Преимущества газовой сварки и недостатки газовой сварки
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
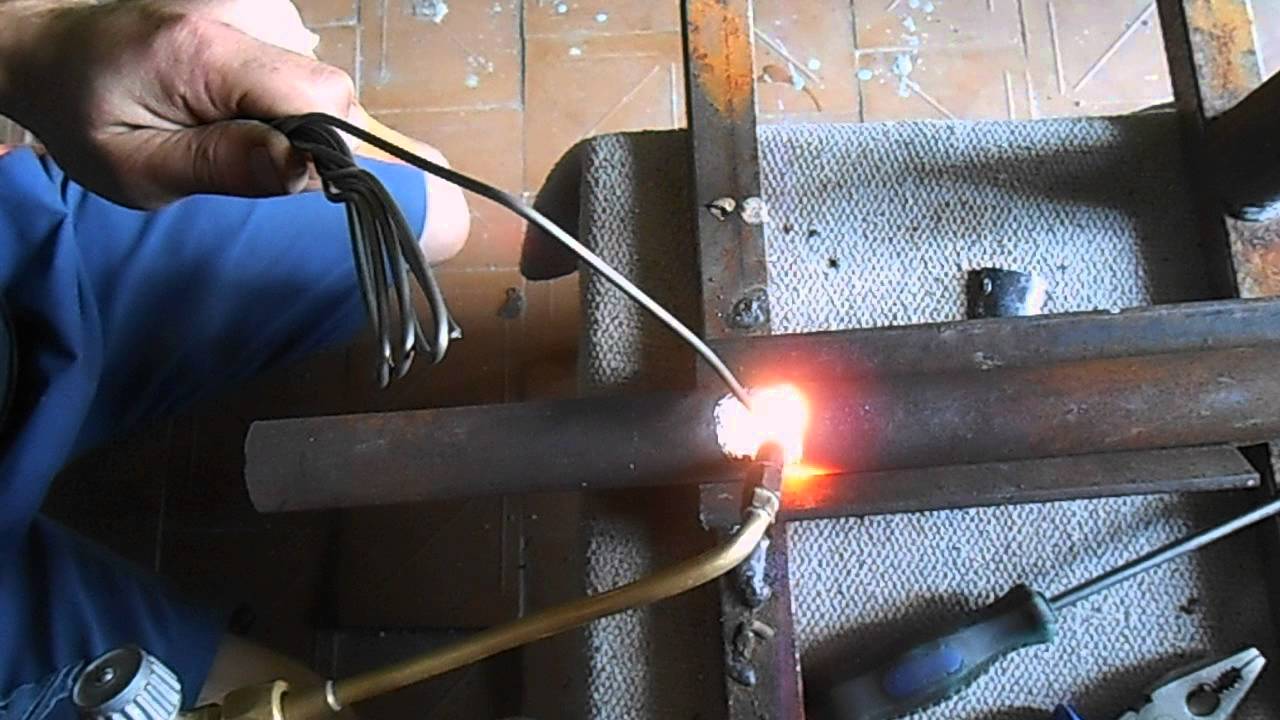
Преимущества газовой сварки- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы.
 Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки. - Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
 Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.На рисунках показаны баллоны используемые для газовой сварки.
Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
 Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Сварка водопроводных труб: виды и особенности работы
Содержание статьи:
Устранение причин аварий инженерных коммуникаций иногда требует быстрых решений, чтобы избежать серьезных угроз для строительных конструкций и безвозвратной потери материальных ценностей. Главное – не подвергать риску жизнь и здоровье людей. В ряде случаев отключить подачу воды не представляется возможным. Необходим экстренный ремонт трубопровода под рабочим давлением сети.
Виды сварки труб с водой
Хомут для пластиковой трубы
Доля трубопроводов с резьбовым соединением незначительна. В большинстве случаев стыки металлических элементов трассы выполнены сваркой. Порой случаются непредвиденные аварии, связанные с ошибками при монтаже, критической внешней нагрузкой на трубы. Возникают протечки, трещины.
Если участок, требующий ремонта, изготовлен из пластиковой трубы, устранить аварию можно либо хомутом, либо после полного отключения подачи воды. Температура, необходимая для сварки полимерных элементов, будет разрушительна для трассы, в которой находится вода под давлением. Полипропилен становится пластичным при 95-130° C, а сварку выполняют при более высоких значениях. Электромуфта имеет рабочий диапазон температур от 250 до 300° C.
Температура, необходимая для сварки полимерных элементов, будет разрушительна для трассы, в которой находится вода под давлением. Полипропилен становится пластичным при 95-130° C, а сварку выполняют при более высоких значениях. Электромуфта имеет рабочий диапазон температур от 250 до 300° C.
Металлические трубы ремонтировать можно. Квалифицированный сварщик обладает необходимым опытом, чтобы правильно заварить трубу с водой под рабочим давлением. Устранить течь можно следующими способами:
- Электродуговая сварка – оптимальный надежный способ устранения аварии.
- Газосварка – необходим генератор и баллон с кислородом. Прогреть металл в трубе с водой очень сложно, поэтому в ряде случаев от этого способа приходится отказываться;
- Холодная сварка – принцип заделки течи основан на затвердевании мягких активных веществ под действием небольших температур, воздуха, либо по прошествии необходимого времени. Холодная сварка подойдет для труб с горячей и холодной водой.

Электросварка – наиболее приемлемый вариант для качественного ремонта трубы с водой. Современные аппараты пользуются популярностью у домашних мастеров. При строительстве магистральных трубопроводов широко используется полуавтомат, для самостоятельной работы лучше приобрести компактный ручной электродуговой прибор. Сварочный инвертор доступен по цене, выполнить элементарные операции по хозяйству может любой желающий.
В экстренных случаях можно в качестве аварийной меры изготовить самодельный хомут, воспользоваться набором для холодной сварки. После этого в ближайшее время следует провести капитальный ремонт.
Особенности сварки водопроводной трубы
Для прочного надежного соединения необходимо оставлять зазор 1-2 мм, тогда расплавленный металл образует шов с обратным наплывом, края трубы равномерно на молекулярном уровне соединяются между собой. Зазор размером менее 1 мм с таким качеством соединить сложнее. Трубопровод сначала собирают, затем подключают воду.
Сварку магистральных трубопроводов делают электродуговыми аппаратами. Способ гарантированно выдерживает необходимый срок эксплуатации, если выполнены технологические условия. Диаметры труб менее 50 мм в разводке домов часто делаются газовым оборудованием. В условиях ограниченного пространства и недостатка квалификации исполнителей, обладающих навыками электросварщика, этот способ оказывается предпочтительнее.
При ремонте газовая сварка также применяется чаще. Однако при невозможности отключения подачи воды способ не используется. Температура свариваемого участка не успевает доходить до нужных значений. Вода охлаждает металл, надежного соединения не получится. Единственный вариант, когда пользуются этим методом не отключая магистральную подачу — если выше места протечки имеется внутренняя запорная арматура, позволяющая на этом участке сбросить давление. Если конструкция системы позволит образоваться воздушной пробке, есть шансы качественно сварить место свища.
Принципиальная разница газового и электродугового оборудования заключается в том, что во втором случае нет необходимости прогревать металл. Нужную температуру он набирает за доли секунды.
Опасность представляет горячий пар, выброс которого может привести к ожогам. Не рекомендуется заваривать трубу с горячей водой электросваркой. В случае прорыва последствия могут быть критическими. Работы выполняются в маске, перчатках, спецодежде. Повышенная влажность опасна рисками поражения электрическим током. Выполняя работу необходимо соблюдать технику безопасности при подключении к сети, размещении кабелей.
Ремонт протечек холодной сваркой
Холодная сварка для труб
На рынке и в специализированных магазинах продаются ремонтные наборы для домашнего и профессионального применения. По химическому составу эти препараты отличаются друг от друга, но характерная особенность заключается в способности застывать без использования дополнительного оборудования.
При ремонте протечек в системе с водой возникает серьезная проблема. Эластичность массы не дает возможности выдерживать ее указанное время на нужном участке. Струйка воды пробивает мягкий состав до того, как он отвердевает. В этом случае возможен вариант дополнительного укрепления в виде временного бандажа, хомута. После подготовки необходимой массы препарата его зажимают между трубой и армирующим элементом на время затвердения. Использовать можно заводской, самодельный хомут и прокладку, фиксирующую холодную сварку. Холодная сварка для бытовых водопроводных металлических труб, находящихся под давлением требует предельной аккуратности и точности.
Рекомендации производителей продуктов гарантируют устранение трещин и зазоров на трубах при отключенной подаче воды, поэтому при работе на участке с рабочим давлением необходима особая аккуратность, внимание и точность. В инструкции указано время отвердения. Выдерживать его необходимо неукоснительно. Полимеризация происходит от 10 мин до часа.
В инструкции указано время отвердения. Выдерживать его необходимо неукоснительно. Полимеризация происходит от 10 мин до часа.
Не рекомендуется подключать воду в зависимости от типа холодной сварки по прошествии 8-24 часов. Используя временный, хомут нельзя его убирать после полимеризации. Необходимо выдержать полное время, рекомендуемое производителем.
Особенности ручной дуговой сварки труб с водой
Удовлетворительно выполнить работу можно только четко понимая поставленную задачу. Прежде всего, необходимо произвести осмотр поврежденного участка. Опасности протечек подвержены больше сварные трубы, нежели цельнотянутые аналоги. На месте стыка образуется свищ в виде трещины. Для определения характера повреждения рекомендуется шкуркой пройти этот участок. Становится видно место свища, его размеры, форма.
