представляет собой рукоятку с ниппелями, которые служат для присоединения газовых рукавов с кислородом и ацетиленом. На корпусе также имеется три клапана, с помощью которых регулируют подачу режущего и подогревающего кислорода, а также рабочего газа (ацетилена).

Одним из основных элементов, входящих в ацетиленовый резак, является инжектор – ускоритель заряженных частиц. Сразу к нему присоединена камера смешения, в которой образуется горючая смесь из ацетилена и химически чистого кислорода. Камера смешения плавно переходит в трубку подачи подогревающего кислорода.
Перед самым инжектором на стволе имеется ответвление – трубка режущего кислорода. На ней расположен вентиль, регулирующий подачу химически чистого кислорода. Торцы трубок подачи подогревающей смеси и режущего кислорода присоединены к наконечнику. Он состоит из внутреннего и наружного мундштуков, которые помещены в специальную головку резака.
Принцип действия ацетиленового резака
Как и любой другой газокислородный нож, ацетиленовый резак обрабатывает металлические изделия одновременным воздействием высокой температурой и направленной кислородной струей. После присоединения газовых рукавов к ниппелям кислород направляется в двух направлениях. Одна часть газа, через специальное ответвление, попадает в трубку режущего кислорода, а другая – в инжектор.

Выходя из инжектора, кислород развивает высокую скорость и создает зону разряжения в смесительной камере. Из-за разницы давления в камеру начинает «подсасываться» ацетилен, который равномерно смешивается с О2. Полученная смесь газов на высокой скорости движется дальше и вырывается через зазор между внутренним и внешним мундштуками, одновременно воспламеняясь.
Так образуется подогревающее пламя, которое доводит материал до аморфного (полужидкого/полутвердого) состояния. Через установленный на ацетиленовый резак наконечник вырывается также струя режущего кислорода, которая своей высокой скоростью «сдувает» расплавленный металл.
Особенности ацетиленового резака
Все особенности ацетиленового резака обусловлены рабочим газом – ацетиленом. В отличие от других видов топлива он способен разогреваться до температуры порядка 3100 градусов по Цельсию. Именно благодаря этому обеспечивается:
- Наивысшая производительность – при помощи ацетиленового газокислородного ножа можно разрезать материал толщиной более 300 мм.
- Низкая доля окислительных процессов – структурные связи в молекулах мгновенно разрушаются без образования соединений с кислородом.
- Высокое качество резки.
На рынке в широком ассортименте представлен резак ацетиленовый «Маяк». Модели отличаются главным образом либо конструкцией ствола, либо его заменяемой частью – мундштуком, от которого зависит интенсивность, а также размер газовой струи.
Универсальные резаки
В некоторых случаях использовать резак газовый ацетиленовый экономически нецелесообразно. При этом иметь два резака, работающих на разных типах топлива, неразумно. Поэтому на крупных производственных объектах особой популярностью пользуются универсальные газокислородные ножи. Их главная особенность заключается в способности работать от разных видов топлива.
Выбирая технический газ, предприятия, прежде всего, ориентируются на то, что для организации разных технологических процессов требуются горючие газы с разными характеристиками. Основными из них являются мощность и температура пламени, потребление кислорода и сферы использования газов.
Для выполнения резки металлов, их сварки и других подобных процессов такой показатель, как мощность пламени, играет важную роль. Также большое значение имеет способность пламени передавать энергию на подвергаемый воздействию материал. В этом отношении ацетилен технический лучше пропана, поскольку его использование позволяет создать пламя, которое быстрее нагреет металлическую поверхность до необходимой температуры.
От температурного показателя, которого может достигать полученное с помощью технического газа пламя, зависит время выполнения работы. Поэтому он очень важен для процесса нагрева поверхности. В этом отношении снова хороших показателей можно достигнуть, используя ацетилен. Если температура пламени пропана может достигать 2 800 градусов Цельсия, то ацетилен нагревается до 3 100 градусов Цельсия. Однако ацетилен существенно уступает пропану по такому показателю, как запас энергии: 55 против 95 МДж/м3.
Чтобы использовать технические газы, требуется разное количество кислорода. Для ацетилена достаточно 1,1 кубометра, чтобы образовалось нормальное для проведения работы пламя, а для пропана потребуется почти четыре кубометра кислорода.
Ещё одной положительной особенностью ацетилена является то, что его состав можно изменить, чтобы в результате получить восстановительный или нейтральный огонь. Все остальные газы, в том числе и пропан, при тех температурах, которые необходимы для промышленных целей, могут образовывать только пламя окислительного типа. Поэтому пропаном осуществлять сварку нельзя.
А вот если необходимо провести общий нагрев металлической поверхности, то без пропана не обойтись. Для этого термического процесса требуется газ, обладающий значительным энергозапасом на один кубометр. Такими свойствами как раз обладает газ пропан.
