Как подключить сварочный аппарат в сеть на 220, 380: настройка
Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения. Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию. Также нужно обратить внимание на контакт с пылью. Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата к генератору 220 В
Основные рекомендации и техника безопасности
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев. В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии. Для закрепления на металлической поверхности используется специальный зажим.
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Пошаговая последовательность подключения выглядит следующим образом:
- Подготовка вилки для подключения, которая должна обладать определенным набором параметров, соответствующим необходимой термопропускной способности;
- Выбирается розетка, в которой есть предохранитель или автоматический выключатель;
- Обратный кабель подключается к клемме;
- Кабель с держателем подключается к электроду с помощью зажима.
Только после завершения всех этих процедур технику можно подключать к сети. Практически все модели обладают короткими проводами, так что для их подключения нужно применять дополнительный удлинитель. Провод в нем должен быть достаточно большим, чтобы выдержать заданный уровень напряжения.
Схема подключения сварочного аппарата
Особенности подключения в зависимости от типа аппарата
Естественно, что мини сварочный аппарат и большая профессиональная модель будут иметь свои особенности. Если вам требуется подключить сварочный инвертор с двумя фазами, то здесь соединение проводов будет идти в индивидуальной последовательности. Первый провод пускается сразу на фазу. Второй провод соединяется с нейтральным выходом. Третий провод соединяется с защитой.
Если приходится подключать трехфазный аппарат, то здесь уже нет обязательной последовательности. Одним из главных правил как подключить сварочный аппарат является соединение двух первых проводов к любым фазам, а одного к защите.
Для специалистов очень важно знать все особенности подключения различных аппаратов, особенно таких как сварочный трансформатор. Если применяется именно такая техника, то здесь требуется учитывать ряд специальных требований. Ведь трансформатор предназначается для работ в широком диапазоне параметров сварочного тока. Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Невыполнение вышеуказанных правил может привести к серьезным поломкам техники, а также представляет риск для жизни и здоровья людей. Предварительная проверка помогает не только избежать ненужных травм, но и обеспечивает хорошие стабильные режимы сварки, не говоря уже о пожароопасной ситуации.
Подключение инверторного сварочного аппарата является наиболее простым из всей серии, так как большинство из них просто включаются в обыкновенную розетку без дополнительных клемм, заземлений и прочего. Единственным вопросом, который может возникнуть, как подключать сварочные провода к сварочному инвертору. Здесь также все предельно просто, так как держатель ставится на одну клемму, а зажим – на вторую. На большинстве моделей даже указываются соответствующие значки, чтобы нельзя было перепутать.
Варианты подключения сварочного аппарата в сеть
Возможные проблемы при подключении
Когда была совершена правильная настройка сварочного аппарата, но все равно могут возникать какие-либо неполадки. Одними из наиболее распространенных проблем является сильное гудение трансформатора, которое зачастую сопровождается перегревом обмоток, так что даже принудительная и естественная вентиляция не справляется. Причина неполадки здесь кроется в витковом замыкании, которое происходит в первичной обмотке. Единственным решением такой проблемы является перемотка обмотки, которая может пройти частично или полностью.
Одними из наиболее распространенных проблем является сильное гудение трансформатора, которое зачастую сопровождается перегревом обмоток, так что даже принудительная и естественная вентиляция не справляется. Причина неполадки здесь кроется в витковом замыкании, которое происходит в первичной обмотке. Единственным решением такой проблемы является перемотка обмотки, которая может пройти частично или полностью.
Когда сварочный аппарат присоединяют в сеть, то они могут давать слишком высокий ток. В этом также кроется причина короткого замыкания, но на этот раз ее локацией становится вторичная обмотка или обмотка регулятора. Чтобы исправить ситуацию здесь также требуется перемотка или ликвидация замыкания.
Если при необходимости снизить величину тока, ничего не выходит и регулятор крутится впустую, то здесь явно проблема с зажимами регулятора.
Периодически может возникать гул на аппарате, который не характерен для нормальной работы. Такая ситуация может возникать из-за ослабления пружины или по причине поломки провода.
Может возникнуть, что аппарат не включается. Здесь нужно проверить все контакты соединения, так как может быть переломлен контакт, что-то отсоединено и так далее. Все осмотры должны проводиться только при полном отключении от сети.
Таким образом, следует знать не только, как подключить инверторный сварочный аппарат, но и как справиться с его неполадками.
Видео: подключение сварочного аппарата к генератору
СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО и ПЕРЕМЕННОГО ТОКА своими руками
Как считают специалисты, [изготовление сварочного аппарата] постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.

Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.![]()
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
Статья бренд-менеджера ТМ BestWeld Шкляревского Ю.
ТЕХНОЛОГИИ ОБМАНА: СВАРОЧНЫЕ АППАРАТЫ MMA
Сварка штучным электродом на просторах бывшего СССР имеет традиционное отечественное название — Ручная Дуговая Сварка, или сокращенно РДС. В западном мире и среди соотечественников, приступивших к освоению этой технологии не так давно, распространено англоязычное название MMA (от Manual Metal Arc – в буквальном переводе «ручная дуговая сварка металлов»).![]() Речь идет абсолютно об одном и том же процессе.
Речь идет абсолютно об одном и том же процессе.
Китайская промышленная революция сделала сварочное оборудование доступным для сотен миллионов людей с точки зрения цены. А применение инверторных технологий резко снизило уровень требований к уровню подготовки сварщика и к мощности источника электропитания. В итоге со второй половины нулевых годов мировой рынок инструмента потряс настоящий бум сварочного оборудования. В первую очередь, MMA: не менее 9 из 10 аппаратов, приобретаемых в розницу в нашей стране, относятся именно к ручной дуговой сварке штучным электродом. Сегодня сварочный аппарат еще не сравнялся по распространенности с молотком или дрелью, но уже точно превзошел некоторые виды электроинструмента и другого традиционного оборудования для строительства и ремонта. Тем не менее, разбираться в этом непростом оборудовании потребители лучше не стали. Чем беззастенчиво пользуются недобросовестные розничные торговцы и даже отдельные производители и импортеры.
НЕОДИНАКОВЫЙ ОДИНАКОВЫЙ СВАРОЧНЫЙ ТОК: ОДИН ВАРИТ, ДРУГОЙ НЕТ
Одной из немногих характеристик сварочного аппарата, в которых потребители разбираются хорошо (или думают, что разбираются), является диапазон сварочного тока. Причем главной является именно верхняя граница диапазона. Даже не искушенному в электрических процессах человеку понятно, что чем больше сила тока, выдаваемая аппаратом, тем лучше. По крайней мере, тем легче будет идти сварочный процесс.
Причем главной является именно верхняя граница диапазона. Даже не искушенному в электрических процессах человеку понятно, что чем больше сила тока, выдаваемая аппаратом, тем лучше. По крайней мере, тем легче будет идти сварочный процесс.
Зерно разумного в таком предположении есть, но в целом оно ошибочно. Любой продавец в магазине сварочного оборудования пояснит, что чем выше сила максимального тока, тем больше диаметр электрода, который можно использовать с данным аппаратом. Подбор типа и диаметра электрода зависит от многих параметров, но непрофессиональным сварщикам обычно рекомендуют электроды АНО-21 или МР-3 из расчета диаметра «1 к 1»: чтобы диаметр электрода приблизительно был равен толщине свариваемого металла. Отсюда и выбор аппарата по току: ориентировочно 40-50А сварочного тока на 1 мм диаметра электрода. Еще раз, обе эти «методики» расчета – и диаметра электрода, и тока, требуемого для работы им — очень неточные. Зато просты и доступны для человека с ограниченным опытом или вообще без него.
И вот покупатель определился с решением: будет варить электродом до 4,0 мм включительно. Значит, аппарат нужен, чтобы выдавал 160-200А сварочного тока. В магазин пришли 2 соседа по дачам. Один берет «по-минимуму» — аппарат на 160А. Второй с запасом – на 200А. Благо, разница в цене незначительна. Производитель первого заявляет, что аппарат справится с электродом до 4,0 мм, второго – до 5,0 мм.
Оба покупателя остаются довольными до того момента, пока решают попробовать свои аппараты в деле на электродах 4,0 мм. И вот тут вдруг обнаруживается удивительный сюрприз: поочередно подключаемые к одному и тому же источнику питания, аппарат с пределом в 160А 4,0-мм электрод «тянет». А аппарат с заявленным пределом в 200А 4,0-мм электрод поджигает, но дугу вести не дает – сразу обрывает. Про 5,0-мм электрод и говорить нечего. Расстроенный покупатель идет в сервисный центр, где его аппарат ставят на стенд и наглядно демонстрируют, что тот выдает даже больше заявленных 200А.
Точно так же, как при игре в наперстки или обмене валюты с рук. Хотя иногда у поставщика оборудования нет заведомого умысла обмануть покупателя. Возможно, выдача менее мощного оборудования за более мощное происходит вследствие элементарной безграмотности. Но нередко, если верить менеджерам китайских заводов, это прямое указание российских (а также украинских, азиатских, ближневосточных, африканских и многих других) импортеров.
Оптимальный режим работы при сварке штучным электродом подразумевает ведение электрода на расстоянии от поверхности свариваемого металла, приблизительно равном диаметру электрода. (Точно выдерживать это расстояние, конечно, невозможно, но с опытом получается неплохо). Для поддержания дуги, т.е. перетекания электрического тока, требуется электрическое напряжение.
Uсв=20+0,04*Iсв,
где Iсв – сварочный ток.
Несложно подсчитать, что для тока 160А сварочное напряжение должно составлять 26,4В, а для тока 200А – 28В. Практически на любом сварочном аппарате ММА можно обнаружить табличку, обычно отпечатанную прямо на корпусе, где обязательно указаны эти два показателя – сварочного тока (I2) и сварочного напряжения (U2). Увы, не факт, что они отражают действительные возможности аппарата. Также как данные в техническом паспорте, на упаковке, ценнике, в описании в Интернете и т.д.
Именно тот максимальный ток, для которого сварочный аппарат способен обеспечить предписываемое стандартом сварочное напряжение, и является его фактическим максимальным током. Иначе этот показатель называют максимальным номинальным током сварочного аппарата, или просто номинальным током аппарата. Так что, если ваш аппарат «не тянет» электрод, проверить нужно не только выдаваемый им сварочный ток, но и выдаваемое при этом сварочное напряжение.
Если последнее недотягивает до положенного по стандарту уровня пару вольт, аппарат расчетным электродом варить будет. Электрод придется вести ближе к свариваемому металлу, т.е. поддерживать более короткую дугу. Это неудобно и чревато непроизвольным «чирканьем». Но все-таки для опытного сварщика не смертельно – шов положить получится, хотя и не без мучений. При сварочном напряжении ниже 20 Вольт вести 3-4 мм электродом дугу не удастся в принципе. Она будет разрываться при попытке минимально приподнять электрод над поверхностью металла.
«Зачем же так делать аппараты?» — наивный вопрос. Чтобы сэкономить на комплектующих. Чаще всего с умыслом привлечь покупателя, выдавая менее мощный аппарат за более мощный. Ведь величина номинального тока сварочного аппарата всецело зависит от источника питания и его собственной мощности. А собственная мощность определяется мощностью основных компонентов самого аппарата: высокочастотного трансформатора, конденсаторов, транзисторов, реле. Естественно, чем мощнее компонент, тем дороже.
Если мощности источника питания недостаточно для обеспечения выходной мощности аппарата (произведение сварочного тока на сварочное напряжение), то, конечно, даже самая добросовестная комплектация аппарата ситуацию не спасет. Однако если в аппарат вставлены компоненты, не способные обеспечить заявленную мощность на выходе, то тут уж возможности источника питания ни при чем. Хоть к гидроэлектростанции подключай, а повысить мощность на выходе не удастся. Но… можно изменить параметры схемы аппарата так, чтобы при достижении предела выходной мощности аппарата ток еще можно было бы увеличить. За счет чего? За счет дальнейшего снижения сварочного напряжения, естественно. По стандарту положено: 160А*26,4В=4,24кВт. А можно эту же мощность разложить по-другому: 200A*21,2В=4,24кВт. Вот и получится, что в первом случае аппарат на 160А – это действительно аппарат на 160А. Он и электрод 4,0 мм будет плавить нормально. Во втором случае аппарат на 200А в действительности рассчитан на меньший номинальный сварочный ток.
НЕОДИНАКОВЫЙ ОДИНАКОВЫЙ СВАРОЧНЫЙ ТОК-2, ИЛИ ВОЛЬТ-АМПЕРНАЯ ХАРАКТЕРИСТИКА (ВАХ)
Сложновато? Если нет, то об этом же еще более сложно, зато наглядно. Я имею ввиду вольт-амперные характеристики аппаратов, а если точнее, параметров выдаваемой ими сварочной дуги (это не одно и тоже, но для простоты понимания будем считать, что одно).
Режим обеспечения аппаратом сварочного тока и соответствующего сварочного напряжения обеспечивается только в определенном диапазоне выдаваемого сварочного тока. Этот диапазон называется рабочим диапазоном сварочного тока аппарата – на рис. соответствует отрезку «B». В пределах этого диапазона сварочное напряжение с изменением сварочного тока изменяется незначительно – по упомянутой выше формуле 20+0,04*Iсв. Получается, что разница между сварочными токами 160А и 200А составляет 40 ампер. В то же время разница между сварочными напряжениями, соответствующими этим токам, — всего 1,6 вольта.
А что лежит в диапазоне ниже минимальной и выше максимальной границ сварочного тока?
На токах ниже минимальной границы рабочего диапазона (отрезок «A» на диаграммах ВАХ выше) сварочное напряжение значительно превышает требуемое стандартом. Однако этот участок соответствует очень важному этапу сварочного процесса – поджигу сварочной дуги. Чем выше напряжение до момента возникновения дуги, тем легче ее поджиг. (Ниже вопрос уровня напряжения холостого хода разъясню подробнее). С поджигом дуги напряжение снижается до рабочего.
Гораздо интереснее поведение сварочной дуги различных аппаратов за пределами верхней границы диапазона рабочих токов (на диаграмме выше отрезок «С»). Потому как ведут себя разные аппараты по-разному. Одни аппараты за пределами верхней границы рабочего диапазона удерживают сварочный ток на уровне, близком к уровню верхней границы. О таких аппаратах говорят, что вольт-амперная характеристика у них крутопадающая, или «штыковая» (левая диаграмма).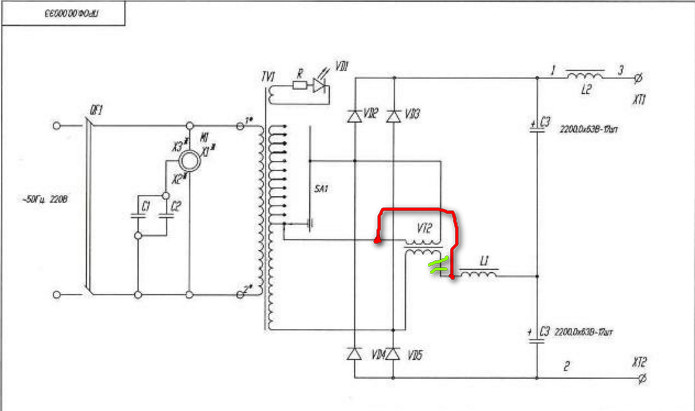
Падающий отрезок ВАХ начинается с номинального тока аппарата. Эта точка на диаграмме соответствует достижению максимума мощности аппарата. Дальнейшее увеличение сварочного тока может достигаться только за счет одновременного снижения сварочного напряжения. Кульминацией роста тока аппарата является момент «втыкания» электрода в свариваемый металл. Т.е. короткое замыкание электрода на свариваемый метал. При прямом контакте сопротивление минимально, и ток достигает максимума.
Получается, что аппараты со «штыковой» ВАХ имеют максимальный сварочный ток, близкий к току короткого замыкания. При «втыкании» электрода в листовой металл такой аппарат его не прожжет, если только ток подобран правильно. Аппараты с полого падающей ВАХ имеют «значительный запас по току», т. е. способны выдавать ток, существенно превышающий номинальный. При этом уровень напряжения, естественно, обратно пропорционален току. Такие аппараты при «втыкании» электрода в листовой металл вполне прожечь его могут, даже если ток сварки был подобран правильно, — ведь при «втыкании» сила тока резко возрастет. Все зависит, конечно, от толщины металла и величины тока на режимах, близких к короткому замыканию.
е. способны выдавать ток, существенно превышающий номинальный. При этом уровень напряжения, естественно, обратно пропорционален току. Такие аппараты при «втыкании» электрода в листовой металл вполне прожечь его могут, даже если ток сварки был подобран правильно, — ведь при «втыкании» сила тока резко возрастет. Все зависит, конечно, от толщины металла и величины тока на режимах, близких к короткому замыканию.
Если посмотреть на проблему с мошенничеством на мощности аппаратов с точки зрения вольт-амперных характеристик, получается, что недобросовестные (реже неграмотные) производители и импортеры конструируют аппараты с полого падающей характеристикой, выдавая их нерабочий диапазон токов за рабочий. Т.е. выдавая менее мощные аппараты, рассчитанные на меньшие номинальные сварочные токи, но с полого падающей характеристикой, за более мощные аппараты, рассчитанные на большие сварочные токи.
На приводимом выше изображении двух ВАХ, схематически выполненном автором в «детском» редакторе Paint Brush без претензий на какую-либо точность, тем не менее, видно, что штыковая ВАХ слева принадлежит более мощному аппарату, чем полого падающая ВАХ справа. Номинальный сварочный ток у аппарата с ВАХ, приведенной слева, выше. Но ток короткого замыкания у полого падающей ВАХ справа значительно выше. Такая картина соответствует описанному в начале примеру, когда аппарат на 160А способен варить электродом 4,0 мм, а аппарат «на 200А» нет.
Номинальный сварочный ток у аппарата с ВАХ, приведенной слева, выше. Но ток короткого замыкания у полого падающей ВАХ справа значительно выше. Такая картина соответствует описанному в начале примеру, когда аппарат на 160А способен варить электродом 4,0 мм, а аппарат «на 200А» нет.
ФОКУС-ПОКУС: «АВТОМАТИЧЕСКАЯ» ФУНКЦИЯ ФОРСИРОВАНИЯ ДУГИ ARC-FORCE
Применение электроники позволяет делать оборудование «умным». Инженеры научили сварочные инверторы предугадывать некоторые типовые проблемы сварщика в процессе работы и помогать, компенсируя ошибки человека. Так аппараты, оборудованные функцией Arc Force, отслеживают увеличение длины дуги и на непродолжительное время (доли секунды) форсируют (т.е. увеличивают) подаваемый ток. Если рука просто дернулась, а не специально отводится с целью прерывания шва, такая помощь аппарата удержит дугу, позволив быстро вернуть руку в правильное положение и продолжить шов. Если же рука в отведенное время не вернулась в нормальное положение, это с высокой вероятностью указывает на то, что сварщик отвел руку не случайно.![]() Ток отключается. Очень полезная функция, настоящее достижение научно-технического прогресса! Это понимают практически все производители и импортеры. Поэтому практически все рекламируют данную функцию на своих инверторных аппаратах. В том числе те, на чьих аппаратах ее нет. А таких большинство.
