Как соединить пластиковую трубу с металлической
Автор Монтажник На чтение 12 мин. Просмотров 14.1k. Обновлено
Полимерные трубы повсеместно вытесняет изделия из металлов во всех сферах, особенно это заметно в строительной отрасли. При этом перед монтажниками нередко встает задача, как соединить пластиковую трубу с металлической на участках, где полная замена трубопровода невозможна по разным причинам.
Соединение полимерных и металлических труб актуально как для специалистов строительной отрасли, особенно сантехников, так и для рядовых потребителей, проводящих различные виды ремонтных работ в своих квартирах или загородных домах. Чтобы получить герметичный и надежный стык, следует изучить разные способы соединения труб из разнородных материалов, знать применяемые для проведения работ комплектующие и необходимый для этого инструмент.
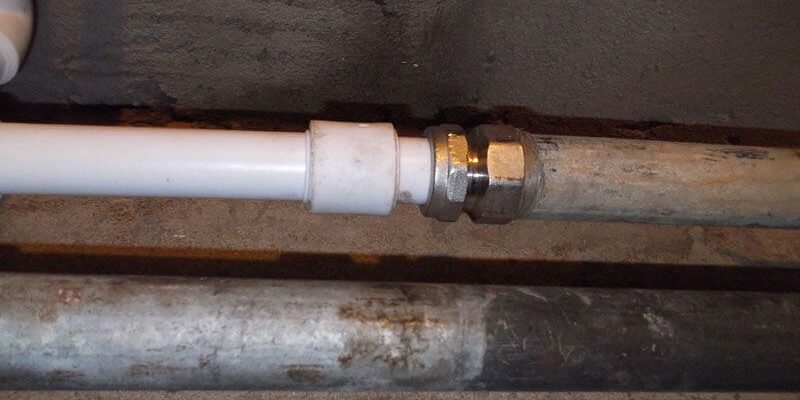
Рис. 1 Примеры того, как соединить пластиковую трубу с металлической
Когда производят соединение пластиковых труб с металлическими
Сопряжение разнородных труб в строительной и бытовой сфере производят:
- При врезании в стальной трубопровод, транспортирующий воду, газ, часто используют полимерное ответвление, отходящее от тройника.

- При прокладке подземных газовых трубопроводов из полиэтилена при выходе наверх его стыкуют со стальным отводом для входа в здания.
- При замене поврежденных участков стояка канализации или подземной канализационной линии чугунные секции меняют на пластмассовые, при этом их соединяют по разным технологиям.
- При замене стальных фрагментов водопровода ну улице и внутри помещений на полимерные.
- В особых случаях, когда один отрезок трубопровода располагается в зоне повышенных температур или существенных нагрузок, его делают из термостойкого и прочного железосодержащего сплава, а далее соединяют с линией из полимеров.

Рис. 2 Трубы из металлов (сталь, оцинковка, нержавейка, медь) для эксплуатации в системах водоподачи, отопления и канализации
Виды соединяемых труб
Для того, чтобы провести работы по состыковке качественно без возможного разрушения труб из разнообразных материалов, полезно знать их разновидности и физические свойства.
Металлические
Все металлы отличаются отличными прочностными характеристиками, высокой стоимостью, также сталь и чугун подвержены коррозии. Металлические трубы изготавливают из следующих сплавов:
Сталь. Во всех коммуникациях прокладывается по поверхности земли, обладает наивысшей прочностью и твердостью среди всех металлов и полимеров. Часто встречается ее оцинкованные разновидности, обладающие повышенной коррозионной стойкостью. Стали гибки и пластичны, на них относительно несложно нанести резьбу, однако из-за твердости и прочности они трудно поддаются обработке.
Чугун. Довольно популярный материал, трубные чугунные изделия большого диаметра изготавливают в настоящее время, отличается более высокой коррозионной стойкостью, чем сталь, однако имеет практически нулевую пластичность и раскалывается при деформации.
Нержавейка. Имеет аналогичные со сталью физические характеристики, в отличие от нее нержавейка обладает повышенной коррозионной стойкостью, но из-за значительной стоимости практически не встречается в бытовых и коммунальных линиях.
Медь. Дорогие трубопроводы из меди обладают пластичностью, гибкостью, соединяются между собой пайкой, их нередко используют для прокладки теплосетей индивидуальных домов в зоне отопительного котла.
Рис. 3 Полипропиленовые переходные фитинги
Полимерные
Основное преимущество труб из полимеров — инертность к большинству агрессивных химических веществ, коррозионная стойкость, простота обработки и невысокая стоимость. В строительной и бытовой сфере применяют полимерные трубы из следующих пластмасс:
Полиэтилен низкого давления ПНД. ПНД — основной компонент изготовления магистралей, прокладываемых под землей для транспортировки воды в коммунальные и индивидуальные дома и природного газа. Отличается эластичностью и гибкостью, изделия малого диаметра соединяют друг с другом посредством компрессионных фитингов, электросварных (с закладным нагревательным элементом) или сваркой встык. Так как трубы ПНД становятся эластичными при температурах выше + 60 °С, их используют только для транспортировки холодной воды.
Полипропилен ПП. Основной вид материала для монтажа внутридомовых магистралей холодной и горячей воды, отличается неплохой прочностью, трубопровод прокладывают методом спайки отдельных участков. Стенки ПП-труб довольно толстые и прочные, поэтому трубопровод обладает не слишком хорошей гибкостью. Один из недостатков полипропилена — высокий коэффициент температурного расширения, поэтому для отопления используют изделия, имеющие внутренний слой из стекловолокна или алюминиевой фольги, придающий им повышенную прочность и снижающий температурную зависимость. Соединение полипропилена проводят по технологии пайки, используя для этого специальный паяльный утюг.
Поливинилхлорид ПВХ. Жесткий и хрупкий материал, из которого изготавливают канализационные трубы большого диаметра, трубопровод монтируют раструбным методом. ПВХ трубы имеют довольно тонкие стенки, поэтому трубопровод прокладывают на поверхности земли с незначительными нагрузками. Для подземной прокладки выпускают многослойные ПВХ трубы, которые имеют легкий вес и более высокие характеристики.
Рис. 4 Переходники с полиэтилена на металл – принцип работы и внешний вид
Непластифицированный поливинилхлорид НПВХ. Прочный, жесткий и хрупкий материал, обладающий сходными с поливинилхлоридом характеристиками, но более устойчивый к нагрузкам. Наружные НПВХ трубы для канализации выпускают рыжего цвета, при прокладке в траншеях под землей они выдерживают нагрузки земляного пласта высотой до 6 м.
Сшитый полиэтилен PEX. Трубопровод из сшитого полиэтилена обладает хорошими параметрами прочности, термостойкости и гибкости, из него прокладывают контуры теплых полов, которые затем заливают стяжкой. Трубы подключает коллектору, имеющему металлические патрубки, их концы надевают на штуцеры и зажимают компрессионными фитингами.
Металлопластик PE-AL-PE. Для укрепления оболочки и снижения температурного расширения пластиковые трубы упрочняют внутренними алюминиевыми оболочками. Встречаются следующие разновидности полимерных труб с фольгированным слоем, маркировка которых наносится на их поверхность:
- PE-R — указывает, что материалом изготовления изделия является полиэтилен;
- PP-R — означает, что стенка изготовлена из полипропилена;
- PE-X — основной материал изготовления стенки — сшитый полиэтилен;
- PE-RT – стенка сделана из термостойкого полиэтилена.

Рис. 5 Канализационные НПВХ и ПВХ трубы
Трубопроводные магистрали, применяемые в системе отопления, водопровода, газоснабжения, находятся под довольно высоким давлением, поэтому к стыкам предъявляются повышенные требования по прочности и герметичности.
Так как металл и пластик являются разнородными материалами, не может быть речи об их совместной сварке, спайке, склеивании при монтаже, эффективны только механические варианты состыковки.
При помощи резьбовых фитингов
Резьбовые соединения — одни из самых известных и популярных видов сращивания различных деталей, имеющих цилиндрическую форму. Принцип резьбового крепления состоит в нарезании на стенках стальных труб резьбы внутри или снаружи, а на ответную деталь из пластика крепится соответствующий резьбовой фитинг.
Типовой переходник с металлической трубы на пластиковую состоит из двух частей — один участок подсоединяется к пластмассовой детали, а второй патрубок с резьбой внутри или снаружи, фитингом типа американка, прикручивается к стальному элементу.
Рис. 6 Сопряжение фитингов с изделиями из ПЭ (НСПС), ПП (пайка), PEX (напрессовка) и PE-AL-PE (опрессовка)
В зависимости от материала труб используются следующие способы монтажа на их торцах резьбовых фитингов:
Полипропиленовые ПП. Переход с железной трубы на полипропилен состоит из металлической части с резьбой и короткого ПП патрубка, имеющего внутренний посадочный размер, равный внешнему трубной оболочки. При сборке переход со стальной трубы на полипропилен и внешняя стенка ПП-трубы нагреваются специальным паяльником и соединяются вместе на некоторое время до спайки полипропилена. При данном способе стыкования ответная деталь из металла должна иметь резьбовую нарезку.
Полипропиленовые трубы можно соединить с металлической, имеющей наружную резьбу чуть большего диаметра, чем внутренний полипропиленовый, более простым способом. Для этого паяльным утюгом разогревают внутреннюю полость ПП-трубы и быстро одевают ее на стальной резьбовой отвод, обжимая руками, после остывания полипропиленовую деталь можно вкручивать и выкручивать по своему усмотрению.
Полиэтиленовые ПЭ. Самое распространенное соединение водопроводных ПЭ труб с металлическими производится при помощи компрессионных фитингов, которые выполнены из пластика (полипропилена или полиэтилена). Принцип компрессионного фитинга заключается в обжиме муфты специальной цанговой шайбы, которая находится внутри фитинга. Эта цанга имеет обратные пазы, которые врезаются в тело трубы и не дают стыку разъединяться при высоких давлениях. Данным методом соединяются водопроводные трубы диаметром от 20 до 110 мм, а также скважинные адаптеры к водопроводной магистрали.
В промышленной сфере для сопряжения ПЭ-труб со стальными применяется неразъемное соединение полиэтилен-сталь НСПС, представляющее собой терморезисторную сварку под давлением двух коротких патрубков из указанных материалов.
Рис. 7 Принцип сопряжения компрессионной муфтой
Сшитый полиэтилен, металлопласт. Существует несколько технологий крепления переходных фитингов на трубы из сшитого полиэтилена и металлопласта:- Компрессионная муфта. На пластиковую трубу одевается накидная гайка с внутренней резьбой, под которой находится зажимное кольцо с прорезью. Внутрь трубной оболочки вставляют переходную муфту с уплотнительными кольцами для обеспечения жесткости стенок. При прикручивании наружной резьбовой гайки к резьбе металлической трубы происходит прижимание ее стенок к внутреннему переходнику, что обеспечивает герметичность и одновременную стыковку.
- Опрессовка. Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.
- Напрессовка. Переходной фитинг вставляют внутрь трубы, сверху на ее оболочку одевают гильзу. Далее с помощью специального инструмента гильзу сдвигают вперед, сдавливая тем самым трубную оболочку снаружи и прижимая ее к стенкам внутреннего переходника, имеющего различные форму, тип и размер резьбы.
 Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.
Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.Рис. 7 Варианты соединения труб с помощью специальных муфт
Рис. 8 Втулка полиэтиленовая и бурт из полипропилена в сборе для реализации флацевого соединения
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток — невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток — невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов — примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов — компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo — наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Выше рассматривалась методика присоединения труб в магистралях водоснабжения и тепловых сетей, находящихся под давлением. В отличие от напорных коммуникаций, бытовая канализация работает в безнапорном режиме, то есть на стыки трубопровода не оказывается физическое воздействие от транспортируемого по нему рабочего тела. Поэтому основное требование к стыкам в канализационном трубопроводе — обеспечение герметичности.
