лучше, чем ступенчатые / Инструменты / iXBT Live
В последнее время стали популярные ступенчатые сверла, позволяющие делать отверстия большого диаметра за один заход. Их основное преимущество — это диаметры сверления до 20…30 мм, без замены сверла и без предварительной подготовки (без засверливания меньшим диаметром). Встречаются большие ступенчатые сверла с диаметрами до 50 мм (!). Правда есть и минусы по подобных — их сложно точить, ими нужно уметь правильно работать. А вот сегодня я расскажу вам о другой модели подобной оснастки — это конусные бесступенчатые сверла.
Набор конусных сверл (3 шт, 3-30 мм)
Набор ступенчатых сверл (5 шт, 5-35 мм)
Характеристики:
Лот: набор сверл
Тип: конусные сверла
Предназначение: сверление больших отверстий по металлу без подготовки
Материал: быстрорежущая инструментальная сталь HSS 4241
Размеры: 16-30 мм / 8-20 мм / 3-14 мм
Хвостовик: 10/8/6 мм
Конусные сверла значительно удобнее, чем ступенчатые, в первую очередь за счет плавного перехода диаметра. Края отверстия получаются ровные, без задиров. В обзоре будет набор, с диаметрами для отверстий 3-30 мм. Кстати, подобная оснастка подходит не только для обработки изделий из древесины, пластика и алюминия, но и для различных видов сталей.
Края отверстия получаются ровные, без задиров. В обзоре будет набор, с диаметрами для отверстий 3-30 мм. Кстати, подобная оснастка подходит не только для обработки изделий из древесины, пластика и алюминия, но и для различных видов сталей.
Про оснастку для Dremel’я недавно была речь, а сегодня речь пойдет про набор сверл для металлообработки. Про конкретные кейсы применения подробно раскрывать не буду, просто отмечу, что сверление нескольких отверстий 1/2″ в электрическом распределительном шкафе под вводные сальники подобными сверлами — просто сказка. В зависимости от необходимого диаметра выбираем конкретное сверло. В лоте сразу три штуки с диаметрами 16-30 мм, 8-20 мм, 3-14 мм. Заявлена быстрорежущая сталь HSS 4241, примерно соответствует нашей высокоуглеродистой инструментальной стали Р2АМ3.
На фотографии маленькое конусное сверло с начальным диаметром 3 мм и конечным диаметром 14 мм.
Обратите внимание на режущую кромку. Это острая, ровная кромка, которую при желании можно заточить самостоятельно или убрать задиры.
Хвостовик у сверла усеченный, под кулачковые патроны, диаметр 6 мм. На хвостовике набита маркировка диаметров конуса: 3-14 мм.
Следующее по величине сверло — среднее на 8-20 мм.
На кончике конуса хорошо видно выраженный «заход» — отточенную часть для засверливания в материал.
Хвостовик у этой модели уже больше, 8 мм, также усеченной формы под кулачки. Маркировка 8-20 мм.
Наибольшее сверло из набора — большой конус на 16-30 мм
Также выполнен острый заход, режущие кромки широкие.
Хвостовик тут уже побольше, на 10 мм. Маркировка 16-30 мм.
Длина хвостовика различная, в зависит от размера конуса.
Примерно 2.5 см. Этого достаточно, чтобы надежно зажать в патрон дрели.
Замеры диаметра хвостовика: 6 мм у маленького, 8 мм у среднего и 10 мм у наибольшего конуса.
Измеренный максимальный диаметр конуса практически совпадает с заявленным. Это значит, что не следует пытаться просверлить 14 мм отверстие самым маленьким сверлом.
Это значит, что не следует пытаться просверлить 14 мм отверстие самым маленьким сверлом.
Лучше взять сверло побольше (среднее), которое даст нужный результат. Аналогичная ситуация со средним и большим конусом. Правда для конкретных прикладных целей таких диаметров достаточно — это вводы на 1/2″, 3/4″, или 1″. Хватает с запасом.
Для сравнения прикладываю маленькое ступенчатое сверло из набора. Желтое покрытие — это нитрид титана, который должен увеличивать стойкость и прочность сверла. Подборка других наборов оснастки и инструмента.
Ступенчатые сверла были удобны, пока не открыл для себя подобные конусные. Конусные сверла дают качественный результат, ровные, а не рваные края отверстия.
При необходимости конусные сверла можно подтачивать самостоятельно — режущая кромка доступна для обработки. Любителям ступенчатых сверл — попробуйте заточить их. Каждую ступень. Самостоятельно))))
Готовлюсь к небольшому тесту с аккумуляторной дрелью Милуоки (Обзор). Кстати, эта дрель недавно мелькала в обзоре-сравнении с Макитой.
Кстати, эта дрель недавно мелькала в обзоре-сравнении с Макитой.
Дерево, алюминий и прочие пластики сразу отметаю в сторону — только хардкор, только профтруба 40х40х4 мм.
Профтруба — серьезное испытание для оснастки, особенно, если это не пара отверстий, а сразу массив, который добивает сверла сразу же.
На фотографии сверло заходит практически без давления, просто под собственным весом инструмента.
Результат отличный — получены ровные отверстия без задиров, без рваных краев. Есть один нюанс — отверстие под резьбу нужно будет разворачивать, так как профиль полученного отверстия получается под конус. Это специфика данной оснастки. Под остальные типы соединений разворачивать не обязательно.
Режущая кромка после нескольких отверстий не пострадала.
Подобные конусные сверла работают с любыми дрелями и шуруповертами, но если сверлите серьезные заготовки, то нужно позаботиться и о мощности инструмента.
На фотографии дрель Metabo BE 850-2 с мощностью 850 Вт и щеточным реверсом.
В общем, рабочую смену данные конусные сверла «отпахали» без замечаний. Если сравнивать с обычными — то для сверления сетки отверстий в профтрубе нужно было в 2-3 перестановки проходить несколькими диаметрами все отверстия, а это примерно плюс пара часов. Можно, конечно, иметь 2-3 шуруповерта с установленными разными номерами оснастки, но такой вариант бывает крайне редко. Ступенчатое сверло не дает нужного качестве отверстия. А вот конусное — как раз то, что нужно было.