Особая сложность в работе возникает, когда ремонт нужно производить в труднодоступном месте. Требуются навыки, знания специальных технологий сварки. Опытные мастера используют для облегчения работы зеркало и электрод, загнутый под небольшим углом. Специалист хорошо различает расплавленный металл и образующийся шлак. Неопытный исполнитель может не заметить нюансов, и качество шва будет недостаточным для длительной эксплуатации. Такой ремонт продержится год-два, затем труба даст течь. Доверять работу лучше специалисту.
Опытные мастера используют для облегчения работы зеркало и электрод, загнутый под небольшим углом. Специалист хорошо различает расплавленный металл и образующийся шлак. Неопытный исполнитель может не заметить нюансов, и качество шва будет недостаточным для длительной эксплуатации. Такой ремонт продержится год-два, затем труба даст течь. Доверять работу лучше специалисту.
Сварка труб считается сложной операцией. Квалификации мастера, работавшего только с конструкционным строительным прокатом может быть недостаточно. При давлении воды операция осложняется. Настоятельно рекомендуется проводить это мероприятие как временную меру.
ГОСТ не предусматривает сварочные работы под давлением. Операция предполагает экстренное устранение аварии. При первой возможности отключения подачи воды нужно провести капитальный ремонт, замену поврежденного участка.
Достоинства и недостатки газовой сварки
В своем первоначальном виде сварка существовала еще в Древнем Египте. С некоторой долей погрешности можно считать, что спаивать и сваривать металлы люди научились одновременно с освоением остальных методов обработки металлов. Естественно, эффективность методик сварки древних людей была очень далека от современных, но многие конструкции, сваренные много столетий назад, продолжают до сих пор служить креплениями для дворцов, храмов и других сооружений. К примеру, почти вся архитектура периода Возрождения держится именно на сварных конструкциях.
С некоторой долей погрешности можно считать, что спаивать и сваривать металлы люди научились одновременно с освоением остальных методов обработки металлов. Естественно, эффективность методик сварки древних людей была очень далека от современных, но многие конструкции, сваренные много столетий назад, продолжают до сих пор служить креплениями для дворцов, храмов и других сооружений. К примеру, почти вся архитектура периода Возрождения держится именно на сварных конструкциях.
Возможно, данный факт покажется удивительным, но первой была изобретена именно электросварка и уже потом французами был разработан аппарат для газовой сварки. В нем использовался кислород и ацетилен. В общем-то, принцип работы и конструкционные особенности аппарата не изменились даже в наши дни, но усовершенствования, конечно же, вносились.
Совершенствовались кислородные баки и баллоны, изменялась вспомогательная аппаратура, улучшались редукторы и прокладочные материалы.
Газовая сварка, также как и лазерная и электродуговая имеет свои преимущества и недостатки, которые обязательно следует знать и учитывать при выборе метода сварки. Поскольку в результате, нам ведь чрезвычайно важно высокое качество шва при минимальных затратах на выполнение работ.
Поскольку в результате, нам ведь чрезвычайно важно высокое качество шва при минимальных затратах на выполнение работ.
Достоинства газовой сварки:
- Сваривать можно где угодно, поскольку нет необходимости в дополнительном дорогом оборудовании и источниках энергии
- При помощи газовой сварки можно сваривать металлы с различными температурами плавления
- Свинец, чугун, латунь и медь лучше всего свариваются именно при помощи газовой сварки
- Если правильно подобрать вид и мощность пламени, а также хорошую присадочную проволоку, можно получить очень качественные и прочные швы
- Нагревание и остывание поверхностей происходит достаточно медленно. ,
Недостатки газовой сварки
- Очень большая зона нагрева, что может способствовать повреждению близлежащих к сварке неустойчивых компонентов.
- Чем толще металл, тем ниже производительность сварки (так сварка металла, толщина которого превышает пять миллиметров, абсолютно невыгодна).
- При сваривании металлов внахлест использовать газовую сварку не рекомендуют, поскольку в таком случае велика вероятность напряжения в металле, что может привести к разрушению и деформациям места спайки.
- При сварке используются очень опасные вещества, которые в сочетании с воздухом образуют взрывоопасные смеси (ацетилен, водород и пр.).

Электрическая и газовая сварка металлов: отличия и использование
Александр Гапонов
18:12, 11 Января 2019
2673
0
Сварка – это технологический процесс, во время которого получается неразрывное соединение разных элементов. Она чаще всего применяется в работе с металлами при строительстве, создании металлоконструкций. При этом края элементов расплавляются, после застывания получается тонкий и очень прочный шов, практически как у цельной конструкции. Как правило, используется электродуговая или газовая сварка, выполняемая с помощью ручного или автоматического оборудования. Сделать надёжное и красивое соединение непросто. Любое лишнее движение – и можно испортить работу. Поэтому лучше обращаться к специалистам. В Днепре заказать сварку можно в компании «Максима Металл Сервис». Узнайте цены на сварочные работы от профессионалов, обратившись к менеджерам организации.
Как правило, используется электродуговая или газовая сварка, выполняемая с помощью ручного или автоматического оборудования. Сделать надёжное и красивое соединение непросто. Любое лишнее движение – и можно испортить работу. Поэтому лучше обращаться к специалистам. В Днепре заказать сварку можно в компании «Максима Металл Сервис». Узнайте цены на сварочные работы от профессионалов, обратившись к менеджерам организации.
Особенности электродуговой сварки
Для нагрева и последующего расплавления металла используется свойство электродуги разогреваться до семи тысяч градусов. Для этого используется специальный аппарат, по которому электричество поступает в электрод. При его соприкосновении металлом детали возникает сварочный ток. Он расплавляет кромку элементов и электрод. Образуется сварочная «ванна» из расплавленного металла. Вещества основного элемента и электрода смешиваются, начинается подъём шлака, который создаёт защитную плёнку. После застывания «ванны» образуется сварной шов.
Для электродуговой сварки также используют не плавящиеся электроды, в этом случае применяют присадочные материалы: проволоку, прутки и прочее. Чтобы защитить металл от окисления, в процессе сваривания используют электросварочные аппараты, из головки которых подаётся защитный газ. Используются инертные химические элементы или не поддерживающие окисления соединения, например, углекислый газ. К преимуществам электродуговой сварки можно отнести:
- производительность, которая не зависит от толщины металла;
- скорость образования соединения;
- возможность нагревать небольшие участки деталей.
Работа сварочного аппарата полностью зависит от электричества, это можно отнести к недостаткам процесса. С помощью этого метода довольно сложно создать водо и воздухонепроницаемые швы. Качественный результат зависит от мастерства сварщика.
Характеристики газосварки
Для нагрева металла используется струя пламени, которая образуется при сгорании газа (бутана, пропана, метана). Он подаётся в горелку вместе с кислородом, что повышает температуру горения. При использовании ацетилена необходимость добавлять окислитель отпадает. Газосварочное оборудование не нуждается в электричестве, его можно перевозить даже в глухие уголки местности, но придётся позаботиться о защите от взрывов и довольно вместительном транспорте. Такой вид сварки имеет следующие особенности:
Он подаётся в горелку вместе с кислородом, что повышает температуру горения. При использовании ацетилена необходимость добавлять окислитель отпадает. Газосварочное оборудование не нуждается в электричестве, его можно перевозить даже в глухие уголки местности, но придётся позаботиться о защите от взрывов и довольно вместительном транспорте. Такой вид сварки имеет следующие особенности:
- нагреваются большие участки поверхности;
- температура поднимается постепенно;
- при сваривании массивных деталей падает производительность;
- быстро режет металл.
Газосварка подходит для полевых условий или когда есть проблемы с подачей электроэнергии высокой мощности: слабая проводка, ограничения на счётчике или автоматах.
