чем можно к пластику или дереву
Алюминий пользуется популярностью для создания разных изделий, потому что имеет высокие показатели прочности, и устойчивости к воздействию природных факторов. Но соединение материала с деталями затрудняется его плохой сцепляемостью, поэтому к клеевым составам предъявляются особенные требования. Благо на рынке строительных материалов представлены разнообразные клеевые растворы, которые могут справиться с поставленной задачей. Но, чтобы получить желаемый качественный результат, нужно внимательно отнестись к выбору, чем склеить алюминий. Подробнее о существующих видах и об их характеристиках будет рассказано далее.
Как правильно выбрать клей для алюминия
Для соединения алюминиевых деталей можно применять сварку, но приклеивание более популярный метод, по причине более легкой методики работы. Клей для алюминия должен содержать в составе кислоты, которые способствуют разрушению пленки материала, тем самым повышая сцепляемость поверхности.
Специализированные составы помогают получить прочную фиксацию. Часто выбираются клеи для алюминия термостойкие, они отличаются способностью выдерживать высокотемпературное воздействие.
При выборе, чем заклеить алюминий, следует изучить инструкцию продукции. Важным будет наличие следующих свойств:
- Термоустойчивость необходима, если изделия будут эксплуатироваться при повышенных температурах;
- Водостойкое свойство нужно, если эксплуатация подразумевает частое воздействие воды;
- Возможность приклеивать к разным плоскостям;
- Время требующиеся для завершения процесса полимеризации;
- Срок годности, если срок подходит к концу, то изделие нужно успеть использовать до этого момента, после оно потеряется свои характеристики.

Специализированные составы помогают получить прочную фиксацию.
Виды клея в зависимости от состава
На сегодняшний день популярностью пользуются составы полиуретановые на основе эпоксидной смолы. При этом выделяются два крупных вида, имеющие разные свойства: двухкомпонентный и однокомпонентный.

На сегодняшний день популярностью пользуются составы полиуретановые на основе эпоксидной смолы.
Однокомпонентные
Основой служит полиуретан, в составе не присутствуют растворители. Использование возможно на открытых элементах изделий, вначале их нужно смочить водой, так как клеевой раствор после нанесения реагирует на нее. И в итоге после происходящей реакции получают высокопрочную фиксацию деталей, которая достигается после высыхания.

Использование возможно на открытых элементах изделий.
Двухкомпонентные
Клей двухкомпонентный для алюминия включает, кроме полиуретана растворитель. Для работы с ним не требуется смачивать детали водой, применяются они чаще всего в закрытых помещениях. Они проявляют устойчивость к воздействию масел, препятствуют образованию грибков и плесени. Подходит как клей для склеивания алюминия с алюминием.
Выделяются термостойкими и эластичными свойствами, которые проявляются на высоком уровне.

Для работы с ним не требуется смачивать детали водой, применяются они чаще всего в закрытых помещениях.
Характеристики популярных марок
Чтобы склеивать алюминий с различными видами материалов, выпускается много составов. Перед выбором клея для силумина, либо простого алюминия, нужно рассмотреть наиболее востребованные марки. К ним относятся:
- Mastic, это холодная сварка, которую можно применять при температурных показателях от -50 до +145 градусов. Может применяться, как герметик для алюминия, создает надежную фиксацию деталей;

Mastic, это холодная сварка, которую можно применять при температурных показателях от -50 до +145 градусов.
- Wurth Liquid Metal, на основе цианакрилата, соединяющие детали из железа, также может незаметно склеить прозрачные элементы, выделяется быстрым схватыванием;
Может незаметно склеить прозрачные элементы, выделяется быстрым схватыванием.
- Cosmopur 819, применяется для закрытия швов и имеющихся зазоров на предметах, приклеивания угловых деталей. Основой служит полиуретан;
Применяется для закрытия швов и имеющихся зазоров на предметах, приклеивания угловых деталей.
- Astrohim Ace-9305, показывает надежные результаты при работе с алюминиевыми элементами, относится к холодным сваркам, помогает отремонтировать поломанные изделия;
Astrohim Ace-9305, показывает надежные результаты при работе с алюминиевыми элементами.
- Cosmo PU-200.280 Cosmofenduo, полиуретановый раствор отличающиеся получением высокой прочности соединения, применяется для древа, алюминия, стекла, стали и иных материалов. Допускается дальнейшее окрашивание шва, для придания незаметности на поверхности. Специалисты оценивают продукт как самый высокопрочный, но и цена у него выше других средств;
Специалисты оценивают продукт как самый высокопрочный, но и цена у него выше других средств.
- Эпокси Металл Момент, 2-х компонентное средство, способное совершить фиксацию алюминия с другими видами материалов, может применяться в качестве герметика;
2-х компонентное средство, способное совершить фиксацию алюминия с другими видами материалов.
- Abro Steel используется, чтобы создать герметичность у емкостей, предназначенных для хранения жидких веществ, перед работой емкости должны быть тщательно очищены;
Abro Steel используется, чтобы создать герметичность у емкостей, предназначенных для хранения жидких веществ.
- Permatex cold weld, термостойкий вид клеевых растворов, создается шов проявляющий хорошую устойчивость к нагрузкам, полимеризация занимает 15 минут, может выдержать высокие температурные показатели до +150 градусов, если воздействие будет не продолжительном то шов сможет выдержать +177 градусов;
Может выдержать высокие температурные показатели до +150 градусов.
- Титан, востребованный продукт, который позволяет получить виброустойчивый шов.
Востребованный продукт, который позволяет получить виброустойчивый шов.








Общие правила работы с клеевым составом
Чтобы провести склеивание надежно, и при этом не навредить себе при работе, нужно выполнять ряд общих правил. Они заключаются в следующем:
- В помещение, где будет проходить приклеивание, должна быть обеспечена хорошая вентиляция, из-за наличия в составах токсичных веществ;
- Мастер должен защитить себя путем одевания респиратора, защитной одежды и очков;
- Подготавливают необходимые инструменты и материалы.

В помещение, где будет проходить приклеивание, должна быть обеспечена хорошая вентиляция.
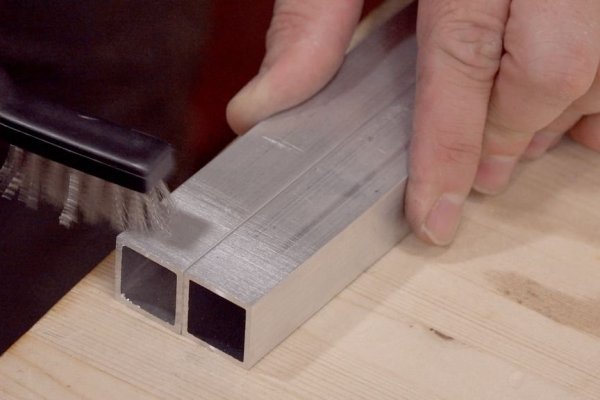
Подготовка поверхности
Прежде, чем склеить дюралюминий, нужно подготовить его к данному процессу. Для этого материал чиститься:
- Ликвидируются участки с ржавчиной, для этой цели используют наждачку мелкозернистую.
- Поверхность обезжиривается, для этой цели подойдет ацетон.
- Проводят ошкуривание для лучшей сцепляемости.
- Поверхность должна полностью просохнуть перед нанесением клея.

Поверхность обезжиривается, для этой цели подойдет ацетон.
Склеивание
Процесс склеивания несложен, можно выполнить его своими руками, следует действовать, соблюдая нижеперечисленные этапы:
- В отдельной емкости клеевой раствор соединяется с отвердителем.
- Тщательно перемешать компоненты до получения однородной массы, успеть использовать вещество нужно за 10-60 минут, точное данные можно узнать, изучив инструкцию от производителя.
- Клей наноситься на обе детали. Можно делать полосы, либо наносить его точечно в местах, где будут стыки. Детали прижимаются между собой, без усилия, чтобы клей не вышел за границы.
- Излишки протираются. Можно сделать это влажной ветошью, либо смоченной в растворители.
- Зафиксировав детали, их оставляют в таком положении до завершения процесс отверждения.
Время затвердевания бывает разным, смотрят его на упаковке, обычно процесс не занимает больше часа.
Детали прижимаются между собой, без усилия, чтобы клей не вышел за границы.
Как правильно склеить в домашних условиях
На процесс склеивания оказывает сильное влияние вид материала, к которому приклеиваются изделия. Чтобы в домашних условиях получить наилучший результат, нужно знать нюансы работы.

