Обработка торцов ДСП. Кромка ПВХ. Какую выбрать?
Чтобы придать торцам более эстетичный вид, а также защитить изделие от различных повреждений (удары, влага и т.д.) на торцы приклеивается пластиковая кромка.Самыми популярными являются тонкие кромки толщиной 0.4мм и толстые толщиной 2мм. Кромки бывают разной ширины и цвета. Поэтому можно подобрать цвет кромки под любой рисунок ДСП, а ширину подобрать исходя из толщины листа материала.
Тонкая кромка 0.4мм
Существенно дешевле, но при этом она не такая прочная, чтобы защитить торец от случайного удара твёрдым предметом. Торцы и углы с такой кромкой получаются достаточно острыми и можно даже пораниться.
Если вы делаете стол, то руки часто соприкасаются или лежат на краю стола. Если этот край острый, то при длительной работе это доставляет существенные неудобства. Опять же если за столом никто не сидит, а лишь хранит на нём вещи, то в целях экономии вполне можно использовать и тонкую кромку.
Обычно применяется, когда нужно сэкономить или получить ровный край под 90 градусов. Тонкую кромку обычно применяют при производстве кухонь под фасадами или в шкафах с дверцами. В этом случае фасады и дверцы защищают торцы от повреждений.
Толстая кромка 2мм
Несмотря на то, что она дороже, гораздо надёжнее защищает торец от механических повреждений. Поэтому, если вы делаете шкаф без дверок или просто полки, то рекомендуется использовать толстую кромку. Тогда вы точно не повредите торец, когда будете ставить что-то тяжёлое и случайно ударите торец этим предметом.
При проектировании и производстве мебели необходимо знать где необходимо использовать толстую кромку, а где можно обойтись тонкой или вообще без кромки. Эти технологические нюансы помогут продлить срок службы мебели на долгие годы.
Как можно сэкономить на кромке?
Если вы пользуетесь нашим онлайн-конструтором, то он автоматически готовит проект и рассчитывает стоимость, учитывая все технологические особенности изделия.
 Толстая и тонкая кромка подставляются автоматически в необходимых местах. При этом, если вас не устраивает стоимость, то вы можете указать это в комментарии к заказу, и мы пересчитаем заказ так, чтобы везде использовалась дешёвая тонкая кромка.
Толстая и тонкая кромка подставляются автоматически в необходимых местах. При этом, если вас не устраивает стоимость, то вы можете указать это в комментарии к заказу, и мы пересчитаем заказ так, чтобы везде использовалась дешёвая тонкая кромка.Наш онлайн-конструктор мебели
Попробуйте сделать шкаф, комод, стол или кухню в нашем простом онлайн-конструкторе и сразу узнаете стоимость!Кромка ДСП: как обработать торцы своими руками
После распила ДСП своими руками вы столкнетесь с необходимостью обработки видимых торцов будущего изделия. При составлении списка деталей, видя перед собой чертеж, лучше сразу отмечать стороны, которые потребуется оклеивать специальной кромкой, чтобы скрыть голый срез ДСП. Кромка ДСП бывает разной, рассмотрим три самых распространенных варианта.
Кромка ПВХ – лучший вариант для облицовки торцов ДСП
Термин ПВХ (Поливинилхлорид) довольно известен, им обозначают термопласт, который по-разному используется в мебельном производстве и отделке.
Мебельная кромка ПВХ представляет собой жесткую ленту разной толщины, от 0,5мм до 2мм с нанесенным декоративным покрытием в контраст или «под цвет» текстуры ДСП. Кромка такого плана очень устойчивая к механическим повреждениям, отлично защищает торцы ДСП от проникновения влаги и образования сколов. Но есть одно существенно но. Наклеить кромку ПВХ на торец в домашних условиях, без специального инструмента, клея и навыка, невозможно.
Поэтому отличным вариантом будет заказать оклейку кромкой ПВХ деталей сразу после распила. Стоимость самой тонкой ленты ПВХ толщиной 0,5мм практически равнозначна меламиновой ленте (без учета работы по оклейке). А вид мебели, характеристики ее долговечности увеличатся в разы. К тому же на видимых торцах (столешницах, открытых полках, фасадах) гораздо солиднее и красивее смотрится кромка ПВХ толщиной 1-2мм. Не забудьте учесть ее толщину при расчете размеров деталей!
Обхватывающий накладной профиль – вариант для сокрытия сколов и неровностей
Если вы приобретали готовые мебельные щиты Леруа или распиливали ДСП самостоятельно лобзиком, то скорей всего качество реза не очень хорошее. Наверняка видны сколы по краю, да и сам рез по длине не совсем ровный, с заваленным горизонтом. Если детали идут на сборку гардеробной или шкафа-купе и самая конструкция представляет собой сочетание полок и стоевых, то для сокрытия недостатков можно использовать так называемый «забивной» кант (профиль).
Наверняка видны сколы по краю, да и сам рез по длине не совсем ровный, с заваленным горизонтом. Если детали идут на сборку гардеробной или шкафа-купе и самая конструкция представляет собой сочетание полок и стоевых, то для сокрытия недостатков можно использовать так называемый «забивной» кант (профиль).
Обхватывающий накладной профиль представляет собой жесткий или гибкий П-образный кант из пластика или ПВХ, который плотно надевается на край ДСП.
Своими краями такой кант заходит на лицевые стороны ДСП, обхватывая его на глубину в 2-3мм. Тем самым становятся невидимыми все сколы и неровности торца.
Перед «надеванием» П-образного профиля ПВХ торцы ДСП желательно обработать герметиком и точечно нанести клей для прочности крепления.
Не забудьте учесть толщину накладного канта при расчетах! Например, в стеллажных конструкциях полки лучше углубить относительно вертикальных боковин на 5мм.
Недостаток такого варианта в том, что для обработки торцов фасадов, ящиков и других элементов он не пригоден.
Меламиновая кромка ДСП: как наклеить утюгом в домашних условиях
Меламиновая (или как еще говорят – бумажная) кромка для ДСП представляет собой ленту с декоративным покрытием с одной стороны, и клеем – с другой.
Процесс ее наклеивания на торец ДСП в домашних условиях предельно прост и понятен:
- Устанавливаем деталь ДСП вертикально, обрабатываемым торцом к верху.
- Прикладываем ровно к нему меламиновую кромку.
- Аккуратно проводим несколько раз разогретым утюгом.
- После приклеивания ждем, пока остынет, срезаем излишки канцелярским или сапожным ножом.
- После среза края дополнительно зашлифовываем мелкой наждачкой.
Оптимальную температуру нагревания утюга лучше предварительно определить экспериментально, на небольшом отрезке ленты. При недостаточной температуре клей полностью не расплавится, при избыточной – «впитается» в ДСП, и лента также приклеится некачественно. Острожным нужно быть с подбором температуре и при темной меламиновой кромке (венге, черный) – могут появиться белесые пятна на поверхности.
Для удобства удержания заготовки ДСП в вертикальном состоянии можно использовать струбцины или соорудить из обрезков подобие «паза», в который можно вставлять деталь и фиксировать.
Вот и все хитрости самостоятельной обработки торцов ДСП, оклейки меламиновой лентой в домашних условиях.
о чем расскажет обработка торцов
При выборе мебели из ДСП или МДФ следует обратить внимание на обработку мебельных торцов. То, чем они закрыты, оказывает большое влияние не только на внешний вид, но и на срок службы, и может предостеречь от покупки мебели низкого качества.[spoiler]
Меламиновая лента
Меламиновая лента – самый бюджетный вариант обработки торцевых элементов.
 Такая лента слишком тонкая – всего 0,1 мм, поэтому она не может всерьез противостоять механическим повреждениям и влаге. Со временем на ней неизбежно появятся сколы, она может отслоиться или свернуться даже если мебелью никто не пользуется.
Такая лента слишком тонкая – всего 0,1 мм, поэтому она не может всерьез противостоять механическим повреждениям и влаге. Со временем на ней неизбежно появятся сколы, она может отслоиться или свернуться даже если мебелью никто не пользуется.Такую ленту легко приклеить самостоятельно, без специальных приспособлений даже в домашних условиях. Поэтому если вы встречаете мебель из ДСП или МДФ, кромки которой обработаны с использованием меламиновой ленты, это может быть признаком того, что производитель не имеет необходимого современного оборудования для обработки торцов и вряд ли заботится о долговечности производимой мебели. Этот вариант лучше оставить в запасных.
Лента ПВХ
ПВХ-лента – более прочный и долговечный вариант обработки мебельных кромок. Она держится более стойко и надежно защищает торцы от царапин, сколов, и что не менее важно – от проникновения влаги, которая может испортить мебель. Такая лента очень пластична, поэтому легко прилегает к кромке, визуально практически сливаясь с ней. Она никак не реагирует на бытовую химию и устойчива к высокой температуре.
Она никак не реагирует на бытовую химию и устойчива к высокой температуре.
Для нанесения такой кромки необходимо специальное оборудование: в домашних или кустарных условиях сделать ее нельзя, этот способ обработки торцов доступен только на производстве.
Однако лента ПВХ бывает разной толщины, самые распространенные варианты – 0,4 и 2 мм. Первая применяется для обработки скрытых элементов, вторая – значительно толще – на наружных видимых торцах.
П-профиль
Несмотря на то, что такая кромка будет более устойчива к повреждениям, чем меламиновая лента, под выступающие над поверхностью края быстро забивается грязь, и со временем такой профиль может пойти волнами.

Как отличить друг от друга разные виды обработки торцов?
Если определить П-профиль довольно просто – по выступающим над поверхностью краям, – то как отличить меламиновую ленту от ленты ПВХ?
Также можно оценить обработку торцов со стороны задней стенки – здесь допустимы открытые кромки, и по срезам можно легко увидеть, что перед вами – более толстая лента ПВХ или совсем тонкая меламиновая лента.
Смотрите также:
Кухонные фасады из МДФ: пленка, эмаль, пластик или шпон. Какое покрытие выбрать?
Как правильно выбрать корпусную мебель: 9 основных критериев
Что лучше: МДФ или ДСП
Мебель из шпона: особенности и преимущества
Мебель из ЛДСП: 7 особенностей материала
Как защитить ДСП от влаги?
Невысокая стоимость ДСП, высокие эксплуатационные характеристики, универсальность применения сделали их очень востребованным материалом.
Ещё в самом начале изготовления опилки и стружку после просушки пропитывают формальдегидными смолами. После прессования поверхность плит ламинируют, иногда даже лакируют.
Но защита поверхности не спасает от проникновения влаги торцы, через которые она поступает внутрь. Скапливаясь внутри, вода постепенно начинает проникать в древесные волокна, что приводит к разрушению плиты. Следовательно, от жидкостного проникновения в период эксплуатации спасать надо в первую очередь торцы. Если они будут наглухо загерметизированы, срок службы плит намного увеличится.
На фото – последствия воздействия воды на столешницу из ДСППочему именно торцы являются стартовой площадкой для разрушения? Да потому что производство плит нужных стандартных размеров, равно как и подготовка разных по величине кусков материала, требует распила.
Таким образом, защита ДСП от влаги осуществляется по трём направлениям:
- пропитка древесных волокон смолами;
- специальная обработка поверхности;
- герметизация торцов.
Первый шаг по пути влагостойкости
Уже в начале производства ДСП осуществляется процесс, призванный защитить их от проникновения воды – так называемое осмоление стружки. Благодаря этой операции достигаются две цели ― насыщение волокон смолами и их склеивание. Для большей части изготавливаемых плит применяются формальдегидные смолы, уже по определению являющиеся гидрофобным компонентом изделия.
Зеленые вкрапления в ДСП – специальные водоотталкивающие компонентыВ случаях, когда от плит требуется ещё большая влагостойкость, применяют другое связующее, то есть формальдегидную смолу заменяют на мочевиномеламиновую. Она гораздо прочнее склеивает между собой стружки, тем самым являясь более сильной преградой на пути влаги.
Обработка поверхности плит
Лицевая и обратная поверхности плиты, как самые большие площади соприкосновения, без всякой защиты могут пропустить сквозь себя и впитать, соответственно, наибольшее количество жидкости. Будет не лишним покрыть эти плоскости чем-нибудь влагозащитным. Некоторые из способов такого покрытия возможны только в заводских условиях, некоторые ― и в домашних.
Один из главных способов защиты ― ламинирование. При нём на отшлифованную ДСП при высоком давлении и большой температуре укладывается меламиновая плёнка. Суть этого процесса не в прессовании, а в том, что в этих условиях плёнка полимеризует поверхность плиты, становясь с ней одним целым.
Есть ещё один способ, выполняемый в заводских условиях ― это каширование. Здесь также применяются давление и нагрев, но более щадящие. Уже отвердевшую плёнку прижимают к покрытой клеем плите. Если ламинирование ― химический процесс, то каширование ― механический.
Если ламинирование ― химический процесс, то каширование ― механический.
В домашних условиях часто неламинированную ДСП покрывают для защиты несколькими слоями краски. Перед покраской поверхность предварительно обработать:
- с поверхности тщательно сметается и стирается пыль;
- для первого раза плита промазывается горячей олифой;
- далее это делается холодной олифой до образования наружной корочки;
- поверху производится покраска. При любых способах покраски надо помнить, что каждый последующий слой краски наносится на уже высохший предыдущий.
Есть ещё несколько способов защиты от промокания. Например, поверхность, которая не будет подвергаться механическому воздействию, можно защитить так: натереть стеарином, потом нагреть феном. Дать остыть, и повторить это ещё пару раз. Или же: одна часть битумного лака мешается с пятью частями олифы. Покрытие осуществляется дважды.
Обработка стыков и кромок
Вода всегда ищет самое низкое место, углубление. А чем же, как не углублением, являются стыки на горизонтальных плоскостях? Особенно много таких стыков в корпусной мебели, которая производится как раз из ДСП. Кухонная мебель же вообще, как на передовой: и воды с избытком, и испарений хватает. Наиболее подвержены воздействию влаги мойка, шкаф с сушкой, столешница, мебель возле и над кухонной плитой.
А чем же, как не углублением, являются стыки на горизонтальных плоскостях? Особенно много таких стыков в корпусной мебели, которая производится как раз из ДСП. Кухонная мебель же вообще, как на передовой: и воды с избытком, и испарений хватает. Наиболее подвержены воздействию влаги мойка, шкаф с сушкой, столешница, мебель возле и над кухонной плитой.
Краны все когда-то начинают подтекать. Так вот в мойке самое перспективно опасное место там, где в столешницу врезается смеситель. Это место контакта металла и дерева. Возможно не только подтекание крана, но и конденсация воды в месте контакта. Поэтому это место зачищается, сушится феном. Далее наносится слой клея ПВА, после высыхания которого ― силикон. Можно строительный герметик, это тоже силиконовая масса, ею от протекания даже оконные рамы герметизируют.
Кромка не только защищает ДСП от воздействия влаги, но и уменьшает выбросы вредных веществВ посудном шкафчике следует проверить наличие или отсутствие поддона: если его не будет, то жидкость, стекая на дно шкафчика, испортит его. Для всей кухонной мебели, где возможно намокание, надо взять себе за правило: обезжирить это место и потом не жалеть герметика.
Для всей кухонной мебели, где возможно намокание, надо взять себе за правило: обезжирить это место и потом не жалеть герметика.
Для заделки швов лучше использовать санитарный силикон подходящего оттенка: не будут на поверхности появляться тёмные плесневые пятна.
Неламинированные кромки столешницы закрывают соединительными или торцевыми планками. Они бывают металлическими или пластиковыми. Защита не ахти какая, поэтому предварительно торец столешницы следует обработать силиконом. Другой способ защиты ― нанесение на место среза мебельного лака или клея ПВА. Предлагаемые строительным рынком самоклеящиеся плёнки или скотч надёжной защитой назвать нельзя.
Заделка стыков ДСП на полу
Трудность заключается в том, что на полу плиты постоянно подвергаются значительным физическим нагрузкам, они “играют” относительно друг друга. По этой причине шпатлёвка держаться не желает. Существует несколько народных способов заделки таких швов.
Швы замазывают эпоксидкой, смешанной с опилками. Опилки предварительно мелко просеивают. Состав схватывается очень быстро, поэтому сразу большой объём такой замазки заготавливать не стоит. Такая защита служит долго и надёжно. Но цена эпоксидки высока, и заделка швов обходится дорого.
Опилки предварительно мелко просеивают. Состав схватывается очень быстро, поэтому сразу большой объём такой замазки заготавливать не стоит. Такая защита служит долго и надёжно. Но цена эпоксидки высока, и заделка швов обходится дорого.
Можно заменить эпоксидку горячим столярным клеем. Надо замешать в нём опилки и пройтись по швам.
Эффект достигается даже больший, чем с эпоксидкой, так как горячий клей проникает глубоко внутрь. Такой способ и от влаги спасает, и стык перестаёт “играть”. Правда, несколько дней по такому полу желательно не ходить, так как столярный клей долго сохнет.
Обходится такой способ значительно дешевле. А если пол ещё поверху покрыть линолеумом, то о порче плит ДСП вообще можно забыть.
Защита ЛДСП от влаги
Данный материал посвящен гидроизоляции торцов ЛДСП. В большей степени он актуален для защиты столешницы от воды, но при сборке мебели в ванную или на кухню, нелишним будет и обработка торцов деталей, составляющих короб.
Как видно из структуры ЛДСП наиболее подверженной воздействию влаги частью является незащищенный ламинатом спил. При попадании на него воды опилки разбухают и деталь деформируется. Скажу сразу, что влагостойкая ЛДСП (на срезе видны полимерные опилки зеленого цвета) не является панацеей — для эксперимента бросьте кусок такой ДСП в ведро с водой… Так что для нее вопросы гидроизоляции так же актуальны, хоть и в меньшей мере.
Итак, разберем различные защитные методики — их преимущества и недостатки.
1. Оклейка кромкой (часто кухонные столешницы с краев заклеивают простой кромкой — ПВХ или меламин). Честно говоря, эта методика не сильно защищает ДСП от разбухания — вода проникает в стык между кромкой и ламинатом и творит свое черное дело. Как средство гидроизоляции непригодно (см фото 1).
2. Набивка канта — благодаря тому, что кант имеет свесы, которые немного заходят на поверхность ламината, стыки, которые так беззащитны в предыдущем варианте, становятся более закрытыми, поэтому набивка канта обеспечивает лучшую гидроизоляцию. Но изолировано, то есть без применения герметизирующих составов, его эффективность явно недостаточна.
Но изолировано, то есть без применения герметизирующих составов, его эффективность явно недостаточна.
3. Силиконовый герметик — может использоваться, как изолированно, так и в
комплексе с другими методиками (обработка торцов под кантом или декоративными торцевыми планками).
Кроме этого, промазывать герметиком торцы ЛДСП в коробах можно и в местах стяжек (те, что не оклеиваются кромкой), после стягивания соединения необходимо удалить выдавившиеся излишки герметика тряпкой — после высыхания силикона короб будет более герметичным. Силикон следует использовать санитарный, то есть с защитой от грибка. На торец выдавливается «колбаска» герметика из тубы, а затем, размазывается шпателем или пальцем.
Отдельно замечу, что на силикон кромка не клеится, а если и клеится, то ненадолго!
4. Обработка Аквастопом — отличная альтернатива герметику. Наносится кисточкой дважды. После полного высыхания формирует слой на который можно даже клеить кромку (по мнению мебельщиков — сам не пробовал).
5. Обработка парафином — это дедовский, но тем не менее, крайне эффективный способ гидроизоляции. Метода выглядит так: ставим деталь на торец, с обоих сторон на ламинат наклеивается малярный скотч (чтобы торец получился как бы с бортиками), затем берем свечку и строительным феном плавим парафин, наливая его в получившуюся канавку, чтобы он ровным слоем растекся по поверхности торца). И продолжаем его греть. При этом парафин будет впитываться в ЛДСП, как вода. Обработка проводится минимум дважды. После этого проливаем торец парафином, но не прожариваем его, чтобы он застывал, формируя защитный слой. Излишки удаляются ножом. На срезе ламината видно, что парафин проникает в материал на глубину не менее 3-4 мм, что обеспечивает отличную, но опять таки не 100% гидроизоляцию,.
Основные недостатки этой методики — это трудоемкость и опять таки невозможность наклеивания кромки.
Как обработать кромку ДСП? — Дачный журнал
Виды торцевых кромок для мебели
При изготовлении мебели из ламинированной ДСП (ЛДСП) края деталей без обработки имеют неприглядный вид. Чтобы привести их в порядок используется мебельная кромка и профиль. Работать с ними удобнее на специальном оборудовании, но и своими руками в домашних условиях тоже можно добиться неплохих результатов.
Чтобы привести их в порядок используется мебельная кромка и профиль. Работать с ними удобнее на специальном оборудовании, но и своими руками в домашних условиях тоже можно добиться неплохих результатов.
Виды мебельных кромок
Один из наиболее популярных материалов для изготовления мебели — ЛДСП. Его недостаток — некрасивые края, которые остаются при распиле детали. Вот эти края и маскирует мебельная кромка. Делают ее из разных материалов, соответственно, имеет она разные свойства и цену.