Информация на правах рекламы
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла.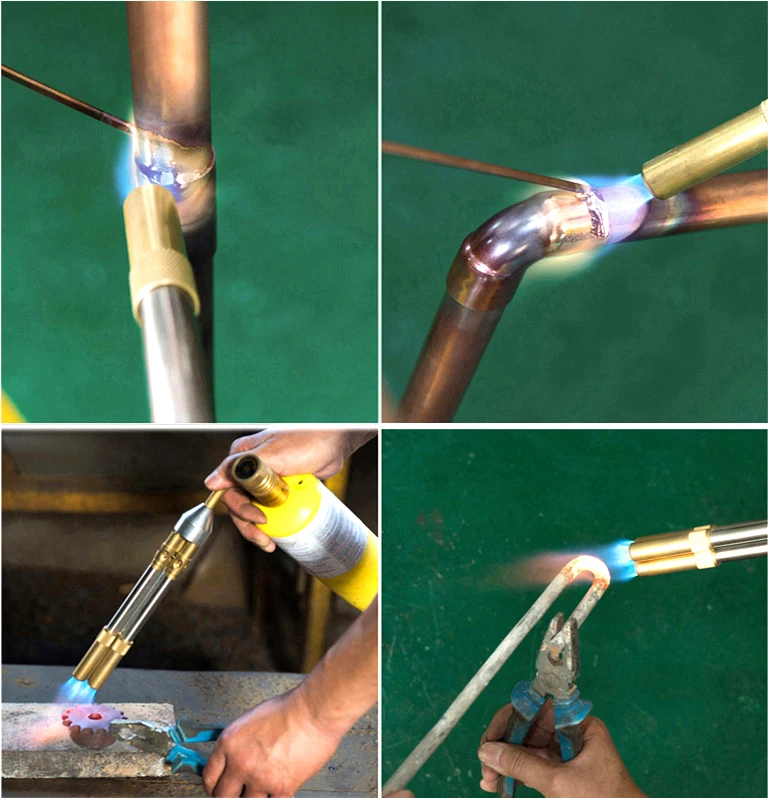 Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Содержание статьи
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный.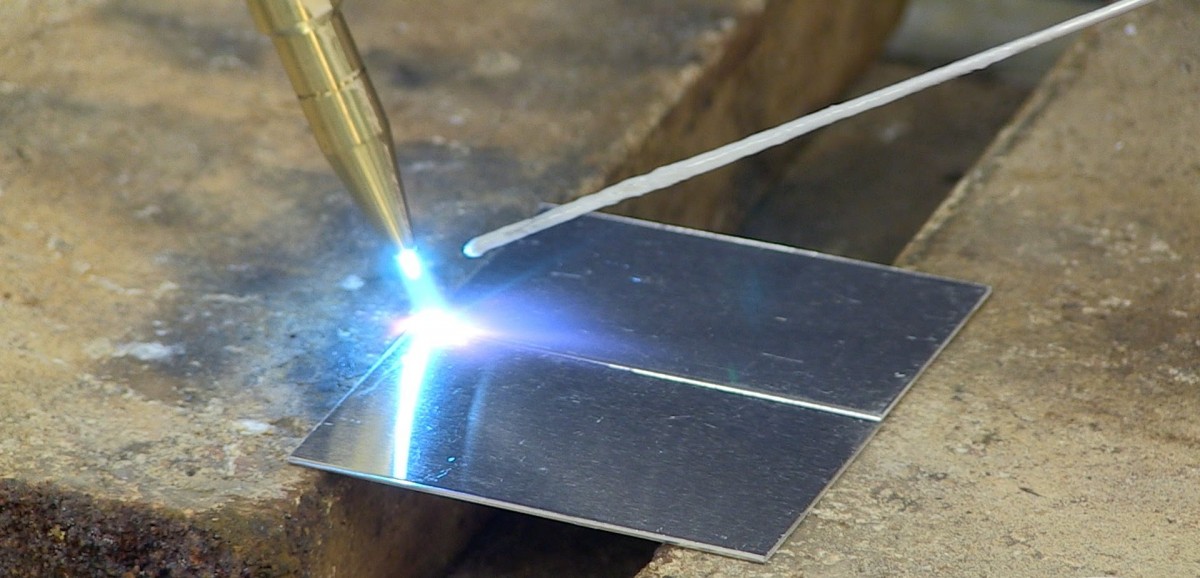 Также есть два сварочных кабеля:
Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
как научиться в домашних условиях сваривать металл
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Только практика позволит стать сварщиком высокого класса.
Что лучше — сварочный полуавтомат или инвертор для сварки | ММА сварка для начинающих
Что лучше: сварочный полуавтомат или инверторМногие начинающие сварщики задаются вопросом о том, чем отличается полуавтомат от сварочного инвертора, и что лучше. В отличие от сварочного инвертора, где сварка осуществляется штучным электродом с покрытием, для сварки полуавтоматом используется специальная проволока и газ.
Но это так, поверхностное рассмотрение различий полуавтомата и инвертора. Конечно же, и тот и другой вид сварочного оборудования, предназначен для выполнения совершенно разных работ и задач. Именно об этом и будет рассказано ниже, на сайте mmasvarka.ru.
Чем отличается сварочный инвертор от полуавтомата
Сварочный инвертор — это переносной аппарат для сварки постоянным током и электродом с покрытием. Инверторы широко используются для ручной дуговой сварки, как профессиональными мастерами, так и новичками-электросварщиками.
Особенностью сварочных инверторов, является несколько режимов сварки, с прямой и обратной полярностью, когда можно искусственным путём, завышать или занижать температуру горения дуги. Также инверторы снабжены всевозможными функциями, такими как: антизалипание электрода, форсирование дуги, горячий старт, и многими другими.
Кроме того, большинство моделей сварочных инверторов, могут работать даже при сильном падении напряжения. Они абсолютно не боятся скачков и перепадов в электросети. Сварочный инвертор предназначен в основном для работы со сталью, однако его можно использовать и для сварки чугуна, а также различных сплавов.
Что такое сварочный полуавтомат и как он работает
Для сварки полуавтоматом, как было сказано выше, используется тонкая проволока в катушках, которая подаётся из горелки полуавтомата вместе с защитным газом. В качестве такого газа служит аргон, углекислый газ или гелий, здесь все во многом зависит от того, какой металл сварочным полуавтоматом придётся варить.
В отличие от ручной дуговой сварки инвертором, которая имеет обозначение «ММА», сварка в среде защитного газа полуавтоматом обозначается, как «MIG/MAG». Основное применение сварочного полуавтомата, это сварка тонких и цветных металлов, там, где нужна ювелирная точность, и, красивый, ровный сварочный шов, имеющий повышенную стойкость к коррозии.
Сварочные полуавтоматы снабжены баллонами с газом и катушками с проволокой. Как и все трансформаторные аппараты для сварки, они надёжны в работе и долговечны, относятся к разряду специализированного сварочного оборудования. Сварочные инверторы, напротив, получили наибольшее применение в быту, там, где нужна простая, но качественная и эффективная, ручная дуговая сварка чёрных металлов.
Что лучше: сварочный полуавтомат или инвертор
Отвечать на этот вопрос, нет смысла, поскольку сварочный инвертор и полуавтомат, имеют существенные отличия и предназначены для выполнения разных задач. Нет, конечно же, сварочным полуавтоматом, как и инвертором, можно заварить лопату или два куска листовой стали, дело совсем не в этом.
Сварочные полуавтоматы, чаще всего применяются для выполнения специфических задач, для ремонта автомобильных кузовов, например. Инверторы для сварки, оказываются более производительными в том случае, если нужно сварить небольшую теплицу или навес на даче, в общем, они более эффективны, именно для домашнего пользования.
Вот только несколько основных отличий сварочного инвертора от полуавтомата:
- Вес инвертора для сварки, как и его габариты, в несколько раз меньше, чем у полуавтомата. Плюс ко всему, полуавтомат и инвертор, имеют совершенно разную конструкцию и принцип работы;
- Инверторы для сварки способны выдавать намного большее напряжение и частоту тока;
- В отличие от полуавтомата, при равных условиях, сварочный инвертор, более производительный аппарат для сварки;
- Инвертор способен преобразовывать переменный ток в постоянный, а затем наоборот, ток переменного значения высокой частоты. Принцип работы сварочных полуавтоматов и трансформаторов, совсем иной, и основан на диодном выпрямлении напряжения.

Что выбрать — сварочный инвертор или полуавтомат, зависит, в первую очередь, от задач сварки. Поэтому говорить о том, что лучше, это не совсем правильно, поскольку каждое сварочное оборудование, предназначено для выполнения какой-то конкретной работы.
Еще статьи про сварку:5 основных преимуществ дуговой сварки над газовой сваркой >> Факты для рассмотрения
Сварка — это соединение двух одинаковых металлов в процессе нагрева металлов до такой степени, что они могут сплавиться друг с другом. Есть много видов сварочных процессов. Некоторые из них являются узкоспециализированными и используются только в определенных ситуациях и с конкретными металлами. Двумя наиболее известными методами сварки являются дуговая сварка и газовая сварка.
Основное преимущество дуговой сварки перед газовой сваркой — это то, как вырабатывается тепло для плавления металлов.Дуговая сварка использует электричество для выработки тепла, которое образует связь между двумя кусками металла. Дуговая сварка имеет несколько существенных преимуществ перед газовой сваркой.
Дуговая сварка имеет несколько существенных преимуществ перед газовой сваркой.
- Более высокая эффективность
- Более быстрое производство
- Лучшее качество
- Портативность
- Безопасность
Процессы дуговой сварки и газовой сварки по-разному дают одинаковые результаты. Понимание различий между дуговой сваркой и газовой сваркой делает преимущества дуговой сварки очевидными.
Знание и понимание основных проблем сварки облегчит принятие решения о выборе метода сварки. Ниже представлены отличия и преимущества дуговой сварки и газовой сварки.
В чем разница между дуговой сваркой и газовой сваркой?
Все процессы дуговой сварки имеют 3 общих фактора: источник тепла, присадочный металл и защиту.
Сварка требует, чтобы металлы были нагреты до температуры, при которой два куска металла сплавятся в одно целое вдоль линии соединения.
Горючий газ
При газовой сварке выделяется тепло для повышения температуры металлов за счет сжигания газов. Два самых популярных газа, используемых при газовой сварке, — это кислород и ацетилен. При смешивании в надлежащих пропорциях эта газовая смесь может выделять тепло в диапазоне от 5800 до 6300 градусов по Фаренгейту. Этого тепла более чем достаточно для плавления большинства металлов.
Могут использоваться и другие газовые смеси, особенно для газовой сварки специальных металлических сплавов.Однако смесь кислорода и ацетилена наиболее распространена в сварочных цехах.
Процесс газовой сварки в кислородном топливе (OFW)Подключение
Для дуговой сварки газ не нужен. Аппарат для дуговой сварки производит необходимое тепло, создавая электрическую дугу между сварочным стержнем и свариваемым металлом. Эта электрическая дуга генерирует до 15000 градусов по Фаренгейту. Тепло, выделяемое электрической дугой, практически мгновенно возникает при зажигании дуги.
Тепло, выделяемое электрической дугой, практически мгновенно возникает при зажигании дуги.
Дуговая сварка может выполняться как постоянным, так и переменным током, который может производиться переносными системами или с использованием электроэнергии, подаваемой из сети в стационарный цех. . Существует несколько вариантов процесса дуговой сварки, но сварка постоянным током является выбором в большинстве магазинов.
