сварка, спайка. Расчёт сопротивления / Тест-драйв / Элек.ру
Введение
Нагревательные элементы, изготовленные из высокоомных сплавов на основе хрома и никеля, применяются во всех современных бытовых устройствах, предназначенных для преобразования электричества в тепло. Спирали или ленты из нихрома отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок. По этой причине надежная пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов. Нихромовые спирали служат дольше аналогов из фехральных сплавов, однако и они подвергаются разрушению при длительной эксплуатации. Вероятность возникновения пережиганий и обрывов увеличивается на таких участках проводника, где имеются механические повреждения, зазубрины, перегибы или перехлёсты с поверхностью соседних нагревательных элементов. Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Ремонт нихромовой спирали
Существуют 3 способа восстановления целостности нихромного проводника:
- Механический — скрутки, муфты, резьбовые зажимы при помощи шайб, винтов и гаек.
- Пайка.
- Сварка.
Последний способ наиболее надёжен в плане прочности и долговечности. Сварные соединения не влияют в существенной мере на параметры электрических цепей, поэтому технические характеристики приборов остаются в прежних нормах. Соединения в виде скруток, муфт и зажимов создают условия для скапливания продуктов окисления, влияют на общее показатели сопротивления цепи, а также могут создавать участки повышенного нагрева, что усиливает риск повторных обрывов и выхода электрооборудования из строя.
Как сварить нихром
На производстве для надёжной сварки проволоки или ленты из нихрома применяется аргонодуговой метод.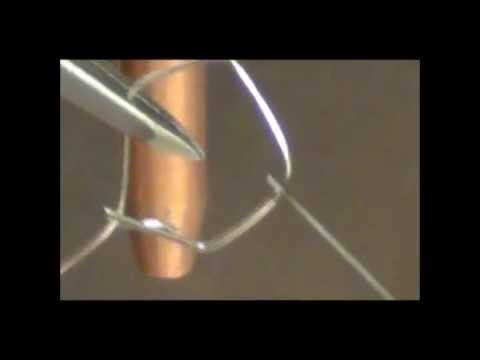 Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше. В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше. В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
Как спаять нихром
Спаять нихромовую спираль можно следующими способами:
- Нагрев обмотки в виде тонкой медной проволоки.
- Использование ляписа (азотистого серебра).
- Применение специальных припоев и кислотосодержащих флюсов.
- Смесь вазелина, глицерина и хлористого цинка.

- Лимонная кислота.
- Аспирин.
- Флюсы фабричного изготовления, типа Ф-38Н ПЭТ.
- Измерение с помощью приборов.
- Табличный способ.

Первый способ — наиболее простой и доступный, но он подходит только для соединения проводников высокого сопротивления с толщиной не более 0,5 мм. Медную проволоку для обмотки лучше всего брать толщиной 0,1 мм. Нагрев производится с помощью газовой горелки, но также можно использовать обычную зажигалку с турбонаддувом. Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне.
Метод пайки при помощи ляписа применяется для усиления контакта механической скрутки, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрата серебра). Вещество наносится на скрутку при её разогреве током. Наиболее надежные результаты даёт метод пайки с помощью специальных припоев и флюсов. Оксидная пленка, которая образуется на поверхности хромоникелевых спиралей, — основное препятствие для выполнения качественного лужения. В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры или нейтральные газовые среды.
В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры или нейтральные газовые среды.
В домашних условиях используются кислотосодержащие флюсы: соединяемые поверхности очищаются от оксидной пленки, обезжириваются и покрываются флюсами при помощи паяльника. После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.
Как соединить перегоревшую нихромовую спираль
Способ ремонта перегоревшей нихромовой спирали выбирается в зависимости от толщины проволоки, а также от характеристик прибора, в котором используется вышедший из строя нагревательный элемент. Если рабочая температура превышает 150-200 °C, — следует применять сварку. Механические соединения в виде скруток, муфт и зажимов дадут только временный результат, а спайка с помощью тонкой медной проволоки и газовой горелки будет надежным решением для маломощных электронагревателей, в которых работают спирали из тонкой проволоки. Пайка с помощью припоев создает отличный контакт, но быстро разрушается, если нагрев превышает 300 °C.
Как произвести спайку или сварку нихрома в домашних условиях
При отсутствии специального оборудования надёжный ремонт спирали нихрома лучше всего проводить с помощью метода контактной сварки с низковольтной дугой, созданной графитовым электродом. Для этого нужен специальный источник питания, но если его под рукой нет, то можно воспользоваться способом пайки при помощи тонкой медной проволоки. Соединение получается прочным и относительно долговечным, а если произойдёт повторное выгорание, то разрыв можно без труда восстановить этим способом за несколько минут. Чтобы провести качественную пайку, концы проволоки нужно зачистить, погрузить в порошок лимонной кислоты и нагреть паяльником. Вещество расплавится и покроет поверхность металла тонким слоем. Оксидная пленка будет разрушена. Перед лужением соединяемые концы можно дополнительно обработать канифолью.
Как проверить сопротивление нихрома
Электрическое сопротивление нихромовой проволоки легко измеряется при помощи бытовых мультиметров. Операция проводится в целях расчет удельного сопротивления. Один контакт закрепляется на конце проводника. Второй контакт присоединяется на различном удалении от места создания первого контакта. Полученные показания заносятся в таблицу. Зависимость роста сопротивления от длины носит линейный характер. Для получения данных об удельном сопротивлении проволоки длиной 1 м нужно провести измерение этой характеристики у проводника соответствующих размеров, либо вывести этот параметр расчетным путем, если проволока имеет недостаточный размер. Перед снятием показаний прибор калибруется, либо измеряется собственное сопротивление проводов прибора в целях определения поправки, на величину которой следует уменьшить данные, полученные при измерении сопротивления нихрома.
Операция проводится в целях расчет удельного сопротивления. Один контакт закрепляется на конце проводника. Второй контакт присоединяется на различном удалении от места создания первого контакта. Полученные показания заносятся в таблицу. Зависимость роста сопротивления от длины носит линейный характер. Для получения данных об удельном сопротивлении проволоки длиной 1 м нужно провести измерение этой характеристики у проводника соответствующих размеров, либо вывести этот параметр расчетным путем, если проволока имеет недостаточный размер. Перед снятием показаний прибор калибруется, либо измеряется собственное сопротивление проводов прибора в целях определения поправки, на величину которой следует уменьшить данные, полученные при измерении сопротивления нихрома.
Как рассчитать сопротивление нихромовой спирали
Расчёт сопротивления спирали из хромоникелевого сплава выполняется с помощью следующих методов:
Если у вас имеется готовая спираль, то вычислить её сопротивление с помощью прибора не составит труда. Однако если требуется выполнить предварительный расчёт параметров спирали перед её изготовлением, то применяется табличный способ. Таблицы удельного сопротивления различных сплавов из никеля и хрома можно найти в интернете или в специальной литературе. В таблицах приводятся данные для каждого сплава как для проволоки, так и для лент.
Однако если требуется выполнить предварительный расчёт параметров спирали перед её изготовлением, то применяется табличный способ. Таблицы удельного сопротивления различных сплавов из никеля и хрома можно найти в интернете или в специальной литературе. В таблицах приводятся данные для каждого сплава как для проволоки, так и для лент.
Данные по проволочным проводникам приводятся с учётом диаметра (от 0,1 мм). Показатели у лент приводятся с учётом площадей сечения. Чтобы рассчитать сопротивление спирали, нужно умножить общую длину проволоки на удельное сопротивление 1 м проводника с соответствующим сечением. Если информация о марке сплава отсутствует, удельное сопротивление вычисляется экспериментальным путем при помощи приборов.
Производственная фирма «ПАРТАЛ» изготавливает спирали с заданными заранее характеристиками из различных марок нихромовых сплавов. Качественно и быстро мы произведем изделие из проволоки нужной толщины, с определенным количеством и диаметром витков, а также с конкретными характеристиками сопротивления, мощности, энерговыделения и энергопотребления!
Электроды для сварки нихрома
При сваривании нихрома и его сплавов нужно тщательно зачищать кромки прилегающих участков металла на ширине 20 – 25 мм механическим способом. На этом участке образовывается налет, который содержит серу. Потом этот участок нужно обезжирить ацетоном бензином или уайт-спиритом.
На этом участке образовывается налет, который содержит серу. Потом этот участок нужно обезжирить ацетоном бензином или уайт-спиритом.
Металл в сварочной ванне при сваривании нихрома более вязок, чем при сварке обычных сталей. По этой причине он проплавляется на меньшую глубину, что требует делать более притупленные кромки. Когда свариваете аппаратуру, которая контактирует с кислотами, избегайте стыковых соединений, потому что карманы, которые образовываются в сварочном процессе, могут вызвать щелевую коррозию при использовании готового изделия.
Для ручной дуговой сварки нихрома применяются электроды с качественными покрытиями. Хороший сварочный шов нихрома могут обеспечить электроды Прогресс-50, которые используются для сварки никелевых сплавов.
Сварочный процесс проводится на постоянном токе обратной полярности, но назначают более низкий сварочный ток в сравнении с токами, которые используются для сварки обычных сталей. Варить нихром дольше, чем сталь потому, что скорость сваривания снижена на 15%. Специалисты рекомендуют вести сваривание в нижнем положении с помощью короткой дуги, чтобы снизить угар раскисляющих и стабилизирующих элементов, которые содержатся в проволоке электрода. При сваривании ведут небольшие продольные колебания электрода, благодаря нему из сварочной ванны удаляется газ и получаются более плотные швы, чем при поперечном колебании. Электрод нужно держать примерно перпендикулярно плоскости ведения сварочного шва с наклоном приблизительно 15% в сторону свариваемых кромок.
