Какой фрезой выбрать четверть
Потратив немногим больше времени, можно существенно сократить расходы на материалы. То есть объем работы увеличится, но и выгода будет заметна. Совершенно необязательно покупать материал 1 сорта – выбрав древесину 2 сорта, несложно самостоятельно придать ей нужный вид за довольно короткое время.
Варианты обработки пиломатериала
Разберемся, как выбрать четверть в доске своими руками. Покупаем доску 2 сорта и обрабатываем ее удобным способом. Как можно выполнить такую работу:
- электрорубанком;
- циркуляркой;
- ручным фрезером;
- болгаркой.
После приобретения необходимого количества пиломатериала самый простой способ выбрать четверть в доске – использование циркулярной пилы или электрорубанка. Останется только придать аккуратную форму краям изделия.
Вначале необходимо сделать пропил с торца доски, глубиной в половину высоты, а потом – в центре торца. Затем устанавливаем ширину рабочей части доски и пропиливаем еще один фрагмент.
Несмотря на производство из сырья второго сорта, четверти присущи отличные характеристики:
- прочность;
- теплоизоляционные свойства;
- визуальная привлекательность;
- возможность декоративного применения;
Существует возможность использовать этот материал для наружной обшивки.
Циркулярная пила
Такая пила, задействованная при обработке доски, способна упростить процесс и сократить его длительность. Если техника мощная и надежная с острыми ножами, выставить требуемые параметры не составит труда.
Схема работы кардинально не различается с предыдущими, отличается лишь тем, что обработка дерева проводится циркулярной пилой.
Электрорубанок
Им удобно нарезать доски и придавать им форму. Процесс получения доски четверти не отличается от работы с другим оборудованием, но рубанок лучше из-за удобной эксплуатации. Это устройство предоставляет открытый обзор рабочей поверхности доски.
Это устройство предоставляет открытый обзор рабочей поверхности доски.В отсутствии циркулярки и рубанка подойдет для работы болгарка с диском для древесины или ручной фрезер, на который предварительно установили цилиндрическую фрезу. Но оба варианта отличаются низкой продуктивностью, то есть, вряд ли подойдут для обработки большого объема материала из-за низкой скорости.