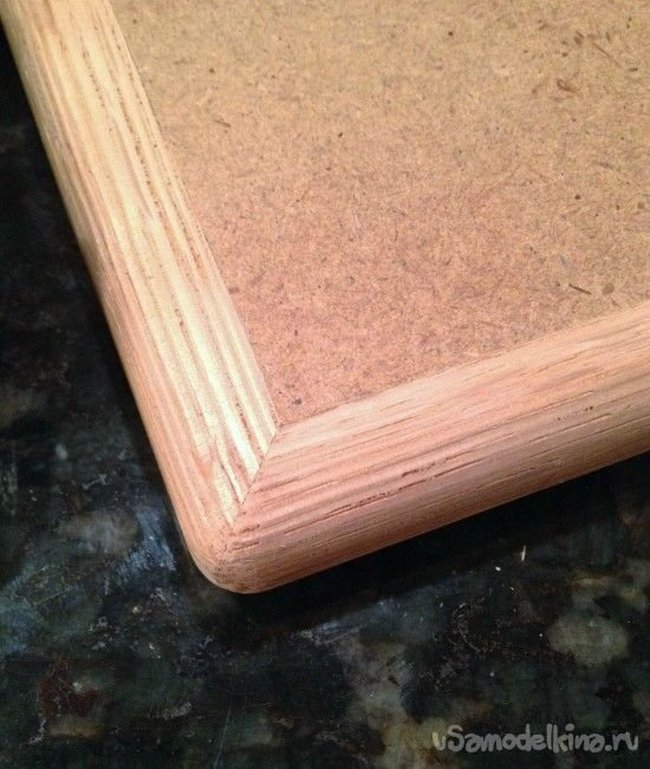
Такой край тоже можно получить самостоятельно
Кромки бумажные или меламиновые
Самый дешевый вариант — кромки из бумаги с меламиновой пропиткой. Бумагу берут повышенной плотности, пропитывают меламином для увеличения прочности и наклеивают на папирусную бумагу. Папирус может быть однослойным (более дешевые) и двухслойным. Чтобы меламновое покрытие не стиралось, все покрывается слоем лака. Чтобы удобнее было кромить детали, на обратную сторону меламиновой мебельной кромки наносят клеевой состав. При работе надо только этот состав слегка разогреть и хорошо прижать к торцу.
При работе надо только этот состав слегка разогреть и хорошо прижать к торцу.
Бумажная или меламиновая кромка — самый дешевый, но и самый недолговечный вариант отделки торцов мебели
Толщина бумажных кромочных лент небольшая — 0,2 мм и 0,4 мм — наиболее распространенные. Толще смысла делать нет, да и дорого получится.
Этот тип кромок отличается тем, что очень хорошо гнется, при сгибании не ломается. Но механическая прочность ее очень низкая — край быстро истирается. Потому если ее и используют, то только на тех поверхностях, которые не подвергаются нагрузке. Например, на тыльной стороне полок, столешниц и т.д.
Из ПВХ
Получивший в последнее время широкое распространение поливинилхлорид используется и при производстве кромок для мебели. Из окрашенной в определенный цвет массы формируется лента определенной ширины и толщины. Ее лицевая поверхность может быть гладкой однотонной, а может быть фактурной — с имитацией древесных волокон. Количество расцветок велико, так что легко подобрать подходящую.
Мебельная кромка ПВХ — самый популярный материал, который используют и домашние умельцы и профессионалы. Это обусловлено относительно невысокой ценой и хорошими эксплуатационными свойствами:
- Высокая механическая стойкость.
- Выдерживает воздействие химических веществ (бытовой химии, например).
- Влагонепроницаемый материал защищает торцы изделия от влаги.
- ПВХ — эластичный материал, что позволяет обрабатывать криволинейные поверхности.
- Хорошо обрабатывается при помощи простых приспособлений, что позволяет даже в домашних условиях получить неплохой результат.
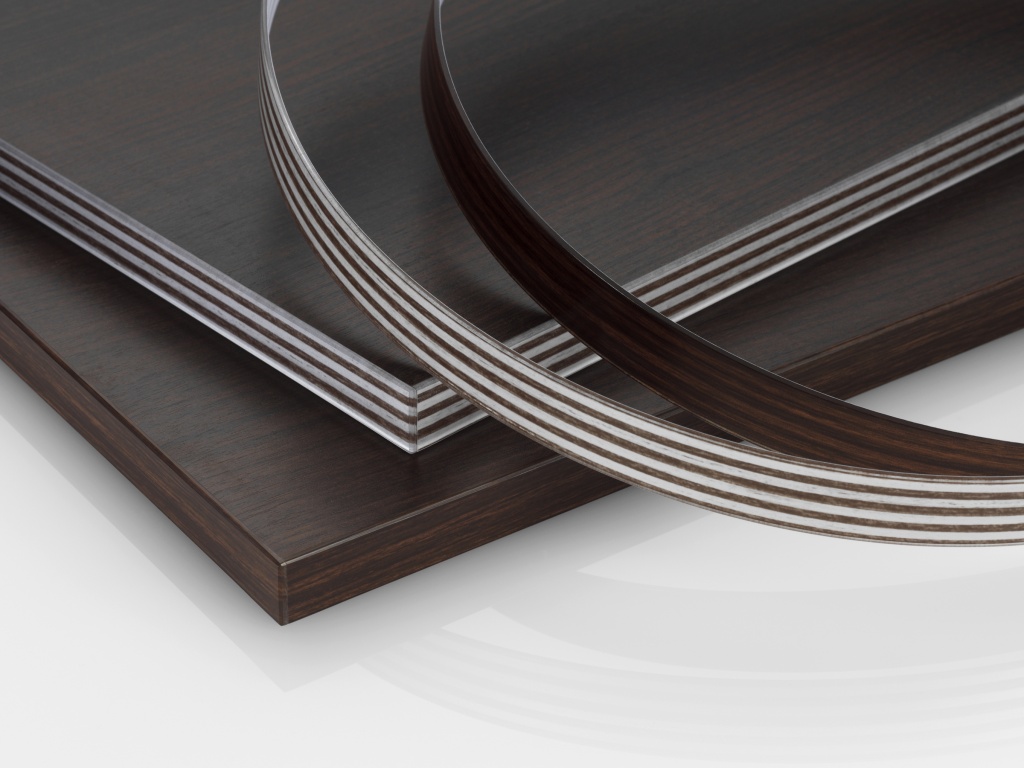
Разная толщина кромки выглядит по-разному
Мебельная кромка ПВХ выпускается разной толщины и ширины. Толщина — от 0,4 мм до 4 мм, ширина от 19 мм до 54 мм. Толщину выбирают в зависимости от предполагаемой механической нагрузки или вешнего вида, а ширину — чуть больше (не менее чем на 2-3 мм) чем толщина обрабатываемой детали. Есть мебельная ПВХ кромка с нанесенным клеевым составом, есть — без. Обе можно клеить в домашних условиях (об этом ниже).
Обе можно клеить в домашних условиях (об этом ниже).
Есть у этого типа кромочного материала и минусы: не очень широкий температурный режим: от -5°C до +45°C. По этой причине мебель на улице зимой оставлять нельзя, а также при оклейке с нагревом надо быть аккуратными — чтобы не расплавить полимер.
Из ABS (АБС) пластика
Это полимер не содержит тяжелых металлов, отличается высокой прочностью и долговечностью. Недостатком можно считать высокую цену, потому используется крайне редко, хотя имеет отличные свойства:
- Устойчив к высоким и низким температурам, потому при наклеивании можно использовать клей с любой температурой плавления. Небольшая усадка при нагревании — порядка 0,3%.
- Высокая механическая устойчивость.
Несколько вариантов кромочной ленты из АБС пластика
Этот тип кромки может быть матовым, глянцевым, полуглянцевым. Есть также варианты, имитирующие различные породы древесины. В общем, этот материал более удобен в работе и долговечнее в эксплуатации.
Кромка из шпона
Шпон — тонкий срез древесины, окрашенный и сформованный в виде ленты. Эта мебельная кромка используется на производстве при оклеивании срезов шпонированных изделий. Работа с этим материалом требует определенных навыков, да и материал дорогой.
Шпон — не самый популярный материал для кромления
Акриловая кромка или 3D
Производится из прозрачного акрила. На обратной стороне полосы наносится рисунок. Находящийся сверху слой полимера придает ему объемность, из-за чего и называется 3D кромкой. Используется при производстве мебели в необычном исполнении.
Акрил придает рисунку объемность
Профили для обработки края мебели
Отделать край мебели можно не только кромочной лентой. Есть еще мебельные профили, которые крепятся механически. Они есть двух сечений — Т-образного или П-образного (называют еще С-образного).
Под Т-образные мебельные профили в обрабатываемой кромке фрезеруется паз. В него мебельной (резиновой) киянокой забивается профиль. Края обрезаются под 45°, чтобы угол выглядел привлекательно. До идеального состояния доводится мелкой наждачной бумагой. Этот тип профилей выпускают из ПВХ и алюминия, при одинаковом способе монтажа выглядят они очень по-разному, причем отличия существенные.
Края обрезаются под 45°, чтобы угол выглядел привлекательно. До идеального состояния доводится мелкой наждачной бумагой. Этот тип профилей выпускают из ПВХ и алюминия, при одинаковом способе монтажа выглядят они очень по-разному, причем отличия существенные.
Т-образный мебельный профиль для обработки кромок мебели
По ширине они есть под ЛДСП 16 мм и 18 мм. Есть и широкие, но они встречаются намного реже, так как работают с таким материалом меньше.
С- или П- образные профили чаще всего монтируют на клей. Им промазывают кромку, затем надевают пластиковый профиль, хорошо прижимают и фиксируют. Эти ПВХ профили бывают мягкие и жесткие. Жесткие хуже гнуться и оклеивать ими криволинейные кромки сложно. Зато имеют большую прочность.
Поклейка С-образного мебельного профиля не вызывает проблем
Если все-таки требуется «посадить» жесткий С-образный мебельный профиль на изгиб, его разогревают строительным феном, затем придают желаемую форму и закрепляют малярным скотчем до тех пор, пока не высохнет клей.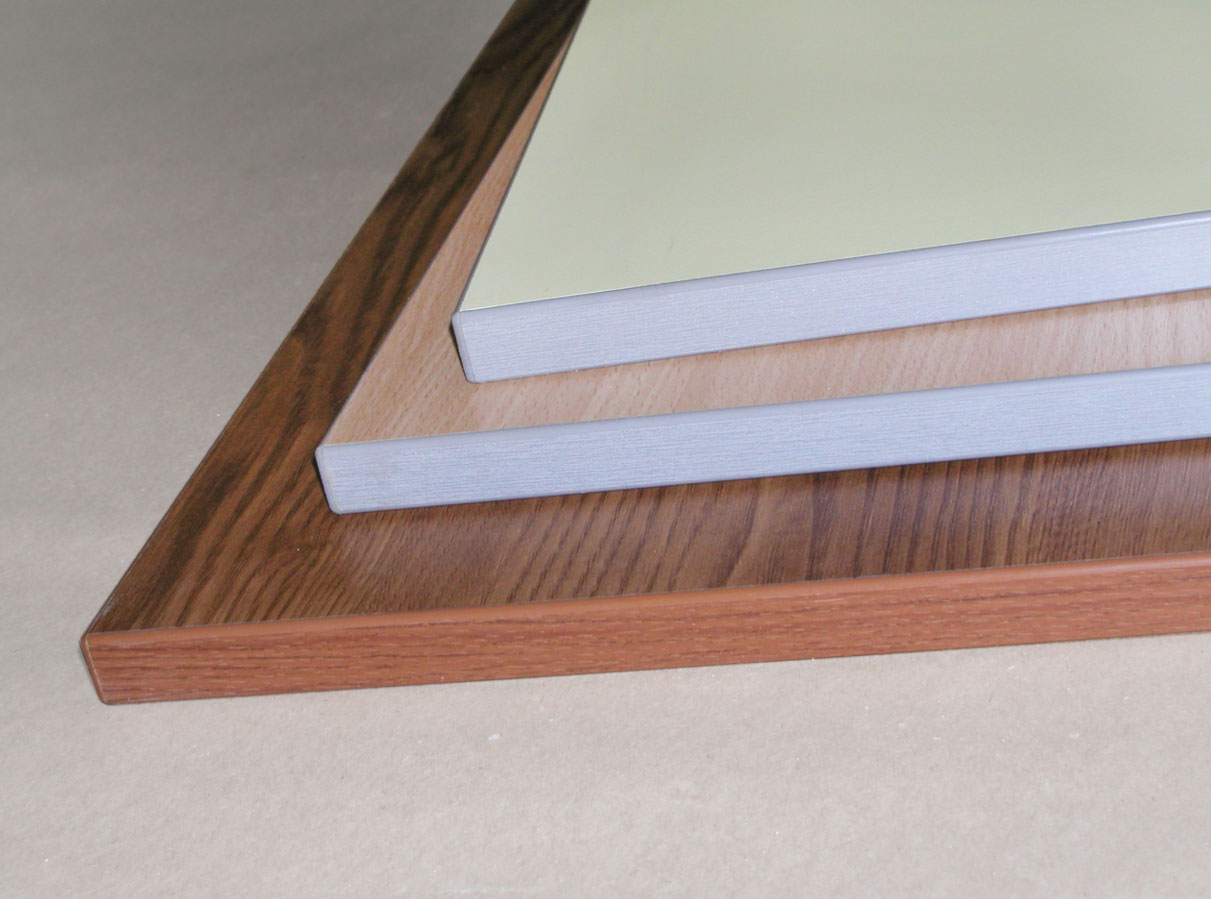
Клеим мебельную кромку своими руками
Есть две технологии наклеивания мебельной кромочной ленты. Первая — для тех, у которых на тыльной стороне нанесен клей. В этом случае необходим утюг или строительный фен. Вторая — для наклейки лент без клея. В этом случае необходим хороший универсальный клей, который может клеить пластики и изделия из древесины и мебельный ролик, кусок войлока или мягкая тряпка чтобы можно было хорошо прижать кант к срезу.
Получить такую кромку в домашних условиях реально
Немного о том, какой толщины кромку клеить на каких деталях. Те края, которые не видны, по ГОСТу вообще можно не клеить, но в основном их стараются обработать, чтобы меньше впитывалась в ДСП влага, а также чтобы уменьшить испарение формальдегида. На эти края клеят меламиновую ленту или ПВХ 0,4 мм. Также обрабатывают и края выдвижных ящиков (не фасады).
На лицевые торцы фасада и выдвижных ящиков лучше использовать ПВХ 2 мм, а на видимые срезы полок — ПВХ 1 мм. Цвет выбирают или в тон основной поверхности или «в контраст».
Как самостоятельно приклеить кант с клеем
Клеевой состав наносят на меламиновую кромку, бывает он на ПВХ. Если выбрали ПВХ, начинать проще с тонких — их легче обрабатывать, меламиновые любые клеятся просто.
Берем утюг и фторопластовую насадку на него.Если насадки нет, подойдет плотная хлопковая ткань — чтобы не перегреть ленту, но расплавить клей. Для этой цели подойдет и строительный фен. Утюг ставим примерно на «двойку», пока он греется отрезаем кусок ленты. Длина — на пару сантиметров больше обрабатываемой детали.
Укладываем кромочную ленту на деталь
Прикладываем кромку на деталь, разравниваем, разглаживаем. С обоих сторон должны свисать небольшие куски. Берем утюг и, через насадку или тряпку, проглаживаем кромку, прогревая до тех пор пока клей не расплавится. Прогревать надо равномерно по всей поверхности. После того как вся кромка приклеится, даем ей остыть. Затем начинаем обработку краев.
Кромку обрезать можно ножом, причем как острой так и тупой стороной. Кто-то пользуется обычной металлической линейкой, кому-то удобнее со шпателем из нержавейки.
Кто-то пользуется обычной металлической линейкой, кому-то удобнее со шпателем из нержавейки.
Итак, берем выбранный вам инструмент, срезаем свисающие края кромки. Их отрезают вплотную к материалу. Затем отрезают излишки вдоль детали. Меламин и тонкий пластик отлично режутся ножом. Если ПВХ кромка толще — 0,5-0,6 мм и больше, могут уже возникать трудности. Такие края можно обработать ручным фрезером, если он есть. Это гарантирует хороший результат в короткое время. Дольше обработка будет длиться если использовать наждачную бумагу, но результат может быть не хуже.
Можно использовать даже шпатель с жестким лезвием
Один важный момент: при поклейке тонких кромок срез детали должен быть ровным, без выступов и впадин. Материал пластичный, из-за чего все дефекты видны. Потому предварительно пройдетесь наждачной бумагой по срезам, после чего тщательно обеспыльте, обезжирьте. Только после этого можно клеить.
Кромление лентой ПВХ (без клея на обратной стороне)
При этом способе самостоятельной поклейки ПВХ кромки нужен универсальный клей и кусок войлока или тряпки. Читаем инструкцию к клею, выполняем все действия по рекомендации. Например, для клея «Момент» необходимо нанести на поверхность и распределить состав, выждать 15 минут, сильно прижать склеиваемые поверхности.
Читаем инструкцию к клею, выполняем все действия по рекомендации. Например, для клея «Момент» необходимо нанести на поверхность и распределить состав, выждать 15 минут, сильно прижать склеиваемые поверхности.
Нанести клей и подождать — не проблема. Чтобы плотно прижать кромку к срезу можно использовать деревянный брусок обернутый войлоком. Вместо бруска можно взять строительную терку, на ее подошве тоже закрепить войлок. В крайнем случае можно свернуть плотную ткань в несколько слоев и этим придавить ленту к поверхности.
Сильно прижимаем, налегая всем весом
Выбранный инструмент прижимают к уложенной кромке, надавливают всем весом, прижимая ее к поверхности ДСП. Движения при этом — поглаживающие. Так проглаживают всю кромку, добиваясь очень плотного прилегания. В таком виде деталь оставляют на некоторое врем — чтобы клей «схватился». Затем можно приступать к обработке кромки.
Оформление, обработка, заделка кромки ДСП.
 Кромкование, край, торец, отделка. Заделать, оформить, обработать, отделать
Кромкование, край, торец, отделка. Заделать, оформить, обработать, отделатьКак красиво заделать край ДСП? Отделка торца шлифованной плиты, обработка кромки ламинированной. Приемы кромкования ДСП. (10+)
Оформление торца ДСП
Кромкование ДСП необходимо при изготовлении мебели. Вашему вниманию материалы по изготовлению мебели своими руками.
Структура края ДСП
Древесностружечная плита состоит из опилок, перемешанных с клеем и спрессованных. Причем процесс прессования и сушки клея организуется таким образом, чтобы получить плотные поверхности и довольно трухлявую середину. Это делается для того, чтобы ДСП пружинила и не ломалась. Если весь массив листа сделать плотным, то лист будет колоться от совсем небольшой деформации.
Обычно мы не контактируем с внутренней структурой листа ДСП. Она отгорожена от нас плотными поверхностями и ламинирующим покрытием (если ДСП ламинирована). Но торец открывает нам эту прелесть. Нашей целью является закрытие ее от глаз тех, кто будет любоваться нашим изделием.
Кроме эстетических есть еще несколько причин, почему нужно заделывать торец ДСП, даже в местах, не доступных взгляду. Влага. ДСП очень чувствительна к влаге, даже к небольшому ее количеству, впитываемому из воздуха. Поверхности ламинированного ДСП не пропускают влагу, поверхность шлифованного ДСП обычно окрашивается и тоже не пропускает влагу. Кромка также не должна пропускать влагу. Грибы. Через торец в плиту могут проникать микроорганизмы и насекомые, разлагающие древесину. Вредные вещества. Вредные вещества, содержащиеся в клее и самих опилках, из которых сделана ДСП, не проникают через ламинированную или окрашенную поверхность, но попадут в помещение через торец.
Так что я рекомендую заделывать даже те кромки, которые не будут видны. Конечно, их можно заделывать, не очень заботясь о внешнем виде.
Варианты кромкования, оформления кромки ДСП
Варианты обработки торца (кромкования) зависят, прежде всего, от того, как будет отделываться сам лист. Если лист — ламинированный, и планируется использовать его ламинированную поверхность набело, то есть не окрашивать и не покрывать ничем, то на видимые края необходимо наклеить кромковую ленту, соответствующую по виду ламинированной поверхности, а скрытые края зашпатлевать и заклеить строительным бинтом. Если лист — ламинированный или шлифованный, и планируется его окрасить, то сам лист необходимо загрунтовать, его края зашпатлевать, заклеить строительным бинтом с заходом на плоскости листа, зашпатлевать бинт и окрасить.
Если лист — ламинированный, и планируется использовать его ламинированную поверхность набело, то есть не окрашивать и не покрывать ничем, то на видимые края необходимо наклеить кромковую ленту, соответствующую по виду ламинированной поверхности, а скрытые края зашпатлевать и заклеить строительным бинтом. Если лист — ламинированный или шлифованный, и планируется его окрасить, то сам лист необходимо загрунтовать, его края зашпатлевать, заклеить строительным бинтом с заходом на плоскости листа, зашпатлевать бинт и окрасить.
Торец ламинированного набело ДСП
Видимый торец
При распиле такого ДСП нужно быть очень осторожным, пользоваться распилочным инструментом, оставляющим ровный край. Ламинировочное покрытие ДСП при распиле очень любит крошиться и откалываться. Если это произошло, то исправить ситуацию не удастся. Я не знаю способов красиво починить такой скол. Придется либо смириться, либо отпиливать новую заготовку. Далее я рекомендую зашпатлевать край. Многие клеят кромковую ленту сразу на спиленный край, но я пробовал так делать и отказался от этого. Лента плохо держится на такой поверхности. Шпатлюю край акриловой универсальной шпатлевкой. После высыхания шкурю шкуркой средней зернистости. Делаю это очень аккуратно, чтобы не сколоть ламинат с ДСП. Дальше на выровненную поверхность наклеиваю ленту.
Лента плохо держится на такой поверхности. Шпатлюю край акриловой универсальной шпатлевкой. После высыхания шкурю шкуркой средней зернистости. Делаю это очень аккуратно, чтобы не сколоть ламинат с ДСП. Дальше на выровненную поверхность наклеиваю ленту.
Остановлюсь на типах лент — кромок. Обычно это бывает бумажная (в обобщенном понимании слова ‘бумага’) лента и пластик. Бумажная лента продается с уже нанесенным термоклеем. Клеится она утюгом. Не буду подробно останавливаться на этом процессе, в сети достаточно материалов на эту тему. Нужно обратить внимание на качество ленты и клея. Если впоследствии лента будет отставать, то ее можно будет подклеить обычным клеем, это не будет заметным. Пластиковую ленту наклеивают клеем. Клей может быть уже нанесен на пластиковую ленту и прикрыт бумажной защитной полосой. Это плохой случай. Такой клей очень плохо клеит. Не покупайте пластиковую кромку с уже нанесенным клеем.