Варить нихром дольше, чем сталь потому, что скорость сваривания снижена на 15%. Специалисты рекомендуют вести сваривание в нижнем положении с помощью короткой дуги, чтобы снизить угар раскисляющих и стабилизирующих элементов, которые содержатся в проволоке электрода. При сваривании ведут небольшие продольные колебания электрода, благодаря нему из сварочной ванны удаляется газ и получаются более плотные швы, чем при поперечном колебании. Электрод нужно держать примерно перпендикулярно плоскости ведения сварочного шва с наклоном приблизительно 15% в сторону свариваемых кромок.
При сварке нихрома толщиной больше 15 миллиметров, используйте многопроходную сварку с предварительным подогревом свариваемых кромок до температуры 200 – 250 градусов по Цельсию. Перед нагревом нужно тщательно зачистить поверхность промежуточных слоев.
В некоторых случаях для сварки нихрома используется аргоно-дуговая сварка. Ее главным преимуществом является возможность обеспечить надежную защиту инертным газом. Благодаря этой возможности можно предупредить образование пор, трещин и других дефектов. Если защита сварочной ванны будет недостаточной, то поверхность шва станет складчатой, а если сделать рентген сварочного шва, будут видны небольшие трещины в сварочном шве.
Благодаря этой возможности можно предупредить образование пор, трещин и других дефектов. Если защита сварочной ванны будет недостаточной, то поверхность шва станет складчатой, а если сделать рентген сварочного шва, будут видны небольшие трещины в сварочном шве.
Чтобы избежать появления горячих трещин в шве, нужно обеспечить хорошую долю наличия присадочного металла в шве. Она должна составлять от 70 до 85%. Для этого нужно оставить зазор в корне разделки кромок или расширить разделку в корневой части сварочного шва.
Лайфхак. Как надежно спаять нихромовую проволоку. | Дневник радиолюбителя
В этой статье я расскажу о способе надежной пайки нихромовой проволоки. Этот метод можно применять и для других металлов, сплавов, графита, которые обычным способом паять нельзя.
Нихромовая проволока это не только нагреватель в электрической плитке, но и например, шунты в амперметрах и других приборах. Нихромовые шунты компактны, у них низкая индуктивность.
Нихромовые шунты компактны, у них низкая индуктивность.
Но как припаять такой шунт к схеме? Обычным флюсом и оловянным припоем это сделать нельзя. Да и флюс для стали не годится. Дело в том, что хром в сплаве на поверхности проволоки образует тонкий и очень прочный окисный слой. Из за этого же не ржавеет нержавеющая сталь.
Канифоль и паяльная кислота этот слой не разрушает. Да и олово нихром просто напросто не смачивает, а это главное условие для пайки. Зато медь очень хорошо паяется. А что если нихром покрыть медью? Легко!
Для этого можно применить электролиз — нанесение одного металла на другой с помощью электрического тока. Итак, что нам понадобится? Источник постоянного тока напряжением 5 — 12 В, амперметр чтобы контролировать ток и резистор 500-1500 Ом для его ограничения.
Все что нужно для процесса.Еще нужен медный анод (скрученная проволока, медная шина и др..) и электролит — раствор медного купороса (250 гр на 1 л воды). В электролит можно добавить пару миллилитров серной кислоты (можно взять из автомобильного аккумулятора.
Итак, к плюсу источника подключаем медный анод, к минусу последовательно амперметр, резистор (можно переменный) и концы нихромовой проволоки. Важно! Проволоку нужно зачистить и обезжирить!
Опускаем с стакан анод, наливаем раствор купороса. Концы проволоки закрепляем так, чтобы они находились в растворе, но не замыкались с анодом. Включаем источник напряжения и ждем 30-60 мин. Ток может быть порядка 10 мА.
Отключаем ток, вытаскиваем проволоку и видим что на ней появился слой меди. Слой должен быть однородным. Если он толстый и рыхлый, значит ток слишком большой. затем промываем проволоку водой, сушим и паяем обычным способом. Вуаля!
Медное покрытие на нихромовой проволокеЕсли эта статья была для вас полезна, ставим лайки, обсуждаем в комментариях, подписываемся на канал и ждем следующих статей на канале!
Друзья! Научите тупоголового и копыторукого осла (меня) ПАЯТЬ!
YoNas_Kaki
Итак, дано:
— советский выжгатель Узор-1
— отпаявшаяся от него родная игла
— спецприпой для пайки таких иглы (маленькая палочка, куплен вместе с запасными иглами)
— ещё какой-то тугоплавкий припой (толстая колбаска)
— бура
— газовая горелка-ручка
У меня НИ ХРЕНА НЕ ПОЛУЧАЕТСЯ!!!!!Ничего ни к чему не припаиваится. Припой не липнет ни к трубкам, ни к игле. ЖОПА!!!
Объясните мне просто тупо, как младенцу, последовательность действий, ПОЖАЛУЙСТА!!! Ребёнок из-за косорукого папы не может уже неделю выжечь бабушкам подарки на Новый Год… 😞
Щас тут будет фотка.
alex-wolff
такая же фигня была. 😀 игла лопнула…..оловом не припаять.
YoNas_Kaki
alex-wolff
такая же фигня была. 😀 игла лопнула…..оловом не припаять.
Игла не лопнула, игла лежит на табуретке (на фото — под банкой с бурой). И мне её уже однажды припаивали на работе обычным 100 Вт паяльником, но легкоплавким припоем. Предупредили — на максимум не врубать. Сын нечаянно крутанул — игла отпаялась. Надо припаять обратно. НАДО припаять…
И мне её уже однажды припаивали на работе обычным 100 Вт паяльником, но легкоплавким припоем. Предупредили — на максимум не врубать. Сын нечаянно крутанул — игла отпаялась. Надо припаять обратно. НАДО припаять…
alex-wolff
YoNas_Kakiэто я про свой случай. 😊
Игла не лопнула
YoNas_Kakiдык я и говорю, оловом не припаять, от нагрева снова отваливается….вытаскивай трубки из оправы, бери припой сантехнический меднофосфорный или серебряный, и паяй..а эти пос не годятся.
Сын нечаянно крутанул — игла отпаялась. Надо припаять обратно. НАДО припаять…
YoNas_Kaki
вытаскивай трубки из оправы, бери припой сантехнический меднофосфорный или серебряный, и паяй..а эти пос не годятся.
Вытащить трубки из оправки можно только расколов оправку. Она чё-то типа эбонитовой. Не вариант.
Не вариант.
Только дело сейчас даже не в марке припоя, а в косорукости пайщика. Мне нужно понимать КАК ЭТО ДЕЛАТЬ, а не чем.
alex-wolff
YoNas_Kakiони сами вывалятся, когда трубки нагреешь, а греть их придётся что бы паять…у меня они отвалились от простого эл.паяльника.
Вытащить трубки из оправки можно только расколов оправку
ЮЗОН
При пайке нихрома (а из него как раз и «игла»), есть маленькие хитрости
позвони с утреца (телефон в профиле) часиков — после 9
а то, сильно много (и долго) писать
bakh
YoNas_Kakiс этим пунктом
тупоголового и копыторукого осла
я не согласный и еще много кто
prim2005
В первую очередь- бура для твердых припоев (600-800 грд), для олова нужна (в данном случае) паяльная кислота, она же хлористый цинк.
Зачистить нихром от черного окисла, смазать кислотой и облудить припоем, лучше паяльником, а не горелкой (ей трудно контролировать температуру). Далее прогревая трубочки воткнуть нихромовую проволоку в них.
prim2005
припой сантехнический меднофосфорныйон только для медных сплавов
косорукого папыкто бы говорил!
YoNas_Kaki
prim2005
В первую очередь- бура для твердых припоев (600-800 грд), для олова нужна (в данном случае) паяльная кислота, она же хлористый цинк.
Зачистить нихром от черного окисла, смазать кислотой и облудить припоем, лучше паяльником, а не горелкой (ей трудно контролировать температуру). Далее прогревая трубочки воткнуть нихромовую проволоку в них.
