Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Сварочный полуавтомат своими рукамиНо следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.

С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.


Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Схема подачи проволоки в сварочном полуавтомате — Moy-Instrument.Ru
Полуавтомат сварочный своими руками — схемы и описание
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.
Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).
Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе.
Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель.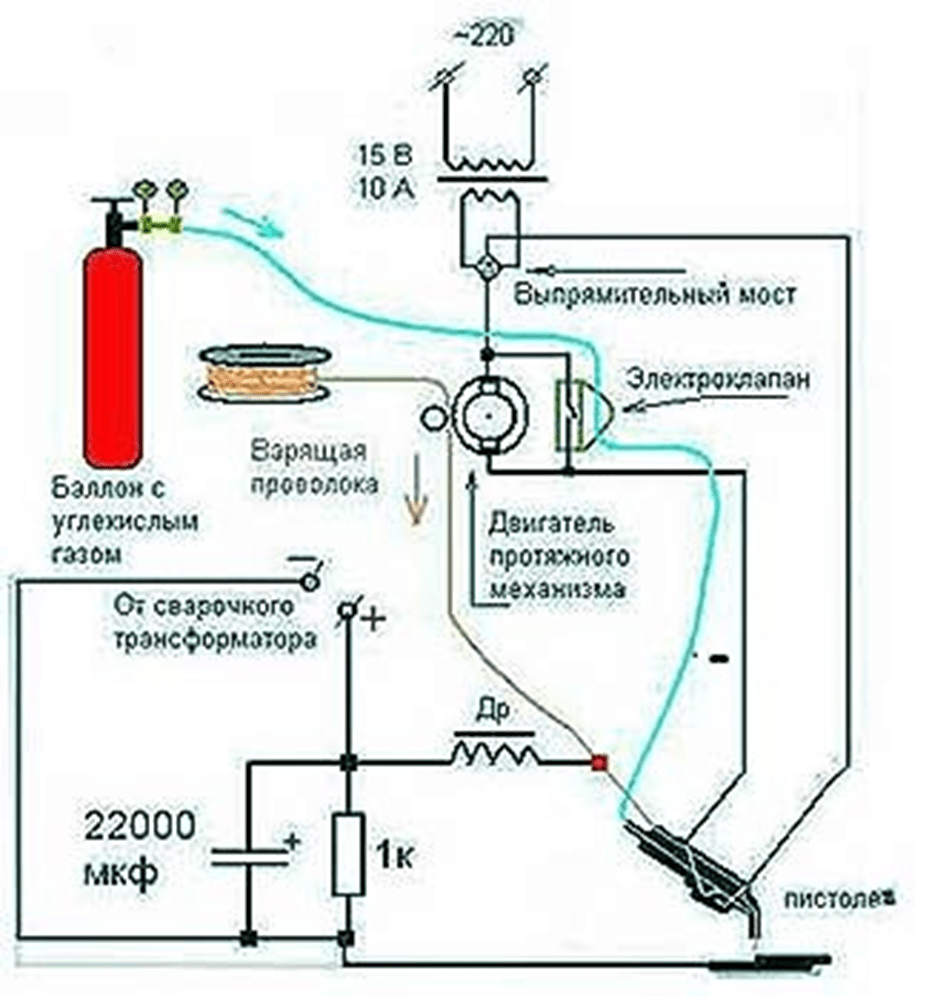
Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
 Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Полуавтомат сварочный своими руками: схема
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.

Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром.![]() В результате указанных процессов на выходе получается постоянный ток.
В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.

Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Регулятор скорости подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0. 8 мм
8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.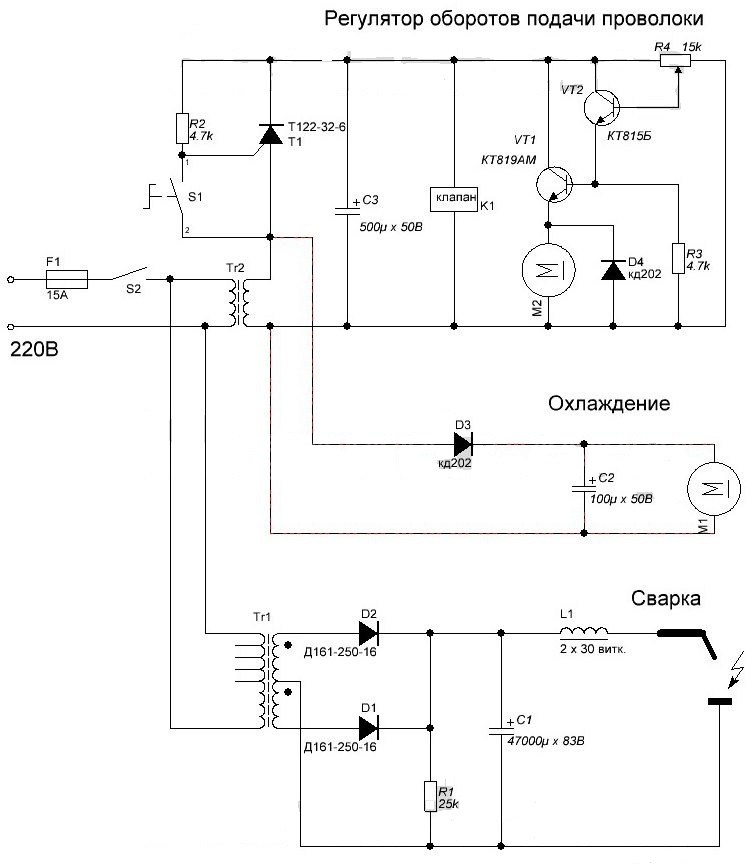
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Переделка сварочного инвертора в полуавтомат своими руками
Большинство мастеров, работающих с железом, считают самым незаменимым устройством в своём арсенале сварочный полуавтомат. Он востребован как среди профессионалов, так и новичков. В основном полуавтоматическая сварка применяется в кузовном ремонте автомобилей, но это далеко не единственная область её применения.
Готовый аппарат можно приобрести практически повсеместно, однако владельцы обыкновенных сварочных инверторов зачастую не хотят докупать ещё одно устройство. В таком случае полезно знать, как переделать сварочный инвертор в полуавтомат своими руками. Стоит понимать, что это далеко не самая простая задача, но при желании и некоторых знаниях в области электротехники это вполне возможно.
Необходимые материалы и инструменты
Для сборки полуавтомата потребуется:
- инверторный сварочный аппарат с током не менее 150 А;
- горелка со специальным шлангом. Внутри шланга должны проходить газопровод, силовой и управляющий кабеля, а также направляющий канал для электродной проволоки;
- механизм подающий проволоку;
- контроллер к электромотору;
- баллон с углекислотой;
- электромагнитный клапан;
- катушка с проволокой;
- источник питания 12 В, и удобный корпус для сборки механизма.
Сборка механизма подачи электрода
Суть полуавтоматической сварки заключается регулируемой и беспрерывной подаче электрода непосредственно к горелке с помощью специального механизма. Собрать его самостоятельно вполне можно и самому. Для этого потребуется:
- Двигатель и механизм стеклоочистителя автомобиля.
- Корпус системного блока и компьютерный блок питания. Можно использовать любой другой БП, важно чтобы его ток был рассчитан на мощность двигателя.
- Разъём для подключения специального шланга.
- Подшипники, болт, полихлорвиниловая трубка, пружинка, фанера.
- Труба шириной соответствующей внутреннему диаметру катушки.

Итак, сборка механизма начинается с определения места расположения в корпусе катушки. Следует чётко разметить внешний диаметр внутри корпуса. Катушка должна устанавливаться таким образом, чтобы оставшегося пространства хватало для монтажа блока питания, шлангов, мотора и протягивающей части.
Протягивающее устройство лучше приобрести отдельно, но при желании его можно сконструировать самостоятельно. Для этого потребуется доработать механизм стеклоочистителя. В нём следует установить роликовые направляющие. Их роль могут выполнять обычные подшипники с проточенной вдоль канавкой. Перед подшипниками закрепляется направляющая часть. Ею может послужить просверленный вдоль болт соответствующего размера. На болт натягивается подпружиненный для жёсткости кембрик, внутри которого будет проходить электрод. Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Все направляющие элементы обязательно должны быть отцентрированы относительно положения разъёма.
В центре размеченной области под катушку устанавливается бабина из пластиковой трубы. Для её основы можно использовать кусок фанеры.
Электрическая составляющая
Для подающего устройства также следует собрать электрическую составляющую. Она состоит из следующих компонентов:
- контроллер для мотора 12 В;
- реле задержки;
- электрический клапан;
Электродвигатель обязательно должен быть подключен через контроллер. Это даст возможность регулировки подачи электрода. Схема подключения идёт в комплекте с контроллером. Однако для выполнения этой и всех последующих работ потребуются базовые знания электротехники.
Для того чтобы электрод к месту сварки подавался с небольшим запаздыванием нужно установить реле задержки двигателя. Сделать его можно на основе транзистора КТ815, а также электролитического конденсатора ёмкостью 200 – 1000 мкФ. Сборку этой схемы должен проводить человек, который хорошо разбирается в электронике.
Сделать его можно на основе транзистора КТ815, а также электролитического конденсатора ёмкостью 200 – 1000 мкФ. Сборку этой схемы должен проводить человек, который хорошо разбирается в электронике.
Электронный клапан располагается в корпусе таким образом, чтобы при работе механизма его никак не задевали движущиеся элементы. В схему он подключается так чтобы при нажатии кнопки на горелке, клапан сразу же открывался.
На последнем этапе требуется небольшая доработка самого инвертора. Поскольку его вольтамперные характеристики не соответствуют полуавтоматической сварке. Самый простой способ, это добавление к плюсовому контакту дросселя от лампы дневного света, так чтобы ток шёл через него.
Переделать сварочный инвертор в полуавтоматический вполне возможно, но как видно из всего вышеописанного, это довольно трудоёмкая работа требующая знаний в электротехнике.
Готовый аппарат можно приобрести практически повсеместно, однако владельцы обыкновенных сварочных инверторов зачастую не хотят докупать ещё одно устройство. В таком случае полезно знать, как переделать сварочный инвертор в полуавтомат своими руками. Стоит понимать, что это далеко не самая простая задача, но при желании и некоторых знаниях в области электротехники это вполне возможно.