Дуговая сварка в экранированном металле (SHAW)Почему дуговая сварка лучше газовой?
Газовая сварка ацетиленом была впервые представлена в начале 1900-х годов, когда была изобретена первая практическая горелка.Газовая сварка стала первой жизнеспособной альтернативой традиционной кузнечной сварке, которая применялась в течение тысяч лет.
Только в середине 1900-х годов электродуговая сварка стала жизнеспособной. Появление первых мощных генераторов постоянного тока обеспечило необходимую мощность для создания дуги, достаточной для плавления металла.
Постепенно дуговая сварка вытеснила газовую сварку как преобладающий метод соединения металлов в цехах и на строительных площадках по всей стране.Есть несколько причин для выбора электродуговой сварки вместо газовой.
Более эффективная сварка
Дуговая сварка более эффективна, чем газовая. И методы, и технологии в этом отношении благоприятствуют дуговой сварке.
- Более высокие рабочие температуры — Электродуговые сварочные аппараты производят более высокие температуры, чем газовая сварка. Эти более высокие температуры более эффективны при плавлении металла. Более быстрое время нагрева приводит к меньшему искажению металлов.Более быстрый нагрев также позволяет быстрее обрабатывать сварные валики, что сокращает время производства при выполнении задания.
- Повышение рентабельности — Первоначальные затраты выше при электродуговой сварке, особенно на переносное оборудование. Однако в долгосрочной перспективе эти затраты, как правило, будут меньше, чем постоянные затраты на приобретение сварочных газов и техническое обслуживание газовых сварочных баллонов и горелок.
- Обеспечивает стабильное качество сварных швов — Дуговые сварочные аппараты в целом обеспечивают более стабильные и прочные сварные швы, чем газовая сварка.Это снижает затраты и увеличивает эффективность, предотвращая необходимость шлифования и повторной сварки.
 Однако в долгосрочной перспективе эти затраты, как правило, будут меньше, чем постоянные затраты на приобретение сварочных газов и техническое обслуживание газовых сварочных баллонов и горелок.
Однако в долгосрочной перспективе эти затраты, как правило, будут меньше, чем постоянные затраты на приобретение сварочных газов и техническое обслуживание газовых сварочных баллонов и горелок.Дуговая сварка быстрее
Как правило, производительность дуговой сварки выше, чем газовой сварки. Это несоответствие обусловлено несколькими факторами.
- Для дуговой сварки не требуется предварительный нагрев — Часто для получения надлежащего сварного шва с помощью газовой сварочной системы необходимо предварительно нагреть металлы, чтобы добиться однородного шва без деформации. Предварительный нагрев требует времени и газа, что снижает производительность.
- Более высокий нагрев означает более быструю сварку — Более высокие температуры, создаваемые электрической дугой, позволяют выполнять сварку быстрее.
- Уменьшено время настройки — У сварщиков дуговой сварки время настройки намного меньше, чем у газосварщиков. Регулировка газовых горелок и регуляторов может занять много времени. В большинстве случаев щелчок переключателя готовит аппарат для дуговой сварки к работе.

Обеспечивает лучшие сварные швы
Электродуговые сварочные аппараты, как правило, обеспечивают более высокое качество сварных швов, чем газовая сварка. В значительной степени качество сварных швов зависит от двух факторов: квалификации сварщика и температуры, которая может возникнуть в месте сварки.
- Электродуговые сварочные аппараты создают более высокие температуры в месте сварки, что приводит к более глубокому проплавлению, лучшему сплавлению металлов и меньшему искажению свариваемых материалов.
- Газовая сварка в большинстве случаев требует более высокого уровня навыков, чем дуговая сварка. Начинающий дуговой сварщик может легко произвести удовлетворительный сварной шов после некоторой инструкции.Для освоения газовой сварки, особенно когда сварочный стержень используется для добавления металла в сварной шов, могут потребоваться годы практики.

Портативность
Современные портативные аппараты для дуговой сварки, работающие на бензине или дизельном топливе, позволяют быстро и легко доставить сварочный цех на место работы. Сварочные установки, смонтированные на грузовиках или прицепах, используются в самых труднодоступных местах, которые можно представить от удаленных районов до вершин строительных площадок небоскребов. Есть несколько причин, по которым переносные аппараты для дуговой сварки предпочтительнее газосварочных установок из-за мобильности.
- Транспортировка — Переносной дуговой сварочный аппарат, устанавливаемый на грузовике или прицепе, устраняет проблемы транспортировки тяжелых газовых баллонов на строительную площадку и обратно.
- Безопасность — Транспортировка баллонов со сварочным газом может быть серьезной угрозой безопасности. Перемещение баллонов с газом под высоким давлением опасно. Повреждение бутылок и клапанов — обычное дело во время транспортировки и может иметь катастрофические последствия. В некоторых юрисдикциях для перевозки больших газовых баллонов требуются специальные разрешения или лицензии.
- Время работы — Портативные установки для дуговой сварки могут работать часами на одном баке, заполненном топливом. Газовые баллоны необходимо наполнять и менять на регулярной основе, что означает больше времени простоя и дополнительные расходы на транспортировку баллонов для повторного наполнения.

Нет необходимости в использовании опасных газов
Газы, используемые при газовой сварке, поступают в сварочный цех в баллонах высокого давления с клапанами и регуляторами. Шланги необходимы для подачи газов к горелке. Для дуговой сварки не требуются опасные газы, шланги и резервуары. Это исключает вероятность взрыва или пожара в рабочей зоне из-за утечек или другого повреждения сварочного оборудования.
Это исключает вероятность взрыва или пожара в рабочей зоне из-за утечек или другого повреждения сварочного оборудования.
Дуговая сварка действительно представляет некоторые опасности, например присутствие электричества высокого напряжения. Положительным моментом является то, что современное оборудование включает функции безопасности, которые защищают оператора в случае неисправности или короткого замыкания в системе.
Доказательство в индустрии
Если посмотреть на строительную и сварочную промышленность, можно понять, какой метод сварки является предпочтительным.По большому счету, производственные цеха и крупные строительные площадки зависят от дуговой сварки. Промышленность почти всегда находит наиболее рентабельные средства выполнения работы, и в этом случае неопровержимым доказательством является то, что дуговая сварка — это решение, на котором остановилась промышленность.
Рекомендуемая литература
Различные типы газового сварочного пламени и их применение | Окончательное руководство
9 различных типов сварочных процессов и их преимущества
Как выполнить дуговую сварку >> Посмотрите видео ниже
 youtube.com/embed/CoHVA7nr82A?start=24&feature=oembed»/>
youtube.com/embed/CoHVA7nr82A?start=24&feature=oembed»/>
Газовая сварка против дуговой сварки
Если вы новичок в сварке и взяли ее как хобби , не помешает провести исследование и изучить все аспекты сварки.Двумя основными типами сварки являются дуговая сварка и газовая сварка. Оба они используются для соединения металлов в зависимости от характера работы.
Сегодня мы собираемся сравнить разницу между газовой сваркой и дуговой сваркой, и какой метод лучше всего подходит для какого применения. Чтобы получить больше информации об этом, продолжайте читать.
Что такое дуговая сварка?
Это процесс соединения металлов с использованием электричества . Чтобы не усложнять задачу, в то время как при сварке электричество создает электричество, дуга сама по себе выделяет большое количество тепла, которое плавит основные металлы с присадочной проволокой, позволяя сплавлять их в одну цельную деталь.
Если вы ищете новый аппарат для дуговой сварки, вы можете прочитать этот пост
Что такое газовая сварка?
Некоторые люди путают сварку MIG с газовой сваркой , потому что при сварке металла в инертном газе используется защитный газ, который покрывает сварной шов и защищает его от кислорода. Это сделано для того, чтобы металл не окислялся, создавая пористость.
Это сделано для того, чтобы металл не окислялся, создавая пористость.
Под газовой сваркой, я имею в виду кислородно-ацетиленовую сварку. В кислородно-топливной сварке обычно используется пропан и, как следует из названия, кислород для создания тепла, необходимого для плавления или сварки металла.Фактически, благодаря кислороду вы можете даже резать металлы с помощью подходящей горелки, я имею в виду толстые листы из мягкой стали.
Газовая сварка появилась в начале 20-го, -го, -го века и является прародителем современной сварки. Это был единственный доступный метод для создания высококачественных сварных швов. Однако сам процесс занимает очень много времени и требует очень высокого уровня квалификации для получения хороших сварных швов. По сути, вы используете горелку для нагрева свариваемых металлов, создания общей лужи металла и последующего добавления присадочного металла, но, поскольку вы используете горелку и газ, вам нужно действительно точно нацелить и нагреть металлы перед добавлением присадочной проволоки в микс.