Рис. 11 Как соединить пластиковую трубу с металлической — пример соединения посредством манжет
Канализация обычно прокладывается трубами из чугуна и поливинилхлорида ПВХ, при необходимости их стыковки используют следующие варианты:
Присоединение посредством манжеты. Если в чугунной канализации имеется расширяющийся раструб на конце, в него вставляют ПВХ-трубу, герметизируя стык каучуковой манжетой. Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.
Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.
Хомуты. Соединить канализационную пластиковую трубу с железной из чугуна можно посредством накладных хомутов подходящего размера, приобретенных в торговой сети, или сделанных самостоятельно.
Для изготовления хомутов своими руками вырезают лист из резины, оборачивают им место стыка двух труб и зажимают его хомутиками, вырезанными из полосок жести при помощи болтов с гайками. При отсутствии времени или желания можно просто обмотать место стыковки проволокой, плотно скрутив ее концы.
Переходники. Одна из методик, как соединить ПВХ трубу с металлической, является использование переходников в виде гофротруб с манжетами. Также для состыковки труб разных размеров выпускают пластмассовые фасонные изделия с переходом с большого на малый диаметр.
Соединительные муфты. Можно состыковать две трубы из чугуна и поливинилхлорида с помощью переходной муфты, вырезанный из отрезка жестяной или ПВХ-трубы. Ее одевают сверху на место стыкуемых элементов, а образовавшиеся щели запенивают монтажной пеной или забивают водонепроницаемыми эластичными прокладками.
Ее одевают сверху на место стыкуемых элементов, а образовавшиеся щели запенивают монтажной пеной или забивают водонепроницаемыми эластичными прокладками.
Рис. 12 Сопряжение чугуна и ПВХ-труб переходниками
Правильное соединение металлической и пластиковой трубы достигается только при использовании резьбы на двух деталях. Безрезьбовое соединение металлических и пластиковых труб в бытовых условиях любыми способами относится к полукустарным методам и не обеспечивает условий герметичности и прочности соединений, необходимых при высоких давлениях в магистрали.
Соединение полипропиленовых труб: способы и порядок работы
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.
Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.
Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
Технология следующая:
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.
Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов.
 Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.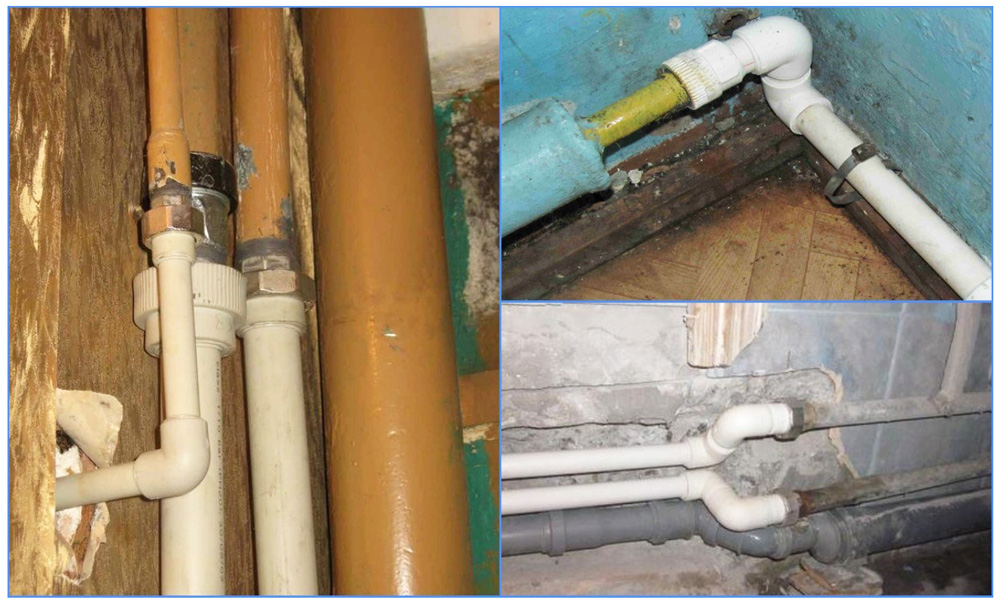
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
как соединить с металлическим вариантом, как правильно соединять, выбираем соединительную муфту
Полипропиленовые трубы давно завоевали у потребителя большую популярность. В отличие от металлических вариантов полипропиленовые трубы значительно легче по массе, а методы соединения такого вида коммуникаций не требуют навыков работы со сварочным аппаратом и металлорежущим инструментом, как в случае с железными трубами.
Особенности
Как и при работе с любым другим видом сантехнических коммуникаций, монтаж полипропиленовых труб имеет ряд особенностей.
- При стыковой сварке стенки не должны быть толще 4 мм. Стыкующиеся поверхности должны быть отторцованы, при этом должна соблюдаться строгая параллельность соединяемых элементов. При стыковке рекомендуется использовать специальные направляющие.
- Так как нарезку резьбы на полипропиленовой трубе сделать нельзя, для резьбовой стыковки применяют резьбовые фитинги, а для герметичности соединения используют уплотнитель и тефлоновую ленту.
- При сварке полипропиленовых труб нужно обязательно проветривать помещение. При отрицательной температуре в помещении нельзя проводить подобный вид работы, так как стыковка при недостаточном нагреве элементов не гарантирует герметичность соединения.
- При сварочных работах с полипропиленовыми трубами необходимо нагреть паяльник до нужной температуры и установить его на подставку. При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.
 При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.
При работе следует соблюдать технику безопасности, так как речь идет о высокой температуре, составляющей 260 С.Для качественного соединения элементов необходимо выдерживать то время плавления, которое требуется для определенного диаметра трубы.
Ниже приведены значения диаметров и временных интервалов.
- 16 мм – 5 сек;
- 20 мм – 6 сек;
- 25 мм – 7 сек;
- 32 мм – 8 сек;
- 40 мм – 12 сек;
- 50 мм – 24 сек;
- 63 мм – 40 сек.
Что необходимо?
Для монтажа полипропиленовых труб понадобятся специальные инструменты для резки и соединения элементов.
В перечень инструментов входят такие приспособления, как:
- труборез;
- сварочный аппарат;
- зачистка;
- клеевой пистолет;
- маркер для разметки;
- соединительная часть и рулетка.

Труборез для полипропиленовых труб лучше использовать профессиональный – такой инструмент гарантирует надежность и идеально ровный срез, он не допустит образования заусенцев на срезаемой поверхности. При выборе трубореза стоит учитывать такой важный параметр, как минимальный и максимальный диаметр трубы. Инструмент стоит выбирать с лезвием только из легированной стали.
Сварочный аппарат ручного типа должен иметь терморегулятор и плиту для нагрева, имеющую отверстия для установки насадок. К сварочному аппарату нужен парный комплект насадок с тефлоновым покрытием. Его следует выбирать из известных марок, зарекомендовавших себя на рынке, так как инструмент сомнительных производителей в процессе эксплуатации может выйти из строя, что остановит всю работу.
Зачистки бывают ручными и в виде насадки на дрель.
- Для зачистки наружного слоя используются муфты с внутренними ножами (шейверы). Под диаметр трубы, которая зачищается, подбирают нужную муфту. Также используют двусторонние муфты, которые позволяют работать с разными диаметрами. Чтобы зачистить внутренний слой трубы, берут зачистку-торцеватель, у которой ножи находятся внутри. Трубу вставляют в инструмент и несколько раз проворачивают.
- Зачистки в виде насадок на дрель отличаются от ручных вариантов только наличием стержня, который вставляется в патрон инструмента.
Клеевой пистолет можно использовать в качестве альтернативного варианта другим видам соединений. Этот инструмент обладает двумя преимуществами: клееные швы по надежности почти не уступают сварным и другим соединениям, а клей быстро схватывается. Такие соединители прекрасно скрепляют фасонные части и другие элементы.
Способы
Существует несколько способов соединения полипропиленовых коммуникаций. Выбрать, какой способ использовать, зависит от разновидности ПП-труб и их назначения.
Выбрать, какой способ использовать, зависит от разновидности ПП-труб и их назначения.
Холодная сварка основана на склеивании элементов специальным клеевым составом. Он наносится на части, которые нужно соединить. Сначала склеиваемые поверхности требуется обезжирить. После нанесения клея выжидают некоторое время и соединяют трубу с нужным элементом. После короткого промежутка времени (примерно 20 минут) соединение стабилизируется и будет надежным.
Соединение с использованием стальных или чугунных фитингов. Такой способ подходит для трубопроводов с небольшим диаметром. Обычно фитинги устанавливают на изгибах и разветвлениях коммуникаций. В состав фитинга входят такие элементы, как крышка, втулка и зажимное кольцо, которое располагается в гнезде изделия. Труба фиксируется при помощи входящего в конструкцию фитинга фальцевого кольца.
Во время соединения фитингами нужно соблюдать пошаговый план действий:
- разрез труб должен быть выполнен под прямым углом;
- нужно устранить на соединяемой поверхности все заусенцы;
- затем требуется установить гайку с фитинга на трубу и надеть на нее зажимное кольцо;
- после этого требуется вставить трубу в фитинг и закрепить соединение зажимным кольцом и гайкой.
Соединение с использованием фланцев считается очень надежным, выдерживает большие температуры и высокое давление. Такой способ используется в том случае, когда нужно соединить полипропиленовые трубы, не прибегая к сварке. Для соединения используются болты, которые вкручиваются в резьбу фланца.
При соединении фланцами необходимо соблюдать следующие правила монтажа:
- на месте соединения трубы необходимо сделать срез, избегая появления заусенцев;
- прокладка, которая устанавливается на срез, должна иметь выступ 15 см;
- на фланец ставят прокладку и соединяют с другим фланцем, установленным на другой соединяемой трубе;
- устанавливать прокладки нужно таким образом, чтобы их сечение не прикасалось к болтам;
- более одной прокладки на фланец устанавливать нельзя, так как это снизит герметичность.
Соединение с использованием муфт. Для соединения муфтами на трубах нужно сделать резьбу для их последующего монтажа и для герметичности соединения намотать на нее немного пакли. Соединяемые края следует ровно обрезать и отметить маркером место установки муфты. Затем нужно нанести на муфту смазку и установить ее на трубу, на ранее отмеченное место.
Сварка относится к горячему способу соединения. Этот вид соединения является одним из самых надежных, а его суть заключается в расплавлении полипропилена специальным аппаратом под действием температуры 260 С. Разогретые до нужной температуры элементы плотно прижимают друг к другу, а после того, как они остынут, образуется надежное соединение. Время после соединения до окончательной полимеризации полипропилена займет 20 минут.
Перед тем как приступить к соединению посредством сварки, нужно убрать все неровности и заусенцы, а если труба имеет прослойку из фольги, то ее обязательно следует обработать зачисткой-торцевателем.
При соединении методом сварки следует соблюдать следующую последовательность действий:
- включить сварочный аппарат и разогреть его до температуры 260 С;
- на соединяемые пропиленовые трубы нужно надеть насадки аппарата – делать это нужно очень быстро;
- когда свариваемые элементы начнут плавиться, их вынимают из аппарата;
- соединяют расплавленные элементы друг с другом путем крепкого прижимания на протяжении 15 секунд;
- соединенным элементам для полного схватывания нужно дать полимеризоваться – это обычно занимать около 20 секунд.
Распространенные ошибки при соединении методом сварки:
- смещение элементов при сварке в момент их нагрева;
- при стыковке элементов их нельзя поворачивать – в противном случае шов получится ненадежным;
- при сваривании кранов не было учтено расположение вентилей, и они не могут свободно двигаться.
ПНД- или ПВХ-труба может быть соединена при помощи пайки. Особенно это актуально для полиэтиленовой конструкции.
