Какая сварка лучше: газовая или электрическая?
Какая сварка лучше: газовая или электрическая?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
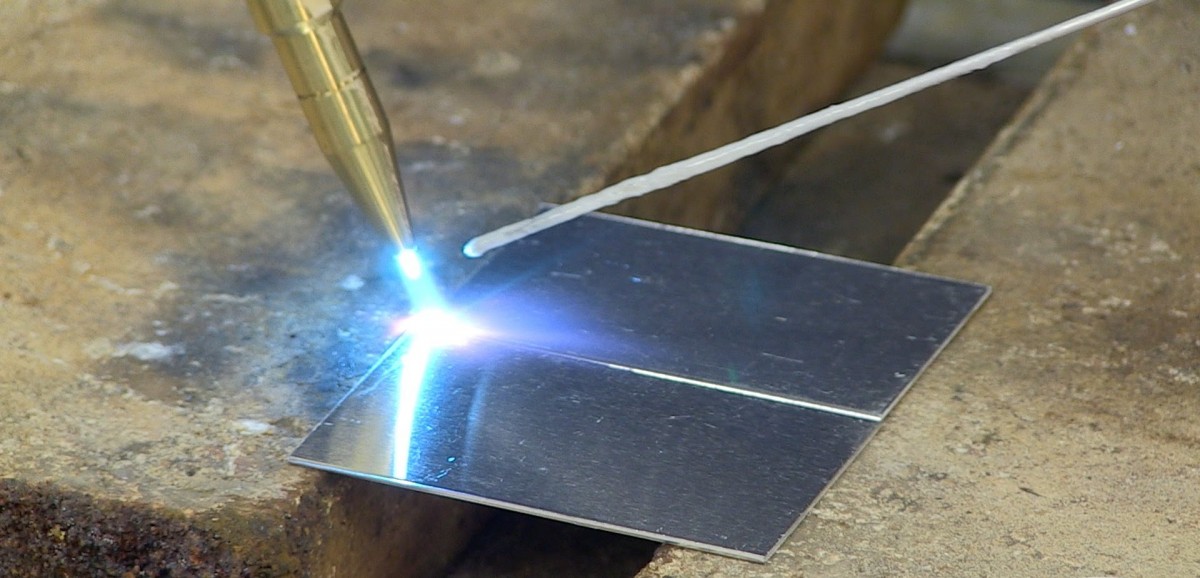
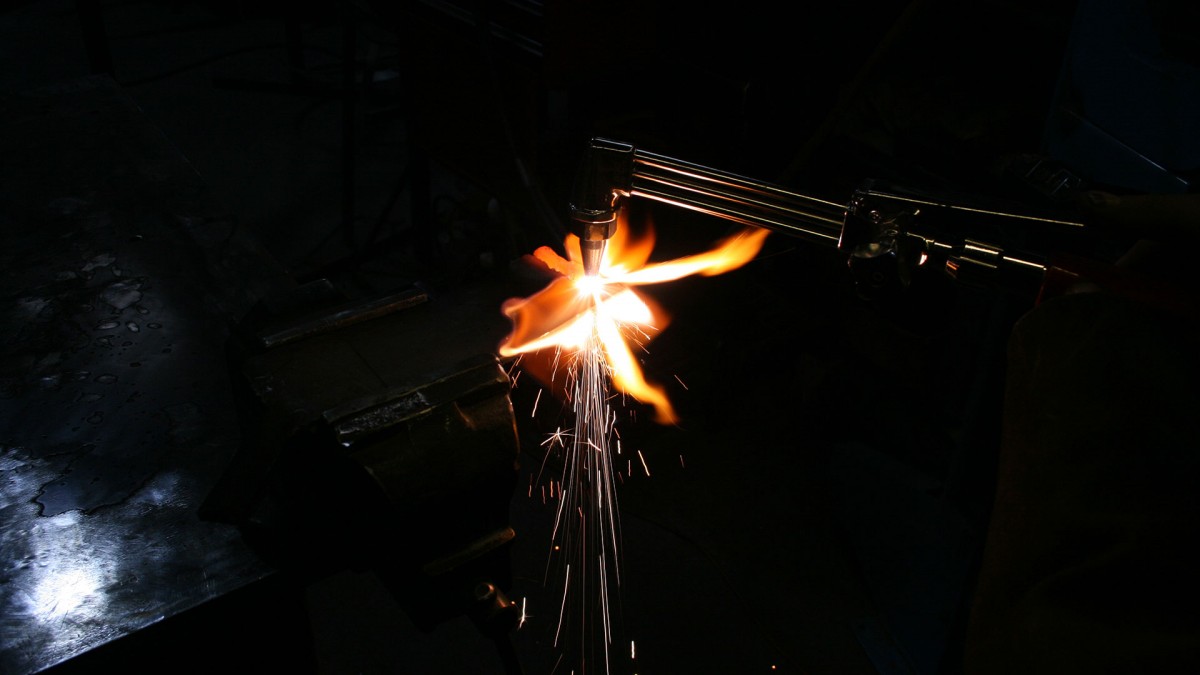
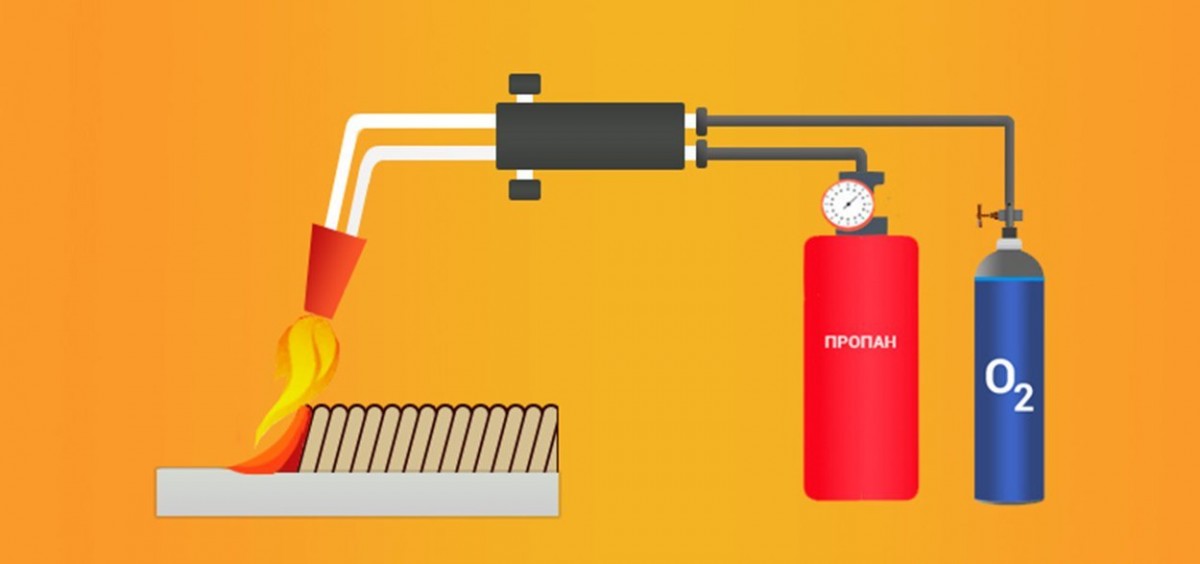
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
- электрической сваркой лучше пользоваться там, где есть хорошие электросети, которые могут выдержать огромные напряжения аппарата;
- аппарат для электросварки намного компактнее газового;
- нагревается небольшой участок и очень быстро.
Но при этом электродуговая сварка опасна, так как может произойти сильный удар током. Одновременно с этим при другом типе соединения металлов необходимо постоянно следить за возможной утечкой газа, чтобы избежать взрыва. Кроме того, газосварка имеет и такие особенности:
- Позволяет выполнять работы даже там, где нет электричества, либо напряжение слишком мало. Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
- Газ не так негативно сказывается на зрении.
- Нагревается большой участок, причем медленно. Сложно однозначно сказать, хорошо это или плохо. Некоторые металлы как раз лучше нагревать не спеша.
- При увеличении толщины металла производительность падает.
- При газовой сварке нужно постоянно заправлять и возить баллоны, а это не всегда удобно.
Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
Газовая и электрическая сварка – в чем отличия?
22 Сентября 2018 / Металлоизделия, материалы, строительные и промышленные услуги
Электросварка отличается от газосварки довольно сильно. Список отличий их можно приводить долго. Применяются они для обработки разных материалов, меняются экономическая целесообразность и эффективность, оборудование и инструменты.
Газовая сварка осуществляется с применением специальной присадочной проволоки, коммуникационных трубок, газовых горелок и баллонов, наполненных горючими казанами. Также могут использоваться генераторы таких газов. Другим будет электросварочное оборудование и сопутствующие материалы. Потребуются сварочные электроды, источник электричества, а также сварочные трансформаторы или выпрямители. Первые нужны при сварке на переменном токе, вторые – при постоянном токе.
Нельзя сказать, что составляющие кардинально отличаются друг от друга, однако при необходимости провести работы вдали от источников электричества, используют в основном газовую сварку. Также газосварочное оборудование обычно используют во время проведения коммунальных ремонтов с использованием трубы нержавейки. Для полевых условий такой вариант подходит лучше. Применение дизель-генератора для получения энергии для электросварки обойдется дороже баллонов с ацетиленом или кислородом.
Эффективность сварки с использованием газов снижается при увеличении толщины обрабатываемых материалов. Металлы нагреваются при этом способе постепенно, автоматизировать процесс практически невозможно. Участок во время работ нагревается большой. Все перечисленные особенности могут стать как плюсами, так и минусами при определенных обстоятельствах. Постепенный нагрев, к примеру, приводит к низкой производительности, однако слишком быстрому нагреву подвергать некоторые металлы нельзя. Прочность их теряется. О свариваемой поверхности можно сказать примерно то же. Электрическую сварку выбирают в том случае, если рядом имеются нагретые до высоких температур и плавящиеся элементы, так как иначе могут возникать остаточные деформации.
Электрическая сварка практически мгновенно нагревает материал. Весь процесс может быть полностью автоматизирован. Нагреву подвергается только небольшой участок. От толщины металла скорость работ практически не зависит. Но при этом скорость нагрева изменением угла пламени регулировать не получится. Это доступно только при газовой сварке.