Каким клеем клеить? Лучше использовать рекомендованный производителем кромки клей. Однако, обратите внимание, стоит убедиться в том, что для данного клея существует растворитель, который позволяет удалить излишки клея и не повредить пластиковый бордюр и покрытие самого листа ДСП. Тогда Вам будет удобно. Согласно инструкции к клею, Вы приклеите кромку, а выступивший клей удалите тампоном, смоченным указанным растворителем. Сложности могут возникнуть, если клей растворяется только теми растворителями, которые растворяют пластмассу. Таким растворителем излишки клея удалять нельзя, такой клей нам не подходит.
Однако, обратите внимание, стоит убедиться в том, что для данного клея существует растворитель, который позволяет удалить излишки клея и не повредить пластиковый бордюр и покрытие самого листа ДСП. Тогда Вам будет удобно. Согласно инструкции к клею, Вы приклеите кромку, а выступивший клей удалите тампоном, смоченным указанным растворителем. Сложности могут возникнуть, если клей растворяется только теми растворителями, которые растворяют пластмассу. Таким растворителем излишки клея удалять нельзя, такой клей нам не подходит.
Оформление невидимого торца
Шпатлюем его. Шкурим шкуркой средней зернистости. Аккуратно, чтобы не сколоть, как и в предыдущем случае. В принципе на этом можно остановиться. Однако лучше клеем ПВА приклеить к зашпатлеванному торцу полосу строительного бинта. Он (бинт) предотвратит раскалывание и высыпание шпатлевки. Обычно бинт несколько шире края. Наклеиваем бинт так, чтобы кромка была посредине него. Когда клей высохнет, острым ножом, осторожно, чтобы не повредить ламинированную ДСП, удаляем излишки бинта.
Торец ДСП под покраску
В этом случае распил можно осуществлять без особой опаски, так как сколы и дефекты легко могут быть исправлены шпатлевкой. Если мы работаем с ламинированным ДСП, но все же хотим его окрасить, то наносим на все изделие грунт. Подойдет грунт ГФ-021 или Отекс (Otex) от Тиккурила (Tikkurila). Если используется шлифованная ДСП, то грунтовать не обязательно, хотя и желательно. Шпатлюем торец. Я использую акриловую шпатлевку с мелким наполнителем. Шкурим. Мы должны получить ровный прямоугольный край. Иногда для этого требуется несколько итераций шкурение — шпатлевка. Когда край нас устраивает, его нужно закрепить, иначе он отколется или растрескается. Шпатлевка — материал не очень прочный и надежный. Проклеиваем край строительным бинтом пошире на 4 — 5 см, чем торец. Используем клей ПВА. Бинт загибаем так, чтобы он прилип к торцу ДСП и зашел на верхнюю и нижнюю плоскости. См. рисунок. После высыхания клея шпатлюем строительный бинт тонкодисперсной акриловой шпатлевкой. Обычно используется одна шпатлевка для всех этих работ. Особенно обращаем внимание на полосу, где бинт кончается и начинается уже сама ДСП. Тут надо шпатлевать особенно тщательно, чтобы после шкурения и окраски переход был абсолютно не заметен. Сушим шпатлевку, шкурим мелкой шкуркой, красим.
Обычно используется одна шпатлевка для всех этих работ. Особенно обращаем внимание на полосу, где бинт кончается и начинается уже сама ДСП. Тут надо шпатлевать особенно тщательно, чтобы после шкурения и окраски переход был абсолютно не заметен. Сушим шпатлевку, шкурим мелкой шкуркой, красим.
Несмотря на чудовищный вид на схеме в увеличенном масштабе, в реальности наличие бинта и шпатлевки на торце ДСП, если все выполнено правильно, совершенно не заметно.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.
Если что-то непонятно, обязательно спросите!
Задать вопрос. Обсуждение статьи.
Как сделать надежную отопительную горелку на отработанном масле? Схема.
Сделаем надежную отопительную горелку на отработке самостоятельно. Самодельный о.
Закрыть стык ванны + стены, плитки, кафеля. Клеим, наклеим, приклеим б.
Как надежно и долговечно закрыть стык ванны и стены? Если стена из панелей, плит.
Как покрасить мебель с лакировкой. Стол, гардероб, полки.
Есть старая лакированная (полированная) мебель серьезно исцарапана, лакировка по.
Вибростойкое резьбовое соединение. Технологии.
Приемы фиксации (стопорения) резьбового соединения. Защита от вибрации и самопро.
Кромка ЛДСП: виды, свойства и как клеить кромку
В этой статье мы расскажем: что такое кромка ЛДСП и зачем она нужна. Подробно опишем основные виды кромок, а также их особенности. Также немного коснёмся технологии поклейки кромки.
Кромка ЛДСП
Современная мебельная кромка ЛДСП – это небольшая полоса, изготавливаемая из различных материалов. Ее главным предназначением является облицовка торца поверхности плиты ЛДСП или МДФ. Но, кроме того, она несет и эстетичную функцию. При изготовлении мебели данный элемент является попросту необходимым, ведь он защищает потребителей от формальдегида, который выделяется из плит. Что касается параметров этой детали, то она имеет различную толщину и ширину. Применение той или иной кромки зависит от функциональных особенностей мебели.
Применение той или иной кромки зависит от функциональных особенностей мебели.Виды кромок
Современные производители предоставляют покупателям из Москвы широкий ассортимент товаров. Существует довольно много разновидностей данного изделия, отличающиеся друг от друга по различным характеристикам. Естественно, все типы имеют свои определенные преимущества и недостатки, которые следует выделить. В основном сегодня выделяют следующие типы.
Пользуется большой популярностью благодаря своей доступности. Соответственно, благодаря этому данный тип широко применяется при мебельном производстве. К преимуществам можно отнести большой ассортимент, а потому подобрать оптимальный вариант по расцветке будет довольно просто. Кроме того, кромкование – процесс, который не отличается особой сложностью. Но есть и минусы, а именно слабое сопротивление влажности, механическому воздействию.По сути, это прочный и надежный термический пластик. Он экологичен, ведь в его составе нет всевозможных вредных веществ и токсинов. Такая кромка ЛДСП очень удобна при эксплуатации. Положительными качествами являются стойкость к деформации. Со временем данный элемент не теряет цвет, который, кстати, является очень насыщенным и качественным. Также этот материал имеет гладкую поверхность. Сегодня АБС широко применяется там, где нужна действительно качественная мебель, которая будет противостоять влаге, химическому и механическому воздействию.Также пользуется большой популярностью для облицовки торцов плит ЛДСП. Объясняется это тем, что данная продукция оптимальна с точки зрения цена/качество. Сегодня производители выпускают качественный пластик, способный выдерживать высокие перепады температур (от -10 до +50°С). Достоинствами разновидности являются долговечность и особая износостойкость. Изделие не боится огня и воздействия агрессивных химических соединений. Главным нюансом данного варианта является то, что кромление подразумевает использование клеящего состава.Это также еще одна разновидность кромки ЛДСП. Его изготавливают из высококачественного пластика.
Такая кромка ЛДСП очень удобна при эксплуатации. Положительными качествами являются стойкость к деформации. Со временем данный элемент не теряет цвет, который, кстати, является очень насыщенным и качественным. Также этот материал имеет гладкую поверхность. Сегодня АБС широко применяется там, где нужна действительно качественная мебель, которая будет противостоять влаге, химическому и механическому воздействию.Также пользуется большой популярностью для облицовки торцов плит ЛДСП. Объясняется это тем, что данная продукция оптимальна с точки зрения цена/качество. Сегодня производители выпускают качественный пластик, способный выдерживать высокие перепады температур (от -10 до +50°С). Достоинствами разновидности являются долговечность и особая износостойкость. Изделие не боится огня и воздействия агрессивных химических соединений. Главным нюансом данного варианта является то, что кромление подразумевает использование клеящего состава.Это также еще одна разновидность кромки ЛДСП. Его изготавливают из высококачественного пластика. Хотите увидеть действительно жесткий русский трах со случайным трахом иногда вообще не связанных между собой людей? Тогда заходите к нам на сайт и там выбирайте категорию, где как раз и можно найти по-настоящему дикий секс https://рус-порно.tv/dikiy зачастую в общественных местах. Именно обстановка рядом и люди вокруг заставляют любовников трахаться в безумном темпе и совсем не переживать по поводу того что их кто-то увидит. Все равно все останется на пленке камеры. Это изделие также востребовано благодаря своим достоинствам, а именно широкому разнообразию цветов. Стоит отметить, что современные профили, применяющиеся для ЛДСП, могут отличаться друг от друга по внешнему виду. Одним могут быть П-образными (накладными), могут быть гибкими и жесткими, и Т-образными (врезными), которые бывают с обхватом и без него.
Хотите увидеть действительно жесткий русский трах со случайным трахом иногда вообще не связанных между собой людей? Тогда заходите к нам на сайт и там выбирайте категорию, где как раз и можно найти по-настоящему дикий секс https://рус-порно.tv/dikiy зачастую в общественных местах. Именно обстановка рядом и люди вокруг заставляют любовников трахаться в безумном темпе и совсем не переживать по поводу того что их кто-то увидит. Все равно все останется на пленке камеры. Это изделие также востребовано благодаря своим достоинствам, а именно широкому разнообразию цветов. Стоит отметить, что современные профили, применяющиеся для ЛДСП, могут отличаться друг от друга по внешнему виду. Одним могут быть П-образными (накладными), могут быть гибкими и жесткими, и Т-образными (врезными), которые бывают с обхватом и без него.Акриловая кромка ЛДСП
Состоит из двух слоев. На нижний наносится рисунок, а верхний – это прозрачный пластик, необходимый для объемного эффекта. Главные преимущества – устойчивость к ударам и царапинам, износостойкость и прочность.
У нас в наличии на складе имеется большой ассортимент кромки, вы можете также заказать по прайс-листу: Прайс-лист на кромку
Кромкование ДСП и ЛДСП
Данная процедура проводится по ряду причин. В первую очередь ЛДСП следует подвергать кромочной обработке из-за государственных стандартов и экологической безопасности. При изготовлении компании применяют связующие материалы, которые со временем могут выделять вредные вещества. Кромка как раз и помогает избежать этого негативного эффекта. Ну, и конечно, она нужна для защиты изделия от различных воздействий, а также для придания ему более эстетичного внешнего вида.
Что касается технологии, то после того, как был проведен распил плит, наступает два главных этапа:- Нанесение кромки непосредственно на срез детали;
- Снятие свесов, обработка углов и прочие операции, благодаря которым продукция будет иметь привлекательный и товарный внешний вид.
Что касается способов кромления, то их два. Первый – это врезной, он подразумевает вставку кромки ЛДСП в специальный паз, сделанный путем фрезеровки в срезе плиты. Второй вариант – это накладной тип. Является довольно востребованным. Для него могут использовать самые разные материалы, от пластика до акрила. Толщина в среднем составляет 0,4-3 мм.
Второй вариант – это накладной тип. Является довольно востребованным. Для него могут использовать самые разные материалы, от пластика до акрила. Толщина в среднем составляет 0,4-3 мм.
Как правильно клеить кромку
Сама процедура кромкования является крайне важной, ведь от этого зависит безопасность использование мебели, а также степень ее защищенности от негативных воздействий. Поэтому необходимо соблюдать массу нюансов, которые помогут существенно увеличить эксплуатационный срок изделия.
Для нанесения кромки ЛДСП необходимо использовать специальные инструменты и оборудование, которое позволит добиться максимального результата и свести вероятность появления брака к минимуму. Что касается самого этапа клейки, то она осуществляется следующим образом:
- Деталь устанавливается на рабочей поверхности;
- Кромка растягивается и фиксируется по всей длине плиты;
- Далее выполняется прогрев торца непосредственно с материалом;
- Проклеенная поверхность придавливается для лучшего сцепления состава с плитой;
- В завершении срезаются все излишки.


Если вы проживаете в Москве, и вас интересует кромка ЛДСП, то обращайтесь к нам. Мы готовы предоставить качественную продукцию по разумным ценам. Мы предлагаем широкий ассортимент товаров, а потому каждый покупатель найдет то, что ему нужно.
Наша компания предоставляет услугу по распилу и кромлению, вы можете оставить заявку через сайт или обратиться по телефону: +7 (495) 789-34-25
Наши специалисты подробно вас проконсультируют по всем вопросам!
Сообщества › Сделай Сам › Блог › Кромка ДСП: просто, практично и эстетично
Хочу представить свой способ обработки торца ДСП.
Поиск в сети не выдал на эту тему ничего аналогичного моему решению, поэтому решил рассказать об этом, может кому пригодится.
Этот вариант подходит в том случае, если нет возможности сделать это на промышленном оборудовании. Наклеивание утюгом или строительным феном в домашних условиях кромочной меламиновой кромки с клеевым слоем позволяет оклеить торец плиты ДСП. Качество получается вполне удовлетворительным, но торцы, мебели которые находятся в зоне повышенного использования, зачастую подвержены сколам. Это иногда случается и на фабричной мебели, что же тогда говорить о домашнем самострое. Поэтому пришлось искать варианты как сделать кромку устойчивой к сколам и задирам. Вот что в итоге получилось…
Качество получается вполне удовлетворительным, но торцы, мебели которые находятся в зоне повышенного использования, зачастую подвержены сколам. Это иногда случается и на фабричной мебели, что же тогда говорить о домашнем самострое. Поэтому пришлось искать варианты как сделать кромку устойчивой к сколам и задирам. Вот что в итоге получилось…
И если есть вопросы, рекомендую почитать комментарии и ответы к данной публикации, я не стал все очень подробно расписывать в основном блоке, потому, что текст обычно пролистывается, а вопросы все равно возникают и задаются ниже.
Смотрите также
Метки: кромка дсп своими руками, обработка края дсп своими руками, обработка торца дсп своими руками
Комментарии 82
Отличная работа, эксклюзивчик!
Ни разу такого не видел!
Ништяк. Патентуй!
Отлично получилось.Вышел из положения.
А чо… вариант! Очень даже!
закругленную часть где декаративка рубанком закруглять? еще варианты может бормашинкой лучше рубанком так неполучиться
Да ну, бормашинка вообще не вариант, производительность мизерная.
Я простым рубанком тот участок образца, что на фото, специально для этой фотосессии строгал, ну по времени — наверное минут 5 максимум, потом ножом подрезал ту часть возле прореза, где рубанком миллиметра 2-3 недострогал, и потом крупной наждачкой все это дело сравнял.
Блин, наверное придется с видео заморочиться, не ожидал, что эта тема вызовет такой интерес у народа.
так ведь сам… и симпотно вот все и захотели…
у нас как если затрат 0 и что то всем надо ))))
закругленную часть где декаративка рубанком закруглять? еще варианты может бормашинкой лучше рубанком так неполучиться
скорее фрезером, а не бор машинкой
конечно, ручной фрезер в помощь
все равно Мааааастер ))) талант…
скорее фрезером, а не бор машинкой
ну глаза видят, руки делают, а язык зараза )
Наши руки не для скуки…
Рубанком конечно дольше, чем фрезерной машинкой, но и пыли гораздо меньше. Делал кухню зимой и в доме, поэтому фактор пыли был весьма критичен.
А сколов, вернее выщербин не было? Все таки не цельный брусок…
Как где?! На ОБРАБАТЫВАЕМОЙ Вами поверхности!
При раскраивании листа ЛДСП ни сколов, ни выщербин не было. Пользовался при распиловке дисковой пилой.( она же торцовочная или паркетница) Правда диск покупал дорогой немецкий для ЛДСП, там зубы мелкие, их много и заточка специальная. И глубина вылета диска пилы должна быть не более 3 см., при толщине ЛДСП 16 мм.
Пользовался при распиловке дисковой пилой.( она же торцовочная или паркетница) Правда диск покупал дорогой немецкий для ЛДСП, там зубы мелкие, их много и заточка специальная. И глубина вылета диска пилы должна быть не более 3 см., при толщине ЛДСП 16 мм.
Когда делается пропил, канавка фото № 4, там возможны варианты, но если делать аккуратно, хорошим ножом, то получается нормально. Только не пытаться сделать это в один проход. Сначала с небольшим нажимом, под линейку, слегка наклонив ручку к себе, а лезвие в сторону закругления, делаете 2-3 прохода, что бы появился небольшой прорез, затем его углубляете. Потом со стороны закругления подрезаете, что бы в итоге получилась V образная канавка.
Там же на фотографиях не видно сколов, хотя это делалось довольно быстро, специально для этой публикации
голый торец ДСП замазать — чем?
Собираю мебель модульную, не дорогую. Много «голых», ничем не покрытых торцов ДСП (невидимые грани полок, нижние грани стенок и.т.д.).
Чем бы их таким простым замазать, чтобы гадость фенольная с них не испарялась?
Чё-то на ум ничего не приходит.
Краской.
(получится колхоз
Какие испарения? Какой фенол?! Как мы еще выжили в такое время?!
Промажьте торцы клеем ПВА, два раза, втирая клей в срез, с промежуточной сушкой, и воздух в квартире становится чище, а дышать легче.
Шихаэль Мума написал :
Чем бы их таким простым замазать
Самая дешёвая это меламиновая кромка,в домашних условиях можно самому наклеить.
если кромка не подходит, то силикон, либо пропитать воском
смысл уменьшить площадь? чем угодно, хоть пластелином, ПВА, шпаклёвкой лучше акриловой,краской, хоть зубной пастой..лишь бы долговечно. я лаком покрывал в кухне торцы, раза 4, с промежуточной сушкой, только лишь для защиты от влаги..
Нда, наверно — лучше покрасить погуще чем-нить. Краска не проблема, кисточкой, тыц-тыц.
Шихаэль Мума написал :
Собираю мебель модульную, не дорогую. Много «голых», ничем не покрытых торцов ДСП (невидимые грани полок, нижние грани стенок и.
Чем бы их таким простым замазать, чтобы гадость фенольная с них не испарялась?
Чё-то на ум ничего не приходит.
 т.д.).
т.д.). Наклейте меламиновую кромку
Nina E.A. написал :
Наклейте меламиновую кромку
Насколько это реально дома утюгом на «коленке»?
Попробовал натереть торец ДСП свечкой жирно, а потом пройтись феном — парафин впитался, как вода. Легко и просто. Вот размышляю, хватит-ли одного раза.
Шихаэль Мума написал :
Насколько это реально дома утюгом на «коленке»?
Вот именно дома и утюгом или просто клеем. Обратите внимание меламиновую кромку, а не кромку ПВХ. Или просто шпон+ПВА+утюг+шкурка+лак
Nina E.A. написал :
Обратите внимание меламиновую кромку
Обратите внимание, красоты не нужны, никто не увидит. Как Вам парафин?
Nina E.A. написал :
меламиновую кромку, а не кромку ПВХ.
Кромки хоть и немного, но исказят размер ДСП. Может нарушиться стыковка.
Может нарушиться стыковка.
Шихаэль Мума написал :
Как Вам парафин?
уверены, что через него «газить» не будет ?
Что, торцы краской тяжелее замазать ?
iale написал :
уверены, что через него «газить» не будет ?
iale написал :
Что, торцы краской тяжелее замазать ?
легче, но дольше. Уверены, что через неё «газить» не будет?
Шихаэль Мума написал :
Уверены, что через неё «газить» не будет?
На 100% нет, но после промазывания алкидной Pesto торцов ДСП в свое время новом шкафу запах «химии» стал значительно слабее. Какой там вклад Ф-Ф сказать трудно, ГА под рукой не было
Шихаэль Мума написал :
Как Вам парафин?
Затирка парафином, это как вариант, более дешёвого вощения, а лучше воска как известно, пока ещё ничего не придумали.
iale написал :
Кромки хоть и немного, но исказят размер ДСП.
 Может нарушиться стыковка.
Может нарушиться стыковка.+5 Два слоя кромки, это + 1.5 мм
Ded_Mazay написал :
то силикон, либо пропитать воском
+5 Я бы не стал заморачиваться с парафином, а нанёс бы и затёр силиконовый герметик.
По требования, поверхности ДСП, которые примыкают к стенкам можно вообще ничем не обрабатывать. Ну если приспичило, то лачок на водной основе — и сохнет быстро и сам не пахнет особо.
WEREG написал :
Я бы не стал заморачиваться с парафином, а нанёс бы и затёр силиконовый герметик.
Парафин-то под феном растаял и впитался мгновенно в опилки. И теперь торец на ощупь парафиновый. А как с герметиком в плане втираемости и сцепляемости с ДСП — плёночкой не слезет?
Дядя Сёма° написал :
поверхности ДСП, которые примыкают к стенкам можно вообще ничем не обрабатывать.
А нижние кромки — полы-то моем.
Дядя Сёма° написал :
лачок на водной основе — и сохнет быстро и сам не пахнет особо.

И торец ДСП водой насыщается
Шихаэль Мума написал :
А как с герметиком в плане втираемости и сцепляемости с ДСП — плёночкой не слезет?
Шихаэль Мума написал :
А нижние кромки — полы-то моем.
А нижние — это как и приспичило — лаком акрилатным на водной основе.
Дануна, эксперемент проводить бум?
Вы представляете себе, во что превращается акрилатный лак на водной основе после полимеризации? А те 5 грамм воды, которые, может быть проникнут в ДСП, никакой погоды не сделают.
Шихаэль Мума написал :
невидимые грани полок, нижние грани стенок и.т.д.).
Дядя Сёма° написал :
По требования, поверхности ДСП, которые примыкают к стенкам можно вообще ничем не обрабатывать. Ну если приспичило, то лачок на водной основе — и сохнет быстро и сам не пахнет особо.
я под лачок шпаклевала и шкурила, торец получается то, что надо
Шихаэль Мума написал :
Обратите внимание, красоты не нужны, никто не увидит.