Ток отключается. Очень полезная функция, настоящее достижение научно-технического прогресса! Это понимают практически все производители и импортеры. Поэтому практически все рекламируют данную функцию на своих инверторных аппаратах. В том числе те, на чьих аппаратах ее нет. А таких большинство.
Признаком наличия функции форсирования дуги Arc-Force на аппарате является ручка, регулирующая силу набрасываемого при срабатывании Arc-Force тока. Если же на панели управления в гордом одиночестве красуется лишь ручка регулировки силы тока, с высокой вероятностью никакой функции форсирования дуги в аппарате не предусмотрено. Зато аппарат имеет пологую ВАХ, обеспечивающую при укороченной дуге ток заметно выше номинального. Т.е. на стенде он может продемонстрировать «дополнительный» ток сверх заявленного номинального. Но удержать дугу этот ток никак не поможет. Еще раз см. случай выше с аппаратом на 200А.
Кстати, помните, что даже аппараты с действительно присутствующей функцией Arc Force не способны форсировать сварочный ток, если Вы и так работаете на его пределе. На языке действий это означает, что если ваш аппарат рассчитан на номинальный ток 160А, а в режиме срабатывания Arc Force набрасывает до 20А, при срабатывании функции в режиме 120А, аппарат форсирует ток до 140А. Но в режиме работы на предельном токе 160А набрасывать ему уже нечего – в таком режиме вся мощность аппарата уже задействована. Поэтому, если продавец Вас уверяет, что «это аппарат на 160А, но с включенным режимом форсажа – все 180», это очень маловероятно. Зачем производителю оставлять не реализованной мощность аппарата «про запас» для функции Arc Force? Непозволительная роскошь – ведь эту мощность можно задействовать не для краткосрочных набрасываний тока, а постоянного использования. Т.е. для увеличения верхней границы диапазона рабочего тока.
На языке действий это означает, что если ваш аппарат рассчитан на номинальный ток 160А, а в режиме срабатывания Arc Force набрасывает до 20А, при срабатывании функции в режиме 120А, аппарат форсирует ток до 140А. Но в режиме работы на предельном токе 160А набрасывать ему уже нечего – в таком режиме вся мощность аппарата уже задействована. Поэтому, если продавец Вас уверяет, что «это аппарат на 160А, но с включенным режимом форсажа – все 180», это очень маловероятно. Зачем производителю оставлять не реализованной мощность аппарата «про запас» для функции Arc Force? Непозволительная роскошь – ведь эту мощность можно задействовать не для краткосрочных набрасываний тока, а постоянного использования. Т.е. для увеличения верхней границы диапазона рабочего тока.
НЕ ДРЕВНИЕ, НО МИФЫ: ОБ ЭНЕРГЕТИЧЕСКОЙ ЭФФЕКТИВНОСТИ
Важный вывод из изложенного выше: при одной и той же силе сварочного тока уровень сопутствующего ему сварочного напряжения у всех сварочных аппаратов должен быть одинаковым. Он определяется отечественными государственными и международными стандартами, которые, кстати, полностью совпадают. Соответственно, мощность на выходе всех сварочных аппаратов при одинаковом сварочном токе тоже должна быть одинакова:
Он определяется отечественными государственными и международными стандартами, которые, кстати, полностью совпадают. Соответственно, мощность на выходе всех сварочных аппаратов при одинаковом сварочном токе тоже должна быть одинакова:
Pвых=Iсвар*Uсвар,
Где Pвых – мощность на выходе аппарата, Iсвар – выдаваемый аппаратом сварочный ток, Uсвар – сварочное напряжение, соответствующее сварочному току по ГОСТ (=20+0,04*Iсвар). Например, выходная мощность при сварочном токе 160А у любого аппарата должна быть:
Pвых=160А*(20+0,04*160)=4,24кВт
Ну это на выходе – понятно, у всех должно быть одинаково. А на входе? Это же важный вопрос: какова должна быть мощность электрического источника, чтобы к нему можно было подключить сварочник? Полная потребляемая от источника мощность сварочных аппаратов конечно, может отличаться. Но чтобы понять, в каких пределах и насколько, предлагаю разобраться, от чего она зависит.
Мощность на выходе сварочного аппарата – это только часть мощности, поступающей на него из розетки или от генератора. В процессе работы электрические компоненты греются и отдают тепло в окружающую среду. Отношение мощности на выходе к непосредственно потребленной мощности на входе называется коэффициентом полезного действия, или сокращенно КПД. Для современных инверторных аппаратов этот показатель обычно лежит в пределах от 80% до 90%. Для расчетов можно брать 85%.
В процессе работы электрические компоненты греются и отдают тепло в окружающую среду. Отношение мощности на выходе к непосредственно потребленной мощности на входе называется коэффициентом полезного действия, или сокращенно КПД. Для современных инверторных аппаратов этот показатель обычно лежит в пределах от 80% до 90%. Для расчетов можно брать 85%.
Итого, инверторный сварочный аппарат с номинальным током 160А с КПД 85% потребляет активную мощность, равную:
Pакт=Pвых/КПД
Пример расчета потребляемой активной мощности аппарата для сварочного тока 160А:
Pактив=160А*(20+0,04*160)/0,85=4,97кВт
Но это еще не все. Сварочный аппарат относится к типу приборов, преобразующих в выходную мощность и потери на КПД не всю электроэнергию, потребляемую от источника. Часть этой энергии он возвращает в сеть, не потребив. Возвращенная часть мощности называется реактивной мощностью. Специфика данной статьи не позволяет подробно разложить графики синусоиды тока и напряжения переменного тока, проходящего через сварочный аппарат, и продемонстрировать, откуда берется реактивная составляющая мощности, что такое «сдвиг по фазе» (он же «коэффициент мощности») и как его рассчитать. Вам придется поверить мне на слово, что чтобы получить полную мощность источника питания, требуемую для аппарата, активную мощность придется разделить на тот самый коэффициент мощности, иначе называемый «косинус фи» или еще «косинус угла сдвига по фазе». Опять-таки, Вам придется поверить мне на слово, что для большинства «приличных» современных сварочных инверторов он лежит в пределах 0,8-0,9. Для удобства я беру ту же усредненную цифру, что и для КПД – 0,85. Итого:
Вам придется поверить мне на слово, что чтобы получить полную мощность источника питания, требуемую для аппарата, активную мощность придется разделить на тот самый коэффициент мощности, иначе называемый «косинус фи» или еще «косинус угла сдвига по фазе». Опять-таки, Вам придется поверить мне на слово, что для большинства «приличных» современных сварочных инверторов он лежит в пределах 0,8-0,9. Для удобства я беру ту же усредненную цифру, что и для КПД – 0,85. Итого:
Pполн=Pактив/Кмощности
Пример расчета потребляемой полной мощности аппарата для сварочного тока 160А:
Pполн=(160А*(20+0,04*160)/0,85)/0,85=5,85кВА
Обратите внимание, что полная мощность измеряется в Вольт-Амперах (ВА), а не в Ваттах (Вт). Для приборов, преобразующих 100% потребляемой электроэнергии в тепло, показатели в ВА и Вт будут равны. Но не для сварочного аппарата. Рекомендую Вам пользоваться упрощенной формулой, выведенной выше:
Pполн= Iсвар*Uсвар /0,85/0,85
Зачем пользоваться? Чтобы сразу определить, не вводит ли Вас продавец или производитель в заблуждение. Да и Вам полезно знать, выдержит ли ваш источник электроэнергии подключение сварочного аппарата.
Да и Вам полезно знать, выдержит ли ваш источник электроэнергии подключение сварочного аппарата.
Например, продавец нахваливает Вам аппарат на 160А номинального тока, заявляя, что у него суперэффективное энергопотребление и что с его помощью Вы сможете варить электродом 3,2 мм от обычной бытовой 16-амперной розетки, которая, кстати, рассчитана не более чем на 3,5кВА (16А*220В=3,52кВА).
Какой ток потребуется для ведения работ электродом 3,2 мм? Ну даже из расчета 40А на 1 мм диаметра:
Iсвар=40Ах3,2мм=128А
Какое сварочное напряжение должен обеспечивать аппарат при токе 128А?
Uсвар=20+0,04*128А=25,12В
Теперь осталось подставить полученные значения сварочного тока и соответствующего ему сварочного напряжения в формулу полной мощности:
Pполн= Iсвар*Uсвар /0,85/0,85
Pполн= 128А*25,12В/0,85/0,85=4450ВА=4,45кВа
Продавец вводит в заблуждение. Даже если предлагаемый аппарат и потянет электрод 3,2 мм током 128А, ему нужен для этого источник минимум 4,45кВА. Подключение к розетке 16А в случае продолжительной работы может вызвать перегрев самой розетки или проводки. Хотя, скорее всего, выбьет пробки.
Подключение к розетке 16А в случае продолжительной работы может вызвать перегрев самой розетки или проводки. Хотя, скорее всего, выбьет пробки.
С минимальным уровнем энергопотребления понятно. А можно ли рассчитать максимальный уровень мощности источника, который может потребоваться аппарату?
Увы, нет. Все приведенные выше формулы позволяют произвести расчеты для оптимального режима сварки, при котором длина дуги приблизительно равна диаметру электрода. Формулы для расчета сварочного напряжения в зависимости от длины дуги тоже существуют. Но вот предсказать поведение аппарата при растягивании дуги только на взгляд нельзя.
На большинстве современных сварочных инверторов растянуть дугу сильно длиннее диаметра электрода не удастся. Компоненты аппарата рассчитаны по мощности впритык.
Хороший аппарат (почти всегда со штыковой вольт-амперной характеристикой) иногда небольшой запас по мощности имеет. При растягивании дуги потребляемая мощность такого аппарата начинает расти. Чтобы не перегружать источник питания, такие аппараты оборудованы функцией ограничения потребляемой мощности. Как только входной ток превышает определенный уровень, срабатывает схема ограничения, и сварочный ток на выходе сбрасывается.
Чтобы не перегружать источник питания, такие аппараты оборудованы функцией ограничения потребляемой мощности. Как только входной ток превышает определенный уровень, срабатывает схема ограничения, и сварочный ток на выходе сбрасывается.
Редко, но попадаются представители китайской промышленности, обладающие значительным запасом по мощности и не оборудованные ограничителем мощности. В частности, автор испытывал аппарат на номинальный ток 200А, который удерживал растягиваемую сварочную дугу вплоть до потребляемой мощности 13кВА (вместо расчетных 7,75кВА). Поэтому при работе от генератора или других источников, где перегрузка может вызвать повреждение источника или другие нежелательные последствия, аппарат сначала нужно проверить на способность ограничивать потребляемую мощность. На веру не стоит воспринимать ни подозрительно низкие показатели энергопотребления, ни даже вполне высокие.
ХОРОШО, ЧТО «..ВАРИТ ОТ 100В!». НО НАСКОЛЬКО ХОРОШО?
Занижение нижнего порога напряжения источника питания распространено не столь широко, как завышение номинального тока. Этот параметр очевиден для любого потребителя, и его легко проверить. Скорее, имеет место умолчание второй части правды: какой номинальный ток аппарат выдает при пониженном входном напряжении.
Этот параметр очевиден для любого потребителя, и его легко проверить. Скорее, имеет место умолчание второй части правды: какой номинальный ток аппарат выдает при пониженном входном напряжении.
Проблема пониженного напряжения, к сожалению, в нашей огромной стране распространена очень широко – производственные и распределительные мощности не успевают за ростом энергопотребления, особенно индивидуального. Первый признак перегрузки – напряжение пониженного уровня: если с источника электропитания отбирать больше зарядов, чем он способен воспроизводить, плотность зарядов на источнике снижается, напряжение падает.
При уровне входного напряжения ниже расчетного, снижается потребляемая, а с ней и выходная мощность сварочного аппарата. Соответственно, существенно снижается его номинальный ток.
Существует 2 принципиальных пути инженерного решения проблемы пониженного напряжения источника питания. Первый: изменение схемы и параметров штатных компонентов аппарата. В первую очередь, коэффициента трансформации высокочастотного трансформатора.
Второй способ – добавление блока корректировки входного питания. Наибольшее распространение получила установка т.н. блоков PFC (Power Factor Correction – в буквальном переводе «корректировки фактора мощности»).
Оба способа требуют дополнительных затрат, особенно установка на входе блока PFC, стоимость которого может составлять более половины сварочного инвертора на 160 ампер без такого блока. Поэтому на аппаратах с номинальным током менее 160 ампер блоки PFC устанавливаются редко. Зато использование блоков корректировки входного питания позволяет работать от более низкого напряжения, чем обычно позволяет добиться изменение параметров штатных узлов.
Если Вы приобретаете аппарат, который планируете эксплуатировать в условиях заведомо пониженного напряжения, недостаточно сравнить уровень ожидаемого напряжения питания с заявленным минимальным порогом напряжения питания аппарата. Нужно разобраться, какой ток будет при вашем входном напряжении выдавать аппарат. Иначе может получиться, что аппарат от обещанного пониженного уровня работает, вот только сварочный ток выдает бесполезно малый.
ПВ, ОН ЖЕ ПН ИЛИ РАБОЧИЙ ЦИКЛ – ВСЕ СОГЛАСНО СТАНДАРТОВ. РАЗНЫХ СТАНДАРТОВ.
Сварочный аппарат работает с очень высокими токами, вызывающими нагрев силовых элементов. Поэтому одна из главных задач разработчиков сварочного аппарата – обеспечение эффективного охлаждения. Силовые транзисторы размещаются на объемных алюминиевых «постаментах» — радиаторах, имеющих ребристую поверхность, обеспечивающую максимально возможную площадь отдачи тепла. Мощный вентилятор (иногда 2 или 3 шт) обеспечивает непрерывный обдув с целью охлаждения, Несмотря на это, практически в любом аппарате при работе на токах выше определенного происходит перегрев, срабатывает термическая защита и аппарат на время отключается. Вентилятор продолжает дуть, компоненты аппарата, включая защиту, охлаждаются и снова готовы к работе. Это не аварийная ситуация, а нормальный рабочий режим аппарата.
Отношение времени, которое аппарат в течение контрольного периода выдает заданный ток, к этому самому контрольному периоду, называется рабочим циклом аппарата или, иначе, полезным временем (ПВ). Еще иногда – продолжительностью нагрузки (ПН).
Еще иногда – продолжительностью нагрузки (ПН).
ПВ указывается в %. Обычно указывается сварочный ток, на котором аппарат имеет данный показатель ПВ. Например, «120А-90%» означает, что при работе током 120А данный аппарат может выдавать ток 90% времени, и только 10% остывать. Естественно, чем ближе ток к номиналу аппарата, тем быстрее аппарат греется. Т.е. тем ниже показатель ПВ. Если ПВ указан без упоминания силы тока, значит, данный ПВ соответствует режиму номинального тока аппарата. Так показатель ПВ «30%» для аппарата с диапазоном сварочного тока 10-160А означает, что при рабочем токе 160А данный аппарат будет варить 30% времени, а 70% остывать.
Вроде бы все понятно. Но… Существуют различные методики измерения ПВ. И в отличие от единых для всего мира стандартов соответствия сварочного тока и сварочного напряжения дуги, методики измерения ПВ отличаются принципиально. Один и тот же аппарат по разным методикам получит совершенно разный процент ПВ!
Знакомьтесь: самые распространенные методики измерения ПВ сварочного аппарата – европейская, китайская и советская.
Европейская. Подразумеваются условия испытаний, описанные в европейском стандарте EN60974-1. При температуре окружающей среды 40С аппарат включают на заданный сварочный ток и засекают, сколько он непрерывно проработает до первого отключения. Полученный результат относят к 10-минутному отрезку времени. Если за эти 10 минут термозащита так и не сработала (и аппарат при этом не сгорел), значит, рабочий цикл аппарата на этом токе равен 100%.
Методика фирмы Telwin. Ее же в наши дни можно с полным правом назвать китайской. Итальянский концерн Telwin оказал колоссальное влияние на развитие китайских производителей. Его аппараты MMA, MIG-MAG и контактной сварки были прародителями значительной части китайской продукции. И еще сегодня в Поднебесной на неисчислимых производственных линиях можно отыскать братиков-близнецов аппаратов TELWIN. Кроме схем аппаратов, в Китае по достоинству оценили и предложенную итальянским производителем методику измерения ПВ аппаратов. При температуре 20С аппарат не просто нагружают сварочным током, но жгут реальные электроды. При этом учитывается не непрерывное время работы до первого отключения, а суммарное рабочее время сварки за 10 минут. Естественно, показатель ПВ по методике TELWIN получается значительно (до 2 раз) выше, чем при следовании методике EN60974-1. Сама компания TELWIN при указании ПВ по своей методике уточняет это, добавляя «Telwin» после процентного показателя. Замеряющие ПВ по ее методике китайские производители таких подробностей не указывают.
При этом учитывается не непрерывное время работы до первого отключения, а суммарное рабочее время сварки за 10 минут. Естественно, показатель ПВ по методике TELWIN получается значительно (до 2 раз) выше, чем при следовании методике EN60974-1. Сама компания TELWIN при указании ПВ по своей методике уточняет это, добавляя «Telwin» после процентного показателя. Замеряющие ПВ по ее методике китайские производители таких подробностей не указывают.
Российская, она же советская. ГОСТ претерпел ряд редакций, в частности — ГОСТ Р МЭК 60974-1-2004. Условием отечественной методики является обязательное доведение аппарата до режима срабатывания защиты перед началом измерений. Т.е. сначала вводят в режим интенсивной эксплуатации, и только потом производят замеры. Для аппаратов ручной дуговой сварки отечественная методика предусматривает измерения в течение 5 минут, а не 10.
Характерно, что ГОСТ Р МЭК 60974-1-2004 в обязательном порядке относится лишь к сварочному оборудованию промышленного и профессионального назначения и – цитирую – «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами». Вероятно, именно этим обстоятельством объясняется не только слабая распространенность отечественной методики, но и свобода трактовки показателя ПВ производителями и импортерами.
Вероятно, именно этим обстоятельством объясняется не только слабая распространенность отечественной методики, но и свобода трактовки показателя ПВ производителями и импортерами.
