Как согнуть металлическую полосу без потери прочности
Как согнуть металлическую полосу без потери прочности и добиться точности конфигурации знают не все. Чтобы не изобретать велосипед — читайте наши советы!
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 1200…) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 900. Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра.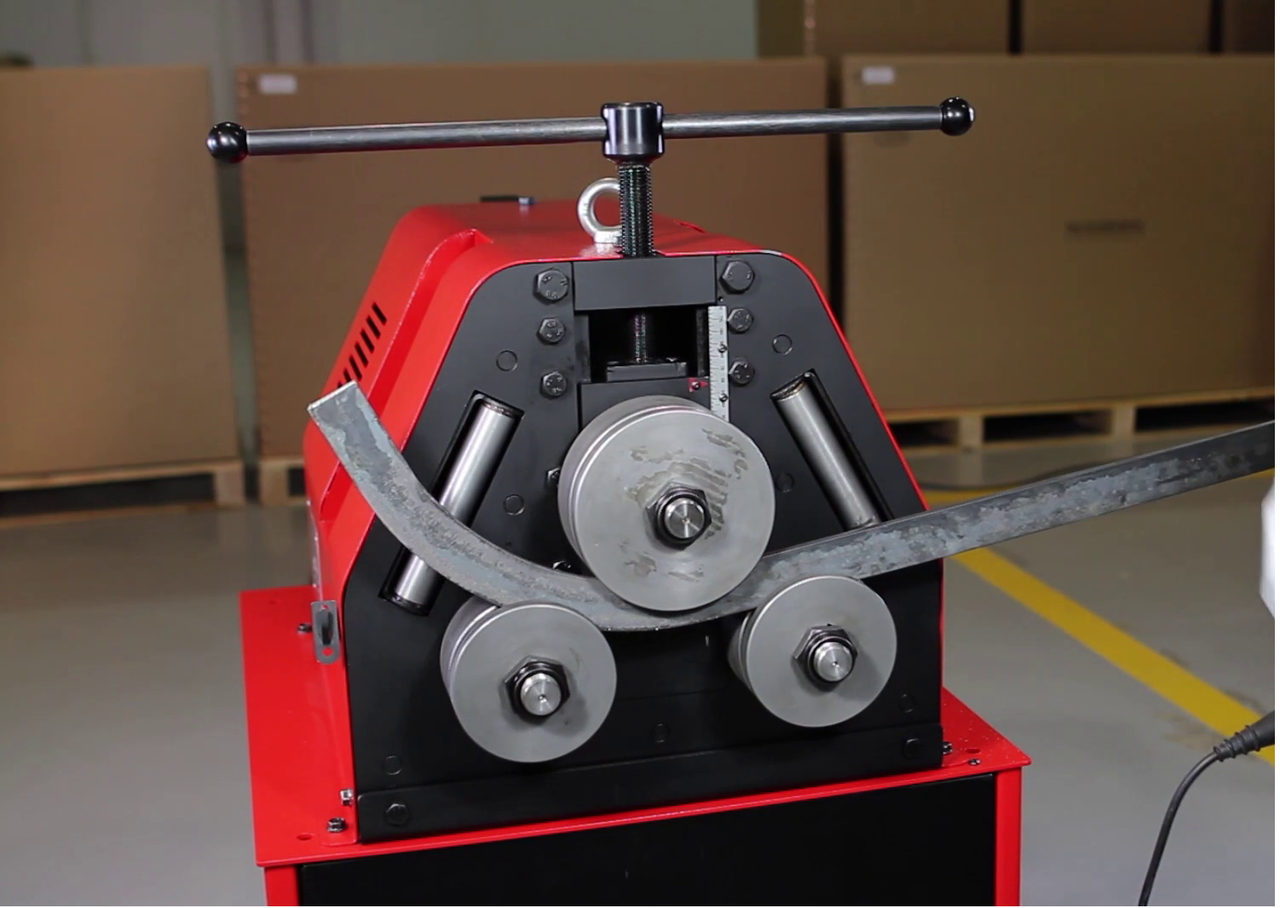
Гибка полосы в кольцо
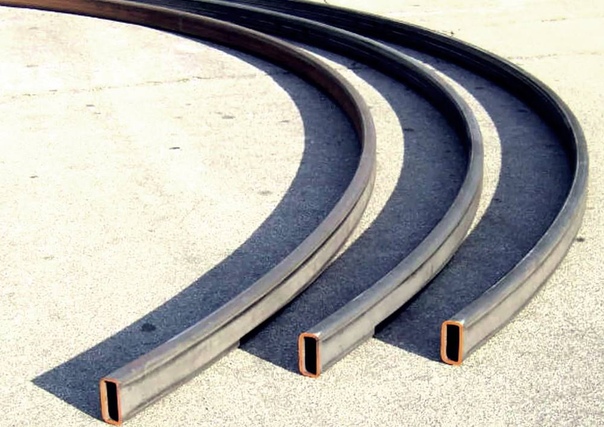