С этими инструментами недорогой пиломатериал легко превратить в качественные изделия, подходящие для отделки зданий как изнутри, так и снаружи.
Современный ассортимент фрез по дереву для ручного фрезера для обработки деревянных изделий, поражает воображение. Сегодня, начинающий столяр или мастер с опытом, легко подберет себе насадки для любого вида работ.
Еще пару десятков лет назад, простая фреза ручного фрезера для выборки четверти относилась к разряду дефицита. Их брали друг у друга напрокат за «магарыч», а мастера на заводе пытались изготовить фрезы для фрезера самостоятельно.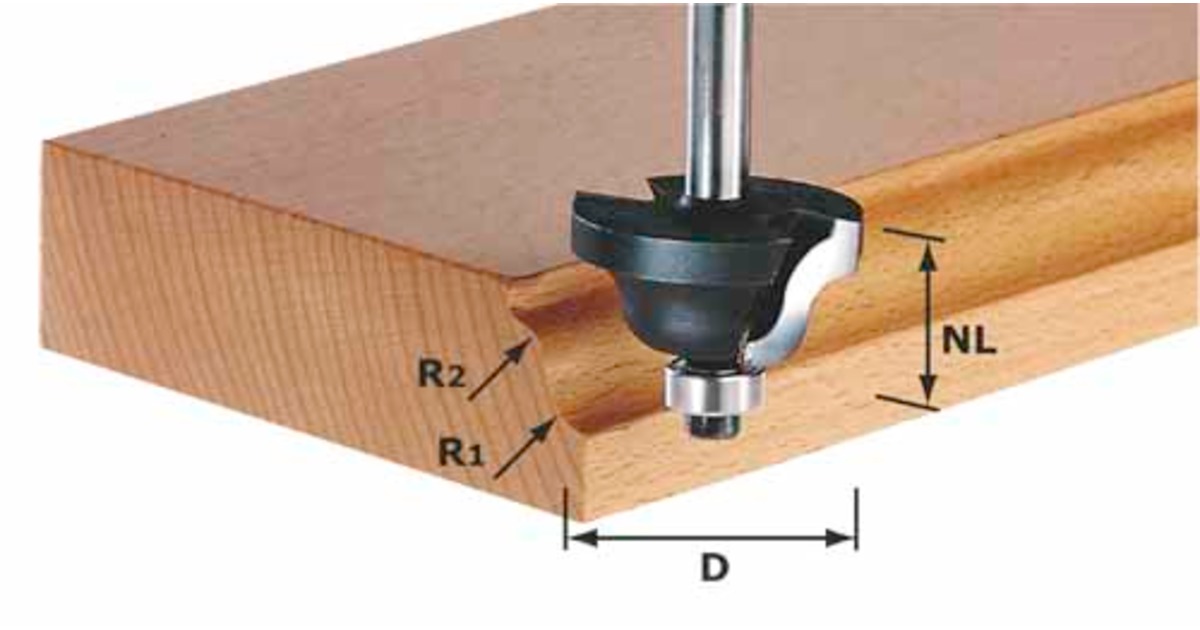 Переделывали их из станочных, для использования в домашнем инструменте.
Переделывали их из станочных, для использования в домашнем инструменте.
Фрезы по дереву для ручного фрезера различных видов
Разнообразие существующей оснастки требует некоторой систематизации, и мы разберем основные типы фрез для ручного электроинструмента.
Типовая конструкция фрезы и варианты исполнения лезвий
Конструкция фрез по дереву для ручного фрезера типична, хвостовик и режущая часть, размеры и внешний вид, которых зависит от поставленных задач. Рассмотрим их строение подробно.
Хвостовик – крепится в патрон фрезера
Может иметь различную конструкцию – цилиндрической, конусной формы, на нем иногда протачивается лыска, предотвращающая проскальзывание в патроне. Главная задача хвостовика – обеспечить надежное крепление и требуемую глубину проникновения фрезы в материал.
На хвостовике возможна установка направляющего подшипника. Он служит своеобразным упором для огибания шаблона или движения по направляющей кромке заготовки.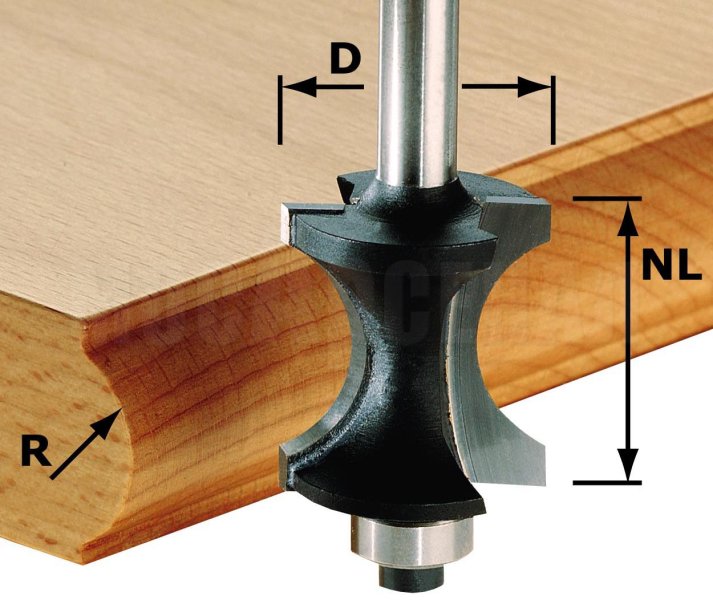 Преимущества такой конструкции –меньше изнашивается, а подшипник легко заменить. Насадка с подшипником не нуждается в установке копировального кольца на ручной фрезер, что упрощает проведение работ с шаблоном.