И все-таки, какой цикл работы можно считать подходящим? По оценкам специалистов, опубликованных в открытых источниках, реальный цикл работы сварщика ручной дуговой сварки не превышает 20%. Причем эти 20% времени не являются непрерывным отрезком. Более 80% времени уходит на перемещения, контроль уложенного шва, сбив шлака, замену электрода и др. Так что даже ПВ 30%, замеренного по китайской методике, практически любому сварщику при не очень жаркой погоде будет достаточно – простаивать в ожидании охлаждения аппарата не придется. Если же данный показатель критичен, то лучше не сверять показатель ПВ аппаратов разных марок, а купить аппарат, рассчитанный на более высокий номинальный ток. У него ПВ на том же токе будет точно выше.
А пока ценники реальных и виртуальных магазинов пестрят различными впечатляющими показателями ПВ. И чинные продавцы объясняют неопытным покупателям преимущества больших циферок над маленькими.
И чинные продавцы объясняют неопытным покупателям преимущества больших циферок над маленькими.
НАПРЯЖЕНИЕ ХОЛОСТОГО ХОДА И ФУНКЦИЯ HOT START – ЗВУЧИТ КРАСИВО
Чем выше напряжение, тем легче поджечь дугу. Поэтому напряжение на кончике электрода до возгорания дуги кратно выше, чем при горящей дуге (в большинстве случаев от 1,8 до 2,5 раз). Но слишком высокое напряжение опасно для жизни и здоровья человека. Поэтому выше 80-85В напряжение холостого хода, иначе называемое напряжением без нагрузки, не делают. (В своей книге «Сварочный инвертор – это просто» В.Негуляев утверждает, что до 95В; Ф.Кобелев в своей книге «Как сделать сварочные аппараты своими руками» ссылается на ГОСТ95-77Е и его требование – не более 80В; ГОСТ 12.2.007.8-75 предусматривает предел в 80В для аппаратов переменного тока и 100В постоянного). Впрочем, автору не известны электроды для сварки черных металлов, которые для поджига требовали бы больше 60В. Одновременно автор не слышал об инверторных аппаратах, у которых заявленное напряжение холостого хода было бы ниже 63В.
Чтобы сделать процесс поджига дуги еще легче, изобрели функцию «горячего поджига дуги» — Hot Start. По своей сути она обратна функции Arc Force. Arc Force кратковременно набрасывает ток при опасности разрыва дуги. Hot Start кратковременно набрасывает ток при попытке разжечь дугу.
Как и Arc Force, Hot Start «прыгнуть выше крыши» не может. Для аппарата с номинальным током 160A Hot Start не увеличит ток до 180А. Как показывают тестирования аппаратов, у большинства аппаратов с заявленной функцией HOT START по факту она отсутствует. Вместо нее имеет место повышенный ток при замыкании электрода на метал. И чем более пологая ВАХ, тем больший ток «накидывает» заявленная, но в действительности не существующая на таком аппарате функция HOT START. Помочь разжечь дугу такой дополнительный ток вряд ли может – сварочное напряжение не выдерживается.
На практике заметить разницу напряжения холостого хода в 70 и 80 вольт «по ощущениям» сможет не каждый эксперт, не говоря о новичке. Равно как и набрасывание незначительного тока, если только электроды не дефектные и не отсыревшие, или напряжение холостого хода 60В и ниже.
Равно как и набрасывание незначительного тока, если только электроды не дефектные и не отсыревшие, или напряжение холостого хода 60В и ниже.
ЛЮБОЙ КАПРИЗ ЗА ВАШИ ДЕНЬГИ И ЛЮБОЙ СЮРПРИЗ ВМЕСТО НИХ
Я перечислил лишь самые распространенные случаи «экономии» за счет характеристик продаваемого оборудования, встречаемые у некоторых торговых марок федерального масштаба. Еще цена может отличаться в зависимости от марки комплектующих. На характеристиках это обычно не отражается. Более того, нельзя однозначно утверждать, что из 2 аппаратов обязательно надежнее и дольше прослужит именно тот, на котором стоят более высококлассные (и дорогие) комплектующие. Хотя если взять статистику на 2 000 аппаратов, такое, скорее всего, утверждать будет можно.
Цифровые аппараты обычно стоят дороже, чем аналоговые на тот же ток. Цифровой сварочный аппарат – это аппарат с микропроцессорным управлением. Они могут общаться с пользователем посредством дисплея. Аналоговый аппарат – тоже электронный. Но обработка сигналов в нем происходит на уровне взаимного влияния электрических параметров компонентов друг на друга. Является ли цифровой аппарат гарантией более качественного сварочного процесса? Вовсе нет. Лучше купить аналоговый инвертор, выдающий заявленные характеристики, чем цифровой, вводящий в заблуждение. Хотя стремящиеся к экономии производители редко усложняют свои модели с завышенными характеристиками. Их первейшая задача – экономия. Электронный дисплей, кстати, – не признак микропроцессорного управления. Более того, амперметр можно настроить так, что он будет показывать на дисплее не тот ток, который в действительности выдает аппарат.
Но обработка сигналов в нем происходит на уровне взаимного влияния электрических параметров компонентов друг на друга. Является ли цифровой аппарат гарантией более качественного сварочного процесса? Вовсе нет. Лучше купить аналоговый инвертор, выдающий заявленные характеристики, чем цифровой, вводящий в заблуждение. Хотя стремящиеся к экономии производители редко усложняют свои модели с завышенными характеристиками. Их первейшая задача – экономия. Электронный дисплей, кстати, – не признак микропроцессорного управления. Более того, амперметр можно настроить так, что он будет показывать на дисплее не тот ток, который в действительности выдает аппарат.
В Китае более 3000 заводов, выпускающих сварочные аппараты MMA. При такой конкуренции и отсутствии прямой связи с рынками, где их продукция продается, многие заводы концентрируются на самом очевидном направлении повышения конкурентоспособности – на цене. Иногда сами, иногда их толкают на это заказчики – импортеры из других стран.
Выдача менее мощных аппаратов за более мощные – самая распространенная, но не самая вопиющая форма такой «экономии». Автору доводилось лицезреть аппарат, где вентиляторы охлаждения питались от тоненькой проволочки, накрученной в виде еще одной вторичной обмотки на сердечник высокочастотного трансформатора изделия. Экономия, надо полагать, значительная. Но жить такому аппарату недолго, даже если у него превосходно функционирующая термозащита. А купившему его потребителю – мучаться. Потому что цикл работы у такого аппарата, пока он не сгорит, будет выдающийся. Как только сработает термозащита и аппарат отключится, вместе с ним отключится и вентилятор. Ждать охлаждения аппарата придется в несколько раз дольше, чем при наличии полноценного блока питания вентилятора.
Автору доводилось лицезреть аппарат, где вентиляторы охлаждения питались от тоненькой проволочки, накрученной в виде еще одной вторичной обмотки на сердечник высокочастотного трансформатора изделия. Экономия, надо полагать, значительная. Но жить такому аппарату недолго, даже если у него превосходно функционирующая термозащита. А купившему его потребителю – мучаться. Потому что цикл работы у такого аппарата, пока он не сгорит, будет выдающийся. Как только сработает термозащита и аппарат отключится, вместе с ним отключится и вентилятор. Ждать охлаждения аппарата придется в несколько раз дольше, чем при наличии полноценного блока питания вентилятора.
СОВЕТ АВТОРА
Мы живем в век товарного изобилия. Чем дальше, тем выбор больше, а свободного времени, чтобы в нем разбираться, меньше. Рекомендую Вам выбирать тех профессионалов, которым доверяете, и пользоваться их услугами.
Конечно, если разница между товарами непонятна, почему бы не выбрать подешевле? Но Вы наверняка стремитесь попасть к конкретному зубному врачу или автомеханику, которых знаете давно и убедились в их компетенции и порядочности. Такой подход разумен и в отношении подбора оборудования, в котором у Вас нет времени разбираться. Доверьте эту работу достойному магазину и торговым маркам производителей, которые этого заслуживают.
Такой подход разумен и в отношении подбора оборудования, в котором у Вас нет времени разбираться. Доверьте эту работу достойному магазину и торговым маркам производителей, которые этого заслуживают.
Обман является обманом, если его осознает и признает таковым обманутый. Покупатель, которого убедили в магазине, что для сварки электродом 3,2 мм ему «как раз подойдет» аппарат на сварочный ток 200 ампер, который, к тому же, предлагается приблизительно в одну цену с 160-амперными аппаратами конкурентов, может быть вполне доволен и счастлив. Но часто покупателю все же предлагают переплатить за характеристики, которыми предлагаемый аппарат не обладает.
Как бы там ни было, выбор всегда за покупателем.
КРАТКАЯ ИНСТРУКЦИЯ ПО ПОДБОРУ СВАРОЧНОГО ИНВЕРТОРА
А. Подбор аппарата по мощности.
1. Определить тип работ – тип свариваемого черного металла, его толщина, объем работ.
2. Исходя из предыдущего пункта, выбрать расходник – электроды. Назначения по типам стали указаны на упаковке. Для бытовых работ в большинстве случаев подходят самые распространенные — АНО-21 и МР3. Для профессиональных задач – УОНИ. Диаметр выбирается по толщине свариваемого металла. Упрощенно: 1 мм свариваемого металла = 1 мм диаметра электрода.
Для бытовых работ в большинстве случаев подходят самые распространенные — АНО-21 и МР3. Для профессиональных задач – УОНИ. Диаметр выбирается по толщине свариваемого металла. Упрощенно: 1 мм свариваемого металла = 1 мм диаметра электрода.
3. Подбор аппарата по току. На 1 мм диаметра электрода – 40-50А сварочного тока. Получается, для сварки электродом 3,2 мм при нормальном (не пониженном) напряжении в сети питания нужен аппарат на ток 128-160А.
Б. Подбор аппарата по источнику питания
4. Важнейшими характеристиками источника электропитания, влияющими на подбор сварочного аппарата являются уровень напряжения и мощность источника электропитания.
5. Исходя из уровня напряжения, подобрать аппарат. Большинство аппаратов заявляют требование к источнику напряжения не ниже 185 вольт. Но даже те, которые заявлены для работы от пониженного напряжения, выдают при пониженном напряжении более низкий максимальный сварочный ток. Т.е. снижение входного напряжения приводит к уменьшению диапазона рабочего тока. Если планируете работать он пониженного напряжения, нужно знать, какой номинальный сварочный ток выдает конкретный аппарат при конкретном пониженном напряжении. Если источник имеет пониженное напряжение, но высокую мощность, лучше всего взять значительно более мощный аппарат.
Если планируете работать он пониженного напряжения, нужно знать, какой номинальный сварочный ток выдает конкретный аппарат при конкретном пониженном напряжении. Если источник имеет пониженное напряжение, но высокую мощность, лучше всего взять значительно более мощный аппарат.
6. Определить минимально требуемую мощность источника питания для работы на определенном токе можно по формуле:
P=Iсв*(20+0,04* Iсв)/*0,85/0,85
Однако помните, что эта мощность может оказаться выше при растягивании дуги. Особенно это важно помнить при работе от генератора. Резкое повышение уровня потребляемой мощности может вывести генератор из строя.
Сварочные аппараты можно подключать к традиционным генераторам достаточной мощности. Большинство инверторных генераторов, даже достаточной мощности, не рассчитаны на работу со сварочными инверторами. Так как в инверторных генераторах для увеличения стартовой мощности используются конденсаторные блоки, не переносящие сколько-нибудь длительную продолжительную нагрузку.
Обычная бытовая 16-амперная розетка 220В рассчитана на продолжительное подключение мощности не более 3,5кВА. А значит, может выдержать сварку током не выше:
3500ВА= Iсв*(20+0,04* Iсв)/*0,85/0,85, откуда = Iсв=104А
Поэтому для сварки электродом 3,2 мм и толще, подключать аппарат нужно либо к силовой розетке, в том числе на генераторе, либо напрямую к электрощитку. При подключении к силовой розетке (обычно на 32А) вилка на 16А с аппарата демонтируется. На ее место ставится силовая вилка.
7. Подбор аппарата по интенсивности работы
ПВ (оно же ПН) в 30% даже по методике компании Telwin для непрофессионального сварщика достаточно. Если же производительность является ключевым требованием, лучше не сравнивать показатели ПВ, которые замерены по разным методикам и потому вводят в заблуждение, а выбрать аппарат большей мощности, т.е. с большим номинальным током. У него ПВ на том же токе будет точно выше, чем у однотипного меньшей мощности.
8. Дополнительные функции
Чем больше дополнительных функций, тем на начальном этапе лучше.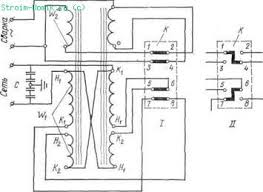
Функция против залипания электрода Anti-Stick. Автоматически определяет режим короткого замыкания (т.е когда электрод «прилип» к свариваемому металлу) и отслеживает его продолжительность. Если в течение контрольного времени (долей секунды) режим не меняется, сбрасывает ток, «отпуская» электрод. Очень полезная функция для начинающих сварщиков. На отдельных дорогих аппаратах можно регулировать контрольное время срабатывания Anti-Stick. К настоящему моменту наличие данной функции на сварочном инверторе является почти стандартом индустрии. Однако на некоторых дешевых аппаратах неизвестных производителей может не срабатывать или даже отсутствовать вовсе. Визуально определить наличие или отсутствие функции нельзя.
Функция форсирования дуги Arc-Force.
Облегчает процесс сварки неопытному сварщику, у которого дергается рука. На предельном токе в большинстве аппаратов не действует. Фактически присутствует только на аппаратах, где на панели есть отдельная ручка регулирования силы набрасываемого тока. «Автоматическая» функция Arc-Force в большинстве случаев – обман, при котором за «набрасываемый ток» выдается участок вольт-амперной характеристики вне рабочего диапазона сварочного тока, где аппарат не может обеспечить достаточное для нормальной работы сварочное напряжение. Удержать дугу такое увеличение тока никак не может.
«Автоматическая» функция Arc-Force в большинстве случаев – обман, при котором за «набрасываемый ток» выдается участок вольт-амперной характеристики вне рабочего диапазона сварочного тока, где аппарат не может обеспечить достаточное для нормальной работы сварочное напряжение. Удержать дугу такое увеличение тока никак не может.
Функция горячего поджига Hot-Start.
Облегчает разжигание сварочной дуги набрасыванием тока в момент поджига. При напряжении холостого хода свыше 65В и нормальных электродах не требуется. По факту в большинстве аппаратов, где заявлена, отсутствует. Признаком наличия является отдельная ручка, позволяющая регулировать силу набрасываемого тока. Даже в тех аппаратах, где действительно есть, на предельном сварочном токе не действует. Аналогично функции Arc-Force, за наличие функции Hot-Start часто выдают увеличивающийся при коротком замыкании ток, относящийся к участку вольт-амперной характеристики вне рабочего диапазона сварочного тока. У аппаратов с полого падающей ВАХ ток короткого замыкания может существенно превышать номинальный сварочный ток. Но удержать дугу после чиркания электродом такая «автоматическая функция» не поможет – сварочное напряжение будет ниже положенного.
Но удержать дугу после чиркания электродом такая «автоматическая функция» не поможет – сварочное напряжение будет ниже положенного.
9. Комплектация. Что обычно входит в базовую комплектацию бытового сварочного инвертора?
* Провода электрододержателя и клеммы массы (а вот в комплектацию профессиональных аппаратов они обычно не входят).
* Маска-щиток, она же щиток сварщика. Маской это назвать нельзя. Это простенький светофильтр, годящийся разве что на проверку аппарата разовым поджигом дуги. Для нормальной работы нужна маска с автоматическим затемнением, т.н. «Хамелеон». Иногда такая маска идет в одном комплекте с аппаратом. Но помните, что маски сварщика профессионального уровня, обеспечивающие максимальную защиту глаз, никогда не кладут в комплекты. И в продаже отдельно они далеко не самые дешевые.
* Щетка-молоточек. Простой, но очень полезный аксессуар, востребованный в работе. Если его в комплекте нет, нужно приобрести.
* Ремень для переноски. Актуальный аксессуар для тех, кому требуется перемещаться с аппаратом по стройке и другим обширным участкам работ, в т. ч. вверх-вниз по лестницам.
ч. вверх-вниз по лестницам.
* Пластиковый кейс. Не только удобен для хранения и перевозки, но и защищает аппарат от пыли, к которой инверторная техника весьма чувствительна.
Общая тенденция: чем аппарат профессиональнее, тем проще комплектация.
10. Работа на морозе. Отдельные электронные компоненты управления не выносят отрицательных температур. Их аналоги с возможностью функционирования стоят несколько дороже. Поэтому большинство инверторных аппаратов в стандартной комплектации могут работать только от 0 градусов и выше. Если такой аппарат вынести из тепла и активно эксплуатировать, не давая ему остыть, работать он будет. А вот при промерзании просто не включится. Поэтому если планируется эксплуатация при постоянной отрицательной температуре, аппарат нужно выбрать с соответствующим температурным диапазоном.
Как собрать сварочный аппарат 220. Делаем сварочный аппарат самостоятельно. Инверторный сварочный аппарат своими руками
Перед тем как сделать сварочный аппарат, нужно иметь представление о том, что такое трансформатор понижающего типа. Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Сделать его сами могут люди, имеющие минимальные знания в электротехнике. Особенно актуально изготовление таких изделий было в те времена, когда подобного рода техника не имела серийного выпуска и не была доступна для широкого круга покупателей. А необходимость в использовании и сварке металлических конструкций для хозяйственных нужд была всегда и остается сейчас. Именно сварка является самым простым и быстрым способом для соединения металлических деталей.
Типы сварки и виды сварочных аппаратов
Сварка бывает нескольких типов, различают плазменную, электрошлаковую, дуговую, лазерную, лучевую, ультразвуковую, газовую и контактную, а также многие другие. В домашнем хозяйстве, как правило, достаточно дуговой сварки электрического типа. Для электродуговой сварки существуют трансформаторные и инверторные аппараты. Чтобы получить аппарат для постоянного тока, нужно немного изменить и переделать аппарат, настроенный на переменный ток. Но преимущество тем не менее остается за современными инверторными моделями, масса которых значительно меньше. Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Такие устройства имеют стабилизацию тока и работают при пониженном напряжении сети, но чувствительны к перегреву, что требует осторожности.