Разница между газовой сваркой и дуговой сваркой
- Выработка тепла
Дуговая сварка использует электричество для выработки тепла, используемого для сварки металлов. Тогда как при газовой сварке горючие газы используются для выработки тепла. В этом основное различие между этими двумя процессами. - Результирующая температура
Дуговая сварка вызывает более высокие температуры по сравнению с газовой сваркой. Результирующая температура дуги составляет около 6000 ° C, тогда как газовая сварка дает только около 3600 ° C.Благодаря этому ваши металлы будут быстро плавиться, а также иметь прочную связь и лучшее проникновение. - Результирующее соединение
Дуговая сварка создает более прочное соединение по сравнению с газовой сваркой. Даже на грязных поверхностях адгезия сильнее у сварочных аппаратов. Это происходит из-за высоких температур, при которых плавятся металлы, и у новичка меньше шансов испортить сварной шов. - Присадочная проволока
В аппарате для дуговой сварки используется присадочный металл в сочетании с защитным газом, тогда как при газовой сварке присадочный пруток используется отдельно, если это необходимо. - Факторы риска
Из-за высокого напряжения высока опасность взрыва. В то же время риск взрыва при газовой сварке связан с высоким давлением. Оба эти процесса сопряжены с риском, но я бы сказал, что газовая сварка более опасна. При сварке необходимо принимать меры предосторожности, независимо от того, какой метод вы используете. - Скорость сварки
Скорость сварки высокая при дуговой сварке, тогда как газовая сварка имеет низкую производительность. - Стоимость установки
Первоначальная стоимость дуговой сварки высока, в то время как установка газосварочного аппарата сравнительно дешевле. Но в долгосрочной перспективе дуговая сварка намного дешевле, чем газовая. Одна из причин этого заключается в том, что вам не нужно покупать газовый баллон очень часто, а то и вообще. При дуговой сварке не обязательно использовать защитный газ, что позволяет сэкономить много денег. - Эффективность
Если учесть все факторы, дуговая сварка более эффективна, чем газовая сварка, но обе имеют свои преимущества и недостатки.

 Одна из причин этого заключается в том, что вам не нужно покупать газовый баллон очень часто, а то и вообще. При дуговой сварке не обязательно использовать защитный газ, что позволяет сэкономить много денег.
Одна из причин этого заключается в том, что вам не нужно покупать газовый баллон очень часто, а то и вообще. При дуговой сварке не обязательно использовать защитный газ, что позволяет сэкономить много денег.Это некоторые из основных различий между дуговой сваркой и газовой сваркой . Хотя есть и другие, они являются наиболее важными, и вы можете решить, какой из них лучше всего подходит для вас. Это поможет вам определиться с типом сварщика, который соответствует вашим требованиям.
Самый большой недостаток газовой сварки:
Одним из основных недостатков газосварочного аппарата является то, что он имеет тенденцию создавать сварные швы, которые в большинстве случаев не соответствуют современным стандартам. Готовые сварные швы не выглядят эстетично, поскольку часто тепло от газовой сварки обволакивает основные металлы из-за сильного распределения тепла, которое делает соединение грубым. Но для некоторых внешний вид может быть не так важен.
Но для некоторых внешний вид может быть не так важен.
Преимущества дуговой сварки перед газовой сваркой
На мой взгляд, современную дуговую сварку невозможно превзойти кислородно-ацетиленовой сваркой. Технологии дают нам столько преимуществ, но все же я перечислю несколько.
Если есть что-то стоящее Упомянув о методе газовой сварки, он действительно универсален. Ты вы можете паять металлы, вы можете резать металлы, вы можете сваривать различные металлы чем при дуговой сварке, но сам процесс — головная боль.
Основным применением ацетиленовой горелки в наши дни должна быть резка металлов, если вы не можете позволить себе плазменную резку и можете использовать ее для пайки, кроме этого, проще использовать дуговой сварочный аппарат.
Некоторые Плюсы методов дуговой сварки:
- Более простой процесс для освоения
- Лучшее проплавление
- Меньше шансов испортить сварной шов
- Намного быстрее
- Более точный
- Меньше тепла означает меньшую вероятность ожога
Окончательный Вердикт:
По эффективности дуговая сварка эффективнее. Если вы находитесь на этапе покупки и хотите знать, какой из них лучше всего подойдет вам, вам необходимо изучить свои рабочие требования. Тщательно изучите оба типа сварки и посмотрите, что вам нужно, а какой соответствует вашим требованиям. Это решение в ваших руках, и вы можете сделать этот выбор. В статье содержится достаточно информации, чтобы облегчить вам это решение, но я должен сказать, что, на мой взгляд, нет причин возвращаться в каменный век, поэтому, учитывая все обстоятельства, я бы просто купил обычный сварочный аппарат GMAW для выполнения своих проектов. как новичок.
Если вы находитесь на этапе покупки и хотите знать, какой из них лучше всего подойдет вам, вам необходимо изучить свои рабочие требования. Тщательно изучите оба типа сварки и посмотрите, что вам нужно, а какой соответствует вашим требованиям. Это решение в ваших руках, и вы можете сделать этот выбор. В статье содержится достаточно информации, чтобы облегчить вам это решение, но я должен сказать, что, на мой взгляд, нет причин возвращаться в каменный век, поэтому, учитывая все обстоятельства, я бы просто купил обычный сварочный аппарат GMAW для выполнения своих проектов. как новичок.
Разница между дуговой сваркой и газовой сваркой
Сварка — это процесс соединения, при котором два или более компонента могут быть соединены на постоянной основе с или без приложения тепла, давления и присадочного металла. Все сварочные процессы можно условно разделить на две категории — сварка плавлением и сварка в твердом состоянии. При сварке плавлением необходимо приложить тепло для расплавления соединительных поверхностей основного компонента для слияния или образования сварного шва. При сварке в твердом состоянии такое плавление или фазовый переход не происходит, скорее соединение происходит в твердой фазе.Сварка плавлением, опять же, состоит из нескольких групп различных сварочных процессов, а именно дуговой сварки, газовой сварки и сварки пучком высокой интенсивности. Дуговая сварка — это все такие процессы сварки плавлением, в которых электрическая дуга используется для подачи необходимого тепла для плавления намеченных поверхностей основных компонентов для образования слияния. С другой стороны, пламя, полученное при сжигании газообразного топлива с кислородом, используется для подачи необходимого тепла в процессах газовой сварки .Таким образом, основное различие между дуговой сваркой и газовой сваркой заключается в источнике тепла; однако их возможности и качество сварки значительно различаются.
При сварке в твердом состоянии такое плавление или фазовый переход не происходит, скорее соединение происходит в твердой фазе.Сварка плавлением, опять же, состоит из нескольких групп различных сварочных процессов, а именно дуговой сварки, газовой сварки и сварки пучком высокой интенсивности. Дуговая сварка — это все такие процессы сварки плавлением, в которых электрическая дуга используется для подачи необходимого тепла для плавления намеченных поверхностей основных компонентов для образования слияния. С другой стороны, пламя, полученное при сжигании газообразного топлива с кислородом, используется для подачи необходимого тепла в процессах газовой сварки .Таким образом, основное различие между дуговой сваркой и газовой сваркой заключается в источнике тепла; однако их возможности и качество сварки значительно различаются.
При дуговой сварке между основными компонентами и электродом требуется электрическая дуга, поэтому компоненты должны обладать высокой проводимостью. Компоненты также необходимо заземлить или подключить к источнику питания для замыкания электрической цепи. Кроме того, лавинообразный поток электронов к или от поверхностей компонента по своей сути помогает очистить зону сварки (это действие называется дуговой очисткой).Такого преимущества при газовой сварке нет. Фактически, здесь не требуется никакого электрического питания. Однако баллон, содержащий газообразное топливо, и другой баллон, содержащий кислород, необходимы в любом процессе газовой сварки. Еще один недостаток газовой сварки — более широкое и менее температурное пламя по сравнению с дугой. Это, с одной стороны, увеличивает ширину сварного шва, а с другой стороны, ограничивает интенсивность нагрева, которая в конечном итоге отражается в низкой скорости сварки. Различные сходства и различия между дуговой сваркой и газовой сваркой приведены ниже в виде таблицы.
Компоненты также необходимо заземлить или подключить к источнику питания для замыкания электрической цепи. Кроме того, лавинообразный поток электронов к или от поверхностей компонента по своей сути помогает очистить зону сварки (это действие называется дуговой очисткой).Такого преимущества при газовой сварке нет. Фактически, здесь не требуется никакого электрического питания. Однако баллон, содержащий газообразное топливо, и другой баллон, содержащий кислород, необходимы в любом процессе газовой сварки. Еще один недостаток газовой сварки — более широкое и менее температурное пламя по сравнению с дугой. Это, с одной стороны, увеличивает ширину сварного шва, а с другой стороны, ограничивает интенсивность нагрева, которая в конечном итоге отражается в низкой скорости сварки. Различные сходства и различия между дуговой сваркой и газовой сваркой приведены ниже в виде таблицы.
- Все процессы дуговой и газовой сварки основываются на основном принципе сварки плавлением. При сварке плавлением стыковые поверхности и окружающие области основных металлов (а также присадочного металла, если он применяется) в обязательном порядке плавятся для образования коалесценции. Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления).
- Во всех процессах дуговой и газовой сварки тепло подается извне (хотя и другими способами).Внутреннего тепловыделения не происходит.
- При необходимости в обоих случаях присадочный металл может поставляться извне. Здесь стоит упомянуть, что все процессы дуговой сварки по своей природе не наносят присадочный материал на сварной шов (например, сварка TIG). Подобно газовой сварке, некоторые процессы дуговой сварки (хотя и не все) могут выполняться в автономном режиме.
- Хотя процессы дуговой сварки и газовой сварки предпочтительны для гомогенного соединения, они также могут использоваться для гетерогенного соединения (соединение разнородных металлов) после обеспечения химической, металлургической и термической совместимости.
- Развитие зоны термического влияния (ЗТВ) и изменение металлургических свойств вокруг сварного шва присуще всем процессам дуговой и газовой сварки. Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.
 Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления).
Напротив, в процессах сварки в твердом состоянии плавление не происходит, хотя основные металлы можно нагревать до повышенной температуры (ниже точки плавления). Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.