Как соединить?
В том случае, когда нужно соединить полипропиленовую трубу с металлической, можно использовать резьбовой метод соединения. Для этого понадобятся специальные фитинги, один конец которых гладкий, а на второй нанесена резьба под металлическую трубу. При таком виде соединения диаметр трубы не должен быть более 40 мм.
Резьба на фитинге может быть как внешней, так и внутренней. Гладкая поверхность, находящаяся с обратной стороны, нужна для приваривания пластиковой трубы. Для герметичности в основном используется льняная пакля, пропитанная олифой.
Паклю следует накладывать максимум на два витка и по направлению резьбы.
Последовательность действий при резьбовом способе монтажа:
- под прямым углом производят срез трубы, ее конец смазывают солидолом, а затем наносят резьбу при помощи резьбонарезного инструмента;
- с резьбы удаляют всю стружку и герметизируют стык паклей;
- на резьбу трубы прикручивают фитинг;
- противоположный гладкий конец муфты приваривают к полипропиленовой трубе.
Соединить полипропиленовые трубы можно как посредством сварки, так и холодным способом. Большее предпочтение отдают первому варианту, так как он считается самым надежным и долговечным.
Сварное соединение
До начала сварки полипропиленовые трубы и фитинги к ним нужно обработать обезжиривающим раствором, а затем дать им высохнуть – лишь после этой процедуры можно приступать непосредственно к сварке. Подобная подготовительная работа необходима для любого типа ПП-труб за исключением тех, что армированы фольгой. У армированной трубы зачистку среза делают специальным зачищающим инструментом (шейвером), в который вставляется нужный конец трубы и несколько раз проворачивается. После зачистки верхнюю часть трубы нужно обезжирить.
На трубе необходимо поставить метку маркером, отметив нужное расстояние для вдавливания ее в фитинг. Затем конец трубы нужно насадить на дорн и вставить фитинг в гильзу сварочного аппарата. Все действия следует делать очень быстро и четко. После этого греют соединяемые элементы строго отведенное время.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и быстро вдавить трубу в фитинг. Для соединения требуются некоторые силы, так как свариваемые элементы нужно плотно вдавливать и держать их в таком положении некоторое время. Больше 20 секунд зажимать стыкующиеся элементы не стоит, так как этого времени вполне достаточно для их прочного схватывания. После соединения нужно обязательно дать остыть несколько минут.
Соединение полипропиленовых труб с металлопластиковыми вариантами
В этом случае надежным способом соединения считается муфтовый. Для монтажа дополнительно понадобятся два ключа разводного типа, герметик и пакля.
Последовательность действий при соединении полипропиленовой и металлопластиковой трубы:
- разъемный элемент разбирается на две части;
- на часть с наружной резьбой нужно намотать паклю и промазать ее силиконовым герметиком;
- на второй фитинг также наматывается пакля, и все смазывается силиконом;
- части соединения нужно скрутить между собой сначала вручную, а потом дотянуть разводным ключом.
Спаять или сварить трубы в домашних условиях совсем несложно, если учитывать рекомендации.
Советы
- Для того чтобы сварочный шов в месте соединения полипропиленовой трубы был прочным, соединяемые элементы должны быть одинакового химического состава, из которого состоит полимер. Поэтому стоит закупать трубы одного производителя.
- Сварку удобнее всего осуществлять в удобном и просторном месте, которое позволит собрать сразу несколько элементов коммуникаций. Потом останется их только закрепить на нужном месте.
- При использовании сварочного аппарата настоятельно рекомендуется использовать специальные перчатки – они уберегут руки от ожогов.
- Инструмент для монтажа стоит выбирать качественный – из проверенных марок.
Если монтаж разовый, то нецелесообразно его покупать – намного дешевле обойдется аренда необходимого оборудования.
О том, как сделать сварочный аппарат для полипропиленовых труб своими руками вы можете узнать, посмотрев видео немного ниже.
Как соединить металлическую трубу с полипропиленовой
Как соединить полипропиленовую трубу с металлической без резьбы и с помощью фитингов
Классическим решением проблемы, связанной с соединением полипропиленовых и металлических труб, является внедрение фитингов с резьбой. Эти соединительные детали имеют наружную и внутреннюю резьбу необходимого диаметра, а с другой стороны муфту для впаивания.
Кроме того, в качестве разъемного соединения часто применяется фланцевое. Чтобы его установить, используют либо привариваемые к системе втулки под фланцы, либо накидные фланцы из металла. Эта технология монтажа используется при необходимости соединения трубы из полипропилена с клапанами и насосами из стали, а также изделий большого диаметра с возможностью оперативной разборки с целью ремонта или чистки.
Особенности монтажа резьбовых фитингов
Фитингами называются переходные элементы, с одной из сторон которых находится резьба. Она может быть как внутренней, так и внешней. Эта деталь используется для крепления элементов из металла. С другой стороны конструкции располагается гладкая муфта для припаивания пластика. Опыт показывает, что с помощью фитингов удобно выполнять изгибы и повороты в устанавливаемой системе.
Соединить трубы из полипропилена с металлическими довольно легко:
Переход с металла на полипропилен
Как выполнить соединение металлической трубы с полипропиленовой
Способ соединения труб
Повсеместное использование пластиковых труб и практически полное исчезновение других их видов позволило снизить как материальные, так и временные затраты на монтажные и ремонтные работы. И все же трубы, изготовленные из металлов, не исчезли совсем. Остались еще системы, где они применяются до сих пор. К тому же не будем сбрасывать со счетов дома старой постройки, где водопроводные и отопительные стояки представлены стальными трубами. Поэтому вопрос, затрагивающий способы соединения металлопластиковых труб и металлических, интересует многих домашних мастеров.
Чтобы понять, в чем суть этого процесса, необходимо в первую очередь разобраться с физическими свойствами пластика и металлов.
Металлические трубы
В этой категории отдельно следует отметить медные изделия. Они отличаются от других используемых в отоплении металлов высокой пластичностью и мягкостью. Признаемся, что места соединения меди и пластика встречаются крайне редко. На память приходит элеваторный узел в отопительной системе частного дома, от которого производится разводка по контурам распределения.
Чаще всего приходится встречать соединение полипропиленовой трубы с металлической, основными свойствами которой являются твердость и повышенная механическая прочность.
Но в системе отопления используются разные стальные трубопроводы с различными физическими свойствами:
- Чисто стальные трубы подвержены коррозии. К тому же их внутренний диаметр с годами уменьшается из-за зарастания.
- Оцинковка наоборот обладает высокой коррозионной стойкостью. Но работать с ней сложнее, поскольку затруднены сборочные операции.
- Нержавеющая сталь отличилась высокой стоимостью. Добавим, что такие трубы очень сложно обрабатывать.
Пластиковые трубы
Не все знают, что под названием «пластик» скрывается достаточно широкий перечень материалов. Поэтому не стоит валить в одну кучу все пластиковые трубы, тем более что у каждого вида есть присущие только ему качества и свойства:
- Полиэтилен отл
Соединение металлической трубы с полипропиленовой
На чтение 6 мин. Просмотров 1.1k. Обновлено
Металлические трубы отжили своё уже некоторое время назад. На смену им приходят пластиковые аналоги. По своим эксплуатационным характеристикам они не уступают металлическим, а иногда и превосходят его.
Правильное соединение металлической трубы с полипропиленовой становится залогом того, что система будет работать без перебоев, с максимальной надёжностью.
Не так уж редки ситуации, когда надо произвести соединение полипропиленового изделия с металлическим.
Чтобы понять, как правильно соединять полиэтиленовый трубопрокат с полипропиленовой или металлической смотрите видео уроки, размещенные в данной статье.
Существует несколько способов, как грамотно произвести соединение.
- С наличием резьбы. Предполагает, что используют фитинги, которые выглядят как муфты. Один конец снабжается резьбой на металл, а другой – срезом, с идеальной гладкостью.
- Фланцевого типа. Когда болты со шпильками стягивают конструкции самих фланцев. Они помогут понять, как соединять полипропиленовые трубы, видео сделают процесс более наглядным.
Монтируем резьбовые фитинги
Такие типы соединений актуальны, если вместе берутся трубы среднего, малого диаметра. Размер их не должен превышать 40 миллиметров.
Резьба на фитингах присутствует не только внутри, но и снаружи. Она нужна, чтобы закреплять металлические стороны и концы на деталях. Гладкий срез муфты располагается на противоположной стороне. Он предполагает припаивание пластика.
Фитинги монтируются по простой технологии.
- Заготовку срезают под прямым углом, в том месте, где предположительно будет находиться стык. Для обработки края используют солидол. Затем берут резьборез, и заканчивают обработку.
- После этого их надо очистить так, чтобы отсутствовала металлическая стружка. Для будущего стыка не обойтись без герметизации, что предполагает применение ФУМ-лент, либо пакли.
- Фитинговая конструкция накручивается на часть со срезом, с предварительной подготовкой. Для этого не потребуется приложить слишком много усилий. Деталь может растрескиваться, если инструментами нажимать на неё слишком сильно.
- Гладкий срез приворачивается к трубе из пластика. Легко понять, как соединить полиэтиленовую трубу с полипропиленовой.
Материал для герметизации выкладывают по ходу резьбы, чтобы им было закрыто минимум 1-2 витка.
Видео: как соединять трубопровод
Устанавливаем фланцы
Этот вариант больше подойдёт тем, кто работает с большими диаметрами. Благодаря ему в процессе эксплуатации возникает меньше проблем с доступом при необходимости сделать очистку.
Фланцы выглядят как диски плоской формы с опорой на прямые бруты.
Монтаж труб в системе состоит из нескольких этапов.
- Начинается всё с создания ровного среза на концах заготовок. Главное – чтобы пыль и стружка внутри отсутствовали.
- Затем переходят к надеванию фланцев на срезы, подготовленные заранее. Между местами с дисками располагаем прокладки из резины.
- Для соединения фланцев друг с другом применяют болты. Важно, чтобы затягивание было равномерным, без прикладывания больших усилий.
Рекомендуется отдельно проследить за тем, чтобы прокладки из резины краями не выступали больше, чем на 10 миллиметров.
Полипропиленовые трубы и их соединение
На концы труб из этого материала воздействуют высокой температурой, чтобы соединить изделия, провести стыковку. Можно использовать так же склеивание, либо специальные фитинги.
Видео: как правильно паять
Как запаять конструкции?
Полипропиленовые заготовки нельзя соединить без специального сварочного аппарата, который получил название «утюга». Он работает при подключении к обычной электрической сети.
Лучше приобретать и сами материалы с небольшим запасом, на случай возможных ошибок.
Процесс состоит из нескольких этапов. Это позволит понять, как запаять полипропиленовую трубу.
- Выполняется несколько срезов там, где в будущем будут располагаться стыки. Требуется и тщательная зачистка для торцов. На их поверхности делают специальные отметки маркером. Они указывают, на какой глубине должны находиться детали внутри нагревательного аппарата. Температура паяльника должна составить не менее 270 градусов.
- Строго перпендикулярное соединение насадок с раскалённым паяльником. То же самое проделывают с концами других соединений.
- 10-15 секундное ожидание до завершения плавления. Потом от насадок избавляются, а детали снова соединяют между собой. Их слегка прикладывают друг к другу, но проворачивание недопустимо.
- Детали для стыковки надо оставить на некоторое время в одном положении, пока они не остынут.
Видео: учимся как паять
Раструбная пайка – вариант, который применяют для труб с 40-миллиметровым и большим диаметром. Но такую работу рекомендуется доверять специалистам, только они знают обо всех особенностях.
Соединительные элементы лучше нагревать изнутри, а трубы –снаружи. Тогда легче будет создавать узлы, отличающиеся высокой прочностью. Иначе внутри образуются небольшие бугорки, из-за которых проходимость уменьшается. Продувка конструкции позволит забыть о подобных проблемах.