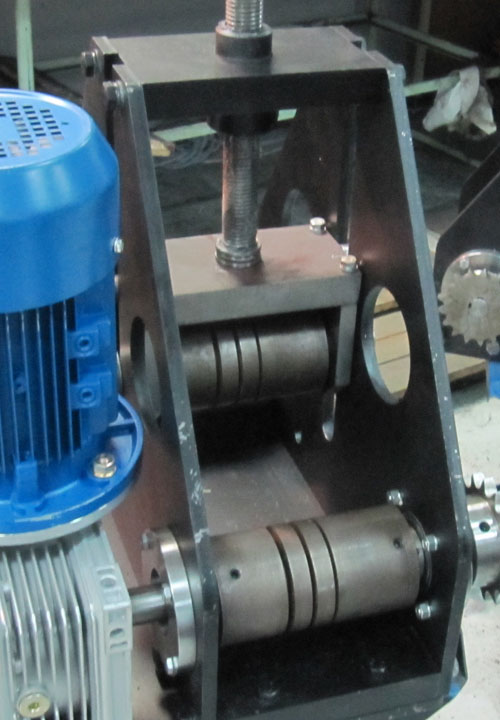
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
 youtube.com/embed/4oqcNWVMljg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/4oqcNWVMljg?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро.
 При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается. Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
Гибка полосового металла
Главная страница » Металлообработка — гибка металлаНа нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков. Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.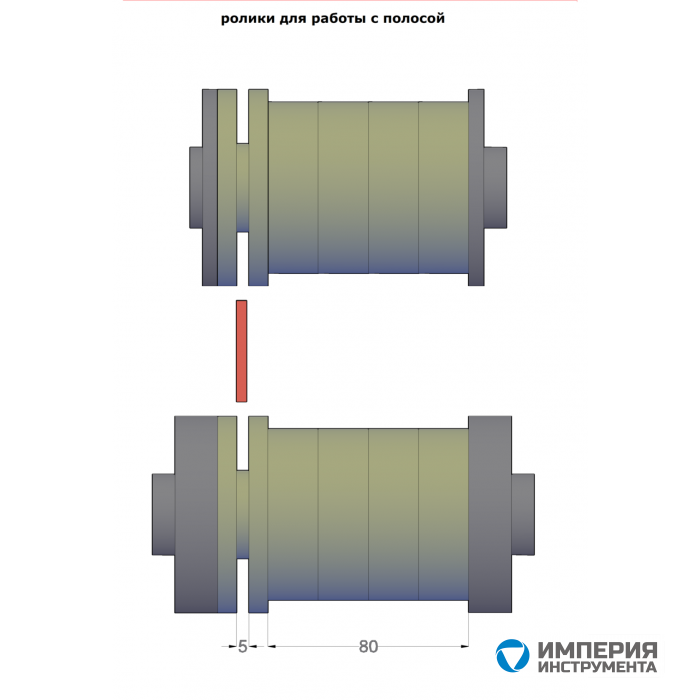
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.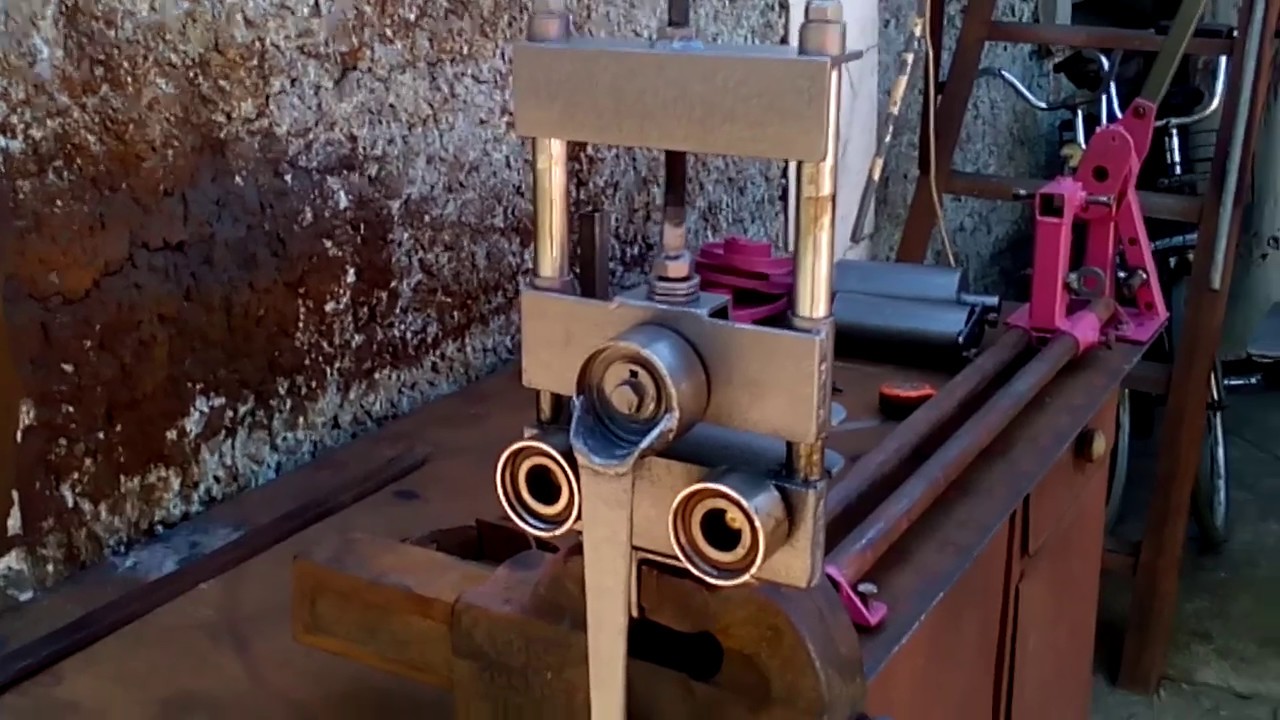
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Как согнуть стальную пластину — MOREREMONTA
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 90 0 .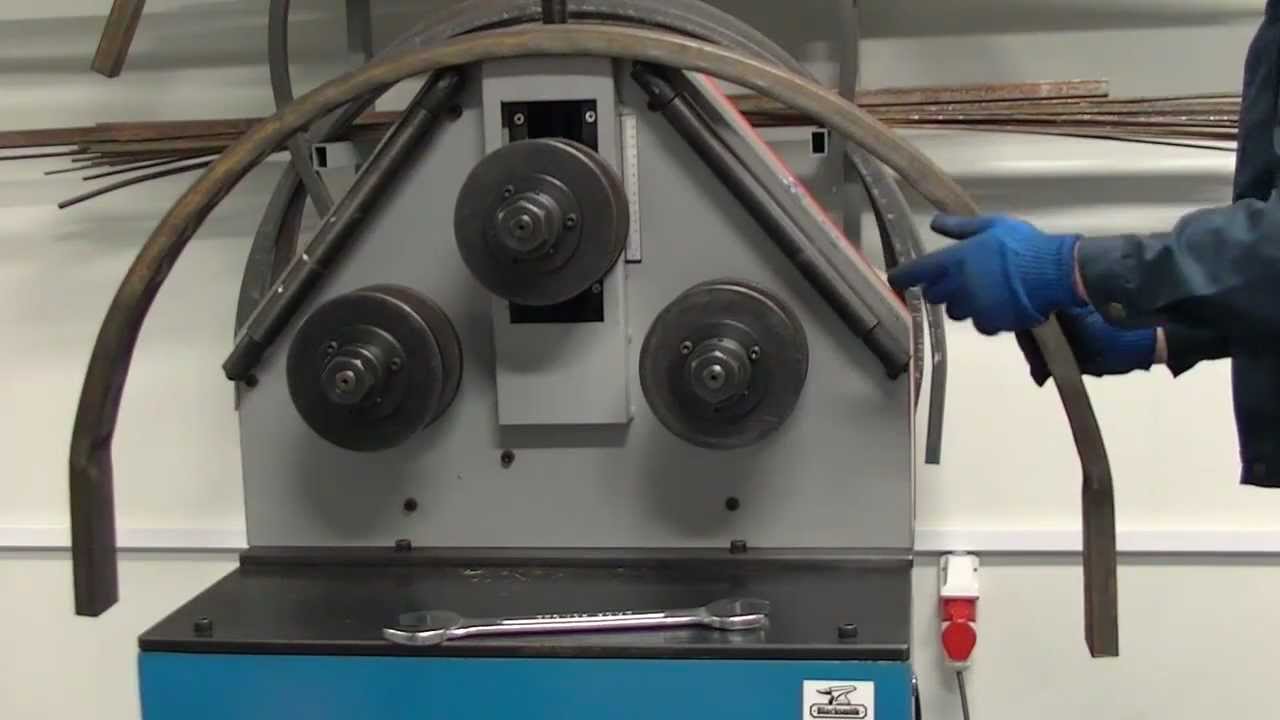 Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается.
Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
 Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.

Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм. Удары молотком следует наносить в направлении неподвижной губки тисков.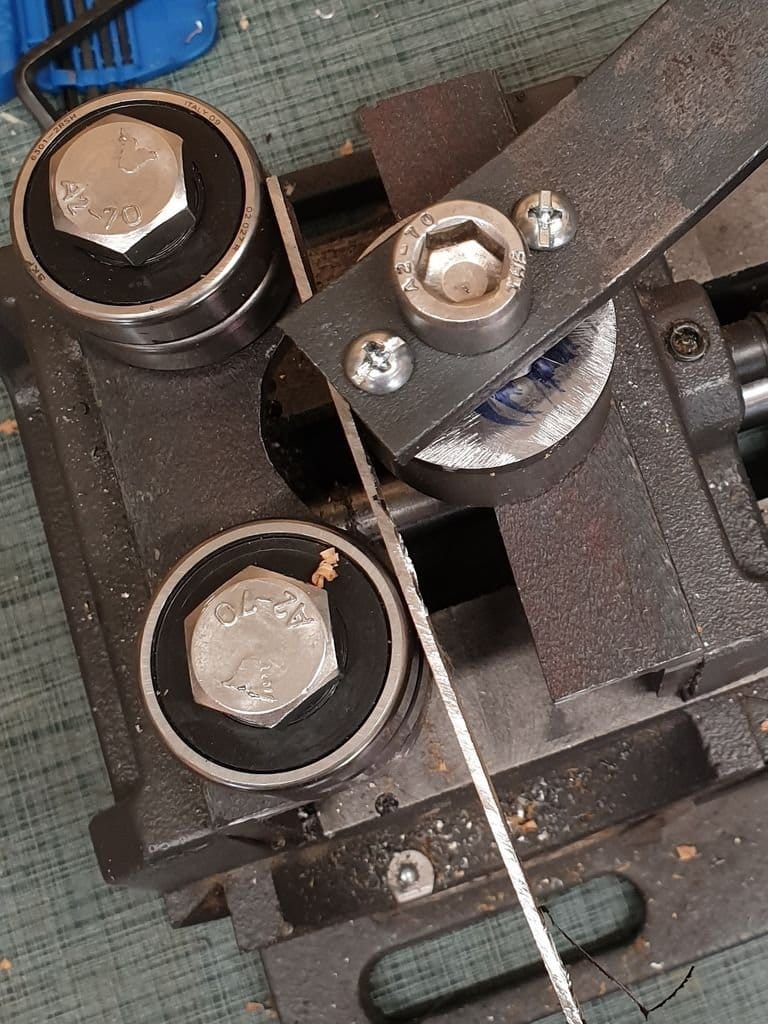 Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.

Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Гибка полосы плашмя и на ребро. Гибка квадрата и прутков.
Гибка полосы плашмя и на ребро. Гибка квадрата и прутков.
Компания ООО «СОДРУЖЕСТВО-ЯП» предлагает заинтересованным лицам услуги по гибке квадрата. Специалисты компании — профессионалы высокого уровня — работают только на европейском оборудовании. Использование инновационных станков расширяет диапазон производимых работ.