Подводя итог, отметим, что ацетилен хорош тем, что его можно использовать в окислительных, нейтральных и восстановительных процессах при осуществлении закалки, резки и сварки металлов. Он высокоэффективен при проведении процессов, которые необходимо прервать. Также его использование возможно на загрязнённых поверхностях.
В свою очередь пропан отличается своей доступностью, так как его можно поставлять и в ёмкостях, и в баллонах. Он эффективен при общем нагреве поверхности, и при его использовании риск обратного удара достаточно низок.
 Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.
По виду горючего различают:
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.
При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
Резак пропановый: РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный
 Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
 Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива,
- тепловая мощность горелки,
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые,
- пропановые,
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см,
- средняя: до 20 см,
- большая: до 30 см,
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков. Наиболее распространенной моделью этого типа является резак РЗП. Струя кислорода, поступающая из баллона через редуктор по шлангу, разделяется надвое.
Схема работы инжектора.
Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев,
- подачу кислорода на резку,
- подачу пропана.
Еще один орган управления рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
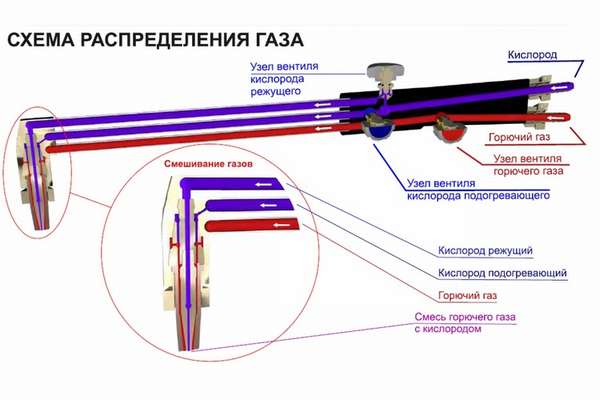 Схема работы безинжекторных моделей.
Схема работы безинжекторных моделей.
В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
 Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.
Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости.
 Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели,
- накладки на рукоятке из алюминия намного долговечнее пластмассовых,
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске,
- рукоятка диаметром от 4 см удобно и надежно лежит в руке,
- рычаг подачи кислорода не должен ни болтаться, ни заедать,
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные,
- содержание меди в материале подводящих патрубков не должно превышать 65%,
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями,
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски,
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения,
- рабочая одежда и обувь с огнезащитной пропиткой,
- спилковые краги,
- маска сварщика с адаптивным светофильтром или защитные очки сварщика,
- респиратор,
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер,
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве,
- обеспечить яркое бестеневое освещение,
- убрать все легковоспламеняемые материалы в радиусе 5 метров,
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места,
- при возможности заготовки размещать на стальном рабочем столе,
- не направлять пламя на газовые шланги,
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении,
- снять пропановый подводящий шланг с ниппеля,
- открыть вентиль на кислородном баллоне, выставив рабочее давление,
- отрыть кислородный вентиль на резаке,
- приложить палец к входному ниппелю для пропана,
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха,
- закрыть вентиль на баллоне с кислородом и на резаке,
- присоединить подающий пропановый шланг, затянуть хомут.

При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты,
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности,
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление,
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1,
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана,
- специальной зажигалкой поджечь рабочую смесь,
- отрегулировать факел по цвету, интенсивности и форме,
- прогреть начало разреза, контролируя температуру визуально или пирометром,
- открыть вентиль режущего кислорода,
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг,
- закрутить вентиль режущего кислорода,
- перекрыть подачу пропана,
- закрутить разогревающий кислородный вентиль,
- закрутить баллонные вентили,
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака,
- допустимо установить на единицу больший номер мундштука,
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
 Загрузка…
Загрузка…ВМЕСТО ПРОПАНА – АЦЕТИЛЕН ???
Ежегодно в конце лета цены на пропан устремляются ввысь. Не стал исключением и этот год. Осложнило ситуацию еще и то, что момент окончания выборки квот поставок пропана на внутренний рынок РФ по времени совпал с очередным витком кризиса в отношениях между Россией, Украиной и Европой, что побудило шустрых Европейских коммерсантов активно включиться в закупку жидкого «голубого топлива» в РФ. И вот встает вопрос: «А не выгоднее уже теперь использовать ацетилен там, где его заменяют пропаном именно с целью экономии?»
Температура горения пропана в резаке 2000-2500 градусов Цельсия, у ацетилена – 3260. Время нагрева металла до температуры плавления при кислородной резке при пропане значительно больше. Резка слаболегированных и сталей больших толщин возможна только на ацетилене. Ацетиленовый баллон, несмотря на большую стоимость, обладает гораздо большей живучестью, по сравнению с пропановым. Использование клапанных резаков, отсекающих греющую смесь на время непосредственной резки, добавит еще экономии на газе. Ниже в таблице приведены характеристики из паспорта резака типа Р1. Из этой таблицы видно, что не только пропана, но и кислорода в пропановом резаке тратится на 30% больше, чем в ацетиленовом. И это при том, что разница в цене заправки ацетиленового и пропанового баллона уже отличается всего на те же 30%.