В таком случае полезно знать, как переделать сварочный инвертор в полуавтомат своими руками. Стоит понимать, что это далеко не самая простая задача, но при желании и некоторых знаниях в области электротехники это вполне возможно.
Необходимые материалы и инструменты
Для сборки полуавтомата потребуется:
- инверторный сварочный аппарат с током не менее 150 А;
- горелка со специальным шлангом. Внутри шланга должны проходить газопровод, силовой и управляющий кабеля, а также направляющий канал для электродной проволоки;
- механизм подающий проволоку;
- контроллер к электромотору;
- баллон с углекислотой;
- электромагнитный клапан;
- катушка с проволокой;
- источник питания 12 В, и удобный корпус для сборки механизма.
Сборка механизма подачи электрода
Суть полуавтоматической сварки заключается регулируемой и беспрерывной подаче электрода непосредственно к горелке с помощью специального механизма. Собрать его самостоятельно вполне можно и самому. Для этого потребуется:
Для этого потребуется:
- Двигатель и механизм стеклоочистителя автомобиля.
- Корпус системного блока и компьютерный блок питания. Можно использовать любой другой БП, важно чтобы его ток был рассчитан на мощность двигателя.
- Разъём для подключения специального шланга.
- Подшипники, болт, полихлорвиниловая трубка, пружинка, фанера.
- Труба шириной соответствующей внутреннему диаметру катушки.
Итак, сборка механизма начинается с определения места расположения в корпусе катушки. Следует чётко разметить внешний диаметр внутри корпуса. Катушка должна устанавливаться таким образом, чтобы оставшегося пространства хватало для монтажа блока питания, шлангов, мотора и протягивающей части.
Протягивающее устройство лучше приобрести отдельно, но при желании его можно сконструировать самостоятельно. Для этого потребуется доработать механизм стеклоочистителя. В нём следует установить роликовые направляющие. Их роль могут выполнять обычные подшипники с проточенной вдоль канавкой. Перед подшипниками закрепляется направляющая часть. Ею может послужить просверленный вдоль болт соответствующего размера. На болт натягивается подпружиненный для жёсткости кембрик, внутри которого будет проходить электрод. Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Перед подшипниками закрепляется направляющая часть. Ею может послужить просверленный вдоль болт соответствующего размера. На болт натягивается подпружиненный для жёсткости кембрик, внутри которого будет проходить электрод. Элементы механизма, на которых установлены ролики, должны быть сжаты между собой пружиной с возможностью регулировки сжатия. Во внешней части корпуса монтируется специальный разъём для шланга.
Все направляющие элементы обязательно должны быть отцентрированы относительно положения разъёма.
В центре размеченной области под катушку устанавливается бабина из пластиковой трубы. Для её основы можно использовать кусок фанеры.
Электрическая составляющая
Для подающего устройства также следует собрать электрическую составляющую. Она состоит из следующих компонентов:
- контроллер для мотора 12 В;
- реле задержки;
- электрический клапан;
Электродвигатель обязательно должен быть подключен через контроллер. Это даст возможность регулировки подачи электрода. Схема подключения идёт в комплекте с контроллером. Однако для выполнения этой и всех последующих работ потребуются базовые знания электротехники.
Схема подключения идёт в комплекте с контроллером. Однако для выполнения этой и всех последующих работ потребуются базовые знания электротехники.
Для того чтобы электрод к месту сварки подавался с небольшим запаздыванием нужно установить реле задержки двигателя. Сделать его можно на основе транзистора КТ815, а также электролитического конденсатора ёмкостью 200 – 1000 мкФ. Сборку этой схемы должен проводить человек, который хорошо разбирается в электронике.
Электронный клапан располагается в корпусе таким образом, чтобы при работе механизма его никак не задевали движущиеся элементы. В схему он подключается так чтобы при нажатии кнопки на горелке, клапан сразу же открывался.
На последнем этапе требуется небольшая доработка самого инвертора. Поскольку его вольтамперные характеристики не соответствуют полуавтоматической сварке. Самый простой способ, это добавление к плюсовому контакту дросселя от лампы дневного света, так чтобы ток шёл через него.
Переделать сварочный инвертор в полуавтоматический вполне возможно, но как видно из всего вышеописанного, это довольно трудоёмкая работа требующая знаний в электротехнике.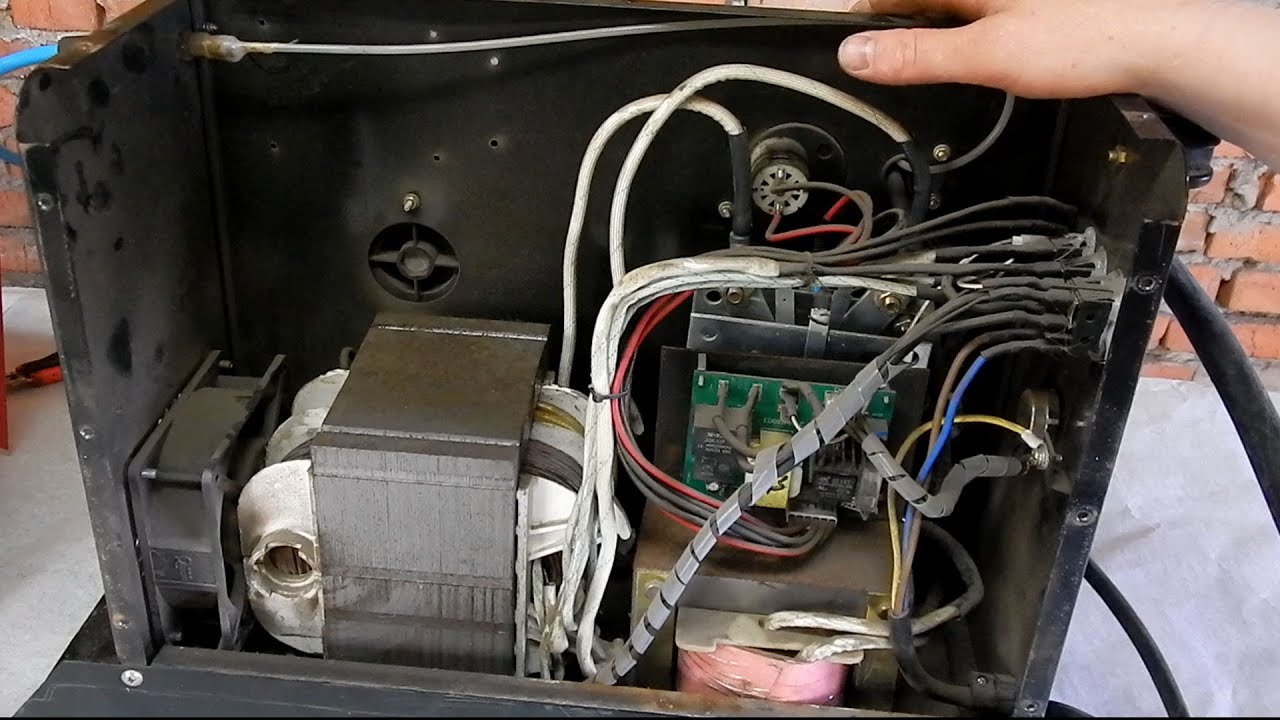
Полуавтомат из «инвертора», своими руками, возможно ли это?
Инвертор MMA
Этой статьей начинается новая рубрика «Инструменты и приспособления», и статья будет несколько необычной, то есть здесь будет не о том, что и как изготовить, а наоборот, чего делать не стоит.
Благодаря потрясающей производительности труда жителей «Поднебесной» и доступной стоимости, сварочные аппараты — «инверторы» прочно обосновались в гаражах многих автовладельцев. И неспроста: малые размеры, небольшой вес, широкий и плавный диапазон регулировки по току, «мягкая» дуга, малое энергопотребление делают этот сварочный аппарат просто неоценимым помощником во многих случаях, но не всегда, автомобильная «жестянка» зачастую для сварки электродом является слишком нежной. И тут в пытливых умах автолюбителей начинают рождаться мысли: а что, если добавить горелку, протяжку проволоки и с малыми затратами переделать «инвертор» в «полуавтомат». Сразу скажу, что этот вариант не получится, также не получится такая добавка и к обычному сварочному аппарату на трансформаторе. Почему? Читайте далее.
Почему? Читайте далее.
Горелка полуавтомата и сварочная проволока
Чтобы не быть голословным: у меня есть в гараже сварочный аппарат постоянного тока на трансформаторе, также несколько лет назад я изготовил самостоятельно полуавтомат (тоже трансформаторный, которым успешно пользуюсь), а в этом году я приобрел инверторный сварочный аппарат (трансформатор самому таскать тяжеловато). Решил проверить эту возможность «эмпирическим» путем, тем более что все необходимое имеется, и никакие затраты не нужны. Отключил в «полуавтомате» трансформатор, подал питание от «инвертора», пробовал… Скажу честно – пробовал на разных режимах, регулировал ток, изменял скорость подачи проволоки, варил с газом и без… нормальный шов так и не вышел, получилось мягко говоря «насрано».
Теперь немного теории. Без этого никак, но постараюсь по возможности просто и кратко.
Виды или типы сварки.
MMA (Manual Metal Arc). Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
Наиболее распространенный тип сварки, это ручная сварка штучными электродами, покрытыми флюсом, кстати, данную технологию разработал наш соотечественник Н.Г. Славянов.
TIG (Tungsten Inert Gas). Сварка неплавящимся (вольфрамовым или графитовым) электродом в среде защитного инертного газа (аргонно-дуговая сварка). Изобретена Н.Н. Бенардосом.
MIG (Mechanikal Inert Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде инертного газа (аргон, гелий).
MAG (Mechanical Aktive Gas). Механизированная подача электродного материала (полуавтоматическая или автоматическая) в среде активного (углекислого) газа. Которая нас больше всего интересует. Кстати, легированную проволоку (мы пользуемся омедненной) тоже изобрели наши соотечественники К.В. Любавский и Н.М. Новожилов.
Теперь разберемся, чем же отличаются источники питания MMA и MAG, и почему их нельзя использовать один вместо другого.