 Как Вам парафин?
Как Вам парафин?Я открытые торцы заплавляю клеем-расплавом, беру остатки от клеевых палочек к термопистолету. Крошу, крошки клея кладу на торец ДСП и обычным электропаяльником плавлю, и боковой поверхностью жала разравниваю, прохожу.
Поверхность получается гладкая, вровень с кромками. Клей, выдавившийся на кромки, легко срезается «офисным» ножом с выдвижным лезвием.
Обработка краев и поверхности ДСП
Клеящая лента предотвращает расщепление поверхностного слоя плиты при распиливании. Ручную пилу нужно приставить с максимальным наклоном.
Зубчатая кромка — печальное зрелище. Особенно она бросается в глаза на плитах, покрашенных в белый цвет.
Стружка и искусственная смола создают при прессовании крепкое соединение, но при определенной обработке плиты стружка может расщепляться. Например, по краю среза, в месте сверления, при строгании и обработке рашпилем. Волокна же натурального дерева длиннее и крепче связаны друг с другом. Вот почему с древесно-стружечной плитой нужно обращаться более осторожно.
Вот почему с древесно-стружечной плитой нужно обращаться более осторожно.
Как распиливать древесностружечные плиты
Для этих целей подойдет практически любая пила. Только вести ее надо под очень острым углом к поверхности плиты, то есть, приставляя пилу почти плоско к поверхности. Дисковую и лучковую пилу ведите с незначительной подачей, лишь слегка надавливая. Это также уменьшит опасность образования ломкой линии отреза. Желательно, конечно, использовать пилу с самыми мелкими зубьями. Дополнительной защитой может также стать клейкая лента, которую натягивают вдоль линии отреза. Это рекомендуется обычно для древесно-стружечных плит с покрытием.
Еще один совет: пилите, не торопясь. Излишняя поспешность может привести к такому результату, что неравномерный, со сколами край одной детали образует некрасивый стык с другой. Кстати, покрытие можно защитить от расщепления, если надрезать его острым ножом — чем глубже, тем лучше.
Сверление, обработка рашпилем и строгание
Тупые или работающие с ограниченной скоростью сверла, как правило, расщепляют края просверливаемого отверстия. Только подобрав хорошее сверло, и правильно ведя инструмент, можно избежать повреждений.
Только подобрав хорошее сверло, и правильно ведя инструмент, можно избежать повреждений.
При ровном, чистом срезе дополнительная обработка не потребуется. А вот дисковая пила может оставить неровности, которые нужно убрать рашпилем или рубанком.
Рашпиль (или рубанок) ведут вдоль края осторожно, как и при работе с деревом, причем от внешней стороны к внутренней, чтобы не вырывалась стружка, а край после зачистки не казался еще более неаккуратным.
Для плит, покрытых пленкой, больше подойдет рубанок. Тот, кому работа с рубанком кажется слишком трудной, может воспользоваться напильником.
Существуют два способа декоративной обработки поверхности изделий из дерева и древесно-стружечных плит — покрытие лаком или облицовка. Лаком покрывают, как правило, деревянные поверхности, древесно-стружечные плиты из эстетических соображений — крайне редко, лишь в том случае, когда надо «облагородить» не очень впечатляющий внешний вид плиты или готового изделия.
Перед покрытием лаком поверхность следует шпаклевать.
Даже отшлифованную фабричным способом поверхность древесно-стружечной плиты нужно шпаклевать и шлифовать, прежде чем наносить на нее лак. Крошечные, едва заметные повреждения могут четко проявиться под пленкой лака, и это лишь ухудшит внешний вид изделия.
Шпаклевку наносят равномерно с помощью шпателя, и после высыхания поверхность обрабатывают наждачной бумагой. Результатом этой подготовительной работы должна стать абсолютно ровная поверхность, и тогда хватит одного слоя лака для образования безупречной пленки.
Если после нанесения лака обнаружились какие-то погрешности, то перед повторным покрытием поверхность следует слегка отшлифовать наждачной бумагой.
Выбор покрытий для древесностружечных плит очень большой. У кого есть особые запросы относительно цвета, тому лучше воспользоваться пленкой.
Пленки выпускаются в широкой цветовой гамме и с разнообразным декором, к тому же обычно они обработаны клеевым составом, что упрощает работы по отделке плит. Поскольку пленочное покрытие очень тонкое, то несущую поверхность надо предварительно тщательно отшлифовать, прежде чем натягивать пленку.
Листовой слоистый пластик, толще и более износоустойчив. Его приклеивают специальным клеем, который наносят на несущую поверхность плиты и на покрытие.
Покрытие из слоистого пластика делает древесно-стружечную плиту привлекательной и одновременно защищает ее от различных воздействий.
Если вы купили или изготовили мебель из древесно-стружечных плит, состав которых вам неизвестен, то лучше принять дополнительные меры для защиты своего здоровья.
Защита с помощью лака.
Испарения формальдегида можно остановить нанесением нового покрытия на мебель. Этот слой должен быть достаточно толстым. Так, лаковое покрытие, по меньшей мере в два слоя препятствует дальнейшему испарению формальдегида.
Пленки и листовой слоистый пластик также защищают поверхность. Здесь нужно обратить внимание на стыки: они должны быть по возможности более плотными.
Защитным материалом может стать и фанера, но не любая. Некоторые виды фанеры изготовлены с применением клеевого состава, в котором присутствует все тот же формальдегид. Поэтому желательно и фанеру обработать — покрыть лаком.
Поэтому желательно и фанеру обработать — покрыть лаком.
Абсолютно неподходящим материалом для защиты от выделений формальдегида являются материя и обои. Они пористые и потому не могут служить надежной защитой.
Ковролин, а также клей, использованный при его укладке, тоже могут выделять формальдегид. Если соответствующими службами в ходе проверки обнаружена повышенная концентрация опасных для здоровья испарений, надо выяснить, какой именно материал является источником, прежде чем обвинять во всем древесно-стружечные плиты и начинать новую обработку их поверхности.
К кромке прикладывают узкую полоску пластика. Утюг способствует склеиванию.
Срез у древесно-стружечных плит выглядит не очень красиво, и, что еще важнее, он обнажает рыхлый, наиболее уязвимый внутренний слой. Также при ударе и сильном давлении могут повредиться края среза. Поэтому кромку надо защитить.
Самая простая, но в большинстве случаев достаточно надежная защита — приклеить с помощью не сильно нагретого утюга пластиковую ленту с клеевым покрытием или пластину из шпона.
Планки из дерева.
Края плиты, подвергающиеся наибольшим нагрузкам, нуждаются в лучшей защите. Обеспечить ее помогут тонкие планки из дерева. По цвету они должны гармонировать с покрытием плиты. После приклеивания планки отдельно или вместе с плитой надо покрыть лаком или каким-то другим защитным составом.
Даже 5-миллиметровая планка является действенной защитой кромки. Более широкая планка будет к тому же препятствовать прогибанию плиты.
Дсп защита от влаги
Невысокая стоимость ДСП, высокие эксплуатационные характеристики, универсальность применения сделали их очень востребованным материалом. Наиболее частые сферы применения ― мебельное производство и строительство. Главным врагом этих плит является вода — стружка увеличивается в объёме, плита разбухает, коробится и крошится.
Блок: 1/7 | Кол-во символов: 326
Источник: https://stroyvolga.ru/%D0%B4%D1%81%D0%BF-%D0%B7%D0%B0%D1%89%D0%B8%D1%82%D0%B0-%D0%BE%D1%82-%D0%B2%D0%BB%D0%B0%D0%B3%D0%B8/
Как защитить кухонную мебель из дсп от воды.
 Способы обработки дсп от влаги
Способы обработки дсп от влагиБолее полувека укладка ДСП на пол является актуальной при отделке напольного покрытия. Постоянное совершенствование технологии и технологических процессов улучшает структуру и повышают качество ДСП.
Плита стала прочной, влагостойкой, экологически чистой. А если учесть, что в основе панели отходы деревообработки, то по показателю цена-качество плита вне конкуренции с другими отделочными материалами. Как черновой пол, основание из ДСП прослужит не одно десятилетие, продлевая срок эксплуатации напольного покрытия.
Блок: 2/10 | Кол-во символов: 601
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Столешница из ДСП или МДФ
Для отделки листа ДСП или МДФ понадобится пластик (бумажно-слоистый, поликарбонатный, полистироловый).
Ход выполнения работ:
- Вырезаем нужные детали из ДСП, соединяем их степлером.
- Стыки между деталями ДСП-основания должны быть одинаковыми. Если это не так, выравниваем их наждачкой.
- Изготавливаем облицовку для торцов.
- Нарезаем облицовочную часть с помощью болгарки.
- Приклеиваем отделочный материал и закрепляем легкими ударами резинового молотка.
- Устанавливаем торцевую накладку на уровне с нижним краем столешницы.
- Одновременно обмазываем клеем основание и фартук.
- При монтаже ламината используем разделители. После установки листа снимаем разделители.
- Разглаживаем поверхность валиком.
- С помощью фрезера прорезаем отверстие под раковиной.
- Когда конструкция собрана, шлифуем все края.
 Если это не так, выравниваем их наждачкой.
Если это не так, выравниваем их наждачкой.Блок: 3/8 | Кол-во символов: 814
Источник: https://rabotayouth.ru/kak-zashchitit-dsp-ot-vlagi-v-vannoi-sposoby-obrabotki-dsp-ot-vlagi.html
Характеристика и использование ДСП
Плита изготавливается из отходов лесопиления, столярной и мебельной деревопереработки; стружки, опилок, щепы. В изделии используется древесно — стружечный материал хвойных и лиственных пород, а для связи древесных частиц применяется полимерная термореактивная смола на основе фенолоформальдегида.
Качество панели зависит от дозировки смолы при нанесении на частицы древесины, недостаток или излишки связующего приводят к браку изделия. В процессе изготовления плиты шлифуют, ламинируют,кашируют и наносят шпон.
Данными панелями можно отделывать не только полы, но и стены и потолок
По использованию изделия из ДСП подразделяются на плиты общего и специального назначения (изготавливаемые под заказ).
Строительные панели применяются в отделке стен, потолка внутри помещения, а ДСП на пол укладывается, как финишное покрытие или черновое основание.
По свойствам, определяющим использование изделий из ДСП, панели относятся к маркам П – А и П – Б, различимые физико – механическими показателями.
Свойства ДСП
По своим физико – механическим свойствам ДСП, относящиеся к группам П – А и П – Б, в зависимости от применяемых компонентов и добавок к связующим смолам, различаются плотностью, прочностью и водостойкостью к разбуханию.
Изделия марки П – А используются для отделки в жилых помещениях, где выделение из плит вредных для здоровья людей фенола и формальдегида не превышает норму.
Панели с повышенным выделением вредных веществ применяются на объектах, как вспомогательные материалы или временные конструкции.
Характеристика ДСП
По свойствам ДСП выбирают для отделки различных объектов. При выборе важно узнать все о производителе панелей и просмотреть сертификаты на продукцию, где отражаются лабораторные испытания образцов. В таблице приведены показатели физических и механических свойств постоянно выпускаемых изделий.
При выборе ДСП для использования в доме или квартире проверяем изделие на наличие фенола и формальдегида в составе смол, чтобы не допустить применение панелей с вредными выделениями.
Черновой пол из ДСП на лагах
Во влажных помещениях древесно-стружечные плиты быстро приходят в негодность
Использование стружечной плиты, как основания для напольного покрытия, оправдано экономически и технически. Но, применяя панели, учитываем условия эксплуатации изделий. В помещении, где влажность выше 60%, а температура ниже 10°С, плиты разбухают и разрушаются.
Но, применяя панели, учитываем условия эксплуатации изделий. В помещении, где влажность выше 60%, а температура ниже 10°С, плиты разбухают и разрушаются.
Это касается и укладки панелей на бетонный пол первых этажей многоэтажных домов. А черновой пол из ДСП на лагах, правильное решение для длительной эксплуатации плит. Приподнятое над бетоном основание из плит создает ровную поверхность, на которой покрытие прослужит не меньше нормативного срока.
Порядок выполнения работ
Схема укладки ДСП
Прежде чем уложить лаги, подготавливаем бетонный пол, выравниваем поверхность бетонной стяжкой. Укладываем балки на бетон и соединяем перемычками в жесткий каркас.
Между лагами и перемычками укладывается утеплитель, который вместе с настилом из ДСП создается тепло- и звукоизоляцию основания. Черновой пол из ДСП своими руками несложно собрать, учитывая порядок действий пошаговой инструкции:
- После демонтажа старого пола выравниваем поверхность бетонного основания по выставленным маячкам стяжкой из бетонной смеси.
- На высушенную стяжку наносим грунтовку и проверяем лазерным уровнем горизонтальность поверхности основания. Затем расстилается полиэтиленовая пленка для защиты деревянного каркаса с утеплителем от сырости бетона. Ряды пленки укладываем внахлест и соединяем скотчем.
- Лаги и перемычки покрываются антисептическим раствором и монтируются на бетонный пол. Шаг между лагами составляет 400 мм. Сечение лаги Т образное, для увеличения поверхности балки при стыковке панелей. Верхняя доска, шириной 100 мм.,крепится сверху к балке и является основой для стыковки плит.
- Между собой лаги соединяют перемычками, которые крепятся к лагам металлическими уголками и шурупами. Собранная конструкция проверяется нивелиром на горизонтальность каждой лаги. При отклонении горизонтальности, под лаги укладывают пластиковые пластины в просевших местах.
- После установки, конструкция из балок заполняется утеплителем, на предварительно уложенную гидроизоляционную пленку. Утеплитель укладывается между лагами, с зазором 3 см до верхней кромки конструкции.
- Уложенные плиты утеплителя укрываются пароизоляционной пленкой, которая крепится к лагам скобами степлера. Стыки рядов пленки заклеиваются скотчем, чтобы влага не проникла в утеплитель.
- ДСП для пола укладывается на лаги по схеме, подготовленной при создании проекта. Пол из плит настилается в шахматном порядке, стыковка панелей выполняется на лагах, расставленных с учетом размеров листов ДСП. Первый ряд плит стелется вдоль стены, противоположной входу в комнату и фиксируется к балкам саморезами. Чтобы метизы не выступали над панелями, отверстия в изделиях под шурупы просверливают и зенкуют. Второй ряд укладывают со смещением на пролет между лагами, на оставленный участок вырезают панель под размер пролета. Остальные ряды укладываются в той же последовательности в шахматном порядке. Черновой пол уложен с компенсирующим зазором от стен в 1,5 см., на который влияет изменяющаяся влажность в помещении.
- Окончив сборку изделий, стыки панелей затирают шпаклевкой и поверхность настила грунтуют. По периметру комнаты, вдоль стен, закрывают компенсационный зазор плинтусом. Плинтус фиксируется к стенам комнаты. О том, как монтировать покрытие на лаги, смотрите в этом видео:
Прочный и жесткий каркас из брусьев и перемычек, плотно прижимается к стенам комнаты и не крепится к бетонному основанию анкерами.
Использование каркаса из балок, для основания напольного покрытия, позволяет отделить настил из ДСП от бетонного перекрытия и утеплить пол, сохраняя тепло в помещении.
Пол из ДСП на деревянном основании
Выровнять пол ДСП не сложно
Любое напольное покрытие укладывается на деревянный пол, но прослужить нормативный срок смогут полы, уложенные на надежное и ровное основание. Этим основанием служат старые реставрированные половые рейки или стружечная плита.
Выравнивание пола ДСП – задача несложная и выполняется своими силами. Приступаем к работе с ремонта старого деревянного основания. Проверяем лаги и половые рейки на наличие гнили, червоточин, механических повреждений и заменяем бракованные.
Лаги покрываем антисептическим раствором, доски пола сплачиваем, чтобы не осталось щелей.Деревянное покрытие прострагиваем электрорубанком, снимаем старую краску и выравниваем поверхность. После проверки горизонтальности поверхности лазерным уровнем, основание грунтуем.
Лаги для каркаса основания и доска пола для напольного покрытия применяются с влажностью не выше 12%. Перед монтажом материалы обрабатываются антисептиком.
Укладка ДСП на пол, подготовленного старого напольного покрытия из половой рейки, выполняется по схеме, в которой отражено расчетное количество плит. Схема раскладки панелей на полу комнаты выполнена в шахматном порядке и предусматривает компенсационный зазор в 1,5 см настила из ДСП от стен помещения.
Перед сборкой напольного покрытия под ДСП укладываем джутовую подложку, чтобы нивелировать погрешности деревянного основания и сохранить воздухообмен между настилом из панелей и деревянным полом. Монтаж ДСП на пол начинаем с обработки плит олифой и высверливания на панелях отверстий под крепежные шурупы, покрываем кромки плит силиконовым герметиком.
Плиты укладывают от дальнего угла
Укладываем плиты от угла стены противоположной входу в комнату, сжимая ряды выложенных панелей клиньями. Плиты первого ряда через подготовленные отверстия саморезами крепятся к деревянному полу с зазором от стены 1,5 см.
Чтобы в рядах не совпадали стыки плит, 2 ряд укладываем со сдвигом на половину плиты. Одну плиту распиливаем пополам и на торцы наносим герметик. Половины плит стелим в начале и конце ряда. Ряд сжимаем монтажными клиньями и прикручиваем панели саморезами к деревянному основанию.
Остальные ДСП стелим в шахматном порядке. Если в схеме предусмотрено, то последний ряд плит обрезаем, чтобы плотно уложить к стене. По окончании укладки настила закрываем компенсационный зазор плинтусом, прикручиваем к стенам комнаты. О том, как выровнять пол плитами данного материала, смотрите в этом видео:
Если покрытие из ДСП предусматривалось как лицевое, то плиты покрываем двумя слоями износостойкого лака и после высыхания лака покрытие готово к эксплуатации.
А если предусматривалось использование настила из плит как чернового пола, то на него укладываем ламинат или линолеум.Для долгосрочной эксплуатации напольного покрытия основание из бетона, каркаса из брусьев или доски пола выполняется без отклонения от пошаговой инструкции.

 По периметру комнаты, вдоль стен, закрывают компенсационный зазор плинтусом. Плинтус фиксируется к стенам комнаты. О том, как монтировать покрытие на лаги, смотрите в этом видео:
По периметру комнаты, вдоль стен, закрывают компенсационный зазор плинтусом. Плинтус фиксируется к стенам комнаты. О том, как монтировать покрытие на лаги, смотрите в этом видео: Лаги покрываем антисептическим раствором, доски пола сплачиваем, чтобы не осталось щелей.
Лаги покрываем антисептическим раствором, доски пола сплачиваем, чтобы не осталось щелей.
 А если предусматривалось использование настила из плит как чернового пола, то на него укладываем ламинат или линолеум.
А если предусматривалось использование настила из плит как чернового пола, то на него укладываем ламинат или линолеум.Приветствую тебя на ! Пожалуй тебе знакома ситуация, когда кухонный гарнитур от воды превращается в кучу дров. Ламинат становится рыхлым и теряет свою изначальную форму. Следует устранить причину повреждения и заменить испорченные , другого способа спасти гарнитур нет.
Блок: 3/10 | Кол-во символов: 8963
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Первый шаг по пути влагостойкости
Уже в начале производства ДСП осуществляется процесс, призванный защитить их от проникновения воды – так называемое осмоление стружки. Благодаря этой операции достигаются две цели ― насыщение волокон смолами и их склеивание. Для большей части изготавливаемых плит применяются формальдегидные смолы, уже по определению являющиеся гидрофобным компонентом изделия.
Для большей части изготавливаемых плит применяются формальдегидные смолы, уже по определению являющиеся гидрофобным компонентом изделия.
Зеленые вкрапления в ДСП – специальные водоотталкивающие компоненты
В случаях, когда от плит требуется ещё большая влагостойкость, применяют другое связующее, то есть формальдегидную смолу заменяют на мочевиномеламиновую. Она гораздо прочнее склеивает между собой стружки, тем самым являясь более сильной преградой на пути влаги. При дополнительном введении в стружечный ковёр расплавленного парафина или его эмульсии, влагостойкость ДСП ещё увеличивается.
Блок: 2/5 | Кол-во символов: 852
Источник: https://drevplity.ru/dsp/chem-pokryt-i-obrabotat-dsp-ot-vlagi
Обработка поверхности плит
Лицевая и обратная поверхности плиты, как самые большие площади соприкосновения, без всякой защиты могут пропустить сквозь себя и впитать, соответственно, наибольшее количество жидкости. Будет не лишним покрыть эти плоскости чем-нибудь влагозащитным. Некоторые из способов такого покрытия возможны только в заводских условиях, некоторые ― и в домашних.
Некоторые из способов такого покрытия возможны только в заводских условиях, некоторые ― и в домашних.
Один из главных способов защиты ― ламинирование. При нём на отшлифованную ДСП при высоком давлении и большой температуре укладывается меламиновая плёнка. Суть этого процесса не в прессовании, а в том, что в этих условиях плёнка полимеризует поверхность плиты, становясь с ней одним целым.
Есть ещё один способ, выполняемый в заводских условиях ― это каширование. Здесь также применяются давление и нагрев, но более щадящие. Уже отвердевшую плёнку прижимают к покрытой клеем плите. Если ламинирование ― химический процесс, то каширование ― механический.
В домашних условиях часто неламинированную ДСП покрывают для защиты несколькими слоями краски. Перед покраской поверхность предварительно обработать:
- с поверхности тщательно сметается и стирается пыль;
- для первого раза плита промазывается горячей олифой;
- далее это делается холодной олифой до образования наружной корочки;
- поверху производится покраска. При любых способах покраски надо помнить, что каждый последующий слой краски наносится на уже высохший предыдущий.
 При любых способах покраски надо помнить, что каждый последующий слой краски наносится на уже высохший предыдущий.