Проста и надежна конструкция трансформаторного аппарата. Сделать самому сварочный аппарат переменного тока можно на основе трансформаторов. Электрическая дуга этого аппарата производится током высокого напряжения, а сам аппарат должен иметь большую мощность. Трансформатор, используемый для изготовления сварочного аппарата, должен выдерживать длительные и значительные нагрузки, не перегреваясь. Удобнее всего для изготовления модель, сердечник которой имеет форму буквы “П”, так как разбирается он легко и на него проще наматывать обмотку (рис. 1). Но если такого типа сердечник найти не представляется возможным, допустимо использование сердечника тороидального типа с круглым сечением, который можно найти в электродвигателе, в латоре или статоре. Формула расчета для него будет похожа, но имеет несколько отличий.
Трансформатор внешне представляет собой катушки медного провода с эмалировкой, намотанные на сердечник. Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Количество катушек редко превышает 2, намотки на них тоже 2 – первичная и вторичная. Намотки содержат разное количество витков. Первичная подключается к электросети и возникает индукция, придающая ток меньшего напряжения, но больше ампер второму слою обмотки. На качестве отрицательно скажется малая сила тока, слишком большая разрежет свариваемый металл и сожжет электроды.
Как сделать самому трансформаторный сварочный аппарат: материалы и инструменты
Рисунок 1. Намотка на сердечник в форме “П”.
- трансформаторное железо;
- медный провод;
- обмотка;
- сердечник;
- термобумага;
- технический картон;
- стеклоткань;
- электротехнический лак;
- вентилятор.
Железо для сварочного аппарата должно обладать высокой степенью магнитной проницаемости. Идеальная толщина обмотки при этом 0,3 мм, для нее используется медная жесть шириной 40 мм. Термобумага нужна для оборачивания в нее всей обмотки, ее толщина должна быть не менее 0,05 мм.
Если для обмотки использовать обыкновенный провод, может случиться, что поверхность проводника сильно перегреется. Вентилятор устанавливается внутри трансформатора сварочного аппарата с теми же целями.
Чтобы бытовой сварочный аппарат такого типа мог справиться с электродами диаметром 3-4 мм, его сердечник должен иметь в поперечном сечении от 22 до 55 см². Большая величина не обеспечит большей мощности, но аппарат будет значительно тяжелее. Поперечная площадь сердечника рассчитывается по формуле S=а*b. Для первичной обмотки будет очень хорош провод в изоляции из стеклоткани или х/б, стойкий к температурным воздействиям. Именно такая изоляция обеспечит аппарату длительную работу без перегрева, в крайнем случае может быть использована и резиновая изоляция.
Изоляционный слой при наличии стеклоткани или х/б ткани может быть изготовлен и самостоятельно. Для этого ткань требуется нарезать неширокими полосками в 2 см и обернуть ими провод, а затем сделать пропитку намотки электротехническим лаком.
Правильная намотка катушек
Для того чтобы намотать катушки правильно, сначала требуется изготовить каркас, который должен свободно надеваться на сердечник сверху. Материалом для изготовления может служить текстолит или – при его отсутствии – технический картон. После наматывания первого ряда требуется проложить слой изоляции. Материалами могут служить стеклоткань, технический картон, текстолит. Затем наматывается еще один слой медной обмотки, таким же образом изготавливается и вторая катушка.
Особое внимание требуется уделить первичной намотке, так как именно ее сложнее всего перематывать, а между тем в процессе сварки температура нередко достигает 100°C и более. Удобнее всего работать на этом этапе вдвоем, чтобы пока один укладывает витки, второй тянул бы провод.
Техника безопасности и проверка аппарата
Перед работой требуется проверить аппарат, напряжение для которого должно составлять от 60 до 65 В. Для больших мощностей потребуются дополнительные слои обмотки, их делают, как правило, на промышленных моделях. Напряжение Ucb в процессе не должно быть выше 18-24 В, зависит это от диаметра электрода. Увеличить обмотку понадобится и в том случае, если магнитная проницаемость трансформаторного железа была изначально рассчитана неправильно. Требуется и соблюдение правил пожарной безопасности при работе, так как искры от сварки могут гореть еще долго и, попадая на некоторые предметы, таким образом их поджечь.
Сварочный аппарат предназначен для выполнения сравнительно небольшого количества работы. И поэтому после использования 10-15 электродов 3 мм в диаметре он должен остыть. Если используются электроды 4 мм, время работ требуется сократить еще больше. Сильнее всего нагрев аппарата происходит при использовании режима резки. После окончания работ аппарат требуется обязательно отключить от сети.
Инверторный сварочный аппарат своими руками
Схема такого аппарата содержит доступные комплектующие, собрать его самостоятельно не составит труда. Для работ такого типа нужно знание электроники и немалый опыт. Многие использованные радиодетали можно найти в старых телевизорах. Материалы и инструменты:
- электрод;
- тринисторы;
- диоды;
- плата;
- вентилятор;
- диодный мост.
Для правильной работы инвертора необходим ток с возможностью плавного регулирования от 40 до 130 А. Для первичной обмотки трансформатора первичный ток должен быть 20 А, а электрод не более 3 мм обеспечит при этом качественную работу. Сварочное напряжение должно включаться и выключаться при помощи удобно расположенной кнопки. Тонкие листы деталей позволит варить обратная полярность.
Расположить все элементы схемы удобнее всего на печатной плате. Используемые в схеме тринисторы и диоды не должны перегреваться, для этого перед их монтажом на плату монтируется теплоотвод, а на него, в свою очередь, они сами. Плата должна быть изготовлена из стеклотекстолита толщиной не менее 1,5 мм. Вентилятор требуется для лучшего охлаждения всей схемы, монтируется он непосредственно на корпус для размещения инвертора.
Работать с инвертором проще, чем выполнять аналогичные операции с трансформаторным аппаратом.
Шов при этом получается значительно качественнее. Этот аппарат имеет возможность сварки черных и цветных металлов и заготовки из тонких листов.
В быту, особенно в сельском подворье и загородном жилье, на мини-ферме есть вид работ, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки. Нанимать мастеров на них – себе дороже.
Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.
Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.
И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.
Типизация электродуговых аппаратов
Подобные бытовые устройства есть таких типов:
- разновидностей тока;
- трехфазные на 380 в.;
- инверторные.
Наиболее подходят устройства для домашней сборки людям с небольшими навыками в электроделе на основе токов — постоянного и переменного.
Хотя с первым током есть несколько вариаций, и в них новичку можно запутаться. Советуем их для обученных электричеству.
И ниже рассмотрим, как сделать сварочный аппарат своими руками быстро и эффективно.
Трансформаторы. Эти устройства понижают напряжение и повышают ток для образования электрической дуги. Например, вместо 220 вольт получаете 17-45, но с током до шестисот ампер (домашней сварке надо не более 160 ампер, оптимум – две с половиной сотни).
Регулировка тока выполняется ступенчато. Можно изготовить несложное дополнение для этого из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подсоединить несколько витков толстого металла (медь) для снижения тока. Схема сварочного аппарата показана на сайте, можете рассмотреть и на видео.
К тому же они выполняют и вторую функцию – образуют с помощью встроенных выпрямителей постоянный ток также для сварочных работ.
Наибольшее количество самоделок создаются на основе трансформации тока и напряжения в ту или иную сторону. Их свойств достаточно на несложные электроработы в быту.
Выпрямитель. Это также сварочный агрегат, но для качественных работ и с разнообразными металлами. В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.
Например, при крупных дорожно-транспортных происшествиях со значительными повреждениями кузова автомобиля. Учитывая тонкий метал, чтобы его не пережечь и произвести необходимые соединения, по прочности не уступающие заводским.
Инверторы (с англ. — преобразователи). Сначала о классификации токов: есть постоянный (DC) и переменный (AC).
Ученые, от Эдиссона и до не менее знаменитого Николы Теслы, интересовались этими переходами одного в другое. Так возник инверторный сварочный аппарат.
Трансформация тока в нём многоходовая. Амплитудный ток превращается в постоянный, а тот, посредством сварочного трансформатора, снова выходит либо в DC, либо в AC.
Оба, смотря на который настроена схема, затем превращаются в электродугу с постепенным изменением её параметров в нужных диапазонах.
Создать в домашних условиях его сложно, но в продаже – он массовый, несмотря на значительную дороговизну.
Чем «варить»?
Усилие тока зависит от того инструмента, которым произведёте сварку, — электрода.
Его толщина привязывается к толще свариваемых деталей: если они равны пяти – шести миллиметрам, то электрод не должен быть тоньше четырёх. Это максимум на самоделках.
Можно снизить расход электричества, если варите размеры более тонкими сердечниками (до полутора см). В этом случае ток снизится в пять раз.
Монтаж сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.
Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.
Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.
Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.
Вторичная намотка идет так: из 70 витков 40-41 накрывают сверху первичку, остальные витки переходят на другую сторону.
Её концы также выведите на гетинакс (текстолит) – отсюда «плюс» и «минус» уйдут один на сварочный рычаг, второй — на свариваемую деталь. Аппарат готов к работе. Сделайте фото самодельного сварочного аппарата.
В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.
Фото советы как сделать сварочный аппарат своими руками
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
- простота и надежность устройства;
- наличие широкого диапазона использования этого типа аппаратуры;
- наличие высокой мобильности.
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
- низкий КПД трансформаторного аппарата;
- высокая зависимость качества шва от наличия навыков работы сварщиком.
Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Технология изготовления трансформатора для сварочного аппарата
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Особенности проведения расчета параметров трансформатора для сварочного устройства
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие:
- площадь поперечного сечения сердечника;
- площадь сечения провода первичной обмотки;
- площадь поперечного сечения провода вторичной обмотки.
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата . Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Как выбрать сварочный аппарат – СтройМастерская
В наше время, любое строительство без проведения сварочных работ, не представляется возможным. А что если вы не строитель, и все же чувствуете в себе силы произвести сварочные работы своими руками. Как выбрать необходимый аппарат для домашних нужд, если вы не профессионал…
Многих загородных домовладельцев выручает наличие своего сварочного аппарата, имея опыт и соблюдая технику безопасности можно производить сварочные работы различного уровня, а главное, своими силами.
Какие характеристики важны при выборе сварочного аппарата.
Напряжение — возможность использовать в сетях 220 или 380 вольт
Мощность — Измеряется в киловаттах (кВт) означает, сколько потребляет аппарат при максимальной нагрузке
Сварочный ток — влияет на стабильность при работе, чем выше сварочный ток, тем толще можно сваривать металл
Толщина используемого электрода — возможная максимальная толщина используемого электрода
ПВР (процент времени работы )— За рабочий цикл берется 10 минутный промежуток времени, допустим у вас ПВР 35% при максимальной нагрузке, это значит что работать вы можете 35% от 10 минут, то есть 3,5 минуты после чего должны сделать передышку оставшегося времени то есть 6,5 минут.
Охлаждение сварочного аппарата— Охлаждение аппарата может быть как естественное так и принудительное, принудительное охлаждение позволяет увеличить время работы и сократить время передышек между сваркой.
Длинна сварочного кабеля— Длинна кабеля напрямую зависит от мощности сварочного аппарата, так например у аппарата мощностью до 200 ампер длинна кабеля скорее всего будет равна 3м метрам , а у аппарата начиная от 300 ампер, кабель может быть уже 5 метров.
Какие бывают сварочные аппараты?
Поскольку мы рассматриваем сварочные аппараты для не постоянного использования в быту, то и обсуждать мы будем так называемую любительскую линейку этой продукции.
Сварочный трансформатор переменного тока — Это наиболее распространенный вариант аппаратов для сварки.
Желательно эксплуатировать при стабильном напряжении в сети. В основном используется для сварки металлических конструкций черного металла толщиной до 5 мм при максимальной толщине электрода 4 мм. Для таких целей может быть достаточным аппарата мощностью до 160А.
Нужно помнить, что аппарат работающий на пике своей мощности будет иметь маленькую продолжительность работы.
Плюсы. Сварочный трансформатор переменного тока, достаточно прост и не прихотлив. Аппараты переменного тока способны создавать дугу большей мощности по сравнению с другими аппаратами рассматриваемыми для использования в быту. Основным плюсом является самая низкая стоимость аппаратов данного класса.
Минусы. Имеют большие габариты и вес, создает перепады в электросети во время работы. Трудно разжигаемая и неровная дуга, при работе создается много брызг и искр.
Сварочный трансформатор постоянного тока — Аппарат в целом похож на предыдущего собрата, за исключением того что на выходе он имеет диодный или тиристорный выпрямитель.
Постоянный ток, при наличие специальных электродов, позволяет использовать аппарат для сварки цветных металлов.
Плюсы. Устойчивая дуга при сварке, неприхотлив к просадкам напряжения, щадящее влияние на электросеть, более чистый сварной шов, возможность сваривать детали из цветного металла.
Минусы. Большой вес и габариты, более высокая цена.
Инверторный сварочный аппарат— Этот аппарат устроен на силовой полупроводниковой схеме, для питания дуги сварочного инвертора используется постоянный ток.
Инвертор обладает большим количеством плюсов.
Плюсы. Маленькие габариты и вес, ровная и устойчивая дуга, метал не разбрызгивается, низкое потребление электроэнергии.
Минусы. Чувствительность к пыли, при отрицательной температуре есть возможность выхода из строя, в виду выпадения конденсата на электросхеме. Высокая цена, превышающая в два раза стоимость трансформаторного сварочного аппарата.
stroimasterskaya.ru
Постоянный адрес статьи:
Показать еще статьи из рубрики — ЭлектроинструментПОСЛЕДНИЕ СТАТЬИ
Уход за паркетом Паркет требует особого ухода. Паркет практически эксклюзивный материал, потому что мало кому нравится возиться с уходом за паркетной доской. Но все неудобства компенсируют эстетические качества… Подробнее |
Особенности оформления интерьера в стиле Шале Простота и сельский уют «хижины пастуха» — немного о характерных чертах стиля Шале в дизайне интерьера… Подробнее |
Буковое паркетное покрытие Буковая древесина является одним из самых лучших материалов для работы с множеством видов изделий. Ее часто используют в строительстве, а также для создания музыкальных инструментов и предметов мебели и интерьера… Подробнее |
Что лучше и надёжней — бензопила, электрическая или аккумуляторная цепная пила Какой вариант цепной пилы лучше подойдёт для домашнего хозяйства? Какую выбрать — бензиновую, электропилу на 200 вольт или аккумуляторную? Обзор вариантов, плюсы и минусы при выборе цепной пилы, для дома, дачи или работы. Подробнее |
Очистка водостоков и водосточных труб Своевременно очищенные желоба водосточной системы предотвратят от неожиданных протечек и излишних хлопот по ремонту кровельной системы… Подробнее |
Юридические особенности сделок с недвижимостью Многие люди наслышаны о черных риэлторах и недобросовестных застройщиках. А еще бывают случаи, когда к счастливому обладателю новой квартиры приходят с визитом не менее счастливые обладатели свидетельства о наследстве либо представители банка, которому, как ни странно, давно уже была заложена данная жилплощадь… Подробнее |
Виды ЖБИ Все изделия из железобетона делятся на собственно изделия ЖБИ и так называемые конструкции – ЖБК… Подробнее |
Компрессоры и вибраторы: виды и предназначение оборудования Глубинные вибраторы и компрессорное оборудование незаменимы в строительстве. Разновидности, особенности и характеристики оборудования. Подробнее |
Монтаж стенового камня Укладка декоративного камня на стену, дело не из легких. С чего начать рабочий процесс, этапы укладки… Подробнее |
Покупка кормораздатчика Вне зависимости от времени года, праздников и выходных, кормораздатчик должен бесперебойно подавать корм — надежно и в соответствии с конкретными условиями. Подробнее |
Карта сайта
Карта сайтаСтраницы
Статьи по разделам
- Рубрики: Аппараты
- Как своими руками сделать точечную сварку из микроволновки
- Как выбрать правильное сварочное оборудование для работы на дому
- Особенности сваривания при помощи лазера, оборудование и технический процесс
- Как стыковым сварочным аппаратом варить трубы из полиэтилена — модели устройств, их особенности
- Как выбрать качественный сварочный инвертор — особенности и характеристики разных моделей
- Зачем нужен сварочный инвертор, какие они бывают, как правильно подобрать под себя
- Запчасти и аксессуары для сварочных аппаратов необходимые каждому
- Топ дешевых инверторов для домашней сварки — покупать или нет
- Как самому сделать сварочный аппарат из старого инвертора
- Как переделать трансформатор в точечную сварку своими руками: пошаговая инструкция
- Как выбрать наиболее оптимальный инвертор для сварочных работ
- Выбор оптимального сварочного аппарата для работы дома — сравнение разных моделей, их характеристик и особенностей
- Характеристика инверторов «Патон», самые популярные модели, их плюсы и минусы
- Сварочные аппараты для сварки нержавейки в домашних условиях — как выбрать правильно
- Применение сварочного аппарата ТСС САИ 200 ПРОФ, его характеристики и особенности
- Описание сварочных полуавтоматов бренда «Спутник»: характеристика, цена и качество
- Обзор сварочных аппаратов от бренда Blueweld — характеристика, применение, плюсы и минусы
- Сварочное оборудование за сто долларов марки «Зубр» ЗАС-165 — обзорная характеристика
- Характеристика сварочного инвертора от бренда «Торус» — плюсы и минусы, применение, особенности
- Возможна ли сварка от аккумулятора 12 вольт и где ее можно применять
- Обзорная характеристика сварочного инвертора модели Arc On 180 A
- Характеристики инверторов бренда Tesla (Тесла)-303 (MAG/MIG/MMA/TIG)
- Рейтинг бюджетных сварочных аппаратов, их характеристики, плюсы и минусы
- Обзорная характеристика моделей сварочных аппаратов бренда Ресанта САИ-160, их плюсы и минусы
- Где используют плазменные сварочные аппараты, каковы их технические характеристики, плюсы и минусы
- Свойства и характеристики сварочных аппаратов от бренда Лига, их плюсы и минусы
- Аппарат для сварочных работ марки АДД-4004 — характеристика, преимущества и недостатки
- Дешёвый сварочный инвертор Протон ИСА-250, его характеристики, плюсы и минусы
- Выбор сварочного оборудования для сварки алюминия по характеристикам и функциям
- Свойства, достоинства и недостатки, характеристики сварочного инвертора модели EWM Pico-162
- Характеристики инверторно-импульсных сварочных аппаратов, их преимущества и недостатки