На процесс склеивания оказывает сильное влияние вид материала, к которому приклеиваются изделия.
Алюминий между собой
Прежде, чем склеить алюминий с алюминием поверхность обрабатывается наждачкой и обезжиривается. Потом наносить раствор и детали плотно прижимаются, если работать составом Мастикс, то держать их в таком положении нужно 20 минут.
Прежде, чем склеить алюминий с алюминием поверхность обрабатывается наждачкой и обезжиривается.
С деревом
Для фиксации с деревянными изделиями применяется двухкомпонентный раствор. Предварительно рекомендуется зашкурить поверхность.

Предварительно рекомендуется зашкурить поверхность.
С камнем
Для каменных изделий также выбирают двухкомпонентные составы, сначала приготавливается раствор, затем с помощью кисточки он наноситься на детали.
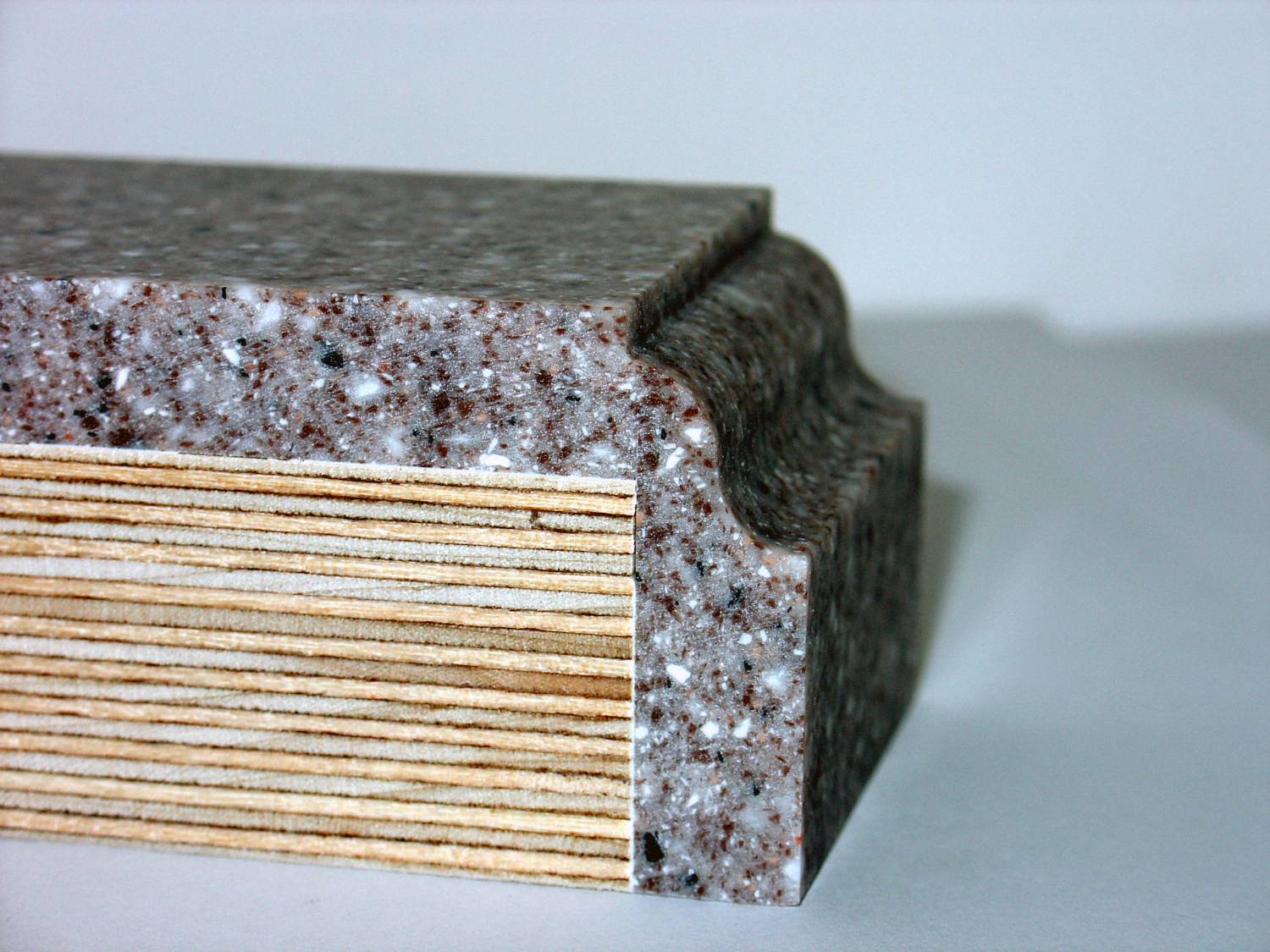
Для каменных изделий также выбирают двухкомпонентные составы.
С пластиком и другими материалами
Прежде, чем приклеить алюминий к пластику, поверхность рекомендуется тщательно обезжирить. В остальном процесс ничем не отличается от работы с другими материалами. С фарфоровыми изделиями надежную фиксацию получают, используя составы из эпоксидной смолы.
Нанесение производиться кисточкой. Клеевые растворы могут справиться с соединением алюминиевых изделий и с другими видами материалов. Чтобы подобрать лучший вариант, лучше изучить инструкцию к конкретному продукту. В ней прописывается стыковка, каких деталей может производиться.

Прежде, чем приклеить алюминий к пластику, поверхность рекомендуется тщательно обезжирить.
В продаже можно найти множество вариантов, чем склеить дюраль можно, но, чтобы получить максимально надежный результат, который произведет фиксацию намертво, нужно изучить инструкцию, указанную на упаковке. Производители пишут, для каких деталей подходит их продукция, также там можно будет прочитать время необходимое для схватывания. Это поможет рассчитать, сколько времени потребуется для работы. Важно соблюдать при работе меры безопасности, чтобы не получить проблем со здоровьем.
Видео: Эпоксидный клей для мощного склеивания алюминиевых углов
Несколько прекрасных способов пайки алюминия и дюрали в быту

Алюминий часто используют в домашних целях.

Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.

Детали алюминия по теплопроводности также близки к медным. Поэтому алюминий используют и для радиаторов.

Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?

Дело в том что при обычных условиях алюминий легко взаимодействует с кислородом воздуха и покрывается тонкой — 0,0002 мм, но твердой оксидной пленкой -Al2O3. Пленка защищает металл от дальнейшего его окисления и придает ему матового, сероватого цвета.

Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки покрывают канифолью, рядом располагают, готовят надфиль. Все время добавляя новый канифоль надфилем зачищают алюминиевую поверхность. Пока напильник чешет место пайки под канифолью, он так срывает тот окисел. Наловчившись так,метод принесет хорошие результаты. Для пайки алюминия толщиной до 1 мм мощность паяльника достаточна в 50 Вт.

Способ 2. Пайка с мелкими железными опилками:
Канифоль как известно растворимая в этиловом спирте. Поэтому растворив твердую канифоль некоторым количеством спирта до состояния меда. Добавляем к тому раствору мелкие железные опилки. Такой «железной» канифолью залуживаем сначала жало паяльника, потом начинаем им интенсивно натирать место пайки в аллюминие.

Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:

Чистое место пайки покрывают не толстым слоем канифоли, натирают таблеткой анальгина.

Далее прижимая жало горячего паяльника, залуживаем поверхность припоем. После чего надо смыть остатки ацетоном и еще прогреть.

Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:

Существуют также много промышленных флюсов.

Например смесь олеиновой кислоты с йодидом лития.