При любых способах покраски надо помнить, что каждый последующий слой краски наносится на уже высохший предыдущий.Есть ещё несколько способов защиты от промокания. Например, поверхность, которая не будет подвергаться механическому воздействию, можно защитить так: натереть стеарином, потом нагреть феном. Дать остыть, и повторить это ещё пару раз. Или же: одна часть битумного лака мешается с пятью частями олифы. Покрытие осуществляется дважды.
Блок: 7/9 | Кол-во символов: 1736
Источник: https://sroyte.ru/sposoby-obrabotki-dsp-ot-vlagi-kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-dsp.html
Обработка ДСП проводится в трёх направлениях:
- обработка стружки
- обработка лицевой поверхности ДСП
- обработка ДСП — защита торцов
Обработка стружки
Такая обработка ДСП производится ещё в момент производства. Для этого стружку для изготовления ДСП пропитывают формальдегидными смолами. Такие смолы плотно склеивают стружку, не допуская при этом проникновение влаги во внутрь плиты. Для этих же целей используют мочевиномеламиновые смолы они более плотно склеивают волокна и соответственно обладают более высокими водоотталкивающими свойствами.
Для этих же целей используют мочевиномеламиновые смолы они более плотно склеивают волокна и соответственно обладают более высокими водоотталкивающими свойствами.
От влаги на этапе производства может производится также жидким парафином. Пропитав им стружку можно защитить плиту от проникновения влаги.
Чем обработать ДСП от влаги? Один из главных и приоритетных вопросов на производстве этого материала.
Как защитить ДСП от влаги:
- ламинация. В процессе ламинации на подготовленную и отшлифованную поверхность ДСП наносят меламиновую пленку под воздействием высокой температуры (200 градусов) и высокого давления (25 МПА). Происходит полимеризация поверхности. при помощи ламинации помогает защитить материал от воздействия влаги, солнечных лучей, перепада температур и различных повреждений.
- Каширование. Процесс каширования похож на ламинарию, но является более щадящим. в этом случае происходит при более низкой температуре (до 150 градусов) и меньшем давлении (до 7 МПА). Пленка под давлением наносится на поверхность ДСП обработанную клеем. Каширование менее устойчиво к воздействию влаги нежели ламинация, а также страдает от различных механических воздействий. Пленка может отслаиваться, вздуваться и растрескиваться.
- Окрашивание поверхности. при помощи краски один из самых доступных методов защиты ее от влаги. С помощью этого метода вы сможете обработать ДСП самостоятельно в домашних условиях. Достаточно соблюсти ряд несложных правил:
 Пленка под давлением наносится на поверхность ДСП обработанную клеем. Каширование менее устойчиво к воздействию влаги нежели ламинация, а также страдает от различных механических воздействий. Пленка может отслаиваться, вздуваться и растрескиваться.
Пленка под давлением наносится на поверхность ДСП обработанную клеем. Каширование менее устойчиво к воздействию влаги нежели ламинация, а также страдает от различных механических воздействий. Пленка может отслаиваться, вздуваться и растрескиваться.- Перед окрашивание необходимо очистить ДСП от грязи и пыли, отшлифовать Ее
2. Затем покрыть слоем разогретой олифы
4.Теперь можно переходить к окрашиванию. Краску наносят в несколько слоёв, дождавшись полного высыхания каждого из них.
- Оклеивание ДСП полимерной пленкой или полимерным пластиком. Такой вид обработки ДСП подразумевает собой нанесение на поверхность материала защитного слоя в виде пленки или полимера. Для таких целей чаще всего используют поливинилхлоридные пленки. Перед тем как наклеивать Ее на поверхность необходимо Ее тщательно очистить, ведь любая даже самая маленькая частичка пыли может испортить внешний вид материала неровностью и шероховатостью. Оклеивание ДСП пленкой не является долговечным методом защиты. Пленка имеет низкие защитные характеристики, страдает от перепада температуры.
- Шпонирование ДСП. Этот метод заключается в облицовке поверхности ДСП натуральным шпоном. Данный метод не особо популярен, так как шпон не стоек к механическим повреждениям. Следить за шпонированой ДСП будет сложно.
 Перед тем как наклеивать Ее на поверхность необходимо Ее тщательно очистить, ведь любая даже самая маленькая частичка пыли может испортить внешний вид материала неровностью и шероховатостью. Оклеивание ДСП пленкой не является долговечным методом защиты. Пленка имеет низкие защитные характеристики, страдает от перепада температуры.
Перед тем как наклеивать Ее на поверхность необходимо Ее тщательно очистить, ведь любая даже самая маленькая частичка пыли может испортить внешний вид материала неровностью и шероховатостью. Оклеивание ДСП пленкой не является долговечным методом защиты. Пленка имеет низкие защитные характеристики, страдает от перепада температуры.Обработка ДСП — защита торцов
Ещё одним уязвимым местом для проникновения влаги в ДСП являются торцы. Потому их обработке следует уделить особое внимание. Чем покрыть ДСП?
Обработка ДСП по бокам производится с помощью:
- клея ПВА. Торцы тщательно промазывают клеем, дают высохнуть и затем наносят ещё один слой.
Силикона.
- Строительного герметика
- Мебельного лака
- Жидкого парафина
Используемого для пола может быть выполнена с помощью разогретого столярного клея смешанного с опилками. Это простой и недорогой дедовский метод.
Это простой и недорогой дедовский метод.
Надеемся информация о том чем обработать ДСП от деформации и влаги станет для вас полезной.
Ирина Железняк, Собкор интернет-издания «AtmWood. Дерево-промышленный вестник»
Насколько информация оказалась для Вас полезной?
Блок: 8/8 | Кол-во символов: 3640
Источник: https://rabotayouth.ru/kak-zashchitit-dsp-ot-vlagi-v-vannoi-sposoby-obrabotki-dsp-ot-vlagi.html
Используем растворы
Торцуют ДСП очень часто, так как на производстве его изготавливают листами определенной длины. Из них в последующем изготавливается очень много видов разных изделий, начиная от обычных перегородок, до сложной мебели. Данный материал бывает зачастую покрытым (ламинированным) специальной краской.
Обработать торец можно несколькими веществами:
Блок: 5/10 | Кол-во символов: 363
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Защита стыков и кромок
Любая жидкость всегда ищет и находит наиболее низкое место на поверхности. Стыки представляют собой углубления, поэтому уязвимы для попадания воды. Немалое количество стыков имеется в корпусной мебели, где основным конструкционным материалом является ДСП.
Стыки представляют собой углубления, поэтому уязвимы для попадания воды. Немалое количество стыков имеется в корпусной мебели, где основным конструкционным материалом является ДСП.
Из-за повышенной влажности и частого контакта с жидкостями особенно уязвима кухонная мебель. Мойка, столешница, мебель рядом с кухонной плитой – наиболее часто увлажняемые предметы мебели в доме. В качестве примера можно привести ту часть столешницы, которая контактирует со смесителем. Кран рано или поздно дает течь, а это значит, что незащищенный ДСП неизбежно станет промокать и разрушаться.
Чтобы защитить стыки, эти места вначале зачищаем и высушиваем феном. Затем наносим на стыки клей ПВА, а когда он засохнет, обрабатываем защищаемую поверхность силиконом или, как вариант, строительным герметиком.
Если в посудном шкафу отсутствует поддон, то рано или поздно жидкость, стекающая с влажной посуды, разрушит ДСП. Поэтому материал нужно обязательно обезжирить, а затем обработать его герметиком.
Швы заделываем санитарным силиконом соответствующего мебели цвета. Это позволит избежать появления плесени на мебели.
В тех местах кромки столешницы, где отсутствует ламинирование, устанавливаем торцевые или соединительные планки. Эти элементы могут быть изготовлены из металла или пластика. Планки не идеальная защита, поэтому кромки все равно нужно предварительно обработать герметиком. Еще один распространенный метод защиты ДСП – нанесение на кромки клея ПВА или мебельного лака.
Защита стыков на полу
Основная сложность при защите стыков на полу состоит в том, что такие плиты подвержены повышенным механическим нагрузкам и постоянно слегка смещаются при нагрузках. Из-за этого шпатлевка плохо держится на ДСП.
Чтобы обеспечить защиту стыков на полу, швы обрабатываются эпоксидной смолой, перемешанной с древесными опилками. Причем опилки должны быть очень мелкими – их нужно заранее просеять.
Обратите внимание! Эпоксидно-опилочный состав схватывается крайне быстро.
 Исходя из этого, не стоит замешивать слишком много замазки сразу.
Исходя из этого, не стоит замешивать слишком много замазки сразу.Смесь эпоксидки и опилок надежно защитит стыки, однако стоимость такого раствора достаточно высокая. Заменить эпоксидную смолу можно столярным клеем. В горячий клей нужно добавить опилки, а затем получившимся составом обработать швы. Если все делать правильно, эффект будет даже лучше, чем при обработке эпоксидной смолой, поскольку клей проникает глубже.
После обработки швов стыки ДСП станут более устойчивы к влаге и, что не менее важно, они перестанут «играть» между собой. Если же отделать ДСП линолеумом, о сохранности плит можно вообще больше не беспокоиться.
После обработки швов понадобится несколько суток на засыхание замазки. В это время по плитам ходить нельзя, чтобы не нарушить стыки.
Покрытие ДСП защитными и отделочными материалами во многих случаях требует определенного опыта и квалификации, а порой и наличия специального оборудования. Если нет уверенности в собственных силах, лучше поручить работу специалистам.
Кухня – это место в доме, где мебель постоянно в большей или меньшей степени контактирует с водой. Исходя из этого факта, совершенно очевидным будет вопрос: как защитить любимый мебельный гарнитур от влаги. Ведь всем известны печальные последствия контакта воды и ДСП (даже водостойкого): бугры, вздутия, плесень, а при долгом «союзе» вся эта красота, на которую было потрачено столько сил и средств, просто сгниет.
Итак, давайте определим места, наиболее подверженные риску:
- мойка
- шкаф со встроенной сушкой
- цоколь
- мебель над плитой и находящаяся в непосредственной близости от нее
- края столешницы
А теперь давайте решим, какие меры нужно предпринять, чтобы защитить свою кухню и радоваться ее «товарному» виду долгие годы.
Блок: 4/8 | Кол-во символов: 3783
Источник: https://rabotayouth.ru/kak-zashchitit-dsp-ot-vlagi-v-vannoi-sposoby-obrabotki-dsp-ot-vlagi.html
Используем специальную ленту
Все фабричные изделия из ДСП всегда имеют привлекательный вид, но даже в них имеются торцы. Для их скрытия применяют специальную кромочную ленту. Ее крепят к краю специальным инструментом.
Для их скрытия применяют специальную кромочную ленту. Ее крепят к краю специальным инструментом.
Такие изделия можно монтировать и в домашних условиях. Этот материал пристает к торцу ДСП, когда нагрет. Это свойство и используется в технологических процессах.
Дома сделать это можно с помощью утюга, которым разогревают данный продукт и прикрепляют к краю заготовки.
Чтобы придать изделию эстетичную форму, торец можно зашлифовать специальным инструментом и покрыть специальной краской и лаком. В таких случаях можно применять и разные виды шпатлевок, которые предназначены для работы с данным видом материалов.
Обработка кромки является очень ответственным процессом, так как в большинстве случаев от этого зависит не только внешний вид, но и время эксплуатации всего изделия. Для получения качественных продуктов из ДСП следует использовать только специальные инструменты, которые значительно облегчат работу и позволят создавать современные красивые продукты.
Видеоинструкция по приклеиванию кромки на торец ДСП вам в помощь:
Как красиво заделать край ДСП? Отделка торца шлифованной плиты, обработка кромки ламинированной. Приемы кромкования ДСП. (10+)
Приемы кромкования ДСП. (10+)
Оформление торца ДСП
Кромкование ДСП необходимо при изготовлении мебели. Вашему вниманию материалы по изготовлению мебели своими руками .
Блок: 6/10 | Кол-во символов: 1417
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Заделка стыков ДСП на полу
Трудность заключается в том, что на полу плиты постоянно подвергаются значительным физическим нагрузкам, они «играют» относительно друг друга. По этой причине шпатлёвка держаться не желает. Существует несколько народных способов заделки таких швов.
Швы замазывают эпоксидкой, смешанной с опилками. Опилки предварительно мелко просеивают. Состав схватывается очень быстро, поэтому сразу большой объём такой замазки заготавливать не стоит. Такая защита служит долго и надёжно. Но цена эпоксидки высока, и заделка швов обходится дорого.
Можно заменить эпоксидку горячим столярным клеем. Надо замешать в нём опилки и пройтись по швам.
Эффект достигается даже больший, чем с эпоксидкой, так как горячий клей проникает глубоко внутрь. Такой способ и от влаги спасает, и стык перестаёт «играть». Правда, несколько дней по такому полу желательно не ходить, так как столярный клей долго сохнет.
Обходится такой способ значительно дешевле. А если пол ещё поверху покрыть линолеумом, то о порче плит ДСП вообще можно забыть.
Блок: 7/7 | Кол-во символов: 1044
Источник: https://stroyvolga.ru/%D0%B4%D1%81%D0%BF-%D0%B7%D0%B0%D1%89%D0%B8%D1%82%D0%B0-%D0%BE%D1%82-%D0%B2%D0%BB%D0%B0%D0%B3%D0%B8/
Структура края ДСП
Древесностружечная плита состоит из опилок, перемешанных с клеем и спрессованных. Причем процесс прессования и сушки клея организуется таким образом, чтобы получить плотные поверхности и довольно трухлявую середину. Это делается для того, чтобы ДСП пружинила и не ломалась. Если весь массив листа сделать плотным, то лист будет колоться от совсем небольшой деформации.
Обычно мы не контактируем с внутренней структурой листа ДСП. Она отгорожена от нас плотными поверхностями и ламинирующим покрытием (если ДСП ламинирована). Но торец открывает нам эту прелесть. Нашей целью является закрытие ее от глаз тех, кто будет любоваться нашим изделием.
Кроме эстетических есть еще несколько причин, почему нужно заделывать торец ДСП, даже в местах, не доступных взгляду. Влага. ДСП очень чувствительна к влаге, даже к небольшому ее количеству, впитываемому из воздуха. Поверхности ламинированного ДСП не пропускают влагу, поверхность шлифованного ДСП обычно окрашивается и тоже не пропускает влагу. Кромка также не должна пропускать влагу. Грибы. Через торец в плиту могут проникать микроорганизмы и насекомые, разлагающие древесину. Вредные вещества. Вредные вещества, содержащиеся в клее и самих опилках, из которых сделана ДСП, не проникают через ламинированную или окрашенную поверхность, но попадут в помещение через торец.
Блок: 7/10 | Кол-во символов: 1344
Источник: https://wiringexpert. ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Варианты кромкования, оформления кромки ДСП
Варианты обработки торца (кромкования) зависят, прежде всего, от того, как будет отделываться сам лист. Если лист — ламинированный, и планируется использовать его ламинированную поверхность набело, то есть не окрашивать и не покрывать ничем, то на видимые края необходимо наклеить кромковую ленту, соответствующую по виду ламинированной поверхности, а скрытые края зашпатлевать и заклеить строительным бинтом. Если лист — ламинированный или шлифованный, и планируется его окрасить, то сам лист необходимо загрунтовать, его края зашпатлевать, заклеить строительным бинтом с заходом на плоскости листа, зашпатлевать бинт и окрасить.
Блок: 8/10 | Кол-во символов: 675
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Торец ламинированного набело ДСП
Видимый торец
При распиле такого ДСП нужно быть очень осторожным, пользоваться распилочным инструментом, оставляющим ровный край. Ламинировочное покрытие ДСП при распиле очень любит крошиться и откалываться. Если это произошло, то исправить ситуацию не удастся. Я не знаю способов красиво починить такой скол. Придется либо смириться, либо отпиливать новую заготовку. Далее я рекомендую зашпатлевать край. Многие клеят кромковую ленту сразу на спиленный край, но я пробовал так делать и отказался от этого. Лента плохо держится на такой поверхности. Шпатлюю край акриловой универсальной шпатлевкой. После высыхания шкурю шкуркой средней зернистости. Делаю это очень аккуратно, чтобы не сколоть ламинат с ДСП. Дальше на выровненную поверхность наклеиваю ленту.
Ламинировочное покрытие ДСП при распиле очень любит крошиться и откалываться. Если это произошло, то исправить ситуацию не удастся. Я не знаю способов красиво починить такой скол. Придется либо смириться, либо отпиливать новую заготовку. Далее я рекомендую зашпатлевать край. Многие клеят кромковую ленту сразу на спиленный край, но я пробовал так делать и отказался от этого. Лента плохо держится на такой поверхности. Шпатлюю край акриловой универсальной шпатлевкой. После высыхания шкурю шкуркой средней зернистости. Делаю это очень аккуратно, чтобы не сколоть ламинат с ДСП. Дальше на выровненную поверхность наклеиваю ленту.
Остановлюсь на типах лент — кромок. Обычно это бывает бумажная (в обобщенном понимании слова «бумага») лента и пластик. Бумажная лента продается с уже нанесенным термоклеем. Клеится она утюгом. Не буду подробно останавливаться на этом процессе, в сети достаточно материалов на эту тему. Нужно обратить внимание на качество ленты и клея. Если впоследствии лента будет отставать, то ее можно будет подклеить обычным клеем, это не будет заметным.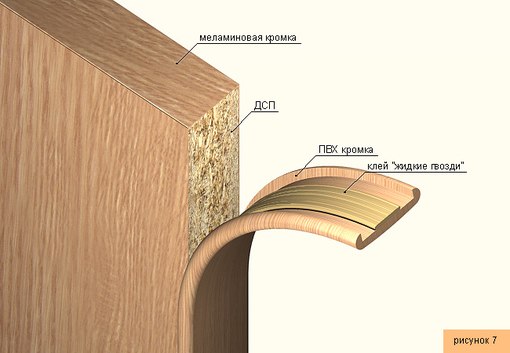 Пластиковую ленту наклеивают клеем. Клей может быть уже нанесен на пластиковую ленту и прикрыт бумажной защитной полосой. Это плохой случай. Такой клей очень плохо клеит. Не покупайте пластиковую кромку с уже нанесенным клеем.
Пластиковую ленту наклеивают клеем. Клей может быть уже нанесен на пластиковую ленту и прикрыт бумажной защитной полосой. Это плохой случай. Такой клей очень плохо клеит. Не покупайте пластиковую кромку с уже нанесенным клеем.
Каким клеем клеить? Лучше использовать рекомендованный производителем кромки клей. Однако, обратите внимание, стоит убедиться в том, что для данного клея существует растворитель, который позволяет удалить излишки клея и не повредить пластиковый бордюр и покрытие самого листа ДСП. Тогда Вам будет удобно. Согласно инструкции к клею, Вы приклеите кромку, а выступивший клей удалите тампоном, смоченным указанным растворителем. Сложности могут возникнуть, если клей растворяется только теми растворителями, которые растворяют пластмассу. Таким растворителем излишки клея удалять нельзя, такой клей нам не подходит.
Оформление невидимого торца
Шпатлюем его. Шкурим шкуркой средней зернистости. Аккуратно, чтобы не сколоть, как и в предыдущем случае. В принципе на этом можно остановиться. Однако лучше клеем ПВА приклеить к зашпатлеванному торцу полосу строительного бинта. Он (бинт) предотвратит раскалывание и высыпание шпатлевки. Обычно бинт несколько шире края. Наклеиваем бинт так, чтобы кромка была посредине него. Когда клей высохнет, острым ножом, осторожно, чтобы не повредить ламинированную ДСП, удаляем излишки бинта.
В принципе на этом можно остановиться. Однако лучше клеем ПВА приклеить к зашпатлеванному торцу полосу строительного бинта. Он (бинт) предотвратит раскалывание и высыпание шпатлевки. Обычно бинт несколько шире края. Наклеиваем бинт так, чтобы кромка была посредине него. Когда клей высохнет, острым ножом, осторожно, чтобы не повредить ламинированную ДСП, удаляем излишки бинта.
Блок: 9/10 | Кол-во символов: 2591
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Торец ДСП под покраску
В этом случае распил можно осуществлять без особой опаски, так как сколы и дефекты легко могут быть исправлены шпатлевкой. Если мы работаем с ламинированным ДСП, но все же хотим его окрасить, то наносим на все изделие грунт. Подойдет грунт ГФ-021 или Отекс (Otex) от Тиккурила (Tikkurila) . Если используется шлифованная ДСП, то грунтовать не обязательно, хотя и желательно. Шпатлюем торец. Я использую акриловую шпатлевку с мелким наполнителем . Шкурим. Мы должны получить ровный прямоугольный край. Иногда для этого требуется несколько итераций шкурение — шпатлевка. Когда край нас устраивает, его нужно закрепить, иначе он отколется или растрескается. Шпатлевка — материал не очень прочный и надежный. Проклеиваем край строительным бинтом пошире на 4 — 5 см, чем торец. Используем клей ПВА. Бинт загибаем так, чтобы он прилип к торцу ДСП и зашел на верхнюю и нижнюю плоскости. См. рисунок. После высыхания клея шпатлюем строительный бинт тонкодисперсной акриловой шпатлевкой. Обычно используется одна шпатлевка для всех этих работ. Особенно обращаем внимание на полосу, где бинт кончается и начинается уже сама ДСП. Тут надо шпатлевать особенно тщательно, чтобы после шкурения и окраски переход был абсолютно не заметен. Сушим шпатлевку, шкурим мелкой шкуркой, красим.
Шкурим. Мы должны получить ровный прямоугольный край. Иногда для этого требуется несколько итераций шкурение — шпатлевка. Когда край нас устраивает, его нужно закрепить, иначе он отколется или растрескается. Шпатлевка — материал не очень прочный и надежный. Проклеиваем край строительным бинтом пошире на 4 — 5 см, чем торец. Используем клей ПВА. Бинт загибаем так, чтобы он прилип к торцу ДСП и зашел на верхнюю и нижнюю плоскости. См. рисунок. После высыхания клея шпатлюем строительный бинт тонкодисперсной акриловой шпатлевкой. Обычно используется одна шпатлевка для всех этих работ. Особенно обращаем внимание на полосу, где бинт кончается и начинается уже сама ДСП. Тут надо шпатлевать особенно тщательно, чтобы после шкурения и окраски переход был абсолютно не заметен. Сушим шпатлевку, шкурим мелкой шкуркой, красим.