Для начала рассмотрим условия существования электрической дуги, используемой при сварке. На приведенном графике заметно,
что вольтамперная характеристика дуги (ВАХ) имеет три ярко выраженных участка:
- нисходящий участок – которому соответствует малая плотность тока,
- горизонтальный участок – со средней плотностью тока
- восходящий участок – которому соответствует высокая плотность тока.
Так вот, при ручной сварке MMA процесс горения дуги происходит на среднем участке ВАХ, лучше на первой его трети, при этом дуга зажигается легко, держится стабильно, швы получаются ровными и металл не разбрызгивается (при этом колебания электрода (руки сварщика) и изменения длины дуги практически не вызывают изменение сварочного тока. Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
Если же плотность тока повышается и точка горения дуги смещается к восходящему участку, то дуга становится нестабильной, «жесткой», металл разбрызгивается, швы выходят рваные и неровные.
При сварке полуавтоматом MAG точка дуги должна располагаться в начале восходящего участка ВАХ, с высокой плотностью тока, при этом будет происходить саморегулирование сварочного процесса.
Каждому виду сварки должен соответствовать источник питания сварочного аппарата, будь это инвертор или трансформатор. Для наглядности еще один график,
на котором изображены внешние вольтамперные характеристики источников питания сварочных аппаратов.
Кривая 1 соответствует крутопадающей ВАХ источника питания, которая практически идеально соответствует для ручной сварки на постоянном токе ММА, кривая 2 — пологопадающая вольтамперная характеристика, кривая 3 — жесткая ВАХ, обеспечивающая саморегулирование при сварке тонкой проволокой MAG.
Вывод: источник питания для ручной сварки постоянным током проектируется и изготавливается с крутопадающей ВАХ, которая абсолютно не подходит для проведения сварочных работ проволочным электродом в полуавтоматическом режиме. Применительно к инверторному источнику питания требуется переделка и перенастройка блока управления, но если вы не очень сильны в электронике, то лучше не лезть к хорошо налаженному механизму.
Удачи Вам в жизни и на дороге.
Ещё на эту тему:
этапы и принцип сборки сварочные аппараты
Модернизация электродугового агрегата или создание с нуля полуавтомата сварочного своими руками по готовым схемам привлекает расширением функций устройства. Исключается прожиг тонколистового металла, появляется возможность варить и наплавлять цветной металл. С экономической стороны преследуется выгода.
Сварочный полуавтомат своими руками – стоит ли?
Высокая стоимость оборудования – полбеды.
 Удручает качество наполнения. Не одни умельцы из Поднебесной долговечную медь обмоток трансформаторов подменяют алюминиевым проводом. Уровень допустимых нагрузок соответствует исполнению: первый перегрев вызывает дымок.
Удручает качество наполнения. Не одни умельцы из Поднебесной долговечную медь обмоток трансформаторов подменяют алюминиевым проводом. Уровень допустимых нагрузок соответствует исполнению: первый перегрев вызывает дымок.Собрались засучить рукава – пробегитесь по форумам электрики и сварки. Мнение практиков, независимых экспертов по конструктивному исполнению, подбору железа поможет выбрать лучший вариант изготовления сварочного устройства. Структура полуавтомата с источником переменного тока и однофазным трансформатором проста и дешева в изготовлении, обслуживании, ремонте.
Избежим потребность пересчитывать мощность, количество обмоток – это не каждому по силам. Понадобится изготовить либо приобрести готовые узлы. Основой полуавтоматического устройства может послужить сварочный трансформатор. Доработки незначительны. Ориентируемся на параметры будущего полуавтомата:
- Напряжение бытовой сети – 220 В;
- Предел мощности – 3 кВа;
- Предел настройки сварочного тока – 30–160 А;
- Параметры рабочего напряжения – 19–26 В;
- Повторно-кратковременный режим использования;
- Сварочная проволока – Ø 0,8 мм;
- Скорость подачи присадочной проволоки в мин. – до 7 м.
 – до 7 м.
– до 7 м.Намотка понижающего трансформатора
Изготовлению самодельного полуавтомата предшествует подбор комплектующих. При отсутствии готового трансформатора воспользуемся ОСМ-1. Как вариант – 4 шт. ТСА-270-1: сумма даёт 1 кВт. Запас ресурса в будущем оправдается.
Принцип работы понижающего трансформатора
Непременное требование – железо не должно быть шихтованным, иначе сборка и намотка усложнятся. Разборка ведётся с пометками каждой детали: избегаем путаницы, чтобы не потерять габаритную мощность трансформатора. Придётся заменить слабый текстолитовый каркас на лист 2 мм. Прямоугольник щёк по контуру — 147х106 мм. В них выбираются окна 87х51,5 мм. Добавочные парные элементы — 89х87 и 130х70 мм.
Медный провод на обмотку берётся Ø1,8. Эмальпровод ПЭТВ, ПЭВ полностью отвечает требованиям. Но в целях безопасности следует пропитать лаком. Процедура заключается в погружении первичной обмотки на 5–8 часов в сосуд с бакелитовым лаком.
Стекловолоконная изоляция обмоточного провода ПСД, ПСДТ способна выдерживать нагрев до 1550С, катушка для полуавтомата в таком исполнении будет вечной. Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
Ремонт и перемотка трудоёмки. Делаем с запасом надёжности.
Первичная и вторичная обмотка
Первичная обмотка укладывается плотно, без зазоров и слабины. Каждый ряд прокладывается изолирующим слоем термической бумаги, но стеклоткань при той же толщине даёт лучший результат. Витки с выводами укладываются по схеме: 164 – 15 – 15 -15 – 15.
Первичная и вторичная обмотка трансформатора
Вторичная обмотка сварочного полуавтомата получает основную термонагрузку. Отсюда следуют повышенные требования к изоляции. Приобретаем алюминиевую шину, защищённую стекловолокном.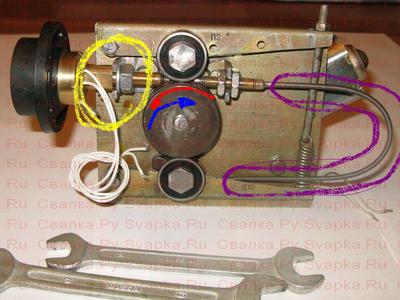 Сечение проводника — 2,8х4,75 мм. Расход — 10 м.
Сечение проводника — 2,8х4,75 мм. Расход — 10 м.
Оставляем монтажные выпуски не менее 0,3 м. Укладка плотная, с натяжением. Укладываем 22 витка первого плеча, выпускаем конец, формируем петлю под винт Ø6 мм, добавляем 22 оборота второго плеча. Вариант намотки 19 + 19 ограничит полуавтомат в форсировании ампеража для сварки крупных деталей.
Тестирование готового устройства после полной сборки в идеале должно показать ток холостого хода в пределах 0,5 А, разбег напряжения вторичной обмотки ограничивается 19–26 В. Основа сварочного полуавтомата готова.
Сборка выпрямителя на основе диодного моста
Схема диодного моста
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Фильтр
Г-образный фильтр – это комбинация индуктивности и ёмкости представляет устройство из параллельно включенного в сварочную цепь конденсатора и дросселя с последовательным включением. На электросхеме элементы складываются в букву Г. Устройство потребуется для создания сварочного полуавтомата с нуля и модернизации инвертора.
Парное использование конденсатора и дросселя увеличивает электродвижущую силу самоиндукции. Полуавтоматическое сварочное устройство не потеряет дуги даже при значительном падении напряжения.
Конденсатор для фильтра сварочного устройства подбираем электролитический. Один или несколько конденсаторов напряжением не менее 100 В, собираются параллельно. Суммарная ёмкость минимум 104 микрофарад. Оптимально — 20–30 мкф.
Оптимально — 20–30 мкф.
Дроссель
В качестве сердечника понадобится трансформатор лампового телевизора типа ТСА 270-1. Катушки удаляем. Для создания индуктивного зазора к основанию подковообразных элементов клеим текстолитовые прокладки толщиной 1,5 мм.
Дроссель
Намотка дросселя ведётся на освобождённые катушки. Взамен снятой проволоки укладывается в 2 слоя медная шина по термобумаге. Количество витков обязательно совпадает, оптимально — 15–20. Проводим пропитку бакелитовым лаком. Собираем металлический сердечник. Устанавливаем катушки.
Снизу вход после диодного моста и выход на кабель массы, сверху — последовательное соединение элементов. Случается, что после запуска сглаживающего устройства сила тока снижается. Выход в равном уменьшении количества витков на катушках.
Собираем полуавтомат из сварочного инвертора
Полуавтомат не потребует кардинальных перемен сварочного устройства. Дополнительные узлы устанавливаются в отдельном корпусе.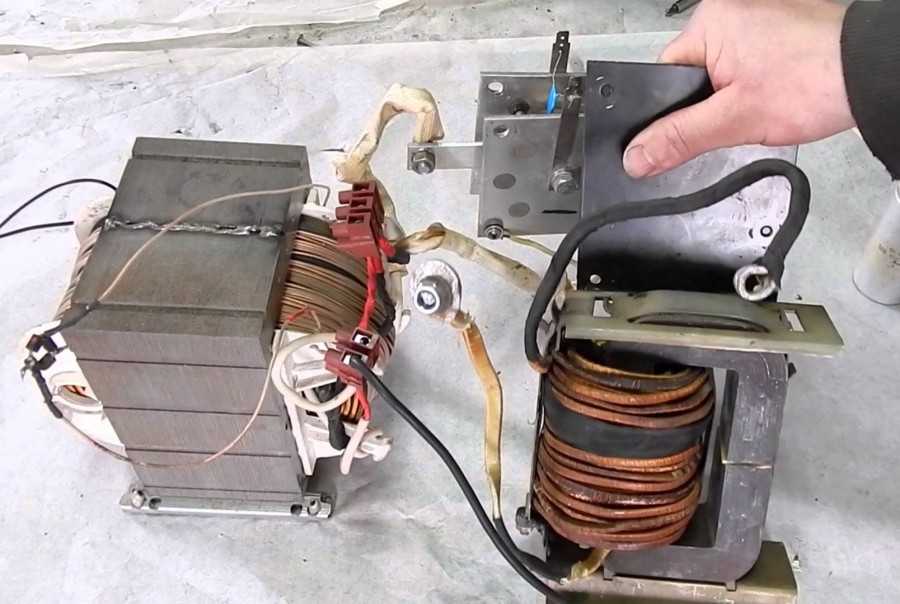 Электрическую часть инвертора режима ММА ждут доработки.