Покрывая деталь даже без зачистки перед пайкой.

Можно получить хорошие результаты и качественный стык.

Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.

Место пайки зачищаем шкуркой и наносим на нее несколько капель медного купороса. К алюминию подключаем «минус» (например батарейки). К «плюсу» же присоединяем кусок медного провода. Зубной щеткой чуть протираем по алюминию. Провод не должен прикасаться к пластинке, только ворс щетки. Далее медную поверхность паяем как обычно.

Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
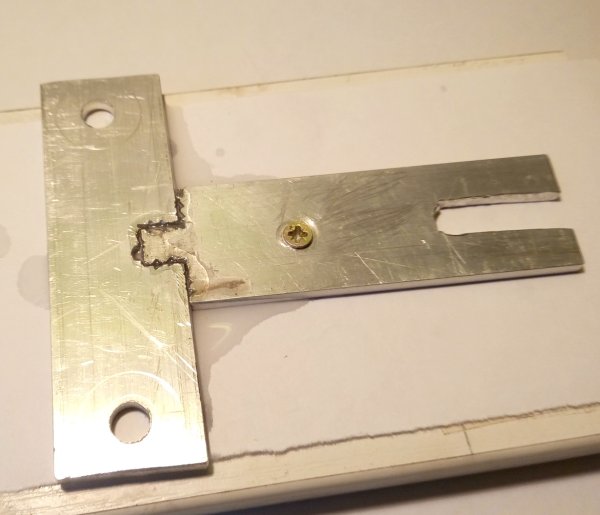
Надежный клей для крепкого склеивания дюраля. Как склеить алюминий с алюминием
Форум CQHAM.RU > ТЕХНИЧЕСКИЕ ФОРУМЫ НА CQHAM.RU > Технический кабинет > Склеивание металлов
Просмотр полной версии: Склеивание металлов
03.02.2013, 18:25
У меня есть проблема. Упала видео камера и сломался металлический корпус. Это своего рода очень легкий и хрупкий алюминиевый сплав. Мне сказали это сплав алюминия и кремния. ?? Этот сплав не может быть приварен.
Может быть, кто-то имел дело с этим? Как клеить алюминий? Или, может быть, нужно клепать? Мне понадобится дополнительный кусок металла. Может быть, стали? С нетерпением жду ваших советов.
Попробуйте вот это http://www.kontakt123.ru/super.html или это http://poliyrethane.narod.r u/super_glue.htm
IMHO, Poxipol с металлическим наполнителем будет лучшим вариантом. Если деталь нагруженная, то по возможности усилить какими-нибудь металлическими накладками (все вместе проклеить-залить). Клепать я бы не стал (как бы еще хуже не порушить), а вот мелкими винтиками привинтить стоит…
Сергей 12701
03.02.2013, 18:49
Попробуйте поискать цианакрилатовый клей фирмы WURTH » saBesto » . Клеит практически всё , и очень прочно.
03.02.2013, 19:49
извините, «жидкий металл» тип FE1 компании «Wurth»
Если есть возможно с внутренней стороны усилить, то наделайте сверлений на 2/3 толщины корпуса,это для лучшего сцепления клея с корпусом а так же просверлите отверстия в пластине которой будите усиливать. Клей желательно применить не быстро сохнущий и в него добавьте немного мелких опилок силумина они будут как арматура.Но перед работой потренируйтесь на каком нибудь кусочке похожего материала.
Анатолий.
Сварка предполагает расплавление кромок, она здесь не подойдет т.к. выйдет грубый шов или деталь испортится. И перед сваркой нужно будет понять какая технология и оборудование потребуется, а потом сделать пробный шов на пробном материале. Не наш вариант.
Посмотрите — может быть можно припаять изнутри пластинку усиливающую стык, достаточно будет 0,1-0,2 мм толщины какого нибудь металла, или несколько отрезков проволоки поперек стыка.
Или спаять встык толстым слоем твердого припоя, с последующей обработкой внешней поверхности.
Если не паяется, то можно продумать вариант проклейки изнутри той же металлической пластины на суперклей, или 1-2 слоев ткани на клей или эпоксидку.
Если деталь тонкостенная и покоробилась при разрушении, то склейка встык не будет полноценно держать.
Если есть наружная покраска детали, то продумайте как потом все это восстановить.
Главное продумать все действия и подготовить материалы.
А самое главное никуда не спешить, т.к. хорошая мысля приходит опосля.
Немного про суперклей (нормального качества) — как то для испытания склеивал им обломки керамической плитки (керамогранит, отсутствие пор) толщиной 6 мм и ломал на следующий день этот стык — все образцы ломались по другой произвольной линии, это произвело очень сильное впечатление.
Удачи!
Паять или клеить эпоксидкой дюраль- нехорошо.
Лучше клеить. Сейчас есть очень хорошие клеи.
Нужно только брать такие, которые схватываются не сразу, а секунд через 20, чтобы успеть точно совместить детали.
Вот один из таких: UHU Super Strong & Safe Alleskleber
Проводили и зарегестрировали проверку. На цилиндр D=7см нанесли несколько капель этого клея и приклеили к автомобилю форд весом более 4Т и подняли за этот цилиндр. Держит!!!
Это своего рода очень легкий и хрупкий алюминиевый сплав. Мне сказали это сплав алюминия и кремния. ??
Этот сплав называется силумин. Очень широко применяется для алюминиевого литья. Склейка встык держать не будет. Лучше с обратной стороны разлома приклеить накладку из любого прочного материала. В «старое время» клеили с помошью БФ-2. Сейчас, конечно, клеи покруче.
Георгиевич
06.02.2013, 14:30
Искренне сочувствую, но как же так можно …ть, что корпус лопнул!!! Поосторожнее надо, кстати, а что за камера?
06.02.2013, 15:51
Камера Sony, одна из новейших моделей.:-(Все это в спешке.
Нога штатива поскользнулась и упала камера. Не успели поймать. 🙁 Спасибо за советы. Я понял, что клепать опасно. Да, необходимо использовать дополнительные пластины. И несколько винтов.
Клеи не выбрал еще. Надо будет попробовать клей на алюминиевых пластинах.
Добавлено через 13 минут(ы):
Как я понимаю, «силумин» довольно капризный металл. Ну да ….
09.02.2013, 19:26
Еще в совдеповские времена приобрел 10 пакетов по 90копеек бытовую металоклеющую пленку производства МСО»Альфа». Пленка 10х10 очень тонкая, из нее можно вырезать кусок любой кнфигурации. В инструкции написано клеит — сталь, алюминий, оцинкованную жесть, бронзу, латунь и тд. Соответственно есть и инструкция как клеить. Предел прочности от 30до 180кГ/см2. Прошло более 15лет, срок гарантии уже давно вышел. Тем не менее ней клею и сейчас. Склеивал разбитый бинокль и прочую мелочевку из разных металов, даже встык 1 мм. Скорее этой фирмы уже нет. Попробуйте п
Склейка алюминия клеевыми составами — Другие методы обработки
Ну вот не работают клепки на отрыв.
Из моей практики, сборки деталей и узлов летательных аппаратов на аэропланерной фабрике. Все перпендикулярные соединения работают на отрыв, и их именно соединяют заклепками. Даже узлы шасси к фюзеляжу приклепывают, а так же крылья и кронштейны. И там именно на отрыв работа. Рассчитывают прочность по суммарному сечению заклепок. Разумеется в местах такого рода соединений материал усиливают. Ставят накладки, увеличивают площадь соединений. Более подробно:
https://www.google.ru/url?sa=t&source=web&rct=j&url=http://helpiks.org/5-46272.html&ved=0ahUKEwijkKuTyqLUAhUCDCwKHf9dAboQFggrMAU&usg=AFQjCNEOKG2ucGAinrK-odw4bcVi1K-SKA
.https://www.google.ru/url?sa=t&source=web&rct=j&url=http://www.detalmach.ru/lect35.htm&ved=0ahUKEwijkKuTyqLUAhUCDCwKHf9dAboQFgg0MAg&usg=AFQjCNFhbuGP62OEnwWOjeiP2mSqxjzTowИ именно по вашей тематике относительно склейки:
https://www.google.ru/url?sa=t&source=web&rct=j&url=http://www.prioritetinvest.ru/prioritetinvest/node/106&ved=0ahUKEwijkKuTyqLUAhUCDCwKHf9dAboQFgguMAY&usg=AFQjCNHm5TKPp6QHemHlMXIKgTCTPtDe7g
.
Клеи в основном применяют при производстве вспомогательных изделий, например сотовых конструкций заполнения полостей. И нужно отметить есть прогресс, в семидесятых годах предпочтение отдавалось эпоксидным композициям, нынче — клеям на основе полиуретанов. Отходят и от сотовой технологии как трудоемкой, полости заполняются быстротвердеющей пеной на основе того же полиуретана. На бывшем советском пространстве, только один самолет делали клееным и тот спортивный. Не любили его летуны, трескались клеевые соединения. Исользовались при склейке эпоксидные смолы. Новые соединения в принципе не трещат, полиуретан имеет остаточную эластичность и более широкий температурный диапазон.
Не могу здесь привести марки клеев используемых при производстве самолетов, во первых это будет нарушение корпоративной этики (ранее называлось разглашение тайны), во вторых это довольно большой об’ем информации, клеев много, они разные, технологий применения еще больше.
Холодная сварка для алюминия – применяем правильно
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
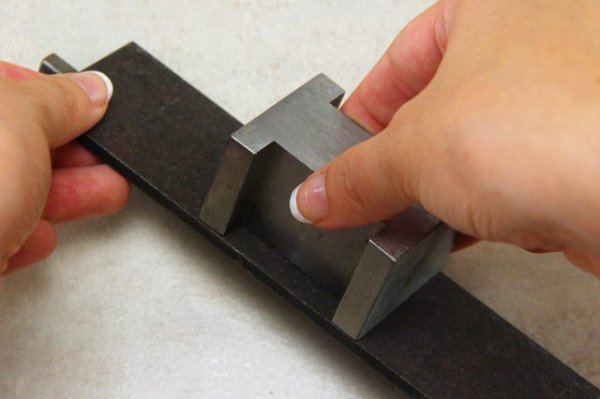
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Холодная сварка для алюминия, его сплавов, силумина
Алюминий считается одним из самых распространённым металлов на данный момент. Используют этот металл в разных отраслях, благодаря его характеристикам. Однако, далеко не всегда удаётся состыковать алюминиевые детали с помощью сварки. Соединение на болтах будет ненадёжным для этого металла. Из-за этого большую популярность получила холодная сварка для алюминия.