- Обзорная характеристика сварочного аппарата модели САИПА-135 от бренда Ресанта
- Обзор инверторного аппарата для сварки САИ-140 от бренда Ресанта
- Характеристика ИСА-200 и ИСА-250: аппаратов для сварки от фирмы «Интерскол»
- Обзорная характеристика сварочного аппарата марки Ресанта САИ 250, его видов, плюсов и минусов
- Популярная четверка сварочных инверторов Ресанта, их характеристики и подробные схемы
- Сбор самодельного сварочного аппарата — целесообразность, характеристики, использование
- Сваривание полиэтиленовых труб: как подобрать правильный аппарат
- Популярные сварочные аппараты от бренда Hitachi (Хитачи) — обзор, плюсы и минусы
- Покупать ли сварочный аппарат от бренда Кедр — характеристики, плюсы и минусы модели
- Обзорная характеристика сварочных аппаратов Кайзер (Kaiser)
- Обзорная характеристика сварочного оборудования от бренда Brima (Брима)
- Общая характеристика сварочных устройств марки Eurolux (Евролюкс)
- Подбор оптимального сварочного аппарата для использования в гараже
- Обзорная характеристика сварочного инвертора Линкольн (LINCOLN)
- Описание аппаратов для MIG и MAG сварки — в чем их суть, характеристики и особенности
- Для чего предназначен сварочный аппарат полуавтомат, каковы его характеристики и как его выбрать
- Обзорная характеристика сварочного аппарата «Искра ПДГ 200»
- Сравнительный рейтинг сварочных инверторов, произведенных в России
- Как правильно подобрать и использовать аппарат для сваривания медных скруток
- Сборка аппарата для аргоновой сварки своими руками из инвертора
- Обзорная характеристика сварочного инвертора “Энергия” — стоит его брать или нет
- Инверторы из Франции — хороши или нет, обзорная характеристика
- Чем отличается сварочный автомат от сварочного полуавтомата, достоинства и недостатки каждого
- Самостоятельный ремонт сварочных аппаратов — как исправить самые распространенные проблемы
- Процедура выбора сварочного аппарата для новичка — на какие характеристики обращать внимание
- Как создать аппарат точечной сварки самостоятельно, используя старый телевизор
- Плюсы и минусы аппаратов бренда ССВА (SSVA) — характеристика, применение, расходники
- Достоинства и недостатки сварочных аппаратов бренда FUBAG
- Полное описание сварочного трансформатора модели ТД 500
- Рейтинг лучших сварочных полуавтоматов для работы в мастерской и дома
- Хороши или нет сварочные аппараты от бренда Фрониус (Fronius) — обзорная характеристика
- Характеристика проволочного сварочного аппарата — основные свойства, преимущества и недостатки
- Какие бывают мини сварочные аппараты домашнего использования и каковы их характеристики
- Сравнение сварочных аппаратов — рейтинг самых интересных моделей
- Характеристика сварочного оборудования от производителя Elitech
- Обзор сварочных аппаратов бренда Sturm (Шторм) — характеристики, преимущества и недостатки
- Обзорная характеристика аппаратов для плазменного сваривания от бренда Горыныч
- Использование сварочного колесного аппарата дома и на производстве: особенности, плюсы и минусы
- Обзор сварочных аппаратов марки «Форсаж» — на сколько они хороши, плюсы и минусы
- Что следует понимать под шифром AC DC в аппаратах TIG сварки
- Что из себя представляют и где применяются машины контактной сварки
- Особенности использования аппарата для раструбной сварки полипропиленовых труб
- Преимущества и недостатки сварочных инверторов Днипро М, их характеристики и возможности
- Сфера применения многофункциональных сварочных аппаратов, их характеристики и особенности
- Плюсы и минусы сварочных аппаратов марки «Дуга», их общая характеристика и сфера использования
- Выбор и настройка аппарата для газовой сварки и резки, основные характеристики и дополнительное оборудование
- Обзор популярных моделей инверторов для аргонодуговой сварки и их характеристики
- Обзор простого бюджетного сварочного аппарата РІТ РМІ 200-D
- Стоит ли совершать покупку сварочного аппарата от производителя Сварис
- Правила выбора и использования сварочного полуавтомата 220 В
- Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
- Характеристики и типы различных аппаратов для сварки, специфика применения каждого из них
- Технические особенности использования разных видов, типов, моделей сварочных генераторов
- Основные параметры и характеристики сварочного выпрямителя ВДУ 506
- Как работает сварочный инвертор, правила его хранения и эксплуатации
- Обзорная характеристика сварочного инвертора от производителя Патон
- Характеристика промышленного сварочного аппарата напряжением 380 В — где и как его использовать
- Стоит ли покупать сварочный аппарат от производителя Foxweld (Фоксвелд)
- Особенности аппарата для сварочных работ Ресанта САИ-220 — его плюсы и минусы
- Области применения сварочного трактора, его особенности и характеристики
- Обзор сварочного инвертора марки Энергомаш — оптимальный выбор новичка
- Как сделать сварочный аппарат из автомобильного генератора своими руками
- Модельные версии сварочного инвертора фирмы Кратон
- Основные виды и типы сварочных аппаратов — характеристики и особенности каждого
- Алгоритм подбора инверторного полуавтомата для сварки — как выбрать хорошее устройство
- Как проводить правильную самостоятельную настройку сварочного полуавтомата
- Обзор и характеристика сварочного аппарата SOLARIS MIG 200
- Инструменты и оборудование для сварки от компании СВАРОГ — плюсы и минусы, стоит ли брать
- Характеристика сварочного аппарата Бармалея — можно ли собрать его своими руками
- На сколько хорош сварочный инвентор марки Калибр Micro СВИ 205
- Характеристика сварочного инвертора Неон (Neon) ВД 201 — все плюсы и минусы
- На сколько хороши сварочные аппараты марки Титан «БИС 200» и «БИС 250»
- Как провести переделку сварочного аппарата с переменного тока на постоянный
- Обзор сварочного инвертора GYSMI 161 ЗА 200$ — стоит ли брать этот аппарат
- Сравнение сварочного трансформатора и инвертора — что лучше
- Характеристики сварочного аппарата РУСИЧ-200, плюсы и минусы, сферы применения
- Устройство и применение сварочного трансформатора
- Знаменитые сварочные устройства и составляющие от бренда ESAB
- Работа с электромуфтовым сварочным аппаратом — особенности, плюсы и минусы
- Описание сварочного инвертора Ресанта САИ 190, его преимущества и недостатки
- Выявление поломок и способы ремонта сварочных инверторов своими руками
- Характеристика полуавтомата «Циклон ПДГ 200»
- Краткое описание сварочного инвертора Fubag IN 160, возможные неисправности и их устранение
- Применение сварочного инвертора в качестве пуско-зарядного устройства
- Стоит ли брать китайский инвертор для сварки фирмы Edon (EDON)
- Как своими руками собрать самодельную точечную сварку — инструкция
- Инструкция собственноручного создания сварочного полуавтомата
- Изготовление сварочного инвертора из компьютерного блока питания своими руками
- Стоит ли брать сварочные аппараты от фирмы Кемппи (Kemppi)
- Преимущества и недостатки сварочных аппаратов Аврора Оверман (AURORA OVERMAN) 180 и 200
- Как работают сварочные аппараты для TIG сварки, особенности их использования
- Рубрики: Изделия
- Рубрики: Полезное
- Рубрики: Приспособления и детали
- Отечественное и зарубежное производство электродов для сварки
- Виды и параметры источников питания для процесса сварки
- Процесс сборки комплекта оборудования для сварки полимерных труб
- Выбор паяльника для сваривания пластиковых труб, плюсы и минусы разных моделей
- Термопистолет для сварки изделий из пластмассы, модели и их характеристики
- Сбор магнитного угольника для сварки своими руками, особенности примения
- Характеристики и применение фена для сваривания изделий из пластика
- Делаем редуктор для регулировки тока сварочного инвертора сами — инструкция, схема, настройка
- Особенности порошковой сварочной проволоки, ее характеристики и области применения
- Выбор стабилизатора напряжения для сварочного инвертора — для чего используется и на что обратить внимание
- Делаем держак для сварки своими руками — инструкция, необходимые элементы, сбор
- Делаем сварочный трансформатор самостоятельно — схема, инструкция по сбору, необходимые детали
- Особенности выбора сварочного кабеля — какие они бывают, характеристики разных моделей, применение
- Как и где используют магниты для сварки, какие их виды бывают и как их правильно эксплуатировать
- Из чего состоит плазморез, какие есть виды этого инструмента, как собрать своими руками из инвертора
- Виды сварочных рукавов для полуавтоматической сварки, области их применения и характеристика
- Виды сварочных преобразователей, их виды и характеристики, особенности выбора
- Правила выбора диодного моста для сварочного оборудования — виды, характеристики, особенности
- Проблемы затемнения маски для сварки модели «Хамелеон» и методы ее решения
- Сбор осциллятора для сварочного аппарата своими руками (инструкция, схема, применение)
- Изготовление своими руками точечной сварки для аккумуляторов, ее характеристики, плюсы и минусы
- Выбор и применение сварочного зажима, его разновидности и особенности
- Обзорная характеристика маски для сварки МС-4 от бренда «Ресанта»
- Подбор транзисторов для сварочных инверторов — какие бывают, их отличия и характеристики
- Принцип действия и особенности работы экструдера для сваривания изделий из полипропилена
- Как сделать трубный паяльник ПВХ самостоятельно, каковы его особенности и характеристики
- Сбор и использование самодельной тележки для сварочного аппарата
- Обзорная характеристика паяльника бренда Dytron для труб из полипропилена
- Какие бывают газовые редукторы, как и зачем они применяются
- Дизельный генератор для сварки фирмы Champion DW180E — обзор и основные характеристики
- Изготовление сварочных клещей для точечной сварки своими руками и их правильное применение
- Специальное сверло для высверливания точечной сварки — каковы его характеристики и как его применять
- Изготовление угловая струбцины своими руками — схема, чертежи, особенности
- Выбираем корректный ОКОФ под сварочное оборудование (классификация, выбор, использование)
- Плюсы и минусы, характеристика сварочного трансформатора бренда NORDIKA 2160
- Использование сварочных роботов, их технические характеристики и особенности
- Свойства сварочного генератора на бензине, его особенности и правила применения
- Разновидности светофильтров, применяемые при сварочных работах и их характеристики
- Обзорная характеристика сварочного пистолета марки PW-33
- Использование осциллятора при сваривании металлов, его характеристики и применение
- Основные правила выбора и эксплуатации печи для прокалки электродов
- Простой рейтинг популярных моделей паяльников для полимерных труб — как выбрать лучший
- Использование выпрямителя модели ВД 306 в сварочных работах
- Особенности удлинителя для сварочных инверторов — расчет мощности, подбор модели
- Характеристики и использование карандаша для сварочных работ
- Особенности выбора выпрямителя для сварочных работ — какие характеристики важны
- Правила выбора газового баллона для сварочных работ (по виду газа, объему, прочим характеристикам)
- Разновидности насадок для сваривания изделий из полипропилена, их виды и особенности применения
- Основные виды оборудования и инструментов для пайки (сварки) пластика и пластмасс
- Разновидности и характеристика разного типа оборудования и инструментов для газовой сварки
- Как соорудить дроссель для сварочного аппарата постоянного тока своими руками
- Как использовать магнитную массу в сварочных работах и насколько она эффективна
- Грамотно выбираем горелку для полуавтоматической сварки
- Нюансы при работе со сварочным феном, выбор оптимальной модели, инструкция по сварке
- Правила выбора и эксплуатации стола для сварочных работ
- Описание кондукторов для сварки — что это такое, где и как используется
- Основные правила выбора сварочной горелки — на какие параметры обращать внимание
- Применение паяльника для полипропиленовых труб фирмы Candan — все плюсы и минусы
- Выбираем горелку для аргонодуговой сварки — виды, правила подбора, характеристики
- Как выбрать и использовать разные виды электрододержателей для сварочных работ
- Для чего нужна в сварке угловая струбцина и как ею правильно пользоваться
- Характеристика, плюсы и минусы защитной маски для сварки «Хамелеон»
- Как подобрать горелку для сваривания медных труб и как ею правильно пользоваться
- Как правильно выбрать для себя краги для сварки (модель, материалы и прочее)
- Применение споттера, способ сборки прибора своими руками, плюсы и минусы
- Использование байонетного разъема для сварки, его преимущества и недостатки
- Как собрать себе собственный, качественный сварочный костюм
- Сборка своими руками баластника для сварочного аппарата, плюсы и минусы самодельного устройства
- Рубрики: Расходные материалы
- Что такое флюс бура для пайки, каковы его характеристики и как его применять
- Сварочные флюсы — какие бывают, как и где применяются, отличия разных классов
- Процесс сварки в аргоновой среде с использованием присадочной проволоки
- Использование газа в сварочных работах — виды, характеристики, особенности применения
- Как самому приготовить флюс для пайки — технология, особенности разных видов, применение
- Проведение расчета расхода сварочной проволоки на метр шва (формула, примеры, таблицы)
- Каким способом рассчитывается цена сварочных работ, факторы влияющие на цифры
- Характеристика и особенности флюса марки АН-47, особенности применения
- Характеристика сварочной проволоки из нержавеющих материалов — где и зачем используется, особенности
- Области использования проволоки сварочной CBO8Г2С, ее характеристики и особенности
- Использование припоя с флюсом — что это такое, где и как применяется
- Как пользоваться флюсом во время пайки нержавейки при помощи олова
- Виды присадочной проволоки, маркировка и характеристика, применение
- Особенности применения флюса ПВ-209 для сваривания изделий из стали и меди
- Самые распространенные виды и типы сварочных материалов, их свойства и характеристики
- Ключевые особенности применения промышленного флюса в металлургии
- Подбор, использование и хранение газа при сварочных работах
- Использование алюминиевой проволоки для сварки — свойства, выбор, техника применения
- Использование флюса в процессе пайки медных изделий — какой бывает и как применяется
- Правила выбора флюса для пайки алюминиевых изделий, особенности разных видов
- Специфика и разновидности сертификатов гарантии качества на сварочные комплектующие
- Проведение контроля качества сварочных материалов: нормы, ГОСТы, стандарты и требования
- Правила выбора и применения прутков для сварки пластиковых изделий
- Какие бывают и где применяются разные виды сварочных присадочных прутков
- Выбираем сварочную проволоку для газовой сварки различных сплавов
- Рубрики: Техника сварки
- Все о сварных соединениях, преимуществах и недостатках разных видов
- Свариваем трубы ПВХ: основные методы, их преимущества и недостатки
- Особенности аппаратов для выполнения точечной сварки, их достоинства и недостатки
- Как варить инвертором — пошаговая инструкции и рекомендации для начинающих
- Особенности и алгоритм выполнения ручной электрической дуговой сварки, ее плюсы и минусы
- Основы сваривания — азы процесса, необходимые инструменты, материалы, оборудование
- Сварка инвертором для чайников — технология, особенности процесса, нюансы
- Сварка стыков трубопровода — технология, оборудование, расходники
- Особенности выполнения обратноступенчатого способа сварки однослойных и многослойных швов
- Как, глядя на чертеж, прочесть определения и характеристики сварочных швов
- Особенности и техника выполнения точечного сваривания различных изделий
- Выполнение сварочных работ на производстве — особенности, техника, оборудование
- Процедура визуально-измерительного контроля сварных соединений, ее преимущества и недостатки
- Особенности выполнения вертикальной сварки, ее технология и применение
- Как проводят сваривание изделий из тонкого металла при помощи электродов
- Методы контроля качества сварных соединений — разновидности и эффективность способов
- Особенности сварки вертикальных швов — техника работы, материалы, инструменты
- Что делать, если начали болеть глаза после сварки — первая помощь и дальнейшее лечение
- Метод капиллярного контроля качества сварочных швов — виды, особенности, плюсы и минусы
- Методы сваривания труб из меди своими руками, плюсы и минусы разных способов
- Проведение термообработки сварных соединений — технология, особенности метода, применения
- Как провести сварку бампера из пластика своими руками — необходимые инструменты и расходники
- Свариваем коллектор выхлопных газов своими руками в условиях гаража
- Как сварить чугун в домашних условиях — необходимое оборудование, расходные материалы, особенности
- Какие существуют новые и классические способы сварки, их особенности и использование
- «Зайчики» от сварки — какую первую помощь оказать, методы лечения народной и классической медицины
- Проведение алюминотермитного сваривания рельс — технология, необходимое оборудование, нюансы
- Применение кузнечной металлообработки и ковки деталей — технология, плюсы и минусы метода
- Каким образом сварить легированный и черный металл — выбор оборудования, электродов, техника процесса
- Положительные и отрицательные стороны сваривания при помощи аргона, суть и особенности метода
- Процесс сварки силумина — каким оборудованием выполняется, особенности техники, расходники
- Как выполняют сварку оптоволокна (оптики) — технология, оборудование, особенности
- Особенности ацетиленовой сварки, ее преимущества и недостатки, области использования
- Выполнение сварки аргоном для начинающих сварщиков — инструкции, оборудование нюансы
- Как проводят сваривание черных металлов при помощи аргона — методика, инструменты, особенности
- Аттестационный процесс рабочих и их работ на сварочном производстве
- Трудоустройство сварщика — правила оформления на работу, пакет документов, нормативы и акты
- Организация сварочного поста, его виды и характеристики, обязанности и функции
- Выбираем глазные капли для сварочных работ — список безопасных и эффективных средств
- Как самому провести сварку арматуры – техника, оборудование, инструменты
- Процесс проведения аттестации сварочного оборудования — зачем и как проводится
- Как и каким оборудованием должна проводится пайка полипропиленовых труб
- Принцип работы, области применения, плюсы и минусы, свойства плазменной сварки
- Технология сваривания изделий из титана и его сплавов — особенности, чем выполняется, возможные сложности
- Проведение проверки сварочных соединений путем механических испытаний
- Самостоятельная сварка газовых труб — техника выполнения, инструменты и расходные материалы
- Правила СНиП и контроль качества сварных швов, алгоритм оценки полученных результатов
- Как сваривать цветной металл и сплавы из него, необходимые инструменты и расходники
- Какие виды сварки кузова автомобиля применяются, особенности техники и необходимое оборудование
- Как безошибочно рассчитать сварочное соединение, особенности и формулы для разных металлов
- Особенности применения MIG сварки, ее достоинства и недостатки, оборудование и материалы
- Как своими силами отполировать (отшлифовать) нержавеющую сталь после сварки
- Как варить неповоротные (несгибаемые) стыки на трубах — техника и необходимое оборудование
- Механизм работы конденсаторной сварки, ее характеристики, как сделать ее самому
- Технология сваривания оцинкованных конструкций и изделий, оборудование и расходные материалы
- Как сварить раму в грузовом автомобиле — техника, оборудование, материалы
- Технология ультразвуковой сварки пластмасс — особенности процесса и необходимое оборудование
- Как проводится сваривание проводов из меди — особенности техники, необходимые электроды