Может, есть смысл заглянуть в дальние уголки склада, вытащить запыленные ацетиленовые баллоны, заменить мундштук в резаке с пропанового на ацетиленовый и попробовать? А если еще вспомнить, что ацетиленом можно еще и варить? И что ацетиленовая горелка стоит намного меньше сварочного полуавтомата. А в качестве сварочной проволоки в аварийной ситуации, когда дорога каждая минута, можно использовать обычный электрод, который можно просто «обстучать от обмазки», а не покупать 5 кг бобину. И не нужно нестись за углекислотой или смесью. Может пора начать экономить?
| Техническая Характеристика | ||||
| Толщина разрезаемой стали, мм | до 15 | 15-50 | 50-100 | |
| Мундтштук внутренний | 1А/1П | 3А/3П | 4А/4П | |
| Мундштук наружный | 1А/1П | |||
| Давление на входе кгс/см2 | Кислорода (номинальное) | 3,0-3,5 | 4,0-4,2 | 4,5-5,0 |
| горючего газа, А/П | 0,03 — 1,2/0,01 — 1,5 | |||
| Расход м3/час | кислорода при работе на А | 2,6 — 2,8 | 5,4 — 5,8 | 8,6 — 10,2 |
| кислорода при работе на П | 3,2 — 3,5 | 7,7 — 8,5 | 11,1 — 13,1 | |
| горючего газа, А/П, не более | 0,26/0,4 | 0,33/0,48 | 0,36/0,56 | |
| Масса резака, кг, не более | 0, 75 | |||
| Длина резака, мм, не более | 500 | |||
|
Внутренний диаметр присоедняемых рукавов — 6 или 9 мм |
||||
Чем отличается ацетиленовая горелка от пропановой
§ 44. Сварочные горелки
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих (ацетиленовые и др.) и жидких (пары керосина). Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом.
Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей – ствола и наконечника (рис. 64). Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубками 3 и 15, рукоятку 2, корпус 4 с кислородным 5 и ацетиленовым 14 вентилями. С правой стороны горелки (если смотреть по направлению течения газов) находится кислородный вентиль 5, а с левой стороны – ацетиленовый вентиль 14. Вентили служат для пуска, регулирования расхода и прекращения подачи газа при гашении пламени. Наконечник, состоящий из инжектора 13, смесительной камеры 12 и мундштука 7, присоединяется к корпусу ствола горелки накидной гайкой.
Рис. 64. Устройство инжекторной горелки: 1, 16 – кислородный и ацетиленовый ниппели, 2 – рукоятка, 3, 15 – кислородная и ацетиленовая трубки, 4 – корпус, 5, 14 – кислородный и ацетиленовый вентили, 6 – ниппель наконечника, 7 – мундштук, 8 – мундштук для пропан-бутан-кислородной смеси, 9 – штуцер, 10 – подогреватель, 11 – трубка горючей смеси, 12 – смесительная камера, 13 – инжектор; а, б – диаметры выходного канала инжектора смесительной камеры, в – размер зазора между инжектором и смесительной камерой, г – боковые отверстия в штуцере 9 для нагрева смеси, д – диаметр отверстия мундштука
Инжектор 13 представляет собой цилиндрическую деталь с центральным каналом малого диаметра – для кислорода и периферийными, радиально расположенными каналами – для ацетилена. Инжектор ввертывается в смесительную камеру наконечника и находится в собранной горелке между смесительной камерой и газоподводящими каналами корпуса горелки. Его назначение состоит в том, чтобы кислородной струей создавать разреженное состояние и засасывать ацетилен, поступающий под давлением не ниже 0,01 кгс/см 2 . Разрежение за инжектором достигается благодаря высокой скорости (порядка 300 м/с) кислородной струи. Давление кислорода, поступающего через вентиль 5, составляет от 0,5 до 4 кгс/см 2 .
Инжекторное устройство показано на рис. 65.
Рис. 65. Разрез инжекторного устройства: 1 – смесительная камера, 2 – инжектор, 3 – корпус горелки
В смесительной камере кислород перемешивается с ацетиленом и смесь поступает в канал мундштука. Горючая смесь, выходящая из мундштука со скоростью 100 – 140 м/с, при зажигании горит, образуя ацетилено-кислородное пламя с температурой до 3150°С.
В комплект горелки входит несколько номеров наконечников. Для каждого номера наконечника установлены размеры каналов инжектора и размеры мундштука. В соответствии с этим изменяется расход кислорода и ацетилена при сварке.
Конструкция пропан-бутан-кислородных горелок отличается от ацетилено-кислородных горелок тем, что перед мундштуком имеется устройство 10 (рис. 64) для подогрева пропан-бутан-кислородной смеси. Дополнительный нагрев необходим для повышения температуры пламени. Обычный мундштук заменяется мундштуком измененной конструкции.