Электрическую часть инвертора режима ММА ждут доработки.
Чертеж сварочного полуавтомата
Хорошего качества шва не получим без изменения плавающей вольт-амперной характеристики на жёсткую, для поддержания на выходе постоянного напряжения. Перед шунтом управления сварочным током устанавливаем делитель напряжения из 2 постоянных резисторов.
Получим пропорции, привязанные к вольтажу, а не силе тока. Недостаток – возникает жёсткость сварочной дуги. Смягчим подключением в устройство переменного резистора к делителю на выходе из шунта.
Получим возможность регулировать жёсткость дуги как в профессиональных устройствах. Установим тумблер для переключения режимов ММА и MIG (сварочный полуавтомат). Иметь инвертор и полуавтомат под 1 кожухом кому не захочется?
Покупные изделия для полуавтомата
Отдельные части проще купить, чем мастерить:
- Стандартная катушка с проволокой;
- Горелка сварочная 180 А с евроразъёмом;
- Баллон СО2;
- Механизм протяжки проволоки и регулятор скорости;
- Промежуточное реле коммутации подачи газа и проволоки;
- Вентилятор и оребрённые радиаторы.

Видео по теме: Обзор сварочного полуавтомата своими руками
Самодельный полуавтомат из инвертора своими руками
Главная > Ремонт > Как изготовить полуавтомат из инвертора своими рукамиУ хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток.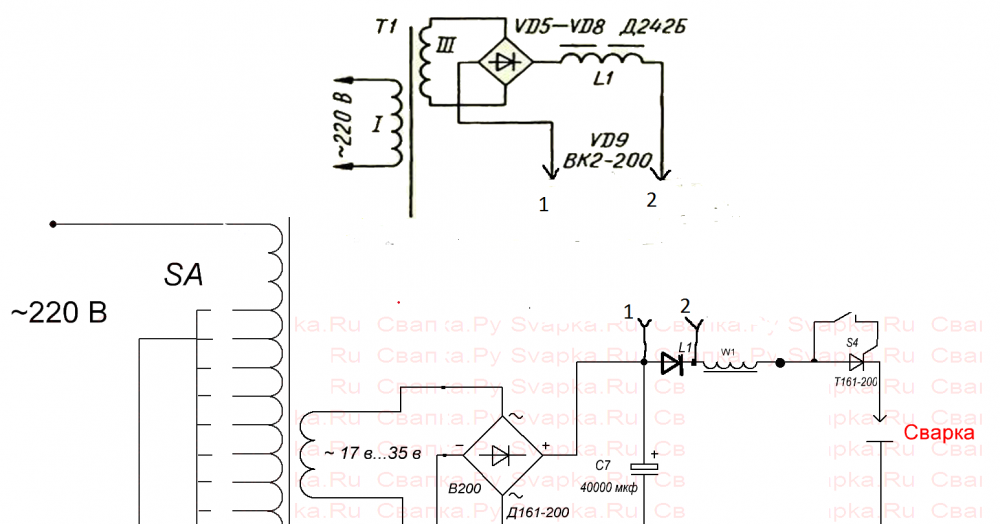 Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками.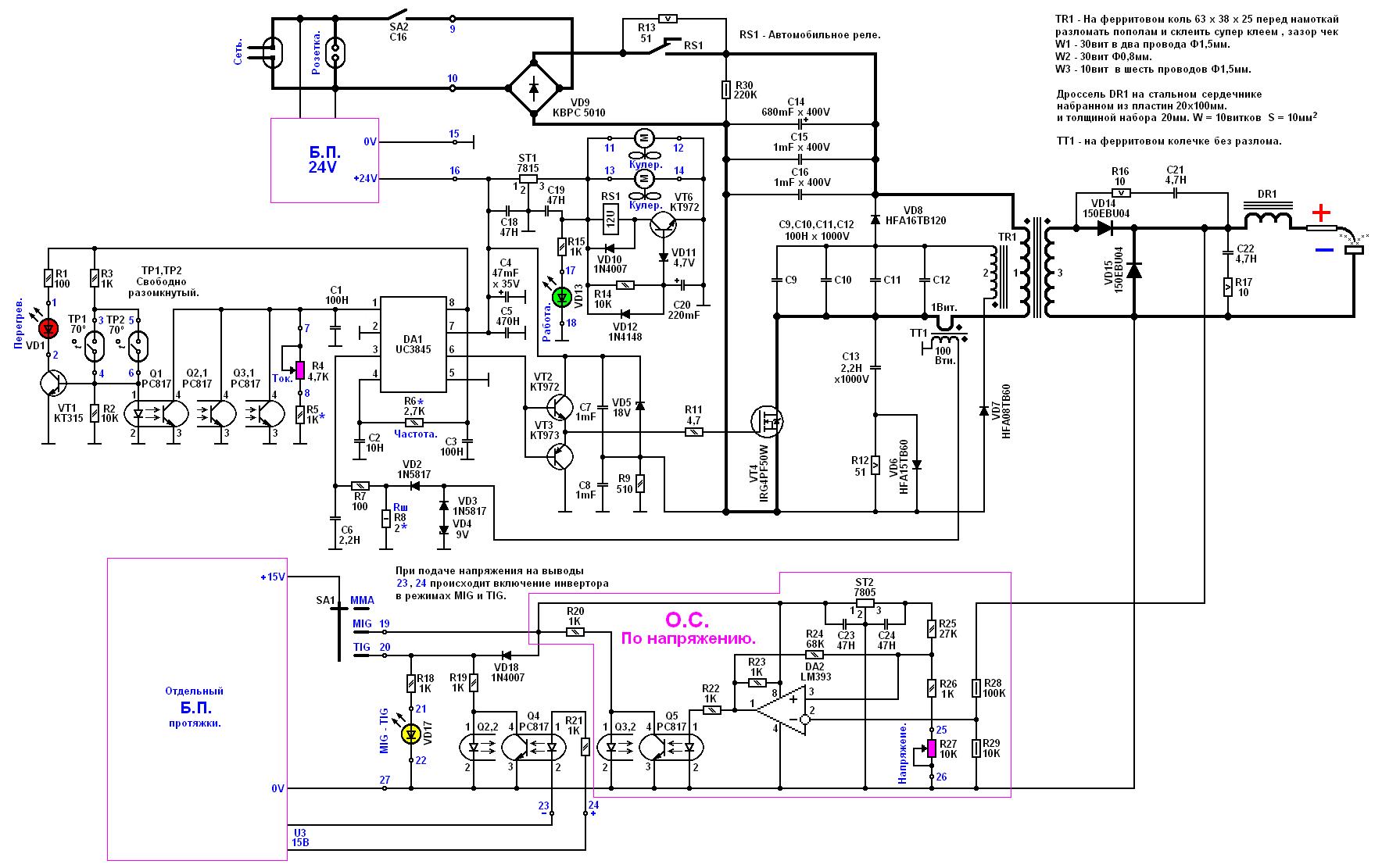 Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом. Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Горелка
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.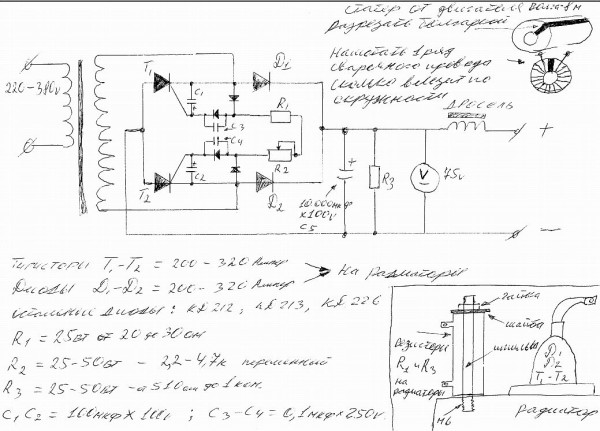
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.

Создаем сварочный полуавтомат своими руками
Зачем создавать сварочный полуавтомат руками? Дело в том, что эта полезная вещь в хозяйстве будет стоить порядка 200 долларов. Если говорить о агрегатах промышленного типа, то уже задействовано более 1000 долларов США. Соответственно, позволить себе это устройство может далеко не каждый. Если хорошенько покопаться в интернете, можно найти, что самый дешевый сварочный инверторный полуавтомат стоит около 13 тысяч рублей.
Тоже не впечатляет, не правда ли? Так что это минимум минимум! Любой 350-й Jasic MIG — это минус 60 тысяч рублей из вашего бюджета.Словом, в пользу самостоятельной сборки указанного устройства говорит многое. Понятно, что мы не собираемся вдаваться в подробности останавливаться на круге задач, позволяющих выполнить описываемое устройство, потому что если вы решили сделать сварочный полуавтомат своими руками, то наверняка поймете, почему он нужно. Давайте лучше сосредоточимся на основных узлах, входящих в его состав.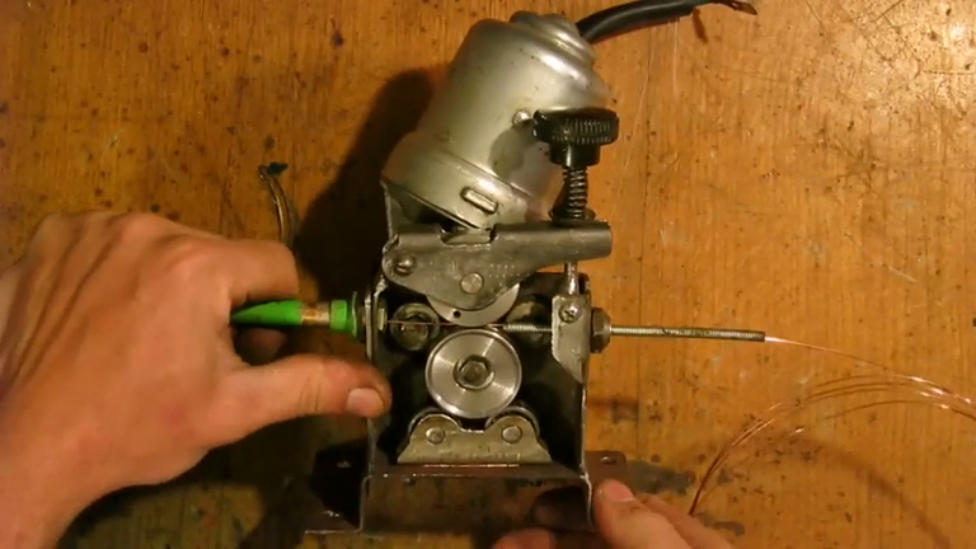
Второй по значимости конструктивный элемент — силовой трансформатор. В идеале, конечно, лучше использовать готовый, но если по каким-то причинам это невозможно, можно перемотать самостоятельно. На какие параметры этого устройства следует обратить внимание в первую очередь? Это номинальный выходной ток (50 А) и выходное напряжение, которое должно быть от 9 до 15 В.Крайне желательно, чтобы его можно было регулировать, изменяя коэффициент трансформации. Для этого в обмотке (первичной) создаются изгибы. Смещения фаз во время применения устройства можно избежать, используя трехфазный трансформатор и сеть.