Несмотря на чудовищный вид на схеме в увеличенном масштабе, в реальности наличие бинта и шпатлевки на торце ДСП, если все выполнено правильно, совершенно не заметно.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые.
Как покрасить мебель с лакировкой. Стол, гардероб, полки…
Есть старая лакированная (полированная) мебель серьезно исцарапана, лакировка по…
Повесим картину, зеркало, полку, вешалку. Закрепим, прибьем сами, свои…
Как самому повесить на стену картину, зеркало, полку, вешалку или что-то еще? На…
Ледоходы, ледоступы, шипы на обувь, цепи на ботинки и сапоги — отзыв, …
Приспособления для хождения по льду. Как правильно выбрать и купить. Что делать,…
Пайка медной или латунной трубы своими руками. Использование фитингов…
Пайка медных труб своими руками. Приемы и навыки соединения. Советы на основе ли…
Блок: 10/10 | Кол-во символов: 2243
Источник: https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/
Количество использованных доноров: 5
Информация по каждому донору:
- https://drevplity.ru/dsp/chem-pokryt-i-obrabotat-dsp-ot-vlagi: использовано 1 блоков из 5, кол-во символов 852 (3%)
- https://sroyte. ru/sposoby-obrabotki-dsp-ot-vlagi-kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-dsp.html: использовано 1 блоков из 9, кол-во символов 1736 (6%)
- https://rabotayouth.ru/kak-zashchitit-dsp-ot-vlagi-v-vannoi-sposoby-obrabotki-dsp-ot-vlagi.html: использовано 3 блоков из 8, кол-во символов 8237 (27%)
- https://stroyvolga.ru/%D0%B4%D1%81%D0%BF-%D0%B7%D0%B0%D1%89%D0%B8%D1%82%D0%B0-%D0%BE%D1%82-%D0%B2%D0%BB%D0%B0%D0%B3%D0%B8/: использовано 2 блоков из 7, кол-во символов 1370 (5%)
- https://wiringexpert.ru/antenna/kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-sposoby-obrabotki-dsp-ot/: использовано 8 блоков из 10, кол-во символов 18197 (60%)
 ru/sposoby-obrabotki-dsp-ot-vlagi-kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-dsp.html: использовано 1 блоков из 9, кол-во символов 1736 (6%)
ru/sposoby-obrabotki-dsp-ot-vlagi-kak-zashchitit-kuhonnuyu-mebel-iz-dsp-ot-vody-dsp.html: использовано 1 блоков из 9, кол-во символов 1736 (6%)Производственный процесс для производителей меламиновой фанеры — Знания
Меламиновая фанера Меламиновая фанера — это фанера, ламинированная с обеих сторон. с предварительно приклеенной бумагой с покрытием меламиновым клеем. Бумага может быть белого, синего, зеленого, красного цвета или древесины, например, вишни, бука, ореха, сапеля, мохагони. Фанера облицованная меламином, ДСП, ДСП. или МДФ, используемый при изготовлении мебели.
Фанера облицованная меламином, ДСП, ДСП. или МДФ, используемый при изготовлении мебели.
Высокая потребность в мебели требует, чтобы фанера была сделана из твердой древесины или комбинированной древесины.Обычной сердцевины тополя для изготовления мебели недостаточно.
Многослойная фанера с березовым стержнем. фенольная смола также может использоваться в качестве основного материала для настила из фанеры. У этого типа меламиновой поверхности лучшая износостойкость.
С постоянным повышением уровня жизни потребности людей в мебели возрастают. В результате к листу предъявляются более жесткие требования. С этой целью я приведу всех к ознакомлению. с производственным процессом производителей меламиновой фанеры.Лучше выбирать качественную меламиновую фанеру.
Фанера — это листовой материал, изготовленный из тонких слоев. или «слои» деревянного шпона. которые склеены с соседними слоями, скрепляются. смола методом поперечного зерна. Это обеспечивает большую стабильность. и прочность во всех направлениях по сравнению с ДСП и МДФ. Это также снижает склонность древесины к раскалыванию. когда прибивается по краям и уменьшает расширение и усадку.
и прочность во всех направлениях по сравнению с ДСП и МДФ. Это также снижает склонность древесины к раскалыванию. когда прибивается по краям и уменьшает расширение и усадку.
процесс производства фанеры
процесс резки
обработка сырья и окончательная обработка продукта.применение режущих технологий, таких как резка шпона, обрезка древесной стружки. стружка, измельчение и отделение волокон. а также пиление, шлифование и т. д. при окончательной обработке.
Распил дерева на части различной формы. и объединяя их в разные листы. определенным образом может улучшить определенные свойства древесины. например, анизотропия. неоднородность, набухание и усадка.
Сушка
Сушка, включая сушку шпона, сушку бритья, сушку волокна в процессе сухого ДВП.и термическая обработка влажного ДВП. Процесс сушки и контроль процесса отличаются от сушки готового материала.
Управление процессом сухого материала на основе относительной влажности сушильного вещества. и необходимо соблюдать осторожность, чтобы предотвратить возникновение сухого стресса. Сушка листовых и сыпучих материалов. Используется в меламиновой фанере, проводимой при высоких температурах. высокая скорость и непрерывные условия. и стадия нагрева сразу же переводится на стадию замедленной сушки.
и необходимо соблюдать осторожность, чтобы предотвратить возникновение сухого стресса. Сушка листовых и сыпучих материалов. Используется в меламиновой фанере, проводимой при высоких температурах. высокая скорость и непрерывные условия. и стадия нагрева сразу же переводится на стадию замедленной сушки.
Калибровка
Проклейка, включая покрытие шпона, стружку и проклейку волокон. В Европе для склеивания шпона по-прежнему используется традиционное склеивание валиком. На заводе по производству меламиновой фанеры в Китае также используется роликовое покрытие. и метод выщелачивания подходит для всего процесса всего среднего листа. и автоматическая сборка. Теперь используется размер бритья и волокна.
Формование и опрессовка
Формовка и опрессовка связки меламиновой фанеры.формирование плиты. и герметизация древесно-стружечной плиты ДВП — все это процессы формования. для изготовления меламиновой фанеры.
Раскрывает изучение структуры древесины древесиной. что расположение древесных волокон в натуральном дереве является иерархическим и направленным. и, таким образом, может противостоять определенному количеству внешней силы, оказываемой природой на дерево.
что расположение древесных волокон в натуральном дереве является иерархическим и направленным. и, таким образом, может противостоять определенному количеству внешней силы, оказываемой природой на дерево.
Окончательная обработка
После выхода листа из горячего пресса. подвергается стадии охлаждения и балансировки влажности.то есть пиление и шлифование. и картон из твердого волокна, подвергнутый термообработке и контролю влажности.
Раньше кромки листов распиливались холодным способом. Сейчас также используется метод горячего пиления, но нельзя использовать метод горячего шлифования. Горячий песок ухудшит качество поверхности готового изделия. В зависимости от условий использования некоторые листы нуждаются в специальной обработке. такие как окунание, покраска, ламинирование. и краевое уплотнение.
Листы меламиновой фанеры Преимущества и недостатки
(1) Преимущества меламиновой фанеры: количество слоев намного лучше, изоляция хорошая. и поддержка прочнее, чем два слоя.
и поддержка прочнее, чем два слоя.
(2) Недостатки меламиновой фанеры. Для навеса с арочной кривизной количество слоев больше. тем больше влияние на период использования.
(3) Сравнение стоимости: стоимость меламиновой фанеры намного выше. двухслойная доска из-за большего количества используемых материалов. Если материал не увеличен в соответствии с долей меламиновой фанеры. тогда толщина доски стенки из меламиновой фанеры не поспеет, но она станет тоньше.Сказывается на качестве использования.
производители фанеры — Yueshan
Yueshan — признанный бренд производителей фанеры. Мы работаем с опытной командой обученных. и профессиональные инженеры. которые своими совместными усилиями работают над производством. фанера лучшего качества.
Производители фанеры; В настоящее время фанера стала мечтой для дизайна интерьеров. и меняйте декоры на самую красивую мебель и дизайн.Производитель фанеры; Эти фанеры изготовлены с помощью тонких слоев шпона. склеены клеем лучшего качества, чтобы сделать их более прочными и долговечными.
склеены клеем лучшего качества, чтобы сделать их более прочными и долговечными.
Фанера, которую мы обслуживаем, доступна у нас в лучших цветах. и выкройки для изготовления мебели самого высокого качества. Производители фанеры. Они изготовлены с использованием лучших мастеров, чтобы придать эстетичный вид вашему интерьеру.
Производители фанеры; Эти фанеры обладают стойкостью к истиранию и термитам.Мы производим фанеру различных категорий, например, морскую фанеру. декоративная фанера, древесина хвойных пород и др. Производители фанеры. Они доступны у нас в разумных пределах.
Yueshan — один из растущих поставщиков фанеры в Китае. который предлагает широкий ассортимент фанерной продукции. известный своим высочайшим качеством и экономичностью. Для усиления изделия фанера состоит из трех и более слоев шпона. каждый приклеен своей нитью под прямым углом к соседним слоям для прочности.
спален, кухонь и офисных помещений. Являясь ведущим поставщиком фанеры, мы предлагаем продукцию. который ценится за его стойкость к пятнам и низкие эксплуатационные расходы. Мы заняли отличную позицию на рынке. предлагая фанеру великолепного качества. Наши продукты доступны в индивидуальном исполнении, в зависимости от цвета и текстуры.
который ценится за его стойкость к пятнам и низкие эксплуатационные расходы. Мы заняли отличную позицию на рынке. предлагая фанеру великолепного качества. Наши продукты доступны в индивидуальном исполнении, в зависимости от цвета и текстуры.
Фанера, изготовленная из материала прекрасного качества. и разработан, чтобы дать привлекательный вид в нескольких местах. Предлагаемые товары Yueshan известны своей высокой прочностью и атмосферостойкостью.Компания верит в поставку продукта, который может быть полезен их жилищу. Таким образом, если вы хотите улучшить интерьер вашего дома с особой элегантностью. затем немедленно свяжитесь с одним из ведущих производителей фанерных плит. что будет идеально
Теги:
белый меламин. фарфор меламин. твердый клен. листы меламина. фолкстон серый. категории товаров. производители-поставщики. Комбинированная береза. белый дуб. черный меламин. цвет зерна. красный дуб. изделия из дерева. клен меламин. серый меламин.доступные продукты. миндальный меламин. панели листов. меламиновая панель. обычно используется. корзина. термически плавленый. листы фанеры. фильм столкнулся. выделение формальдегида. нормы выбросов. Опти Грей. сердцевина платы. античный белый.
панели листов. меламиновая панель. обычно используется. корзина. термически плавленый. листы фанеры. фильм столкнулся. выделение формальдегида. нормы выбросов. Опти Грей. сердцевина платы. античный белый.
PalletLink — Обработанная древесина
Обработанный картон или листовые материалы, такие как фанера, древесно-стружечная плита, ДВП и ДСП, вместе называются панельными изделиями и состоят из древесины в виде полос, фанеры, стружки, прядей или волокон (см. Спецификацию 74c).
Этот материал также может быть изготовлен в не листовой форме, такой как блоки поддонов из ДСП, особенно используемые в качестве разделителей настила в поддонах, см. Рисунок ниже. Пиломатериалы, даже после точной механической обработки, строгания или сушки в печи, не считаются обработанной древесиной. Фанера была разработана для обеспечения больших панелей с стабильностью размеров, отсутствующей в пиломатериалах, с хорошими прочностными характеристиками вдоль и поперек листа. Список всех типов листов и их свойств приведен в BS 1133: Раздел 8: 2011.
Для обдирки фанеры при производстве фанеры необходимы прямые хорошо выросшие бревна.Обычно в этой группе используются следующие категории, которые используются в упаковке: —
Блоки поддонов ДСП
- Лист фанерный
- Вафельно-стружечная плита (OSB) лист
- Древесно-стружечная плита или композитные древесные блоки, особенно используемые в поддонах,
- Древесно-стружечная плита, также известная как древесно-стружечная плита
- Строительная плита из древесного волокна, включая ДВП и древесноволокнистую плиту средней плотности (МДФ)
Древесно-стружечная плита и древесноволокнистые строительные плиты были разработаны для получения листовых материалов с одинаковыми свойствами.Они часто используют рубки ухода за кожей, деревья более низкого качества, отходы лесопилок или вторичные древесные отходы. Основное конечное использование в упаковке — блоки поддонов с небольшими количествами, которые используются в поддонах принтеров, где необходима сухость. На древесные панели распространяется ряд стандартов EN, но в отличие от предыдущих стандартов, которые в значительной степени носили предписывающий характер и основывались на производственных требованиях, новые стандарты EN основаны на таких эксплуатационных требованиях, как водостойкость клеевых слоев и ограничение выделения газообразного формальдегида.Соответствующие сорта картонных материалов для упаковки следующие:
На древесные панели распространяется ряд стандартов EN, но в отличие от предыдущих стандартов, которые в значительной степени носили предписывающий характер и основывались на производственных требованиях, новые стандарты EN основаны на таких эксплуатационных требованиях, как водостойкость клеевых слоев и ограничение выделения газообразного формальдегида.Соответствующие сорта картонных материалов для упаковки следующие:
Фанера изготавливается из высушенных листов деревянного шпона и с водостойким клеевым слоем (в Великобритании) исторически известна как WBP (стойкость к воде и кипячению), но более недавно по европейскому стандарту срок Экстерьер. Он подходит для большинства конечных применений, но для экспорта в Австралию также необходимы фитосанитарные меры безопасности (подробности см. На веб-странице МСФМ 15). Водостойкая наружная клееная фанера может использоваться для среднесрочной упаковки, но, хотя определить спецификации для поставщиков фанеры несложно, требуется значительный опыт, чтобы гарантировать, что вы получите этот сорт. Подводные камни использования клеевых составов i nterior и / или видов, которые обесцвечиваются плесенью или пятнами в сырых условиях, часто встречаются в фанерной упаковке, хранящейся на открытом воздухе.
Подводные камни использования клеевых составов i nterior и / или видов, которые обесцвечиваются плесенью или пятнами в сырых условиях, часто встречаются в фанерной упаковке, хранящейся на открытом воздухе.
Вафельный картон и OSB (ориентированно-стружечная плита) изготавливаются аналогично фанере, либо из беспорядочно размещенных высушенных деревянных пластин, либо из высушенных деревянных пластин, обычно идущих в одном направлении. Разница в прочности заключается в том, что пластины OSB обычно выравниваются в одном (более прочном) направлении.Некоторые конечные применения могут быть такими же (см. Нашу таблицу 74c), но OSB более контролируема для клея, поскольку ее часто заменяют фанерой в невидимых строительных отраслях. BS EN 300 разделяет OSB на 4 класса по прочности и долговечности.
Древесно-стружечная плита , также называемая композитной, когда изготавливается в виде коротких блоков, тяжелее листового материала и намного менее прочна, чем фанера, при изгибе и напряжении сдвига, но в качестве материала для коротких блоков для поддонов она широко используется, но требует осторожности при использовании в место пиломатериалов (как по выделению формальдегида, см. наш лист 88h, и также могут возникнуть проблемы с ослаблением поддонов на стеллаже для хранения, так как в этом режиме загрузки он находится под высоким напряжением сдвига).Проблема также с блочным материалом заключается в знании прочности во влажном состоянии, поскольку большая часть упаковки намокает, а некоторые материалы без торговой марки могут ослабнуть и расслоиться во влажных условиях. Внешний вид в сухом виде мало помогает, и пользователь должен быть уверен в качестве влаги, если он входит в поддоны по всему периметру (сильно нагруженные). В качестве листа древесно-стружечная плита редко является нормальным выбором, за исключением тех случаев, когда она используется для торговли бумагой, где она может быть идеальной, поскольку обычно поставляется (на заводе) в очень сухом состоянии с содержанием влаги от 2 до 4% (как и композитные материалы). блоки).
наш лист 88h, и также могут возникнуть проблемы с ослаблением поддонов на стеллаже для хранения, так как в этом режиме загрузки он находится под высоким напряжением сдвига).Проблема также с блочным материалом заключается в знании прочности во влажном состоянии, поскольку большая часть упаковки намокает, а некоторые материалы без торговой марки могут ослабнуть и расслоиться во влажных условиях. Внешний вид в сухом виде мало помогает, и пользователь должен быть уверен в качестве влаги, если он входит в поддоны по всему периметру (сильно нагруженные). В качестве листа древесно-стружечная плита редко является нормальным выбором, за исключением тех случаев, когда она используется для торговли бумагой, где она может быть идеальной, поскольку обычно поставляется (на заводе) в очень сухом состоянии с содержанием влаги от 2 до 4% (как и композитные материалы). блоки).
Строительная плита из волокна доступна в стандартном или закаленном (последнее имеет влагостойкость) классе и используется для обшивки легких упаковочных ящиков.
Новые материалы , такие как мелкоизмельченная резина из утильных шин транспортных средств, были представлены в виде блоков поддонов, но низкий процент древесины в смеси означает, что они не классифицируются как древесина. Такой материал забивается гвоздями так же легко, как и древесина, и часто имеет хорошую прочность на сжатие.
Для скачивания…
Это документ только для участников. Войдите, если вы уже зарегистрированы.Щелкните здесь, чтобы получить информацию о присоединении к PalletLink, чтобы получить доступ ко всем преимуществам подписки.
73а Паллетные блоки из резиновой крошки. (PDF 10kb)73а Паллетные блоки из резиновой крошки. (PDF 10kb)
73c Блоки из ДСП v переработанный пластик. (PDF 33kb)
73e Блоки поддонов композитные v пиломатериалы. (PDF 123kb)
73m Морская фанера по BS 1088. (PDF 109kb)
74c Шесть типов древесных листов.(PDF 76kb)
77h Вопросы с блоками из композитных ДСП для высококачественных поддонов.
 (PDF 10kb)
(PDF 10kb) 85f Упаковка из пропитанной древесины ISPM 15, импортированная в ЕС для повторного использования в Европе. (PDF 11kb)
85g ISPM 15 — Португалия — Новые фитосанитарные требования 2009 г. (PDF 11kb)
85h ISPM 15 — Австралия — Фитосанитарные требования — фанера. (PDF 54kb)
88m Меры по предотвращению распространения вируса Зика на Дальний Восток. (PDF 63kb)
ДСП — обзор
3.10.4.2 ДСП
Ежегодно около 28.4 млн. М. 3 древесностружечных плит производятся в Европе в основном для мебели и строительства (Klímek et al. , 2016). Дерево является основным сырьем, используемым для этой цели, хотя возможность использования недревесных альтернатив изучается в течение многих десятилетий. В последнее время многие факторы, в том числе нехватка древесины, экологическая осведомленность и низкая стоимость недревесных материалов, стимулировались не только интенсификацией этих исследований, но и серьезными последствиями для отраслей.
В 2005 году по крайней мере 30 промышленных предприятий во всем мире интегрировали использование недревесных лигноцеллюлозных агрегатов в производство древесностружечных плит (Bektaş et al. , 2005). Сегодня, хотя техническая осуществимость недревесных древесностружечных плит является общепринятой (Bajwa et al. , 2015), необходимы дальнейшие исследования, чтобы полностью понять, как внутренние свойства сырья могут способствовать повышению общих характеристик разработанных материалов. .Подавляющее большинство примеров разработок недревесных древесностружечных плит сосредоточено на использовании различных видов натуральных волокон. Это согласуется с тем фактом, что волокна вносят важный вклад в улучшение механических свойств плит. Волокнистые материалы из сельскохозяйственных культур предпочтительны из-за их доступности и легкости доступа. Примерами являются солома (из пшеницы, ячменя, риса и т. Д.), Хлопковый джин или жмых, волокна кокосового волокна и кенафа или банана. Были проведены некоторые исследования, в которых оценивались растения, богатые растительной сердцевиной; однако примеры использования изолированной растительной сердцевины при производстве древесностружечных плит встречаются редко.
Были проведены некоторые исследования, в которых оценивались растения, богатые растительной сердцевиной; однако примеры использования изолированной растительной сердцевины при производстве древесностружечных плит встречаются редко.
Хорошо известно, что размер и форма частиц влияют на свойства древесностружечных плит. Агрегаты сердцевины растений имеют тенденцию к формированию довольно сферических частиц (Magniont, 2010; Palumbo, 2015, 2015a, b). Как правило, более сферические частицы положительно влияют на внутреннее связывание ( IB ), но пагубно влияют на MOR и MOE, которым больше выгодны более длинные частицы или волокна (Bajwa et al. , 2015; (Klímek et al. al. , 2016) .Действительно, наличие растительной сердцевины, как сообщается, оказывает негативное влияние как на MOE, так и на MOR (Balducci et al., 2008 г .; Klímek et al. , 2016).
С другой стороны, когда растительная сердцевина измельчается вместе с волокнистыми тканями растений, получается смесь сферических и удлиненных частиц (Nozahic et al. , 2012). Такие смеси не могут компактно укладываться в плиты, что резко снижает плотность и IB (Bajwa et al. , 2015). Такой недостаток можно было бы компенсировать за счет уменьшения размера частиц, увеличения целевой плотности древесностружечных плит, уменьшения толщины плиты (Klímek et al., 2016) или эффективное удаление растительной сердцевины перед формированием доски.
, 2012). Такие смеси не могут компактно укладываться в плиты, что резко снижает плотность и IB (Bajwa et al. , 2015). Такой недостаток можно было бы компенсировать за счет уменьшения размера частиц, увеличения целевой плотности древесностружечных плит, уменьшения толщины плиты (Klímek et al., 2016) или эффективное удаление растительной сердцевины перед формированием доски.