Высокотехнологичное соединение алюминия клеем «Холодная сварка»
Холодная сварка алюминия представляет собой соединение деталей с помощью специальной клеевой смеси. Благодаря ей, получается надёжное соединение без нагревания металла.
В качестве связывающей смеси выступает эпоксидный компаунд. Он представляет собой густую массу, по консистенции напоминающую мастику. Холодная сварка для алюминия состоит из эпоксидной смолы насыщенной металлическим порошком. Благодаря его содержанию в смоле, увеличивается показатель прочности затвердевшего состава. Склеенное место может быть прочнее, чем сам материал.
Помимо основного компонента (эпоксидной смолы) в упаковке есть второй компонент. Это специальный отвердитель, который при перемешивании с “эпоксидкой” вступает в реакцию и состав начинает застывать. В промежуток времени от 10 до 30 минут, мастер должен успеть нанести смолу на детали и соединить их. Далее нужно прижать отдельные детали вместе на 15-20 минут (в некоторых клеях время фиксации для отвердевания доходит до 40 минут).
Совет! Приступать к дальнейшим работам желательно через 2-3 часа после нанесения клеящей смеси. Полного застывания эпоксидной смолы нужно ждать как правило, не меньше суток.
Важно помнить о том, что как высокотемпературная так и холодная сварка это вредные процессы, которые требуют индивидуальной защиты человеческого организма. При взаимодействии с клеями, нужно чтобы помещение хорошо проветривалось, рядом не было открытого огня. Для защиты органов дыхания следует одевать респиратор. Чтобы не получить раздражение слизистой оболочки глаза, желательно одевать защитные очки. При проглатывании эпоксидной смолы, необходимо немедленно отправиться в больницу.
У клеевых смесей есть ряд серьёзных преимуществ:
- Не требуется покупать дополнительное оборудование и искать точки подключения к сети.
- С эпоксидной смолой сможет работать любой человек без каких-либо навыков. На упаковках указывается пошаговая инструкция. Этого нельзя сказать про сварку с помощью электрооборудования.
- Отвердевший клей образует прочный шов, который немногим уступает сварочным соединениям.
- Затвердевшие составы устойчивы к коррозийным процессам, воздействию влаги, масел и топлива.
- Спустя 20-60 минут получается прочное соединение.
- Холодная сварка считается экономичным вариантом для починки разнообразной техники.
При использовании сварочных автоматов, соединяемый металл подвергается воздействию высоких температур и сильной деформации. Этих недостатков лишена холодная сварка. Однако, клей нельзя использовать при починке сосудов с высоким давлением и емкостей, которые часто подвергаются смене окружающей среды (влажность, температура).
Холодная сварка ASTROhim для алюминия, серия Total Bond
ASTROhim – холодная сварка для алюминия. Используется для проведения различных видов ремонтных работ. Помимо алюминия, этот состав эффективно соединяет деревянные, стальные и керамические детали в разных комбинациях.
Этапы выполнения работ с помощью холодной сварки ASTROhim:
- Очистить рабочие поверхности от грязи, пыли. Ржавчину снять с помощью наждачной бумаги, обезжирить и просушить.
- Далее нужно смочить руки под проточной водой, отрезать часть эпоксидного стержня, смешать его с отвердителем и разомнуть в ладонях.
- Нанести готовый состав на склеиваемые поверхности. Прижать их на 15 минут.
Если нужно восстановить резьбу, нужно намазать готовую смесь на старую часть резьбы, и вкрутить болт. Через 20 минут нужно выкрутить болт. Использовать готовую резьбу можно через 90 минут.
Характеристики:
- Жизнеспособность смеси после смешивания компонентов – 7 минут. Температура в помещении должна быть около +20° С.
- Время схватывания – 20 минут.
- Проводить другие работы можно через 1,5 часа.
- Сохраняет свои свойства при температуре от -60 и до +150° С.
Отвердевает клей быстрее при нагревании и медленнее при снижении температуры.