Конечно, есть и минусы у подобной оснастки: во-первых, сложно поймать точно требуемый диаметр, разве что размечать глубину прямо на сверле, или же «набивать руку». Во-вторых, это стенки получаемых отверстий на конус, что не дает возможность сразу же нарезать резьбу и требует дополнительно разворачивать отверстие. В остальном, этом вариант оснастки оказался качественным за свои деньги (три штуки за $9 в сумме), прочным и подходящим для тяжелой работы. Что касается долговечности — достаточно периодически подтачивать кромку, и подобные сверла прослужат долго.
Что касается долговечности — достаточно периодически подтачивать кромку, и подобные сверла прослужат долго.
Что касается этого лота — обычный среди многих, доставка быстрая (если в текущей ситуации можно говорить про скорость), упаковка символическая. Цена хорошая за лот из трех штук.
Китайцы продолжают удивлять своими новинками в оснастке, постараюсь в ближайшее время показать еще обзоры полезных инструментов.
Квадратное сверло или как просверлить отверстие квадратной формы разными способами
Чтобы просверлить круглое отверстие, понадобится воспользоваться дрелью и сверлом. Как это сделать — известно практически всем. Однако часто в домашнем хозяйстве возникает необходимость сверления квадратных отверстий. Для реализации этой задачи понадобится воспользоваться специальным квадратным или долбежным сверлом. Его еще называют долото или фрезой, позволяющей получать проемы соответствующей формы. Что собой представляет фреза, и как ею пользоваться, знают далеко не многие.
Конструктивные особенности и принцип работы квадратных сверл
Для сверления квадратных отверстий применяется специальная насадка для дрели. Эта насадка называется сверлом Уаттса, которая имеет форму треугольника. Главная особенность этой насадки в том, что наконечник в виде треугольника Рёло (назван в честь основателя) имеет область пересечения трех равных кругов.
Именно за счет специальной треугольной формы наконечника фрезы получается квадратная форма проема в поверхности обрабатываемого материала. Принцип получения такой формы отверстия посредством применения треугольного сверла заключается в следующем:
- Центр треугольника движется по своей траектории, повторяя при этом движения
- Получить такую траекторию удается за счет эллипсоидных дуг в центральной части сверла
- Грани треугольника будут перемещаться по аналогичной траектории, повторяя форму квадрата со скругленными гранями
На основании треугольника Рёло была изготовлена специальная насадка, посредством которой можно просверлить круглое отверстие с закругленными углами. Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории. Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Центральные эллипсоидные дуги треугольника — это есть ось, которая не остается на месте, как в случае с обычным круглым сверлом, а перемещается по соответствующей траектории. Главный недостаток применения таких насадок заключается в том, что получаемое отверстие в виде квадрата имеет закругленные углы. Конструкция сверла Уаттса, в основе которого лежит треугольник Рёло, представлена на фото ниже.
Высверливание проема осуществляется посредством трех боковых частей, которые имеют заточку. Когда сверло начинает двигаться, центральная часть осуществляет вращательное действие, а боковые грани повторяют качательные движения.
Насадка состоит из хвостовой и рабочей части. Хвостовик предназначен для закрепления насадки в патроне инструмента, а рабочая часть осуществляет основную работу — высверливает квадратный проем. Рабочая часть состоит из головки (она же называется долотом) и спирали, как на обычном сверле. Конструктивным элементом сверла также является держатель, который представляет собой оправку.
Рабочая часть имеет специальные канавки, предназначенные для отвода стружки из зоны реза. Эти канавки также снижают нагрузку на патрон, тем самым повышая эффективность реза, и уменьшая величину инерции. Принцип работы квадратного сверла показан на видео.
Это интересно! В отличие от обычных сверл, квадратные насадки испытывают большие нагрузки, поэтому они имеют меньший срок службы. Для увеличения эксплуатационного ресурса рекомендуется при сверлении пользоваться специальными жидкостями. Эти жидкости не только обеспечивают охлаждение, но еще и снижают величину трения, тем самым исключая быстрое притупление граней сверла Уаттса.
Для увеличения эксплуатационного ресурса рекомендуется при сверлении пользоваться специальными жидкостями. Эти жидкости не только обеспечивают охлаждение, но еще и снижают величину трения, тем самым исключая быстрое притупление граней сверла Уаттса.
Классификация сверл для квадратных проемов
Название «квадратное сверло» происходит от того, какую форму отверстия насадка способна просверлить. Внешне такие сверла имеют вид треугольника (наконечник), но с их помощью удается получать проемы квадратной формы. Классифицируются рассматриваемые насадки по ряду следующих признаков:
- Тип рабочего материала — это может быть древесина, металл или пластик
- Материал, из которого изготовлена насадка. В зависимости от того, в каком материале необходимо получить квадратный проем, насадки изготавливаются из легированной, углеродистой или быстрорежущей стали
- Тип производства насадок — они бывают двух видов: цельные и составного типа. Составные насадки имеют шарнирный (карданный) хвостовик, посредством которого снижается нагрузка на патрон инструмента.

- Форма хвостовика — в зависимости от этого параметра можно использовать насадки на дрелях, сверлильных станках и прочих видах оборудования. Сверла Уаттса выпускаются с цилиндрическим, коническим и шестигранным хвостовиком. Фрезы с коническими хвостовиками устанавливаются напрямую в патрон сверлильного станка, а цилиндрические и шестигранные насадки требуют применения специального патрона для закрепления
- Длина сверла — они бывают длинные, средние и укороченные
- Класс точности — нормальный и повышенный
- Диаметр — зависит от того, какой размер квадрата необходимо получить в итоге
- Длина рабочей части — еще один важный параметр, который отвечает за возможность сверления соответствующих отверстий с разной степенью углубленности
- Конструкция — фрезы для квадратных отверстий бывают с накладной рамкой, а также переходником или без него

Квадратные сверла отечественного производства выпускаются с соблюдением стандартов ГОСТ 886-77, ГОСТ 4010-77 и ГОСТ 10902-77. Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Однако большой популярностью пользуются сверла зарубежного производства, которые изготавливаются с соблюдением соответствующих стандартов. Маркировка указывается на хвостовой части фрезы, где представлена такая информация, как диаметр, материал изготовления и наименование компании.