Salvado et al. (2003) произвела экспериментальные безвяжущие древесноволокнистые плиты на основе мискантуса ( Miscanthus sinensis ). После уборки стебли мискантуса очищали и измельчали. Стружку взорвали паром с помощью процесса термомеханического водного пара в реакторе периодического действия для получения пульпы. Полученный материал сушили, слегка измельчали и использовали для производства древесноволокнистых плит. Были определены предварительная обработка и условия прессования, которые оптимизируют физико-механические характеристики.Полученные плиты показали довольно хорошие результаты: модуль упругости до 7630 МПа, MOR до 61 МПа, внутреннее сцепление до 4,1 МПа, набухание по толщине всего 2,5% и водопоглощение всего 8,9%. Средняя плотность досок составила 1240 кг / м 3 . Ниже 1100 кг / м 3 плиты не соответствовали требованиям MOR, установленным в EN 31094.
Средняя плотность досок составила 1240 кг / м 3 . Ниже 1100 кг / м 3 плиты не соответствовали требованиям MOR, установленным в EN 31094.
Bajwa et al. (2015) оценила возможность использования рогозиков для производства древесностружечных плит для коммерческого использования.Древесно-стружечные плиты на основе соломы и рогоза, скрепленные 3% полиметилендифенилдиизоцианата ( pMDI ), были изготовлены с использованием пресса с горячей плитой (190 ° C и 1,54 МПа в течение 420 с). Целевая плотность поддерживалась на уровне 480 кг / м 3 , а доля рогоза и пшеничной соломы варьировалась между 100%, 50% и 25% для получения четырех различных рецептур. Рогоз (как стебли, так и листья) и солома использовались в виде щепок размером от 2 до 6 см. Было обнаружено, что добавление рогоза привело к улучшению общих свойств по отношению к 100% -ной соломе.Однако не самые лучшие результаты показали и экземпляры 100% рогоза. Наилучшие результаты были получены для смесей, состоящих из 70% рогоза и 25% соломы, которые показали превосходную среднюю жесткость на изгиб (MOE 446,3 Н / мм 2 ), прочность на изгиб (MOR 17,95 Н / мм 2 ) и внутреннее соединение. и меньшее водопоглощение и набухание по толщине. Кроме того, разброс результатов измерений был ниже, чем для остальных составов. Слабое связывание между частицами соломы из-за присутствия кутикулярного воскового слоя было сочтено причиной плохих результатов, полученных для древесностружечных плит на основе соломы, в то время как плохие результаты, полученные для 100% образцов рогоза, объяснялись потерей плотности упаковки случайно организованные частицы.По мнению авторов, использование смесей заполнителей рогоза и соломы для производства древесностружечных плит возможно, и следует ожидать лучших результатов, если содержание влаги и размеры частиц двух заполнителей совпадают.
и меньшее водопоглощение и набухание по толщине. Кроме того, разброс результатов измерений был ниже, чем для остальных составов. Слабое связывание между частицами соломы из-за присутствия кутикулярного воскового слоя было сочтено причиной плохих результатов, полученных для древесностружечных плит на основе соломы, в то время как плохие результаты, полученные для 100% образцов рогоза, объяснялись потерей плотности упаковки случайно организованные частицы.По мнению авторов, использование смесей заполнителей рогоза и соломы для производства древесностружечных плит возможно, и следует ожидать лучших результатов, если содержание влаги и размеры частиц двух заполнителей совпадают.
Binici et al. (2016) разработал композиты на основе кукурузы и проанализировал влияние размера частиц и соотношения матрица / заполнитель на термические, механические и звукоизоляционные свойства плит. Кукурузные початки измельчали с помощью молотка и просеивали до частиц размером от 1 до 1 мкм. 6 и 6,3 мм и смешанный с эпоксидной смолой, добавленный в пропорции 50% и 75% и прессованный в течение 1 мин при комнатной температуре и переменном давлении (от 0,07 до 0,27 МПа). Полученные материалы имели плотность от 250 до 410 кг / м 3 и теплопроводность от 0,159 до 0,075 Вт / мК. Было обнаружено, что давление является основным движущим фактором, влияющим на анализируемые свойства: более высокое производственное давление привело не только к более высокой плотности и, следовательно, к лучшим механическим свойствам, но также к более высокой теплопроводности и звуковой проводимости.
6 и 6,3 мм и смешанный с эпоксидной смолой, добавленный в пропорции 50% и 75% и прессованный в течение 1 мин при комнатной температуре и переменном давлении (от 0,07 до 0,27 МПа). Полученные материалы имели плотность от 250 до 410 кг / м 3 и теплопроводность от 0,159 до 0,075 Вт / мК. Было обнаружено, что давление является основным движущим фактором, влияющим на анализируемые свойства: более высокое производственное давление привело не только к более высокой плотности и, следовательно, к лучшим механическим свойствам, но также к более высокой теплопроводности и звуковой проводимости.
Klímek et al. (2016) в качестве сырья для производства использовали два растения с богатой костной растительностью, подсолнечник ( Helianthus annuus ) и топинамбур ( Helianthus tuberosus ), а также третье недревесное растение, чашечное растение ( Silphium perfoliatum ). ДСП. Смолы MDI и UF использовались в качестве связующих веществ. Растительный материал измельчали с помощью молотка и просеивали для получения агрегатов размером 5 и 1,24 мм. Было проанализировано соотношение сторон (отношение длины / ширины) агрегатов.В то время как топинамбур и чашечное растение образовывали довольно удлиненные частицы, частицы подсолнечника были «кубиками», вероятно, из-за меньшего количества волокнистых тканей и / или более низкого лигнификации пучков волокон. Разброс по размерам в заполнителях оказался выше, чем в древесной щепе. Агрегаты смешивали со смолами в барабанном смесителе с использованием распылительной насадки. MDI был добавлен в количестве 4% и 6%, а UF — в количестве 8% и 12%. Маты предварительно прессовали вручную перед горячим прессованием при 200 ° C и 3,2 МПа в течение 100 с до расчетной плотности 600 кг / м 3 , что является обычной плотностью для мебельного применения.Между тремя используемыми видами сырья были обнаружены небольшие различия, хотя плиты на основе чашечных растений дают несколько лучшие результаты. Напротив, тип и количество связующего играют более решающую роль. Наиболее благоприятные результаты были получены с MDI 6%.
Было проанализировано соотношение сторон (отношение длины / ширины) агрегатов.В то время как топинамбур и чашечное растение образовывали довольно удлиненные частицы, частицы подсолнечника были «кубиками», вероятно, из-за меньшего количества волокнистых тканей и / или более низкого лигнификации пучков волокон. Разброс по размерам в заполнителях оказался выше, чем в древесной щепе. Агрегаты смешивали со смолами в барабанном смесителе с использованием распылительной насадки. MDI был добавлен в количестве 4% и 6%, а UF — в количестве 8% и 12%. Маты предварительно прессовали вручную перед горячим прессованием при 200 ° C и 3,2 МПа в течение 100 с до расчетной плотности 600 кг / м 3 , что является обычной плотностью для мебельного применения.Между тремя используемыми видами сырья были обнаружены небольшие различия, хотя плиты на основе чашечных растений дают несколько лучшие результаты. Напротив, тип и количество связующего играют более решающую роль. Наиболее благоприятные результаты были получены с MDI 6%. Хотя полученные плиты соответствовали механическим требованиям класса EN 312 P1 (использование в сухих условиях), их характеристики (измеренные с точки зрения MOR, MOE, IB, разбухания по толщине и водопоглощения) были хуже, чем у обычных древесно-стружечных плит.
Хотя полученные плиты соответствовали механическим требованиям класса EN 312 P1 (использование в сухих условиях), их характеристики (измеренные с точки зрения MOR, MOE, IB, разбухания по толщине и водопоглощения) были хуже, чем у обычных древесно-стружечных плит.
Bektas et al. (2004) разработали трехслойные ДСП из стеблей подсолнечника ( Helianthus annuus ) и древесины тополя ( Populus alba ). Соотношение частиц из древесины или подсолнечника составляло 100%, 75%, 50% и 25%. Смеси заполнителей, просеянные на 1,5 мм для среднего слоя и 0,8 мм для поверхностного слоя, были связаны с UF (9% для среднего слоя и 11% для поверхностного слоя) и катализатора (1% хлорида аммония). горячего прессования (24–26 МПа и 150 ° С в течение 7 мин) для формования ДСП конечной плотностью 700 кг / м 3 .Были проанализированы свойства, связанные с влажностью (набухание по толщине и водопоглощение), механические свойства (внутренняя связь, модуль упругости и MOR) и способность удерживать винты панелей. Все полученные древесно-стружечные плиты соответствовали требованиям, установленным в стандарте EN 312 для общего использования. Однако эффективность всех досок, содержащих стебли подсолнечника, была ниже, чем у 100% образцов древесины тополя. Композит из стеблей подсолнечника показал худшие характеристики.
Все полученные древесно-стружечные плиты соответствовали требованиям, установленным в стандарте EN 312 для общего использования. Однако эффективность всех досок, содержащих стебли подсолнечника, была ниже, чем у 100% образцов древесины тополя. Композит из стеблей подсолнечника показал худшие характеристики.
Balducci et al. (2008) отобрал различные части культурных растений, богатые растительной сердцевиной, такие как подсолнечник, топинамбур, мискантус, стебли кукурузы и костры конопли, с целью производства легких древесностружечных плит. Однослойные и трехслойные древесно-стружечные плиты, связанные с 6% pMDI и UF смолами, характеризовались механическими и влагозависимыми свойствами. Ориентиром послужили ДСП из дерева. Растительный материал был разрезан и обработан молотком для получения агрегатов.Сердцевина и коры использовались вместе. Типичный размер частиц не упоминается; однако авторы сообщают о важных различиях в форме и плотности полученных частиц. Агрегаты смешивали со смолой и прессовали до целевой плотности 400 или 600 кг / м 3 . Было обнаружено, что плотность является основным фактором вытяжки, влияющим на исследуемые свойства. Легкие плиты не соответствовали требованиям P2 (EN 312, плиты для внутреннего использования, включая мебель, в сухих условиях), в отличие от большинства плит плотностью 600 кг / м 3 , которые соответствовали таким требованиям.При одинаковых плотностях и составах плиты, склеенные pMDI, дают лучшие результаты. Существенных различий между однослойными и трехслойными ДСП по механическим свойствам не обнаружено. В тех же условиях доски топинамбура имели более высокий IB, чем остальные материалы, тогда как стебли кукурузы показали самый низкий IB.
Было обнаружено, что плотность является основным фактором вытяжки, влияющим на исследуемые свойства. Легкие плиты не соответствовали требованиям P2 (EN 312, плиты для внутреннего использования, включая мебель, в сухих условиях), в отличие от большинства плит плотностью 600 кг / м 3 , которые соответствовали таким требованиям.При одинаковых плотностях и составах плиты, склеенные pMDI, дают лучшие результаты. Существенных различий между однослойными и трехслойными ДСП по механическим свойствам не обнаружено. В тех же условиях доски топинамбура имели более высокий IB, чем остальные материалы, тогда как стебли кукурузы показали самый низкий IB.
Посещение завода: заседание совета директоров в Нортумберленде
КомпанияCM посетила завод Egger в Нортумберленде, чтобы узнать больше о процессе производства ДСП.
ДСП, или древесно-стружечная плита, прошла долгий путь с момента своего изобретения в Германии в конце 19 века. Благодаря сложным технологиям производства инженерные изделия из древесины могут изготавливаться различных сортов и с различной отделкой поверхности, подходящей для множества применений. Он может выглядеть как бетон или гранит, и не только может выглядеть как многие текстуры древесины, он также может имитировать настоящую древесину с точки зрения текстуры.
Он может выглядеть как бетон или гранит, и не только может выглядеть как многие текстуры древесины, он также может имитировать настоящую древесину с точки зрения текстуры.
Отсюда его широкое применение в архитектуре и строительстве, от кухонных шкафов и столешниц до влагостойких структурных панелей пола.И его универсальность постоянно развивается.
Движущей силой этих достижений является Egger Group, которая с 2007 года инвестировала более 200 миллионов фунтов стерлингов в свое производственное предприятие в Хексхэме, Нортумберленд. Этот завод, который недавно посетил руководитель строительства, производит продукцию из ДСП для таких применений, как современная мебель и интерьер дизайн.
Тем временем серия структурных полов EGGER Advanced используется во всех сферах строительства, в том числе во многих новостройках по всей Великобритании.Ежегодно здесь производится более 6,5 миллионов таких структурных панелей пола, и эта цифра будет увеличиваться с появлением новой линии «шпунт и паз» (T&G).
После прессования и резки доски помещаются в стеллаж для охлаждения
Дэн Соулсби, менеджер по маркетингу строительных изделий компании Egger в Великобритании, говорит: «Мы здесь, в Хексхэме, располагаем передовыми технологиями, которые позволяют производить продукцию из ДСП самого высокого качества для наших клиентов и конечных пользователей.
«Что касается напольных покрытий, мы действительно производим декоративную продукцию, которая производится на двух наших европейских заводах. Полы, которые мы производим, производятся из ДСП на конструкционные половые доски толщиной 18 или 22 мм. Поскольку это структурный пол, вы вряд ли увидите эти доски, если декоративные напольные покрытия не будут подняты в какой-либо точке ».
Завод в Хексхэме также производит огромный ассортимент декоративных мебельных щитов с более чем 170 декорами на выбор.
ДСП различных сортов обычно изготавливаются из одного и того же сырья — смеси первичной и вторичной древесины. Круглый лес из леса и обрезная щепа (остатки лесопиления) обрабатываются до нужного типа и размера щепы, необходимой для изготовления доски. Переработанный материал тщательно очищается на современном предприятии по переработке отходов на месте, а затем перерабатывается в пригодный для использования материал.
Круглый лес из леса и обрезная щепа (остатки лесопиления) обрабатываются до нужного типа и размера щепы, необходимой для изготовления доски. Переработанный материал тщательно очищается на современном предприятии по переработке отходов на месте, а затем перерабатывается в пригодный для использования материал.
Горы щепы ждут обработки
Еще одним остатком лесопиления, используемым при производстве ДСП, являются опилки. Тонкий материал используется в верхнем и нижнем поверхностном слое платы, а более крупные стружки используются в сердцевине платы для создания эффекта сэндвича на поверхности, сердцевине, поверхности.
После обработки щепа сушится, смешивается со смолой, распределяется по возвратной ленте, а затем подается в пресс непрерывного действия для изготовления необработанной ДСП. Различные классификации производятся путем изменения используемых смол вместе с различными рецептурными смесями обрабатываемого сырья.
Завод в Хексхэме — самый крупный из двух заводов Egger в Великобритании. Другой находится в Барони, Эйршир, и оба они являются частью глобального бизнеса австрийской компании. Общий оборот Egger Group в 2015/16 году составил более 2 миллиардов евро, а оборот в Великобритании — более 260 миллионов фунтов стерлингов.Группа Egger по-прежнему принадлежит семье Эггер, основавшей ее в 1961 году. В общей сложности у компании 17 заводов, производящих продукцию в Австрии, Германии, Франции, России, Румынии и Турции, а также в Великобритании.
Другой находится в Барони, Эйршир, и оба они являются частью глобального бизнеса австрийской компании. Общий оборот Egger Group в 2015/16 году составил более 2 миллиардов евро, а оборот в Великобритании — более 260 миллионов фунтов стерлингов.Группа Egger по-прежнему принадлежит семье Эггер, основавшей ее в 1961 году. В общей сложности у компании 17 заводов, производящих продукцию в Австрии, Германии, Франции, России, Румынии и Турции, а также в Великобритании.
Три слоя, из которых состоят доски, склеиваются на прессе длиной 48 м.
Соулсби говорит: «Еще одна вещь, которая отличает нас — это наши инновации. Например, один из наших ведущих продуктов, EGGER Protect, — это структурная половая доска P5, которая имеет прочную влагостойкую поверхность с обеих сторон.Используя пропитанную сырую бумагу, мы прижимаем ее к нашей основной плите P5 в наших линиях ламинирования, чтобы создать полностью герметичную, нескользящую, влагостойкую половую доску, идеально подходящую для использования в домостроении.
«Преимущество этого, особенно для нового сектора строительства, состоит в том, что влага не может проникнуть через поверхность этих плит. Это помогает сократить время сборки, так как плиты можно укладывать в условиях небольшого дождя, а затем оставлять открытым для погодных условий до 42 дней, что означает, что строительство не останавливается из-за погоды.”
Источники сырья
Устойчивое развитие лежит в основе подхода компании Egger, начиная с поиска материалов и заканчивая установкой энергии на месте, которая используется для выработки тепла, необходимого для производственных процессов.
Материалы, производимые Hexham, сертифицированы в рамках стандартов FSCChain of Custody. Это стало еще более важным с принятием Закона о современном рабстве, который требует прозрачности происхождения материалов. Фирма следует международно сертифицированным системам управления энергетической и экологической эффективностью, включая ISO 50001 и 14001.
Сырье поступает из близлежащих территорий, в том числе бревна из близлежащего леса Килдер, одного из крупнейших искусственных лесных массивов в Великобритании.
Бревна поступают на завод для обработки
Egger даже имеет собственное лесохозяйственное предприятие, которое занимается ведением лесного хозяйства и сбором урожая. «Компания Egger Forestry имеет 25-летний опыт работы в области заготовки и сбыта лесной продукции со специальной службой управления лесным хозяйством, а также опытными услугами по заготовке и сбыту древесины.Это помогает улучшить отношения с производителями и укрепляет звенья в цепочке поставок », — говорит Соулсби.
Использование вторичного материала также является важной частью производственного процесса. Ключом к производству высококачественного продукта является наличие на месте технологии очистки этого материала, а также использование правильного количества. При производстве ДСП Egger используется около 30-40% переработанной древесины.
Для обеспечения качества и поставок Egger также имеет собственное дочернее предприятие по переработке древесины — Timberpak, которое имеет четыре предприятия по переработке древесины в Великобритании. Обычно в них используются любые изделия из переработанной древесины, кроме МДФ, которые нельзя повторно использовать в производстве ДСП.
Обычно в них используются любые изделия из переработанной древесины, кроме МДФ, которые нельзя повторно использовать в производстве ДСП.
Подготовка сырья
Сырье, включая бревна, отходы лесопиления и переработанную древесину, доставляется к воротам завода на сочлененных грузовиках. Между двумя британскими площадками ежедневно доставляется около 260 грузовых партий сырья.
«У нас есть передовые технологии, которые позволяют производить продукцию из ДСП высочайшего качества для наших клиентов».
Дэн Соулсби, Эггер
Прежде чем материалы можно будет использовать в производственном процессе, их необходимо измельчить до частиц нужного размера.Стружка, круглый лес и вторичный материал обрабатываются с помощью различных технологий, чтобы получить стружку нужного размера и типа, необходимую для изготовления ДСП различных сортов.
Стружка и вторичная древесина обрабатываются с помощью «кольцевых ножевых мельниц», на которые устанавливаются лезвия, на которые стружка вдавливается и разрезается по размеру.
Круглый лес расслаивается до размеров или превращается в обрезную стружку, которая обрабатывается, как указано выше. После получения нужного размера для производства материалы перед сушкой хранятся в силосах с высоким содержанием влаги.
Энергетическая установка
Тепловая энергия для завода обеспечивается местной энергетической установкой, которая питается непригодными для использования материалами производственного процесса, включая пыль, вторичный материал и древесные частицы. Затем энергетическая установка нагревает сушилки, термомасло, используемое в прессах, и даже офисный блок. В Hexham это сократило углеродный след на 36 000 тонн в год.
Создание доски
Материалы берутся из силосов и помещаются в два огромных вращающихся сушильных барабана.На этом этапе стружка разделяется на материал сердцевины большего размера и материал с более мелкой поверхностью и хранится в окончательных силосах, готовых к использованию в прессе.
Смола, производимая на месте другой дочерней компанией Egger, Egger Campact, смешивается с материалом сердцевины и поверхности. Затем слои наращиваются и загружаются в пресс. При длине около 48 м пресс — это место, где три слоя соединяются вместе с использованием тепла и давления для создания готового продукта из необработанных ДСП.
Затем слои наращиваются и загружаются в пресс. При длине около 48 м пресс — это место, где три слоя соединяются вместе с использованием тепла и давления для создания готового продукта из необработанных ДСП.
Влажная стружка поступает во вращающиеся сушильные барабаны перед переработкой в плиты
Попутно проверяется на наличие загрязнений, воздушных карманов, а также на плотность, чтобы убедиться, что качество картона стабильно.Весь процесс контролируется из диспетчерской, которая контролирует все участки производства древесно-стружечных плит.
Охлаждение и хранение
По окончании прессования доски обрезаются до необходимого размера и снова проверяются на возможные отклонения. Если какие-либо платы на этом этапе отклоняются, они собираются и повторно используются в процессе. Затем плиты охлаждают перед шлифовкой, а затем либо упаковывают и продают как древесно-стружечные плиты, либо хранят на складе перед дальнейшей обработкой и модернизацией.
Контроль качества
Помимо тестирования качества на месте, из недавно созданных комиссий берутся образцы для дополнительных испытаний в лаборатории, чтобы убедиться, что они соответствуют стандартам EN и собственным стандартам Egger, которые превышают нормативные уровни. Некоторые из предпринятых тестов включают тестирование эластичности, прочности поверхности, набухания и пятен.
Некоторые из предпринятых тестов включают тестирование эластичности, прочности поверхности, набухания и пятен.
Обновление
Лишь небольшой процент плит, производимых в Hexham, продается как сырые плиты. Большинство модернизированы.На стороне конструкционных полов это означает обработку необработанных или ламинированных панелей Protect P5 по линии гребня и паза (T&G), которая профилирует все четыре края панели.