Огромное спасибо!!! Завтра (вернее уже сегодня 😊) попробую и доложусь о результатах.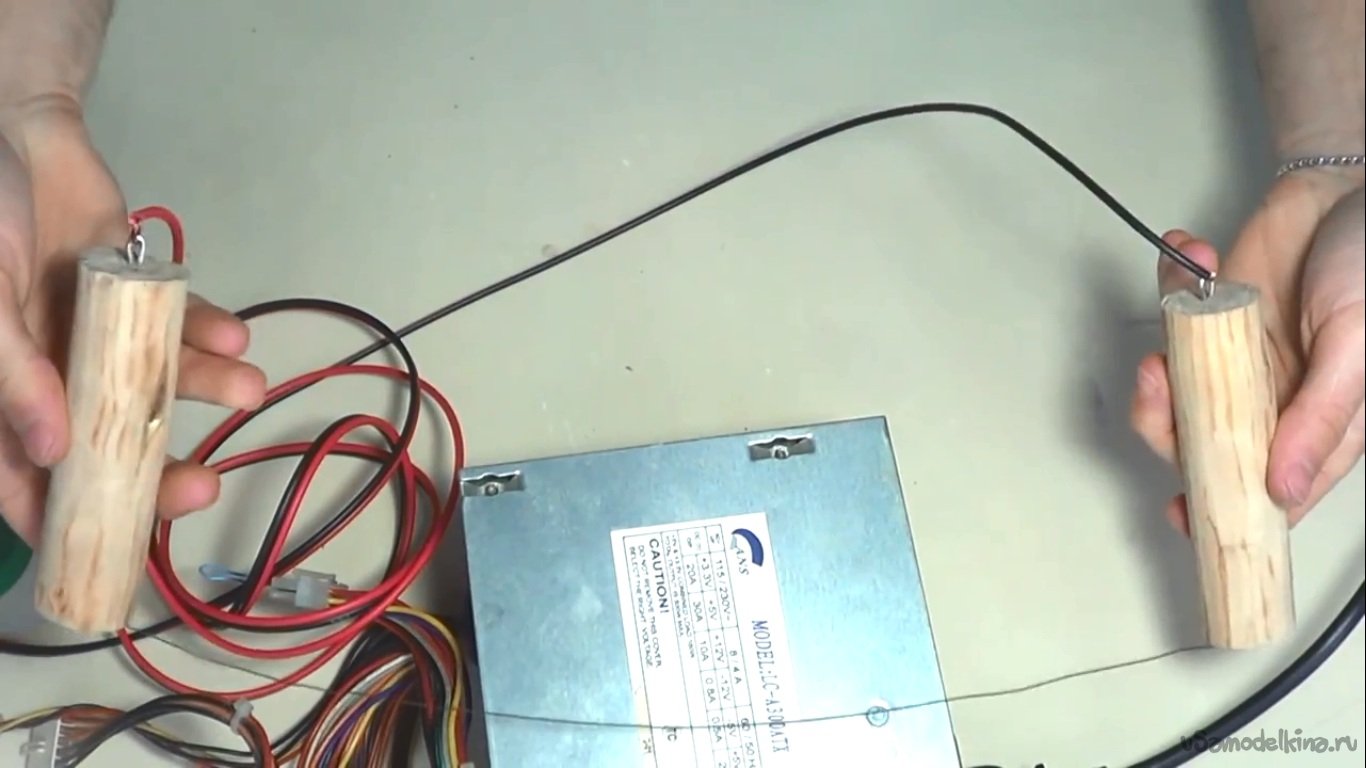
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет. НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
Миха_А
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет. НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
Вполне вариант! В моём (в детстве) таком же выжигателе игла было заплющена в трубках.
Maty
serge-vv
Сань, а ведь можно же просто вставить иголку и зажать ее в трубках пассатинами, держаться и греть будет. НГ будет спасен, а уж потом на досуге, сможешь с пайкой развлечься.
именно так и поступал лет 25 тому назад, вполне работало
SNiL
Я наверное ошибаюсь, но эта бура в баночке какая-то странная бура. Вернее так — пытался с ней арматуру сварить в горне, так она дымит, воняет но ничего с ней не варилось. Купил другой, в больших пакетах — без проблем.
Evgeny_926
нихром нормально облуживается на таблетке аспирина
TEA737
У меня подобный выжигатель. В свое время просто заменил трубки на латунные стержни и нарезал резьбу М3 на них — крепил нихром на гайки. По сей день всё работает. Пару раз менял сгоревший нихром — минутное дело. Пайка — морока неоправданная.В книжке 300 практических советов есть описание, как сваривать термопары (совет 104). Если хотите — можете попробовать. По идее должно получиться.
lagarto
И так. Зачищаем места которые будем паять. Лишнее олово паяльником. Грязь мелкой шкуркой и ли сцарапывая чем либо острым. Должно блестеть. Наносим флюс. Для тугоплавких материалов это паяльная кислота, аспирин или гидропирит в таблетках. Все прилично воняет при разогреве. Прогревая паяемую деталь паяльником одновременно наносим припой, т.е. олово.Там где успело подгореть и не нанеслось олово, повторяем с начала. На даже слегка испачкавшуюся, окислившуюся поверхности олово не ляжет. Когда залудили, т.е. покрыли оловом, красивым, тонким слоем, вставляем одну хреновину в другую и прогреваем. Олово между собой схватится. Можно немного пошевелить. Главная ошибка всех начинающих паять — окисление места спайки. Ну не пристает олово к окислу.
Грязь мелкой шкуркой и ли сцарапывая чем либо острым. Должно блестеть. Наносим флюс. Для тугоплавких материалов это паяльная кислота, аспирин или гидропирит в таблетках. Все прилично воняет при разогреве. Прогревая паяемую деталь паяльником одновременно наносим припой, т.е. олово.Там где успело подгореть и не нанеслось олово, повторяем с начала. На даже слегка испачкавшуюся, окислившуюся поверхности олово не ляжет. Когда залудили, т.е. покрыли оловом, красивым, тонким слоем, вставляем одну хреновину в другую и прогреваем. Олово между собой схватится. Можно немного пошевелить. Главная ошибка всех начинающих паять — окисление места спайки. Ну не пристает олово к окислу.
Именно поэтому большинство даже опытных пайщиков считают, что алюминий не паяется. Просто он мгновенно дает поверхностный окисел. Если при пайке алюминия добавить немного мелкого абразива в флюс и потереть жалом паяльника, все удается.
Сань, недавно работу поменял. Теперь могу помочь только советом.
АЛЕКСАНДР. Н
Н
Здравствуйте! YoNas.
Простой и надёжный способ, обжать нихром трубкой, потом запаять. В качестве трубки игла от капельницы, можно использовать наконечники стержней от авторучки (то, что есть). С уважением.
vityuxa
Обясняю! Мню сам имел сына! проходили! Вот 😞рисунок) между колодками кусочек асбеста, сверху трубочку от обломка стеклотканной удочки (чёп по диаметру подошло) считай сей вопрос с сыном улажен до армии!
sd pskov
vityuxa
рисунок огонь!! наверно даже сохраню))
val58
В Советские времена паяли мы нихром и нержавку с помощью таблетки аспирина(ацетилсалициловая кислота)
val58
В Советские времена паяли мы нихром и нержавку с помощью таблетки аспирина(ацетилсалициловая кислота). Дёшево и сердито)))))
Дёшево и сердито)))))
Acquista как нагреть нихромовую проволоку online
Esplora un’ampia varietà di как нагреть нихромовую проволоку e fai shopping in tutta semplicità su AliExpress
Cerchi как нагреть нихромовую проволоку di buona qualità ai prezzi più bassi? Beh, sei fortunato! Su AliExpress, puoi completare la tua ricerca di как нагреть нихромовую проволоку e trovare buone offerte che offrono un ottimo rapporto qualità-prezzo! Non sai da dove cominciare? Ecco una guida rapida per sfruttare al meglio AliExpress e ottenere le migliori offerte!
Utilizza i filtri: AliExpress ha un’ampia selezione per ogni articolo. Per trovare как нагреть нихромовую проволоку che corrisponde alle tue esigenze, basta armeggiare con i filtri per ordinare in base alla migliore corrispondenza, al numero di ordini o al prezzo. Puoi anche filtrare gli articoli che offrono la spedizione gratuita, la consegna veloce o il reso gratuito per restringere la tua ricerca!
Puoi anche filtrare gli articoli che offrono la spedizione gratuita, la consegna veloce o il reso gratuito per restringere la tua ricerca!Esplora i brand: Acquista как нагреть нихромовую проволоку di brand fidati e noti che ami, semplicemente cliccando sul logo del brand nella barra laterale sinistra. Questo ti aiuterà a filtrare ogni как нагреть нихромовую проволоку che il brand ha a disposizione!
Con i suggerimenti di cui sopra, sei sulla strada giusta per trovare как нагреть нихромовую проволоку di buona qualità a prezzi scontati, godendo di vantaggi come la spedizione rapida o il reso gratuito. Se sei un nuovo utente, potrai anche godere di speciali offerte per nuovi utenti o di omaggi! Sfoglia AliExpress per trovare ancora più articoli in e completa la tua esperienza d’acquisto online. Ora è facile e immediato avere tutto ciò che desideri, di buona qualità e a prezzi bassi.
Se sei un nuovo utente, potrai anche godere di speciali offerte per nuovi utenti o di omaggi! Sfoglia AliExpress per trovare ancora più articoli in e completa la tua esperienza d’acquisto online. Ora è facile e immediato avere tutto ciò che desideri, di buona qualità e a prezzi bassi.
#Спиральдлятандыра Instagram posts (photos and videos)
Комплект нихромовых спиралей для большого тандыра 1,0 — 1,2 м — мощность 4-4,5 кВт; 8-9 кВт из нихрома Х20Н80
https://partalstalina.ru/shop/item/3564
Цена нихромой спирали для большого тандыра — 9000руб указана за 2 спирали — Комплект. Размер тандыра от 1,0 до 1,2 метра
Малая спираль для большого тандыра
Диаметр нихрома для спирали — 1,8 мм
Внутренний диаметр спирали — 31 мм
Внешний диаметр спирали — 34 мм
Мощность — 4,0 — 4,5 кВт
Напряжение — 220 вольт
Большая спираль для большого тандыра
Диаметр нихрома для спирали — 1,8 мм
Внутренний диаметр спирали — 31 мм
Внешний диаметр спирали — 34 мм
Мощность — 8,0 — 9,0 кВт
Напряжение — 380 вольт
Возможно изготовление спиралей для малого тандыра от 0,7 до 1,0 метра
Малая спираль для малого тандыра
Диаметр нихрома для спирали — 1,8 мм
Внутренний диаметр спирали — 31 мм
Внешний диаметр спирали — 34 мм
Мощность — 3,6 — 4,0 кВт
Напряжение — 220 вольт
Большая спираль для малого тандыра
Диаметр нихрома для спирали — 1,8 мм
Внутренний диаметр спирали — 31 мм
Внешний диаметр спирали — 34 мм
Мощность — 7,0 — 7,5 кВт
Напряжение — 380 вольт
Спирали нихромовые марка Х20Н80 или Х15Н60.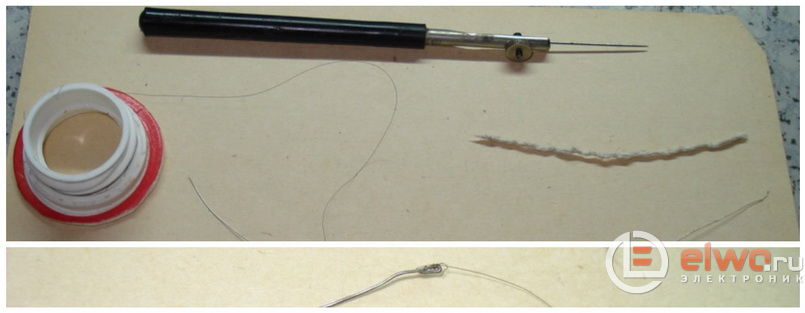
«Умелая» сварка чугуна. Как не надо варить — мастерская ВАРИМ БАЙ
Умельцы сваривают чугун электродами, предназначенными для сварки сталей. Зачем использовать дорогостоящие марки для сварки чугуна?