Техническая характеристика инжекторных горелок. В настоящее время промышленность выпускает сварочные горелки средней мощности – «Звезда», ГС-3 и малой мощности – «Звездочка» и ГС-2. В эксплуатации находятся также горелки «Москва» и «Малютка», выпускавшиеся до 1971 г.
Горелки «Москва», «Звезда» и ГС-3 предназначены для ручной ацетиленокислородной сварки стали толщиной 0,5 – 30 мм.
В комплект горелки средней мощности входит ствол и семь наконечников, присоединяемых к стволу горелки накидной гайкой (табл. 15), Обязательный комплект включает наконечники № 3, 4 и 6, чаще всего необходимые при выполнении сварочных работ, остальные наконечники поставляются по требованию потребителя. Горелки «Звездочка», ГС-2 и «Малютка» поставляются с наконечниками № 0, 1, 2, 3. В горелках «Звезда», ГС-3, «Звездочка» мундштуки изготовляются из бронзы Бр.Х 0,5, металла более стойкого, чем медь МЗ, применявшаяся для изготовления мундштуков горелок «Москва» и «Малютка». По этой причине срок службы выпускаемых горелок повышен по сравнению с выпускавшимися ранее.
15. Техническая характеристика горелок малой и средней мощности
Горелки типа ГС-3 работают с рукавами диаметром 9 мм. Горелки малой мощности «Малютка», «Звездочка» и ГС-2 предназначены для сварки сталей толщиной 0,2 – 4 мм. Горелки ГС-2 работают с резиновыми рукавами диаметром 6 мм.
Для пропан-бутан-кислородной смеси промышленность выпускает горелки типов ГЗУ-2-62-I и ГЗУ-2-62-II; первая предназначена для сварки стали толщиной от 0,5 до 7 мм, вторая – для подогрева металла. Для пламенной очистки поверхности металла от ржавчины, старой краски и т. д. выпускается ацетиленокислородная горелка Г АО (горелка ацетиленовая, очистка). Ширина поверхности, обрабатываемой горелкой за один проход, составляет 100 мм.
Для закалки металла выпускаются наконечники НАЗ-58 к стволу горелки ГС-3.
Сварку и другие виды обработки металлов пропан-бутан-кислородным пламенем можно производить горелкой ГЗМ-2-62М с четырьмя наконечниками.
Нарушение работы инжекторного устройства приводит к обратным ударам пламени и снижению запаса ацетилена в горючей смеси. Запас ацетилена представляет собой увеличение его расхода при полностью открытом ацетиленовом вентиле горелки по сравнению с паспортным расходом для данного номера мундштука. Причинами этих неполадок могут быть засорение кислородного канала, чрезмерное увеличение его диаметра вследствие износа ацетиленовых каналов, смещение инжектора по отношению к смесительной камере и наружные повреждения инжектора. Для нормальной работы горелки диаметр выходного канала мундштука должен быть равен диаметру канала смесительной камеры, а диаметр канала инжектора – в 3 раза меньше.
Посадочное место инжектора отрегулировано для инжекторов, входящих в комплект горелки.
Инжекторы горелки «Москва» можно использовать в горелке «Звезда», а инжекторы горелки «Малютка» – в горелке «Звездочка».
Проверка горелки на инжекцию (разрежение) проводится каждый раз перед началом работы и при смене наконечника. Для этого с ниппеля снимается ацетиленовый рукав и открывается кислородный вентиль. В ацетиленовом ниппеле исправной горелки должен создаваться подсос, обнаруживаемый прикосновением пальца к отверстию ниппеля.
Поддержание мундштука в надлежащем состоянии обеспечивает нормальное пламя по форме и размерам (см. гл. X). Мундштуки работают в условиях высокой температуры, подвергаются механическому разрушению от брызг при сварке и требуют ухода за ними (чистка, охлаждение и т. д.). Риски, задиры, нагар на стенках отверстия выходного канала мундштука снижают скорость выхода горючей смеси и способствуют образованию хлопков и обратных ударов, искажают форму пламени. Эти недостатки устраняют подрезкой торца мундштука на 0,5 – 1 мм, калибровкой и полировкой выходного отверстия.
После каждого ремонта детали горелок обязательно обезжиривают бензином марки Б-70.
Безынжекторные горелки работают под одинаковым давлением кислорода и ацетилена, равным от 0,1 до 0,8 кгс/см 2 . Эти горелки обеспечивают более постоянный состав горючей смеси в процессе работы. Безынжекторные горелки можно питать ацетиленом, либо от баллонов, либо от генераторов среднего давления.