Особенности «холодного» способа
Предполагается, что в данном случае используются компрессионные фитинги. Из инструментов хватит обычного обжимного ключа.
Монтажный процесс выглядит так.
- Как обычно, начинается работа со срезов на концах. После этого надо проверить, в перпендикулярном ли положении находится кромка. Зачистка торцов от заусенец проводится проволочной мочалкой, либо мелкозернистой шкуркой.
- Стяжная гайка одевается на один из концов трубы. Резьба должна идти к фитингу. Затем переходят к эксплуатации колец с компрессией. Они тоже идут в фитинговую сторону, но длинными скосами.
- Фитинг нанизывается на поверхность торца, подготовленного заранее. Во внутреннюю поверхность деталь вставляется до упора.
- После этого стяжная гайка полностью затягивается. Система проверяется на предмет герметичности.
Видео
На какие моменты при сваривании обращать внимание?
Профессиональные паяльники стоят достаточно дорого. Лучше приобрести недорогие «любительские» варианты, если работа будет непостоянной. У таких обычно сразу несколько ходовых насадок. Можно брать инструменты в аренду. Это не повлияет на качество итоговых соединений.
Устойчивая подставка стала обязательным элементом почти для всех паяльников. Даже профессионалы выполняют соединения только в том случае, если инструмент сохраняет устойчивое положение. На нагрев рабочих поверхностей уходит не больше 10-15 минут.
В соединительных насадках есть всего 2 части – дрон, на котором разогревают муфту, а так же гильза, внутри которой находятся труба с дроном.
Детали насадки устанавливаются на паяльник, когда он ещё холодный. И только после этого прибор подсоединяется к сети. Работу надо начинать, лишь когда погаснут индикаторы.
Видео
Это происходит при втором нагревательном цикле. Но время разогрева определяется несколькими факторами:
- Типом трубы.
- Толщиной стенок.
- Диаметром конструкции.
Все эти значения обычно указываются в таблице, которая идёт в комплектах с паяльниками.
Канализационные системы и особенности их соединения
Монтируя канализацию, многие соединяют пластиковые трубы не только с металлическими, но и с чугунными аналогами.
Такие стыки конструктивно отличаются от других. Потребуется приобретение специальных комплектующих:
- Уплотнителей.
- Гофр.
- Манжет.
Подбор и приобретение подходящих комплектующих не должен доставить особых проблем. Но можно использовать и подручные материалы, если найти подходящий вариант никак не получается.
Из микропористой резины, например, вырезают уплотнитель. В зазор между соединяемыми элементами надо поместить длинную узкую ленту. Тупая широкая отвёртка поможет уплотнить этот материал.
Видео
Чеканка неприемлема по нескольким причинам. Она может деформировать пластиковые трубы, помешать созданию герметичных стыков. Но даже после выполнения работы вероятность протечек сохранится высокая.
Цементный раствор так же не отличается высоким сроком службы. Разные материалы имеют разный коэффициент теплового расширения, и эта разница оказывает на конструкцию негативное влияние.
В зацементированных стыках слишком быстро появляются трещины, такие конструкции просто утрачивают свою целостность.
Пластиковые трубопрокаты иногда соединяются и с медными, но такой вариант встречается крайне редко. Соединение металлической трубы с полипропиленовой более распространено.
Выбор правильного материала трубы
На заводах-изготовителях и других промышленных предприятиях многие детали участвуют в успехе всей операции. Одним из этих компонентов является система транспортировки жидкости по всему зданию — трубопровод, который проходит вдоль стен, потолка и, возможно, под землей, чтобы обеспечить объект водой, маслом и другими жидкостями, которые необходимы для завершения определенных процессов.
Как и в любой другой системе, трубы и фитинги, используемые при работе с жидкостью, в конечном итоге потребуют замены.Если вы строите новый объект, вы можете начать с нуля и выбрать лучший материал для труб, соответствующий вашим потребностям. Независимо от того, заменяете ли вы систему обработки жидкости или устанавливаете ее в новом здании, перед запуском следует учесть несколько факторов, а также несколько вариантов материала труб на выбор.
При внедрении или строительстве системы обработки жидкостей на вашем заводе или складе вам придется принять несколько решений в зависимости от вашей отрасли, обрабатываемых материалов и цели.Одно из наиболее важных решений, которые вы примете в этом процессе, — это тип материала трубы, который вам понадобится для транспортировки жидкостей, газов, химикатов и других жидкостей. Это нелегкое решение — неправильный материал трубы может поставить под угрозу качество вашего продукта, а также безопасность вас и ваших сотрудников.
Вот семь факторов, которые следует учитывать при выборе лучшего материала трубы для вашей системы обработки жидкости.
8 элементов, которые следует учитывать при выборе материала трубы
Материал труб в вашей системе обработки жидкости напрямую влияет на общий успех системы, а также на общую миссию или цель вашего предприятия.Очень важно взвесить все варианты и учесть множество факторов, которые повлияют на процесс выбора материала трубопровода для масла и водопровода. Вот восемь вещей, которые следует учитывать, прежде чем выбирать материал трубы для перекачки жидкости.
1. Транспортируемый материал
Какой вид жидкости транспортирует ваши трубы? Более конкретно, является ли жидкость коррозионной или некоррозионной? К коррозионным жидкостям относятся такие вещества, как сырая нефть, аммиак, морская вода и другие кислые жидкости, которые имеют тяжелый химический состав.Для этих жидкостей требуется труба из коррозионно-стойкого материала, такого как пластиковая труба из ХПВХ или труба с покрытием. Поскольку большинство жидкостей, по крайней мере, являются слегка коррозионными, вам понадобится коррозионно-стойкий материал для труб, по которым они будут транспортироваться. Между тем, некоррозионные жидкости или газы, такие как смазочное масло, воздух и азот, можно безопасно транспортировать по трубам из углеродистой стали или металла.
Тип жидкости или газа, который транспортирует ваша трубопроводная система, играет важную роль при выборе материала трубопровода для транспортировки жидкости.Некоторые материалы труб лучше подходят для некоррозионных жидкостей, таких как масла или стандартные сточные воды. Для более агрессивных жидкостей, таких как кислота или перекись, требуется труба с внутренним пространством, способным выдержать абразивность этих коррозионных материалов. Коррозионные материалы распространены во многих промышленных чистящих средствах, а также в химической промышленности и при обращении с ними. Помните, что, несмотря на прочность материала пластиковых или металлических труб и их коррозионную стойкость, химические вещества, кислоты и соленая вода являются гораздо более абразивными, чем обычная вода или масло.При выборе материала трубы всегда помните о жидкости, которую вы транспортируете.
Посмотрите, как следующие популярные материалы для труб и футеровок устойчивы к коррозии:
- Нержавеющая сталь: Ее не зря называют «нержавеющей» сталью — нержавеющая сталь не ржавеет и не корродирует так быстро и легко, как другие материалы. Он, естественно, противостоит большей части коррозии, поскольку состоит из нескольких различных сплавов, каждый из которых помогает образовывать защитный оксидный слой на поверхности.Этот натуральный слой прочный и прочный. По этой причине это идеальный выбор материала водопроводных труб, который также подходит для масел и некоторых химикатов.
- Алюминиевый сплав: Алюминий не ржавеет, что полезно, когда вам нужно, чтобы транспортируемая жидкость оставалась чистой и незагрязненной. Он может выдерживать воздействие многих газов, масел и жидкостей без ухудшения характеристик. Однако алюминий со временем подвергается коррозии, особенно в морской или серной среде.
- Чугун: чугун легко найти, он обладает уникальной устойчивостью к многим внешним источникам коррозии, таким как рост растений и почва, потому что он такой толстый.Чугун может выдерживать воду и соленую воду в течение коротких периодов времени, поэтому он может быть подходящим для краткосрочных проектов. Тем не менее, он действительно подвергается коррозии и ржавчине после длительного воздействия воды.
- Покрытие из фторполимера (ПТФЭ): футеровка труб из ПТФЭ нереактивна и очень устойчива к агрессивным химическим веществам. Это один из наиболее универсальных материалов для футеровки труб, а благодаря своей долговечности и нулевому риску загрязнения продукта он идеально подходит для выбора материала труб для кислотной, водной, химической и масляной промышленности.
- Футеровка из ПВДФ Kynar®: футеровка из ПВДФ для труб очень прочна и прочна и является одним из самых износостойких материалов на рынке. Производственные предприятия или заводы, которые работают с высококонцентрированными кислотами, химикатами, соленой водой и ядерными материалами, добиваются успеха с облицовкой из ПВДФ. Он также устойчив к коррозии от естественного солнечного света и погодных условий.
- Оцинкованная сталь: для краткосрочных проектов в морской воде подходит оцинкованная сталь, поскольку она не ржавеет. Однако он подвергнется коррозии после длительного воздействия соли и воды.Также стоит отметить, что оцинкованная сталь часто корродирует изнутри, поэтому ее может быть сложно обнаружить.
- Медь: Медь широко используется благодаря своей доступности и эстетической привлекательности. Он не полностью устойчив к коррозии, но он более устойчив к коррозии, чем многие другие материалы, например оцинкованная сталь. Медь наиболее подвержена коррозии в пресной и соленой воде, а также в особо агрессивных химикатах и кислотах.
- Resistoflex ATL PTFE футеровка: футеровка ATL PTFE для труб содержит специально разработанные смолы, которые делают ее очень прочной и долговечной при длительном воздействии соленой воды и агрессивных химикатов.Он часто используется на предприятиях по переработке бумаги и выработке электроэнергии, а также в сфере услуг.
- Углеродистая сталь: Хотя углеродистая сталь идеально подходит для высокотемпературных жидкостей, она легко подвергается коррозии при высоких уровнях воздействия влаги, химикатов и кислот.
- Футеровка из полипропилена (PP): Футеровка для труб из полипропилена является хорошим высокотемпературным материалом для труб, так как она очень хорошо работает при температурах до 225 градусов, а также в соленой воде, а также в основных и кислотных средах. Однако он не выдерживает растворителей, летучих органических соединений (ЛОС) или чрезмерно низких температур.Футеровка из полипропилена часто используется на водоочистных сооружениях, химических предприятиях, предприятиях по выработке электроэнергии, а также в производстве продуктов питания и напитков.
2. Температура жидкости, проходящей через
Следующее, что нужно учитывать, — это температура жидкости в вашей системе обработки жидкостей. Если вы транспортируете высокотемпературные жидкости, вы должны быть уверены, что ваша система состоит из высокотемпературных трубных материалов. Некоторые типы пластиковых трубопроводов могут не подходить для работы с высокими температурами, в то время как другие могут быть предназначены для работы с жидкостями независимо от того, насколько они горячие.Металлические трубы обычно подходят для высокотемпературных жидкостей, хотя некоторые из них могут стать слишком горячими на ощупь.
Если вы работаете с очень высокими или низкотемпературными жидкостями, в том числе криогенными жидкостями, внесите
e Ваша труба состоит из материала, рассчитанного на экстремальные температуры. В противном случае вы рискуете повредить или вызвать коррозию ваших труб и загрязнение жидкости внутри них. В некоторых случаях экстремальные температуры могут полностью разрушить трубопровод, что приведет к дорогостоящему ремонту, повреждению продукта и созданию опасных условий на рабочем месте.Материал металлических труб обычно подходит для очень горячих жидкостей, хотя вам и вашим сотрудникам следует соблюдать осторожность при работе с ними. В зависимости от температуры алюминий часто используется для транспортировки криогенных жидкостей.
Материал вашего трубопровода должен поддерживать эти температуры, а также поддерживать их на протяжении всего процесса перекачки жидкости. Во многих областях применения, включая лаборатории, пищевую промышленность, медицинские учреждения и заводы, работающие с опасными химическими веществами, для всех используемых жидкостей и паров требуется точная температура.