Экономическая эффективность использования того или иного метода сварки во многом зависит от того, какую толщину имеют свариваемые металлы. Если показатель меньше шести миллиметров, обычно выбирают газовую сварку.
Особенности электросварки и газосварки
Владельцы квартир, дач и частных домов рано или поздно сталкиваются с необходимостью сварочных работ. Ремонт водопроводных труб и емкостей, ограды, устройство навесов и других конструкций из металла… Список может быть очень длинным. Многие о сварке имеют смутное представление, на уровне «она существует». В статье рассматривается полезная информация о сварочных работах.
- используется современное оборудование;
- специалист обладает нужным уровнем умений;
- пользуется проверенными расходными материалами.
Хороший мастер выполняет оговоренный объем работ в срок, на высоком уровне.
Что общего у сварочных работ?
Процесс выглядит обобщенно так:
- Металл по линии соединения расплавляют. После остывания детали оказываются скрепленными.
- Достигается это при помощи специального оборудования. Качество шва (внешний вид, отсутствие дефектов) зависит от опыта мастера и вида сварки.
- Результат действий – соединение металлических деталей в единое целое. Шов практически соответствует по прочности самому металлу. Сцепление идет глубокого уровня, фактически межатомного. Поэтому выдерживает высокие нагрузки, разницу температур и давления.
Ручная дуговая электросварка
Суть этого способа в том, что между электродом и рабочей поверхностью возникает электрическая дуга, плавящая металл. Используется для соединения обычных углеродистых сталей, легированных, жаростойких, чугуна, цветных металлов.
Преимущества:- возможна в местах со сложным доступом;
- подходит для большого количества марок стали;
- для разной толщины деталей;
- допускает быстрый переход между свариваемыми металлами;
- позволяет вводить легирующие элементы;
- сварочное оборудование простое, легко перемещаемое.
Недостатки:
- низкая производительность;
- вредные условия в процессе;
- не подходит для тонких деталей;
- сильная зависимость качества шва от умений сварщика
Газосварка
В этом случае для плавления металла используют кислород и ацетилен. У этого способа также есть преимущества и недостатки.
- медленный нагрев и остывание;
- лучшие результаты соединения свинца, чугуна, меди, латуни;
- выбор мощности пламени;
- широкий диапазон температур плавления;
- не требуется дорогое и сложное оборудование, дополнительная электроэнергия;
- высокая прочность швов;
- можно сваривать, закалять, резать металлы.
Недостатки:
- отсутствует механизация, как принцип;
- большая область нагрева;
- применение опасных веществ;
- толщина деталей до 5 мм;
- не подходит для высокоуглеродистых сталей;
- нельзя легировать наплавляемый металл.
Оба вида сварки используются для работ в частном доме, квартире, на дачном участке.
Узнать больше об услугах сварщика
дуговая или полуавтомат? Сравнение, плюсы и минусы, сферы и особенности применения
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
Преимущества:
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
Недостатки:
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
Преимущества:
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
Недостатки:
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
пошаговая инструкция по эффективной технологии соединения деталей
Газовое скрепление или резка металла не были возможны, пока француз Деви в 1836 году не понял, что ацетилен (этин) на основе карбида кальция может гореть. Потом его стали использовать в уличных фонарях и фарах авто и паровозов. Гораздо позже его земляки Фуше и Пикар описали «сварочную ванну» при газоплавильной сварке на основе того же ацетилена.