Преимущества такой конструкции –меньше изнашивается, а подшипник легко заменить. Насадка с подшипником не нуждается в установке копировального кольца на ручной фрезер, что упрощает проведение работ с шаблоном.
Режущая часть
Определяет форму отфрезерованной поверхности. Может быть изготовлена как в виде отформованных проточек на основном теле насадки, так и твердосплавных напаек на более мягкую основу.
Режущая часть выполняется либо монолитно, либо состоит из сменных наборных дисков, закрепленных на оси. Второй вариант более практичен, поскольку позволяет создавать различные конфигурации на одном и том же хвостовике
Сменный диск или насадочная фреза
По типу материала фрезы разделяются на две группы
- Быстрорежущие, классификация HSS. Очень качественно и с высокой скоростью фрезеруют мягкую древесину.
 На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость.
На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость. - Твердосплавные, классификация HM. Предназначены в основном для обработки твердых пород дерева. Медленнее изнашиваются, но более хрупкие и на мягкой древесине сложно добиться идеально ровной поверхности. Процесс обработки заготовки занимает более длительное время. Стоимость этих насадок выше, чем быстрорежущих.
 На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость.
На твердых породах перегреваются и быстро тупятся. Преимущества – невысокая стоимость.Рабочая поверхность (заточенные кромки или режущие зубья) могут иметь различную форму. Прямые проще в обслуживании, но быстрее тупятся. При прохождении разнородной древесины могут привести к сколам и выщерблинам.
Как правильно выбрать фрезы по дереву и чем они отличаются – видео
Многое зависит от угла, под которым заточена рабочая кромка. Обычно он не превышает 90 градусов и выбирается под тип материала, с которым будет работать насадка. После задней площадки режущей кромки следует сложная по форме конструкция, именуемая стружколомом.
Наборные фрезы часто имеют двустороннюю заточку. Это позволяет в два раза дольше пользоваться одним диском. При затуплении одной стороны элемент фрезы просто переворачивается на 180 градусов.
Но такая конструкция не позволяет использовать систему сложных переходящих друг в друга углов задней кромки и канавок для отвода стружки. В результате чего эффективность и качество работы фрезы снижается.
Различие по области применения
Фрезы по дереву различаются способом обработки поверхности. Поскольку многообразие форм и конструкций велико, рассмотрим наиболее популярные.
Концевые фрезы
Пример концевой фрезы
Инструмент напоминает обычное сверло без конуса на конце. Особенность этой фрезы– наличие режущих зубьев на торце, и угла 90 градусов между плоскостью торцевого реза и боковыми кромками. С помощью концевой фрезы для ручного фрезера можно сверлить и резать пазовые углубления (в том числе и сквозные), выбирать четверть, раскраивать заготовку и обрабатывать кромки.
Можно нарезать ступенчатый торец с идеальными краями, или выбирать нишу для установки механизма замка в дверь. Этими же фрезами вырезаются петельные выемки. Инструмент достаточно универсальный, однако разумнее использовать концевые фрезы лишь по назначению.
Пазовые фрезы
Примеры проточек сделанные пазовой фрезой
Применяются для фрезерования пазов разных размеров и конфигурации.
Имеют свои разновидности:
- Прямые – предназначены для выборки прямоугольных пазов.
- Фасонные – придают пазу фигурную форму, можно имитировать на поверхности филенчатый рисунок.
- Ласточкин хвост – при помощи них изготавливают шиповые соединения с аналогичным названием. Фрезерование возможно лишь с применением специального шаблона.
- Конструкционные – выбирают пазы «Т» образной конфигурации. При работе необходимо обеспечить удаление стружки из паза.
- Треугольные – с их помощью фрезеруются V-образные пазы.
- Галтельные – режут пазы полукруглой формы, что позволяет выполнять декорирование поверхностей.