Некоторые материалы труб, подходящие для работы при высоких температурах, включают углеродистую сталь, а также футеровки из PTFE, PVDF, ATL PTFE и PP. При чрезвычайно низких температурах медь, некоторые алюминиевые сплавы и высоколегированная аустенитная нержавеющая сталь с наименьшей вероятностью станут хрупкими и сломаются.
3. Давление в процессе работы с жидкостью
Какое давление жидкости обрабатывает ваша система? Если давление этих рабочих жидкостей очень высокое, вам понадобится материал трубопровода, который будет либо высокопрочным, иметь большую толщину, либо спроектирован таким образом, чтобы выдерживать жидкости под высоким давлением.Среднее давление, которое должны выдерживать трубопроводы большинства производственных предприятий, составляет около 150 фунтов на квадратный дюйм манометра (psig). Если ваше предприятие работает с жидкостями с более высоким давлением, чем это, возможно, вам придется запросить материал для труб, специально разработанный для работы с жидкостями под высоким давлением.
Различные жидкости и газы создают разное давление внутри ваших труб для подачи жидкости. Например, криогенные жидкости известны тем, что создают среду с очень высоким давлением во время процесса переноса.На это давление также могут влиять многие внешние факторы, включая температуру и высоту трубопровода.
Для некоторых жидкостей и газов, для которых могут потребоваться трубы из материалов, соответствующих давлению, например:
- Аммиак
- Хлор
- Пропан
- Двуокись углерода
- Закись азота
- Ацетилен
- Бутан
- Водород
- Гелий
- Неон
- Азот
- Кислород концентрированный
Убедитесь, что вы выбрали материал трубы, который рассчитан на работу с веществами и условиями высокого или низкого давления.Если вы используете жидкость или газ под высоким давлением в трубе, которая не подходит для работы с высоким давлением, вы рискуете утечки, разрывы труб, затопление, пожар, взрыв и травмы имущества и персонала.
Никогда не предполагайте, что ваша система обработки жидкости пригодна для веществ под высоким давлением. Перед использованием всегда уточняйте у поставщика труб, рассчитана ли ваша система обработки жидкости для работы с жидкостями и парами под высоким давлением.
4. Срок службы системы подачи жидкости
Вам нужны надежные и долговечные трубопроводы, но как долго вам может прослужить ваша система подачи жидкости? Важным компонентом эффективного проектирования трубопроводов и выбора материала является вопрос о том, как долго вы ожидаете, что ваша система обработки жидкости прослужит.Если вы знаете, что вам, скорее всего, придется заменить систему через пять-десять лет по другой причине, например, из-за переезда, вам не нужно вкладывать деньги в очень долговечный материал для трубопроводов. Это также может повлиять на то, сколько денег вы готовы потратить на систему, что, в свою очередь, повлияет на тип материала, который вам следует выбрать.
Если, с другой стороны, вы ожидаете, что эта система прослужит 10 или более лет, вам следует инвестировать в самый прочный тип материала для труб.
Например, временные рабочие площадки или перерабатывающие предприятия, которые обычно не занимаются обработкой жидкостей, могут не нуждаться в такой сложной или долговечной системе, как постоянная установка, которая ежедневно перекачивает жидкости.Вы также должны учитывать, как часто ваш бизнес будет использовать вашу систему обработки жидкостей. Конечно, существуют некоторые условия — например, чрезвычайно агрессивные химические вещества, опасные материалы или жидкости, требующие регулирования температуры, — которые потребуют определенных материалов труб независимо от желаемого срока службы вашей системы. Если в вашем бизнесе нет особых обстоятельств, используйте эту информацию, чтобы оценить сумму, которую вы должны инвестировать в трубы, а также тип и качество используемого материала.
5. Простота обслуживания
Точно так же, как пол, столешницы и другие твердые поверхности, некоторые типы материалов для труб легче чистить, чем другие. Спросите себя, как часто вы можете чистить систему обработки жидкости. Будьте реалистичны в отношении частоты, так как это может стать очень трудоемкой задачей в зависимости от размера и сложности вашей системы. Если вы не можете чистить его очень часто, использование материала трубопроводов, не требующего особого ухода, должно быть приоритетом для вашего предприятия.
Убедитесь, что материал, который вы выбираете для труб для подачи жидкости, пригоден для ремонта в ваших текущих условиях.Существует три основных типа обслуживания, которые следует учитывать всем системам обработки жидкостей:
- Профилактическое обслуживание: Профилактическое обслуживание необходимо для всех частей вашей системы обработки жидкости и должно выполняться через регулярные запланированные интервалы, основанные на приблизительной стоимости простоя, потенциальных рисков сбоя системы, ожидаемого времени между ремонтом детали и доступности резервное оборудование при необходимости.
- Текущее обслуживание по очистке: Регулярное обслуживание по очистке труб поможет предотвратить накопление продукта внутри и снаружи, которое может вызвать коррозию вашей системы и загрязнение перекачиваемых жидкостей.
- Экстренное обслуживание: Даже при внимательном профилактическом обслуживании и высокопрочной продукции вам, вероятно, потребуется экстренный или специальный ремонт хотя бы один раз в жизни вашей системы обработки жидкости. Решайте проблемы по мере их возникновения, чтобы сократить количество посещений для экстренного обслуживания.
Во время каждого из этих сценариев обслуживания ваши трубы должны быть доступны. Всегда привлекайте профессионального специалиста для установки вашей системы обработки жидкости. Профессиональные системные специалисты обучены рассматривать вашу систему в целом, а не сосредотачиваться на отдельных частях или единицах оборудования.Они позаботятся о том, чтобы ваши трубы были достаточно большими для вашего пространства и бизнес-потребностей, но не были слишком большими. Негабаритные трубопроводные системы приводят к ненужному обслуживанию и занимают много полезного пространства.
Если у вашего предприятия нет времени, доступной рабочей силы или бюджета для регулярного и частого обслуживания, выбор материала трубы, не требующего особого ухода, должен быть вашим главным приоритетом.
6. Воздействие внешних элементов
Внешние элементы существуют внутри и снаружи.В помещении, внешняя коррозия и другие проблемы могут возникнуть из-за коррозионных паров в воздухе, влажности и плесени. Внешний вид представляет собой несколько угроз для внешней коррозии и повреждений, включая соли в морской воде, ненастную погоду, микроорганизмы, разрастание растений и многое другое.
Если какая-либо часть вашей системы обработки жидкости находится на открытом воздухе, вам понадобится материал для труб, который может выдерживать воздействие окружающей среды. К внешним элементам, которые могут привести к разрушению или коррозии вашего трубопровода для перекачки жидкости, относятся ультрафиолетовое излучение, коррозионная почва, осадки и другие атмосферные условия.
Примеры внешних элементов, с которыми следует проявлять осторожность, включают следующее:
- Коррозионные пары или пары в воздухе от других рабочих мест или материалов
- Экстремальные или колеблющиеся температуры в помещении и на улице
- Рост плесени и грибка
- Соль из морской воды
- Ненастная погода, включая дожди, снег, молнии и град
- Микро- и немикроорганизмы, которые могут зарываться в норы или разъедать
- Рост растений, корней и мха на наружном трубопроводе
- Воздействие УФ-лучей солнца
- Коррозийная и влажная почва
7.Размеры клапана и фитингов
Для некоторых материалов трубопроводов можно выбрать только несколько размеров клапанов и фитингов, поэтому вам может потребоваться исключить некоторые варианты, исходя из этого фактора. Вы можете выбрать из следующих типов клапанов и фитингов:
Типы клапана и фитингов, которые вы выберете, будут зависеть от типов соединений, которые вам нужно будет выполнить от трубы к трубе, а также от того, как соединить трубы с другими элементами системы обработки жидкости.
8. Стоимость материала
Стоимость — важный фактор при принятии любого бизнес-решения.При рассмотрении труб из различных материалов учитывайте стоимость:
.- Первоначальные инвестиции во все необходимые детали, включая трубы, клапаны и фитинги
- Доступен ли выбранный вами материал или его необходимо импортировать
- Плановое и неотложное техобслуживание
- Материалы для футеровки труб, если применимо
Как и в случае с любыми другими расходами, всегда учитывайте рентабельность инвестиций при сравнении различных затрат. Например, если материал трубы лучше всего подходит для вашей отрасли из-за его терморегулирования и долговечности, но он дороже, помните о потенциальных убытках, с которыми вы можете столкнуться, если выберете более дешевый и менее жизнеспособный вариант.Для многих отраслей отсутствие инвестиций в правильный материал для труб может привести к гораздо более дорогостоящим проблемам в будущем. При оценке затрат всегда помните о неоспоримых потребностях вашей отрасли.
Доступные типы материалов для трубопроводов
Теперь, когда вы знаете, какие факторы повлияют на материал трубопровода, который вам следует выбрать, давайте поговорим о шести самых популярных материалах трубопроводов, а также об условиях, для которых каждый из них лучше всего подходит.
1. Чугун
Чугун был одним из первых материалов, используемых для изготовления трубопроводов, и его чаще всего находили в подземных сооружениях.Трубопроводы, по которым под землей проходят такие материалы, как вода, газ и канализация, должны быть невероятно прочными, устойчивыми к давлению и долговечными, поскольку эти трубы должны служить несколько десятилетий без необходимости замены. Трубы для грунта также обычно изготавливаются из чугуна из-за его превосходных антикоррозионных свойств. Чугунные трубы более популярны в многоквартирных домах, чем в частных домах, благодаря своей огнестойкости и шумопоглощающим свойствам.
Если вам нужны подземные трубопроводы на вашем предприятии, которые прослужат как можно дольше, чугун может быть лучшим материалом для вашей системы обработки жидкости.
2. Сталь и стальные сплавы
Трубы из углеродистой стали и стальные сплавы создаются с использованием различных методов производства, чтобы обеспечить множество вариантов материалов для трубопроводов, все из которых сделаны из стали. Сталь является предпочтительным материалом для трубопроводов из-за ее толщины и способности удерживать жидкости под высоким давлением. Два распространенных типа материалов для стальных труб для производственных предприятий:
- Трубы из углеродистой стали: Трубы из углеродистой стали доступны в нескольких различных сортах в зависимости от количества углерода, содержащегося в трубе.Этот тип стальных трубопроводов более подвержен коррозии, чем другие разновидности, что делает их идеальными для внутренних систем, транспортирующих некоррозионные материалы.
- Оцинкованная сталь: Второй вариант стальных трубопроводов — оцинкованная сталь, которая лучше приспособлена для работы с агрессивными жидкостями, а также с жаропрочными материалами. Однако он не так идеален для веществ под высоким давлением, так как рассчитан только на давление до 250 фунтов на квадратный дюйм.
3. Цветные металлы
Категория материалов труб из цветных металлов относится к любому материалу трубопровода, который представляет собой металл, отличный от стали.Популярные варианты цветных металлов включают:
- Латунь: Трубопроводы из латуни популярны для транспортировки агрессивных материалов, и наиболее распространенным типом является красная латунь.
- Алюминий: Существует несколько разновидностей алюминиевых трубопроводов в зависимости от типа и количества сплава, добавляемого в алюминий. Выбранный вами уровень алюминиевой трубы будет зависеть от того, перевозите ли вы высококоррозионные материалы или материалы под высоким давлением.
- Медь: Медные трубопроводы являются стандартными как для коммерческих, так и для жилых водопроводов, таких как водопровод и другие водопроводы.Вы можете выбрать один из нескольких типов медных труб в зависимости от толщины.
- Медно-никелевый сплав: Медно-никелевый трубопровод чаще всего используется в морских и морских установках из-за его превосходной способности эффективно транспортировать морскую воду с минимальной степенью коррозии. В качестве прочного материала для труб медно-никелевый сплав также может обрабатывать материалы с высокими температурами.