Но именно в Советском Союзе было впервые начато промышленное производство ацетилена и его «расфасовка» в прочные стальные баллоны белого цвета. Это позволило повысить производительность работы сварщиков на 20 процентов, на столько же не терять ацетилена. Так газовая сварка металлов – стали, чугуна и цветных – стала доступна в любой, даже отдаленной, местности.

Краткое содержимое статьи:
Газосварка – универсальное решение
Трудно найти отрасль, где бы ни использовалась газосварка – способ прочного соединения металлов друг с другом в стадии расплава пламенем особых температур. Ведь ацетилен горит при 3 200-3 400 градусах.

Технология газовой сварки простая. Этот способ может заменить электродуговую, но газовую – нет. Но все же первая приоритетна на тонких металлах. Дуга же их просто расплавит, как в мартене, а не скрепит.
Чем «газовать»?
Ацетилен и сегодня широко используется, там, где необходимы небольшие объемы сварки, особенно в аварийных случаях. Широко применяются и иные горючие газы: водород и природный, пропан (отдельно и в смеси с бутаном) и нефтяной, а также пары бензина и керосина.

Но этин среди них – король по теплотворности и термичности факела (на фото газовой сварки это видно) в его смеси с О2. И он больше других газов используется для этих целей.

Плюсы и минусы технологии:
- не нужен подвод электротока;
- недорогое оборудование и аксессуары;
- ведется только вручную;
- не высокое качество изделий по механике и долговечности.

Что необходимо для газосварки/резки
Оборудование для газосварки простое и удобное для переноски и перевозки. По любому типу горючего газосварочные устройства имеют приставку кислородные. Потому что без него процесс практически невозможен.
Главное оборудование для газовой сварки: баллон или генератор (газгольдер), резак. В генераторе карбид кальция вырабатывает ацетилен (его формула – C2h3) в смеси с водой. В работе их больше используют профессиональные газосварщики, поскольку такой метод взрывоопасен. Поэтому в быту, на СТО автомобилей, в различных мастерских, на морских судах пользуются только баллонным ацетиленом.
Баллоны с газом и кислородом. Кислород не горит, но усиливает горение. При соединении с различными минеральными или синтетическими маслами, в то числе и с пищевыми, может произойти взрыв.

Поэтому для обслуживания баллонов голубого цвета необходима чуть ли не медицинская стерильность: чистые перчатки, хорошо вымытые или обезжиренные ключи, редукторы.

Для каждого вида газа есть свой вентиль и редуктор, чтобы не было дополнительной реакции с металлом. Вентили для ацетилена стальные, кислорода и пропан/бутана – латунные. К ним подсоединяются редукторы, рассчитанные на определенное давление: ацетиленовые – на 2,5 МПа (5320 литров газа в баллоне), кислородные – 15 МПа (6000).

В белые баллоны засыпается пористый материал (древесный уголь) и заливается ацетон и лишь после этого закачивается ацетилен. Внутри происходит еще одна химическая реакция и вырабатывается дополнительный ацетилен.

Как варить газовой сваркой? Смешивание кислорода с газами однотипно. В резаке усилитель пламени соединяется с этином и в паре выходят из сопла горелки после поджига огнем синего цвета.