Кромочные фрезы
Самый распространенный тип насадок. Отличаются большим разнообразием по применению:
- Прямая (или копировальная). Работает перпендикулярно плоскости заготовки, создавая идеально ровную кромку. Может оснащаться направляющим подшипником.
Копировальная фреза с подшипником
Фигурная или как ее еще называют фасонная фреза
Фигирейная она же филеночная фреза
Микрошиповая применяется в шиповом соединение
Как выбрать четверть кромочной фрезой
Несмотря на то, что фрезы для выборки четверти относятся к разряду кромочных, этот вид работ стоит обособлено. Обычно для массовой обработки кромок «под четверть» монтируется самостоятельный станок. При глобальном ремонте просто не хватит сил и терпения резать кромку фрезером, держа его в руках.
Достаточно зафиксировать ручной инструмент на верстаке, и за один раз выполнить весь объем монотонной работы. Фреза для выборки четверти носит название фальцевой.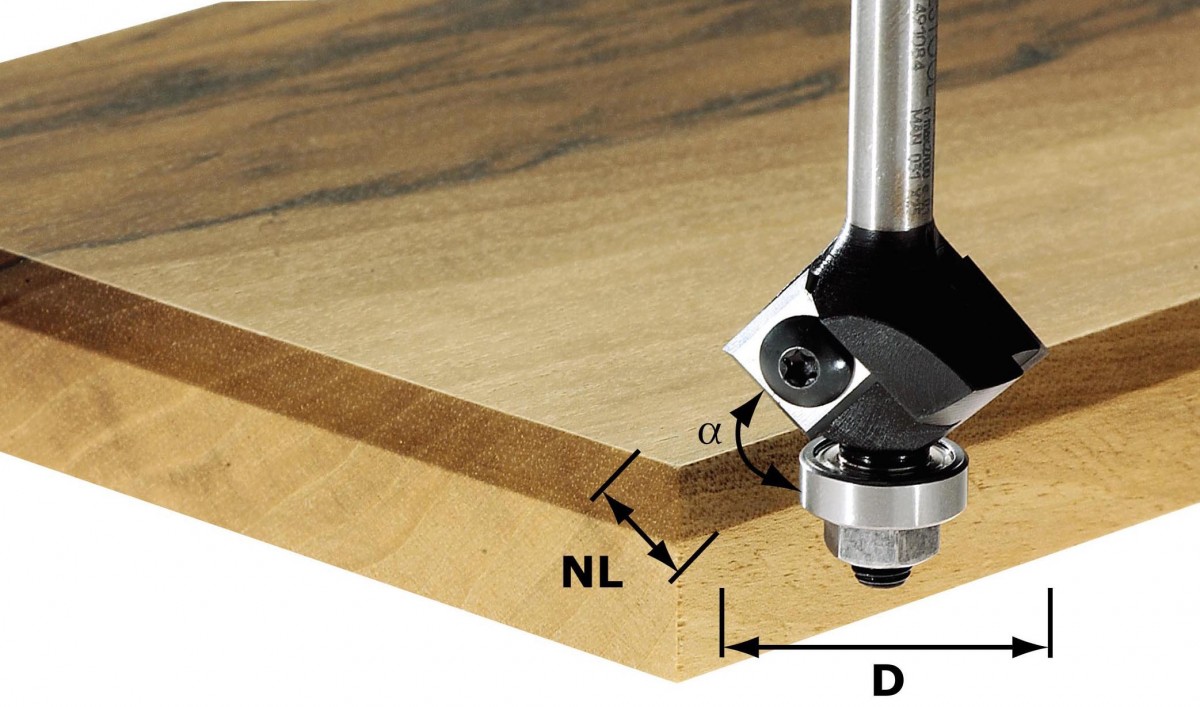
Для соединения досок между собой применяют фальцевую фрезу
Иногда в комплекте с фрезой идет набор подшипников
Выбор четверти под стекло кромочной фрезой – видео
На фрезах этого типа опорный подшипник жизненно необходим, иначе сложно будет обеспечить равномерное движение заготовок большой длины. Вообще, при возможности выбора, разумнее приобретать именно фрезы с подшипником.