Выбор фрезы под сверление квадратных проемов
Какие трудности могут возникнуть при выборе сверла под квадратное отверстие? Казалось бы, что никаких трудностей вовсе не возникнет. Нужно только прийти в магазин, и сообщить продавцу размер и форму проема, который необходимо получить в итоге. При покупке долбежной фрезы понадобится уделить внимание следующим техническим параметрам:
- Производитель — рассматриваемые устройства изготавливают все современные фирмы, причем не только отечественные, но и зарубежные. Цены таких сверл отличаются в зависимости от того, кто является производителем. Не всегда высокая стоимость товара говорит о его качестве, поэтому выбирать необходимо в зависимости от того, как часто планируете пользоваться насадкой. Если часто, то лучше отдать предпочтение изделиям производителя Rapid. Китайские насадки стоят дешевле, поэтому для продолжительного применения они не рассчитаны
- Длина сверла — зависит от того, какой глубины проем необходимо получить в итоге. Наиболее распространенные варианты фрез по длине от 160 до 225 мм
- Размер квадратного отверстия — все зависит от поставленной задачи. Насадки в зависимости от размера оправки имеют соответствующие параметры. Надо понимать, что это один из главных параметров. Долото насадки всегда имеет меньший диаметр, чем размер оправки
- Тип хвостовика — на этот параметр важно обратить внимание, так как закрепить сверло с конусным хвостовиком в патроне дрели не получится
- Предназначение — в зависимости от того, какой материал планируется обрабатывать — сталь или древесину. Для стальных заготовок применяются изделия из высоколегированной и быстрорежущей стали, а для древесины выпускаются насадки из углеродистой стали
 Если часто, то лучше отдать предпочтение изделиям производителя Rapid. Китайские насадки стоят дешевле, поэтому для продолжительного применения они не рассчитаны
Если часто, то лучше отдать предпочтение изделиям производителя Rapid. Китайские насадки стоят дешевле, поэтому для продолжительного применения они не рассчитаны| Размер сверла | d, мм | B, мм | L, мм | C, мм | D, мм | E, мм |
| 6х6 | 4 | 45 | 160 | 115 | 6 | 19 |
| 8х8 | 5,7 | 50 | 205 | 135 | 8 | 19 |
| 10х10 | 6,8 | 50 | 205 | 140 | 10 | 19 |
| 12х12 | 9,5 | 70 | 210 | 140 | 12 | 19 |
На основании вышеуказанных параметров следует выбирать сверла под квадратные проемы. Для начала определитесь с размером необходимого отверстия, а также его шириной.
Для начала определитесь с размером необходимого отверстия, а также его шириной.
Это интересно! Для сверления квадратных отверстий в металлических заготовках рекомендуется использовать специализированное оборудование. Дрелью можно просверлить проем в деревянной детали, но с обязательным применением держателя.
Как просверлить квадратное отверстие дрелью или инструкция по изготовлению держателя
Сверла для квадратных отверстий отличаются от обычных насадок. Причем отличие заключается не только в конструкции, но и особенностях применения фрез. Если надо проделать квадратный проем в деревянной или металлической заготовке, то для этого понадобится воспользоваться специальной долбежной фрезой. Она предназначена для работы совместно со специальными инструментами — сверлильные станки. Для реализации задачи также можно воспользоваться обычной дрелью.
Перед тем, как сверлить квадратные отверстия дрелью, понадобится изготовить специальное приспособление — держатель, посредством которого осуществляется фиксация оправки к инструменту.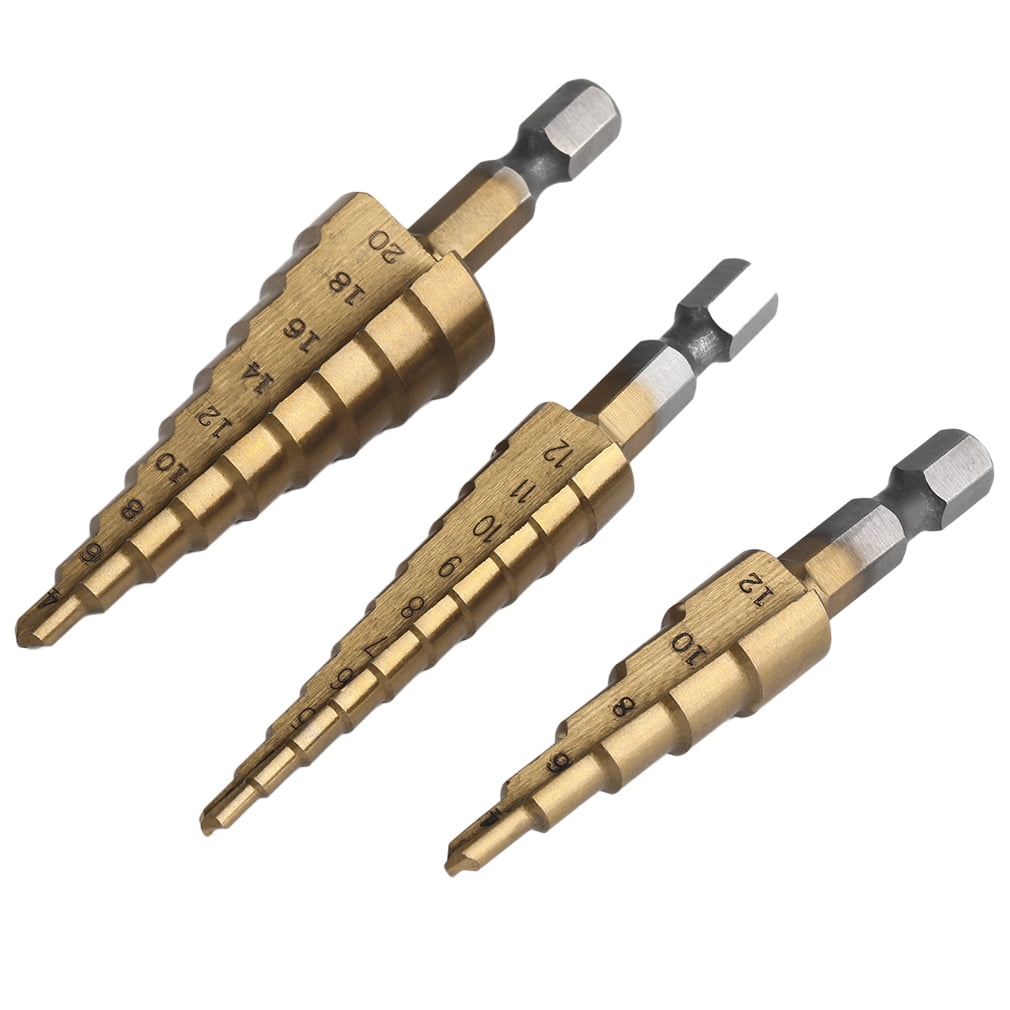 Если пришлось купить сверло для квадратных отверстий такого типа, как показано на фото ниже, то просверлить проем с его помощью дрелью без специального приспособлений невозможно.