При выходе из строя чугунной детали встает вопрос — как и чем варить чугун. Сварка чугуна марками электродов и других расходных материалов для сталей – взамен электродов по чугуну наиболее доступный (и изначально вроде недорогой) способ сварки. Зачастую можно услышать истории о том, что кому-то заварили чугунную деталь обычным электродом (например МР-3) либо полуавтоматом простой проволокой, которой варят сталь , либо народные рецепты – медной проволокой в аргоне, нихромовой проволокой, электродом по нержавейке обмотанном медным проводом и т.п. Однако в подавляющем большинстве случаев такая сварка дает очень низкое качество сварного соединения (а то и вообще приводит в негодность ремонтируемое изделие) и, как правило, сиюминутную выгоду. А Вам хочется чтобы над Вашим изделием провели эксперимент по сварке сомнительного качества?
Сварка чугуна марками электродов и других расходных материалов для сталей – взамен электродов по чугуну наиболее доступный (и изначально вроде недорогой) способ сварки. Зачастую можно услышать истории о том, что кому-то заварили чугунную деталь обычным электродом (например МР-3) либо полуавтоматом простой проволокой, которой варят сталь , либо народные рецепты – медной проволокой в аргоне, нихромовой проволокой, электродом по нержавейке обмотанном медным проводом и т.п. Однако в подавляющем большинстве случаев такая сварка дает очень низкое качество сварного соединения (а то и вообще приводит в негодность ремонтируемое изделие) и, как правило, сиюминутную выгоду. А Вам хочется чтобы над Вашим изделием провели эксперимент по сварке сомнительного качества?
Почему столь доступный метод не приветствуется специалистами, очевидно из приведенных ниже фактов.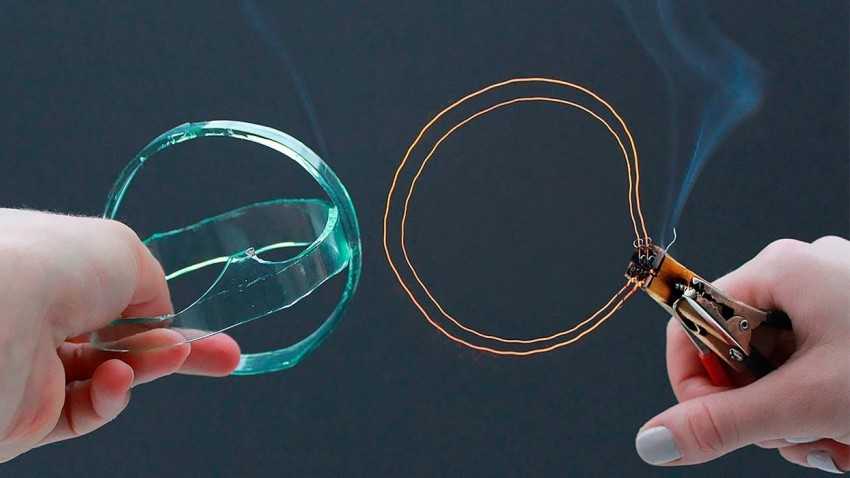
- Вследствие местного неравномерного нагрева металла возникают сварочные напряжения, которые в связи с очень незначительной пластичностью чугуна приводят к образованию трещин в шве и околошовной зоне. Наличие отбеленных участков, имеющих большую плотность (7,4 … 7,7 г/см3), чем серый чугун (6,9 … 7,3 г/см3), создает дополнительные структурные напряжения, способствующие трещинообразованию.
- Быстрое охлаждение, имеющее место при холодной сварке, приводит к значительному повышению твердости наплавленного металла и металла зоны термического влияния, где чугун приобретает структуру белого чугуна, характеризующегося высокой твердостью и хрупкостью. Места сварки невозможно обработать режущим инструментом.
- При сварке чугуна электродами для стали сварочная ванна кипит и происходит повышенное газообразование которое продолжается и на стадии кристаллизации. Это приводит к непровару и порам в сварочном шве – сварочный шов выглядит как пористый шоколад. Ни о какой прочности и плотности и однородности шва речь не идет
- Повышенная жидкотекучесть чугуна затрудняет удержание расплавленного металла от вытекания и формирование шва. Практически невозможна сварка в положениях, отличных от нижнего.
- Наличие кремния, а иногда и других элементов в металле сварочной ванны способствует образованию на ее поверхности тугоплавких окислов, приводящих к образованию непроваров.
- В отличие от сварки электродами по чугуну прочность металла, наплавленного стальными марками, примерно в два раза выше прочности чугуна. Поэтому толщина наплавленного металла должна составлять примерно 50% от толщины стенки детали в месте сварки. Излишнее количество наплавленного металла нежелательно, так как при этом увеличиваются усадочные напряжения и появляется опасность образования трещин.
- Из-за отсутствия в электродах графитизаторов, кислородсодержащих элементов, пластификаторов сварочные швы выполненные электродами для обычной стали не обладают структурой серого чугуна, науглерожены (хрупкие), непластичные (при остывании их рвет либо деформирует деталь)
 Практически невозможна сварка в положениях, отличных от нижнего.
Практически невозможна сварка в положениях, отличных от нижнего. Если оценить необходимые трудозатраты по подготовке к сварке и низкую вероятность получения качественного соединения, станет очевидным тот факт, что следует выбирать более дорогостоящую, но более эффективную услугу по сварке чугуна специальными электродами.
Если Вас не убедили наши аргументы – это Ваше право произвести ряд экспериментов над Вашим вышедшим из строя изделием. Может быть именно Вам и повезет и сваренное неизвестно чем (либо не тем, чем надо) Ваше изделие будет служить еще очень долго (попав в тот заветный 1% исключения из общего правила). Но если у вас нет желания ставить сомнительные эксперименты – обращайтесь к нам и мы постараемся в кратчайшие сроки помочь Вам с ремонтом и реставрацией чугунных деталей.
При нагревании две части перегорают.Обычно энергия подается от конденсатора большой емкости или конденсаторной батареи. Хотя в том, чтобы сделать это правильно, есть некоторая черная магия *, это в высшей степени выполнимо на уровне DIY.
Поиск в Google IMAGES по запросу «Сделай сам» для точечной сварки дает много результатов.
Некоторые использовали для этого микроволновую печь вместо трансформатора. При достаточно большом трансформаторе и правильной конструкции конденсаторная батарея может не понадобиться.
Я бы сказал, что сварщик вкладок батареи бедняги говорит о том, что вы хотите.5 Х 120 000 УФ 25В КОЛПАКОВ !!!!
А вот и 230VAC на 3-х СВЧ через трансформатор (вероятно).
Это, вероятно, основное средство крепления батарейного язычка, которое действительно отлично работает в коммерческих продуктах. Вы можете купить небольшие коммерческие аппараты для точечной сварки, и это может быть лучшим подходом в более чем скромных объемах. Но сделать это самому должно быть вполне достижимо.
Метод работает путем создания высокотемпературного, но очень локализованного сварного шва на поверхности батареи, но с достаточно низкой тепловой энергией, чтобы любое повышение внутренней температуры батареи было приемлемым, но при этом оставалось достаточно надежным.2R обогрев (а выводов становится больше).
Некоторым материалам (вероятно) потребуется больше «энергии», чем другим.
Можно ожидать, что более высокая температура плавления и более низкая теплопроводность будут иметь значение, но различия могут быть другими, чем вы ожидаете. например, более низкая теплопроводность может способствовать повышению температуры в определенной точке и увеличению плавления — или может не позволить получить достаточно большой размер пятна.
например, более низкая теплопроводность может способствовать повышению температуры в определенной точке и увеличению плавления — или может не позволить получить достаточно большой размер пятна.
Различные материалы могут потреблять больше или меньше энергии, чем другие.
Время предварительной нагрузки до сброса энергии может иметь значение.Или не
При использовании системы непрерывной подачи энергии время работы имеет значение.
Слишком короткий, выступы отламываются.
Слишком долго — можно прожечь.
Слишком долго, батарея может деформироваться.
Подробнее ….
Как правило, много магии можно получить, прочитав учетные записи в Интернете тех, кто их создал и, кажется, знает, о чем они говорят. Очень вероятно, что есть группы пользователей, которые обсуждают эту тему. Участники форума Candlepower, вероятно, так и поступают.
Конденсатор— Как сделать небольшой точечный сварочный аппарат для сварки катушек электронной сигареты?