Например, с помощью трёхвалковой гидравлической машины DAVI появилась возможность пользоваться во время гибки профильных труб полностью гидравлическими перемещениями, автоматической компенсацией окружной скорости и др. Это улучшает результаты многоуровневой обработки металла, т.к. обеспечивается удобная и сильная подача отрезка заготовки без повреждения её поверхности. Благодаря наличию такого сортогибочного станка умелые мастера компании могут произвести не только гибку квадратного профиля или гибку двутавровой балки, но предоставить и многие другие услуги по холодной гибке металла.
Современные производственные мощности ООО «СОДРУЖЕСТВО-ЯП» позволяют проведение таких работ:
— радиусную гибку металла;
— гибку уголка;
— гибку прямоугольной трубы;
— гибку круглой трубы;
— гибку квадратной трубы;
— гибку труб диаметром
Оснащённость производства компании «СОДРУЖЕСТВО-ЯП» универсальными станками и трубогибочными системами создаёт необходимые условия для обработки как профильных, так и обычных круглых трубочных сечений самых разных диаметров. Именно поэтому компания может предоставлять своим клиентам приятные скидки и бонусы и сохранять цену гибки металлического профиля приемлемой для всех заказчиков. У нас всегда есть выбор для всех!
Пример оформления заявки:
Место для эскиза:
1. 2. |
Параметры: |
Отправить заявку
Получение кромки: обработка кромок фанеры
Кромка из шпона проста в применении и требует минимального количества инструментов. Слева направо: устройство для обрезки кромок фанеры, бытовой утюг, устройство для обрезки кромок фанеры (необязательно) и резиновый валик.
Кромкооблицовочная лента с железным покрытием
Самая распространенная обработка необработанных кромок фанеры среди начинающих — это облицовочная кромочная лента. Он доступен из самых разных пород дерева и имеет термочувствительный клей, нанесенный с одной стороны.Обычно он имеет ширину 7/8 дюйма для обрезки и поставляется в рулонах длиной от 25 до 250 футов. Несмотря на то, что доступно множество специальных инструментов, если вы планируете много обрезать кромку, эту работу можно довольно легко выполнить с помощью инструментов. у вас, вероятно, уже есть.
Чтобы применить облицовку кромки, вы можете использовать кромкооблицовочный утюг, разработанный специально для работы, или простой бытовой утюг, установленный на среднем огне. Отрежьте полосы примерно на 1 дюйм длиннее, чем вам нужно, держите на месте, начните с одного конца и приложите умеренное давление утюгом по длине края.Если вы будете действовать слишком медленно, вы рискуете обжечь винир, а если вы будете действовать слишком быстро, вы не расплавите клей полностью, что приведет к плохому сцеплению. Быстро выполните сильное равномерное давление ручного резинового валика, стараясь не зайти за концы, так как они могут сломать нависающий шпон. Дайте ему остыть перед стрижкой, иначе на инструментах для стрижки останется липкая масса.
Обрезка может выполняться острым зубилом, рубанком или любым количеством специально разработанных триммеров (см. Фото), которые широко доступны.Лишнюю длину можно отрезать стамеской или концевым ножом. После проверки на наличие остатков клея, все, что нужно, — это легкая шлифовка перед нанесением отделки на ваши детали.
Может быть, это быстро и легко наносится, но у облицовки кромкой есть свои недостатки. Во-первых, он не термостойкий, поэтому его не следует размещать рядом с духовкой или другим источником тепла. Во-вторых, он плохо выдерживает частое использование, поэтому вы не захотите использовать его, например, на краю стола.