Если пришлось купить сверло для квадратных отверстий такого типа, как показано на фото ниже, то просверлить проем с его помощью дрелью без специального приспособлений невозможно.
Связано это с тем, что оправка должна упираться непосредственно в сам патрон. Хвостовик насадки имеет удлиненную конструкцию, поэтому обеспечить эффективное сверление отверстия не удастся, если оправка не будет зафиксирована в просверливаемой поверхности. Чтобы просверлить дрелью квадратный проем, необходимо изготовить держатель для дрели своими руками. Внешний вид самодельного держателя показан на фото ниже.
За счет этого приспособления можно просверлить квадратное отверстие, используя обычную дрель или перфоратор с цанговым трехкулачковым патроном. Чтобы самостоятельно изготовить держатель, понадобится воспользоват
Сверло конусное для отверстий D от 32 до 51 мм Veritas C-Sink 05J46.53 М00005194
Под заказ, ожидаемый приход товара на склады в Россию — апрель 2020 г.
Применение:
Сверло предназначено для раззенковки готовых отверстий под шипы полученные с помощью пробочников Veritas Tapered Tenon Cutter.
Описание:
Для раззенковки отверстия на конусное сверло устанавливается втулка-ограничитель соответствующего диаметра (входят в комплект). Прочное удержание втулки осуществляется винтом и специальной проточкой под каждый диаметр на корпусе конусного сверла. Конусное сверло устанавливается в электродрель или стационарную ручную дрель с диапазоном зажима губок от 12 мм.
Характеристики:
-
Регулируемое лезвие из легированной стали O1 твердостью 58 — 60 HRc.
-
Корпус сверла выполнен из прочного алюминиевого сплава с черным анодированием.
Производство Veritas (Канада).
Компания Veritas (Веритас), базирующаяся в Оттаве, Канада, является мировым лидером в деревообрабатывающем инструменте инновационного дизайна и является производственным подразделением Lee Valley Tools, ведущей североамериканской розничной сети ручных инструментов. Проектирует и выпускает инструменты начиная с 1982 года. Сегодня ассортимент Veritas включает 250 наименований и более 100 патентов, в том числе рубанки, приспособления для заточки, разметочный и измерительный инструмент, и многое другое для удовлетворения потребностей взыскательных столяров.
Проектирует и выпускает инструменты начиная с 1982 года. Сегодня ассортимент Veritas включает 250 наименований и более 100 патентов, в том числе рубанки, приспособления для заточки, разметочный и измерительный инструмент, и многое другое для удовлетворения потребностей взыскательных столяров.
Рекомендация «Арсенал Мастера»:
Рекомендуем к покупке, доставим по всей России.
Посмотреть в каталоге Все сверла конусные Veritas C-Sink для отверстий
Отзывы о Сверло конусное для отверстий D от 32 до 51 мм Veritas C-Sink 05J46.53 М00005194
Тесты и фото ступенчатого сверла, что им резать?
Ступенчатые сверла, на самом деле, гениальное изобретение в мире расходников. С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными.
С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными.Давненько я делал обзор на ступенчатые дюймовые сверла , набор привлек меня универсальностью и чемоданчиком. Пользуюсь ими очень часто по древесным материалам, но есть определенные трудности, когда нужно не просто рассверлить отверстие соосно, но и сделать его определенной глубины под конкретный метрический диаметр.
А как известно, глубина отверстия соответствует высоте ступени сверла, а сверла перовые, форстнера, как правило, не дюймовые, соответственно, отцентрировать их в отверстии, рассверленном дюймовым ступенчатым сверлом не очень-то получится.
Я не люблю ступенчатые сверла со стандартным шестигранным хвостовиком 6,3 мм, во-первых, он не силовой, во-вторых- нет надобности в нем.
Поэтому заказ был сделан в пользу цилиндрического хвостовика.
Сверло приехало просто в пакете, и невооруженным глазом повреждений не испытало:
Качество изготовления хорошее, лазерная маркировка диаметров четкая. Одна фигня-цифры постоянно забиваются опилками, их приходится чистить в работе:
Диаметр хвостовика оказался 13 мм, имейте в виду, если у вас дрель с патроном до 10 мм, придется искать патрон до 13 мм. Хотя в хозяйстве дрель под 13 мм должна быть всегда.
Если сравнивать с дюймовым, то отличается покрытие, хвостовик короче и диаметр больше — 13 мм против 9,5 мм у дюймового. К тому же у дюймового мне хвостовик нравится наличием 3-х широких граней на нем:
Одно из применений, как я уже сказал, это рассверливание отверстий без нарушения соосности.
Как пример, имеется центральное отверстие из-под коронки 6,3 мм:
Требуется рассверлить его с двух сторон на 15 мм и 12 мм на определенную глубину с сохранением соосности и аккуратности краев, например для посадки на вал:
Сделать это легко, я рассверливаю деталь ступенчатым сверлом до диаметра основного сверла:
Затем рассверливаю в глубину другим сверлом:
Операция проделывается с двух сторон под разные сверла, получаем:
Ступенчатое сверло отлично подходит для получения различных углублений для крепежа:
Материал, который я сверлил в данном случае-текстолит- ПТ толщиной 16 мм (слоистый листовой прессованный материал на основе хлопчатобумажной ткани и термореактивного связующего)
Сверло конечно же не бьёт, сверлит чистенько. Разницы в качестве между дюймовыми и метрическим я не заметил.