Специальные горелки. Для газопламенной обработки материалов иногда целесообразно применять специальные горелки. Промышленностью выпускаются горелки для нагрева металла с целью термической обработки, удаления краски, ржавчины, горелки для пайки, сварки термопластов; пламенной наплавки и др. Принципиальное устройство специальных горелок во многом аналогично горелке, используемой для сварки металлов. Отличие состоит в форме и размерах мундштуков, а также в тепловой мощности, форме и размерах пламени. Специальные горелки выпускают для любого горючего газа.
1. Почему для газовой сварки из горючих газов употребляют главным образом ацетилен?
2. Расскажите о классификации ацетиленовых генераторов.
3. Какую роль выполняет в горелке инжектор?
4. Какое влияние оказывает инжекторное устройство и устройство мундштука на работу горелки?
#521 Дед мазай
#522 selco
Хотелось бы поподробнее об этом проишествии.
Да «придурок – новичок» так отметился и какой тм Союз им там и не пахнет тем паче на фото справа чито пальцы торчат (смотрим внимательнее) и если это Союз на старте то к нему и близко не подпустят .
дА и фотка сперта от куды то и скорее это кран козловой или еще что то.
Сообщение отредактировал selco: 30 Июль 2019 21:34
#523 Кустарь
Ну, кран не кран, а колёса, сваренные на уралвагонзаводе, я видел . Так я даже не сварщик профессиональный.
#524 Йожег
Ну, кран не кран, а колёса, сваренные на уралвагонзаводе, я видел . Так я даже не сварщик профессиональный.
#525 Schlosser
Автономная ремонтная установка.
- Город: Мариуполь
Сообщение отредактировал Schlosser: 30 Июль 2019 22:18
#526 Дед мазай
Приволок домой трубу нержавеевую с чермета ,может пригодится.Приколол поворот,шов ладно,может не было чем варить,что было под руками тем и сварили,но и гнули тоже на коленке. Это так на нашем ,ныне давно обанкротившимся молокозаводе варили.
#527 konstantinXX
А бтры мы какие делали- ууух,от собственного веса трещат.Знай наших!
дед, а правда ты на войне два самолета сбил?
ну, не то что бы сбил. скажем – недозаправил
#528 Xe_Xe
На покатушке оборвал болты ШОПКа, по дороге домой дотянул до сервиса. «заварили»

#529 круазик
Количество выявленных проблем, многократно превысило порог рентабельности ремонта.
#530 Вад11
Контакты без заполненного профиля – в игнор!
- Город: Коми Ухта
100_3321.JPG Количество выявленных проблем, многократно превысило порог рентабельности ремонта .
Ты опять образ не раскрыл. Общее фото, общая «мысль». А подробности? Нафига так выставлять? Народ требует подробностей если уж начал.
#531 круазик
Нагрев детали выявил следующее- Несплавления, после «мастера», в наплавленных участках присутствуют железосодержащие компоненты.Радиальные трещины , без возможности локализации. Лучевые трещины, проходящие через глухие резьбовые колодцы.Расстояние между трещинами, на некоторых участках не превышало 15мм. Пост-обработка детали займёт аналогичное время,как на изготовление дубликата.
#532 useruser
скорее это кран козловой или еще что то.
Не совсем. Погуглил немного. Расклад такой – эта картинка – скрин из этого видео (сам момент с 3:30):
Желтое это какая-то опора/платформа. Серое – это часть корабля/ракеты. Видно бортовой номер – 11С517А3. Гугл говорит, что это «Сборочно-защитный блок 11С517А3 для запуска транспортных пилотируемых кораблей «Союз МС»».
И у него да, швы на этом нижнем ободе, несколько странные. Правда ненонятно, какие там швы должны быть. Может так и надо. )
Мысль такая, может это какое-то временное опорное кольцо, которое юзается только при сборке и никуда не летит? Просто если смотреть, то сам корпус этого блока полностью клепанный, сварки нет вообще, очень качественно собран. И тут этот обод кривой. Похоже, что чернушный. Вроде даже болты крепежные виднеются по периметру:
Слишком уж большая разница в качестве исполнения.
И если это какая-то временная приспособа, то, наверное, понятно, почему не идеально сварено.
Прикрепленные изображения
Сообщение отредактировал useruser: 03 Август 2019 01:12
#533 useruser
Блин, хотел отредактировать/добавить, но кончилось время для исправления. )
Чуть добавлю.
Нашел фото швов на этом союзе – https://spaceflight. 2009e285013.jpg
И еще фото. Вроде как раз эта самая часть. Выступы такие же. И стрелками место крепления:
Видимо тут и был во время сборки этот самый обруч, криво сваренный. Похоже, что и правда приспособа на время сборки.
#534 Глобул
- Город: Краснодарский край
Видимо тут и был во время сборки этот самый обруч, криво сваренный.
#535 AMBIVERT42
Популярное сообщение!
А сейчас много таких, доступность аппаратов, Ютуб, и краской на гараже «АРГОН» ценник 5 коп. за работу, и вот еще один наш кормилец. Такие люди нужны, они полезные.