Различия сварки
Горячее схватывание металлов производится такими методами:
Шаг горелки влево. Подходит для тонкой и быстроплавкой стали. Горелка правой рукой рабочего движется влево, а сварочная проволока находится чуть дальше пламени по линии будущего соединения;

Движение вправо. Рычаг с пламенем движется по указанному маршруту, а присадка следует за горелкой. Энергия пламени рассеивается меньше, и раскрытие шва от этого – не прямой угол, а только 60-70 градусов.
Применяется для железа от 3 мм и выше, а также с высокой термопроводимостью. В обоих случаям диаметр присадки согласуется с толщиной скрепляемого железа – наполовину меньше.

Одна практическая тонкость метода Фуше и Пикара – расплавные ванны. Если грамотно варить металл, то ванна постоянно следует позади горелки. Она – указатель качественной сварки.

На том месте, где возникла температура плавки – металл как бы становится жидким. Именно в этот момент присадочная проволока попадает в сталь, также плавится, и эта «река» течет по шву. В нем расплав присадки выполняет важную роль упрочняющего шов материала. Ванна прочно скрепляет тонкие полосы и трубы из стали с низким содержанием углерода и легированием ниже пяти процентов.
Отличия соединения различных швов:
- по горизонтали и потолкам выбирается правый способ, когда металл не льется из «ванны»;
- по вертикали и наклонам – левым методом;

Этим отличается применение газовой сварки в различных отраслях.