4. Бетон
Наиболее типичное применение бетонных труб — это крупномасштабные инженерные проекты, такие как управление водными ресурсами и контроль ливневых стоков.В зависимости от диаметра трубы бетонные трубы обычно армируются другим слоем или прочной проволокой, чтобы позволить ей сохранять свою прочность под землей. Бетонные трубы, используемые для гражданских целей, должны пройти несколько разрушающих испытаний, чтобы убедиться, что они могут противостоять любым потенциально опасным явлениям.
Эти трубы также необходимо регулярно обслуживать, так как грязь и мусор могут легко прилипнуть к внутренней стороне бетонных труб и вызвать подпорку. В зависимости от типа материала, по которому проходят трубы, резервирование сточных или ливневых вод может быть очень опасным для окружающих территорий.Большинство производственных предприятий не выиграют от использования бетонных трубопроводов для своих систем транспортировки жидкостей.
5. Пластик
Пластиковые трубы — это вариант, который вы можете серьезно рассмотреть для системы обработки жидкости на вашем предприятии. Варианты пластиковых труб включают:
- PVC: Трубы из поливинилхлорида (ПВХ) являются наиболее широко используемым типом пластиковых трубопроводов, идеально подходящих как для строительства, так и для электротехники.
- Полипропилен: Полипропиленовые трубы наиболее эффективны и подходят для транспортировки химических отходов и других высококоррозионных материалов.
- Полиэтилен: Полиэтилен — гибкий, но прочный материал, который лучше всего подходит для трубопроводов в системах орошения, спринклерных систем и других сферах, связанных с водой.
- PEX: Трубы PEX — это, по сути, полиэтиленовые трубы, которые были обработаны, чтобы сделать их более прочными и устойчивыми к изменениям температуры в горячем и холодном состоянии. Этот материал становится значительной альтернативой традиционным медным трубам.
- ABS: Вы найдете трубы из ABS в канализации, канализации, канализации и вентиляции.
6. Труба с футеровкой
Мы сохранили лучший тип труб для большинства промышленных и производственных систем — трубы и фитинги с последней футеровкой рекомендуются для систем обработки жидкостей на большинстве предприятий. Стальная труба с пластиковым покрытием — это, по сути, «лучшее из обоих миров», сочетающее в себе коррозионно-стойкие качества пластика с долговечностью металлических материалов. Вы можете выбрать, каким типом пластика вы хотите футеровать стальные трубы. Популярные варианты труб и фитингов с пластиковым покрытием включают:
- Поливинилиденфторид (PVDF): При транспортировке высококонцентрированных кислот и других агрессивных жидкостей надежным выбором будет трубы и фитинги с PVDF-покрытием.Эти трубы разработаны, чтобы противостоять коррозионным свойствам жидкостей, связанных с химической обработкой и производством электроники.
- Фторполимер (PTFE): Трубы и фитинги с покрытием из PTFE известны своей способностью транспортировать жидкости при высоких температурах и давлениях. Его прочность и коррозионная стойкость делают его популярным материалом для трубопроводов во многих промышленных областях.
- Полипропилен (ПП): Труба, футерованная ПП, является лучшим выбором для работы с основными жидкостями с низким химическим составом и низким или нулевым коррозионным действием.Это наиболее экономичный вариант для небольших операций и транспортировки жидкостей со средней температурой.
Преимущества добавления труб с термопластической футеровкой к вашему производству
Для большинства стандартных производственных предприятий и других промышленных применений трубы и фитинги с пластмассовой футеровкой имеют несколько преимуществ. Некоторые из наиболее заметных преимуществ материала труб этого типа включают:
- Доступность: Благодаря сочетанию отличных свойств сопротивления пластиковой футеровки с низкой стоимостью стали и других металлических материалов, трубы и фитинги с термопластической футеровкой являются одним из наиболее доступных вариантов трубопроводов для многих производственных предприятий.
- Настройка: Регулируя количество каждого используемого материала, вы можете настроить свойства трубы с футеровкой, сохраняя при этом наиболее желаемые характеристики каждого материала.
- Безопасность: Трубы с пластиковой футеровкой позволяют улучшить качество продукции благодаря отсутствию загрязнения жидкостью, соприкасающейся с металлическими материалами. Они также с меньшей вероятностью приведут к загрязнению материалов и дорогостоящим простоям, связанным с процессами очистки и ремонта.
- Низкие затраты на техническое обслуживание: Труба с термопластическим покрытием устойчива к коррозии и химическим веществам, а также не требует частого обслуживания или очистки.
- Простая установка: После надлежащего обучения специалистов по установке установка труб с футеровкой становится намного проще, быстрее и доступнее, чем установка металлических труб.
Какой материал трубы лучше всего подходит для работы с жидкостями?
Чтобы выбрать лучший материал трубы для операций с жидкостью, вы должны учитывать несколько факторов, касающихся вашего предприятия и вашей системы обработки жидкости.Каждое производственное предприятие уникально и требует материалов труб и фитингов для различных областей применения. Когда придет время заменить вашу систему обработки жидкости, обязательно тщательно обдумайте каждый выбор, а не просто делайте то, что делают все остальные. То, что металлические футеровки для труб работают, например, на одном предприятии, не означает, что они также являются лучшим выбором для вас.
При этом облицованный материал трубы часто является лучшим решением для большинства производственных предприятий среднего размера, так как он сочетает в себе лучшие характеристики двух самых популярных материалов для малых объемов — пластика и металла.
Получите индивидуальные трубы и фитинги от SEMCOR
После того, как вы решили, какой материал труб и фитинги лучше всего подходят для вашей работы, свяжитесь со специалистами SEMCOR, чтобы начать процесс их установки в ваше здание или здания. Мы предлагаем лучшие продукты для обработки жидкостей на заказ, включая трубы и фитинги, клапаны, шланги и другие индивидуальные решения. Кроме того, все наши продукты разработаны с учетом долговечности, что сводит к минимуму необходимость в будущем обслуживании или ранней замене.Мы также можем оказать помощь в выборе подходящих материалов в зависимости от системы и потребностей вашего предприятия.
SEMCOR предлагает широкий спектр решений и настроек для работы с жидкостями, в том числе:
- Производство труб и фитингов: SEMCOR специализируется на производстве жестких трубопроводов, способных выдерживать высокие температуры и коррозионные среды. Мы также предлагаем высококачественные стандартные пластиковые футеровки и фитинги для труб, в том числе футеровки из PTFE, ATL PTFE, PVDF и PP.Если вам требуются индивидуальные подкладки и материалы, SEMCOR всегда готов помочь.
- Модификации шлангов и клапанов: SEMCOR предлагает шланги из PTFE, металла, резины и пластмассы. Мы также предлагаем обжимные фитинги для шлангов из ПТФЭ, зажимные фитинги для резиновых шлангов и фитинги для сварки металлических шлангов, поэтому каждый продукт можно модифицировать в соответствии с вашими конкретными требованиями. Наши клапаны, приводы и элементы управления поставляются ведущими отраслевыми поставщиками и изготовлены из прочных, коррозионно-стойких пластиков, поэтому они могут выдерживать перекачку самых абразивных жидкостей.Наши варианты проектирования и изготовления также позволяют нам создавать индивидуальные клапаны, приводы и решения управления для любого промышленного применения.
- Индивидуальные компенсаторы: SEMCOR предлагает настраиваемые металлические и резиновые компенсаторы от ведущих промышленных брендов, таких как Resistoflex и Hose Master.
С 1907 года SEMCOR по-прежнему стремится отвечать на ваши вопросы и предоставлять только высококачественные изделия для вашего бизнеса. Чтобы узнать больше о продуктах и услугах SEMCOR для обработки жидкостей или запросить ценовое предложение, свяжитесь с нами через Интернет или по телефону (314) 300-0432.
Наши отделы обслуживания и продаж доступны круглосуточно и без выходных, чтобы помочь вам и ответить на любые ваши вопросы. Свяжитесь с нами сегодня или продолжайте просматривать наш сайт, чтобы узнать больше о наших решениях для работы с жидкостями, включая наши высококачественные трубы и фитинги с футеровкой.
Именованный тип канала, режимы чтения и ожидания — приложения Win32
- 4 минуты на чтение
В этой статье
Сервер конвейера указывает режим типа канала, режим чтения и режим ожидания в параметре dwPipeMode функции CreateNamedPipe .Клиенты каналов могут указывать эти режимы каналов для своих дескрипторов каналов с помощью функции CreateFile .
Тип Режим
Типовой режим канала определяет, как данные записываются в именованный канал. Данные могут передаваться через именованный канал как поток байтов или как поток сообщений. Сервер каналов указывает тип канала при вызове CreateNamedPipe для создания экземпляра именованного канала. Режимы типов должны быть одинаковыми для всех экземпляров канала.
Чтобы создать канал байтового типа, укажите PIPE_TYPE_BYTE или используйте значение по умолчанию. Данные записываются в конвейер как поток байтов, и система не различает байты, записанные в разных операциях записи.
Чтобы создать канал типа сообщения, укажите PIPE_TYPE_MESSAGE. Система обрабатывает байты, записанные в каждой операции записи в канал, как единицу сообщения. Система всегда выполняет операции записи в каналах сообщений, как если бы режим сквозной записи был включен.
Режим чтения
Режим чтения канала определяет способ чтения данных из именованного канала. Сервер каналов указывает начальный режим чтения для дескриптора канала при вызове CreateNamedPipe . Данные могут быть прочитаны в режиме чтения байтов или в режиме чтения сообщений. Дескриптор канала байтового типа может находиться только в режиме чтения байтов. Дескриптор канала типа сообщения может быть либо в режиме чтения байтов, либо в режиме чтения сообщения. Для канала типа сообщения режим чтения может отличаться для дескрипторов сервера и клиента от одного и того же экземпляра канала.
Чтобы создать дескриптор канала в режиме чтения байтов, укажите PIPE_READMODE_BYTE или используйте значение по умолчанию. Данные считываются из конвейера как поток байтов. Операция чтения завершается успешно, когда считываются все доступные байты в конвейере или когда считывается указанное количество байтов.
Чтобы создать дескриптор канала в режиме чтения сообщений, укажите PIPE_READMODE_MESSAGE. Данные читаются из конвейера как поток сообщений. Операция чтения завершается успешно только после прочтения всего сообщения.Если указанное количество байтов для чтения меньше размера следующего сообщения, функция считывает как можно большую часть сообщения, прежде чем вернуть ноль (функция GetLastError возвращает ERROR_MORE_DATA). Остальную часть сообщения можно прочитать с помощью другой операции чтения.
Для клиента канала дескриптор канала, возвращаемый CreateFile , всегда изначально находится в режиме чтения байтов. И клиенты-конвейеры, и конвейерные серверы могут использовать функцию SetNamedPipeHandleState для изменения режима чтения дескриптора конвейера.Дескриптор канала должен иметь право доступа FILE_WRITE_ATTRIBUTES.
Режим ожидания
Режим ожидания дескриптора канала определяет, как функции ReadFile , WriteFile и ConnectNamedPipe обрабатывают длительные операции. В режиме ожидания-блокировки функции бесконечно ждут, пока процесс на другом конце конвейера завершит операцию. В режиме ожидания без блокировки функции возвращаются немедленно в ситуациях, которые в противном случае потребовали бы неопределенного ожидания.
На операцию ReadFile влияет режим ожидания дескриптора канала, когда канал пуст. С дескриптором ожидания блокировки операция не завершается успешно, пока данные не станут доступны из потока, записывающего на другой конец канала. Используя дескриптор неблокирующего ожидания, функция немедленно возвращает ноль, а функция GetLastError возвращает ERROR_NO_DATA.