Разницы в качестве между дюймовыми и метрическим я не заметил.
В данном случае показано сверло с диаметрами 5-7-10-12-15-17-20-22-25-27-30-32-35 мм
Для полноты картины советую приобрести сверло 4-32 мм (4-6-8-10-12-14-16-18-20-22-24-26-28-30-32)
Я не стал его показывать, ибо одно и то же, а использовал в работе именно то, что в обзоре.
А также сверло 3-12 мм (3-4-5-6-7-8-9-10-11-12)
Это сверло будет отличным дополнением хотя-бы потому, что у него высота промежуточной ступени 5 мм, ну и шаг в 1 мм:
Тут и хвостовик — стандартный шестигранник, что в принципе, логично.
На этом все.
Выбор сверла — статья от пользователя ОБИ Клуба
Конечно, любую работу должен выполнять специалист, но человек, немного подготовившись, может справиться с любой работой
Как правильно выбрать сверло
или
что чем сверлить…
В доме или квартире, на даче и приусадебном участке, в процессе конструирования или постройки чего либо, а может при ремонте – практически невозможно обойтись без дрели или перфоратора. Давно прошли те времена, когда хозяин дома для того чтобы повешать гардину, вооружался шлямбуром и большим молотком – сейчас выбор сверлильно-бурильной техники огромен и вполне доступен. Но для правильной и качественной работы одной дрели недостаточно – нужны еще сверла, причем для каждой работы, для каждого материала желательно свое сверло, специально предназначенное именно для такой работы. Какие же бывают сверла, и для каких материалов? В этой статье я не буду рассматривать узкоспециализированные сверла, такие, например, как центровочные, ступенчатые, эксцентриковые или сверла Фоснера, цель этой статьи – познакомить со свёрлами, чаще всего применяемыми в быту.
Давно прошли те времена, когда хозяин дома для того чтобы повешать гардину, вооружался шлямбуром и большим молотком – сейчас выбор сверлильно-бурильной техники огромен и вполне доступен. Но для правильной и качественной работы одной дрели недостаточно – нужны еще сверла, причем для каждой работы, для каждого материала желательно свое сверло, специально предназначенное именно для такой работы. Какие же бывают сверла, и для каких материалов? В этой статье я не буду рассматривать узкоспециализированные сверла, такие, например, как центровочные, ступенчатые, эксцентриковые или сверла Фоснера, цель этой статьи – познакомить со свёрлами, чаще всего применяемыми в быту.
Конечно же, первый, и самый распространённый тип сверел – это цилиндрические спиральные сверла.
Их применяют для сверления металла, дерева, пластмассы, а при наличии твердосплавной напайки – и кирпича с бетоном. Самые универсальные сверла, тем не менее имеют ряд ограничений и отличий, которые желательно знать для более качественного выполнения работы. Острие сверла по металлу заточено под углом, и в зависимости от того, какой метал вы собираетесь сверлить режущая часть сверла должна иметь определенный угол.
Острие сверла по металлу заточено под углом, и в зависимости от того, какой метал вы собираетесь сверлить режущая часть сверла должна иметь определенный угол.
Для сверления метала желательно покупать желтые сверла – с напылением из нитрида или алюмонитрида титана. Такое напыление повышает поверхностную твердость, снижает коэффициент трения, адгезионное схватывание, диффузионный износ, повышает термостойкость (вплоть до 600 град, в отличие от 450 без покрытия) быстрорежущего инструмента.
Сверла с коническими хвостовиками предназначены для сверлильных станков или больших дрелей с конусом Морзе. В обычный патрон закрепить надежно их не удастся.
Спиральные сверла по дереву, особенно большого диаметра, имеют заточку рабочей части в виде трезубца – такое острие не разрывает, а прорезает волокна дерева, не разлохмачивает их.
Сверлами с такой заточкой удобно сверлить дерево, фанеру, пластмассу а вот метал или кирпич такое сверло не возьмет. Для сверления дерева также служат перовые сверла – в виде плоской лопатки .
Для сверления дерева также служат перовые сверла – в виде плоской лопатки .
Такие сверла позволяют сверлить отверстия диаметром от 10 до 40 мм различной глубины. Они, как правило имеют шестигранные хвостовики, и, при необходимости сверления на большую глубину, могут наращиваться специальным удлинителем.
Перовыми сверлами специальной формы – ланцетовидными сверлами – можно сверлить кафель, фарфор и стекло.
Следует только учитывать, что сверлить стекло и фарфор необходимо с постоянным охлаждением, желательно применять для этого специальный кондуктор.
Сверлить бетон и кирпич такими сверлами не рекомендуется – на таких материалах ланцетовидные сверла быстро выходят из строя.
Для сверления кирпича и бетона применяются сверла с твёрдосплавными напайками.
Такими сверлами не удастся просверлить метал или дерево – они предназначены для другого. Для облегчения сверления бетона комбинируют вращение сверла с ударом – это ударные дрели или всем известные перфораторы. Так вот сверла с напайками применяют скорее в ударных дрелях –с небольшой силой удара. А вот при работе с перфоратором используются буры – спиральные сверла особой формы, с хвостовиком, обеспечивающим быструю смену инструмента.
Так вот сверла с напайками применяют скорее в ударных дрелях –с небольшой силой удара. А вот при работе с перфоратором используются буры – спиральные сверла особой формы, с хвостовиком, обеспечивающим быструю смену инструмента.
У них также есть твердосплавные напайки, но совершенно особой формы и по особенному закрепленные, что позволяет бурам сверлить не только кирпич и бетон, но и камень, например, гранит. Линейка буров очень большая, от 5 мм и до 130, длиной до полутора метров. Как правило, в бытовых условиях наиболее распространены сверла с хвостовиками SDS+ — они подходят ко всем бытовым и множеству профессиональных перфораторов.