Фото газовой сварки металлов




























Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
достоинства и недостатки, методы, оборудование
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
 Газовая сварка металлической трубы
Газовая сварка металлической трубыСуть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен. Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Достоинства и недостатки
Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
Преимущества:
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.
Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
 Газовая сварка медной трубы
Газовая сварка медной трубыОбласть применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.
Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
- Метаном.
- Пропаном.
- Ацетиленом.
- Водородом.
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
 Водород для сварки
Водород для сваркиОборудование
Виды оборудования для газовой сварки:
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.
На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
С помощью резака можно разделять металлические заготовки на части.
 Зачистка металлической поверхности
Зачистка металлической поверхностиТехника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
Газовая сварка — востребованный способ термического соединения металлических деталей. Перед тем как начинать сварочные работы, требуется ознакомиться с особенностями технологического процесса, подготовить оборудование, свариваемые детали. Чтобы не навредить организму, важно соблюдать правила техники безопасности.
отличие Электосварщика от Газоэлектросварщика — Курилка
Согласно Единому тарифно-квалификационному справочнику работ и профессий рабочих» (ЕКТС) и его разделу «Сварочные работы» мы сможем убедиться в том, что согласно параграфу 48 правильно, официально профессия называется «электрогазосварщик».
Привычная в обиходе путаница сути занятий такого рабочего не меняет, но если вписать в трудовую книжку название профессии принимаемого на работу человека не так, как это указано в ЕТКС, то он может лишиться льгот, положенных ему в самом процессе исполнения своих должностных обязанностей (молоко давать за вредность не будут, в спецодежде ущемят и т.д.), а кроме этого, могут возникнуть проблемы с досрочным выходом на пенсию, которая положена электрогазосварщикам, а газоэлектросварщикам — нет.
Так что при получении профессии и соответствующего впоследствии квалификационного удостоверения внимательно следите за тем, чтобы полученная вами специальность обозначалась в документах правильно — «электрогазосварщик» с указанием квалификационного разряда.
В данном вопросе вроде нет проблем, есть такая штука может кому пригодся
Информационное письмо Минтруда РФ и ПФР от 2 августа 2000 г. N 3073-17/06-27/7017В Минтруд России и Пенсионный фонд Российской Федерации от территориальных органов пенсионной службы и различных организаций поступают запросы о праве на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) рабочих, которые по трудовым документам значатся газоэлектросварщиками.
По действующему законодательству правом на пенсию в связи с особыми условиями труда по разделу XXXIII Списка N 2 пользуются электрогазосварщики, которые в соответствии с ЕТКС (выпуск 2) выполняют работы по дуговой и газовой сварке (резке) металла и металлических изделий.
Как показывает практика, на многих предприятиях рабочие, выполняющие указанные работы, по трудовым документам ошибочно значатся газоэлектросварщиками. Неточная запись в трудовых книжках вызывает у органов пенсионной службы определенные трудности при решении вопросов о льготном пенсионном обеспечении этих рабочих.
«Электрогазосварщик» и «Газоэлектросварщик» — это разные наименования одной профессии, поэтому рабочие, которые по трудовым документам значатся газоэлектросварщиками, могут пользоваться правом на льготное пенсионное обеспечение по Списку N 2 (раздел XXXIII) как электрогазосварщики, т. е. при документальном подтверждении их занятости в течение полного рабочего дня на резке и ручной сварке, на полуавтоматических машинах, а также на автоматических машинах с применением флюсов, содержащих вредные вещества не ниже 3 класса опасности.
Заместитель руководителя Департамента по вопросам пенсионного обеспечения Министерства труда и социального развития РФ А. С. Назаров
Начальник Управления пенсионного обеспечения Исполнительной дирекции Пенсионного фонда РФ А. Д. Скворцов
Основы газовой сварки, преимущества, недостатки и применение
Проще говоря, газовая сварка — это процесс соединения металлов с использованием тепла, передаваемого от пламени. Процесс включает в себя нагревание соединения двух металлов до определенной точки, чтобы они расплавились и сплавились.
СВЯЗАННЫЙ: СВАРОЧНЫЙ ПОТОК: ЗАЩИТНЫЙ АГЕНТ МЕЖДУ ДВУМЯ МАТЕРИАЛАМИ
Несмотря на относительно простое определение, процесс газовой сварки имеет множество особенностей.В этой статье мы подробно рассмотрим газовую сварку, ее применение, преимущества и методологию.
Металлы можно соединять разными способами. Газовая сварка — одна из самых важных из-за сферы ее применения. Газовая сварка — одна из старейших форм термической сварки, которая остается популярной во многих отраслях промышленности.
Причина, по которой эта сварочная техника пользуется большой популярностью, заключается в ее простоте использования и низкой стоимости. Проведение процесса сварки с помощью газовой сварки относительно просто и не обязательно требует наличия опытных сварщиков.
При использовании топлива, такого как ацетилен, пламя может достигать температуры 3100 ° C. Эта температура ниже, чем у аппарата для дуговой сварки, но такие преимущества, как экономия затрат в виде простого оборудования и рабочей силы, делают газовую сварку лучшим выбором для ремонтных и строительных работ.
Как мы обсуждали ранее в статье, газовая сварка — это все, что касается нагрева концов материалов до точки, при которой они плавятся и плавятся. Чтобы добиться этого, сварщик должен иметь оборудование, способное создавать высокотемпературное пламя.
Газовая сварка отмечает этот флажок, используя комбинацию кислорода и легковоспламеняющегося газа. Чаще всего кислород смешивается с такими газами, как ацетилен, водород, бензин, пропилен, бутан и другие.
Каждое топливо имеет свои характеристики, которые проявляются при сгорании. Некоторые топливные газы могут гореть при очень высоких температурах, в то время как другие могут не достигать таких же температур. Выбор для газовой сварки зависит от типа проекта, стоимости и контроля пламени.
Наиболее часто используемыми топливными газами для газовой сварки являются ацетилен и бензин.Они настолько популярны, что многие заменяют термин газовая сварка кислородно-ацетиленовой сваркой или кислородно-бензиновой сваркой в зависимости от используемого топлива.
Как только пламя попадает на соединение, оно начинает постепенно нагревать металл. Высокие температуры вызовут плавление металла и образование сварочной ванны. На этом этапе можно добавить наполнитель по своему усмотрению.
Внешние зоны пламени защищают сварочную ванну от атмосферы. Завершение сварки требует, чтобы сварщик медленно удалил пламя из стыка, давая ему время затвердеть без окисления.