Край судьбы (Край, # 3) Илона Эндрюс
- Домой
- Мои книги
- Обзор ▾
- Рекомендации
- Choice Awards
- Жанры
- Подарки
- Новые выпуски
- Списки
- Изучить
- Новости и интервью
Жанры
- Искусство
- Биография
- Бизнес
- Детский
- Христиан
- Классика
- Комиксы
- Поваренные книги
- Электронные книги
- Фэнтези
- Художественная литература
- Графические романы
- Историческая фантастика
- История
- Ужасы
- Мемуары
- Музыка
- Музыка
- Тайна
- Документальная литература
- Поэзия
- Психология
- Романтика
- Наука
- Научная фантастика
- Самопомощь
- Спорт
- Триллер
- Путешествия
- Молодые люди
- Другие жанры 90 040
- Сообщество ▾
- Группы
- Обсуждения
- Цитаты
- Задайте вопрос автору
- Войти
- Присоединиться
- 901 Профиль
- Мои книги
- Обзор ▾
- Рекомендации
- Choice Awards
- Жанры
- Подарки
- Новые выпуски
- Списки
- Изучите
- Новости и интервью
Жанры
- Бизнес Биография 19
- Детская
- Христианская
- Классика
- Комиксы
- Поваренные книги
- Электронные книги
- Фэнтези
- Художественная литература
- Графические романы
- Историческая фантастика
- История
- Ужасы 90 Музыка
Керамическая плитка L-образный переходник для кромок | Компания по производству керамических инструментов
Компания по производству керамических инструментов
Салли: 262-951-4203
Кристина: 262-522-6300
Апрель: 262-522-6332
Пегги: 262-522-6334
L Угол
Кромка — верхняя кромка, откос 1/8 дюйма
ПРИЛОЖЕНИЯ
- Может использоваться вместо выпуклой головки
- Вертикальные и горизонтальные приложения подходят для установки CTC Edge
- Наиболее распространены коммерческие напольные покрытия с высокой проходимостью
- Может использоваться как декоративная планка между плитками
ПРОСТОТА УСТАНОВКИ
ПЯТЬ ОТДЕЛКИ НА ВЫБОР ИЗ
| СТС КРАЙ | |
| Толщина плитки | Код товара |
| 1/4 дюйма — 6 мм | СТС 14 |
| 11/32 дюйма — 8 мм | СТС 1132 |
| 3/8 дюйма — 9 мм | СТС 38 |
| 7/16 дюйма — 10 мм | СТС 716 |
| 1/2 «- 12 мм | СТС 12 |
| 5/8 «- 15 мм | СТС 58 |
| 3/4 дюйма — 20 мм | СТС 34 |
| 7/8 «- 22 мм | СТС 78 |
- CTC Edge продается с длиной 94 дюйма
CTC Edge
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
ПРОЧИЕ ПРОФИЛИ ДЛЯ ЖЕСТКИХ ПОВЕРХНОСТЕЙ
КАК РАДИУС:
Обрезки и переходыCTC можно легко модифицировать и устанавливать по радиусу или кривой, руководствуясь следующими указаниями.
С помощью ножниц для жести или другого подходящего инструмента вырежьте зазубрины в отверстиях на ноге. Количество необходимых открытых отверстий зависит от размера радиуса. Чем больше перфораций прорезано, тем более гибким становится продукт. (При сгибании CTC Joint вам нужно будет разрезать ногу с обеих сторон.)
Затем медленно согните триммер CTC до желаемой дуги. Переходы CTC могут иметь форму внутреннего или внешнего радиуса.
Мы настоятельно рекомендуем использовать шаблон для предварительной формы переходных полос перед установкой.Это предотвратит «перекручивание» материалов. Шаблон можно создать из любого прочного листового материала, например фанеры или масонита.
Закрыть
CTC EDGE ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
МЕТАЛЛИЧЕСКИЕ КРАЙНЫЕ ПОЛОСЫ
Предусматривают кромочную полосу из анодированного алюминия с фаской 1/8 дюйма на верхнем крае и неотъемлемой частью для крепления к слою раствора или основанию. Высота соответствует толщине плитки, камня или дерева. Отделка определяется архитектором.
Производитель — Ceramic Tool Company
800-236-5230 — Факс 262-513-9332
Закрыть
ГАРАНТИЯ НА ПРОДУКТ:
КомпанияCeramic Tool Company (CTC) гарантирует, что наша продукция хорошего качества и произведена в соответствии со стандартами ANSI.
Удовлетворительные результаты зависят не только от качества нашей продукции, но и от многих факторов, находящихся вне нашего контроля.
Пользователь должен полагаться на свою собственную информацию и тесты, чтобы определить пригодность продукта для предполагаемого использования, и пользователь принимает на себя все риски и ответственность, возникающие в связи с его использованием этого продукта.
Единственная ответственностьCTC заключается в замене продукта или возмещении покупной цены, если продукт был признан дефектным.
Все обрезки СТС производятся в США.
Закрыть
ЗАЯВЛЕНИЕ О МИССИИ CTC:
Компания Ceramic Tool Company несет ответственность за предоставление всем нашим клиентам лучших напольных покрытий по выгодной цене. Более того, мы знаем, что помимо нашего инвентаря, у нас есть 30-летний опыт, помогающий вам получить именно тот материал, который вам нужен, именно тогда, когда он вам нужен.