В этой серии выпускается «Холодная сварка ASTROhim термостойкая» — высокотемпературная холодная сварка для алюминия, силумина. Надежно ремонтирует детали из других цветных и черных металлов, также керамики, рабочая температура от -60° С до +250° С.
Герметик (холодная сварка) Анлес Унипласт-универсал 20гр алюминий
Эпоксипластилин, суперкомпаунд. Анлес Унипласт-универсал – представляет собой холодную сварку на основе алюминия. Используется для скрепления заготовок из различных металлов (цветных и черных), восстановления резьбы, ремонта сантехнических труб и емкостей для хранения топлива. Это двухкомпонентный состав, который состоит из отвердителя и эпоксидной смолы. Основа дополнительно усиливается алюминиевой или бронзовой пылью.
Этапы работы с Анлес Унипласт-универсал:
- Рабочая поверхность очищается от грязи и ржавчины. Обрабатывается наждачной бумагой. Затем поверхность обезжиривается и просушивается.
- Отвердитель и основу нужно отрезать в равных частях, перемешать до получения однородной массы и нанести на склеиваемые детали.
- Зафиксировать место склейки с помощью жгута или положить под груз.
Продолжать работы рекомендуется спустя 24 часа. Имеет высокие электроизоляционные свойства.
Характеристики:
- Жизнеспособность готового состава – около 25 минут. Температура +20° С.
- Максимальная прочность соединения наступает спустя сутки.
- Холодная сварка устойчива к длительному воздействию воды, бензина и масел.
- Выдерживает температуры от -40 и до +120° С.
Работать с этим клеем нужно в хорошо проветриваемом помещении и вдали от источников огня.
Weicon Repair Stick ST Aluminium. Ремонтный стержень
Weicon Repair Stick ST Aluminium – представляет собой ремонтный стержень, который используется для починки сантехнических труб, исправления визуальных повреждений на обшивке судов, лодок, автомобилей и оконных рам. Стержень состоит из эпоксидной смолы с медным наполнителем. Относится к ремонтным стикам.
Этапы работы с холодной сваркой Weicon Repair Stick ST Aluminium:
- Поверхность соединяемых деталей очищается от грязи, обрабатывается наждачной бумагой, обезжиривается.
- С помощью канцелярского ножа нужно отрезать от стержня требуемую часть, смочить руки и разомнуть в пальцах клей.
- Нанести на сломанную часть и прижать на 20 минут.
Желательно продолжать работы со склеенным изделием спустя сутки.
Характеристики:
- При 20 градусах, жизнеспособность состава – 4 мин.
- Устойчивость к температурам от -50 до +120° С.
- Полное время отвердевания – 24 часа.
Работать с клеящим составом можно от +10 до +35° С.
Сварка холодная «Быстрая сталь» METALFIX LAVR 60гр
«Быстрая сталь» METALFIX LAVR – двухкомпонентная смесь, которую используют для соединения черных и цветных металлов, бетона, дерева, пластика, гранита и различных полимерных материалов. Также эту холодную сварку используют для починки сантехнических труб, ремонта автомобилей и промышленного оборудования.

Применение:
- Поверхности склеиваемых деталей очищаются от слоя пыли и ржавчины. Далее она обрабатывается с помощью крупнозернистой «наждачки».
- Нужно обезжирить поверхности и высушить.
- Отрезать часть эпоксидной смолы и тщательно размять её в ладонях.
- Нанести смесь на склеиваемые поверхности, растереть её до нужной формы любым плоским предметом.
Чтобы продолжать работы, нужно выждать всего 1,5 часа. Не уступает по прочности сварному шву. Устраняет течи бензобаков, радиаторов, картеров двигателя и коробки передач.
Характеристики:
- Частично схватывается клей за 15 минут.
- Устойчив к длительному воздействию влаги и масел.
- Полное отвердевание достигается спустя сутки.
- Выдерживает температуры от -60 до +150° С.
- Желательно успеть нанести холодную сварку за 10 минут.
Aluminium Putty F (Devcon F), металлополимер наполненный алюминием
Aluminium Putty F (Devcon F) – двухкомпонентный состав, который насыщен алюминиевым порошком. Используется для соединения цветных металлов, а также пластика и бетона. С помощью этой холодной сварки можно создавать алюминиевые поверхности, которые устойчивы к воздействию коррозийных процессов.
Применение:
- Изначально поверхности склеиваемых деталей очищаются от краски, грязи и ржавчины. Остатки масла и жира нужно удалить с помощью растворителя. При работе с изделиями из алюминия, нужно зачищать его перед нанесением холодной сварки.
- Если работы проводятся при температуре менее +10° С, поверхности разогреваются до +40° С.
- На плоской дощечке смешивается основа и отвердитель с помощью шпателя. Им же готовый клей наносится на детали.
- Готовое изделие обрабатывать мокрой шкуркой.
При нанесении клея, нужно вдавливать его в пустоты и трещины материала. Холодную сварку этого типа можно использовать для починки емкостей, в которых будет содержаться бензин или масло.
Характеристики:
- Начинать механические работы со склеенным изделием после отверждения не ранее чем через 4 часа. Через 16 часов при комнатной температуре достигает 75% полной готовности к использованию.
- Устойчив к коррозийным процессам. Защищает металл.
- При полной готовности сохраняет свои свойства при температуре до +120° С.
- Наносить клей можно в течении 60 минут.
Компаунды Devcon F имеют химстойкость к воде, растворам солей, бензину, нефтепродуктам, маслу и пропиленгликолю. Не подходит для длительного контакта с концентрированными кислотами и органическими растворителями.
Холодная сварка — эпоксидный многоцелевой компаунд Permatex GOLD WELD
«Permatex GOLD WELD» — многоцелевой компаунд, смесь на основе “эпоксидки”. Применяется для соединения различных металлов, пластика, керамических изделий, стекла, дерева, резины и различных полимеров. Наносится с помощью тюбика. Процесс применения похож на нанесение клея-момента. Рекомендуется для жесткого соединения и заливки форм.
Характеристика:
- Отвердевший состав устойчив к разрушительному воздействию щелочей и кислот.
- Не поддаётся коррозийным процессам.
- Застывает за 4 минуты. Время частичного отверждения – 10 минут.
- В готовом изделии кратковременно выдерживает температуру до +177° С.
Эта холодная сварка устойчива к физическим воздействиям и вибрациям. Благодаря этому её используют для починки промышленного оборудования. Основное применение: алюминий, сталь, латунь, бронза и медь. Продукт устойчив к воздействию большинства автомобильных, промышленных и очищающих жидкостей.
Сварка деформацией особенности технологии
Когда алюминиевые заготовки соединяются при комнатной температуре, этот способ называется “холодная сварка”. Помимо использования клеевых составов, которые были описаны выше, существуют принцип деформации. Заключается эта технология в нескольких ключевых этапах:
- Алюминиевые поверхности изначально обезжириваются.
- Далее заготовки сближаются как можно ближе и сдавливаются под воздействием давления.
В во время процесса сдавливания, разрушается внешний окисленный слой. Между кристаллическими решётками металла образуются межмолекулярные связи. Таким образом получается надёжное соединение.