Но сверлить отверстия большого диаметра спиральными сверлами далеко не всегда эффективно – намного эффективнее применять полые сверла – коронки, или кольцевые пилы. Такие сверла снимают материал только по окружности, что позволяет тратить намного меньше энергии на сверление. Коронки бывают по дереву и фанере,
гипсокартону и МДФ,
металлу и пластику,
кафелю и стеклу,
кирпичу и бетону.
Для отверстий большого диаметра это наиболее удачный вариант. Конечно, необходимо правильно и по назначению использовать данный инструмент, например биметаллические коронки по металлу не выдерживают ударов, использовать их в перфораторе недопустимо. Подбирайте правильно инструмент, и результаты вашей работы принесут вам удовлетворение.
Область применения и, как выбрать конусные свёрла по металлу
Работа со сталью, алюминием, другими сплавами связанна с рядом трудностей, обусловленных их прочностными характеристиками. Чтобы сделать отверстие заданного диаметра с ровными кромками, точно в отмеченном месте применяются конусные свёрла по металлу. Они не деформируются, практически не стираются. Можно использовать как насадку на дрель или стационарного станка.
Краткое описание
Сверло предназначено для создания круглых отверстий разного диаметра в металлической заготовке. Есть несколько названия этого инструмента: конусное, ступенчатое, конусно-ступенчатое. По своей сути это одно и то же.
Есть несколько названия этого инструмента: конусное, ступенчатое, конусно-ступенчатое. По своей сути это одно и то же.
По форме хвостовика оно не отличается от обычных спиральных разновидностей. Вся изюминка заключается в форме рабочей части. Она состоит из канавок, ступенчатых переходов (отсюда и второе название) и включает три конструктивных элемента:
- Вершина. Тонкий наконечник насадки, который отвечает за предварительное сверление
- Скошенный переход. Им заканчивается каждая спираль. Он предназначен для удаления заусенцев
- Режущая кромка. Основная часть каждой спирали, которая отвечает за расширение отверстия
Область применения и преимущества
Конусные сверла по металлу рассчитаны на продолжительную бесперебойную работу. Этот показатель достигается за счет высокопрочных режущих кромок. Инструмент относится к категории дорогих. Это связано с его универсальностью. Простое спиральное сверло рассчитано на одну технологическую операцию, а ступенчатое на несколько.
Насадка способна эффективно работать на высоких оборотах. Благодаря этому удаётся сформировать ровную кромку отверстия в тонкой заготовке и просверлить толстый лист.
Конусные сверла по металлу успешно используются для работы с более вязкими и мягкими материалами: гипсокартон, дерево, пластик.
Ступенчатое сверло заменяет надфиль, шлифовальную машинку. Благодаря острому, прочному наконечнику кромка отверстия получается ровная, без заусенцев. Не требуется специальный центровочный инструмент.
На рабочей части насадки ступени расположены по спирали. Такая форма увеличивает эффективность работы с тонким металлом на 50% по сравнению с универсальным сверлом. Также форма наконечника эффективно гасит возможные вибрационные нагрузки, которые появляются во время работы со сталью.
Для повышения эффективности и увеличения срока службы инструмента на его рабочую поверхность наносится абразивное напыление из алмазной крошки. Это не противоречит государственным стандартам. Защитное покрытие расширяет область применения сверла, но накладывает некоторые ограничения. Если нарушаются правила эксплуатации или превышается расчетная нагрузка, то эффект от алмазного напыления сводится к нулю.
Защитное покрытие расширяет область применения сверла, но накладывает некоторые ограничения. Если нарушаются правила эксплуатации или превышается расчетная нагрузка, то эффект от алмазного напыления сводится к нулю.
Ступенчатый наконечник используется не только для сверления с нуля, но и для расширения и очистки кромок существующих отверстий.
Как выбрать?
Есть несколько характеристик и советов, помогающих определить качество:
- Обозначение модели из букв и цифр. Первые три числа обозначают начальный и конечный диаметр, а также его шаг. Затем буквами обозначается марка стали, из которой изготовлена насадка. Последние цифры показывают прочность по Роквеллу;
- Цвет металла – один из важных показателей качества:
- Сталь с серым оттенком. Однозначно говорит о низкой прочности без термической обработки
- Черный цвет. Закаленная горячим паром сталь. Прочность выше, чем в первом варианте
- Золотистый оттенок. Говорит о высоком качестве металла. С него было снято внутренне напряжение
- Ярко – золотистый оттенок. Высокопрочное сверло из стали с добавлением нитрата титана. Относится к инструменту премиум — класса с продолжительным сроком эксплуатации
 Говорит о высоком качестве металла. С него было снято внутренне напряжение
Говорит о высоком качестве металла. С него было снято внутренне напряжение- Общая и рабочая длина. От этого параметра зависит область применения инструмента;
- Диметр рабочей части. Их два. Первый указывает на минимальный размер отверстия, а второй на максимальный;
- Торговая марка. От нее зависит качество и цена;
- Сертификат качества на соответствие заявленным техническим характеристикам и ГОСТам;
- Возможность заточки. Если сверло точится, это увеличивает срок его эксплуатации.
Фирмы – производители
На современном строительном рынке представлен широкий выбор инструментов от самых бюджетных до дорогих премиальных моделей:
- Ruko – фирма выпускает несколько наименований насадок с крестовой заточкой и разными видами абразивного напыления. Сверла этой фирмы сочетают в себе приемлемую цену и высокое качество
- Bosh – проверенная времен фирма, которая много лет подтверждает качество своего инструмента. Ступенчатые свёрла не являются исключением
- Haisser – свёрла отличаются высокой ценой. Для их производства используется сталь со специфическими добавками. Это позволяет использовать сверла данного производителя в самых сложных условиях, при экстремальных нагрузках.