Когда вы звоните в Ceramic Tool, наша цель — понять, в чем заключается ваше приложение, поэтому, даже если в планах не указано иное, мы позаботимся о том, чтобы было установлено нужное приложение.Мы хотим найти лучший способ помочь вам, от подбора идеального покрытия пола до его доставки вам или на место работы точно в срок.
Закрыть
Бордюрная кромка | Etsy
Бордюрная кромка | EtsyЧтобы предоставить вам лучший опыт, мы используем файлы cookie и аналогичные технологии для повышения производительности, аналитики, персонализации, рекламы и для улучшения работы нашего сайта. Хотите узнать больше? Прочтите нашу Политику использования файлов cookie.Вы можете изменить свои предпочтения в любое время в настройках конфиденциальности.
Etsy использует файлы cookie и аналогичные технологии, чтобы предоставить вам лучший опыт, включая такие вещи, как:
- основные функции сайта
- обеспечение безопасных транзакций
- безопасный вход в аккаунт
- запоминание учетной записи, браузера и региональных настроек
- запоминание настроек конфиденциальности и безопасности
- анализ посещаемости и использования сайта
- персонализированный поиск, контент и рекомендации
- помогает продавцам понять свою аудиторию
- , показ релевантной целевой рекламы на Etsy и за ее пределами
Подробную информацию можно найти в Политике Etsy в отношении файлов cookie и аналогичных технологий и в нашей Политике конфиденциальности.
Необходимые файлы cookie и технологии
Некоторые из используемых нами технологий необходимы для критически важных функций, таких как безопасность и целостность сайта, аутентификация учетной записи, настройки безопасности и конфиденциальности, данные об использовании и обслуживании внутреннего сайта, а также для правильной работы сайта при просмотре и транзакциях.
Настройка сайта
Файлы cookie и аналогичные технологии используются для улучшения вашего опыта, например:
- запомнить ваш логин, общие и региональные настройки
- персонализировать контент, поиск, рекомендации и предложения
Без этих технологий такие вещи, как персональные рекомендации, настройки вашей учетной записи или локализация, могут работать некорректно.Узнайте больше в нашей Политике в отношении файлов cookie и аналогичных технологий.
Персонализированная реклама
Эти технологии используются для таких вещей, как:
- персонализированная реклама
- , чтобы ограничить количество показов рекламы
- , чтобы понять использование через Google Analytics
- , чтобы понять, как вы попали на Etsy
- , чтобы продавцы понимали свою аудиторию и могли предоставлять релевантную рекламу.
Мы делаем это с партнерами по социальным сетям, маркетингу и аналитике (у которых может быть собственная собранная информация).Отказ не остановит вас от просмотра рекламы Etsy, но может сделать ее менее актуальной или более повторяющейся. Узнайте больше в нашей Политике в отношении файлов cookie и аналогичных технологий.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript. Учить большеВолшебные, значимые предметы вы больше нигде не найдете.
Ручная скашивание деревянных полос для деревянных байдарок и каноэ Безопасность установки настольной пилы
Обновлено — 28.10.17 Ручная скашивание кромок полос вместо борта и бухты
Я считаю, что вы будете работать быстрее и будете счастливее, снимая фаску вручную края ваших полосок. Так я построил своих первых двух стриптизерш и так построил свои последние десять.
После многих лет работы с бортиком и бортиком я снова переключился на снятие фаски вручную. Причина заключалась в том, что после шлифовки поверхностей у меня продолжали появляться большие линии клея, потому что очень трудно сказать, полностью ли находятся края борта в бухте.И если ваши фрезы не установлены ИДЕАЛЬНО, эта проблема будет еще хуже! И я готов поспорить, что 90% всех начинающих строителей, которые используют бусинки и бухты, не устанавливают свои фрезы ИДЕАЛЬНО!
B&C звучит великолепно, потому что переплетенные профили позволяют обходить кривые, имеют максимальную клеевую поверхность и самовыравнивающиеся края. Теоретически. Предполагается, что B&C будет самовыравниваться, но вы быстро столкнетесь с проблемами, если будете рассчитывать на это и не проверять, проверять, проверять выравнивание.
По идее это здорово.Нам всем нравятся эти замечательные идеи. Это здорово, если вы купите комплект. B&C создан специально для вас.