На этом этапе на необработанные панели T&G можно также нанести пленку для очистки от отслаивания для производства компании EGGER Peel Clean Xtra. Компания Egger инвестировала более 5 миллионов фунтов стерлингов в новую линию T&G, которая включает технологию резки с алмазным напылением для более плотного соединения и может производить около 24 панелей T&G в минуту.
Платы можно модернизировать для таких применений, как производство мебели
Для мебельного рынка и при производстве EGGER Protect необработанные плиты модернизируются с помощью процесса, называемого ламинированием. Это когда необработанный картон прессуется с декоративной пропитанной смолой бумагой для изготовления древесно-стружечных плит с меламиновым покрытием (MFC). На этом этапе также наносится специально разработанная структура или текстура поверхности.
Это когда необработанный картон прессуется с декоративной пропитанной смолой бумагой для изготовления древесно-стружечных плит с меламиновым покрытием (MFC). На этом этапе также наносится специально разработанная структура или текстура поверхности.
Рулоны декоративной бумаги доставляются на фабрику уже напечатанными с уникальным декором, и как часть процесса, бумага пропитывается смолой, прежде чем ее прижимают к необработанной древесно-стружечной плите для создания ламинированного картона.
Обзор ассортимента
Компания Egger имеет три подразделения: EDP — Декоративные изделия EGGER; EBP — Строительные изделия компании ЭГГЕР; и ERP — EGGER Retail Products.Через эти подразделения материалы продаются и используются в большом количестве приложений, от кухонь до домов на колесах, от строительства домов до отелей и многого другого.
«Мы постоянно следим за тенденциями во всех областях, чтобы оставаться в авангарде всех областей нашего рынка», — говорит координатор по маркетингу Никола Томпсон. «Делая это, и извлекая выгоду из постоянного реинвестирования в текущие и новые технологии, мы можем быть лидером и быть первым выбором клиентов для своих древесных материалов.”
«Делая это, и извлекая выгоду из постоянного реинвестирования в текущие и новые технологии, мы можем быть лидером и быть первым выбором клиентов для своих древесных материалов.”
Эта статья спонсируется Egger Group
переработанных картофельных очисток превращают в заменитель МДФ, Chip [s] Board
Лондонские дизайнеры Роуэн Минкли и Роберт Николл используют отходы картофельных очисток для создания экологически чистой альтернативы одноразовым материалам, таким как МДФ и ДСП, под названием Chip [ s] Доска.
Потрясенные воздействием на окружающую среду и коротким сроком службы многих легко одноразовых материалов, Минкли и Николл решили разработать материал, который, если выбросить таким же образом, не окажет такого же негативного воздействия на окружающую среду.
ДСП — это новый материал, который можно использовать вместо МДФ или ДСП. Название ДСП — это игра на жареном картофеле и древесно-стружечной плите. Новый материал является биоразлагаемым после использования и, в отличие от МДФ, не содержит формальдегида или других токсичных смол и химикатов.
Новый материал является биоразлагаемым после использования и, в отличие от МДФ, не содержит формальдегида или других токсичных смол и химикатов.
Несмотря на то, что МДФ является полезным материалом, он также наносит вред окружающей среде, поскольку в мебельном секторе Великобритании в настоящее время утилизируется или сжигается 140 000 тонн МДФ в год из-за того, что он не подлежит переработке.
Материал сделан из связующего вещества картофельной кожуры, смешанного с волокнами картофеля, бамбука, дерева или хмеля.Дизайнеры считают, что экономика замкнутого цикла должна быть отправной точкой при разработке любых новых продуктов и материалов.
Они хотели объединить проблему материальных отходов с проблемой пищевых отходов, из-за которых треть всей производимой пищи попадает в мусорное ведро. В результате получается экологически чистый заменитель древесины, изготовленный из отходов картофельной очистки, полученной при промышленной переработке пищевых продуктов.
Благодаря этому изобретению Минкли недавно был объявлен «самым многообещающим молодым инженером-предпринимателем Великобритании» Королевской академией инженерных разработок Enterprise Hub в рамках своего ежегодного конкурса Launchpad Competition, целью которого является поощрение большего числа молодых людей к открытию собственного инженерного бизнеса.
Композит запрессован в лист прочной плиты, который можно использовать для различных целей.
После сбора кожуры от производителей они подвергают кожуру сырого картофеля различным процессам очистки, чтобы создать связующий агент, который может быть наносятся на их волокна, в том числе кожуру картофеля, бамбук, переработанную древесину или пивной хмель.
Затем они используют это для формирования материала путем термического прессования композита в прочный лист картона, который может быть переработан в множество продуктов, таких как мебель и строительные материалы.
По истечении срока службы эти продукты могут быть отправлены в промышленный компост для биодеградации в удобрения для использования на ферме, откуда они были изначально взяты. Соучредитель
Chip [s] Board Роуэн Минкли недавно получил награду от Royal Academy of Engineering Enterprise Hub Поскольку Минкли и Николл в настоящее время подали патент на свой производственный процесс, они не могут раскрыть многие подробности о создании материала.
Однако они объясняют, что процессы формования и прессования имитируют те же условия, что и при производстве МДФ, за исключением того, что токсичные смолы на основе формальдегида заменяются биоразлагаемыми связующими, полученными из отходов.
Peel Saver — это экологическая упаковка для картофеля фри, сделанная из кожуры картофеля
«Как выпускники Кингстонского университета, наш подход к созданию прототипов основывался на искусстве« думать через изготовление », — заявили участники дуэта.
Первоначальная разработка включала в себя множество проб и ошибок, смешанных с некоторой химией и обоснованными предположениями, а также сильную стратегию и видение, призванные внести позитивные изменения в промышленность материалов.»
Это позволило дуэту разработать прочные и удобные доски с помощью соучредителя Грега Купера, чей биохимический опыт помог им экспериментировать с каждым листом, улучшая продукт до тех пор, пока он не станет коммерческим.
Дизайнеры также разрабатывают другие экологически чистые материалы, уделяя особое внимание биопластикам, которые вызывают значительный интерес со стороны дизайнеров индустрии моды.
Итальянские дизайнеры Симоне Каронни, Паоло Стефано Джентиле и Пьетро Гаэли, пораженные количеством отходов картофельной кожуры, производимыми компаниями по производству картофеля, создали экологичную упаковку для картофеля фри из переработанной картофельной кожуры в качестве экологически чистой альтернативы бумаге.
Поскольку упаковка на 100% состоит из картофельной кожуры, она также полностью биоразлагаема, возвращаясь в биологический цикл, становясь удобрением для растений или кормов для животных, как и чипсы Minkley and Nicoll.
Новейшие технологии — SicoCam с SICK AppSpace
Дорогостоящие ручные измерения необработанной ДСП остались в прошлом. Встроенная система измерения досок SicoCam от Siempelkamp Logistics & Service теперь измеряет деревянные композитные плиты в непрерывном цикле. Он включает четыре программируемых высокопроизводительных камеры InspectorP65x от SICK и SICK AppSpace. Они предоставляют измеренные значения для расчета размера доски и регулировки пил.Это повышает качество производимых плит, снижает количество брака и повышает производительность. Кроме того, повышается безопасность на рабочем месте.
Встроенная система измерения досок SicoCam от Siempelkamp Logistics & Service теперь измеряет деревянные композитные плиты в непрерывном цикле. Он включает четыре программируемых высокопроизводительных камеры InspectorP65x от SICK и SICK AppSpace. Они предоставляют измеренные значения для расчета размера доски и регулировки пил.Это повышает качество производимых плит, снижает количество брака и повышает производительность. Кроме того, повышается безопасность на рабочем месте.
Ежегодно на заводе по производству древесно-стружечных плит Fritz Egger GmbH & Co. OG в австрийском городе Санкт-Пёльтен-Унтеррадльберг около трех миллионов кубических метров древесины превращается в 40 миллионов квадратных метров ДСП с покрытием. Этого достаточно, чтобы покрыть половину окружности Земли, если выстроить их встык.ДСП компании поставляется в промышленные предприятия и специализированные магазины. В списке клиентов Egger есть все известные австрийские производители мебели. Необработанные доски производятся путем прессования прядей доски и затем выполнения необходимых пропилов с помощью многодиагональных пил. Обычно за этими шагами следует измерение отдельных досок, чтобы исправить любые возможные отклонения в размерах. До сих пор эту задачу приходилось выполнять вручную, удаляя «приемлемые доски» с производственной линии или измеряя доски на заводе, т.е.г., в звездном кулере.
Необработанные доски производятся путем прессования прядей доски и затем выполнения необходимых пропилов с помощью многодиагональных пил. Обычно за этими шагами следует измерение отдельных досок, чтобы исправить любые возможные отклонения в размерах. До сих пор эту задачу приходилось выполнять вручную, удаляя «приемлемые доски» с производственной линии или измеряя доски на заводе, т.е.г., в звездном кулере.
Требуется безопасное решение, повышена автоматизация
В течение долгого времени и Зимпелькамп (инженер завода и установщик оборудования), и Эггер хотели найти техническое решение, которое устранило бы серьезные недостатки безопасности, присущие существующему подходу. «Существующее техническое решение для измерения досок после многодиагональной пилы не соответствовало новейшим технологиям», — говорит д-р Франк Отто, менеджер проекта Siempelkamp Logistics & Service GmbH, о первоначальной ситуации, в которой оказались две компании. .«Что еще хуже, многодиагональная пила в наших высокопроизводительных системах выполняет большую часть своей работы в тандемном, тройном или четверном режиме, другими словами, с двумя или более пильными узлами. В сочетании с ручной корректировкой параметров резки при обнаружении отклонений в размерах, процесс ручного измерения доски оказался слишком сложным и слишком долгим для наших клиентов, не говоря уже о связанных с этим недостатках безопасности ».
В сочетании с ручной корректировкой параметров резки при обнаружении отклонений в размерах, процесс ручного измерения доски оказался слишком сложным и слишком долгим для наших клиентов, не говоря уже о связанных с этим недостатках безопасности ».
Ранее отделенные доски проверялись вручную с помощью рулетки и перемещались в стопку брака.Если в измеренных значениях обнаруживались отклонения, оператор пилы должен был ввести и подтвердить необходимые параметры коррекции. К этому времени на завод уже должно было попасть несколько досок неверных размеров. Как только пила была отрегулирована, оператору пришлось бы вручную снять другую доску и измерить ее, чтобы определить, были ли достигнуты желаемые результаты. Если доска не соответствовала спецификациям, оператору приходилось снова настраивать пилу.Этот процесс может занять от пятнадцати минут до получаса.
«Теперь, когда система измерения досок расположена внутри оборудования, пилу можно исправить сразу после обнаружения любых отклонений в размерах», — отмечает Мартин Хинтерхофер, технический директор Fritz Egger GmbH & Co. OG. «Благодаря новой системе мы также можем быстро реагировать на изменения в процессе, чтобы стабилизировать наши процессы и обеспечить стабильное качество готовой продукции».
OG. «Благодаря новой системе мы также можем быстро реагировать на изменения в процессе, чтобы стабилизировать наши процессы и обеспечить стабильное качество готовой продукции».
Измерение геометрии платы
При производстве ДСП линия формования и прессования представляет собой наиболее критически важный системный блок на всем предприятии.Являясь центральным элементом завода, он играет важную роль в определении производительности завода и качества продукции. По этой причине производительность машин, расположенных ниже по потоку, должна быть согласована с линией, что поможет избежать узких мест. Например, система для измерения геометрии доски в идеале должна располагаться на линии и по возможности после пилы. Встроенная система измерения досок SicoCam от Siempelkamp измеряет длину и ширину доски, а также рассчитывает диагонали и углы в четырех углах доски.Это позволяет оптимизировать обрезку и торцовку и помогает минимизировать отходы.
Зимпелькамп добавляет (еще одну) вишенку на вершину
После обрезки бесконечной пряди отдельные доски измеряются на конвейерной дорожке, когда они проходят через систему. Над этим рельсом четыре программируемых 2D-камеры Inspector65x установлены на портале, причем камеры установлены на подвижных салазках, расположенных в задней части прохода по направлению движения.С помощью салазок система камер настраивается на разную длину доски. Точность настройки составляет 0,01 миллиметра. Небольшой фотоэлектрический датчик W12-2 Laser обеспечивает обнаружение с лицевой стороны и активирует функцию захвата (запускает камеры). «У нас есть конвейерная лента или роликовый конвейер; портал SicoCam расположен над ним, и доска измеряется в том виде, в котором она есть », — отмечает доктор Франк Отто, описывая конструкцию. «Механического подключения к существующей установке нет.Он полностью отключен, и нам не нужно вносить какие-либо изменения в существующее оборудование, включая функциональные модификации или замедление работы плат ». «Все это можно сделать во время нормальной работы с кратковременной остановкой, так как нам просто нужно расположить систему над конвейером», — говорит Матиас Кёль, руководитель производства необработанных ДСП в Fritz Egger GmbH & Co.
Над этим рельсом четыре программируемых 2D-камеры Inspector65x установлены на портале, причем камеры установлены на подвижных салазках, расположенных в задней части прохода по направлению движения.С помощью салазок система камер настраивается на разную длину доски. Точность настройки составляет 0,01 миллиметра. Небольшой фотоэлектрический датчик W12-2 Laser обеспечивает обнаружение с лицевой стороны и активирует функцию захвата (запускает камеры). «У нас есть конвейерная лента или роликовый конвейер; портал SicoCam расположен над ним, и доска измеряется в том виде, в котором она есть », — отмечает доктор Франк Отто, описывая конструкцию. «Механического подключения к существующей установке нет.Он полностью отключен, и нам не нужно вносить какие-либо изменения в существующее оборудование, включая функциональные модификации или замедление работы плат ». «Все это можно сделать во время нормальной работы с кратковременной остановкой, так как нам просто нужно расположить систему над конвейером», — говорит Матиас Кёль, руководитель производства необработанных ДСП в Fritz Egger GmbH & Co. OG.
OG.
SICK AppSpace: свобода разработки индивидуальных приложений
В оптоэлектронике, особенно в области обработки изображений, конфигурируемые продукты часто выходят за пределы своих возможностей, когда реализация определенных функций или рабочих характеристик имеет решающее значение.С помощью экосистемы SICK AppSpace компания SICK предлагает системным интеграторам и производителям оригинального оборудования новую свободу в разработке индивидуальных приложений и пользовательских интерфейсов на основе программируемых камер и оптических датчиков. Для измерения геометрии досок требуется компенсация высоты при скорости транспортировки досок до четырех метров в секунду. «Доска натягивается, когда выходит из пресса, и иногда немного выпячивается вниз или вверх. Это нужно учитывать. Единственный способ, которым мы можем это компенсировать, — это расположить лазеры на каждом углу платы и соответствующим образом запрограммировать приложение », — говорит Маркус Гропп, глава филиала Siempelkamp Logistics & Service GmbH, описывая проблемы, с которыми сталкиваются в этом процессе.
«Вся система включает не только четыре камеры, которые просто обнаруживают край. Кто угодно мог это сделать », — добавляет доктор Франк Отто из Зимпелькампа. «Здесь нужно гораздо больше ноу-хау». «Сердце системы — ее программное обеспечение. Несмотря на это, оборудование все еще должно соответствовать определенным требованиям. Не каждая камера способна обеспечить необходимые для этой задачи характеристики, чувствительность и высокую скорость затвора. Теперь у нас есть возможность измерять доски, движущиеся со скоростью до четырех метров в секунду.Что касается времени экспозиции, нам нужно работать в микросекундном диапазоне. И именно здесь камера работает очень хорошо вместе со всей технологией затвора, так что мы получаем чрезвычайно четкие изображения, несмотря на высокую скорость, — с энтузиазмом отмечает д-р Франк Отто, Зимпелькамп.
Увеличьте объем переработки древесных отходов с помощью TANA
Ward Recycling была основана в 1940-х годах и специализируется на переработке черных и цветных металлов. Аккредитация качества ISO9001 была предоставлена компании в 1990 году, и в последующие годы директора компании осознали потенциал для развития и роста Ward Recycling, отвечая на потребности современного бизнеса и промышленности в управлении отходами.
Аккредитация качества ISO9001 была предоставлена компании в 1990 году, и в последующие годы директора компании осознали потенциал для развития и роста Ward Recycling, отвечая на потребности современного бизнеса и промышленности в управлении отходами.
Сегодня Ward имеет годовой оборот более 140 миллионов фунтов стерлингов, в ней работает более 400 человек и имеется парк из более чем 100 автомобилей. В настоящее время компанией управляют члены семьи в третьем и четвертом поколении, которые по-прежнему стремятся развивать методы управления отходами и их вторичной переработки, экономя деньги своих клиентов и помогая им достичь и превзойти свои цели по переработке.
Описание процесса измельчения
Ward recycling собирает древесные отходы в районе Мидлендса и перерабатывает их на частицы размером 20-80 мм.Конечный продукт затем продается производителям ДСП по всей Великобритании, которые, в свою очередь, перерабатывают его в новые ДСП.
ДСП — это плита, изготовленная путем прессования небольших деревянных частей с помощью клея. Преимущество древесно-стружечной плиты состоит в том, что ее можно изготавливать из кусков дерева, от которых в противном случае отказались бы. Ward Recycling использует древесину класса A для этого процесса и не использует MDF (мебельную древесину). Это позволяет Ward Recycling Ltd. продавать высококачественную древесную щепу производителям ДСП.
Преимущество древесно-стружечной плиты состоит в том, что ее можно изготавливать из кусков дерева, от которых в противном случае отказались бы. Ward Recycling использует древесину класса A для этого процесса и не использует MDF (мебельную древесину). Это позволяет Ward Recycling Ltd. продавать высококачественную древесную щепу производителям ДСП.
Впечатлен чрезвычайно полезной способностью TANA Sharks производить мелкие частицы за один проход
TANA Shark может производить частицы постоянного размера и получать конечный продукт необходимого размера за один проход. Вы можете установить TANA Shark со всеми большими контрножами и необходимым экраном для получения конечного продукта требуемого размера.
При ширине экрана 220 мм около 80% конечного продукта будет меньше 70 мм, что идеально подходит для производителей ДСП.Ward Recycling превращает древесные отходы в ценные вещи всего за один проход.
Универсальность TANA Shark в действии
Ward Recycling Ltd. решила приобрести TANA Shark для своего процесса из-за гибкости TANA Shark. Компания TANA Shark могла производить частицы любого размера от 50 мм до 500 мм. Еще одно огромное преимущество — способность TANA Shark производить самые однородные частицы на рынке. Эти критерии соответствуют условиям, которые Ward Recycling поставила перед своим будущим измельчителем отходов.
решила приобрести TANA Shark для своего процесса из-за гибкости TANA Shark. Компания TANA Shark могла производить частицы любого размера от 50 мм до 500 мм. Еще одно огромное преимущество — способность TANA Shark производить самые однородные частицы на рынке. Эти критерии соответствуют условиям, которые Ward Recycling поставила перед своим будущим измельчителем отходов.
Различные процессы TANA Shark с древесными отходами:
| Размер экрана | Тонн в час | Размер частиц |
|---|---|---|
| 80 мм | 25-30 | Штраф до 60 мм |
| 100 мм | 30-35 | Штраф до 80 мм |
| 160 мм | 40-45 | 80-150 мм |
| 200 мм | 50 | 160-180 мм (без габаритов) |
| Без экрана | 50 | 160-180 мм (некоторые негабаритные, например, длинные палки) |
Установка встречного ножа
| Размер экрана | Тонн в час | Размер частиц |
|---|---|---|
| Каждый третий полунож | 60 | 160-250 мм (некоторые более крупные детали) |
| Каждый второй полунож | 60-70 | 300-400 мм |
Джим Бланд, менеджер по обращению с отходами в Ward Recycling, также упомянул, что открывающаяся боковая дверца поможет им удалить любые нежелательные металлы или примеси из потока отходов, прежде чем они попадут в конечную продукцию.
Другие упомянутые замечательные особенности: насколько легко заменить роторные ножи и контрножи и насколько это экономит время. TANA Shark также позволяет гибко изменять настройки в зависимости от материала и размера частиц. Поскольку измельчитель отходов — это долгосрочная инвестиция, а процессы и материалы могут меняться из года в год, TANA Shark предоставляет больше возможностей даже для будущих нужд.
TANA Shark обеспечивает огромную экономию
Джим Бланд особенно впечатлен системой удаленного управления TANA ProTrack®, которая позволяет ему отслеживать производительность машины и время безотказной работы в режиме онлайн.Машина также отслеживается и контролируется ближайшим авторизованным дистрибьютором TANA.
Таким образом, дистрибьютор TANA может быстро реагировать на любые потребности в обслуживании и максимально увеличить время безотказной работы TANA Shark. TANA ProTrack® создан для того, чтобы помочь менеджерам быть в курсе производительности машин и повысить эффективность использования машин в их повседневных делах.
TANA Shark превосходит своих конкурентов
Ward Recycling протестировала несколько различных установок, прежде чем решила, что TANA Shark является самым надежным и наиболее подходящим решением для их процесса.Ward Recycling теперь владеет гусеницей TANA Shark 440DT. Они оценивают TANA Shark как 9,5 из 10 и настоятельно рекомендуют TANA Shark для универсальных процессов. TANA Shark превзошла Doppstadt DW 3060 Bio Power по характеристикам, производительности, размерам частиц и услугам. Джим Бланд сказал, что компания TANA Shark представляет наибольшую ценность для Ward Recycling Ltd.
.От отходов к ценности — значительная экономия
| Сэкономлено | Из-за |
|---|---|
| 350000 £ | Нет необходимости во вложениях во вторую машину |
| 100000 £ | Нет необходимости в дублировании затрат на топливо |
| 15000 £ | Нет необходимости обслуживать или обслуживать две машины |
| 25000 £ | Для негабаритных размеров второй процесс не требуется |
| 30000 £ | Регулируемое энергопотребление экономит 30% топлива |
Общая экономия, полученная при выборе TANA Shark: 520 000 £
.