Гидравлический станок для холодной сварки алюминия и меди
С помощью этой технологии можно скреплять другие цветные металлы. Давление может подаваться равномерно или добавляться вибрация. По технологии деформации можно выделить три метода соединения, о которых подробнее будет описано ниже.
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.
Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Точечная технология
С помощью этого метода холодной сварки алюминиевые листы могут соединятся внахлёст. Считается наиболее популярной технологией из трёх представленных. Процесс скрепления:
- Детали кладутся друг на друга и прижимаются с двух сторон специальными зажимами.
- С определённым интервалом располагаются пуансоны, на которые и будет передаваться точенное давление.
- На пуансоны передаётся усилие, которое вдавливает их в металл.
Прочность соединения будет зависеть от того, насколько сильно вдавливается пуансон в металл и из какого материала изготовлены эти точечные элементы. Также важным моментом считается количество точек в соединительной линии.
Главное преимущество точечной холодной сварки – малая деформация детали. Она происходит только в точках соприкосновения элементов через которые на алюминий передаётся давление.
Шовный способ
Эффективная методика холодной сварки, которая подразумевает создание сплошного шва с помощью специального оборудования.
Она представляет собой два ролика, между которыми закрепляются детали. Ролики располагаются параллельно друг друга. На их рабочей части закрепляются пуансоны или специальное кольцо. Эти элементы и формируют стыковочный шов. Разделить шовную сварку можно на два вида:
- Односторонняя – вращается один ролик, другой прочно зафиксирован в одном положении.
- Двухсторонняя – два ролика приводятся в движение с помощью электродвигателей.
Процесс скрепления металлических листов:
- Зона которая будет скрепляться, изначально обезжиривается и очищается от грязи с ржавчиной.
- Детали прижимаются между роликами.
- После запуска двигателя, они начинают вращаться и прогоняют детали через рабочую часть. Так получается ровный однородный шов.
Металлурги часто соединяют таким образом большие листы алюминия и других цветных металлов. Однако, нужно помнить о том, что сплошные швы снижают прочность общей детали. Из-за этого шовная методика была со временем модернизирована. В процессе развития технологий появился метод шовно-точечного соединения. Он подразумевает под собой установку на ролики пуансонов, которые делают шов разбитым на множество точек. Таким образом он получается гораздо прочнее.
Заключение и выводы
Холодная сварка позволяет соединять различные материалы без применения дополнительного оборудования и обучения специальным навыкам. Эпоксидная смола расходуется экономично, а после высыхания образует прочный шов, который не уступает основному материалу в надёжности. Нужно понимать, что есть недорогие и малозатратные варианты соединения алюминия в домашних условиях.
Если говорить про алюминий, то не только холодной и горячей сваркой можно достичь прочного скрепления. Для этого можно применять три варианта технологии деформации. Такими методами соединяются и другие цветные металлы. Но этот вариант дорогостоящий, требующий высокой квалификации и на практике не часто имеет превосходство над клеевой холодной сваркой по алюминию.
Как видите — выбор большой, остающийся за умельцами, исходя из конкретной ситуации, зависящий от знаний, искусности, технических средств, временных и финансовых затрат.
Ремонт корпуса дюралевой лодки своими руками
Надежность и долговечность дюралевого корпуса лодки во многом зависят оттого, насколько тщательно проводится ежегодный весенний ремонт. Чтобы обнаружить все большие и малые дефекты, необходимо тщательно очистить корпус снаружи и изнутри. Пыль удаляется волосяной щеткой, пятна масла — ветошью, смоченной в бензине. После этого корпус лодки промывают теплой мыльной водой, затем чистой водой, протирают и сушат.
Чаще всего владельцу дюралевой лодки приходится иметь дело с такими повреждениями корпуса, как коррозия материала, разрушение лакокрасочного покрытия, механические повреждения (пробоины, сломы, трещины) обшивки и деталей набора, ослабление заклепочных и болтовых соединений. Кроме этого много неприятностей доставляет истирание (износ при трении) киля и по скулам — здесь защитные покрытия и обшивка быстрее всего изнашиваются при эксплуатации.
Большинство из перечисленных повреждений можно исправить холодным способом — без термообработки деталей корпуса, целью которой является придание необходимой пластичности металлу для изгиба деталей. Если такая обработка все же необходима, то нужно учитывать, что дюралюминий приобретает пластичность, достаточную для отгиба фланца, выравнивания отогнутых краев листа в пробоине или согнутых угольников набора после нагревания до 600 — 700°. Для того, чтобы определить данную температуру, пользуются простым способом: натирают обрабатываемую деталь с обратной стороны мылом; момент, когда мыло почернеет, и определяет отпуск дюраля. Прежние свойства металл восстанавливает примерно через час после остывания на воздухе. В любом случае процесс замены поврежденных деталей следует проводить постепенно — по одной и осторожно, чтобы ремонтируемый корпус не потерял жесткости.
Удаление заклёпок, обрубая головки зубилом-недопустиммо, так как при этом неизбежны повреждения краев отверстий, образуются трещины и надрывы. Заклепки рекомендуется высверливать
Удаление и замена клепок
Для этого сначала надо накернить центры на закладных головках, подставляя поддержку со стороны замыкающих головок. Затем сверлом, диаметр которого равен диаметру стержня заклепки, высверливается отверстие на глубину, равную высоте головки. После этого закладная головка легко отламывается, а оставшаяся часть заклепки выбивается бородком, диаметр которого должен соответствовать диаметру удаляемой заклепки.
После удаления снимаемых деталей внимательно осмотрите заклепочные отверстия, которые придется использовать повторно. Трещин и надрывов материала в зоне отверстий быть не должно. Во всех случаях рекомендуется при подготовке к присоединению новых деталей старые отверстия рассверлить под заклепки ближайшего большего диаметра.
Очень важно выявить и заменить все ослабевшие заклепки. Места появления течи по швам чаще всего обнаруживаются по появлению следов коррозии у заклепок. Иногда приходится специально проверять герметичность соединений керосином на мел (об этом будет сказано ниже). При легком постукивании молотком ослабевшие заклепки можно обнаружить по изменению звука — он становится глухим, дребезжащим. Как правило, отверстия под ослабевшими заклепками оказываются «разработанными», имеют овальную форму. Такие заклепки «подтянуть» не удается; их следует заменять заклепками большего диаметра с соответствующей рассверловкой старых отверстий. Заменяют также выпавшие и заклепки с головками, разъединенными до потайной части заподлицо с листом и с оголенной зенковкой листа. Чаще всего повреждаются заклепки вблизи транца от вибрации работающего мотора и в средней части днища, которая принимает на себя удары при ходе на волнении.
Устранение трещин и пробоин
При обнаружении трещины на листе необходимо, во-первых, ограничить ее дальнейшее распространение, просверлив по обоим концам отверстия 02,5—3,0 мм, и, во-вторых, поставить усиливающую накладку изнутри корпуса
Накладка по площади должна перекрывать трещину со всех сторон примерно на 25 мм; материал и толщина накладки должны быть такими же, как и на ремонтируемой обшивке (рис. 7).
Рис. 7. Ремонт трещины в узле соединения борта с палубой (а) и в листе обшивки (б). 1 — лист обшивки; 2 — накладка; 3 — лист палубы; 4 — заклепка 03; 5 — уплотнительная лента; б — заклепка Ø4.
Устранение трещин и пробоин
С кромки вырезанной накладки снимите заусенцы и фаску, разметьте и просверлите отверстия под заклепки. Временно поставив накладку на место, просверлите через нее отверстия в обшивке, снимите накладку, соприкасающиеся поверхности очистите от стружки и заусенцев, обезжирьте ацетоном или сольвентом. Под накладку необходимо положить уплотнительную ленту или промазать место полиуретановым герметиком.
Заделка небольших (диаметром не более 60-70 мм) пробоин начинается с удаления поврежденного участка листа. Для упрощения разметки вырезу обычно придают правильную форму круга. Диаметр накладки, которая устанавливается изнутри корпуса, должен быть больше диаметра выреза на 50-60 мм, чтобы обеспечить по всему периметру перекрой, необходимый для клепки двухрядным шахматным швом с шагом заклепок 15-20 мм.
В вырез заподлицо с обшивкой ставится круглая заделка-вкладыш так, чтобы зазор между вкладышем и кромкой выреза не превышал 1 мм. Вкладыш проклёпывается с накладкой однорядным швом шагом 20 мм (рис. 8).