Новичок не будет знать, сколько времени и работы уходит на изготовление полосок B&C. Большинство новичков даже не знают, как выглядит правильное выравнивание!
Вы можете потратить МНОГО времени на настройку роутера. ТАК много работы / времени уходит на весь процесс настройки, тестирования, ругани, настройки, тестирования, ругани, настройки, тестирования, ругани и фальсификации от начала до конца.Вы не сможете правильно проверить выравнивание, если у вас нет двух маршрутизаторов, настроенных для одновременной резки обоих профилей. Как проверить, идеально ли выровнены резаки B&C? Если вы не знаете, вы создадите, а не решите проблемы.
За то же время и энергию, потраченные на настройку фрезы и фрезерование борта и выступа, с вашего корпуса вручную сняли бы фаску с полос.
Вместо этого я бы посоветовал скашивать полосы вручную.
НАЧНИТЕ, пропустив одну кромку каждой полосы через настольную пилу и сделав скос в 3 градуса, и отметьте край карандашным чеком после того, как вы разрежете полосы.Это будет достаточно большой скос, чтобы вы могли иметь плотные стыки полос на 90% вашей лодки, даже не скашивая вручную.
Обновление — 07.07.17 — Закругляя край моих последних каяков, я фрезеровал фаску 5˚ на противоположной стороне моих ранее фрезерованных полос, которая имела фаску 3˚ и почти НЕ нуждалась в ручной фаске!
ТОГДА, на участках, где требуется больший скос, обычно вокруг трюма, просто скосите один край каждой новой полосы с помощью блочной плоскости SHARP. Это довольно легко, если вы зажмете один конец полосы на лодке и обработаете другой конец, сняв фаску и пробуя подгонку краев, когда вы будете работать от носа к центру лодки.
Уловка, которую я обнаружил для снятия фаски на полосах, заключается в том, чтобы удерживать 1/2 каждой пружины ленты на месте на одном стержне и работать над скосом. Это позволяет вам держать полосу под контролем при ее изгибе по выпуклой дуге, поэтому плоскость будет плавно перемещаться, опуская край.
Это позволяет быстро установить полосу на место, чтобы оценить, насколько хорошо работает скос, без необходимости ходить туда-сюда со стенда для снятия фаски и тестирования.
Я свободно прижимаю каждую новую полосу к предыдущей четырьмя пружинными зажимами.По одной на каждой ножке и две по центру. Снимите и замените зажимы по мере необходимости, чтобы сделать скос.
Вы будете делать то, что называется скошенной кромкой, при которой угол и величина скоса будут изменяться от выноса (небольшой скос или без скоса) к центру корпуса (самый скос). Во всех случаях ваша цель состоит в том, чтобы сделать фаску ровно настолько, чтобы внешние края полосок плотно прилегали друг к другу.
Удерживайте плоскость блока основанием вверх и направьте его от тела, чтобы вы скосили нижний ВНУТРЕННИЙ край полосы.Следите за внешним краем, который будет видимой частью стыка. Вы не хотите, чтобы ваш скос ломал этот край. Начните с очень небольшого угла, и вы удивитесь, насколько мало вам понадобится.
Кроме того, когда вы держите полосу на корпусе, она не будет идеально прямой, и если вы будете держать подошву плоскости параллельно длине полосы, лезвие не будет резать много или совсем не режет. Однако, если вы держите плоскую подошву под углом 45 ° или более, вы сможете полностью пропустить лезвие на скосе, который вы режете.
Посмотрите на зазор, который вы видите на стыке между двумя полосами. Это величина фаски, которую вы должны сделать на нижнем заднем крае новой планки .
Прижмите блок-плоскость к нижней части полосы и сделайте зазор такого же размера. Это количество материала, которое нужно удалить, когда вы снимаете фаску.
Срежьте фаску на участке длиной около двух футов и проверьте его посадку, удерживая полосу на корпусе поверх последней полосы на лодке.
Как только вам понравится посадка одного конца полосы, закрепите этот конец полосы на корпусе и сделайте другой конец.Вы найдете это легко и быстро.
При использовании полос, скошенных вручную, вы должны выровнять полосы между станциями и использовать пружинные зажимы, чтобы удерживать края на месте. Я использую полоски горячего клея, чтобы края полосы были выровнены и оставались на месте, пока клей не схватился, поэтому я могу удалить пружинные зажимы и перейти к следующей полосе.