Вот ещё немного творчества полезных людей.
Деталь механизма переключения передач с какого-то моцика. Сам байкер-транзитчик. Ехал из Красноярска в родной Новосибирск. Поломался возле Кемерово на трассе. Ночь между субботой и воскресеньем. Байкерское братство не дало хлопчику грустить долго. Заодно и меня из дома выдернуло, аки репку с грядки.
Сплав, конечно, не ампир, но получилось куда монолитнее, чем было.
Поспать так и не удалось. Под утро-опять звонок от очередного транзитчика. Теперь-от обладателя «Фусика» из Омска. Сначала выслушал проклятия в адрес новокузнецких мастеров, потом-выяснилось, что деталька поломатая-с историей и я её уже чинил года три-четыре назад. Лопнула в другом месте.
Вот она, красавица.
Перепаял за безвестным, но очень рукастым новокузнечанином.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.

Об ацетиленовых резаках
Такие устройства отличаются прежде всего своей высокой мощностью: их используют для обработки листов, толщина которых составляет 300 мм и даже больше. Купить ацетиленовый резак обычно необходимо для производственных целей.
Особенности таких механизмов обусловлены свойствами ацетилена, который в смеси с кислородом разогревается до температуры, превышающей три тысячи градусов. Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь. Именно этим пламенем и разрезают листы металла.
Газовый резак: виды, назначение и особенности
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени. В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая (< 10 см разрезаемого металла), средняя (< 20 см) и высокая (> 20 см).
Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.
На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
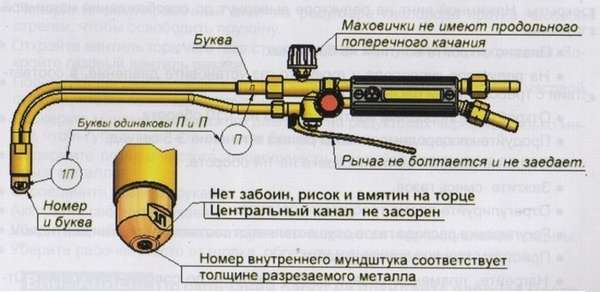
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).
Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Мы не сейфы громим, а металл режем
На чтение 15 мин. Просмотров 11.7k. Опубликовано
Давным-давно автоген был любимым инструментом медвежатников – уголовников, которые громили сейфы. Понятно, что те сейфы были старого образца – тяжеленные бронированные брынды. Медвежатники были профессионалами высочайшей квалификации – настоящими мастерами работы по металлу.
Сейчас все по-другому: сейфы совсем другие, а медвежатники переквалифицировались в хакеров. Современные работы по металлу – широчайшая сфера профессиональной деятельности. Она включает в себя в числе прочего резку по металлу, которая производится газовым резаком, который и есть тот самый автоген по своей сути.
Если металлические листы и профили небольшой толщины, вполне можно резать простыми механическими инструментами типа специальных ножниц по металлу, то резка металла с толстыми краями возможна только , без него с массивными заготовками – никуда.
Среди газовых резаков встречаются самые разнообразные модели с различной конструкцией, размерами и т.д. Но так или иначе, принцип их работы совершенно одинаковый.
Без матчасти никуда
[box type=”fact”]Физика процесса следующая: металл, который нужно резать, разогревается за счет подаваемой горящей газовой смеси. Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.[/box] Процесс резки металлов.
Процесс резки металлов.Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление. В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т.п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
 Принцип работы газовой горелки.
Принцип работы газовой горелки.Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Разница между пропаном и бутаном
Пропан
Термины «пропан» и «бутан» очень распространены в наши дни, особенно потому, что они используются как в промышленных, так и в бытовых целях. Печи, духовки, обогреватели и автомобильные двигатели работают на пропане или бутане. Пропан и бутан — это газы, которые можно использовать для нагрева топлива. Некоторые люди думают, что пропан и бутан одно и то же, потому что у них схожие качества. Однако у них есть некоторые отличия, которые могут означать преимущество или недостаток в зависимости от того, как они используются.
Прежде чем подробно рассказывать о различиях, важно узнать о сходстве между этими двумя газами. Пропан и бутан извлекаются из нефти в виде нефти или природного газа. Оба могут использоваться для топлива транспортных средств и печей, и оба могут сжигаться для получения аналогичных результатов с двуокисью углерода, водой, окиси углерода и сажей в качестве побочных продуктов. Однако на этом их сходство заканчивается.
С точки зрения молекулярной структуры эти два газа отличаются друг от друга.Бутан считается четырехуглеродным алканом, состоящим из десяти атомов водорода и четырех атомов углерода. С другой стороны, пропан — это всего лишь трехуглеродный алкан, состоящий из восьми атомов водорода и трех атомов углерода. С точки зрения использования, пропан является более популярным среди этих двух и используется для сохранения тепла в домах.