Такое дополнение облегчает работу и бережет как насадку, так и шаблон. Зачастую фрезы предлагаются с набором подшипников разного диаметра.
Главная страница » Как Выбрать Четверть В Доске Циркуляркой
Похожие записи
Выбор четверти в деревянной детали – одна из нередких операций в столярном и плотницком деле. Зачем это делается и как рассматривается дальше.
Древесная порода так же как и хоть какой материал обладает специфичными качествами, которые необходимо учесть. миф тривиальный факт, все же, начинающие мастера нередко игнорируют. По причине испорченное настроение, время, потраченное на переделку, а нередко и испорченный материал.
миф тривиальный факт, все же, начинающие мастера нередко игнорируют. По причине испорченное настроение, время, потраченное на переделку, а нередко и испорченный материал.
Одно из соответствующих параметров древесной породы – при изменении влажности линейные размеры деревянной детали изменяются. При высыхании древесная порода сжимается, при увеличении влажности расширяется. Сегодня со временем из древесной породы испаряются смолы. По причине этого деревянная деталь равномерно миниатюризируется в линейных размерах независимо от конфигураций влажности. О данном явлении молвят: дерево рассыхается. Эти эффекты в особенности приметны у древесной породы хвойных пород, где выполняются самые ходовые пиломатериалы.
В строительстве и дачном хозяйстве в большинстве случаев употребляются доски из ели и сосны. Эти сорта древесной породы при высыхании меняют размер посильнее всего.
Обычный случай: вы сделали у себя на даче сарай для хранения хозинвентаря для иных нужд. Делали себе, потому объединили доски, где изготовлены стенки, кропотливо, без мельчайшей щёлочки. Проходит два-три месяца; доски рассыхаются и вся стенка сияет щелями. Зимой через их задувает снег, летом вовнутрь сарая ветер наносит пыль.
Проходит два-три месяца; доски рассыхаются и вся стенка сияет щелями. Зимой через их задувает снег, летом вовнутрь сарая ветер наносит пыль.
Усушка добивается 10-13% линейного размера. Другими словами доска шириной 100 мм после высыхания миниатюризируется до 88 мм.
Чтоб такового не происходило для обшивки стенок необходимо использовать доски с четвертью. Стена, обшитая такими досками никогда не имеет сквозных щелей. Своими четвертями примыкающие доски перекрывают себя и при рассыхании сквозных щелей уже не возникнет.
Иногда, пиломатериалы очень изредка продаются уже с готовой четвертью. Потому мастеру-любителю необходимо знать методы, которыми дорабатывают доски по мере надобности.
Избрать четверть можно несколькими способами при помощи различных инструментов. К примеру:
- электронным рубанком,
- фрезером,
- ручной дисковой пилой,
- стационарной циркулярной пилой.
Последний метод – выбор четверти при помощи циркулярной пилы – подходящий и производительный. Его и разглядим.
Его и разглядим.
Если для вас требуются строганные доски, то удобнее доски сначала прострогать и только потом перебегать к изготовлению четверти.
- Настраиваем вылет пильного диска так, чтоб глубина пропила была равна половине толщины обрабатываемой доски. Проще это сделать прямо «по месту». Для этой цели прикладываем доску к пильному диску с боковой стороны, как показано на фото, и регулируем вылет диска.
Как уже говорилось, стационарная циркулярная пила очень комфортна для выбора четверти. (О разновидностях дисковых пил и особенностях их выбора на нашем портале конечно отдельная статья.) Однако она редко когда конечно в арсенале мастера, а при использовать её нереально чисто на физическом уровне.