Из остальных узлов можно отметить дроссель, который нужен для повышения стабильности горения дуги, запорный газовый клапан, гильзу, через которую подается проволока, выключатель стартера.
Для питания двигателя используются различные источники тока (постоянного).Наиболее доступный вариант — реостат, трансформатор и диодный мост. Кстати, если вы создаете сварочный полуавтомат своими руками, то все эти компоненты лучше всего разместить в корпусе агрегата.
Советы по выбору сварочного пистолета
Выбор правильного оборудования для сварочных операций имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. И это включает сварочные пистолеты. Изображение предоставлено Tregakiss
И это включает сварочные пистолеты. Изображение предоставлено Tregakiss
Выбор правильного оборудования для сварочной операции имеет решающее значение для достижения высокого качества и производительности сварки, а также для устранения дорогостоящих простоев. И это включает сварочные пистолеты.
Во многих случаях производители используют сочетание сварочных процессов и пистолетов. Например, в тяжелом оборудовании и в общем производстве наряду с роботизированной сваркой обычно выполняют полуавтоматическую сварку. В нефтегазовой и судостроительной сферах преобладают полуавтоматическая сварка и стационарная автоматика.Сочетание сварочных процессов и оборудования позволяет компаниям, обслуживающим эти отрасли, сваривать детали различных объемов и размеров.
Однако эти технологические смеси могут создавать проблемы с точки зрения выбора пистолета. Вот почему так важно знать лучшие характеристики сварочного пистолета, на которые следует обратить внимание, чтобы добиться желаемых результатов сварки — и максимальной эффективности.
Рабочий цикл и сила тока
Одним из наиболее важных факторов для всех пистолетов — полуавтоматических, роботизированных и стационарных автоматических — является выбор правильного рабочего цикла.Рабочий цикл — это время в течение 10 минут, в течение которого пистолет может работать, не нагреваясь слишком сильно. В случае полуавтоматической сварочной горелки это точка, в которой сварочная рукоятка становится неприятно горячей.
Производители по-разному оценивают свое оружие. При выборе любого типа пистолета важно, чтобы желаемый рабочий цикл был именно таким, какой будет фактически поставлен. Пистолеты рассчитаны на рабочий цикл 60% и 100%. Если операция требует длительного времени горения дуги, то хорошим вариантом может быть выбор пистолета со 100% -ным рабочим циклом.Это позволит сваривать в течение полных 10 минут, не перегреваясь и не перегреваясь, что может привести к поломке горелки.
Использование пистолета с правильной силой тока также имеет решающее значение и должно соответствовать требованиям области применения. Полуавтоматы доступны в диапазоне от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и с воздушным или водяным охлаждением. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматы доступны в диапазоне от 200 до 600 ампер. Роботизированные и стационарные автоматические пистолеты различаются по силе тока в зависимости от производителя и с воздушным или водяным охлаждением. Средний диапазон составляет от 350 до 600 ампер.
Полуавтоматические сварочные пистолеты
Полуавтоматические сварочные пистолеты для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов. По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы.
Тип ручки напрямую влияет на комфорт сварщика. Некоторые производители пистолетов предоставляют возможность персонализировать свой продукт, позволяя оператору сварки выбирать стиль, который он предпочитает.Обычные варианты — прямые и изогнутые ручки. Также доступны вентилируемые ручки для уменьшения нагрева.
Ищите сварочные пистолеты с механическими компрессионными фитингами, поскольку они более долговечны и их можно отремонтировать в случае повреждения. Пистолеты с гофрированной арматурой ремонту не подлежат.
Другие особенности пистолета, которые следует учитывать в процессе выбора:
Полуавтоматическая горелка для газовой дуговой сварки (GMAW) — это основное оборудование сварщика, которое используется ежедневно и часто в течение многих часов.По этой причине важно, чтобы пистолет был удобным, а также соответствовал требованиям работы. Изображение предоставлено Tregakiss
- Силовые кабели: Выберите самый короткий из возможных, чтобы предотвратить перегиб, который может привести к проблемам с подачей проволоки. Более короткие кабели также имеют тенденцию быть легче и удобнее для сварщика и являются хорошим выбором, если пространство внутри сварочной камеры или приспособления ограничено.
- Триггеры: Доступны несколько стилей, в том числе стандартные, с блокировкой, двухтактные и двухтактные переключатели.Проконсультируйтесь с производителем или доверенным дистрибьютором пистолета GMAW, чтобы сделать лучший выбор.
- Горловина пистолета: Доступны гибкие и поворотные опции для повышения комфорта и обеспечения доступа к труднодоступным сварным швам. Те, у которых меньше изгиб, как правило, уменьшают вероятность возникновения проблем с подачей проволоки.
Оператору сварки может потребоваться несколько проб и ошибок, чтобы найти правильные характеристики пистолета для работы и наиболее предпочтительный пистолет. Общение с членами команды или руководством может помочь.
Роботизированные сварочные пистолеты
Роботизированные сварочные пистолеты доступны в стандартном исполнении и с ручным захватом, рассчитанными на различные значения силы тока, причем последний сегодня наиболее популярен. Сварочные пистолеты-роботы со сквозным захватом, как следует из названия, пропускают кабель питания через руку робота, а не через руку, как в обычном пистолете. Эта функция помогает снизить износ кабеля, вызванный удерживанием кабеля внутри отливки робота, что устраняет необходимость в дополнительных устройствах для укладки кабелей.
При выборе сварочного пистолета со сквозным рукавом важно иметь кабель правильной длины, чтобы избежать скручивания или перегиба, которые возникают при использовании слишком длинного кабеля. Если кабель слишком короткий, он может растянуться и привести к преждевременному выходу из строя. Производители обычно предлагают сквозные пистолеты с установленной длиной кабеля, которая может соответствовать конкретной модели робота. Однако, если монтажный кронштейн питателя настроен или устройство подачи размещено в нестандартном положении, требования к длине пистолета могут измениться для сквозных кабелей.
Длина шейки и угол наклона являются дополнительными характеристиками, которые необходимо учитывать при выборе сварочного пистолета-робота. Производители обычно предлагают шеи короткой, средней и длинной длины под углом от 180 до 45 градусов. Также доступны опции по специальному заказу для удовлетворения требований настраиваемой центральной точки инструмента (TCP).
Важно рассмотреть варианты монтажа для защиты пистолета и дополнительные технологии, которые могут улучшить его характеристики.
- Сцепление: Это периферийное электронное устройство прикрепляется к роботу для защиты его и пистолета от повреждений в случае столкновения с инструментами или деталью.Он останавливает робота, чтобы можно было оценить любые повреждения и проверить TCP до возобновления производства. Сцепление используется с роботами, у которых нет программного обеспечения для обнаружения столкновений.
- Сплошное крепление: Это альтернатива муфте для удержания роботизированной пушки GMAW на месте на роботах с программным обеспечением для обнаружения столкновений.
- Обдув: Эта дополнительная функция продувает сжатый воздух через переднюю часть сварочного пистолета-робота, чтобы очистить его от мусора.Это помогает снизить риск загрязнения сварного шва и поддерживает высокое качество сварки.
Если компания впервые внедряет роботизированную сварку, совершенно необходимо, чтобы выбор роботизированной сварочной горелки был частью процесса планирования. Модели САПР для моделирования помогают гарантировать, что пистолет будет соответствовать рабочему пространству, иметь доступ к сварному шву и маневрировать вокруг приспособлений.
Стационарные автоматические сварочные пистолеты
В отличие от роботизированных сварочных пистолетов, которые прикрепляются к руке робота, которая перемещается вокруг неподвижной части, стационарные автоматические сварочные пистолеты остаются на одном месте, пока деталь движется.Например, трубу можно свернуть, пока пистолет сваривает стык. Или пистолеты можно установить в держателе и перемещать по прямому сварному шву с помощью закаточного станка.
Длина шеи является ключевой для стационарного автоматического пистолета. Он должен быть достаточно длинным, чтобы полностью доходить до детали и правильно получать доступ к сварному шву. Для большинства пистолетов требуется гриф от 12 до 16 дюймов, но есть исключения, которые могут потребовать настройки. На рынке также доступны несколько углов шеи. Самый распространенный угол составляет 180 градусов, но также доступны шейки с изгибом на 22, 45 и 60 градусов.
Длина кабеля тоже важна. Расстояние от механизма подачи проволоки может отличаться от свариваемой детали. Обычно питатель размещается на стреле, для чего может потребоваться кабель длиной 15 футов. В других ситуациях питатель может быть установлен прямо на инструмент. В этом случае доступны автоматические фиксированные пистолеты без кабеля, которые состоят из пистолета, шейки и штыря питания, который подключается непосредственно к механизму подачи проволоки.
Другие мысли
Помимо выбора правильных характеристик для полуавтоматических, роботизированных и стационарных автоматических сварочных горелок, также имеет значение рассмотрение расходных материалов.В частности, системы расходных материалов, которые можно использовать с каждым из этих типов оружия, могут помочь упростить инвентаризацию и предотвратить ошибки во время установки. Если, например, используется один тип и размер контактного наконечника, риск ошибки оператора во время переналадки исключается. Это, в сочетании с правильными характеристиками сварочного пистолета, может значительно помочь минимизировать время простоя и повысить эффективность на протяжении всей сварочной операции.