Представьте себе слабое контактное сопротивление для сварки (замыкание переключателя после точечной сварки). Первый сварной шов прост: каждый последующий сварочный ток разделяется на каждый предыдущий сварной шов по мере приближения зазора.
Первый сварной шов прост: каждый последующий сварочный ток разделяется на каждый предыдущий сварной шов по мере приближения зазора.
Никель-хромовая проволока немного упрощает получение стойкого сварного шва, значительно меньшего, чем сопротивление между сварными швами.
- Сплошной никель-хром R = 200 мОм, высота = 1/4 диаметра или 50 мОм
- площадь контактной поверхности сварного шва по высоте должна составлять 100%, в противном случае возникнут горячие точки, где ток во время работы имеет большее сопротивление и меньший путь для передачи.
Это означает, что сварной шов должен быть непрерывным по высоте фольги, что предполагает намотку на 90 градусов вокруг клеммного провода SS.
Представьте себе только 10 точек вместо 20 или 40 точек. Для того чтобы сопротивление каждого сварного шва было ниже, чем сопротивление нагревателя, оно должно быть менее 50 мОм / 10 или 5 мОм, что должно быть достигнуто на участке 1 мм².
Итак, какая энергия требуется, чтобы поднять пятно Ni-хрома на 1 мм³ значительно выше температуры плавления 1400 ° C, чтобы диффундировать в SS с аналогичной точкой плавления?
10 Джоулей? (крошечный точечный шов) 100 Джоулей? 300 Джоулей?
Поскольку энергия конденсатора составляет \ $ E = ½CV² = I²ESR \ $, а максимальный ток должен быть намного больше, чем средний ток связи, имеет ESR, которое падает с V, поэтому это не просто I = V / R и ограничено Cap СОЭ массива.Скорее, массив крышек должен быть намного меньше, чем ESR точечной сварки, чтобы не поглощать большую часть накопленной энергии, теряемой при нагревании.
Предположим, что колпачки должны быть взрывобезопасными и должны быть пластиковыми самовосстанавливающимися колпачками типа Y или выше. Что лучше с высоким V или с высоким C? Это зависит от ESR каждой части системы (крышки, нержавеющая сталь, нихром и существующие точечные сварные швы)
Начните с 100 Дж или C = 2 x 100 [Дж] / В² и примите CAP ESR <5 мОм и T = ESR * C минимум
При 1 В, C = 200 Фарад, T = 1 секунда и I = 200 А макс. = 1 В / 5 мОм
= 1 В / 5 мОм
При 10 В, C = 2 фарада с T = 10 мс и I = 2,000 A макс.
При 100 В, C = 20 мФ, T = 100 мкс и I = 20 000 А макс. (Невозможно на небольшом массиве)
Если вы сможете подключить вольфрамовые электроды и массив L-ионных ячеек параллельно для подачи 200 А в течение нескольких секунд, вы можете получить некоторые практические результаты.Но в идеале вы хотите максимизировать ток, но при этом иметь достаточное напряжение для зажигания дуги. (при 1 кВ / мм необходимо, чтобы шероховатость поверхности была <1 мкм, чтобы дуга при 1 В и не была покрыта углеродом с первой попытки.) 1 мкм нереально.
Следовательно, вам нужно немного более высокое напряжение около 4 В, чтобы получить> 100 А в течение> 1 секунды.
Другие могут внести и вычислить объем металла 1 мм² и энергию для повышения температуры до 1600 ° C.
Или решите, вызывает ли повышение сопротивления в SS до 800% или около того локализацию тепла для непрерывного шва.

Анекдотические
Но я все еще думаю, что это делается с помощью аппаратов для ультразвуковой сварки. Для разряда 1-точечной крышки это просто. Но сварить шов не так-то просто. В 1979 году я разработал прибор для контроля диффузионного связывания циркониевой прокладки внутри двух труб из монелевой стали при ~ 10 кА * 4В. Она охлаждалась струей воды по мере того, как труба вращалась, и мощность должна была увеличиваться, поскольку R уменьшался по окружности.
Способы и приемы сварки и пайки нихрома от поставщика ЭлектроВек-сталь / Эвек
Пайка
Используйте припой POS 40, лучше припой POS 50, POS 61.Флюс готовится в керамической ступке, добавляются последовательно хлорид цинка и глицерин, перемешиваются до однородной массы. Пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронзы осуществляется при температуре 300 ° С. Паяные концы тщательно зачищают абразивной тканью и протирают ватой, смоченной 10% -ным спиртовым раствором хлорида меди, промывают, лудят и затем припаяют
Сварка
Преимущество сварки в том, что даже при работе от сильного термосварки контакт не нарушается. Необходимо нагреть сварной шов докрасна. В это место пинцетом кладут зерно нитрата серебра (нитрата серебра), которое плавится при нагревании и образует твердый контакт. Ø если сварочная проволока не превышает 0,15-0,2 мм, то концы накладываются друг на друга (расстояние 15-20 мм) и наматывают тонкую медную проволоку диаметром 0,1-0,15 мм. Затем подключили так провод нагревают газовой горелкой. Медь когда начинает плавиться и прочно соединяет концы нихромовой проволоки.
Необходимо нагреть сварной шов докрасна. В это место пинцетом кладут зерно нитрата серебра (нитрата серебра), которое плавится при нагревании и образует твердый контакт. Ø если сварочная проволока не превышает 0,15-0,2 мм, то концы накладываются друг на друга (расстояние 15-20 мм) и наматывают тонкую медную проволоку диаметром 0,1-0,15 мм. Затем подключили так провод нагревают газовой горелкой. Медь когда начинает плавиться и прочно соединяет концы нихромовой проволоки.
Поставщик
Предлагаем купить нихром на специализированных складах поставщика Evek GmbH с доставкой в любой город.Полное соответствие современным стандартам качества. Поставщик Evek GmbH предлагает купить нихром, цена оптимальная в данном сегменте проката. Своевременную доставку обеспечивают офисы в городах Восточной Европы.
Купить лучшая цена
Поставщик Evek GmbH предлагает нихром, цена определяется технологическими особенностями производства без включения дополнительных затрат. На сайте компании представлена информация о последних поступлениях продукции. Вы можете заказать продукцию в нестандартных настройках.Купить нихром или любые другие никелевые сплавы сегодня. У нас лучшая цена и качество на весь ассортимент продукции. В сегменте никелевых сплавов компания Evek GmbH — лучший поставщик.
На сайте компании представлена информация о последних поступлениях продукции. Вы можете заказать продукцию в нестандартных настройках.Купить нихром или любые другие никелевые сплавы сегодня. У нас лучшая цена и качество на весь ассортимент продукции. В сегменте никелевых сплавов компания Evek GmbH — лучший поставщик.
Коммерческие нагревательные элементы
Нагревательные элементы — NiChrome Coils or Ribbon, Calrod, Quartz
Все нагревательные элементы выполняют одну и ту же функцию: преобразуют электричество в тепло. В этом их общая характеристика: все они почти на 100% эффективны.Единственная электрическая энергия, которая не вызывает нагрева, — это небольшое количество света (обычно красно-оранжевого цвета), которое излучается горячим нагревательным элементом.
Существует 3 основных типа нагревательных элементов. Почти каждый прибор на планете будет использовать один из них:
- NiCr Coil or Ribbon: NiChrome — это сплав никеля и хрома, который имеет несколько хороших свойств для использования в нагревательных приборах — во-первых, он имеет скромную сопротивление и поэтому идеально подходит для использования в резистивных нагревательных элементах. Он легко обрабатывается, пластичен и легко превращается в катушки любой формы и размера. NiCr имеет относительно высокую температуру плавления и в значительной степени сохраняет свою первоначальную форму и, что наиболее важно, он не окисляется и не разрушается на воздухе при температурах вплоть до оранжево-желтого диапазона. Катушки
NiCr используются во многих устройствах, включая тостеры, конвекционные нагреватели, фены, вафельницы и сушилки для одежды.
Основным недостатком для наших целей является невозможность пайки этого материала из-за нагревающей природы его применения.Поэтому для соединения NiCr провода или ленты с другим проводом или клеммой необходимо использовать механический обжим или винт. Технология, использованная в оригинальной конструкции, может быть точечной сваркой, которая является быстрой и надежной, но обычно выходит за рамки наших возможностей.
Тестирование: Визуальный осмотр должен выявить любую порванную катушку или ленту.
Если проверка затруднена, используйте мультиметр на шкале низких сопротивлений. Проверьте оба замыкания на металлическое шасси, а также на открытый элемент (бесконечное сопротивление). - Герметичный элемент: Включает тонкую спиральную проволоку NiCr в керамическом наполнителе-связующем внутри прочного металлического покрытия в виде стержня с толстыми выводами или винтовыми или вставными клеммами.
Они используются в тостерах / жаровнях, плитах, кофеварках, мультиварках и мультиварках, электрических плитах, обычных и конвекционных печах и бройлерах.
Испытание: Когда они выходят из строя, это часто бывает впечатляющим, поскольку существует большая вероятность того, что внутренний элемент NiCr замкнется на внешний корпус, закоротит и расплавится.Если видимых повреждений нет, но элемент не работает, быстрая проверка с помощью омметра должна выявить открытый элемент или элемент, который закорочен на внешний кожух.
- Квартовая лампа накаливания: По сути, это трубчатые лампы накаливания большой мощности, обычно изготавливаемые с кварцевой оболочкой, отсюда и их название.
Они используются в различных типах лучистых обогревателей. При работе на мощности ниже максимальной — больше оранжевого тепла — пиковое излучение находится в инфракрасном, а не в видимом диапазоне.