- «Зубр» — российский производитель выпускает инструмент в среднем ценовом диапазоне, но с высоким качеством и отличными эксплуатационными характеристиками
 Сверла этой фирмы сочетают в себе приемлемую цену и высокое качество
Сверла этой фирмы сочетают в себе приемлемую цену и высокое качествоПравила самостоятельной заточки
Несколько простых рекомендаций позволят заточить сверло быстро и качественно:
- В первую очередь осуществляется подготовка точильного устройства и ёмкости с жидкостью для охлаждения;
- Заточка выполняется при максимальном прижатии сверла к точильному кругу. Если ослабить усилие, то может выйти брак;
- Для каждого вида металла подбирается индивидуальный угол заточки: сталь – 140 градусов; сплавы из меди – 120 градусов; медь – 100 градусов;
- Точильным станком обрабатываются все грани сверла без исключения.

Конусное сверло — это универсальный инструмент. Его рекомендуется иметь как на производственном участке, так и в домашнем наборе для мелкого ремонта.
Наконечники для сверления
Советы для достижения хорошего качества отверстий
- Отвод стружки
Убедитесь, что отвод стружки удовлетворительный. Заклинивание стружки влияет на качество отверстий и надежность / срок службы инструмента. Геометрия сверла / пластины и параметры резания имеют решающее значение.
- Стабильность, наладка инструмента
Используйте самое короткое сверло. Используйте жесткий и точный держатель инструмента с минимальным биением. Убедитесь, что шпиндель станка в хорошем состоянии и выровнен. Убедитесь, что компонент зафиксирован и стабилен. Установите правильную скорость подачи для неровных, угловых поверхностей и поперечных отверстий.
Убедитесь, что компонент зафиксирован и стабилен. Установите правильную скорость подачи для неровных, угловых поверхностей и поперечных отверстий.
- Стойкость инструмента
Проверить износ пластины и установить заранее установленную программу стойкости инструмента. Самый эффективный способ контролировать бурение — использовать монитор усилия подачи.
- Техническое обслуживание
Регулярно меняйте зажимной винт пластины. Очистите гнездо наконечника перед заменой пластины и обязательно используйте динамометрический ключ.Перед переточкой твердосплавных сверл не превышайте максимальный износ.
Насадки и методы сверления для различных материалов
- Низкоуглеродистая сталь
- Аустенитная и дуплексная нержавеющая сталь
- CGI (Чугун с компактным графитом)
- Алюминиевые сплавы
- Титан и жаропрочные сплавы Стали твердые
- Номинальное значение (теоретически точное значение)
- Ширина допуска (обозначенная IT в соотв.согласно ISO)
- Положение допуска (обозначено заглавными буквами согласно ISO)
- один IT-класс увеличивается при увеличении диаметра
Сверление наконечников из низкоуглеродистой стали
Выпуск: Стружкообразование может быть сложной проблемой для низкоуглеродистых сталей, которые часто используются для сварных компонентов. Чем ниже твердость, содержание углерода и серы в стали, тем длиннее будет производиться стружка.
Чем ниже твердость, содержание углерода и серы в стали, тем длиннее будет производиться стружка.
Рекомендации: Если возникают проблемы со стружкообразованием, увеличьте скорость, v c , и уменьшите подачу, f n (обратите внимание на нормальные стали, подача должна быть увеличена).
Другое: Используйте под высоким давлением и внутреннюю подачу СОЖ.
Сверление наконечников из аустенитной и дуплексной нержавеющей стали
Выпуск: Аустенитные, дуплексные и супердуплексные материалы могут вызывать проблемы с образованием и удалением стружки.
Рекомендации: Правильная геометрия имеет решающее значение, поскольку она обеспечивает правильное формирование стружки и способствует их удалению. В целом, предпочтительнее острая режущая кромка. Если возникают проблемы со стружкообразованием, увеличьте подачу, f n позволит чипам легче ломаться.
Другое: Внутренний хладагент, высокое давление.
Наконечники для сверления CGI (компактный графитовый чугун)
Проблема: CGI обычно не требует особого внимания.Он дает более крупную стружку, чем серый чугун, но хорошо ломается. Усилия резания выше, что влияет на стойкость инструмента. Необходимы марки повышенной износостойкости. Угловой износ типичен, как и для всех чугунов.
Рекомендации: Если возникают проблемы со стружкообразованием, увеличьте скорость, v c , и уменьшите подачу, f n .
Другое: Внутренняя охлаждающая жидкость.
Сверление наконечников из алюминиевого сплава
Выпуск: Проблемой может быть образование заусенцев и удаление стружки.Низкая стойкость инструмента также может быть связана с адгезией.
Рекомендации: Для лучшего стружкообразования используйте низкую подачу и высокую скорость.
Во избежание снижения стойкости инструмента может потребоваться испытание различных покрытий, минимизирующих адгезию. Эти покрытия могут включать алмазные покрытия или в некоторых случаях (в зависимости от подложки) вообще не использовать какое-либо покрытие.
Другое: Используйте эмульсию или охлаждающую жидкость под высоким давлением.
Сверление наконечников из титана и жаропрочных сплавов
Выпуск: Деформационное упрочнение поверхности отверстия влияет на последующие операции.Добиться хорошего отвода стружки может быть сложно.
Рекомендации: При выборе геометрии для титановых сплавов предпочтительно иметь острую режущую кромку. Для никелевых сплавов решающее значение имеет прочная геометрия. Если упрочнение является проблемой, попробуйте увеличить скорость подачи.
Другое: Охлаждающая жидкость под высоким давлением (до 70 бар) повышает производительность.
Сверление твердосплавных наконечников
Выпуск: Обеспечение приемлемого срока службы инструмента.
Рекомендации: Понизьте скорость резания, чтобы уменьшить нагрев. Отрегулируйте скорость подачи, чтобы получить приемлемую стружку, которую можно легко удалить.
Другое: Эмульсия с высоким содержанием смеси.