Пропан также можно использовать в качестве топлива в переносных лампах или обогревателях. Фактически, пропан может даже использоваться в качестве автомобильного топлива, если он смешан с такими веществами, как пропилен, бутилен и бутан.Когда пропан смешивается с этими веществами, его называют LPG или сжиженным нефтяным газом. СНГ хранится в резервуарах и подключается к плитам, обогревателям и автомобильным двигателям для обеспечения тепла и электроэнергии. Иногда этантиол, другое вещество, смешивают с пропаном, чтобы придать газу запах. Утечки пропана трудно обнаружить, потому что газ не имеет запаха; Добавление этантиола может помочь людям быстро обнаружить утечку газа, просто отслеживая источник запаха.
Бутан
Хотя бутан не так популярен, как пропан, он все еще используется во многих продуктах в качестве альтернативного источника топлива.Помимо использования в качестве топлива для зажигалок и печей, бутан также может быть использован в качестве пропеллента для аэрозольных баллончиков. По стоимости бутан на самом деле дешевле пропана. Однако бутан имеет большой недостаток в качестве источника топлива, потому что не многие устройства могут быть оснащены баками для бутана. С другой стороны, баллоны с пропаном можно легко интегрировать в любое устройство, которое требует топлива или тепла. Еще одно преимущество пропана перед бутаном состоит в том, что он имеет низкую температуру кипения и может храниться в резервуарах при более высоком давлении.Это делает пропан лучшим выбором для тех, кто рискует оказаться во враждебных условиях; Люди, которые отправляются в походы или альпинисты, обычно оснащены баллонами с пропаном, которые служат им в качестве топлива для приготовления пищи. Они не используют бутан, который имеет высокую температуру созревания и не может хорошо адаптироваться к отрицательным температурам.
Резюме:
- Пропан и бутан можно использовать в качестве топлива для отопительного оборудования и двигателей транспортных средств.
- Пропан и бутан имеют сходство, потому что оба они получают из нефти.Побочные продукты, которые они производят при сгорании, также похожи: диоксид углерода, вода, монооксид углерода и сажа.
- Пропан используется более широко, чем бутан. Большинство отопительного оборудования и двигателей можно оборудовать баллонами с пропаном.
- Бутан дешевле пропана, но вряд ли совместим с обычным отопительным оборудованием или двигателями.
- Пропан имеет более низкую температуру кипения по сравнению с бутаном. Кроме того, пропан можно хранить в резервуарах высокого давления, что делает его идеальным выбором для тех, кто рискует попасть в агрессивную среду.
: Если вам понравилась эта статья или наш сайт. Пожалуйста, расскажите об этом. Поделитесь им с друзьями / семьей.
Укажите
Селин. «Разница между пропаном и бутаном». DifferenceBetween.net. 22 мая 2017 года.
Что такое правило 1/7 ацетилена?
Нил Лембке
Ацетилен по своей природе нестабильный газ, имеющий ограничения. Ацетон добавлен в ацетиленовые баллоны, чтобы стабилизировать газ. Если оператор превысит рекомендованную скорость потока, баллон будет не только откачивать газ, но и откачивать ацетон. Уменьшение содержания ацетона может сделать цилиндр нестабильным и опасным.
Кроме того, жидкий ацетон повредит оборудование; резаки, регуляторы, наконечники и шланги не предназначены для работы с ацетоном.Правило 1/7 просто означает, что сливать более 1/7 от общего содержимого ацетиленового баллона небезопасно. Однако в последние годы правило 1/7 было сокращено до правила 1/10 (см. CGA G.1 5.3.3.13). Самая большая проблема с ацетиленом — это нагревание, когда требуются большие потоки. Самый распространенный нагревательный наконечник для тяжелых условий эксплуатации, продаваемый в Соединенных Штатах, может потребовать до 80 кубических футов в час ацетилена. Самый распространенный ацетиленовый баллон (№ 4) обычно содержит около 130 кубических футов ацетилена.Итак, если мы разделим, чтобы достичь правила 1/10: 130/10 = 13. Как видите, в большинстве ситуаций этого даже близко не хватает ацетилена для безопасного запуска нагревательного наконечника.
Вы можете обойти эти проблемы с выводом, перейдя на баллон с ацетиленом большего размера или объединив дополнительные баллоны вместе. Однако лучшим решением является использование альтернативных видов топлива (например, пропана, природного газа и пропилена). Эти виды топлива намного более стабильны, не требуют ацетона и не подвергаются тем же ограничениям, что и ацетилен.Группа продуктов Harris производит полную линейку оборудования на альтернативном топливе, которое может безопасно удовлетворять требованиям нагрева и резки.
Версия для печати

Нил Лембке
Нил Лембке — региональный менеджер по продажам на западном побережье Harris Products Group. Нил обладает более чем 15-летним опытом продаж в сфере промышленного газа и оборудования для сварки и резки. Нилу нравится работать с компаниями над крупными строительными проектами.«Мне очень приятно знать, что мое оборудование и решения помогли построить конструкции, которые будут стоять еще долго после окончания моей карьеры».