Тестирование: Найдите сломанную нить накала. Тестируйте омметром, как лампу накаливания.
 Он легко обрабатывается, пластичен и легко превращается в катушки любой формы и размера. NiCr имеет относительно высокую температуру плавления и в значительной степени сохраняет свою первоначальную форму и, что наиболее важно, он не окисляется и не разрушается на воздухе при температурах вплоть до оранжево-желтого диапазона. Катушки
Он легко обрабатывается, пластичен и легко превращается в катушки любой формы и размера. NiCr имеет относительно высокую температуру плавления и в значительной степени сохраняет свою первоначальную форму и, что наиболее важно, он не окисляется и не разрушается на воздухе при температурах вплоть до оранжево-желтого диапазона. Катушки Если проверка затруднена, используйте мультиметр на шкале низких сопротивлений. Проверьте оба замыкания на металлическое шасси, а также на открытый элемент (бесконечное сопротивление).
Если проверка затруднена, используйте мультиметр на шкале низких сопротивлений. Проверьте оба замыкания на металлическое шасси, а также на открытый элемент (бесконечное сопротивление).
Ремонт сломанных нагревательных элементов
В таких приборах, как вафельницы и тостеры, они обычно приварены. Это необходимо, чтобы выдерживать высокие температуры, к тому же это дешево и надежно. Сварка обычно не подходит для мастеров своими руками.
Используйте гайки и болты, скажем, 6-32, болт, провод, шайбу, провод, шайбу, стопорную шайбу, гайку.Это может сработать, в зависимости от того, насколько близко он находится к действительно горячему элементу. Если вы подключаетесь к спиральному элементу, оставьте возле стыка прямой участок — он не будет таким горячим. Также можно использовать высокотемпературный припой или пайку.
Лучшим подходом, вероятно, является использование высокотемпературных обжимных соединителей. : Вы можете соединять провода нагревательного элемента с высокотемпературными беспаечными соединителями, которые обжимаются на проводах. Обязательно приобретите специальные высокотемпературные разъемы; обычные виды быстро окисляются и распадаются при высоких температурах.Если вы хотите соединить два провода друг с другом, вам понадобится либо стыковой соединитель (соединяет провода встык), либо параллельный соединитель (провода входят в соединитель рядом). Для крепления провода к винтовой клемме можно использовать кольцевой или лопаточный соединитель. Если в вашей вафельнице есть быстроразъемные клеммы, вам понадобится разъем противоположного пола. Они бывают шириной 0,187 дюйма и 0,250 дюйма.
: Вы можете соединять провода нагревательного элемента с высокотемпературными беспаечными соединителями, которые обжимаются на проводах. Обязательно приобретите специальные высокотемпературные разъемы; обычные виды быстро окисляются и распадаются при высоких температурах.Если вы хотите соединить два провода друг с другом, вам понадобится либо стыковой соединитель (соединяет провода встык), либо параллельный соединитель (провода входят в соединитель рядом). Для крепления провода к винтовой клемме можно использовать кольцевой или лопаточный соединитель. Если в вашей вафельнице есть быстроразъемные клеммы, вам понадобится разъем противоположного пола. Они бывают шириной 0,187 дюйма и 0,250 дюйма.
Лучшим выбором для приобретения этих разъемов в небольшом количестве, вероятно, будет местный магазин запчастей для бытовой техники, который обслуживает тех, кто занимается своими руками.Высокотемпературные цилиндрические клеммы в нескольких стилях: кольцо, лопатка, разъединитель и стыковое соединение. Обязательно определите калибр проводов ваших нагревательных элементов, чтобы получить клемму нужного размера.
Обязательно определите калибр проводов ваших нагревательных элементов, чтобы получить клемму нужного размера.
Вы можете потратить * много * денег на обжимные инструменты, но при небольшом использовании вы, вероятно, можете обойтись гаджетами, которые обжимают, зачищают и режут провода, а также режут болты.
Тонкая полоса из нержавеющей стали, приваренная точечной сваркой к многоэлементным никель-кадмиевым батареям, хорошо подходит для соединения разрывов в проводе сопротивления нагревателя.Сформируйте небольшую часть этой полоски вокруг иглы или чего-то подобного, чтобы получилась плотная спираль с достаточным зазором, чтобы пройти через сдвоенный провод нагревателя. Зачистите или подпилите обрезанные концы сломанной проволоки. Обожмите обжимным устройством с двойным рычагом. Если вокруг разрыва имеется участок с хрупким нагревательным элементом, вырежьте и соедините заменяемую секцию двумя такими обжимами.
Еще одна старая уловка при ремонте нагревательного элемента NiCr — это сделать пасту из буры, скрутить два сломанных конца вместе и подать напряжение на цепь. Имеет место форма стыковой сварки.
Имеет место форма стыковой сварки.
Вот «быстрое исправление», которое иногда работает долго, а иногда быстро выходит из строя (в зависимости, я думаю, от того, насколько стара и хрупка проволока из сплава никр). Смешайте обычное порошковое мыло для рук «Boraxo» с небольшим количеством воды, чтобы получилась густая паста — и вам не нужно много.
Возьмите оборванные концы проволоки, согните в каждый небольшую петлю и закрепите петли так, чтобы провода оставались вместе. Нанесите пасту Boraxo вокруг стыка и включите нагреватель.Следи за этим суставом. По мере того, как катушка нагревается, крюковое соединение будет худшим соединением, поэтому оно, естественно, станет самым горячим.
Когда он станет достаточно горячим, нихромовая проволока расплавится и, подвергаясь флюсованию под действием бората, сольется в каплю. Капля, которая теперь * больше *, чем остальные провода, немедленно остынет и никогда больше не станет так «раскалена», как остальная часть нагревателя. Дайте катушкам остыть и, используя плоскогубцы, осторожно раздавите стекловидный флюс, оставшийся на стыке.
Дайте катушкам остыть и, используя плоскогубцы, осторожно раздавите стекловидный флюс, оставшийся на стыке.
Если соединение ведет себя не так, как я описываю, или если проволока слишком хрупкая, чтобы из нее можно было сделать крючки, скорее всего, проволока слишком старая, чтобы обеспечить долговечное соединение. Если сустав будет вести себя так, как я описал, он может прослужить очень долго.
Статья любезно предоставлена Repair FAQ @ Dr Exel
Нагревательные элементы преобразуют электрическую энергию в тепловую и широко используются в большинстве электроприборов, используемых как в быту, так и в коммерческих целях. Нагревательные элементы из нихрома 80/20 для промышленных погружных нагревателей, коммерческих и бытовых нагревательных элементовРуководство по сварке нержавеющей стали и никелевых сплавов
Руководство по сварке нержавеющей стали и никелевых сплавов
Сварка нержавеющих сталей и никелевых сплавов — это чистота и правильный выбор присадочного металла. Эти рекомендации предназначены для пошаговой поддержки успешной сварки нержавеющих сталей и никелевых сплавов.
Эти рекомендации предназначены для пошаговой поддержки успешной сварки нержавеющих сталей и никелевых сплавов.
Шаг 1: Выбор сплава присадочного металла для процесса сварки
Если оба основных металла одинаковые , используйте сплав основного металла в качестве ориентира. Например, при соединении 316L с 316L используйте присадочный металл 316L. Прошлый опыт может показать предпочтительную коррозию сварного шва, и в этом случае может потребоваться увеличение содержания сплава. Необходимо внимательно рассмотреть вопрос о том, насколько далеко подниматься, чтобы не допустить чрезмерного сплава, вызывающего гальваническую коррозию.
Для сварки разнородных стыков (пример; нержавеющая сталь с углеродистой сталью)
Замечание: отказ может произойти из-за низколегированных смесей, если выбран неправильный присадочный металл или если степень разбавления слишком высока. Наиболее распространенным видом отказа является растрескивание, но также возможно охрупчивание сварного шва.
Поэтому правильный выбор сплава и техника сварки имеют решающее значение для успешной сварки:
- НЕ используйте низколегированные электроды для соединения низколегированной стали с нержавеющей сталью.Это приведет к появлению хрупких сварных швов.
- НЕ ИСПОЛЬЗУЙТЕ присадочную проволоку из низколегированной нержавеющей стали для соединения низколегированной и нержавеющей стали. В результате этого могут стать хрупкие сварные швы из-за образования мартенсита.
- ИСПОЛЬЗУЮТ сплавы с повышенной легкостью, такие как 309 и 312, которые разработаны специально для этой цели.
Для соединений из разнородных нержавеющих и нержавеющих или никель-никелевых соединений см. Руководство по соединению разнородных материалов. Как правило, лучше всего использовать присадочный металл, предназначенный для более высоколегированного из двух.Например, при соединении основных металлов 304L с 316L используйте присадочный металл 316L.
При соединении нержавеющей стали со сплавами на основе никеля всегда используйте присадочные металлы на основе никеля.
- ЗАПРЕЩАЕТСЯ использовать присадочные материалы из нержавеющей стали для соединения нержавеющей стали с сплавами на основе никеля, так как существует очень высокий риск растрескивания по средней линии. Это происходит из-за разбавления никелевой стороны соединения. Повышенное содержание никеля в наплавленном нержавеющем шве создает дисбаланс в составе, повышая чувствительность к растрескиванию.
Шаг 2: Выбор параметров сварки для процесса сварки
Параметры сварки должны быть выбраны таким образом, чтобы обеспечить максимально низкое тепловложение, чтобы минимизировать деформацию. Термическая деформация может быть достаточно высокой, чтобы перегрузить основные материалы и вызвать растрескивание под напряжением.