Руководство по выбору аппарата для сварки TIG
Сварка вольфрамовым инертным газом (TIG) — это процесс сварки, при котором вольфрамовый электрод создает дугу, которая защищается инертным газом, в большинстве случаев чистым аргоном.
Газ защищает дугу, вольфрамовый электрод не потребляет дугу, но он обеспечивает точку перехода дуги. Дуга нагревает металл. Когда металл имеет подходящую температуру, аналогичный металлический присадочный стержень может быть введен в дугу, чтобы образовалась лужа расплавленного металла, заполняющая сварное соединение.
AC Сварка постоянным током
Есть два режима сварки TIG:
- Постоянный ток (DC), используемый для всех металлов, кроме алюминия и магниевых сплавов.
- Переменный ток (AC) используется только для алюминиевых и магниевых сплавов.
Тогда первый вопрос: «Требуется ли сварка алюминия?»
Если да, то требуется машина с переменным током. Большинство современных сварочных аппаратов переменного тока — это инверторные аппараты, которые также имеют мощность постоянного тока. Таким образом, машина TIG на переменном / постоянном токе может сваривать большинство металлов. Если в сварке алюминия нет необходимости, то подойдет аппарат TIG только на постоянном токе.
Доставка газа
Сварка TIG требует защиты от вводимого газа, поэтому требуется метод подключения газа и подачи его в сварной шов.
Более сложные машины будут иметь встроенный газовый клапан, который будет включаться при нажатии на спусковой крючок горелки. Эти машины, как правило, будут иметь дополнительные функции подачи газа и предварительной подачи газа, где пользователь может установить время (обычно секунды) для добавления газа для продувки сварных участков перед началом сварки и продолжения подачи газа для предотвращения загрязнения сварочной ванны кислородом. и дать возможность остыть сварочной ванне в конце шва.
Менее сложная машина не имеет встроенного газового клапана и потребует горелки со встроенным ручным клапаном.
Еще один вопрос, который стоит задать себе: «Сколько будет выполнено сварок TIG и нужны ли преимущества газового клапана?»
Если сварка TIG является основной задачей, то понадобится аппарат с газовой арматурой. Если сварка TIG требуется только для эпизодических работ или длительных сварочных работ, например, для облицовки, то ручной газовый клапан может быть вполне подходящим.
Запуск дуги
При сварке TIG зажигание дуги является важным фактором.Есть три стиля стартов.
Пуск с нуля
Это устаревшая техника пуска, обычно связанная с машинами трансформаторного типа. Не так часто встречается сейчас с инверторными машинами.
Запуск подъема
Этот тип запуска возможен с инверторной машиной. Вольфрам мягко касается заготовки, схема управления распознает прикосновение и ждет, пока вольфрам снимется с заготовки, а затем быстро зажигает дугу для сварки.
ВЧ-старт
ВЧ-старт позволяет зажигать дугу, не касаясь изделия вольфрамом. Эта функция может быть важна, если существует риск загрязнения работы вольфрамом, например, при сварке сосудов высокого давления.
Пульт дистанционного управления
Существует четыре различных сценария удаленного управления аппаратами TIG:
- Дистанционного управления нет — пуск осуществляется лифтовой дугой, газ — ручным клапаном, регулировка тока задается с пульта управления станком.
- Дистанционное управление курком горелки — запускает высокочастотный пуск последовательности предварительной подачи газа или подъемную дугу. Затем конец последовательности сварки.
- Дистанционный пуск горелки и управление током — дистанционный пусковой механизм резака запускает высокочастотный пуск последовательности предварительной подачи газа или подъем дуги. Регулировкой тока также можно управлять с помощью горелки во время сварки, что может быть полезно для контроля нагрева сварного шва, особенно алюминия, когда в начале сварки требуется дополнительный нагрев для предварительного нагрева.
- Дистанционное ножное управление зажиганием дуги и током — ножной блок управления можно подключить к аппарату через тот же разъем, что и удаленный резак.Нажатие педали ножного управления запускает дугу, затем дальнейшее нажатие на педаль увеличивает ток. Это позволяет управлять током без помощи рук и выполнять точную регулировку во время сварки.
Характеристики сварки переменным током
Сварочные инверторные аппараты переменного тока используют сильноточные электронные переключатели, обычно IGBT, для создания выхода сварки на переменном токе.
Частота переменного тока может варьироваться, обычно от 30 до 150 Гц. Высокочастотный переменный ток может использоваться для фокусировки дуги, что полезно для тонких материалов и узких углов.Очень важен хороший контроль баланса переменного тока или количества положительных циклов в отрицательные. Изменение баланса важно для воздействия на степень очистки поверхности, которую выполняет дуга.
Размер машины
Определение размера машины может быть балансом между ожидаемым ежедневным использованием и возможными одноразовыми большими ожиданиями работы, а также стоимостью. Если сваривать только тонкостенную стальную трубу, 140 А может быть вполне достаточно, тогда как для алюминия 5 мм потребуется не менее 200 А.
Рабочий цикл
Рабочий цикл машины является показателем способности машины работать в течение длительного времени. Рабочий цикл определяется как время, в течение которого машина может работать с максимальной производительностью при температуре окружающей среды 40 ° C в течение 10-минутного цикла. Рабочий цикл выражается в процентах. Итак, рабочий цикл 20% — это максимальный ток в течение двух минут, затем восемь минут без тока, затем повторите.
Если выходной ток ниже, рабочий цикл увеличивается.Спецификация машины дает максимальный рабочий цикл и ток, 100% ток рабочего цикла и часто 60% рабочего цикла. Эти данные помогут определить требования.
Если приложение представляет собой множество мелких соединений, каждое из которых требует определенного времени на настройку, то рабочий цикл в 20% будет вполне достаточным. При сварке больших объемов облицовки рекомендуется более высокий рабочий цикл.
Хорошей отправной точкой для выбора хорошего сварочного аппарата является линейка Miller от Welding Industries в Австралии.В ее серию дуговой и TIG-сварке входят семь аппаратов, которые подходят для различных областей применения, таких как техническое обслуживание, морская сварка и сварка листового металла.
Dyansty 210DX
Maxstar 210DX
Dynasty 400
Для получения дополнительной информации свяжитесь с нашей службой поддержки клиентов по телефону 1300 300 884.
Дата: 20 июля 2017 г.
Что такое инверторный генератор
Начнем с аккумуляторного инвертора
Так что же такое инверторный генератор? Чтобы понять портативный инверторный генератор и его сравнение с обычным портативным генератором, мы сначала рассмотрим инверторную технологию в ее простейшей форме.
Возможно, вы знакомы с обычным 12-вольтовым аккумуляторным инвертором, который представляет собой электрическое устройство, преобразующее 12-вольтовую мощность постоянного тока в 120-вольтовую переменную мощность.
Обычно вы запускаете этот тип инвертора от автомобильного аккумулятора или от аккумулятора глубокого цикла, который вы покупаете специально для питания инвертора. Несмотря на то, что он довольно недорогой, недостатком является то, что обычно инвертор является полезным решением, если вы можете поддерживать свою потребляемую мощность в диапазоне 200 Вт.
Вы можете получить один с более полезной мощностью 2500 Вт, но он будет стоить около 1000 долларов, не считая батареи глубокого цикла и системы зарядки.Для более высоких требований вам следует рассмотреть инверторный генератор, работающий на топливе. Если только «чистая» мощность переменного тока, которую обеспечивает инвертор, не важна для вас.
Считайте, что автомобильный аккумулятор имеет рейтинг резервной емкости. Типичный рейтинг составляет 80 минут, что означает, что батарея может обеспечивать ток 25 А при 12 В в течение 80 минут. Не вдаваясь в математику, если вы постоянно потребляете 120 Вт при 10 А, этого может хватить на три часа, возможно, восемь часов от морской батареи глубокого цикла.Но тогда придется подзарядить аккумулятор.
Причина, по которой я упоминаю об этом, заключается в том, что некоторые выберут портативный генератор для большинства дневных обязанностей, связанных с отключением электроэнергии, а затем включат пару лампочек ночью от инвертора. Вы можете проработать пару 15-ваттных лампочек (2,5 А) в течение 12 часов от автомобильного аккумулятора.
Кроме того, генератор в вашем автомобиле обычно может выдавать только 700 Вт. Таким образом, чтобы запустить инвертор мощностью более 300 Вт от автомобиля, вам необходимо подключить его напрямую к автомобильному аккумулятору с помощью кабелей, а затем вам нужно будет постоянно запускать двигатель автомобиля.Вот в чем смысл портативного газового генератора.
Так почему бы не использовать инвертор для питания всего, что он может? Затем, когда батареи разряжены или вам нужно включить большие нагрузки, запустите стандартный генератор на длительное время (не менее часа) для питания более тяжелых нагрузок. Тем временем позвольте зарядному устройству подзарядить батарею, чтобы инвертор получил эффективную мощность, как только вы будете готовы отключить генератор. Этот пробойник «один-два» позволяет наиболее эффективно использовать топливо (используя только загрязняющие вещества, когда вы получаете максимальную эффективность от своего топлива).Вы будете меньше использовать более шумный генератор и, что не менее важно, сэкономите деньги, так как вы будете использовать меньше топлива на те же использованные киловатт-часы.
Это может потребовать некоторых математических расчетов и некоторого планирования, но вы можете совместить хороший инвертор с небольшим генератором и воспользоваться преимуществами легкой, высокоэффективной и удобной системы.
Honda
Как обычные портативные генераторы, так и портативные инверторные генераторы используют ископаемое топливо для работы двигателя внутреннего сгорания.
Генераторы преобразуют механическую энергию в электричество посредством явления, называемого электромагнитной индукцией.Напряжение индуцируется движением проводника, обычно катушек проволоки, внутри магнитного корпуса.
В обычном генераторе каждый оборот двигателя производит одну волну блокировки переменного тока. Чтобы электричество производило стандартное электричество на 120 В и 60 Гц, обычно используемое в США, двигатель должен работать с постоянной скоростью 3600 об / мин, независимо от нагрузки или требуемой электроэнергии.