Наконечники допуска отверстий
Размеры отверстия можно разделить на три параметра:
D макс минус D мин. — ширина допуска, также называемая IT.
| Диапазон диаметров, D (мм) | ||||||||||
| Ширина инструмента | D> 3-6 | D> 6-10 | D> 10-18 | D> 18-30 | D> 30-50 | D> 50-80 | D> 80-120 | D> 120-180 | D> 180-250 | |
| IT5 | 0. 005 005 | 0,006 | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 | |
| IT6 | 0,008 | 0,009 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | 0,025 | 0,029 | |
| IT7 | 0,012 | 0,015 | 0,018 0,018 | 0.025 | 0,030 | 0,035 | 0,040 | 0,046 | ||
| IT8 | 0,018 | 0,022 | 0,027 | 0,033 | 0,039 | 0,046 0,054 | 0,063 | 0,072 | ||
| IT9 | 0,030 | 0,036 | 0,043 | 0,052 | 0,062 | 0,074 | 0,087 | 0,100 | 0.115 | |
| IT10 | 0,048 | 0,058 | 0,070 | 0,084 | 0,100 | 0,120 | 0,140 | 0,160 | 0,185 | |
| 0,075 | 0,090 | 0,110 | 0,130 | 0,160 | 0,190 | 0,220 | 0,250 | 0,290 | ||
| IT12 | 0,120 0. 150 150 | 0,180 | 0,210 | 0,250 | 0,300 | 0,350 | 0,400 | 0,460 | ||
| IT13 | 0,180 | 0,220 | 0,270 0,330 | 0,390 | 0,460 | 0,540 | 0,630 | 0,720 | ||
| Диапазон диаметров, D (дюйм) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ширина инструмента | D> 0.118-0,236 | D> 0,236-0,394 | D> 0,394-0,709 | D> 0,709-1,181 | D> 1,181-1,969 | D> 1,969-3,150 | D> 3,150 -4.724 | D> 4.724-7.087 | D> 7.0879.843 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT5 | 0.0005 | 0.0002 | 0.0003 | 0.0004 | 0.0004 | 0,0007 | 0,0008 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT6 | 0.0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0009 | 0,0010 | 0,0011 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT7 | 0,0007 | 0,0008 | 0,0010 | 0,0012 | 0,0014 | 0,0016 | 0,0018 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT8 | 0,0007 | 0,0009 | 0,0011 0. 188 188 | 00130,0015 | 0,0018 | 0,0021 | 0,0025 | 0,0028 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT9 | 0,0012 | 0,0014 | 0,0017 | 0,0020 0,0020 | 0,0045 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT10 | 0,0019 | 0,0023 | 0,0028 | 0,0033 | 0,0039 | 0,0047 | 0,0055 | 0.0063 | 0,0073 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| IT11 | 0,0030 | 0,0035 | 0,0043 | 0,0051 | 0,0063 | 0,0075 | 0,0087 | 0,0098 |
Один пример:Номинальное значение: 15,00 ммДопустимая ширина: 0,07 мм (IT 10 согласно ISO) Положение: от 0 до плюс (H согласно ISO) Допуски отверстий и осейДопуск отверстия часто связан с допуском оси, которая должна соответствовать отверстию. Пример:Ось ø20 мм (0,787 дюйма) h7 Отверстие ø20 мм (0,787 дюйма) h7Положение допуска оси обозначено строчными буквами, которые соответствуют допускам отверстий. На рисунке ниже представлена полная картина:
Буровая муфтаХОМУТ ОСНОВНЫЕ РАЗМЕРЫ БУРОВЫХ УШЕЙ
УТБТ спиральный — самый распространенный тип из-за своих характеристик. За счет спиральных канавок уменьшается площадь соприкосновения стенки колодца с трубой; снижается вероятность заклинивания трубы и увеличивается крутящий момент вращения бурильной колонны. Спиральные утяжеленные бурильные трубы могут быть выполнены с углублениями для элеватора и силовых клиньев одновременно. Длина: 30 — 31 фут ± 6 футов Долото PDCс коническим элементом для выемки породы по центру стволаДолота новой конструкции, пробуренные за один спуск на глубине 9631 фут в ходе полевых испытаний Баккена Стивен Сигал, Smith Bits, компания Schlumberger Рис. 1. Конический алмазный элемент (на переднем плане), расположенный по центру режущей конструкции бурового долота PDC, увеличил скорость проходки более чем на 46% для одного оператора Bakken. Независимо от типа скважины, которую они строят, бурильщики во всем мире преследуют общую цель: пробурить ствол скважины на заданную глубину безопасно, точно и с максимальной скоростью проходки (ROP). Однако по мере того, как скважины идут все глубже, дальше и в более сложные геологически сложные пласты, обычная технология буровых долот может снижать эффективность бурения. В частности, традиционные долота из поликристаллического алмаза (PDC) могут создавать нежелательные динамические артефакты, которые вызывают нестабильность долота и компоновки низа бурильной колонны.И то, и другое увеличивает время и стоимость любых буровых работ. Smith Bits приступил к реализации многолетнего проекта по разработке долота, которая позволит более эффективно пробурить породу в центре ствола скважины, с меньшим повреждением резцов и возможностью применения в широком диапазоне пластов. В результате получился конический ромбовидный элемент Stinger (рис. 1). Из-за ограниченного пространства долота PDC обычно могут иметь только два или три резца, расположенные для просверливания центра отверстия.Поскольку скорость вращения резцов уменьшается по мере приближения к центру режущей конструкции, удаление породы этими центральными резцами менее эффективно, особенно в более твердых горных породах (рис. 2). Эти несколько центральных резцов также имеют тенденцию нести наибольшую нагрузку, что приводит к более низкой скорости проходки, разрушительным боковым вибрациям и повреждению резца, что требует более частых выходов из отверстия для замены долота. Конический алмазный элемент заменяет эти центральные фрезы и по-другому просверливает породу в центре ствола скважины.Удаление центральных резцов создает пустоту в центре долота, позволяя образоваться небольшому столбу породы, когда внешние резцы удаляют окружающую породу. Затем центрально расположенный конический элемент прижимается к этой колонне породы, которая теперь находится в неограниченном и более низком напряженном состоянии, и обеспечивает высокую точечную нагрузку для более легкого и эффективного разрушения породы, чем соскабливание, обычное для обычных резцов PDC. Моделирование методом конечных элементов, которое было проведено для определения точной точки, в которой наконечник элемента Stinger врезается в поле напряжений породы, показало, что для разрушения породы требуется значительно меньшая прикладываемая нагрузка, когда нагрузка сосредоточена в одной точке. ©2013-2025 «АртЛига». Конкурс в области промышленного дизайна мебели. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||