Тепловая нагрузка = (Ампер x Вольт x 60) / Скорость движения. Более низкая сила тока или напряжения приводит к меньшему тепловложению. Более высокая скорость перемещения, например, бусинок стрингера по сравнению с ткачеством, дает меньшее тепловложение.
Отрегулируйте силу тока или напряжение для оптимизации:
- Стабильность дуги
- Проникновение (более низкие напряжения имеют тенденцию к меньшему проникновению)
- Брызги (используйте либо более низкую подачу проволоки, либо более высокое напряжение)
- Подрез (более высокое напряжение имеет тенденцию к увеличению подреза.В качестве альтернативы уменьшите скорость хода, чтобы расплавленная сварочная ванна могла заполнить поднутрение)
- Разбавление (меньшее проплавление дает меньшее разбавление)
Используйте сварочную технику с короткой длиной дуги, чтобы минимизировать выгорание легирующих элементов.
Шаг 3: Правильная подготовка шва
ЗАГРЯЗНЕНИЕ
Удалите или устраните все возможные источники загрязнения, включая продукты коррозии: грязь, масло, жир, окалину, краски и маркировочные краски, которые могут содержать хлориды.
Если используются средства, предотвращающие разбрызгивание, используйте материалы, специально разработанные для нержавеющих сталей. Остерегайтесь масел в сжатом воздухе, если они используются для охлаждения или сушки сварных швов.
Остерегайтесь масел в сжатом воздухе, если они используются для охлаждения или сушки сварных швов.
Обратите внимание, что при обезжиривании могут появиться загрязняющие вещества, нарушающие сварку, а также образоваться опасные ядовитые газы.
Не смешивайте нержавеющую сталь и углеродистую сталь, чтобы избежать загрязнения железом. Частицы железа вызывают локальную коррозию.
ВЛАГА И ТЕМПЕРАТУРА ОСНОВНОГО МЕТАЛЛА
Удалите конденсат.Во избежание конденсации дайте сварным деталям, хранящимся на открытом воздухе, нагреваться до температуры окружающей среды. Проверить влажность защитных газов.
ПЛАЗМЕННАЯ РЕЗКА
Финишная шлифовка для очистки металла, стыков, полученных плазменной резкой или процессов с использованием азота или воздуха в плазме. Это может привести к азотированию шва, которое может вызвать ржавление в зоне термического влияния готового шва.
Используйте чистые абразивные материалы, предназначенные для нержавеющих сталей.
ПРЕДУПРЕЖДАЮЩЕЕ ИСКАЖЕНИЕ
Нержавеющая сталь имеет коэффициент теплового расширения на 50% больше, чем углеродистая сталь.Никелевые сплавы расширяются в меньшей степени. Используйте частые прихваты или пропустите сварку, чтобы снизить напряжение. Сведите к минимуму методы ткачества, которые приводят к более медленным скоростям движения и более высокому тепловложению. Бусины стрингера наиболее востребованы при сварке нержавеющей стали или сплавов на основе никеля.
Узкие щели
Избегайте узких щелей. Корневой зазор должен как минимум равняться диаметру электрода. Это особенно важно при сварке дуплексных нержавеющих сталей и сплавов на основе никеля, которые имеют тенденцию иметь плохие характеристики текучести сварного шва, что приводит к отсутствию плавления или поднутрения.
Этап 4: Очистка после сварки
Это очень важный этап. Целью очистки после сварки является обеспечение должным образом сформированной пленки оксида хрома на поверхности для обеспечения оптимальной коррозионной стойкости: чем более гладкая поверхность, тем выше коррозионная стойкость. Тепло от сварки способно истощить хром на поверхности, что может привести к коррозии. Чтобы избежать ржавчины, очень важно удалить обедненную хромом зону с помощью химической или механической очистки после сварки.
Тепло от сварки способно истощить хром на поверхности, что может привести к коррозии. Чтобы избежать ржавчины, очень важно удалить обедненную хромом зону с помощью химической или механической очистки после сварки.
Настоятельно рекомендуется использовать щетки из нержавеющей стали и другие инструменты, чтобы избежать попадания частиц железа на поверхность, которые могут вызвать ржавчину.
МЕТОДЫ ОЧИСТКИ
ЭЛЕКТРОЛИТИЧЕСКАЯ ПОЛИРОВКА
Это лучший метод, но он медленный и дорогой.
PICKLING
Азотная и плавиковая кислота. Наряду с гладкой поверхностью этот метод обеспечивает оптимальную коррозионную стойкость и устраняет поверхностные дефекты. Избегайте чрезмерного травления, которое приведет к шероховатости поверхности. Обратите внимание, что побочные продукты травления необходимо должным образом нейтрализовать и утилизировать в соответствии с местными экологическими нормами.При этом пассивируется протравленная сварная деталь. Пассивационные растворы не так эффективны для удаления загрязнений, как травильные растворы.
Пассивационные растворы не так эффективны для удаления загрязнений, как травильные растворы.
ШЛИФОВКА
Коррозионная стойкость зависит от чистоты поверхности.
МЕХАНИЧЕСКАЯ ПОЛИРОВКА
Практически такая же эффективная, как и электролитическая полировка, в зависимости от используемой зернистости: чем мельче поверхность, тем выше коррозионная стойкость.
ЩЕТКА
Это подходящий метод, если используются чистые щетки из нержавеющей стали.
Пескоструйная очистка
Используйте чистые среды. Избегайте чрезмерной струйной очистки, которая может привести к грубой отделке.
Особые рекомендации для никеля и супераустенитных сплавов
Наплавленные покрытия стандартной серии 300 содержат определенный уровень феррита, который помогает подавить микротрещины. Микротрещины могут переходить в непрерывные трещины, которые обычно наблюдаются в центре сварного шва. Микротрещины обычно вызываются пленками жидкости с низкой температурой плавления на границах зерен затвердевающего сварного шва в сочетании с высокой скоростью теплового расширения. Феррит служит для увеличения площади границ зерен, тем самым уменьшая количество легкоплавких интерметаллидов.
Феррит служит для увеличения площади границ зерен, тем самым уменьшая количество легкоплавких интерметаллидов.
Поскольку никель и супераустенитные сплавы не содержат феррит, они более подвержены растрескиванию. Чтобы снизить риск растрескивания, может быть полезно следующее:
КОНСТРУКЦИЯ СОЕДИНЕНИЯ
Из-за более высокого содержания никеля течение сварочной ванны имеет тенденцию быть более медленным. Чтобы предотвратить отсутствие плавления, рекомендуется использовать более широкие углы стыка и большие корневые отверстия, чем обычно используются в нержавеющих сталях.
ТЕПЛОПОДХОД
Чем меньше подвод тепла, тем меньше подверженность растрескиванию. Использование расходных материалов меньшего диаметра с меньшим током является полезным. Обычно предпочтительна максимальная тепловая нагрузка 25 кДж / дюйм (1 кДж / мм).
BEADSHAPE
Следует избегать вогнутого контура валика. Предпочтительны плоские или слегка выпуклые сварные швы.
ТЕМПЕРАТУРА МЕЖДУ ПРОХОДОМ
При сварке сплавов, не содержащих феррит, предпочтительна более низкая температура промежуточного прохода, что снижает термические напряжения. Рекомендуется максимальная температура промежуточного прохода 300 ° F (150 ° C).
Рекомендуется максимальная температура промежуточного прохода 300 ° F (150 ° C).
Особые требования к дуплексным нержавеющим сталям
Дуплексные сплавы сильно отличаются от стандартных нержавеющих сталей. Они содержат примерно по 50% феррита и аустенита. При неправильной сварке этот класс сплавов может быть подвержен образованию хрупких фаз или образованию выделений, которые подвержены точечной коррозии. Признавая это и должным образом соблюдая рекомендуемые процедуры, можно легко получить механически прочную и устойчивую к коррозии продукцию.
Exaton предоставляет рекомендации по сварке для успешного соединения дуплексных материалов основы.
Вообще говоря, необходимо соблюдать следующие параметры:
КОНСТРУКЦИЯ СОЕДИНЕНИЯ
Из-за медленной природы ферритных материалов течение сварочной ванны имеет тенденцию быть вялым. Чтобы предотвратить отсутствие плавления, рекомендуется использовать более широкие углы стыков и большие корневые отверстия, чем обычно используются в нержавеющих сталях. См. Более подробную информацию в Руководстве по сварке Exaton.
См. Более подробную информацию в Руководстве по сварке Exaton.
ВЫБОР ЗАЩИТНОГО И ДЕРЖАТЕЛЬНОГО ГАЗА
Из-за свойств ферритных материалов поток в сварочной ванне вялый. Это может быть компенсировано правильным выбором защитного газа, который также может улучшить баланс аустенита и феррита. Выбор поддерживающего газа может положительно сказаться на коррозионной стойкости.
Более подробную информацию см. В Руководстве по сварке Exaton.
ПОДАЧА ТЕПЛА
Для достижения оптимального соотношения феррита и аустенита необходимо надлежащим образом контролировать подвод тепла.Рекомендуемый диапазон тепловложения зависит от марки производимой дуплексной нержавеющей стали. См. Более подробную информацию в Руководстве по сварке Exaton.
INTERPASS TEMPERATURE
Для дуплексных сплавов рекомендуются определенные температуры промежуточного прохода, чтобы предотвратить образование хрупких интерметаллических фаз. Правильная температура промежуточного прохода зависит от марки сварки и толщины основного металла. См. Более подробную информацию в Руководстве по сварке Exaton.
См. Более подробную информацию в Руководстве по сварке Exaton.