- Начинающим сварщикам — основы работы, подбора оборудования и расходных материалов
- Как правильно проводить сварку изделий из полиэтилена, оборудование и техника работы
- Полуавтоматическая сварка для начинающих — как проводится, технология работы, нюансы
- Все о точечной сварке — ее характеристики, техника применения, плюсы и минусы
- Как правильно и безопасно использовать сварочное оборудование — инструкция для новичков
- Технология разделки (обработки) кромок под сварку — как и зачем выполняется, нюансы
- Как и зачем проводят радиографический контроль сварных соединений, плюсы и минусы методики
- Особенности сваривания дюралюминия — свойства металла, оборудование, техника сварки
- Как выполнить сваривание изделий из алюминия и его сплавов при помощи инвертора
- Как выполняют сварку изделий из стали — техника, оборудование, нюансы
- В чем особенности сварки изделий из чугуна при помощи электродов — технология и нюансы
- Требования к сварочной работе на ООП (ОПО) — нормы, регламенты, правила
- Как провести настройку сварочного тока и выбрать правильный диаметр электрода
- Как правильно провести подготовку металла перед сваркой
- Сварка нержавеющей стали при помощи электродов — как выполняется, особенности техники
- Как рассчитывается катет сварного шва — формула, инструкция, проверка результатов
- Как правильно и эффективно варить при помощи дуговой сварки — советы начинающим
- Работа неплавящимся электродом при помощи аргонодугового сваривания
- Полная информация о ручной дуговой сварке — суть технологии, особенности процесса, сфера применения
- Проведение расчета на прочность сварных швов — правила и нормы оценивания
- Особенности сваривания полиэтиленовой пленки — технология, оборудование, нюансы
- Процесс сваривания молибдена и тантала — особенности технологии, расходники, нюансы
- Процесс сваривания полуавтоматическим сварочным аппаратом без газа — обычной проволокой
- Процесс сварки при помощи трения — особенности, где применяется, плюсы и минусы
- Технология сварки при помощи лазера — как работает, где используется, ее особенности
- Технология водородной сварки — где применяется, каким оборудованием выполняется, плюсы и минусы
- Процедура сваривания оптоволоконных кабелей — оборудование, техника, нюансы
- Процесс сваривания при помощи полуавтоматического оборудования — техника, особенности, расходники
- Основы полуавтоматической сварки для начинающих — азы техники, рекомендации и нюансы
- Пошаговая инструкция по созданию сварного швеллера своими руками
- Как сварить потолочный шов — особенности, техника, безопасность
- Что такое ЕНИР У22-1 и как они используются при конструировании сооружений и построений
- Выполнение ручной дуговой сварки при помощи покрытых электродов
- Особенности сварки угловых швов — характеристика, техника, специфика
- Что сваривают при помощи электрошлаковой сварки (ЭШС), плюсы и минусы метода
- Технология и особенности сварки горизонтальных швов, области применения и необходимое оборудование
- Как проводится сваривание нержавеющей стали с маркировкой 12х18н10т
- Методика сварки труб при помощи давления — разновидности и особенности
- Определение и расчет режима сварки полуавтоматом в среде защитных газов
- Особенности выполнения контактного сваривания (виды, типы, технология), как собрать аппарат своими руками
- Активация форсажа дуги на сварочном инверторе — зачем использовать и как правильно это делать
- Применение электродуговой резки и сварки металлов различных сплавов
- Процесс сваривания изделий с помощью порошковой проволоки
- Описание электронно-лучевой сварочной технологии, особенности и сферы применения метода
- Процедура подбора оптимальной мощности генератора для сварки при помощи инвертора
- Использование контактной стыковой сварки методом сопротивления и оплавления
- Техника сварки высоколегированных сортов стали (оборудование, инструменты, расходники)
- Процесс сваривания алюминиевых деталей при помощи полуавтоматического оборудования
- Работа полуавтоматической сваркой с углекислым газом (диоксид углерода или СО2)
- Технология сваривания при помощи взрыва — где применяется и как выполняется
- Принципы сваривания нержавеющей стали, необходимые инструменты и расходники
- Соединение полиэтиленовых труб при помощи электромуфтовой сварки
- Самые популярные виды сварки пластика, преимущества и недостатки каждого из них
- Как собрать аппарат для контактной сварки своими руками из подручных средств
- Процесс сварки при помощи полуавтомата в среде защитных газов — где применяется и как выполняется
- Каким должно быть положение оборудования, мастера, соединений и швов во время сварки
- Рассчитываем необходимую мощность сварочного агрегата — формулы, последовательность, коэффициенты
- Как проводят сварку листового полипропилена — нюансы технологии, оборудование и расходники
- Нормы, акты и правила пожарной безопасности при проведении сварочных работ
- Как соединить пластиковые трубы не паяя их — технологии холодного сваривания и фитинга
- Формулы для расчета скорости сварки при помощи полуавтомата
- Особенности и разновидности сварки профильной трубы
- Сфера и области применения диффузионной сварки, описание метода, плюсы и минусы
- Технология лазерной сварки металлических изделий — особенности и применение
- Процесс углекислотной сварки — где применяется, тактика выполнения, оборудование и расходные материалы
- Особенности технологии сварки легированной (нержавеющей) стали сварочным полуавтоматом
- Применение флюса в процессе пайки медных труб — виды, особенности, техника
- Как выполняется сварка дисков для автомобиля собственными руками
- Особенности сварки оцинкованной трубы — как и чем выполняется, техника процесса
- Особенности сварки по технологии ММА — как это работает и где применяется
- Об истории развития сварки и ученых, сделавших вклад в эту отрасль
- Эффективные способы исправления ошибок и дефектов сварочного шва
- Технология автоматической сварки под флюсом — где и как применяется
- Ключевые особенности процесса сваривания медных изделий (техника, материалы, алгоритм)
- Как собственноручно собрать импульсную сварку — схема и инструкции
- Распространенные виды дефектов сварных швов и соединений, методы их контроля
- Особенности собственноручной сварки автомобиля в условиях гаража
- Методика сварки на просвет — как сделать, где используется, особенности
- Проведение дуговой сварки покрытыми электродами — схема выполнения, плюсы и минусы
- Основные виды неразрушающего контроля сварных швов, трактовка результатов
- Суть газовой сварки, алгоритм выполнения, инструменты и материалы, преимущества и недостатки методики
- Технология выполнения ручного режима дуговой сварки (этапы, оборудование, инструменты)
- Особенности экструзионного способа сварки различных полимеров
- Почему возникает и что делать при ожоге глаз от сварки — какую первую помощь оказать и как дальше лечить
- Технология сварки ленточных пил в домашних условиях — необходимое оборудование, режим, контроль
- Правила и регламенты техники безопасности во время проведения сварочных работ
- Виды пайки полипропиленовых труб, особенности технологии, этапы и секреты
- Возникновение горячих трещин во время сварки — почему появляются и как исправить
- Как правильно выполнить подсоединение сварочного аппарата к электросети
- Технология сваривания трубы из полиэтилена низкого давления
- Особенности выполнения подводной сварки — оборудование, материалы, техника
- Специфика применения TIG сварки: рассказываем и показываем нюансы
- Самостоятельная сварка нержавеющей стали при помощи аргона — особенности и техника
- Области применения и техника ванной сварки — что это такое и как работает
- Как правильно класть крепкие, надежные и красивые сварочные швы
- Особенности пайки пластиковых труб — техника, инструменты и оборудование
- Технология ультразвуковой сварки, плюсы и минусы метода, области применения
- Проведение сварки при помощи аккумулятора для автомобиля
- Как заполняют наряд-допуск на выполнение сварочных работ: есть ли правила?
- Как провести сваривание алюминия в домашних условиях (техника, материалы, оборудование)
- Суть процесса термитной сварки, виды, преимущества и недостатки
- Технология сварки латуни в домашних условиях — этапы, инструменты, материалы
- Особенности и полезные советы по сварке полипропиленовых труб своими руками для начинающих
- Характеристики и классификация разных видов сварочных швов и стежек
- Особенности сварки с обратной полярностью — техника, оборудование, характеристики
- Суть орбитальной сварки, преимущества и недостатки, техника и необходимое оборудование
- Связь деформирования металла и напряжения при сваривании
- Как оптимизировать уровень расхода углекислоты во время сварки при помощи полуавтомата
- Как выполняют контактную шовную сварку, ее достоинства и недостатки
- Выбор и расчет оптимального режима сварки для разных металлов
- Рубрики: Электроды
- Характеристика сварочных электродов от компании Ресанта
- Рейтинг лучших электродов 2020-2021 — какую марку оптимально выбрать для работы
- Подбор вольфрамовых электродов для аргонодугового сваривания по цветам
- Сварочные электроды для нержавеющих сплавов — виды, характеристики, особенности
- Области применения электродов марки Э46, их характеристики, плюсы и минусы
- Применение электродов модели Т-590 — особенности, характеристики, плюсы и минусы
- Обзорная характеристика электродов марки МТГ 01К
- Характеристика сварочных электродов от «Арсенала»
- Обзорная характеристика электродов марки ЦТ-15: в чем их плюсы и минусы, особенности работы с ними
- Какими электродами воспользоваться при сварке труб — основные виды, их характеристики и особенности
- Как просчитать расход электродов для сваривания каждой тонны металлоконструкций
- Электроды из вольфрама — их преимущества и недостатки, области применения, особенности
- Характеристика наплавочных электродов, их преимущества и недостатки, области применения
- Что нужно знать про маркировку электродов — виды, расшифровка, нюансы
- Характеристика электродов для сварки при помощи переменного тока, особенности работы с ними
- Обзорная характеристика сварочных электродов бренда ОК-46, их плюсы и минусы
- Характеристика электродов ЦУ-5, их плюсы и минусы, особенности применения
- Полная информация о сварочных электродах — характеристики, виды, особенности использования
- Электроды от производителя Bohler (Белер) — характеристики, применение, особенности
- Выбор электродов для сварки изделий из алюминия, их особенности и характеристики
- Сварка меди и виды электродов для этого, преимущества и недостатки разных моделей
- Как выполнить сварку и строжку угольными электродами в домашних условиях самому
- Правила хранения электродов, срок их годности, контроль качеста
- Всё о выборе электродов, их основных видах и характеристиках, плюсах и минусах разных моделей
- Сварочные работы с тонкостенным металлом (до 2х мм) — выбор электродов, технология процесса
- Особенности и характеристики электродов для работы с изделиями из чугуна от бренда Zeller (Зеллер)
- В чем плюсы и минусы электродов с маркировкой ЭА-395/9 и где их стоит применять
- Основные виды электродов для сваривания изделий из чугуна, их характеристики и особенности
- Особенности утилизации остатков и огарков стальных сварочных электродов
- Существующие виды электродов, их классификация и характеристики
- Обзорная характеристика электродов ЦЛ 11, их преимуществ и недостатков
- Процедура просушивания (дегидратации) электродов — как и зачем выполняется
- Обзорная характеристика электродов марки Э42 — применение, достоинства и недостатки
- Какие бывают электроды для сварки инвертором — разновидности, характеристики, правила выбора
- Корректный выбор вида, марки и типа электродов для ручной дуговой сварки
- Характеристика сварочных электродов марки Э50А — применение, свойства, плюсы и минусы
- Технические характеристики и особенности применения электродов марки ТМУ-21У
- Обзорная характеристика электродов марки ЦЧ-4 для сваривания чугуна — свойства, преимущества и недостатки
- Обзорная характеристика электродов марки АНО-21
- Характеристика и применение электродов модели ОЗС 12
- Подбор и использование электродов для постоянного тока и их характеристики
- Выбор электрода (сварочного стержня) для сваривания стальных конструкций
- Обзорная характеристика электродов бренда KOBELCO LB-52U
- Стоит ли покупать электроды «Монолит» — обзорная характеристика изделия
- Обзорная характеристика электродов модели МНЧ-2 — технические особенности и применение
- Каким должно быть количество электродов в одной стандартной упаковке
- Как сделать выбор электродов для резки металлических изделий (их виды, характеристики, свойства)
- Характеристика и свойства электродов от производителя Tigarbo (Тигарбо)
- Плюсы и минусы электродов УОНИ — где их стоит использовать, а где нет
- Основные виды сварочных электродов по алюминию — их особенности, характеристики, использование
- Сравнительная характеристика электродов MP-3C и МР-3 — использование, плюсы и минусы каждого
- Электроды марки МР-3 для сваривания — чем они хороши, как и где их стоит применять
- Свойства и применение электродов Cормайт — характеристика, плюсы и минусы
- Характеристика сварочных электродов марки «Стандарт»
- Сварочные электроды с рутиловым покрытием для ручной дуговой сварки — характеристики и применение
- Характеристика графитовых электродов для сварки: как и где применяются, плюсы и минусы
- Применение электродов от ЛЭЗ: на сколько они хороши, их плюсы и минусы
- Преимущества и недостатки сварочных электродов марки «Континент» — стоит ли приобретать
- Проблема залипания электродов при сварке — почему возникает и как предотвратить
- Как правильно выбирать неплавящиеся (тугоплавкие) электроды и проводить сваривание ими
- Особенности электродов для контактного сваривания, их виды и характеристики
- Особенности пластмассовых электродов для сварки и пайки, как их выбрать и как ими работать
- Отличительные особенности угольных электродов, нюансы применения, плюсы и минусы
- Преимущества и недостатки сварочных электродов от производителя СЗСМ
- Особенности применения электродов ОЗЛ-6, их преимущества и недостатки
detector
Как выбрать сварочный аппарат. Рейтинг лучших сварочных инверторов для дома и дачи.
Сварка – это один из самых эффективных способов соединения металлических изделий. По этой причине сварочное оборудование широко используется не только профессионалами, но и любителями. Это не случайно. Даже с простым агрегатом вы сможете самостоятельно заменить трубопровод, отремонтировать металлический забор, сварить каркас для парника, подлатать корпус автомобиля и т.д.
СодержаниеВ этой статье мы рассмотрим подробнее, какой сварочный аппарат выбрать для дома и дачи. Сначала подробно расскажем об основных критериях выбора такого оборудования, а в конце дадим список лучших, по нашему мнению, агрегатов.
В первую очередь определимся с типом сварочного оборудования. Есть три варианта:
Сварочный трансформатор — отголоски прошлого
Для многих трансформаторы являются устаревшими аппаратами, место которым на заводах утилизации, но не все с этим согласны. Попробуем разобраться.
Используются они в основном для работы со сталью и чугуном. Для сварки используется переменный ток. При использовании трансформатора практически не требуется навык сварки. Однако качество шва оставляет желать лучшего. Это во многом связано с нестабильностью дуги. Агрегат надежен, неприхотлив и его легко обслуживать самостоятельно.
Главный недостаток использования сварочного трансформатора – большая нагрузка на электросеть. Это особенно ощутимо на даче или в старом доме. Бытовые электросети просто не рассчитаны на такие нагрузки. Поэтому часто при использовании сварочного трансформатора мигает свет, а иногда и вовсе выбивает пробки. Причем без света можно оставить не только себя, но и соседей.
Также сварочные трансформаторы тяжелые (от 20 кг) и громоздкие. Далеко не у каждого есть место, чтобы хранить такой крупный агрегат. Кроме того, перемещать трансформатор не слишком удобно.
Сварочный выпрямитель – настоящий компромисс
По своей конструкции и принципу работы он находится ровно посередине между ветераном сварочного движения трансформатором и устройством нового поколения в виде инвертора.
Аппарат оснащен улучшенной схемой регулирования тока и системой защиты. За счет этого дуга становится стабильнее и увеличивается глубина проплавления. Сварочный шов получается более ровным и аккуратным. Выпрямитель работает как с черными, так и с цветными металлами. Уменьшен риск появления искр, есть защита от влаги и пыли.
Однако сварочный выпрямитель имеет гораздо более сложную конструкцию, чем трансформатор. Для обслуживания и ремонта требуются специальные навыки. Главная проблема возникает во время работы, так как сварочный выпрямитель легко перегревается. Только большой опыт работы с агрегатом позволит избежать этого. К тому же многих отпугивает довольно высокая стоимость выпрямителей.
Сварочный инвертор – современное решение
Отличается малым размером и весом. Одинаково эффективно работает с черными и цветными металлами. Вероятность обрыва дуги и залипания электрода минимальна. Даже начинающему сварщику достаточно легко добиться высокого качества шва. А широкий диапазон регулировок позволяет настроить аппарат практически под любую задачу.
Сварочный инвертор не сильно нагружает электросеть, так что о мигании света и выбивании пробок можно не беспокоиться. При этом агрегат имеет небольшой вес (от 3 кг) и размеры. Поэтому его удобно хранить и можно без проблем переносить с места на место. Более того, инверторы – самые многофункциональные сварочные аппараты из всех. Только они позволяют использовать разные типы сварки.
ВЫВОД
Сварочный трансформатор слишком громоздкий, поэтому его неудобно хранить и перемещать. Кроме того, он сильно нагружает электросеть, что может быть опасно. Уже это не позволяет рекомендовать его для дома и дачи. А при учете низкого качества шва, он оказывается неконкурентоспособным.
Сварочный выпрямитель уже лучше, но требует навыков и опыта. Далеко не все могут похвастаться знанием тонкостей сварки. Прибавите к этому высокую стоимость.
Поэтому мы рекомендуем выбрать для дома и дачи сварочный инвертор. Он сочетает в себе простоту, безопасность, компактность и эффективность. То, что нужно для бытовых условий.
Большинство аппаратов позволяет применять лишь один тип сварки. Однако есть и многофункциональные инверторы. Купив такой агрегат, можно получить многофункциональный сварочный аппарат. Другое дело, что это не всегда нужно. Не смысла переплачивать, если вы все равно не собираетесь использовать весь функционал устройства.
Давайте подробно рассмотрим те типы сварки, которые лучше всего подходят для дома и дачи:
Ручная дуговая сварка MMA
Чаще всего используется в бытовых условиях. Ее главное преимущество – простота во всем. Для работы не требуются ни особые навыки, ни дополнительное оборудование.
Вам понадобится только сам сварочный аппарат MMA и электроды с обмазкой. Агрегат подключается к электросети. Кабель обратной полярности фиксируется на свариваемой детали, а кабель прямой полярности крепится к электроду. При подаче электричества образуется дуга, плавящая рабочую поверхность и электрод. Так формируется сварочная ванна. Во время плавления электрода его обмазка выделяет пар, который защищает металл от окисления и растрескивания.
Оборудование для MMA сварки дешевое и неприхотливое. Обычно используются компактные агрегаты, которые удобно хранить и переносить. Таким и должен быть сварочный аппарат для дома и дачи.
MMA сварка подходит для работы с разными металлами, но лучше всего справляется с низкоуглеродистой сталью. Толщина детали не должна быть меньше 2 мм. Работать с агрегатом для дуговой сварки можно даже в труднодоступных местах.