Для газовой сварки требуется система, в которой два газа, кислород и топливный газ, могут безопасно смешиваться и сжигаться. Также сварщику требуется механизм для контроля пламени.
Чтобы удовлетворить всем этим условиям, газосварочное оборудование состоит из:
Топливный баллон: Топливный баллон содержит топливо, необходимое для сгорания. Цилиндр герметичен и изготовлен из толстостенной стали, чтобы сжатое топливо не ослабляло цилиндр.
Кислородный баллон: Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов.
Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выпускаемого из баллона. Регулирующие клапаны также имеют решающее значение для управления соотношением топлива и кислорода.
Смесительная камера: Это корпус, в котором смешиваются топливо и кислород.Регулирующие клапаны служат для регулирования потока газов из баллона в камеру смесителя.
Сварочная горелка: Сварочная горелка содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, в котором топливно-кислородная смесь сжигается вместе.
Некоторые ключевые особенности газовой сварки делают ее настолько популярной в этой области. Мы обсудим некоторые из них здесь.
Сварка черных и цветных металлов: Одно из главных достоинств газовой сварки состоит в том, что она позволяет сваривать цветные и черные металлы вместе.
Электроэнергия не требуется: Если сравнивать газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
Недорогое оборудование: Первоначальный капитал для газовой сварки очень низкий, поскольку не требует специального оборудования.
Не требует специализированного труда: Газовая сварка не требует узкоспециализированного труда.Это упрощает поиск газосварщиков, а также снижает затраты на рабочую силу.
Переносное оборудование: Вся установка для газовой сварки легко переносится.
Недостатки газовой сварки
Популярный термин «универсальный не подходит для всех» применим и к газовой сварке. Это некоторые из недостатков газовой сварки. К ним относятся:
- Не подходит для толстых профилей
- Невозможно использовать для высокопрочной стали
- Низкая скорость нагрева
- Невозможно достичь температуры дуговой сварки
- Нет специальной системы защиты от флюса
Газовая сварка используется в самых разных отраслях промышленности.Вот список некоторых из наиболее распространенных применений газовой сварки.
Ремонтные работы: Одно из наиболее распространенных применений газовой сварки — ремонтные работы.
Производство листового металла: Листы от тонких до средних легко свариваются с помощью газовой сварки.
Авиационная промышленность: Кислородно-ацетиленовая сварка используется для соединения различных деталей самолетов.
Автомобильная промышленность: Используется для сварки частей рамы и шасси.
Соединение высокоуглеродистой стали: Газовая сварка очень эффективна при плавке высокоуглеродистой стали.
Газовая сварка — один из многих методов сварки, которые мы используем сегодня. Низкая стоимость и доступность рабочей силы делают газовую сварку одним из самых популярных методов сварки, которые мы используем сегодня.
СВЯЗАННЫЙ С: УЛЬТРАЗВУКОВАЯ СВАРКА: ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ ДЛЯ СВАРКИ ПЛАСТИКОВ И МЕТАЛЛОВ
Довольно часто начинающие сварщики закладывают основы газовой сварки, а затем переходят к более продвинутым формам сварки.Если вы хотите сделать карьеру сварщика, газовая сварка — идеальный вариант для начала.
.сварка | Типы и определение
Сварка , техника, используемая для соединения металлических деталей, как правило, с применением тепла. Этот метод был открыт во время попыток придать железу полезные формы. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из которых были произведены арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой.Техника сварки, которая включала прослойку относительно мягкого и вязкого железа с высокоуглеродистым материалом с последующей ковкой с молотком, позволила получить прочное и жесткое лезвие.
дуговая сварка дуговая сварка в среде защитного металла. ВМС СШАВ наше время усовершенствование технологий производства чугуна, особенно внедрение чугуна, ограничило сварку кузнецами и ювелирами. Другие методы соединения, такие как крепление болтами или заклепками, широко применялись в новых изделиях, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных листах. Было показано, что клепка имеет недостатки, особенно для закрытых контейнеров, таких как бойлер. Газовая сварка, дуговая сварка и контактная сварка появились в конце XIX века. Первая реальная попытка широкого внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 году кислородно-ацетиленовый процесс был хорошо развит, и применяемые тогда методы сварки используются до сих пор.С тех пор основные улучшения коснулись оборудования и безопасности. В этот период также была введена дуговая сварка с использованием плавящегося электрода, но изначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено, обернув оголенный провод асбестом и переплетенным алюминиевым проводом. Современный электрод, представленный в 1907 году, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не применялась повсеместно до Второй мировой войны, когда острая необходимость в быстрых средствах строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые разработки.
Сварка сопротивлением, изобретенная в 1877 году Элиху Томсоном, была принята задолго до дуговой сварки для точечного и шовного соединения листов. Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в 1920-х годах. В 1940-х годах был внедрен процесс вольфрам-инертный газ с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе с защитой от газа использовался проволочный электрод, который расходился во время сварки. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Получите эксклюзивный доступ к контенту из нашего 1768 First Edition с подпиской. Подпишитесь сегодняОсновные принципы сварки
Сварной шов можно определить как слияние металлов, полученное нагреванием до подходящей температуры с приложением давления или без него, а также с использованием или без использования присадочного материала.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплава металла необходимого размера. Тепло может поступать от электричества или от газового пламени.Сварку сопротивлением можно рассматривать как сварку плавлением, поскольку образуется расплавленный металл.
Твердофазные процессы позволяют получать сварные швы без плавления основного материала и без добавления присадочного металла. Всегда используется давление и обычно подается немного тепла. Теплота трения возникает при ультразвуковом и трении, а нагрев печи обычно используется при диффузионной сварке.
Электрическая дуга, используемая при сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при 10–50 вольт.Столб дуги сложен, но, в общем, состоит из катода, который испускает электроны, газовой плазмы для проведения тока и области анода, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Общее количество энергии, потребляемой во всех сварочных процессах, превышает то, что требуется для создания соединения, поскольку не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры.Тепло теряется из-за проводимости через основной металл и излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими близлежащими металлами. Эти реакции могут быть крайне пагубными для свойств сварного соединения. Например, большинство металлов при расплавлении быстро окисляются. Слой оксида может препятствовать надлежащему соединению металла. Покрытые оксидом капли расплавленного металла захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для достижения определенных свойств, настолько быстро реагируют на воздействие воздуха, что осажденный металл не имеет того же состава, что и изначально.Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление, образуя покров над расплавленным материалом. Флюсы могут быть активными и помогать в процессе или неактивными и просто защищать поверхности во время соединения.