Сварка ферритных сталей
Ферритные сплавы нержавеющей стали по своей природе имеют тенденцию к медленной сварке из-за их плохих характеристик текучести.
Exaton разработала специальные химические составы для нескольких марок ферритных нержавеющих сталей, чтобы улучшить это состояние. Свяжитесь с Exaton для получения дополнительной информации.
Сварной шов
Для многих промышленных применений необходимо поддерживать относительно высокое давление в соответствии с различными нормами для сосудов высокого давления, такими как ASME.В то же время для продления срока службы сосуда требуется защита от коррозии.
Распространенным решением является изготовление резервуара из высокопрочной низколегированной стали и плакирование контейнера с помощью различных высоколегированных материалов с использованием различных процессов. Обычными процессами могут быть MIG, TIG, SMAW и SAW с использованием неизолированного провода или комбинации проволоки и флюса. В последние несколько десятилетий использование ленточных электродов стало все более и более распространенным явлением как для сварки под флюсом, так и для электрошлакового процесса.
В последние несколько десятилетий использование ленточных электродов стало все более и более распространенным явлением как для сварки под флюсом, так и для электрошлакового процесса.
ЭСАБ разработал обширную линейку расходуемых проволок, лент и флюсов, которые позволяют получать полностью легированные сварные швы всего за один слой со скоростью наплавки, превышающей 90 фунтов / час (40 кг / час).
Как правило, для получения механически прочного наплавленного металла необходимо нанести первый слой с использованием сверхлегкого сварочного материала. Последующие слои могут быть получены с использованием присадочного металла с желаемым химическим составом окончательного осаждения.
Обратитесь к торговому представителю Exaton, чтобы узнать больше о сплавах, доступных в сочетании с проволокой, лентой или флюсом.
Нагревательный провод Kanthal Производитель из Мумбаи
Подробная информация о продукте:
| Материал | Нихром |
| Марка | MMC |
| Точка плавления | 1400 градусов Оцинкованная поверхность | 0 9039
| Никель | 80% |
| Цвет | Серебро |
У нас есть готовый запас нихромовая проволока класс 80/20. Мы занимаемся предложением широкого ассортимента нихромовых полос.Угождая различным отраслям промышленности, этот диапазон произведен, используя качественное сырье, полученное от знаменитых продавцов. Нихром — это немагнитный сплав никеля, хрома и часто железа. Изделия из нихрома устойчивы к коррозии и обладают относительно высоким удельным электрическим сопротивлением. Мы доставляем их в соответствии с точными предпочтениями наших клиентов.
Мы занимаемся предложением широкого ассортимента нихромовых полос.Угождая различным отраслям промышленности, этот диапазон произведен, используя качественное сырье, полученное от знаменитых продавцов. Нихром — это немагнитный сплав никеля, хрома и часто железа. Изделия из нихрома устойчивы к коррозии и обладают относительно высоким удельным электрическим сопротивлением. Мы доставляем их в соответствии с точными предпочтениями наших клиентов.
Характеристики:
- Высокая производительность
- Высокое удельное сопротивление
- Отличная прочность
Нихром используется в производстве взрывчатых веществ и фейерверков в качестве перемычки в системах электрического зажигания, таких как электрические спички и модели ракетных зажигалок. .В промышленных и любительских резаках для резки пенопласта используется нихромовая проволока.
Нихром проволока обычно используется в керамической в качестве внутренней опорной конструкции, чтобы помочь некоторые элементы глинистых скульптур сохраняют свою форму, пока они еще мягкие. Нихромовая проволока используется из-за ее способности выдерживать высокие температуры, возникающие при обжиге глиняной работы в печи.
Нихромовая проволока используется из-за ее способности выдерживать высокие температуры, возникающие при обжиге глиняной работы в печи.
Нихромовая проволока может использоваться в качестве альтернативы платиновой проволоке для испытаний на пламя путем окрашивания несветящейся части пламени для обнаружения катионов, таких как натрий, калий, медь, кальций и т. Д.
Сплав обычно бывает дорогим из-за высокого содержания никеля. Цены дистрибьюторов обычно индексируются в соответствии с рыночными ценами на никель.
Другие области использования включают глушители мотоциклов, в некоторых областях микробиологической лаборатории, а также в качестве нагревательного элемента пластиковых экструдеров сообществом 3D-печати Rep Rap. Для нагрева проволока сопротивления должна быть устойчивой на воздухе в горячем состоянии. Нихромовая проволока образует защитный слой из оксида хрома
Как сделать паяльник без нихромовой проволоки
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Спасибо вам всем!
Если вам интересно, как сделать паяльник без нихромовой проволоки, то вы попали по адресу! Возможно, вас заинтересует изготовление паяльника, поскольку он довольно дорогой. Если вы можете сделать это бесплатно или по минимальной цене, то почему бы и нет!
Икс
Для просмотра этого видео включите JavaScript и рассмотрите возможность обновления до веб-браузер, который поддерживает видео HTML5
Но прежде чем приступить к изучению того, как сделать паяльник самостоятельно, следует узнать, что такое паяльник и для чего он нужен.Приятно знать, с чем вы имеете дело. В конце концов, это довольно важный инструмент.Давайте копаться!
Что такое паяльник?
Если вы ищете ручной инструмент, который поможет вам паять два металла, вы бы назвали его паяльником! Легко, правда?
Цель использования паяльника — обеспечить тепло, чтобы припой мог расплавиться между двумя металлами, которые вы собираетесь соединить. Припой может помочь вам соединить два металла, поскольку это плавкий металлический сплав.
Припой может помочь вам соединить два металла, поскольку это плавкий металлический сплав.
Вы можете ознакомиться с различными паяльниками, доступными на рынке. Краткий обзор соответствующих цен, возможно, подойдет вам!
Таким образом, паяльник — важный инструмент, и не будет ли интересно, если вы сможете сделать свой собственный? Да, это возможно, и это тоже довольно просто. Однако это может немного сбить с толку, если вы не знаете, как его сделать! Но давайте посмотрим, поможет ли приведенная ниже информация.
Изготовление паяльника
Есть разные способы изготовления паяльника, и если поискать в Интернете, можно найти массу информации.Некоторые из них — это просто учебники без особых объяснений, и кажется, что люди просто предполагают, что вы уже знаете, что делать!
Но не волнуйтесь! Здесь вы сможете получить пошаговые инструкции, и вы можете проверить видео в справочных материалах, чтобы получить четкое представление, но некоторые из них будут без инструкций. Однако здесь вы сможете получить простые инструкции.
Однако здесь вы сможете получить простые инструкции.
Все, что вам нужно сделать, это следовать. Кроме того, если вы найдете другой способ сделать паяльник простым, попробуйте его! Ведь это зависит от того, насколько легко вам сделать паяльник.Вы можете попросить кого-нибудь помочь вам, особенно если вы пробуете это впервые.
Прежде чем продолжить, прочтите следующее:
Работать с паяльником рискованно. Таким образом, вы должны действовать на свой страх и риск. Важно, чтобы у вас были базовые знания, чтобы вы хотя бы знали, что делаете! Если вы понятия не имеете, убедитесь, что вы узнали достаточно. Кроме того, работая с паяльником, убедитесь, что вы одеты в соответствующую одежду, а волосы аккуратно уложены.Рабочая среда должна быть безопасной, рядом с вами не должно быть домашних животных или детей.
А теперь читайте больше информации о том, как сделать паяльник. Вы можете посмотреть видео в справочнике, поскольку оно показывает самый простой способ! Кроме того, это отличный способ, который поможет вам лучше понять. Здесь вы можете прочитать, что происходит в руководстве.
Здесь вы можете прочитать, что происходит в руководстве.
Вещи, которые вам понадобятся
Для изготовления паяльника вам потребуются следующие предметы:
- Шприц x 2 (Вы можете взять шприц из инъекций!)
- Переключатель (все, что вы легко найдете)
- Деревянный кусок
- Некоторые провода
- Клеевой пистолет
- Плоскогубцы
- 12-вольтная батарея
Инструкции:
Шаг 1
Вы можете использовать клеевой пистолет сбоку от деревянной детали, чтобы можно было прикрепить к ней иглы шприца.Убедитесь, что они хорошо прикреплены! Здесь следует предостеречь: при работе со шприцами будьте очень осторожны!
Шаг 2
Затем вам нужно подключить один конец проводов к иглам, а другой — к батарее (шаг 4). Вы можете подключить переключатель к проводу и прикрепить его к деревянной детали с помощью клеевого пистолета.
Шаг 3
С помощью плоскогубцев можно согнуть иглы, чтобы во время работы вам было легко. Было бы неплохо, если бы вы могли немного соединить иглы!
Было бы неплохо, если бы вы могли немного соединить иглы!
Шаг 4
Теперь вам нужно подключить другой конец провода к батарее. Эта батарея будет батареей на 12 вольт.
Шаг 5
Включите переключатель, вуаля! Видно, что паяльник заработал. Теперь вы можете попробовать использовать его и посмотреть, работает ли он для вас.
Итак, когда вы пытаетесь сделать паяльник без нихромовой проволоки, вы также можете попробовать следующее руководство, поскольку оно очень похоже на упомянутое выше.В зависимости от вашего личного выбора вы можете выбрать тот, который вам больше всего нравится!
Простой наконечник
Кроме того, вы сможете найти множество руководств на разных языках. Вы можете включить перевод и следовать инструкциям. Вам будет легко найти наиболее подходящий способ! Убедитесь, что у вас есть все необходимое, не выходя из дома! Или вы можете купить по минимальной цене на рынке. Однако вам все равно не нужно вкладывать средства в доступные на рынке дорогие паяльники.