Однако ширина ЗТВ и степень металлургических изменений могут варьироваться от одного процесса к другому.| Дуговая сварка | Газовая сварка |
|---|---|
| Устанавливается электрическая дуга для подачи необходимого тепла для плавления основных металлов с целью образования коалесценции. | Тепло подается с помощью пламени, образующегося при химическом сгорании газообразного топлива с кислородом. |
| Процессы дуговой сварки применимы к электропроводящим металлам только потому, что основные металлы представляют собой электрод для образования дуги. | Процессы газовой сварки могут применяться к электропроводящим и непроводящим металлам. Электропроводность не играет роли в процессе газовой сварки. |
| Основные компоненты должны быть либо заземлены, либо подключены к источнику питания. | Такое электрическое соединение не требуется. |
Электропитание является обязательным условием для каждого процесса дуговой сварки, чтобы обеспечить необходимый ток, напряжение и частоту.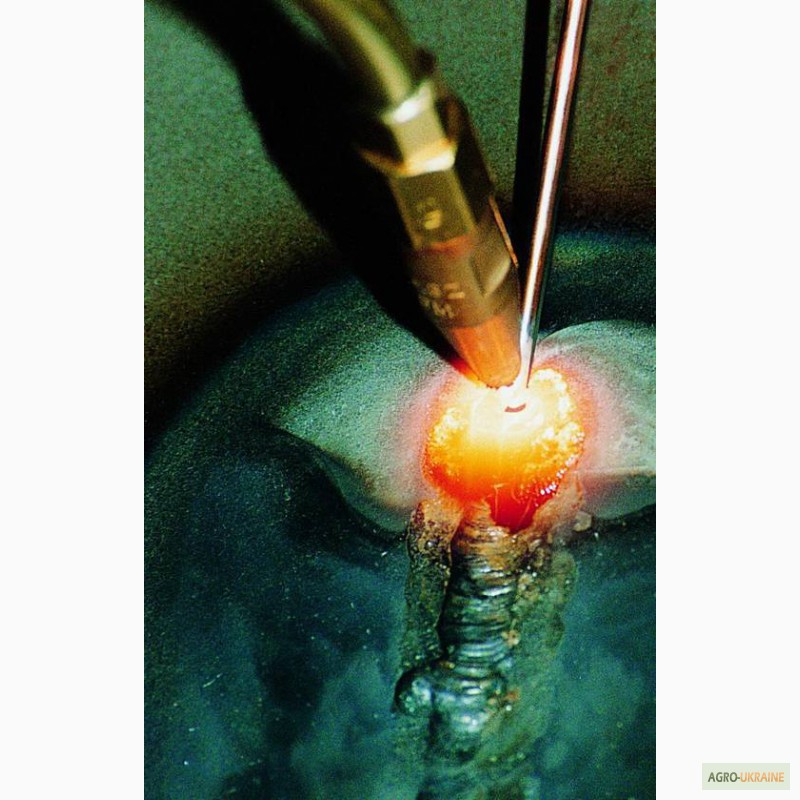 | При газовой сварке такой источник питания не требуется. |
| Необходимо экранирование высокотемпературной дуги и сварного шва. Это экранирование может быть обеспечено либо разрушающимся флюсовым покрытием, имеющимся на электроде, либо внешней подачей инертного газа. | Обычно при газовой сварке экранирование не обеспечивается. |
| Не используются баллоны, содержащие топливо или кислород. Однако баллоны можно использовать для подачи защитного газа в некоторых процессах дуговой сварки (но не во всех процессах дуговой сварки). | Один баллон, содержащий газообразное топливо (например, ацетилен, пропилен, водород, пропан, газ MAPP и т. Д.), И другой баллон, содержащий кислород, незаменимы для любого процесса газовой сварки. Однако здесь не требуется защитный газ. |
| Электрическая дуга обычно имеет узкую площадь поперечного сечения. Это помогает уменьшить ширину сварного шва и зону термического влияния. | Газовое пламя имеет сравнительно большую площадь поперечного сечения, что приводит к увеличению ширины сварного шва и зоны термического влияния. |
| Температура дуги очень высока (внутренняя температура может превышать 6000 ° C). Таким образом, он может практически расплавить любой металл. | Температура пламени обычно ограничивается 3300 ° C. Поэтому он не подходит для соединения металлов с очень высокой температурой плавления. |
| Высокая температура вместе с узкой дугой увеличивает плотность тепла, что, в свою очередь, помогает быстро сплавлять основные металлы во время сварки. Таким образом, можно использовать более высокую скорость сварки, что делает процессы дуговой сварки более экономичными и производительными. | Более широкое пламя и более низкая температура приводят к меньшей плотности тепла. Соответственно, скорость тепловложения на единицу площади поверхности основного металла низкая. Это делает процессы газовой сварки трудоемкими и неэкономичными. |
Высокая плотность нагрева также улучшает текучесть расплавленного металла шва.В результате расплавленный металл может глубоко проникнуть в корневую щель, что приведет к более глубокому проникновению. | Провар металла сварного шва в процессах газовой сварки ограничен из-за недостаточной текучести расплавленного металла. |
| Дуговая сварка предпочтительна для соединения сравнительно более толстых компонентов (обычно толщиной> 2,5 мм). При использовании тонких пластин может наблюдаться чрезмерная деформация. | Процессы газовой сварки могут применяться как для тонких листов, так и для листового металла. |
| Действие «очистки дуги» неотъемлемо достигается в каждом процессе дуговой сварки благодаря потоку лавины электронов. Однако возможности зависят от полярности сварки (DCSP, DCRP, AC) и самого процесса. | Никакой «дуговой очистки» здесь не происходит. Таким образом, основные металлы необходимо полностью очистить перед газовой сваркой для получения надежного бездефектного соединения. |
| Процессы дуговой сварки нельзя применять для нагрева, очистки, резки и т. Д. | Помимо соединения, процессы газовой сварки могут применяться для предварительного нагрева, последующего нагрева, термообработки, газовой резки, очистки металла, пайки, пайки и т. Д. Д. |
Некоторые процессы дуговой сварки включают:
| Некоторые процессы газовой сварки включают:
|
- Учебник технологии производства: производственные процессы Р.К. Раджпут (Laxmi Publications Pvt. Ltd.).
- Workshop Technology, автор: Равиндра Пракаш Киран (Vikas Publishing House Pvt. Ltd.).
Почему сварка MIG лучше, чем сварка TIG
Процессы дуговой сварки так же разнообразны, как и детали, которые они создают, и выбор правильного варианта жизненно важен для успеха вашего проекта. Несмотря на то, что сварка MIG и TIG формирует шов с использованием электрической дуги, методы сильно различаются, и выбор неправильного варианта может вызвать несколько головных болей.Прочтите, почему вы можете выбрать сварку MIG вместо сварки TIG. (Щелкните здесь, чтобы узнать, почему TIG лучше, чем MIG.)
Несмотря на то, что сварка MIG и TIG формирует шов с использованием электрической дуги, методы сильно различаются, и выбор неправильного варианта может вызвать несколько головных болей.Прочтите, почему вы можете выбрать сварку MIG вместо сварки TIG. (Щелкните здесь, чтобы узнать, почему TIG лучше, чем MIG.)
При сварке MIG и TIG для создания сварного шва используется электрическая дуга. Разница между ними заключается в способе использования дуги. Сварка MIG (металл в инертном газе) использует подающую проволоку, которая постоянно проходит через горелку для создания искры, а затем плавится, образуя сварной шов. Сварка TIG (вольфрам в инертном газе) использует длинные стержни для непосредственного сплавления двух металлов.
СВЯЗАННЫЙ: Наиболее распространенное сварочное оборудование и процессы
Разнообразие Сварка MIG является лучшим выбором для вашей работы по ряду причин.Во-первых, разнообразнее. Хотя сварка TIG может использоваться для большего количества типов металлов, ее эффективность ограничена при выполнении более толстых работ. Сварка MIG может использоваться для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26-го калибра до сверхпрочных конструкционных плит.
Сварка MIG может использоваться для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26-го калибра до сверхпрочных конструкционных плит.
MIG имеет это большое преимущество перед TIG, потому что механизм подачи проволоки действует не только как электрод, но и как наполнитель. В результате более толстые куски можно соединить вместе, не нагревая их полностью.А поскольку здесь используется присадка, а не плавление, сварка MIG может использоваться для сварки двух разных материалов вместе.
Скорость Другой причиной выбора MIG вместо TIG является скорость. Пистолет MIG разработан для непрерывной работы в течение длительного времени, что делает его более эффективным и производительным, чем его аналог. Для крупных промышленных предприятий, требующих высокой производительности, MIG — лучший выбор. (Также хорошо поддается автоматизации). Напротив, сварка TIG — это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
Как и на любом производстве, время — деньги. А поскольку процесс сварки MIG намного быстрее, он также более рентабелен. Детали MIG также более доступны и намного дешевле, чем TIG.
ЛегкостьНаконец, сварке MIG легче научиться, и ее можно усовершенствовать всего за несколько недель обучения. Фактически, его даже называют «горячим клеевым пистолетом» — просто нажмите на курок, чтобы начать или остановить сварку.Сварщики MIG могут держать пистолет и управлять им только одной рукой, что делает его лучшим вариантом для начинающих сварщиков. С другой стороны, сварка TIG — это особая техника, которая требует использования обеих рук и одной ноги — и все они выполняют разные задачи.
СВЯЗАННЫЙ: Как начать карьеру сварщика
Чтобы получить помощь в настройке MIG, загрузите бесплатное руководство по устранению неполадок MIG Ultimate.
4 типа сварочных процессов
Если вы хотите научиться сварке, а также ищете самый простой способ сварки…
Если вы хотите сократить время обучения сварке…
ИЛИ, если вы хотите узнать, почему некоторые сварочные процессы могут заставить новичка в отчаянии бросить своего сварщика об стену, то я собираюсь раскрыть правду о том, какой процесс сварки легче всего изучить для начинающих. .