Инертная атмосфера играет такую же защитную роль, как и флюсы. При сварке металлической дугой в среде защитного газа и вольфрамовой дугой в среде защитного газа инертный газ — обычно аргон — течет из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги.Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные характеристики соединения. В результате прохождения сварочной дуги возникают три зоны: (1) металл шва или зона плавления, (2) зона термического влияния и (3) зона без воздействия. Металл сварного шва — это та часть соединения, которая была расплавлена во время сварки.Зона термического влияния — это область, прилегающая к металлу сварного шва, которая не была сварена, но претерпела изменение микроструктуры или механических свойств из-за высокой температуры сварки. Неповрежденный материал — это тот материал, который не был достаточно нагрет, чтобы изменить его свойства.
Состав сварочного металла и условия, при которых он замерзает (затвердевает), значительно влияют на способность соединения удовлетворять эксплуатационным требованиям. При дуговой сварке металл шва состоит из присадочного материала и основного металла, который расплавился.После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный сварной шов имеет литейную структуру со столбчатыми зернами, проходящими от края ванны расплава до центра сварного шва. В многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву, или зона термического влияния, подвергается ряду температурных циклов, и его изменение в структуре напрямую связано с максимальной температурой в любой заданной точке, временем воздействия и охлаждением. ставки.Типов основного металла слишком много, чтобы обсуждать здесь, но их можно разделить на три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные в результате структурных изменений, (3) материалы, закаленные в результате процессов осаждения.
Сварка вызывает напряжения в материалах. Эти силы вызваны сжатием металла сварного шва и расширением, а затем сжатием зоны термического влияния. Не нагретый металл накладывает ограничения на вышеуказанное, и, поскольку преобладает усадка, металл сварного шва не может свободно сжиматься, и в соединении создается напряжение.Это обычно называется остаточным напряжением, и для некоторых критических применений оно должно быть снято термической обработкой всего изделия. Остаточное напряжение неизбежно во всех сварных конструкциях, и, если его не контролировать, произойдет искривление или деформация сварного соединения. Контроль осуществляется методами сварки, приспособлениями и приспособлениями, процедурами изготовления и окончательной термообработкой.
Существует множество способов сварки. Некоторые из наиболее важных обсуждаются ниже.
.Распространенных ошибок, которых следует избегать при сварке труб
Сварка труб или изготовление труб — это метод, при котором две трубы соединяются вместе. Этот процесс достигается с помощью различных методов сварки, таких как дуговая сварка, сварка MIG, сварка TIG и некоторые другие методы сварки.
Возможности трудоустройства сварщиков с годами увеличились благодаря быстроразвивающейся промышленности.
СВЯЗАТЬСЯ: ШВОВАЯ СВАРКА: ПРИМЕНЕНИЕ, ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
Однако для сварки труб в промышленности требуются квалифицированные рабочие.Поскольку сварка — сложный процесс, вероятность возникновения ошибок весьма значительна.
Следовательно, точность и стойкость являются ключевыми в этой области.
Ошибки при сварке труб могут возникнуть как у новичков, так и у специалистов. Понимание их — лучший способ предотвратить такие случаи вообще.
Ошибки при сварке создают почву для дефектов сварных швов. Недавно компании Honda пришлось отозвать некоторые из своих моделей CR-V из-за дефектного сварного шва, который мог привести к утечке топлива.Катастрофа на подводной лодке «Курск» — еще один пример того, как дефекты сварных швов могут нанести серьезный вред не только машинам, но и человеческим жизням.
Процессы сварки труб должны быть точными, потому что любая ошибка может привести к утечке полезной нагрузки. Давайте рассмотрим некоторые из распространенных ошибок при сварке труб, которые распространены в отрасли.
Подготовка трубы очень важна при сварке трубы. Существует лишь несколько сварочных процессов, которые не требуют подготовки детали перед сваркой.
Подготовка труб начинается с того, чтобы соединяемые кромки были гладкими и однородными.
Во многих случаях соединяемые трубы должны быть подвергнуты некоторой резке или сварке, прежде чем они попадут в руки сварщика. Поэтому перед фактическим процессом сварки часто используется процедура шлифования поверхности для получения правильных кромок.
Следующим шагом является очистка труб от любых смазок, масел или других загрязнений, присутствующих на поверхности труб.
Без соблюдения надлежащей практики подготовки труб сварной шов может столкнуться с множеством проблем, таких как включение водорода, улавливание шлака и отсутствие плавления. В конечном итоге это приводит к ослаблению сварных швов и дефектам сварных швов.
Даже несмотря на то, что наполнитель будет корректировать незначительные неровности поверхностей, есть предел того, чего он может достичь. Когда детали не соединены с правильным выравниванием, мы видим такие примеры, как скос со слишком большим углом.
Сборка деталей является стандартной процедурой при сварке труб.Однако иногда мы видим, как сварщики спешат с процессом, и это создает дефекты сварки с перекосом, которые выглядят как некрасивые, так и структурно слабее по сравнению с правильным сварным швом.
WPS или Спецификация процедуры сварки — это документ, который содержит информацию, предназначенную для сварщиков, помогающую им выполнять сварные швы в соответствии с требованиями норм. Слишком часто опытные сварщики игнорируют такую документацию.
Но это не мудрый выбор. Сварка труб зависит от многих факторов, от материала трубы до типа сварного шва, который используется в процессе.
WPS будет содержать всю информацию, имеющую отношение к процессу сварки, такую как тип сварного шва, положения сварки, классификация присадочного материала, температуры предварительного нагрева, температуры последующего нагрева, обработка сварного шва и многое другое.
Использование WPS перед началом процесса сварки всегда является хорошей практикой.
Подготовка швов не имеет универсальной процедуры, которой можно было бы следовать.Эти процедуры меняются в зависимости от типа используемой сварки.
Подготовка стыка для сварки штангой отличается от подготовки стыка для сварки MIG. Оба они требуют разных подходов, и использование правильного метода для правильного сварного шва — единственный способ обеспечить идеальные сварные швы.
Если не следовать правильной процедуре сварки, вы получите серьезные дефекты сварного шва.