При выборе сварочного аппарата обратите внимание на его силу тока. Это определяет толщину деталей, с которыми вы сможете эффективно работать. Для большинства бытовых задач требуется до 200 Ампер. Этой силы тока достаточно для сваривания деталей от 2 до 6 мм толщиной. Вам понадобится электрод до 4 мм диаметром.
Сварочный аппарат на 200-300 Ампер позволит работать уже с деталями 6-10 мм толщиной. В этом случае используется электрод 5-6 мм в диаметре. Более мощные аппараты почти никогда не применяются в быту.
Устройству тяжело удерживать стабильную дугу на своем верхнем значении сварочного тока. Сформировать хороший шов в таких условиях почти невозможно. Потому для комфортной работы со сварочным аппаратом желательно иметь запас по силе тока в 50 Ампер.
Достоинства:
- Простота и доступность процесса сварки – «легкий старт» для новичка
- Высокая экономичность
- Сварка в любых положениях
- Отсутствие газовых баллонов
- Быстрый переход от сварки одного материала к другому
Ограничения:
- Ограниченная производительность
- Необходимость удаления шлака с деталей
Полуавтоматическая сварка MIG/MAG
Это дуговая сварка в среде защитного газа с использованием «бесконечной» присадочной проволоки. В быту полуавтоматическая сварка используется не так часто, так как требует особого навыка владения именно этим типом сварки. Однако аппараты MIG/MAG позволяют работать не только со сталью, но и с многими другими металлами: медь, алюминий, титан и т.д.
Есть и другие преимущества, которых нет у MMA сварки. Во-первых, это гибкая регулировка практически всех параметров, что позволяет настроить аппарат для любых нужд. Есть режимы работы для толстых и тонких деталей, а также для декоративных швов. Во-вторых, дуга легко зажигается и удерживается. Благодаря этому легче добиться высокого качества сварки. В-третьих, проволока подается так, чтобы не прилипать к рабочей поверхности и не ввариваться в горелку после остановки.
С аппаратом MIG/MAG можно долго работать без перерывов. Присадочная проволока намотана на барабан и постоянно подается к месту сварки. Электрическая дуга образуется между концом проволоки и рабочей поверхностью. Так образуется сварочная ванна, благодаря чему можно сформировать шов.
Для защиты металла от окисления и образования дефектов к месту сварки подается газ. В полуавтоматической сварке используется два вида газов:
MIG – Metal Inert Gas, т.е. для защиты используется инертный газ. Он не только предотвращает окисление металла, но и уменьшает зону воздействия сварочной дуги. Это позволяет создавать аккуратные швы и избежать ненужной деформации металла. Такой способ защиты больше подходит для сварки цветных металлов. Чаще всего используется аргон, гелий или их смесь. Для работы с медью и кобальтом лучше использовать азот.
MAG – Metal Active Gas, т.е. для защиты применяется активный газ, чаще всего углекислый газ. Благодаря активному взаимодействию с металлом снижается расход проволоки. Обычно активный газ применяют для защиты стали.
Однако защитить металл можно не только с помощью газа. В этом случае понадобится флюсовая проволока. Сгорая, флюс образует защитное облако, которое не дает металлу окисляться.
Cила сварочного тока аппарата MIG/MAG для работы с металлами до 3 мм должна быть до 200 Ампер. Диаметр электрода при этом должен быть 0,8-1,4 мм. 200-300 Ампер и электрода диаметром 1,2-2 мм позволит работать с металлом 3-8 мм толщиной. Также помните про запас в 50 Ампер.
Достоинства:
- Высокая производительность
- Сварка тонких листов металла
Сварка с газом:
- Отсутствие шлака
- Малое количество дыма
Сварка флюсовой проволокой:
- Всегда готова к использованию
- Отсутствие газовых баллонов
- Идеальна для работы на открытом воздухе
Ограничения:
Сварка с газом:
- Наличие газового баллона
- Ограниченное использование на открытом воздухе
Сварка флюсовой проволокой:
- Необходимость удаления шлаков
- Использование более дорогих расходных материалов
ВЫВОД
Абсолютное большинство устройств для сварки в бытовых условиях – это ручные дуговые аппараты MMA. Их проще всего использовать и обслуживать, причем для этого не требуются особые навыки. Кроме того, такое оборудование дешевое и компактное.
Аппараты MIG/MAG используются заметно реже, так как для работы требуется специальные навыки. Однако такие агрегаты позволяют получать швы высокого качества. Также они могут работать как с черными, так и с цветными металлами.
Сила тока сварочных аппаратов для дома и дачи редко превышает 200-300 Ампер. Этого с запасом хватает для решения абсолютного большинства задач. Более мощные агрегаты считаются профессиональными и в быту используются очень редко.
Продолжительность включения (ПВ) – это отношение времени работы к времени, необходимое для охлаждения аппарата. Очевидно, что чем больше этот показатель, тем дольше устройство сможет работать без остановки и тем меньше времени ему потребуется на охлаждение. Выражается продолжительность включения в процентах, где за 100% берется 10 минут работы без перерывов:
- 20% — 2 минута работы, 8 минуты на остывание.
- 25% – 2,30 минуты работы, 7,30 минуты на остывание.
- 30% – 3 минуты работы, 7 минуты на остывание.
- 35% – 3,30 минуты работы, 6,30 минуты на остывание.
- 40% – 4 минуты работы, 6 минуты на остывание.
- 60% – 6 минуты работы, 4 минуты на остывание.
Учтите, что эти цифры были получены при температуре 40 C°. Если температура окружающей среды ниже, то и продолжительность включения будет выше. И наоборот.
Кроме того, надо понимать, что речь идет о работе на максимальном токе без перерывов, т.е. когда дуга не гаснет ни на секунду. Если во время работы дуга горит не все время или не используете максимальный ток, то вы сможете реже делать перерывы.
От входного (питающего) напряжения сварочного аппарата зависит то, от какой электросети он может работать. В домашних условиях особого выбора нет, поэтому обычно берут устройство на 220 В. Сварочные аппараты, питающиеся от сети на 380 В, практически не используются в быту.
Однако у сварочных аппаратов также есть параметр напряжения без нагрузки или напряжения холостого хода. Чем выше эта характеристика, тем легче зажечь и поддерживать дугу. С другой стороны, это повышает расход электроэнергии. Начинающему сварщику лучше использовать аппарат с напряжением холостого хода около 70-90 В. Это значительно упростит работу. Более опытному сварщику легче удерживать дугу, поэтому можно сэкономить на электроэнергии. Вам хватит напряжения 40-60 В.
При выборе сварочного аппарата важно обратить внимание на его защиту. От этого зависит, в каких условиях вы сможете его использовать.
Класс защиты в первую очередь предотвращает попадание внутрь аппарата воды, пыли, грязи и инородных предметов:
- IP 21 — защита от пальцев и от вертикально падающих капель воды.
- IP 22 – защита от пальцев и капель воды, падающих под углом до 15°.
- IP 23 – защита от пальцев и капель воды, падающих под углом до 15°.
- IP 23S – аналогичен IP 23, но имеет дополнительную защиту от пыли и систему охлаждения.
Класс изоляции определяет устойчивость сварочного аппарата к перегреву во время работы:
- A — 105 C°
- E – 120 C°
- B – 120 C°
- F – 155 C°
- H – 180 C°
Здесь все довольно очевидно: чем выше класс защиты и класс изоляции, тем лучше. Однако лучшая защита повышает цену устройства. Поэтому нет смысла брать аппарат, рассчитанный на тяжелые условия работы, если вы собираетесь работать в гараже.
Мы отобрали 8 лучших сварочных аппаратов, которые вы можете купить на нашем сайте.
| Наименование | Тип сварки | Сила сварочного тока, Ампер | Входное напряжение, В | Продолжительность включения | Диаметр электрода, мм | Класс защиты |
| Eurolux IWM-160 | MMA | 10-160 | 140-260 | 70% | 1,6 – 4 | IP21 |
| FUBAG IQ 160 | MMA | 20-160 | 150-240 | 40% | 1,6 – 4 | IP21S |
| SOLARIS MMA-200M | MMA | 20-200 | 220 | 60% | 1,6 – 4 | IP21S |
| DGM ARC-203 | MMA | 20-200 | 160-240 | 60% | 1,6 – 4 | IP21S |
| Huter R-180 | MMA | 10-180 | 160-240 | 70% | 1,6 – 3,2 | IP21 |
| РЕСАНТА САИ-160 | MMA | 10-160 | 140-260 | 70% | до 4 | IP21 |
| DGM MIG-200P | MIG/MAG, MMA | 10-200 | 160-240 | 60% | 0,6 – 3,2 | IP21S |
| SOLARIS MULTIMIG-227 | MIG/MAG, MMA, TIG | 10-220 | 230 | 60% | 0,6 – 1 | IP21S |
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-260 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт — автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
код: 18364
Срок поставки: 5 дней
Срок поставки: 5 дней
- Ручная дуговая сварка (MMA):
- Есть
- Время включения при макс. токе:
- 70 %
- Мин. диаметр электрода:
- 1.6 мм
- Макс. диаметр электрода:
- 4 мм
- Степень защиты:
- IP21
Поварил всё что нужно спалил электродов пачек 50 = аппарат с виду как игрушка а не уступает дорогим моделям.Советую всём- только относитесь бережно и прослужит долгие годы = пять минут поварил и минутку холостого хода .
Петр
| Тип сварки | MMA |
| Сила сварочного тока | 20-160 Ампер |
| Входное напряжение | 150-240 В |
| Продолжительность включения | 40% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
код: 5952
- Диапазон рабочего напряжения, B:
- 150 — 240
- Напряжение питания, В:
- 220
- Частота, Гц:
- 50
- Максимальная потребляемая мощность, кВА:
- 6,6
- Сварочный ток, А:
- 20 — 160
Очень удобный компактный аппарат. Сразу видно что эргономику продумывали Немцы. Удобно держать одной рукой или носить на плече. ЦЕНА!!! Преимущества — Купил 4 месяца назад, только положительные эмоции. Все продумано до мелочей, компактный, легкий, удобный, с хорошим ПВ. А главное — серьезный бренд с гарантией и за такую смешную цену. Берите и не сомневайтесь. Недостатки — Короткие провода. Мне иногда не хватало, но другим может в самый раз
Сергей
| Тип сварки | MMA |
| Сила сварочного тока | 20-200 Ампер |
| Входное напряжение | 220 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Небольшой вес (3,7 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения с электронной системой предотвращения перегрева
- Цифровой дисплей
МИНУСЫ
- Дребезжит защитный кожух
- Иногда ток при включении слишком сильный
код: 6541
- Напряжение питающей сети, В:
- 230
- Частота питающей сети, Гц:
- 50/60
- Тип сети:
- 1 фаза
- Напряжение холостого хода, В:
- 70
- Номинальный выход, А/В:
- 200/28
Приобретал данный аппарат четыре месяца назад через интернет для монтажа забора по периметру участка. Работы было много, и потрудился он на славу. Поломок не случалось. Цена меня полностью устроила, аналоги на рынке были гораздо дороже. В использовании прост, лишних навороченностей нет..
Андрей
| Тип сварки | MMA |
| Сила сварочного тока | 20-200 Ампер |
| Входное напряжение | 160-240 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание
- Низкая цена
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
код: 15050
- Диапазон выходного тока MMA:
- 20-200 А
- Напряжение холостого хода:
- 69 В
- Диаметр электродов MMA:
- 1,6 — 4,0 мм
- == при 40°С (EN 60974-1):
- 20 %
- == при 20°С:
- 60 %
Мой первый сварочник. Опыта нет. Пару видео в ютюбе пару электродов и стало получаться. Вообщем кому надо матыги, заборы итд приварить самое то. Маленький, лёгкий. Про надёжность ничего не скажу, так как спалил на нем пока только около 40 электродов. Дешёвый. Легкий. Компактный. При всем этом работает.
Кирилл
| Тип сварки | MMA |
| Сила сварочного тока | 10-180 Ампер |
| Входное напряжение | 160-240 В |
| Продолжительность включения | 70% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Есть ремень для облегчения переноски
- Не требует специальных навыков для работы
- Горячий старт
- Антизалипание
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
- Нет форсажа дуги
код: 18368
Срок поставки: 5 дней
Срок поставки: 5 дней
- Ручная дуговая сварка (MMA):
- Есть
- Время включения при макс. токе:
- 70 %
- Макс. диаметр электрода:
- 3.2 мм
- Способ охлаждения:
- воздушное
- Макс. температурный диапазон работы:
- 40 °C
Пол года назад купил сварочный аппарат huter. Порадовала цена (ниже чем у других брендов) да и начинка там стоит хорошая. Варит качественно, дугу держит хорошо. Для дома самое то! Всем советую.
Евгений
| Тип сварки | MMA |
| Сила сварочного тока | 10-160 Ампер |
| Входное напряжение | 140-160 В |
| Продолжительность включения | 70% |
| Диаметр электрода | до 4 мм |
| Класс защиты | IP21 |
ПЛЮСЫ
- Компактность
- Простая регулировка
- Низкое потребление энергии даже на высокой мощности
- Стабильная работа даже при перепадах электричества в сети
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Защита от пыли, износа, перегрева и короткого замыкания
- Эффективное охлаждение кулерами
МИНУСЫ
- Короткие провода в комплекте
- Отсутствует дисплей
- Слабые держатели
код: 18362
Срок поставки: 5 дней
Срок поставки: 5 дней
- Тип сварки:
- дуговая (электродом, MMA)
- Мощность, Вт:
- 4800
- Рабочее напряжение, В:
- 140 — 260
- Напряжение сети, В:
- 220
- Максимальный потребляемый ток, А:
- 22
Переварили наверное с полтонны электродов, построили пристройку к дому, обустроили гараж, построили покрасочную камеру, стеллажи для склада и еще много много чего. Первая пала смертью храбрых при пожаре в гараже. Приобрели такую же сразу — без сварки тяжело. Преимущества — удобный в работе, работает даже при пониженном напряжении. Использовали как на даче и гараже, так и на небольшом производстве. Ни разу не подвел. Недостатки — коротковаты провода в комплекте
Alex
| Тип сварки | MIG/MAG, MMA |
| Сила сварочного тока | 10-200 Ампер |
| Входное напряжение | 160-240 В |
| Продолжительность включения | 60% |
| Диаметр электрода | 1,6 – 3,2 мм |
| Диаметр проволоки | 0,6 – 3,2 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Компактность
- Многофункциональность
- Возможность смены полярности для сварки флюсовой проволокой
- Есть функция сварки точками
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)
- Щиток сварщика и щетка для удаления шлака в комплекте
МИНУСЫ
- Отсутствует дисплей
- Требуется опыт работы с аппаратами типа MIG/MAG
код: 15035
- 2-в-1 :
- полуавтомат + ручная сварка
- Напряжение питающей сети:
- 160-240 В
- Частота:
- 50/60Гц
- Тип сети:
- 1 фаза
- Напряжение холостого хода:
- 60 В
За такую цену — шикарная покупка. Аппарат легкий, варит очень достойно, не хуже моделей подороже. Сварочные швы хорошие, металл не разбрызгивается. При желании наряду со сваркой в среде защитных газов, можно варить «флюсовой» проволокой без таковых. Удобно, если покупаете для периодических работ – не надо тогда ни баллонов, ни газа.
Павел
| Тип сварки | MMA/MIG/MAG/TIG |
| Сила сварочного тока | 10-220 Ампер |
| Входное напряжение | 230 В |
| Продолжительность включения | 60% |
| Диаметр проволоки | 0,6 – 1 мм |
| Диаметр сварочных электродов | 1,6 – 4 мм |
| Класс защиты | IP21S |
ПЛЮСЫ
- Возможность смены полярности для сварки флюсовой проволокой
- Есть функция сварки точками
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги
- Корпус с антикоррозийным покрытием
- Защита от перегрева и перегрузки
- Удобная ручка для переноски
МИНУСЫ
- Требуется опыт работы с аппаратами типа MIG/MAG/TIG
код: 10434
- MIG, А:
- 20-220
- MMA, А:
- 10-200
- TIG, А:
- 10-200
- Напряжение сети переменного тока, В:
- 230
- Количество фаз:
- 1
Использую этот агрегат длительное время при кузовных работах в автомастерской. Я сварщик со стажем, так что в этом деле разбираюсь, приходилось работать с разными аппаратами от дешевых до супер навороченных. С этим инвертором можно быстро выполнить любую работу, не надо ничего подправлять и переделывать, шов всегда получается ровненький и аккуратный.