На операцию WriteFile влияет режим ожидания дескриптора канала, когда в буфере канала недостаточно места.С дескриптором блокировки-ожидания операция записи не может быть успешной, пока в буфере не будет создано достаточное пространство за счет чтения потока с другого конца канала. С дескриптором неблокирующего ожидания операция записи немедленно возвращает ненулевое значение, без записи каких-либо байтов (для канала типа сообщения) или после записи такого количества байтов, сколько хранится в буфере (для канала байтового типа).
На операцию ConnectNamedPipe влияет режим ожидания дескриптора канала, когда нет подключенного клиента или ожидающего подключения к экземпляру канала.С дескриптором ожидания блокировки операция подключения не будет успешной, пока клиент канала не подключится к экземпляру канала, вызвав функцию CreateFile или CallNamedPipe . С дескриптором неблокирующего ожидания операция подключения немедленно возвращает ноль, а функция GetLastError возвращает ERROR_PIPE_LISTENING.
По умолчанию все дескрипторы именованных каналов, возвращаемые функцией CreateNamedPipe или CreateFile , создаются с включенным режимом ожидания блокировки.Чтобы создать канал в режиме ожидания без блокировки, сервер канала указывает PIPE_NOWAIT при вызове CreateNamedPipe .
И клиенты-конвейеры, и конвейерные серверы могут изменять режим ожидания дескриптора конвейера, задав либо PIPE_WAIT, либо PIPE_NOWAIT в вызове функции SetNamedPipeHandleState .
Примечание
Режим ожидания без блокировки поддерживается для совместимости с Microsoft LAN Manager версии 2.0. Этот режим не следует использовать для достижения перекрытия ввода и вывода (I / O) с именованными каналами.Вместо этого следует использовать перекрывающийся ввод-вывод, потому что он позволяет выполнять трудоемкие операции в фоновом режиме после возврата из функции. Дополнительные сведения о перекрывающемся вводе-выводе см. В разделе Синхронный и перекрывающийся ввод и вывод.
Микроструктура и механические свойства стыкового соединения труб из полиэтилена высокой плотности
Микроструктура и механические свойства стыкового соединения труб из полиэтилена высокой плотности (HDPE) оценивались путем подготовки стыков с увеличением времени охлаждения с 10 до 70 с. до того, как создается давление для сплавления труб.Здесь дефекты холодного плавления в стыковом соединении HDPE были созданы с увеличением времени охлаждения примерно на 70 с, вызванным тесным молекулярным контактом с последующей недостаточной взаимной диффузией сегментов цепи вперед и назад через смоченную поверхность раздела. Механизм разрушения при растяжении сварных труб при разном времени плавления был спроектирован на основе испытания на растяжение стержня в форме собачьей кости с полными надрезами, а также образцов с круглым U-образным надрезом. Механические свойства соединений при разном времени сплавления коррелировали с соответствующей морфологией поверхности излома.Сварной шов, а также поверхности излома при растяжении протравливались сильными окислителями. Кристалличность протравленной поверхности сварного шва травителем на основе перманганата калия оказалась выше, чем у нетравленого образца, из-за большей восприимчивости аморфной фазы полиэтилена к окислителю. Испытание на растяжение с U-образным надрезом трубы из ПЭНД, сваренной встык, и поверхностное травление сварных швов позволило четко определить качество соединения.
1. Введение
Полиэтиленовые (ПЭ) трубы уже много десятилетий используются для транспортировки воды и газа по всему миру.Полиэтиленовые трубы могут эффективно решать широкий спектр проблем трубопроводов, таких как коррозия и истирание, в промышленных, муниципальных, горнодобывающих, полигонных, морских и сельскохозяйственных областях. Высокая свариваемость полиэтилена была очень полезна для соединения полиэтиленовых материалов с помощью различных технологий соединения плавлением [1]. Стыковая сварка плавлением, электромуфтовая сварка и экструзионная сварка являются наиболее широко используемыми методами соединения труб из полиэтилена высокой плотности (HDPE) [2–9]. Из-за невысокой стоимости и относительно простой процедуры стыковая сварка плавлением горячей пластиной продолжила пользоваться огромной популярностью для сварки полиэтиленовых труб в производстве пластиковых труб.В таком сварочном процессе температура плавления является важным параметром, и его следует учитывать при соединении различных марок полиэтилена [8]. При сварке полиэтиленовых труб подвижные макромолекулы меняют свое положение, а соединяемые детали остывают под давлением в течение достаточного времени. Таким образом, макромолекулы достигают состояния меньшей молекулярной подвижности из-за охлаждения и менее способны менять свое положение [9, 10].
Развитые границы раздела после сварки пластиковых труб обычно слабее, чем у исходных труб.Прочность и качество соединения зависят не только от геометрии сварного шва из-за небольшого или более сильного эффекта надреза, но и от микроструктуры зоны сварки [6, 11]. В этом отношении различные факторы, такие как параметры сварки и термическая история полимера, были признаны в отношении прочности и качества сварного шва [12, 13]. Для определения передачи усилия сварного шва используются различные методы механических испытаний. Обычные краткосрочные испытания сварного шва, такие как испытание на кратковременное растяжение и испытание на изгиб, не показали четко различающихся утверждений о качестве сварного шва [11].Стандартные и нестандартные условия сварки можно различить по морфологическому поведению [6, 11, 14]. Кроме того, микроструктура зоны сварного шва и зоны термического влияния определяет конечное качество и механические свойства соединения. Согласно Барберу и Аткинсону [14], процесс нагрева и охлаждения в сварном шве создает микроструктуру, которая отличается от основного материала. Согласно их исследованию, микроструктура сварного шва имеет 5 различных областей, а именно: остаток корки, сферолитную, слегка удлиненную, столбчатую, граничную зародышевую и сферолитическую.Кроме того, Шмахтенберг и Ту [6] сообщили о шести хорошо различимых областях, перемещающихся от центральной линии сварного шва к основному материалу полипропилена, сваренного горячей пластиной. В этом исследовании они заметили линейную, грубую, мелкую, ориентированную и растянутую сферолитную морфологию в зоне сварного шва и термического влияния. Для понимания разработанных интерфейсов после стыковой сварки труб из полиэтилена высокой плотности важно различать сегрегацию полимерных цепей в зоне сварного шва. Оценка морфологии и механических свойств сварной трубы с изменением времени охлаждения перед давлением, создаваемым для плавления, может предоставить информацию о качестве соединения.
Чтобы отличить дефект, вызванный холодной сваркой, очень важно соотнести механические свойства соединения при различных условиях сварки с соответствующими поверхностями сварного шва после травления. Травление сварного шва смесью сильной кислоты и окислителя часто выявляет остаточные напряжения из-за преимущественного воздействия на материал аморфных областей и / или кристаллического материала с более низкой молекулярной массой (MW) [11, 15]. Несмотря на то, что ранее имеется немного сообщений о морфологических особенностях зоны сварного шва и зоны термического влияния [6, 11, 14, 16], в открытой литературе не встречается достаточного количества исследований дефектов холодного плавления, основанных на микроструктуре и механических свойствах соединений. .Внешние условия, такие как температура, ветер и влажность, а также загрязняющие вещества, такие как пыльцевые зерна во время сварки на открытом воздухе, также негативно влияют на качество сварного соединения труб. Неполное сплавление двух половин трубы приводит к образованию соединения холодного плавления, возможно, только на молекулярном уровне. Холодная сварка — это особый тип дефекта, который труднее всего обнаружить в стыковых или термических соединениях ПНД. Разрушение соединения холодным плавлением по прошествии некоторого времени эксплуатации может быть вызвано термическим храповым механизмом, усталостью или отказом от ползучести.Очень важно надежно выявлять дефекты холодного плавления в соединениях, чтобы гарантировать надежные сварочные свойства соединения. В этом исследовании дефекты холодного плавления развивались в стыковом соединении с увеличением времени охлаждения перед созданием давления для сварки труб, и это сравнивалось с стыковым соединением в стандартных условиях. Микроструктуру стыкового соединения при различных режимах сварки оценивали после травления шва сильными окислителями.
2. Материалы и методы
2.1. Стыковая сварка труб из ПНД и отбор образцов сварных деталей.
Трубы из ПНД (SDR 9, = 110 мм) были сварены при 231 ° C под давлением 4,1 бар с использованием автоматической машины для стыковой сварки (NUC-II WMS, система карт мира, Корея) [15]. Детали сварочного профиля, то есть график зависимости давления от времени во время стыковой сварки плавлением труб из полиэтилена высокой плотности, показаны на рисунке 1. Во время стыковой сварки плавлением сумма времени удаления пластины нагревателя
Типы трубной резьбы и Обозначения
Резьба и торцевое соединение
www.swagelok.com и Руководство по идентификации торцевых соединений 2 Содержание Введение и терминология оконечных соединений. 4 Общая терминология … 5 Пошаговая процедура идентификации оконечных и оконечных соединений …
Дополнительная информацияРабочее давление — концы шлангов
Рабочее давление — концы шланга Максимальное динамическое рабочее давление шланга в сборе — это меньшее из номинального рабочего давления шланга и используемого концевого соединения.ПРИНАДЛЕЖНОСТИ ДЛЯ ШЛАНГОВ ВЫСОКОГО СПЕЦИАЛЬНОСТИ
Дополнительная информацияБританский стандарт трубы BSP
Британский стандарт трубы BSP Труба BSP, как и американская национальная труба (NPT, NPSM), обозначается по торговому размеру, а не по фактическому диаметру, который приблизительно равен основному диаметру резьбы в
. Дополнительная информацияДизайн винтовой резьбы.Ред. 3-4-09
Конструкция винтовой резьбы Основные принципы винтовой резьбы Винтовая резьба определяется как гребень однородного сечения в форме спирали на внешней или внутренней поверхности цилиндра. Внутренняя резьба относится к
Дополнительная информацияРЕЗЬБА ВИНТА C H A P T E R 17
К А П Т Е Р 17 РЕЗЬБА ВИНТА Резьба имеет первостепенное значение при машинном чертеже. Это функциональный элемент, который используется в качестве временных крепежных элементов, таких как болт, шпилька, гайка, винт и т. Д.Всего построено
Дополнительная информацияинструкции по установке
Инструкции по установке S50-310 (полукруглый) S50-311 (круглый) Комплект для преобразования инфракрасного управления Accu-Zone для классических моечных фонтанов Terrazzo и нержавеющей стали (несекционных) Содержание Перед установкой
Дополнительная информацияКомпания Джеймса М. Плезантса
Джеймс М.Компания Pleasants ПРЕДОСТАВЛЯЕМЫЕ ДАННЫЕ GAINESVILLE MECHANICAL 20 ДЕКАБРЯ 2013 ПРОЕКТ: GSU: J-183 HUMANITIES LAW BLDG. ЦИТАТА №: 12116 ИНЖЕНЕР: STEVENS & WILKINSON ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК С ПРОКЛАДКАМИ Тег:
Дополнительная информацияСистемы чистой воды Watts
Watts Pure Water Systems WM-120-PT Руководство по установке и эксплуатации Premier Water Systems Запрещается использовать с водой, которая является микробиологически небезопасной или неизвестного качества без надлежащей дезинфекции до
Дополнительная информацияИнструкции по установке 4508 4508S
SYMPHONY Смеситель для унитаза со сливом Speed Connect Поздравляем с покупкой смесителя American Standard со сливом Speed Connect — функцией, которую можно найти только в смесителях American Standard.Скорость Коннект
Дополнительная информацияХомуты и фитинги для шлангов
Все хомуты из нержавеющей стали для морских или подземных шлангов 5/16 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ СЕРИИ 60000 Высокая коррозионная стойкость Используется для морских или подземных применений Лента из нержавеющей стали, стальной винт с покрытием корпуса
Дополнительная информацияФланцевые и стыковые = сварного типа
Документ: PG00 Год: 09 Группа продуктов 00 Фланцевые и встык = Тип сварки (СПГ и СНГ) Страница 09 Документ: PG00 Год: 09 Группа продуктов 00 Криогенные поворотные дисковые затворы Конструкция криогенного поворотного клапана
Дополнительная информацияИНСТРУКЦИЯ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ
ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ ПРЕДУПРЕЖДЕНИЕ О РИСКЕ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ.ПОДКЛЮЧАЙТЕСЬ ТОЛЬКО К ЦЕПИ, ЗАЩИЩЕННОЙ ЦЕПЕЙ-ПРЕРЫВАТЕЛЕМ ОТ ЗАЗЕМЛЕНИЯ. УСТАНОВКА УСТРОЙСТВА ДОЛЖНА БЫТЬ УСТАНОВЛЕНА КВАЛИФИЦИРОВАННЫМ ПРЕДСТАВИТЕЛЕМ СЛУЖБЫ.