Защитный газ используется для защиты сварного шва от взаимодействия с атмосферными газами, такими как водород и азот.Во многих сварочных процессах, таких как лазерная сварка, используются защитные газы для улучшения сварных швов.
Однако одним из наиболее распространенных заблуждений многих сварщиков является то, что большее количество защитного газа обеспечивает большую защиту. Однако это не так, и в некоторых случаях это может даже отрицательно сказаться на сварном шве.
Сварочный газ под высоким давлением на полной скорости расходует много защитного газа без каких-либо преимуществ. Кроме того, сила защитного газа может встряхнуть сварочную ванну.
Всегда рекомендуется использовать регулятор потока, чтобы гарантировать, что сварной шов будет получать необходимое количество защитного газа.
Многие сварщики винят источники тока в пористости сварных швов. Источник питания не может сделать сварной шов пористым.
Однако другие факторы, такие как замена катушки с проволокой, использование неподходящего газа или неподготовление заготовок, часто приводят к пористости в сварных швах.
Это говорит о том, что сварщик должен сохранять осторожность на каждом этапе процесса, чтобы обеспечить хорошее соединение труб. Вещи, которые кажутся безобидными, такие как кратковременное прерывание потока газа, могут создавать пористость в сварных швах.
Дуговая сварка часто вызывает образование шлака. Покрытие флюсом играет важную роль в создании шлаковых включений.
Сварщики должны использовать правильную скорость и угол, чтобы образование шлака было ограничено до минимального уровня. Включение шлака также можно предотвратить, если подать на сварочную проволоку правильное напряжение.
Очистка между сварочными проходами — еще один способ предотвратить накопление шлака.
Для сварки труб требуется прочный и идеальный сварной шов.Легко понять, почему это важно, потому что плохие сварочные работы приводят к утечкам, которые могут вызвать серьезные повреждения из-за жидкости, которую он будет удерживать.
СВЯЗАННЫЙ: ХОЛОДНАЯ СВАРКА: СОЕДИНЕНИЕ МЕТАЛЛОВ БЕЗ НАГРЕВА
Следовательно, ошибки недопустимы. Как сварщик, вы должны следить за тем, чтобы каждый этап процесса был совершенен.
Если вы следуете каждому шагу осторожно и безупречно, вы не оставляете места для ошибки.
.Курсы по сварке, обучение, сварщик, сварка, рабочие места, миг, квалификация, дуга, классы, газ, точечный, модули
Всегда был высокий спрос на сварщиков в строительстве, промышленности и машиностроении.
Сварка — это перекрестный навык, востребованный в аэрокосмической, нефтехимической, энергетической, судостроительной, мостостроительной, транспортной и нефтегазовой отраслях. Эти программы представляют собой интенсивный, но исчерпывающий курс обучения сварке для тех, у кого нет опыта сварки или нет.Их можно адаптировать для достижения целей студента независимо от его требований. По окончании курса студенты получат признанную в отрасли квалификацию сварщика, которая продемонстрирует их компетентность любому будущему потенциальному работодателю.
Обзор курсов по сварке
Курсы нацелены на то, чтобы дать слушателям хорошую основу в таких ключевых областях, как проектирование соединений, сварка углеродистой или нержавеющей стали и изучение новейших методов, необходимых для базовой или высокотехнологичной сварки.Вы разовьете навыки, необходимые как для базовой, так и для сложной сварки.
Стиль обучения направлен на то, чтобы студенты чувствовали себя уверенно в своем окружении, и нацелен на то, чтобы в кратчайшие сроки познакомить их со сварочным оборудованием. Студенты будут обучаться в полностью оборудованных мастерских под тщательным наблюдением квалифицированных инструкторов. С помощью упражнений, имитирующих качество изготовления, вы научитесь грамотно и в соответствии с требуемыми стандартами выполнять сварочные работы.Помимо обучения работе с трубами, листовыми материалами и соединениями, делегатов также научат сваривать широкий спектр металлов, таких как сталь, алюминий, медь и чугун.
Вас будут обучать преподаватели, многие из которых сами являются профессионально подготовленными и сертифицированными сварщиками. Учебные программы продвигают практические навыки сварки и дают слушателям глубокое теоретическое понимание всех процессов. Модули могут охватывать базовый, средний или продвинутый уровни и обучать сварке в соответствии с утвержденными британскими, европейскими и международными стандартами.К концу курса вы получите видимую и признанную квалификацию, которая является эталоном для подготовки и компетентности сварщика.
Типичные предметы, преподаваемые на курсах сварки
- Пайка
- Угловые сварные швы
- Испытания оборудования
- Экструзионная сварка
- Изготовление
- Угловые сварные швы
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка металла в газовой среде
- Оборудование для газовой резки
- Ручная сварка
- Здоровье и безопасность
- Тепловая гибка
- Сварка горячим газом
- Соединения
- Проектирование стыков
- Подготовка стыков
- Сварка внахлест
- Лазерная сварка
- Калибровка станка
- Ручная дуга металла ( MMA)
- Толщина материала
- Материалы
- Металлический инертный газ (MIG)
- Кислородно-ацетелиновая сварка
- Плазменная резка
- Обеспечение качества
- Контроль качества
- Выбор подходящего оборудования
- Защитные газы
- Пайка серебром
- Пайка 9002 0
- Точечная сварка
- Вольфрамовый инертный газ (TIG)
- Визуальный осмотр
- Основы сварки
- Осмотр сварки
- Положения при сварке
- Процедуры сварки
- Дефекты сварки
- Испытания сварных швов
- Классификация проволоки
Вы будете узнать, как
- Безопасное использование оборудования для дуговой сварки.
- Наладка и разборка сварочного оборудования.
- Выполнять сварные соединения высокого качества.
- Выберите подходящие сварочные материалы для использования.
- Определите дефекты, связанные со сваркой.
- Выберите подходящий наконечник для газовой сварки.
- Испытание сварных соединений завершено.
- Прочтите основные сварочные распечатки.
- Содержите рабочие места в чистоте и безопасности.
- Работа по инженерным эскизам, чертежам, схемам или рабочим заданиям.
- Зажгите горелки и отрегулируйте клапаны, силу тока или напряжение, чтобы получить желаемое пламя.
- Работа в ограниченном пространстве.
- Сварка компонентов в плоском, вертикальном и потолочном положениях.
- Следите за процессами монтажа, обжига и сварки.
- Работа с ручным и электроинструментом.
Вы узнаете о
- Все основные сварочные процессы.
- Аспекты безопасности сварочного процесса.
- Сварочное оборудование и инструменты различного типа.
- Безопасное использование, установка и обслуживание кислородно-топливного газового оборудования.
- Автоматические и полуавтоматические дисциплины.
- Личная и производственная безопасность.
- Свод правил, признанных в отрасли.
- Разрушающие и неразрушающие методы контроля.
- Исследование и устранение неисправностей сварных швов.
- Показатели и выбор материалов.
Кому подходят курсы сварки?
Эти курсы идеально подходят для людей, которые никогда раньше не занимались сваркой и хотят начать карьеру в области сварки, а также для опытных сварщиков, желающих улучшить свои существующие сварочные навыки.
Дополнительные курсы
Курсы обучения строителю
Курсы обучения
Примеры резюме сварщика
Образец резюме сварщика
Шаблон резюме сварщика начального уровня
Общие примеры резюме
Шаблоны резюме