Рис. 8. Ремонт мелких пробоин.
1-обшивка; 2 — накладка; 3 — уплотнительная лента; 4 — заклепка 03 крепления вкладыша; 5 — заклепка 04 крепления накладки; 6 — вкладыш
Более крупные пробоины заделываются аналогично, но накладку изнутри корпуса делают не сплошной, а кольцевидной с внутренним диаметром на 50-60 мм меньше диаметра вкладыша (рис. 9).
Рис. 9. Ремонт более крупной пробоины.
1 — лист обшивки; 2 — кольцевая накладка; 3 — уплотнительная лента; 4 — вкладыш; 5,6 — заклепка.
Чтобы не портить внешний вид лодки, клепку всех накладок и заделок рекомендуется выполнять (если позволяют толщины листов) заклепками с потайными головками.
Устранение повреждений обшивки лодки
При значительных повреждениях обшивки лодки приходится заменять весь лист или большую его часть. При замене части листа дополнительные стыки лучше располагать на шпангоутах. Величину перекроя и все остальные элементы соединения нужно делать такими же, как и на ближайшем стыке. Сняв старый лист, нужно промыть бензином прилегающие к обшивке полки набора, удалить коррозию, а зачищенные места — загрунтовать и окрасить
Новый лист накладывается снаружи на корпус лодки и причерчивается по месту, обрезается в чистый размер; если нужно, выколачиванием ему придается необходимая форма. Временно лист к набору крепят «сборочными» болтами через 200-300 мм; диаметр отверстий под них обычно делают меньше диаметра заклепок. При необходимости между набором и листом прокладывают выравнивающие прокладки — полоски из дюраля Д16АТ (предварительно загрунтованные). По окончании пригонки в листе сверлятся полномерные отверстия под заклепки, затем лист снимается, а соприкасающиеся поверхности очищаются и обезжириваются.
По всем соединениям прокладывается уплотнительная лента, лист ставится на место и плотно обжимается по набору болтами. Для уплотнения полученного соединения можно применять тиокиловый или полиуретановый герметик.
При ремонте корпуса не из дюраля, а из алюминиево-магниевого сплава надо применять заклепки из Амг-5П.
Рекомендации по клепке деталей
Ниже приведены некоторые рекомендации по клепке деталей Различной толщины и испытывающие неравномерные нагрузки.
Для уточнения нужного диаметра заклепок можно руководствоваться данными табл. 6.
Таблица б. Подбор диаметра заклепки в зависимости от толщины соединяемых деталей
Толщина пакета S, мм | d, мм |
1,6 | 2,6-3,0 |
Примечание. Практически вместо заклепок d=3,5 обычно применяют d=4 | |
Если прочность какого-либо узла проверяется расчетом, надо считать, что при использовании материала Д18 усилие среза заклепки диаметром 3 мм равно 134 кг, a диаметром 4 мм — 239 кг.
Шаг по водонепроницаемым соединениям берется равным: по однорядным швам 3-4d; по двухрядным швам 6-7d в шахматном порядке.
Длина стержня заклепки при соединении деталей (двух толщин) определяется по формуле: 1 = S + l,5d.
Клепку по соединениям набора и узлов оборудования рекомендуется производить заклепками с полукруглой закладной головкой. Для уменьшения сопротивления движению днищевую обшивку в кормовой части лодки (глиссирующую площадку) лучше клепать заклепками с потайной головкой с наружной стороны; остальную часть обшивки днищам борта и палубу можно клепать заклепками с плосковыпуклыми полупотайными головками.
Перед сверловкой отверстий под клепку листы обшивки надо тщательно «обжать» — подтянуть к набору болтами. для обеспечения прочности и герметичности диаметр сверла при подготовке отверстий надо брать на 0,1 мм больше, чем диаметр заклепки. На отверстиях под заклепки не должно быть граней, рваных кромок и трещин. Гнезда под закладные головки потайных и полупотайных заклепок зенкуют на угол 90°. Глубина гнезд для потайной закладной головки при обратном способе клепки должна быть на 0,1 мм меньше высоты головки заклепки, а при прямом способе — равна высоте головки.
Клепка корпуса лодки
При клепке корпуса лодки чаще всего применяется так называемый обратный способ, при котором удары наносятся снаружи корпуса (ясно, что это удобнее, чем изнутри) по закладной головке (если она не плоская, то через обжимку с лункой по форме головки).
Формируемая головка образуется при этом внутри корпуса за счет расплющивания конца стержня заклепки на массивной поддержке. Форму и размеры поддержки необходимо выбирать по месту — в зависимости от удобства подхода к разбиваемому стержню заклепки.
Обычно при работе используют следующие инструменты: оправку 1 (рис.10) — заточенный на конус стальной стержень, с помощью которого совмещают отверстия под заклепки при сборке деталей; поддержку 2 — массивный стальной или чугунный стержень, служащий для прижатия закладной головки в процессе клепки прямым способом и обсадку 3 — стальной стержень с отверстием (в торце по центру), диаметр которого на 0,5-1,0 мм больше диаметра заклепки; употребляется для уплотнения соединяемых деталей вокруг стержня заклепки 4.
Рис. 10. Использование инструмента при клепке, а — вырывнивание отверстий в листах; б — осадка листов; в — формирование головки.
На рис. 11 показан эскиз довольно удобной поддержки для работы внутри корпуса лодки.
Рис. 11. Эскиз поддержки.
При соединении деталей шпангоутных рамок или иных предварительно изготовляемых узлов удобнее применять прямой способ клепки, когда удары наносятся по расклепываемому концу стержня заклепки. Если при проверке качества швов простукиванием или осмотром замечены дребезжащие, плохо поставленные заклепки, их необходимо заменить на заклепки большего диаметра. На полках шпангоутов одиночные вмятины и забоины глубиной менее 5 мм при отсутствии трещин можно не выправлять вообще. Иногда вместо правки или замены шпангоута целесообразно ограничиться дублированием — установкой накладки из отрезка подходящего профиля. Небольшие — длиной до 5 мм поверхностные (несквозные) трещины, в крайнем случае, можно локализовать, как это рекомендовалось выше. Участки с явными сквозными трещинами обязательно следует или удалять, или дублировать усиливающими накладками.
Трещины и местные повреждения в одной из полок стрингера ремонтируются также как и на шпангоутах. При разрушении стрингера на сравнительно большой длине следует вырезать и заменять поврежденный участок новым профилем. Новый отрезок — вкладыш — подгоняется к обоим концам остающихся частей стрингера как можно более плотно (зазор не должен превышать 0,2 мм) и соединяется с ними при помощи стыковых накладок-коротышей (рис. 12).
Рис. 12. Ремонт набора — соединение вкладыша с оставшейся частью набора. 1 — обшивка; 2 — основной стрингер; 3 — вкладыш; 4 — коротыш-накладка; 5 — заклепка Ø4, шаг 20; 6 — заклепки по старым отверстиям.
После выполнения ремонта во всех случаях необходимо проверить качество произведенной клепки. Соединяемые детали должны плотно прилегать одна к другой. Головки заклепок должны быть плотно подтянуты к материалу без забоин и «утяжки». Минимальное расстояние от края детали до центра заклепки должно быть не менее 1,7 диаметра ее стержня.
Для того, чтобы убедиться в герметичности корпуса лодки рекомендуется налить в него воды (немного выше уровня скулы) или провести испытание непроницаемости швов при помощи керосина. Кромки листов и головки заклепок снаружи промазываются меловым раствором, а после его высыхания соединение изнутри корпуса смачивают керосином. В случае протечки на меловом покрытии выступают пятна керосина. Заканчивается ремонт корпуса лодки восстановлением защитного лакокрасочного покрытия.
Подгонянные
регулируемые поляки дюралюминия для шатра
двойника шатров алюминиевогоИндивидуальные регулируемые дюралюминиевые опоры для палаток алюминиевый двойной тент
Описание продукта
| Название продукта | Алюминиевый столб для палатки |
| Материал | Алюминиевый сплав |
| Al (мин.) | 99,7% |
| Марка | Сплав 7001,7005,7075 |
| Форма | Круглый |
| Сплав или нет | Сплав |
| Цвет | черный, серебристый, синий, золотой, красный, зеленый и т. Д. |
| Принадлежности | Возможен индивидуальный логотип / заглушка / вставка |
| Допуск | ± 3% |
| Заявка | Палатка для кемпинга / палки для ходьбы / палки для походов / палки для треккинга / палка для селфи |
| Обработка поверхности | Финишная обработка, пескоструйная очистка, анодирование, текстура древесины, электрофорезная окраска, механическое покрытие |
| Толщина защитного покрытия | 60-120 мкм |
| Толщина анодирования | 8-25 мкм |
| Сертификаты | ISO, CE, SGS |
| Стандарты | ГБ / т |
Какой размер обеспечивает NanSen (механические свойства):
| Марка | снаружи Диаметр | Стена Толщина | Длина | Растяжение Сила | Урожайность Прочность | Относительное удлинение (%) | Твердость (Rm / МПа) | Темпер |
Сплав 7001 7005 7075 | 6,9 | 0,72 | <6M | 600-680 | 600-640 | 5-8 | > 140 | Т3-Т8 |
| 7,9 | 0.72 | <6M | 600-680 | 600-640 | 5-8 | > 140 | Т3-Т8 | |