.
Четыре основных процесса сварки
- Кислородно-ацетиленовый (газовая сварка)
- Дуговая сварка (также известная как ручная сварка)
- Сварка МИГ
- Сварка TIG
Если вы новичок, то выбор неправильного процесса сварки может означать разницу между тем, что вы наслаждаетесь этим как хобби, или просто разочарованы.
Сварка может занимать очень много времени и быть трудной, если все сделано неправильно.
Давайте кратко поговорим о каждом процессе, а затем я расскажу о самом простом процессе, с которого вы можете начать.
Сварочный процесс №1: Кислородно-ацетиленовая сваркаВ этом процессе сварки используются 2 баллона газа, смешанные вместе в горелке, а затем воспламеняются очень горячим пламенем. Чаще всего это ацетилен, смешанный с кислородом, но иногда это пропан, смешанный с кислородом.
В любом случае топливный газ всегда смешивается с кислородом для достижения высокой температуры, необходимой для плавления стали.
Температура пламени кислородно-ацетиленового пламени около 6 632. Это чертовски жарко!
Пламя используется для нагрева металла до образования сварочной лужи.На этом этапе вы перемещаете лужу, изменяя направление движения горелки, одновременно погружая присадочный стержень.
Присадочный стержень — это просто металлический стержень, который погружают в сварочную ванну, которая становится сварным валиком.
Такая кислородно-топливная установка очень универсальна. Вы можете не только сваривать сталь, алюминий, медь, нержавеющую сталь и многое другое…
Вы также можете использовать его как резак, чтобы гнуть металл и даже паять его (когда вы соединяете 2 куска металла вместе с бронзовым присадочным металлом).
При использовании кислородно-топливной установки важно носить защитные очки 5. При резке или сварке вы будете слышать «треск фонаря» или летящие куски металла. Вы же не хотите, чтобы один из них попал вам в глаза.
Но какой бы универсальной ни была установка кислородного топлива, это очень медленный и неуклюжий процесс, позволяющий эффективно выполнять сварку. Другими словами, на укладку сварного шва уходит много времени, а на то, чтобы добиться хорошего результата, еще больше.
Другими словами, на укладку сварного шва уходит много времени, а на то, чтобы добиться хорошего результата, еще больше.
Если вы сначала изучите этот процесс (как это делают во многих сварочных школах), это позволит вам научиться управлять расплавленной сварочной лужей, в этом нет необходимости.
Этот процесс сварки потерял популярность с появлением электричества, но он широко использовался в середине 1800-х годов вплоть до начала 20-го века.
Процесс сварки № 2: Дуговая сваркаДуговая сварка также известна как сварка стержнем. Это был первый изобретенный процесс электросварки, который до сих пор широко используется.
Образ сварщика штанги — это, вероятно, то, о чем вы думаете сегодня, когда представляете, как кто-то сваривает.
К стингеру прикреплен длинный электрод (стержень), который пропускает электрический ток через электрод, вызывая короткое замыкание на заготовке.
Сваривать можно практически любой металл и даже резать с помощью дуговой сварки.
Видите ли, вы можете купить электроды из любого металла, который хотите сваривать. Итак, если у вас есть алюминиевая лодка, которую вы хотите сварить, просто купите алюминиевые электроды. То же для низкоуглеродистой стали, нержавеющей стали и т. Д.
Ручная сварка известна своей способностью проникать глубоко в металл.Таким образом, его часто используют при сварке на верфях, в котельных и других областях, где требуется максимально глубокое проплавление сварного шва.
Штучные электроды, используемые при дуговой сварке, фактически выгорают по длине во время сварки. Вот почему их называют расходными материалами. И когда вы смотрите на готовый сварной шов, вы видите сварной валик, который на самом деле сгорел, образовав валик.
Однако это означает, что вам придется довольно часто останавливаться, чтобы выбросить старый электрод и добавить новый.
Попытка изучить сварку штангой для новичка может быть довольно неприятной. Еще одна причина, по которой это называется сваркой электродом, заключается в том, что электрод часто прилипает к металлу при зажигании дуги. Это может быть неприятно, мягко говоря.
Это может быть неприятно, мягко говоря.
Нередко тратят хотя бы первые 30 минут или час на изучение того, как начать работу с нуля.
Электродыимеют флюсовое покрытие на внешней стороне стержня. Это покрытие абсолютно необходимо, и без него ваши сварные швы будут очень слабыми.Это связано с тем, что для того, чтобы сварной шов был твердым на всем протяжении, вы должны не допускать попадания атмосферных газов в лужу.
В противном случае газы, такие как азот и кислород, будут «загрязнять» сварной шов, вызывая небольшие проколы. Итак, мы используем покрытие из флюса, которое создает продувку этих газов в месте сварки. Это помогает поддерживать надлежащий сварной шов.
Сварочный процесс № 3: Сварка MIGЕсли вы новичок в сварке, сварка MIG — это, без сомнения, процесс, который поможет вам быстро и плавно приступить к работе.
При MIG (также известной как GMAW Welding) электрод приходит на катушке с непрерывно подаваемой проволокой, а не на «стержне».
А с MIG у вас есть ручной пистолет. Вы просто нажимаете на курок, и машина начинает подавать проволоку. По сути, это бесконечный запас сварочной проволоки, так как катушку с проволокой менять не нужно очень часто. По крайней мере, не для домашнего любителя или воина на выходных.
У вас есть 2 варианта использования сварочного аппарата MIG.
Можно выбрать сварку проволокой с флюсовым сердечником или сплошной проволокой.Если вы используете проволоку с флюсовым сердечником, то флюс (защитный агент) находится внутри проволоки. В отличие от сварки штучной сваркой.
Но если вы используете сплошной провод, вам необходимо использовать защитный газ. Обычно вы используете газ C25, который представляет собой комбинацию 25% диоксида углерода и 75% аргона. Этот защитный газ выполняет то же действие, что и флюс. Он очищает зону сварки от кислорода или азота, которые могут загрязнить сварной шов.
Будьте осторожны, если вы новичок в покупке сварочного аппарата MIG. Я рекомендую покупать тот, у которого есть возможность использовать его с газом и с сердечником из флюса.Некоторые предлагают только вариант сердечника из флюса. Вы будете разочарованы, если пойдете по этому пути.
Я рекомендую покупать тот, у которого есть возможность использовать его с газом и с сердечником из флюса.Некоторые предлагают только вариант сердечника из флюса. Вы будете разочарованы, если пойдете по этому пути.
С помощью сварочного аппарата MIG можно сварить практически любой металл. Сварка алюминия требует использования пистолета с алюминиевой катушкой.
Правильно настроив сварочный аппарат MIG, вы сможете каждый раз создавать прочные и гладкие сварные швы. Настройка сварочного аппарата MIG (т. Е. Правильная установка скорости подачи проволоки и напряжения) приведет к разрыву сварных швов.
Многие новички делают сварные швы, которые выглядят как птичий помет, просто потому, что они неправильно сделали эту деталь.Но как только он настроен и настроен, вы просто нажимаете на курок и начинаете сварку.
Однако я немного упростил это.
Для успешного обучения сварке с помощью сварочного аппарата MIG вам необходимо освоить не только сварку в плоском положении, но также горизонтальные, вертикальные и потолочные сварные швы. Кроме того, необходимо освоить сварочные швы.
Кроме того, необходимо освоить сварочные швы.
Не начинайте проект, пока не сделаете это. Вам нужно будет уметь сваривать угловые соединения, соединения внахлест, угловые соединения, тавровые соединения и многое другое.Поверьте, вы можете потерять кучу денег, начав проект слишком рано, прежде чем вы действительно поймете, что делаете.
Я обучаю всем этим методам сварки MIG и многому другому в моем курсе 90 Minute MIG Mastery.
Если вам нужен самый простой, легкий и увлекательный способ научиться сварке, начните со сварщика MIG. Обещаю, ты не пожалеешь об этом.
Сварочный процесс №4: Сварка TIGСварка TIG — это современный сварочный процесс, которому можно научиться дома.
Используется в основном в промышленности, где сварные швы должны быть очень точными. Я называю TIG сварку кадиллаком сварочных процессов. Если вы когда-нибудь видели безупречный сварной шов, похожий на упавшую стопку монет, это, вероятно, TIG.
TIG очень точен. Хотя сварка 2 банок из-под соды вместе с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить это с помощью TIG.
Хотя сварка 2 банок из-под соды вместе с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить это с помощью TIG.
Вы можете даже сварить 2 бритвенных лезвия TIG вместе, это настолько точно.
Персональные аппараты TIG будут работать больше, чем аппараты MIG или Stick. $ 1000 +.
Видите ли, TIG можно сравнить с кислородно-ацетиленовой сваркой, поскольку у вас есть нагревательная горелка и погружной стержень. Итак, это 2 руки.
Разница в том, что при сварке TIG металл нагревается электрической дугой при погружении присадочного стержня. И то, что сварка TIG настолько чиста и точна, заключается в том, что в ней не используется сварка коротким замыканием.
Другими словами, искры не везде летают.Только вы, тепло горелки и присадочный стержень. Для увеличения напряжения есть педали ножного управления, так что это будет непросто, поэтому новичкам не рекомендуется изучать этот способ сварки.
Как и при сварке MIG, при сварке TIG необходимо использовать защитный газ. Расплавленную сварочную ванну всегда необходимо защищать.