,
Don’t Be Futyl, Learn The Butyls
Номенклатура: какая головная боль. У нас есть накопленные годы жаргона относительно химических структур, и если вы не выучите этот жаргон, может быть сложно следить за тем, что происходит.
Показательный пример: бутил. Существует ЧЕТЫРЕ различных типа «бутилов», и все они имеют собственное название. Кроме того, у каждого из них есть общее имя («тривиальное имя»), которым они обычно пользуются. Легко запутаться. Итак, сегодняшний пост — это руководство по их устранению.
Бутан содержит четыре атома углерода. Теперь есть два возможных способа организовать эти атомы углерода: прямая цепь из 4 атомов углерода ( n -бутан) и цепь из 3 атомов углерода с метильной группой на углероде № 2 (2-метилпропан, также известный как «изобутан». ). Не верите мне? Попробуй сам. Есть только два способа сделать это.
Теперь предположим, что у нас есть заместитель. Например, давайте сделаем это ОН. Давайте удалим из бутана водород и заменим его ОН. Если вы посмотрите на н-бутан, вы увидите, что на самом деле есть только два способа сделать это.Вы можете взять его из C-1 (или C-4), и в этом случае вы получите первичный спирт (1-бутанол или « n -бутанол»). Или вы можете взять его из C-2 (или C-3), и в этом случае вы получите вторичный спирт (2-бутанол или «втор-бутанол»). Иногда мы сокращаем это до «с-бутанол».
Аналогично для изобутилового скелета есть два способа сделать это. Вы можете заменить H на C-1 (или C-3 или C-4) на OH, и в этом случае вы получите 2-метил-1-пропанол («изобутанол»). Или вы можете заменить H на C-2 на OH и получить 2-метил-2-пропанол («трет-бутанол»).Это единственные два способа сделать это!
Это относится и к другим группам. Итак, если бы мы использовали Cl вместо OH, у нас были бы н-бутилхлорид, s -бутилхлорид, t -бутилхлорид и изобутилхлорид. И если мы использовали какую-то другую группу, эти четыре названия — n -бутил, s -бутил, t -бутил или изобутил — все остались прежними.
Итак, вот изюминка бутила.
- 1-бутил («н-бутил», где «n» означает «нормальный»)
- 2-бутил («втор-бутил», где «s» означает «вторичный»)
- 2-метил-1 -пропил («изобутил»)
- 2-метил-2-пропил («трет-бутил»)
А как насчет пентила? К счастью, существует слишком много возможностей, чтобы ограничиться этой простой системой.Есть только один странный случай: 2,2-диметилпропан. Мы называем это «неопентаном». Если вы замените H заместителем, это станет «неопентильной» группой.
.Как правильно работать с кислородно-ацетиленовым резаком
Harris Products Group
Зажигать, настраивать и выключать кислородно-ацетиленовую горелку легко, особенно при соблюдении надлежащих процедур. Помимо этих простых для выполнения инструкций, вы всегда должны соблюдать рабочие процедуры производителя резака.
Первый — прежде чем пытаться зажечь факел, выполните следующие проверки:
- Убедитесь, что винты регулировки давления регулятора вывернуты!
- Убедитесь, что клапаны горелки закрыты!
- Держаться подальше от регулятора
- Отдельно и медленно откройте вентили баллона для кислорода и ацетилена
- Отрегулируйте винты p / a регулятора, чтобы установить давление наконечника
- Отдельное открытие / закрытие клапанов горелки и точная настройка давления на регуляторах
- Нажмите на режущий рычаг и при необходимости отрегулируйте давление
Зажигание и регулировка горелки (со смесителем положительного / равного давления):
- Продуйте трубопроводы кислорода и топливного газа отдельно
- Открыть кран топливного газа на 1/2 оборота
- Зажигание пламени ударником
- Увеличивайте поток топливного газа до тех пор, пока пламя не покинет конец наконечника и не перестанет дымить
- Уменьшать, пока пламя не вернется к вершине
- Открыть кислородный клапан и настроить нейтральное пламя
- Нажмите рычаг кислорода и внесите необходимые настройки
Выключение резака (со смесителем положительного / равного давления):
- Закрыть вентиль кислородной горелки
- Закрыть вентиль горелки топливного газа
Если горелка / регуляторы и газы используются в течение некоторого времени, выполните следующие процедуры:
- Закрыть вентили баллона для кислорода и топливного газа
- Отдельная продувка трубопроводов кислорода и топливного газа
- Убедитесь, что все манометры регулятора показывают 0
- Вывернуть винты регулировки давления регулятора!
- Если вы используете коммерческую среду, сообщите о любых повреждениях и т. Д.своему руководителю
Не забывайте всегда соблюдать основные правила безопасности при работе с кислородно-топливным оборудованием.
,