Но десять лет назад Honda представила новый тип машины, известный как инверторный генератор.Он был меньше, легче, тише и эффективнее обычных моделей.
Инверторный генератор предназначен для выработки большего количества электроэнергии переменного тока за один оборот двигателя, но не в такой форме, которая может использоваться напрямую. Необработанное электричество сначала должно быть преобразовано в мощность постоянного тока.
См. Статью на этом сайте, объясняющую DC (постоянный ток) и AC (переменный ток). Обычно вы получаете постоянный ток от батареи и переменный ток от розеток. Общие сведения об электричестве
Электронный инверторный модуль затем преобразует мощность постоянного тока обратно в стандартную мощность переменного тока 120 В, 60 Гц.Результирующий переменный ток уже не в блочных волнах, а в синусоидальных волнах. Это измеряется в общих гармонических искажениях (THD). Чтобы быть в безопасности с электроникой, поддерживающей микропроцессор, THD должен быть менее 6%. Инверторные генераторы обеспечивают это, в то время как стандартные портативные генераторы работают с 9% или более THD. Эта мощность от инверторных генераторов является сверхчистой и находится в форме, которая теперь может использоваться в чувствительном электронном оборудовании, таком как медицинские устройства.
В инверторном генераторе частота вращения двигателя изменяется в зависимости от запрашиваемой электроэнергии, что значительно снижает шум и расход топлива по сравнению со стандартным портативным генератором.Конечным результатом является портативный генератор с уменьшенным весом и размером и сверхчистой мощностью.
Недостатки распространенных портативных генераторов
Одним из основных недостатков стандартного портативного генератора является то, что он может быть ужасно неэффективным и тратить много топлива, если не используется при полной (или, по крайней мере, большой) нагрузке в течение длительного периода времени.
Они могут излишне загрязнять окружающую среду с небольшой пользой, когда они не используются на своих мощностях или рядом с ними.Например, используя генератор мощностью 4000 ватт, чтобы запустить лампочку на 100 ватт, вы тратите топливо на работу этого большого двигателя с небольшой пользой. Помните непрерывные 3600 оборотов в минуту?
Кроме того, обычные генераторы тяжелые и не очень хорошо работают. Поэтому они часто имеют большие размеры, чтобы соответствовать требованиям по нагрузке. Используются более крупные и тяжелые генераторы, поэтому имеется доступная большая импульсная мощность, необходимая для пусковых ватт, необходимых для электродвигателя (например, электроинструменты, холодильник / морозильник, кондиционер).Иначе во время помпажа генератор зависнет.
Преимущества портативного инверторного генератора
Hyundai
Инверторные генераторыимеют ряд реальных преимуществ перед обычными генераторами. Прежде всего, они тихие. Стандартные портативные генераторы печально известны шумом во время работы. Оскорбление соседей или других любителей активного отдыха всегда вызывает беспокойство.
Кроме того, эти новые блоки намного легче и меньше: инверторные генераторы мощностью 1000 Вт весят около 30 фунтов и имеют размер небольшого кулера.
Инверторные генераторытакже примерно на 20 процентов более экономичны, чем обычные генераторы. Типичный блок мощностью 2000 Вт может работать при номинальной нагрузке почти четыре часа на галлоне топлива.
И, наконец, как упоминалось ранее, инверторные генераторы производят электричество, которое несколько безопаснее для чувствительного электронного оборудования, такого как ноутбуки.
Однако вы будете платить больше за киловатт портативного инверторного генератора. То есть инвертор на 2 кВт будет стоить вам намного дороже, чем стандартный генератор на 2 кВт.Это не помешало потребителям сделать их почти незаменимым бытовым прибором. Портативный инверторный генератор мощностью 1000 Вт становится обычным явлением для тех, кто видит ценность портативной энергии и понимает ограничения одновременного питания одного устройства.
Типичное применение инверторных генераторов
Generac
С самого начала инверторные генераторы предлагались тысячам отдыхающих, охотников и рыбаков, которые хотели вывести домашний комфорт на улицу, будучи менее громоздкими и более тихими.
Подумайте о свежем воздухе. Вы делаете это под звездным небом. Но для необходимости, удобства и безопасности у вас есть мобильный телефон, верно? Инверторный генератор будет безопасно заряжать ваш телефон.
Они популярны в строительной отрасли, потому что рабочие могут включаться в 7 утра или в тихой зоне без грохота стандартного портативного генератора. Инверторные генераторы производят примерно такой же уровень шума, как и при обычном разговоре (от 50 до 60 дБА) — это тише, чем у бытового пылесоса.Обычные генераторы могут быть шумными от 65 до 75 дБА (децибел), примерно так же громко, как газонокосилка или цепная пила.
Особенности, которые следует учитывать
Чемпион
Небольшие различия в конструкции различных инверторных генераторов могут иметь большое значение в том, насколько они просты в использовании и обслуживании, но также влияют на цену. Имейте в виду следующие факторы:
• Панели управления на более совершенных устройствах включают дисплей, позволяющий контролировать выходное напряжение, частоту (Гц) и часы работы.Они также включают светодиоды, предупреждающие о перегрузке.
• Многие устройства включают элементы управления, которые позволяют переключаться из автоматического энергосбережения в режим повышения мощности, когда требуются короткие скачки напряжения.
• Вес и размер во многом зависят от выходной мощности. В зависимости от веса вы можете выбрать какой-нибудь колесный транспорт.
• Уровни шума могут варьироваться от производителя к производителю, даже для устройств с одинаковой мощностью. Оценивая уровень шума, убедитесь, что вы сравниваете яблоки с яблоками — особенно в отношении того, как далеко устройство было расположено от шумомера и нагрузки, с которой он работал.
• Некоторые устройства включают в себя кабель для зарядки аккумулятора, свечной ключ и крышку генератора. Блоки, предназначенные для подключения к другому генератору (для удвоенной мощности), поставляются с параллельными кабелями.
Итог
Ямаха
Хотя инверторные генераторы дешевле в эксплуатации, чем обычные генераторы, их дороже покупать. Инверторный генератор мощностью 2000 Вт может стоить от 600 до 1200 долларов, тогда как обычный блок с аналогичной мощностью может стоить всего 200 долларов.Инверторные генераторы большей мощности становятся очень дорогими.
Если вы часто используете свой генератор, вы частично компенсируете это за счет экономии топлива. Но что еще важнее, шум генератора больше не будет мешать ни вашим соседям, ни вам.
На сайте Generator Grader есть обзоры портативных инверторных генераторов. Ознакомьтесь с удобной таблицей ниже, чтобы сравнить популярные портативные инверторные генераторы в диапазоне 2000 Вт. Они доступны в меньшем количестве и доступны в большем количестве ватт.Меньше ватт в диапазоне от 300 до 1000 ватт имеют ограниченное использование. Более 3000 ватт более универсальны, но вы можете рассчитывать заплатить около 2000 долларов и больше. Максимальная универсальность достигается, когда устройство имеет возможность параллельного подключения, когда вы можете соединить два устройства вместе, чтобы почти удвоить мощность, и при этом использовать их по отдельности, когда вам нужно.
Сравнить Переносные инверторные генераторы
В этой таблице сравниваются портативные инверторные генераторы в наиболее популярном диапазоне мощности 2000 Вт. Некоторые модели имеют возможность параллельного подключения двух устройств, чтобы почти удвоить мощность.Показания в децибелах обычно снимаются при нагрузке менее полной.$ = Менее 500 долларов США; $$ = Менее 900 долларов США; $$$ = более 900 долларов США
Подано под: Инверторные генераторы
49+ Интересные торговые автоматы по всему миру
Торговые автоматы стали обычным явлением в нашей жизни, и где бы мы были без них? От торговых автоматов по продаже конфет до автоматов по продаже газированных напитков и всего остального, мы действительно избалованы выбором.
Совершив кругосветное путешествие, может быть, даже ваша собственная страна обнаружит большое разнообразие машин всех форм и цветов. В любом случае, достаточно введения, давайте застрянем, ладно?
СВЯЗАННЫЕ: 17 ИНТЕРЕСНЫХ ТОРГОВЫХ АВТОМАТОВ В ЯПОНИИ ВЫ УДИВИТЕСЬ, ЗНАТЬ, СУЩЕСТВУЕТ
Нижеследующее не находится в определенном порядке, и мы заранее приносим извинения за очевидное безумие некоторых из них. Мы заключили прилагательное интересно в речевые знаки, так что считайте это своего рода предостережением.Первая запись, конечно, есть, а остальные мы оставим «на глазах у смотрящего».
Многое включено для уникального содержимого, которое они раздают, вы поймете, что мы имеем в виду. Наслаждаться.
1. Самыми первыми торговыми автоматами были греческие
Источник: omixmax / YouTubeНаверное, хорошее место для начала. По мнению историков, самый первый торговый автомат был произведен в I веке нашей эры. Просто обменяв золотую монету, можно получить святую воду для личного пользования.
Это устройство было приписано Герою Александрии и работало, когда монета ударялась о металлический уровень, который освобождает упор в контейнере. Вода льется, пока монета не упадет с рычага.
Простой, но эффективный, опережающий время примерно на 2000 лет. Честно говоря, это действительно невероятно.
2. Продавец нижнего белья Calvin Klein
Источник: vendingempireНу, автомат по продаже мужского нижнего белья. То, как вы оказались бы в ситуации, когда вам понадобится один из этих торговых автоматов, в некоторой степени противоречит логике.Но кто мы такие, чтобы судить!
3. Торговый автомат с живыми крабами
Источник: Planet Asia / YouTubeКогда мы впервые увидели этот торговый автомат, мы подумали, что это может быть какой-то торговый автомат с инопланетными товарами, но мы ошибались.
Да, эта машина распределяет крабов для вашего удовольствия. Нет, крабы не мертвы, они живут при температуре около 5 градусов Цельсия . Возьмите собственного очень холодного живого краба по цене от 1,50 до 7 долларов.
4.Автоматы по продаже молока
Источник: slobomotion / YouTubeДа, мы знаем, мы думали, что это просто изящное дополнение к Fallout 4. Нет, они действительно существуют. Загляни во Францию и найди что-нибудь для себя. Они производятся и распространяются Direct Lait или Lait Cru. Они продают свежее молоко примерно по цене $ 1,30 за литр.