| 8,5 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 9,02 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 9.5 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 10,2 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 11,0 | 0,75 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 12.0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 13,0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 14,0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 16.0 | 1,0–1,2 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 18,0 | 1,0–1,2 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 19,0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 20.0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 22,0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 35,0 | 1,5–2,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 |
Химический состав (%) Макс.
Технологии
Щелкните для получения дополнительной информации.
КАК СДЕЛАТЬ СТОЙКУ:
Есть 2 типа полюсов:
(1) Стойки со вставками — вставка представляет собой трубу (или втулку), приваренную к одному полому концу секции тентовой опоры и выступающей примерно на 3 дюйма. Эта вставка позволяет ставить одну секцию поверх другой.
(2) Опоры без вставок — это полые опоры (секции) без вставок.
На фото выше показаны оба типа секций тентовых опор: две секции слева — секции со вставкой. Последний раздел справа — это раздел без вставки. Использование вехи без вставки на конце дает вам полый конец как с правой, так и с левой стороны длинной стойки для вставки привязанных кончиков.
Сделать столбы очень просто :
Шаг № 1 Разложите полюса в нужном вам порядке.(при необходимости отрежьте их до нужной длины, используя ножовку или, еще лучше, труборез — довольно недорого в Home Depot, Lowes или Harbor Freight и т. д.)
Шаг № 2 Свяжите один из кончиков на одном свободном конце шнура амортизатора и вставьте его в один из полых концов полюсных секций. Проденьте шнур амортизатора через каждую полюсную секцию.
Шаг № 3 Другой конец привяжите к шнуру амортизатора. Натяжение будет варьироваться, но, как правило, не натягивайте шнур слишком сильно — если вы это сделаете, когда вы сломаете шесты, они захотят мгновенно вернуться в форму, и их будет трудно упаковать.
Как соединить полюса шнура вместе без использования концевых наконечников (например, система кольца и штифта):
Для вашей системы колец и штифтов лучший способ скрепить стойки амортизаторами вместе — это привязать амортизатор к небольшой шайбе, которая немного меньше внутреннего диаметра стойки палатки. Когда шайба вдавливается в штангу, вставка на первой штанге не дает ей пройти. Затем вы можете пропустить шнур через остальные шесты, убедившись, что один шест без вставки в центре или в вашей цепочке шестов.На противоположном конце секций полюса вы снова привязываете другую шайбу к шнуру амортизатора и позволяете ему подниматься внутри стойки (обратите внимание, что вы не сможете регулировать натяжение шнура после того, как это будет сделано, так как узел и шайба будут внутри полюс). Этот метод позволяет вам соединить все полюса вместе и иметь полый конец на каждом конце, чтобы секции полюса поместились в ваше кольцо и штифт внизу. У нас есть отдельные вставки, которые подходят к стойкам. Это позволит вам приклеить эти дополнительные вставки к полым концам шестов, чтобы обеспечить более структурную поддержку стержня.
ЗАЯВКА
Палаточные столбы для кемпинга Применение:
Nansen Industries имеет опыт производства алюминиевых бесшовных труб, используемых для палок для кемпинга, прогулочных палок для военных палаток / походных палок / треккинговых палок / палок для селфи и т. Д.
.дюралюминиевая трубка для палаток в хорошем качестве
Алюминиевый столб для палатки
Описание продукта
| Название продукта | Алюминиевый столб для палатки |
| Материал | Алюминиевый сплав |
| Al (мин.) | 99,7% |
| Марка | Сплав 7001,7005,7075 |
| Форма | Круглый |
| Сплав или нет | Сплав |
| Цвет | черный, серебристый, синий, золотой, красный, зеленый и т. Д. |
| Принадлежности | Возможен индивидуальный логотип / заглушка / вставка |
| Допуск | ± 3% |
| Заявка | Палатка для кемпинга / палки для ходьбы / палки для походов / палки для треккинга / палка для селфи |
| Обработка поверхности | Финишная обработка, пескоструйная очистка, анодирование, текстура древесины, электрофорезная окраска, механическое покрытие |
| Толщина защитного покрытия | 60-120 мкм |
| Толщина анодирования | 8-25 мкм |
| Сертификаты | ISO, CE, SGS |
| Стандарты | ГБ / т |
Какой размер обеспечивает NanSen (механические свойства):
| Марка | снаружи Диаметр | Стена Толщина | Длина | Растяжение Сила | Урожайность Прочность | Относительное удлинение (%) | Твердость (Rm / МПа) | Темпер |
Сплав 7001 7005 7075 | 6,9 | 0,72 | <6M | 600-680 | 600-640 | 5-8 | > 140 | Т3-Т8 |
| 7,9 | 0.72 | <6M | 600-680 | 600-640 | 5-8 | > 140 | Т3-Т8 | |
| 8,5 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 9,02 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 9.5 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 10,2 | 0,72 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 11,0 | 0,75 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 12.0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 13,0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 14,0 | 0,8–1,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 16.0 | 1,0–1,2 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 18,0 | 1,0–1,2 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 19,0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 20.0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 22,0 | 1,0–1,5 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 | |
| 35,0 | 1,5–2,0 | <6M | 600-680 | 600-620 | 5-8 | > 140 | Т3-Т8 |
Химический состав (%) Макс.
Производственная линия
Производственная линия завода алюминиевых опор для палаток:
Технологии
Щелкните для получения дополнительной информации.
КАК СДЕЛАТЬ СТОЙКУ:
Есть 2 типа полюсов:
(1) Стойки со вставками — вставка представляет собой трубу (или втулку), приваренную к одному полому концу секции тентовой опоры и выступающей примерно на 3 дюйма. Эта вставка позволяет ставить одну секцию поверх другой.
(2) Опоры без вставок — это полые опоры (секции) без вставок.
На фото выше показаны оба типа секций тентовых опор: две секции слева — секции со вставкой. Последний раздел справа — это раздел без вставки. Использование вехи без вставки на конце дает вам полый конец как с правой, так и с левой стороны длинной стойки для вставки привязанных кончиков.
Сделать столбы очень просто :
Шаг № 1 Разложите полюса в нужном вам порядке.(при необходимости отрежьте их до нужной длины, используя ножовку или, еще лучше, труборез — довольно недорого в Home Depot, Lowes или Harbor Freight и т. д.)
Шаг № 2 Свяжите один из кончиков на одном свободном конце шнура амортизатора и вставьте его в один из полых концов полюсных секций. Проденьте шнур амортизатора через каждую полюсную секцию.
Шаг № 3 Другой конец привяжите к шнуру амортизатора. Натяжение будет варьироваться, но, как правило, не натягивайте шнур слишком сильно — если вы это сделаете, когда вы сломаете шесты, они захотят мгновенно вернуться в форму, и их будет трудно упаковать.
Как соединить полюса шнура вместе без использования концевых наконечников (например, система кольца и штифта):
Для вашей системы колец и штифтов лучший способ соединить стойки амортизаторами вместе — это привязать амортизатор к маленькой шайбе, которая немного меньше внутреннего диаметра стойки палатки. Когда шайба вдавливается в штангу, вставка на первой штанге не дает ей пройти. Затем вы можете пропустить шнур через остальные шесты, убедившись, что один шест без вставки в центре или в вашей цепочке шестов.На противоположном конце секций полюса вы снова привязываете другую шайбу к шнуру амортизатора и позволяете ему подниматься внутри стойки (обратите внимание, что вы не сможете регулировать натяжение шнура после того, как это будет сделано, так как узел и шайба будут внутри полюс). Этот метод позволяет вам соединить все полюса вместе и иметь полый конец на каждом конце, чтобы секции полюса поместились в ваше кольцо и штифт внизу. У нас есть отдельные вставки, которые подходят к стойкам. Это позволит вам приклеить эти дополнительные вставки к полым концам шестов, чтобы обеспечить более структурную поддержку стержня.
ЗАЯВКА
Палаточные столбы для кемпинга Применение:
Nansen Industries имеет опыт производства алюминиевых бесшовных труб, используемых для палок для кемпинга, прогулочных палок для военных палаток / походных палок / треккинговых палок / палок для селфи и т. Д.
Свяжитесь с нами:
г-жа Кейла
Shanghai Nansen Industry Co., Ltd.
Адрес: Район Пудун, Шанхай, Китай.
Тел .: 86-21-2024 9001
Wechat / what’app: 0086-138 1720 9443
Электронная почта: отдел продаж в nansencn. com
Веб-сайт: www.nansencn.com
.