Если вы новичок, как я уже сказал, я рекомендую начать со сварочного аппарата MIG. Если вы хотите узнать больше о сварке MIG или просто хотите, чтобы инструктор взял вас за руку и раскрыл все пошаговые секреты мастерства сварки MIG, ознакомьтесь с 90 Minute MIG Mastery.
В чем разница между газовой сваркой и дуговой сваркой?
Традиционно сварку производят с помощью кислородно-ацетиленовой горелки, в которой кислород и газ генерируют тепло, способное резать и сваривать металл. Однако у этого метода есть некоторые недостатки, поэтому его обычно заменяют дуговой сваркой. При этом все еще существуют ситуации, в которых кислородно-ацетиленовая горелка так же хороша — или даже превосходит — сварку палкой, TIG или MIG. Ниже приведены несколько основных различий между двумя наиболее популярными методами сварки.
Горелка для кислородно-ацетиленовой сварки
Одним из самых больших недостатков газовой сварки является то, что она имеет тенденцию к деформации металла во время сварки, создавая менее эстетичный шов. Однако если вы ремонтируете забор или ремонтируете промышленное оборудование, внешний вид сварного шва может не иметь значения. Тепло от газовых горелок также имеет тенденцию сосредотачиваться на самом сварном шве, поэтому сварщики могут ремонтировать легковые и грузовые автомобили с масляными поверхностями, не втягивая много загрязнений в сварной шов.Хотя оборудование для газовой сварки зачастую дешевле и портативнее, чем аппараты для дуговой сварки, оно также сопряжено с некоторыми рисками. Кислородно-ацетиленовый газ легко воспламеняется и может взорваться в случае неисправности оборудования.
Однако если вы ремонтируете забор или ремонтируете промышленное оборудование, внешний вид сварного шва может не иметь значения. Тепло от газовых горелок также имеет тенденцию сосредотачиваться на самом сварном шве, поэтому сварщики могут ремонтировать легковые и грузовые автомобили с масляными поверхностями, не втягивая много загрязнений в сварной шов.Хотя оборудование для газовой сварки зачастую дешевле и портативнее, чем аппараты для дуговой сварки, оно также сопряжено с некоторыми рисками. Кислородно-ацетиленовый газ легко воспламеняется и может взорваться в случае неисправности оборудования.
Дуговая сварка
Дуговая сварка использует электрический ток для плавления кромок металла и создания сварного шва. Эти процессы, которые состоят из нескольких типов, обычно позволяют получить гораздо более чистый сварной шов; это делает их идеальными для кузовных работ и других ситуаций, в которых важна косметика.Высокое напряжение, используемое большинством дугосварочных аппаратов, также подвергает их опасности взрыва, но такие несчастные случаи крайне редки. Более высокая стоимость оборудования компенсируется тем, что дуговая сварка обычно намного быстрее, чем при использовании кислородно-ацетиленовой горелки.
Более высокая стоимость оборудования компенсируется тем, что дуговая сварка обычно намного быстрее, чем при использовании кислородно-ацетиленовой горелки.
На протяжении более 40 лет владельцы бизнеса Tacoma полагались на компанию Brady’s Welding Specialties в предоставлении широкого спектра услуг по ремонту металлов. Чтобы узнать больше об их превосходной репутации и запросить расценки, посетите их веб-сайт или позвоните по телефону (253) 475-4608.Чтобы узнать больше о процессе сварки, подписывайтесь на магазин на Facebook.
Газовая сварка — обзор
16.3.1.12 Газовая сварка и резка
Газовая сварка осуществляется пламенем, получаемым путем сжигания примерно равных объемов кислорода и ацетилена, которые подаются при одинаковом давлении из газовых баллонов в сварочную горелку . Температура пламени составляет примерно 3100 ° C, что достаточно для плавления стали и других металлов. При необходимости присадочный металл добавляется путем подачи стержня вручную в переднюю кромку сварочной ванны при перемещении горелки по стыку. Продукты горения обеспечивают достаточную защиту от атмосферы при сварке стали. При сварке других металлов, таких как чугун, нержавеющая сталь, алюминиевые и медные сплавы, используются флюсы для очистки и защиты металла от окисления.
Продукты горения обеспечивают достаточную защиту от атмосферы при сварке стали. При сварке других металлов, таких как чугун, нержавеющая сталь, алюминиевые и медные сплавы, используются флюсы для очистки и защиты металла от окисления.
Оборудование Сварочная горелка имеет две ручки управления с накаткой, которые регулируют расход кислорода и ацетилена, так что получается нейтральное, слегка окисляющее или восстанавливающее пламя, в зависимости от области применения. Горелка имеет ввинчиваемое сопло из набора сопел с отверстиями разного диаметра, которые обеспечивают соответствующий размер пламени и, следовательно, необходимую подводимую теплоту для конкретного металла и толщины свариваемого материала.Шланги для кислорода и горючего газа подсоединяются между сварочной горелкой и газовыми баллонами, при этом газы проходят через пламегасители и регуляторы давления. Гасители обратного пламени — это предохранительные устройства, которые предотвращают возвращение пламени в цилиндры в случае обратного возгорания. Для использования в мастерских газовые баллоны обычно устанавливаются парами на тележке, которую можно перемещать туда, где это необходимо.
Для использования в мастерских газовые баллоны обычно устанавливаются парами на тележке, которую можно перемещать туда, где это необходимо.
Присадочный металл и флюсы Химический состав присадочных металлов указан в BS 1453: 1972 и включает ферритные стали, чугун, аустенитные нержавеющие стали, медь и медные сплавы и алюминиевые сплавы.Ферритные стали не требуют использования флюса, но для других материалов доступны запатентованные флюсы.
Области применения Газовая сварка используется в основном при ремонте и техническом обслуживании, особенно при ремонте кузовов автомобилей и сельскохозяйственного инвентаря, хотя постепенно ее заменяет небольшое оборудование для сварки TIG и MIG. Газовая сварка в определенной степени используется для работы с листовым металлом (например, для обогрева и вентиляции воздуховодов) и до сих пор используется для прокладки корневых проходов в трубах, где она особенно полезна для перекрытия зазоров.
Два применения, в которых газовая сварка имеет явные преимущества по сравнению с другими процессами, — это сварка и ремонт отливок из серого чугуна и наплавка дорогими сплавами. Отливки из серого чугуна можно успешно сваривать с помощью высоких температур предварительного нагрева до 600 ° C и газовой сварки с присадочными стержнями из чугуна. Осаждение дорогостоящих износостойких сплавов, таких как кобальт-хромовольфрамовые типы или сплавы на основе карбидов хрома или вольфрама, можно проводить с минимальным плавлением основного металла, так что разбавление осажденного сплава и последующее уменьшение исключается износостойкость.Газовая сварка также успешно применяется в ювелирном производстве с миниатюрными горелками и небольшими газовыми баллонами.
Отливки из серого чугуна можно успешно сваривать с помощью высоких температур предварительного нагрева до 600 ° C и газовой сварки с присадочными стержнями из чугуна. Осаждение дорогостоящих износостойких сплавов, таких как кобальт-хромовольфрамовые типы или сплавы на основе карбидов хрома или вольфрама, можно проводить с минимальным плавлением основного металла, так что разбавление осажденного сплава и последующее уменьшение исключается износостойкость.Газовая сварка также успешно применяется в ювелирном производстве с миниатюрными горелками и небольшими газовыми баллонами.
Ацетилен — единственный горючий газ, пригодный для газовой сварки из-за его благоприятных характеристик пламени при высокой температуре и высокой скорости распространения. Другие горючие газы, такие как пропан, пропилен или природный газ, выделяют недостаточное количество тепла для сварки, но используются для резки, пайки горелкой и пайки. Они также используются для газовой правки деформированных деталей, а также для предварительного нагрева перед сваркой и последующего нагрева после сварки.
Газовая резка Газовая резка, иногда называемая газовой резкой или кислородной резкой, включает активное экзотермическое окисление разрезаемой стали, когда материал предварительно нагревается пламенем кислородно-топливного газа до температуры воспламенения около 900 ° С. Оборудование для газовой резки такое же, как и для сварки, за исключением того, что требуется специальная режущая насадка. Сопло имеет внешнее кольцо отверстий, через которое подается смесь подогреваемого газа, и центральное отверстие, через которое проходит струя кислорода.В результате экзотермической реакции окисления стали образуется жидкий шлак из оксида железа, и через несколько секунд, в зависимости от толщины металла, происходит пробивка сечения. Оксид железа и расплавленный металл удаляются из разреза потоком кислорода. Перемещение резака по заготовке обеспечивает непрерывное резание, резаком можно управлять вручную или с помощью моторизованной каретки. Таким способом можно резать сталь толщиной до 300 мм.
Стойкие к окислению стали, такие как нержавеющая сталь, можно резать специальными методами, включая введение порошка железа или других патентованных порошков в поток кислорода.Эти порошки вступают в реакцию с тугоплавкими оксидами хрома, снижают их температуру плавления и повышают текучесть, что позволяет выполнять резку. Для получения дополнительной информации обратитесь к ссылке 40.
Нержавеющие стали, цветные металлы и сплавы обычно режут с помощью процесса плазменной резки, который не требует экзотермической реакции.
Возможна ручная газовая резка, а точность резки может быть улучшена за счет использования небольшого колеса, установленного на резак.Колесо может быть автономным или моторизованным. Для общей резки и профилирования (в том числе резки скосов на кромках листов) обычно используется механизированная резка. Для механизированной резки распространены электронные отслеживающие устройства, которые состоят из фотоэлемента, который повторяет контур чертежа и направляет режущее сопло с помощью приводных двигателей, которые регулируют движение каретки и траверсы, к которой прикреплен резак.