Судя по всему, некоторые даже идут со звуковыми эффектами коров от до погружают вас в опыт. Честно говоря, просто замечательно.
5.Торговые автоматы по продаже жуков-носорогов
Источник: japanesestuffchannel через YouTubeВсего за 100 йен вы можете заполучить своего собственного жука-носорога. Не требующие особого ухода домашние животные или потенциально прибыльные гладиаторы — будущее жука в ваших руках. Что, черт возьми, я только что сказал? Какая?
6. Автоматы по продаже золота по запросу
Источник: mmcacanadaa / YouTubeТри догадки, где вы их найдете? Вау первая попытка !? Да, Объединенные Арабские Эмираты.Если вы хотите остановиться в отелях Дубая и получить мелочь, почему бы не побаловать себя золотом.
Автомат проверяет стоимость золота каждые десять секунд и выдает слитки или монеты весом до 10 граммов .
7. Торговые автоматы по продаже салата-латука
Источник: GreenDiaryВ старой доброй Японии с этим торговым автоматом для удовлетворения своих потребностей в салате предусмотрели перспективу. Этот поставщик, разработанный Dentsu, называется «Ферма шеф-повара», и может выращивать 60 голов салата каждый день.Он больше ориентирован на рестораны, чем на обычных потребителей, но тем не менее это довольно круто.
8. Автоматы по продаже галстуков
Источник: KienthucЭй, а почему бы и нет? Хотите галстук с этими батареями, картами памяти и одноразовыми фотоаппаратами? Как бы то ни было, когда в Японии.
9. Торговые автоматы по продаже брендов
Источник: ブ ラ ジ ャ ー 自動 販 売 機 / YouTubeГм, хорошо. Спасибо, (еще раз) Япония. Не уверен, что еще сказать.
10. Торговые автоматы для яиц
Источник: YaplakalВ Японии эти парни, кажется, обожают товары по запросу.Вы правы, если думаете, что яйца, вероятно, слишком хрупкие, чтобы их можно было продавать в торговом автомате.
Традиционные, да, но этот позволяет вам брать их из отсеков, которые вы открываете, чтобы получить свой приз. Хорошее усилие.
11. Автоматы по продаже хот-догов
Источник: moneymakerfactoryЭто немного странно. Разве хот-доги не продаются быстро? Да ладно, в США LHD Vending systems создали автомат по продаже хот-догов HD300.
Этот набор позволяет приготовить хот-дог и булочку менее чем за одну минуту. Как ты мог устоять?
12. Торговые автоматы с живой наживкой
Источник: Gavko Knives / YouTubeОт червей до мух — этот торговый автомат — лучший друг рыбака. Живая приманка остыла и готова для принесения в пасть намеченной добычи.
Мм, немного мрачновато, извините. О, это тоже каламбур? Ницца.
13. Контрацептивы / торговые автоматы с тестами на беременность
Ну, если честно, название в значительной степени подводит итог этому.Один из колледжей в Пенсильвании, США, установил один из этих торговых автоматов, потому что, вы знаете, студенты.
Если серьезно, то на самом деле это оказалось большим успехом. Честно говоря, презервативы были в торговых автоматах много лет, любой мужчина может подтвердить это, но эта универсальная остановка очень полезна для «планирования семьи».
14. Автоматы по продаже туалетной бумаги
Источник: Ричард-СиманХорошо, какого черта? Разве неограниченный запас не предоставляется публично в Руководство по покупке сварочного аппарата
— Как правильно выбрать сварочный аппарат
Обзор сварочного аппарата
Независимо от того, хотите ли вы ремонтировать металлы или использовать их в своей работе, в обоих случаях сварочный аппарат является наиболее гибким методом соединения металлических деталей.Это руководство призвано предоставить вам всевозможную информативную и практическую информацию, связанную со сваркой, чтобы помочь вам сделать правильный выбор сварочного аппарата, который наилучшим образом соответствует вашим потребностям.
Перечень различных типов сварочных машин и процессов
Существует несколько типов сварочных процессов, четыре основных из которых описаны ниже:
# 1) Ручная / дуговая сварка (SMAW)
При этом типе сварки электричество пропускается через стержневой электрод, образуя дугу с материалом, который необходимо сваривать. Дуговая сварка — один из самых сложных видов сварки, но он пользуется большой популярностью из-за низкой стоимости, а также способности создавать прочные соединения. Сварка палкой — отличный метод сварки определенных сплавов или соединений, который можно эффективно использовать как в помещении, так и на открытом воздухе.
При дуговой сварке образуется значительное количество брызг, поэтому сварные швы необходимо очистить после завершения. Но они по-прежнему являются популярным выбором среди фермеров, любителей и людей, занимающихся домашним хозяйством.
# 2) Сварка MIG (подача проволоки / GMAW)
СваркаMIG — самый простой в освоении вид сварки. Даже домовладелец может купить сварочный аппарат MIG и сделать качественные сварные швы за несколько часов практики. Сварка MIG чиста, проста в эксплуатации и может использоваться как для тонких, так и для толстых металлических листов. Сварочные аппараты MIG могут сваривать различные материалы, такие как нержавеющая сталь, никелевые сплавы, алюминий, сталь, медь и многие другие, с повышенной гибкостью, более высокой скоростью наплавки и практически без брызг.
# 3) Сварка TIG (Heli-Arc / GTAW)
В системахTIG для получения высококачественного сварного шва используется электрод в среде инертного газа. Сварные швы TIG аккуратнее и прочнее, чем при любом другом процессе сварки. Сварка TIG в основном используется для сварки тонких профилей из легированной стали, нержавеющей стали и таких металлов, как алюминий, магний и т. Д. Сварка TIG сравнительно сложнее и труднее, чем другие типы сварки, и она сравнительно медленнее.
# 4) Дуговая сварка порошковой проволокой (FCAW)
Это несколько похоже на сварку MIG, но отличается тем, что не требует защитного газа.Это безгазовый, простой, эффективный и эффективный сварочный аппарат, в котором используется порошковая проволока, которая используется для защиты дуги во время сварки на открытом воздухе, в ветреную погоду или на грязных материалах. Этот процесс широко используется из-за его высокой скорости сварки и портативности. Дуговая сварка порошковой проволокой очень проста в освоении и позволяет получать чрезвычайно чистые сварные швы на стали и алюминии.
Как выбрать лучший сварочный аппарат для ваших нужд?
- Какие материалы и какой толщины вы будете сваривать? Желательно выбирать процесс, который охватывает типы металлов, которые вы будете использовать чаще всего.
- Будете ли вы проводить сварку в одном и том же месте или вам нужно продолжать движение? Какая у вас проводка в местах сварки? Сварочный аппарат, использующий трехфазное питание 230 В, нелегко доставить к клиенту.
- Какой у вас опыт работы в сварке? Сколько времени нужно, чтобы научиться сварке? Насколько важен для вас внешний вид сварного шва? Сварку MIG легче всего освоить, тогда как сварка TIG, скорее всего, создаст самые красивые сварные швы.
Основные факторы, которые следует учитывать при выборе правильного сварочного аппарата
# 1) Тип металла
Как правило, сварка выполняется только на углеродистой стали, поскольку она совместима с большинством сварочных аппаратов, а также способна справляться с любым избыточным теплом, которое может воздействовать на металл. Нержавеющая сталь совместима со сварочными аппаратами TIG или MIG и не требует особой прочности для работы в качестве углеродистой стали.
Алюминий требует более сложных сварочных аппаратов, таких как аппарат MIG.Кроме того, для сварки алюминия можно использовать высокотехнологичный аппарат TIG. Перед выбором сварочного аппарата важно учитывать металл, который нужно сваривать.
# 2) Выберите идеальное место сварки
Место сварки также помогает выбрать подходящий сварочный аппарат. Во время сварки в помещении вы можете использовать машину с напряжением 115 В переменного тока или от сети переменного тока 220-240 Вольт. Источник питания 115 вольт — это нормальный источник питания, который получает любое коммерческое или домашнее предприятие, и, как правило, сварочные аппараты сами работают при этом напряжении.
# 3) Выберите идеальный диапазон ампер
Стоимость сварочного аппарата также зависит от текущей производственной мощности. Более толстые металлы нуждаются в большем токе для правильной сварки, в отличие от тонких металлов, которым нужны машины, обеспечивающие надлежащее количество тепла для сварки.
Важно, чтобы вы обращали внимание на толщину светильников и металлы, с которыми вы будете работать. Для этого сварка алюминия почти такая же, как сварка относительно более тонкого металла.
# 4) Соответствует требованиям к сжатому газу
В разных сварочных процессах используются разные сжатые газы. Кислород, аргон и диоксид углерода — одни из самых популярных сжатых газов, которые используются в нескольких сварочных процессах. Важно учитывать, нужен ли вашему сварочному аппарату источник сжатого газа.
# 5) Покупайте в Интернете высококачественные сварочные аппараты по оптовым ценам
Industrybuying.com — ваш универсальный магазин для всех ваших потребностей в сварочном аппарате или любых других сварочных инструментах или оборудовании . Мы, компания Industrybuying, работаем с широким кругом ведущих мировых брендов, продающих сварочные аппараты в Интернете. Будь то 100% оригинальные продукты или невероятный опыт покупок в Интернете, Industrybuying гарантирует, что покупатели получат лучшее.
Предприниматели, продающие товары в больших количествах, имеют право на большие скидки при оптовых закупках. Помимо сварочных аппаратов, вы можете найти все другие сварочные инструменты, такие как пламегасители, газовые переходники , принадлежности для газовой резки , TIG Rod , Сварочные принадлежности, и т. Д. По доступным ценам в Интернете на сайте Industrybuying.com. Что еще?
Бесплатная доставка свыше 1000 рупий, преимущество оптовых закупок, простые варианты оплаты, такие как кредитная / дебетовая карта, наложенный платеж, интернет-банкинг, электронные кошельки и т. Д., Доставка до порога, фирменные продукты по лучшим ценам в Интернете и политика простого возврата — вот лишь некоторые из Причины, по которым Industrybuying пользуется популярностью среди интернет-магазинов в Индии.