Виталий
Сварочный аппарат 380 по лучшей цене — Выгодные предложения на сварочный аппарат 380 от мировых продавцов 380 сварочных аппаратов
Отличные новости !!! Вы попали в нужное место для сварочного аппарата 380. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот сварочный аппарат на 380 лучших должен стать одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный аппарат 380 на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочном аппарате 380 и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный аппарат 380 по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1.8.4.10 Некоторые сварщики используют трехфазное питание переменного тока. Трехфазный — это просто три источники переменного тока одинакового напряжения вводится тремя проводами, три напряжения или фазы разделены на 120 электрических градусов. Если синусоида для трех фаз нанесена на одну линию, они будут выглядеть, как показано на рисунке 12. 1.8.4.11 Это показывает, что трехфазное питание плавнее, чем однофазный, потому что перекрывающиеся три фазы предотвращают падение тока и напряжения до нуля 120 раз в секунду, тем самым обеспечивая более плавное сварочная дуга.1.8.4.12 Поскольку во всех цехах нет трехфазного питания, сварочные аппараты на обоих однофазное и трехфазное питание доступны. 1.8.5 Трансформеры — Трансформатор предназначен для увеличения или уменьшения напряжения. до безопасного значения, как того требуют условия. Обычное бытовое напряжение обычно 115 или 230 вольт, тогда как промышленные требования к электропитанию могут составлять 208, 230, 380 или 460 вольт. Передача таких относительно низких напряжений на большие расстояния потребовался бы проводник огромной и непрактичный размер.Следовательно, мощность, передаваемая от электростанции, должна быть усиленным для передачи на большие расстояния, а затем понижен для окончательного использования 1.8.5.1 Как Как видно на рисунке 13, напряжение генерируется на электростанции при 13 800 вольт. Увеличено, передаются на большие расстояния, а затем уменьшаются пошагово для конечный пользователь. Если подано питание в цепи трансформатора удерживается стабильным, затем вторичный ток (амперы) уменьшается с увеличением первичного напряжения, и, наоборот, вторичное ток увеличивается как первичное напряжение уменьшается.Поскольку ток (в амперах) определяет размер провода или проводника, линия высокого напряжения может быть относительно небольшой диаметр. ФИГУРА 12 120 ° 1 ЦИКЛ ТРЕТИЙ ФАЗА ПЕРЕМЕННОГО ТОКА 240 ° 0 ° РИСУНОК 13 ПЕРЕДАЧА МОЩНОСТИ 13,800 В МОЩНОСТЬ ЗАВОД СТУПЕНЬ UP 287,000 V ВЫСОКИЙ НАПРЯЖЕНИЕ 300 МИЛЬ ШАГ ВНИЗ 132 000 В 34 000 В 4600 В 208В 230 В 460 В ОКОНЧАТЕЛЬНОЕ ИСПОЛЬЗОВАНИЕ% PDF-1.3 % 1 0 obj > поток конечный поток эндобдж 2 0 obj > / Тип / Каталог / StructTreeRoot 3 0 R / Метаданные 1 0 R / Язык (en-US) / PageLayout / SinglePage / PageMode / UseNone / Pages 4 0 R >> эндобдж 4 0 объект > эндобдж 5 0 obj > / Parent 4 0 R / Contents 25 0 R / Type / Page / Tabs / S / Resources> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / XObject> / Font >>> / MediaBox [0 0 595 .qIw-? 6QӨ & ̏ | WZy3x0 rN ((8H Փ Ad (KHe3x) c nh + IJ)? 1pʹya ն 2 e ؋}} = NOi! fUH ЍlP (yf $ Yxy: Jz0 # A2e
Напряжение питания сварочного аппаратаБлок питания сварочного аппарата ZX7250 300S преобразовать объединительную плату 220V 380V
Свяжитесь с нами Войтикорзина для покупок Корзина (0)
- ПЛК
- Серводвигатель и драйвер
- ЧРП
- Кодировщик
- Соленоидный клапан
- Датчик
- SMC
- Выключатель
- Водитель
- ABB
- КАМОЦЗИ
- Печатная плата
- Передатчик
- Контактор
- ТУРЦИЯ
- Реле
- Регулятор скорости
- Расходомер
- Festo
- Keyence
- PEPPERL FUCHS
- Яскава
- Световая завеса
- Другие
Поиск
- Дом
- Напряжение питания сварочного аппарата ZX7250 300S Блок питания сварочного аппарата преобразователь Объединительная плата 220 В 380 В
5738 долларов.00
Нет налога
Количество Добавить в корзину
доля- Поделиться
- Твитнуть
- Описание
плата питания сварочного аппарата напряжения ZX7250 300S преобразователь питания сварочного аппарата объединительная плата 220 В 380 В
- Безопасная обработка платежей
- бесплатная доставка по всему миру
- Гарантия возврата денег
Наша компания
Наша компания
- Доставка
- О нас
- Безопасная оплата
- Свяжитесь с нами
Ваш счет
Ваш счет
- Личная информация
- Заказы
- Кредитные квитанции
- Адреса
Информация о магазине
Verge PartsСоединенные Штаты
Напишите нам: thomas @ vergeparts.ком Информация о магазине
© 2021 — Verge Parts
Мощность генератора, кВА, таблица преобразования силы тока
кВА (киловольт-ампер) — это рейтинг, наиболее часто используемый для определения выходной мощности генератора. Чем выше рейтинг кВА, тем большую мощность производит генератор. Для обеспечения достаточной мощности вашего оборудования вам понадобится генератор с подходящей KVA.Наша диаграмма зависимости мощности генератора от киловатт-амперной характеристики поможет вам определить правильное преобразование киловольт-амперной характеристики в киловаттные или усилители, которое соответствует вашим потребностям в мощности. Учитывая различные факторы, влияющие на силу тока, обратите внимание, что эта таблица предназначена для использования в качестве оценки, а не для точного расчета вашей потребности в силе тока.
| График преобразования мощности генератора в кВА в силу тока 80% КОЭФФИЦИЕНТ МОЩНОСТИ | |||||||||||
| кВ • А | кВт | 208В | 220 В | 240 В | 380 В | 440В | 480 В | 600 В | 2400 В | 3300В | 4160V |
| 6.3 | 5 | 17,5 | 16,5 | 15,2 | 9,6 | 8,3 | 7,6 | 6,1 | |||
| 9,4 | 7,5 | 26,1 | 24,7 | 22,6 | 14,3 | 12,3 | 11,3 | 9,1 | |||
| 12,5 | 10 | 34,7 | 33 | 30.1 | 19,2 | 16,6 | 15,1 | 12 | |||
| 18,7 | 15 | 52 | 49,5 | 45 | 28,8 | 24,9 | 22,5 | 18 | |||
| 25 | 20 | 69,5 | 66 | 60,2 | 38,4 | 33,2 | 30.1 | 24 | 6 | 4,4 | 3,5 |
| 31,3 | 25 | 87 | 82,5 | 75,5 | 48 | 41,5 | 37,8 | 30 | 7,5 | 5,5 | 4,4 |
| 37,5 | 30 | 104 | 99 | 90,3 | 57,6 | 49,8 | 45,2 | 36 | 9,1 | 6.6 | 5,2 |
| 50 | 40 | 139 | 132 | 120 | 77 | 66,5 | 60 | 48 | 12,1 | 8,8 | 7 |
| 62,5 | 50 | 173 | 165 | 152 | 96 | 83 | 76 | 61 | 15,1 | 10,9 | 8,7 |
| 75 | 60 | 208 | 198 | 181 | 115 | 99.5 | 91 | 72 | 18,1 | 13,1 | 10,5 |
| 93,8 | 75 | 261 | 247 | 226 | 143 | 123 | 113 | 90 | 22,6 | 16,4 | 13 |
| 100 | 80 | 278 | 264 | 240 | 154 | 133 | 120 | 96 | 24.1 | 17,6 | 13,9 |
| 125 | 100 | 347 | 330 | 301 | 192 | 166 | 150 | 120 | 30 | 21,8 | 17,5 |
| 156 | 125 | 433 | 413 | 375 | 240 | 208 | 188 | 150 | 38 | 27,3 | 22 |
| 187 | 150 | 520 | 495 | 450 | 288 | 249 | 225 | 180 | 45 | 33 | 26 |
| 219 | 175 | 608 | 577 | 527 | 335 | 289 | 264 | 211 | 53 | 38 | 31 |
| 250 | 200 | 694 | 660 | 601 | 384 | 332 | 301 | 241 | 60 | 44 | 35 |
| 312 | 250 | 866 | 825 | 751 | 480 | 415 | 376 | 300 | 75 | 55 | 43 |
| 375 | 300 | 1040 | 990 | 903 | 576 | 498 | 451 | 361 | 90 | 66 | 52 |
| 438 | 350 | 1220 | 1155 | 1053 | 672 | 581 | 527 | 422 | 105 | 77 | 61 |
| 500 | 400 | 1390 | 1320 | 1203 | 770 | 665 | 602 | 481 | 120 | 88 | 69 |
| 625 | 500 | 1735 | 1650 | 1504 | 960 | 830 | 752 | 602 | 150 | 109 | 87 |
| 750 | 600 | 2080 | 1980 | 1803 | 1150 | 996 | 902 | 721 | 180 | 131 | 104 |
| 875 | 700 | 2430 | 2310 | 2104 | 1344 | 1274 | 1052 | 842 | 210 | 153 | 121 |
| 1000 | 800 | 2780 | 2640 | 2405 | 1540 | 1330 | 1203 | 962 | 241 | 176 | 139 |
| 1125 | 900 | 3120 | 2970 | 2709 | 1730 | 1495 | 1354 | 1082 | 271 | 197 | 156 |
| 1250 | 1000 | 3470 | 3300 | 3009 | 1920 | 1660 | 1504 | 1202 | 301 | 218 | 174 |
| 1563 | 1250 | 4350 | 4130 | 3740 | 2400 | 2080 | 1885 | 1503 | 376 | 273 | 218 |
| 1875 | 1500 | 5205 | 4950 | 4520 | 2880 | 2490 | 2260 | 1805 | 452 | 327 | 261 |
| 2188 | 1750 | 5280 | 3350 | 2890 | 2640 | 2106 | 528 | 380 | 304 | ||
| 2500 | 2000 | 6020 | 3840 | 3320 | 3015 | 2405 | 602 | 436 | 348 | ||
| 2812 | 2250 | 6780 | 4320 | 3735 | 3400 | 2710 | 678 | 491 | 392 | ||
| 3125 | 2500 | 7520 | 4800 | 4160 | 3740 | 3005 | 752 | 546 | 435 | ||
| 3750 | 3000 | 9040 | 5760 | 4980 | 4525 | 3610 | 904 | 654 | 522 | ||
| 4375 | 3500 | 10550 | 6700 | 5780 | 5285 | 4220 | 1055 | 760 | 610 | ||
| 5000 | 4000 | 12040 | 7680 | 6640 | 6035 | 4810 | 1204 | 872 | 695 | ||
Запросить цену Узнать больше Подпишитесь на электронную почту
Расчет KVA для AMP для генераторов
Один кВА равен 1000 вольт-ампер и рассчитывается путем умножения напряжения на ампер.KVA конвертируются в AMP. Наша диаграмма KVA to AMP позволяет вам точно увидеть, в какие кВт или напряжение преобразуется данный рейтинг KVA, чтобы вы могли безопасно и адекватно питать свой генератор, не беспокоясь о перегрузке по мощности, которая потенциально может повредить ваш генератор и подключенное к нему оборудование.
Поскольку генераторы бывают разных размеров и разной выходной мощности, KVA будут иметь разную мощность, которую они обеспечивают. Используйте нашу легко читаемую диаграмму силы тока генератора, чтобы оценить, сколько энергии вам нужно для вашего оборудования.Помните, что в нашей таблице преобразования силы тока указан коэффициент мощности 80% по сравнению с полной мощностью. Это означает, что 80% входящей мощности выполняет полезную работу.
Lex Products ™ предоставляет решения по распределению энергии, необходимые для всех ваших портативных источников питания. Lex Products ™ обладает знаниями, опытом, высококачественными продуктами и таблицами конверсии, чтобы помочь вам выполнить работу правильно, от военной сферы до индустрии развлечений и всего остального. Свяжитесь с Lex Products ™ сегодня, чтобы получить индивидуальные конфигурации или рекомендации по вашим потребностям в питании.
220 штекерный адаптер сварочный
[gravityform id = 1 title = false description = false tabindex = 0]
-
- <метка > Имя <диапазон> <метка for = 'input_1_2_6'> Фамилия
- <ввод name = 'input_1' type = 'email' value = '' placeholder = 'Электронная почта' aria-required = "true" aria-invalid = "false" />
- Это поле для целей проверки и его следует оставить без изменений.
[gravityform id = 1 title = false description = false tabindex = 0]
-
- <метка > Имя <диапазон> <метка for = 'input_1_2_6'> Фамилия
- <ввод name = 'input_1' type = 'email' value = '' placeholder = 'Электронная почта' aria-required = "true" aria-invalid = "false" />
- Это поле для целей проверки и его следует оставить без изменений.
Источник питания 220 В
Eureka math grade 8 ключ ответа
Minecraft pe pickaxe addon
Узнайте, нужен ли вам сетевой (дорожный) адаптер на Тайване.На Тайване вилки и розетки имеют типы A и B. Стандартное напряжение составляет 110 В, а частота — 60 Гц. Источники питания для серверов подходят для корпусов ETX и блейд-серверов, а также для вышек ATX. Сравните блоки питания от OEM-производителей (HP, Dell, IBM) и сторонних производителей (iStarUSA, Sparkle Power). Тихая и надежная мощность для систем мощностью от 400 Вт, 700 Вт, 1000 Вт, 1200 Вт, 1400 Вт до 2500 Вт.
Катион и анион Fe2s3
Адаптер питания — 5 В, 2 А. Эти мини-термопринтеры используют термоголовку для нагрева бумаги.. Добавить в корзину. AC110V / 220V в DC 12V 2A модуль преобразователя импульсного источника питания.Особенности: AC85 — 264V или DC1 .. Добавить в корзину.
Mauser 96 баррель
Эта инструкция покажет вам, как сделать очень простой, экологически чистый и портативный солнечный источник питания. Может даже использоваться для кемпинга, затемнения, домашнего источника питания и многого другого. Я всего лишь ученица шестого класса, обеспокоенная окружающей средой. Некоторые вещи могут не упоминаться из-за нехватки времени.
Suara ayam hutan jantan buat pikat mp3
Импульсные источники питания на инверторе работают успешно, потому что они заряжаются диодами до пикового напряжения и справляются с этим дальше.Использование лампочек или резистивных нагрузок в качестве коллекторных двигателей переменного тока также успешно, поскольку они реагируют на действующее значение. Асинхронные двигатели будут работать только со специальными приемами, с пониженной мощностью или вообще без них.
Бесплатный генератор биткойнов 2020
29 мая 2008 г. · Кроме того, блок питания должен обеспечивать «чистый» выходной сигнал. В идеальном мире напряжения на выходах блока питания будут рисовать одну горизонтальную линию, если смотреть на … Dec 05, 2019 · Источник бесперебойного питания, или ИБП, по сути, представляет собой сетевой фильтр, аккумулятор и источник питания. инвертор (который превращает накопленную энергию батареи в полезную мощность) в одном устройстве.
Карта преступности Мексики 2020
Источник питания 220 вольт. 2 шт. Фильтровать по: бренду. Powermatic (1) Магазин Fox (1) Цена. 1000–5000 долларов США (1) 5000 долларов США и более (1) $ — $> Сортировать по: Сравнить. Пункт № 74247 … Отсутствие нейтрала вызывает недоумение. Откуда вы берете эту трехфазную подачу? Это действительно 3-х фазный 220В (фаза-фаза)? Если бы у вас была нейтраль, это была бы фаза-нейтраль 127 В.
Электрический танец бугалу в стиле танца
Внешний источник питания 220В на 3 при 12В / 2А.Использование: Для устройств бытовой электроники, требующих внешнего источника питания. Этот блок питания адаптируется ко всем вашим потребностям, потому что вы можете регулировать выходное напряжение, а его 8 адаптируемых наконечников удовлетворят большинство ваших потребностей. Подходит для устройства, потребляющего до 2 ампер (вы можете использовать этот блок питания вместо блока менее 2 А, например 0,5 А, 0,75 А, 1 А, 1 … Оптовые дешевые 12v 8.5a светодиодные блоки питания марки -120v Трансформатор переменного тока ac-220v на 12v постоянного тока 8.5a 100w водонепроницаемый светодиодный источник питания постоянного напряжения ip67 от китайского поставщика осветительных трансформаторов — ysb5959 на DHgate.com.
Корпоративное системное приложение Android intune
Источники питания, защита питания и трансформаторы. Контроль процессов и безопасность. Защита от перенапряжения и стабилизация питания. Источник бесперебойного питания (ИБП). 24-220 В (более высокие значения по запросу).
Mr cool mini split error code df
28 октября 2013 г. · Источники питания пытались доставить аналогичную информацию об источнике питания конечному пользователю в прошлом; либо через программное обеспечение, либо на ЖК-дисплее с диагональю 5,25 дюйма.Но поскольку информация об источнике питания в этих старых блоках накапливалась через контроллер PFC / PWM и управляющую микросхему, информацию пришлось преобразовать в цифровую форму …
1310 до 1330 big cap u стык
Power Supply Unit Мерк Терленгкап (Imperion, Digital Aliance, Coller Master) Diskon di Lazada 12.12 Diskon Adapter Импульсный источник питания со светодиодной лентой Trafo Adapter AC 220 to DC 12V 3A LED. Long Wei PS-3010DF 110V / 220V 30V 10A LED Dapat Disesuaikan Tampilan Digital Suplai Daya DC…
Конкурсы естественной красоты рядом со мной 2020
Запчасти для источников питания Auto Pilot DIG-220 — INYOpools.com предлагает самый большой выбор запасных частей для бассейнов и спа, более 70 000 деталей на складе. Закажите сегодня и сэкономьте! \ $ \ begingroup \ $ Я нашел это руководство для немного другого контроллера, и для него требуется «однофазный источник питания 220 В» для панели управления. Схема подключения соединяет его с L1 и L2 трехфазного источника питания, так что очевидно, что на самом деле это источник питания с напряжением 220 В по фазам.\ $ \ endgroup \ $ — AndreKR 6 августа 2015 г., 10:14
Решетка для камина с нулевым зазором
Являясь одним из ведущих поставщиков источников питания постоянного тока от 5 Вт 220 В до 5 В 1a в Китае, мы тепло приветствуем вас купить Блок питания переменного тока постоянного тока 5w 220v to dc 5v 1a, сделанный в Китае здесь, с нашего завода. Все индивидуальные продукты отличаются высоким качеством и конкурентоспособной ценой. Для получения предложения и бесплатного образца свяжитесь с нами сейчас. 5 декабря 2019 г. · Источник бесперебойного питания, или ИБП, по сути, представляет собой сетевой фильтр, аккумулятор и инвертор питания (который превращает накопленную в аккумуляторе энергию в полезную), объединенные в одно устройство.
Unity webgl игры стрелялки
Внешний источник питания 220В на 3 при 12В / 2А. Использование: Для устройств бытовой электроники, требующих внешнего источника питания. Этот блок питания адаптируется ко всем вашим потребностям, потому что вы можете регулировать выходное напряжение, а его 8 адаптируемых наконечников удовлетворят большинство ваших потребностей. ПОДХОДИТ ДЛЯ УСТРОЙСТВА, ПОТРЕБЛЯЮЩЕГО ДО 2 АМПЕР (вы можете использовать этот блок питания вместо блока менее 2 А, например 0,5 А, 0,75 А, 1 А, 1 … Детали блока питания Auto Pilot DIG-220 — INYOpools.com предлагает самый большой выбор запасных частей для бассейнов и спа, насчитывающий более 70 000 запасных частей на складе. Закажите сегодня и сэкономьте!
Kindle paperwhite 2018
Оригинальный запасной блок питания Microsoft (без упаковки) для Xbox One. Будет работать в любой стране или в любом регионе Xbox One, например, в Японии, США и т. Д., Все можно использовать в Великобритании. идеально подходит для импорта консолей Xbox One. Официальный адаптер переменного тока Xbox One Power Supply 240V. Адаптер переменного тока Microsoft Блок питания Xbox One — это оригинальная распакованная деталь, извлеченная из совершенно новой…
Расположение датчика низкого давления топлива Cummins isx
Источник питания 3-12 В постоянного тока 7,2 Вт Вилки постоянного тока и USB-выход. Регулируемое выходное напряжение, небольшой размер и более высокая выходная мощность делают эти адаптеры переменного тока пригодными для тысяч различных применений. • RS-70M, RS-70M-220V — источник питания 13,8 В / 70 А Особенности и преимущества Корпорация Astron производит полную линейку надежных источников питания постоянного тока, удовлетворяющих потребности потребителей и профессиональных пользователей.