Дополнительная информацияНАБОР ПОДУШКИ DYNA RIDER
-J0 REV. 0-0-0 НАБОР ПОДНОЖКИ DYNA RIDER ОБЩИЙ Комплект № 000 Модели Для получения информации о установке моделей см. Розничный каталог P&A или раздел «Детали и аксессуары» на сайте www.harley-davidson.com (на английском языке
). Дополнительная информацияЛитые распределительные коробки из ПВХ Scepter
Литые распределительные коробки Scepter из ПВХ ЭЛЕКТРИЧЕСКИЕ СИСТЕМЫ ФОРМОВЫЕ КОРОБКИ из ПВХ от 4 до 12 дюймов Мы создаем прочные изделия для жестких условий. Стоять на месте — это не вариант.Мы рады представить НОВУЮ
Дополнительная информацияТороидальный датчик проводимости
Инструкция PN 51A- / rev.C Июнь 2012 Тороидальный датчик проводимости Для получения дополнительной информации посетите наш веб-сайт www.emersonprocess.com/rosemountanalytical.com ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Смачиваемые материалы:
Дополнительная информацияРазработан и спроектирован для работы
История EARTH CONTACT PRODUCTS, L.L.C. — семейная компания, базирующаяся в Олате, штат Канзас. Эта компания была основана на запатентованной в США системе прокалывания стали четвертого поколения Дона Мэя, которая привела к созданию модели
. Дополнительная информацияРуководство по устранению неполадок
Направляющая DPR / PSR Утечка Недостаточная затяжка, неглубокий прикус Затяните гайку в соответствии с правильным числом оборотов, прямая сборка только для обслуживания / ремонта, используйте рекомендованные станки для предварительной сборки Марка
Дополнительная информацияБЮЛЛЕТЕНЬ ЛЕТНОЙ ГОДНОСТИ
1.Применимость Все операторы и специалисты по обслуживанию малых газотурбинных двигателей. 2. Назначение В этом AWB подчеркивается важность правильной установки трубопроводов двигателя и даются общие рекомендации по их обслуживанию.
Дополнительная информацияУСТАНОВКА ГУСЕНИЦ I BEAM
ИНСТРУКЦИИ ПО УСТАНОВКЕ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ СИСТЕМЫ PDQ 0/700 FESTOON ВВЕДЕНИЕ Гирлянда PDQ была разработана для работы с двутавровыми балками одного из трех размеров: S x., S8 x 8. и S x .. Системные тележки должны быть
Дополнительная информацияПланы топливного процессора GEET
Планы топливных процессоров GEET Это значительно упрощенная версия Proof-of-Concept для топливных процессоров GEET, которую каждый может собрать из деталей в местном магазине оборудования за выходные всего за
долларов США. Дополнительная информацияМеталлическая труба с резьбой по лучшей цене — Отличные предложения на металлическую трубу с резьбой от global metal pipe с продавцами резьбы
Отличные новости !!! Вы обратились по адресу, чтобы купить металлическую трубу с резьбой.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта металлическая труба с резьбой в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили металлическую трубку с резьбой на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в металлической трубе с резьбой и думаете о том, чтобы выбрать аналогичный товар, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести metal pipe with thread по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
18 труб | R для науки о данных
Введение
Pipes — это мощный инструмент для наглядного представления последовательности нескольких операций. До сих пор вы использовали их, не зная, как они работают и какие есть альтернативы.Теперь, в этой главе, пришло время более подробно изучить трубу. Вы узнаете об альтернативах трубке, когда трубку использовать не следует, и о некоторых полезных связанных инструментах.
Предпосылки
Трубка, %>% , поступает из упаковки magrittr от Stefan Milton Bache. Пакеты в tidyverse загружают %>% за вас автоматически, поэтому вы обычно не загружаете magrittr явно. Однако здесь мы сосредоточены на конвейере и не загружаем никаких других пакетов, поэтому загрузим его явно.
Альтернативные трубопроводы
Смысл конвейера — помочь вам написать код таким образом, чтобы его было легче читать и понимать. Чтобы понять, почему конвейер так полезен, мы собираемся изучить несколько способов написания одного и того же кода. Давайте воспользуемся кодом, чтобы рассказать историю о маленьком кролике по имени Фу Фу:
Зайчик Фу Фу
Прыгнул по лесу
Зачерпнул полевых мышей
И похлопал их по голове
Это популярное детское стихотворение, которое сопровождается движениями рук.
Начнем с определения объекта, представляющего маленького кролика Фу Фу:
foo_foo <- little_bunny () И мы будем использовать функцию для каждого ключевого глагола: hop () , scoop () и bop () . Используя этот объект и эти глаголы, есть (по крайней мере) четыре способа пересказать историю в коде:
- Сохраните каждый промежуточный шаг как новый объект.
- Перезаписать исходный объект много раз.
- Составьте функции.
- Используйте трубу.
Мы проработаем каждый подход, покажем вам код и поговорим о преимуществах и недостатках.
Промежуточные ступени
Самый простой способ - сохранить каждый шаг как новый объект:
foo_foo_1 <- hop (foo_foo, through = forest)
foo_foo_2 <- scoop (foo_foo_1, up = field_mice)
foo_foo_3 <- bop (foo_foo_2, on = head) Основным недостатком этой формы является то, что она заставляет вас давать имя каждому промежуточному элементу.Если есть естественные имена, это хорошая идея, и вы должны это сделать. Но часто, как в этом примере, нет естественных имен, и вы добавляете числовые суффиксы, чтобы сделать имена уникальными. Это приводит к двум проблемам:
Код загроможден неважными именами
Вы должны осторожно увеличивать суффикс в каждой строке.
Каждый раз, когда я пишу такой код, я неизменно использую неправильный номер в одной строке, а затем трачу 10 минут, почесывая голову и пытаясь понять, что пошло не так с моим кодом.
Вы также можете беспокоиться о том, что эта форма создает много копий ваших данных и занимает много памяти. Удивительно, но это не так. Во-первых, обратите внимание, что проактивное беспокойство о памяти - бесполезный способ тратить ваше время: беспокойтесь об этом, когда это станет проблемой (то есть у вас закончится память), а не раньше. Во-вторых, R не глуп, и он будет разделять столбцы во фреймах данных, где это возможно. Давайте посмотрим на реальный конвейер обработки данных, где мы добавляем новый столбец в ggplot2 :: diamonds :
бриллианта <- ggplot2 :: diamonds
diamonds2 <- алмазы%>%
dplyr :: mutate (price_per_carat = цена / карат)
pryr :: object_size (ромбики)
#> Зарегистрированный метод S3 перезаписан pryr:
#> метод из
#> печать.байтов Rcpp
#> 3,46 МБ
pryr :: object_size (алмазы2)
#> 3,89 МБ
pryr :: object_size (бриллианты, бриллианты2)
#> 3,89 МБ pryr :: object_size () дает память, занятую всеми ее аргументами. Результаты сначала кажутся нелогичными:
-
бриллиантазанимает 3,46 Мбайт, -
бриллиантов2занимает 3,89 Мбайт, -
бриллиантаибриллианта2вместе занимают 3,89 МБ!
Как это может работать? Итак, ромба2 имеет 10 общих столбцов с ромбами : нет необходимости дублировать все эти данные, поэтому два фрейма данных имеют общие переменные.Эти переменные будут скопированы, только если вы измените одну из них. В следующем примере мы изменяем единственное значение в бриллианта и карата. Это означает, что переменная карат больше не может использоваться совместно двумя фреймами данных, и необходимо сделать копию. Размер каждого кадра данных не изменяется, но общий размер увеличивается:
(Обратите внимание, что здесь мы используем pryr :: object_size () , а не встроенный объект object.size () . object.size () принимает только один объект, поэтому он не может вычислить, как данные общий для нескольких объектов.)
Перезаписать оригинал
Вместо создания промежуточных объектов на каждом шаге мы могли бы перезаписать исходный объект:
foo_foo <- hop (foo_foo, through = forest)
foo_foo <- совок (foo_foo, up = field_mice)
foo_foo <- bop (foo_foo, on = head) Это меньше печатает (и меньше думает), поэтому у вас меньше шансов на ошибку. Однако есть две проблемы:
Отладка болезненна: если вы допустите ошибку, вам придется повторно запустить полный конвейер с самого начала.
Повторение трансформируемого объекта (мы написали
foo_foosix раз!) скрывает изменения в каждой строке.
Функциональный состав
Другой подход - отказаться от присваивания и просто связать вызовы функций вместе:
боп (
совок (
хоп (foo_foo, through = forest),
вверх = field_mice
),
на = голова
) Здесь недостатком является то, что вам нужно читать изнутри, справа налево, и что аргументы в конечном итоге расходятся далеко друг от друга (вызывающие воспоминания называемые проблема сэндвича Dagwood).Короче говоря, этот код трудно усвоить человеку.
Используйте трубу
Наконец, мы можем использовать pipe:
foo_foo%>%
прыжок (через = лес)%>%
совок (вверх = field_mice)%>%
боп (на = голову) Это моя любимая форма, потому что она сосредоточена на глаголах, а не на существительных. Вы можете прочитать эту серию функциональных композиций как набор обязательных действий. Фу-фу хмель, потом совок, потом хмель. Минус, конечно же, в том, что с трубой нужно хорошо разбираться.Если вы никогда раньше не видели %>% , вы не поймете, что делает этот код. К счастью, большинство людей улавливают эту идею очень быстро, поэтому, когда вы делитесь своим кодом с другими, кто не знаком с трубкой, вы можете легко их научить.
Канал работает, выполняя «лексическое преобразование»: за кулисами magrittr повторно собирает код в конвейере в форму, которая работает, перезаписывая промежуточный объект. Когда вы запускаете трубу, подобную показанной выше, magrittr делает что-то вроде этого:
my_pipe <- функция (.) {
. <- прыжок (., через = лес)
. <- scoop (., up = field_mice)
боп (., на = голова)
}
my_pipe (foo_foo) Это означает, что труба не будет работать для двух классов функций:
Функции, использующие текущую среду. Например,
assign ()создаст новую переменную с заданным именем в текущей среде:Использование assign с конвейером не работает, потому что оно назначает его временная среда, используемая
%>%.Если вы хотите использовать assign с pipe, вы должны четко указать среду:Другие функции с этой проблемой включают
get ()иload ().Функции, использующие ленивое вычисление. В R аргументы функции вычисляются только тогда, когда функция их использует, а не до вызова функция. Канал вычисляет каждый элемент по очереди, поэтому вы не можете полагаться на это поведение.
Единственное место, где это проблема, - это
tryCatch (), который позволяет захватывать и обрабатывать ошибки:tryCatch (stop ("!"), Error = function (e) "Ошибка") #> [1] "Ошибка" стоп ("!")%>% tryCatch (error = function (e) «Ошибка») #> Ошибка в eval (lhs, parent, parent):!Существует относительно широкий класс функций с таким поведением, включая
try (),suppressMessages ()иsuppressWarnings ()в базе R.