Если необходимо избрать четверть в толстых длинноватых досках, пользуйтесь ручной дисковой пилой. Принцип производства и последовательность операций те же самые. Отличие по поводу того, что тогда обрабатываемая доска и инструмент изменяются местами. Доска закрепляется бездвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Доска закрепляется бездвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Если рядышком у вас нет ни циркулярной, ни ручной дисковой пилы, пользуйтесь болгаркой с диском по дереву или ручным фрезером с подходящей цилиндрической фрезой. Оба метода очень неспешные и даже не годятся для огромного объёма работ. Уже сегодня, выбирать четверть болгаркой неловко, небезопасно и выходит неровно.
Ещё один метод – использовать электронный рубанок. Но большая часть современных моделей рубанков по причине особенностей конструкции для этой цели не годятся. Поглядите видео, в каком показан в это время Такой метод выбора четверти.
- Не забудьте о технике безопасности.
- Если доски длинноватые, работайте с ассистентом.
- Доски необходимы схожей толщины.
- Не используйте свежезаготовленные пиломатериалы. Дайте им просохнуть более 1 года.

В последующих статьях продолжим рассказ о приёмах деревообработки и применяемых инструментах.
Зная некие хитрости, можно потрясающе сберечь для строительства. Правда придется издержать чуток не просто времени, однако при работах в огромных масштабах экономия будет значимая.
Наиболее простой метод понизить издержки на приобретение пиломатериалов – это покупка второсортных изделий для придания им подходящего вида в кустарных условиях
Как избрать четверть в доске без помощи других? Первым делом приобретайте доску 2 сорта. Это сделать конечно на страницах сайта предприятия Мосбрусторг. Цены в нашей фирме помогают сохранить бюджет, однако получить нужное количество материала.
После покупки доски обычной конфигурации избрать четверть в доске можно при помощи циркулярной пилы или электрорубанка. Позже аккуратненько оформить края и вот у вас бывают изделие, стоимость которого вдвое выше.
Работа начинается со съема всех дополнительных деталей, что с торца обыкновенной доски делается пропил глубиной равной половине высоты, и после делается пропил в центре торца. Дальше линейкой отмеряют ширину грядущего изделия. Глубина обязана быть вдвое большую часть высоты по той причине, что позже отпиленную часть придется убрать.
В конечном итоге из второсортного сырья вы приобретаете изделие, которое разная своими положительными качествами.
Доске четверти присущи последующие соответствующие черты:
- прекрасная теплоизоляция;
- опрятный и представительный внешний облик;
- хороший атрибут для декора;
- хороший материал для внешней обшивки.
Внедрение циркулярной пилы в процессе изготовления четверти доски существенно облегчит процесс. Если инструмент высококачественный, с наточенными лезвиями круга и работает на неплохой мощности, для вас это очень поможет. Ведь сейчас конечно выставить нужные значения не страшиться отрезать излишнего.
Как избрать четверть в доске циркуляркой? Процесс не имеет особенных различий от обыденного, единственное это то, что у вас на ладони сейчас встречаются циркулярная пила. С торца доски делается пропил глубиной в половину высоты доски. Дальше делается 2-ой пропил в центре торца. Дальше делаем нужные замеры и обрезаем так, чтоб четверть заполучила нужную форму.
Электрорубанок это удачный инструмент для выполнения работ по дереву. При его использовании конечно ровно обрезать древесную породу и получить изделие нужной формы. Как избрать четверть в доске электрорубанком? Процесс не отличается от работы с циркулярной пилой. Единственное, что а возможно преимуществом работы с этим инвентарем – это удобство с применением и поболее точное видение при выполнении задачки.
Читайте так же
Такие работы окажут вам всяческую помощь из более дешевенького изделия без помощи других сделать высококачественный продукт, который прекрасно подойдет для декора и отделки помещения как снутри, так и снаружи.-7c213e.jpg)
Обычно дачники думают о покупке ручной циркулярной пилы поле того, как им пришлось вручную распилить пару досок вдоль их двухметровой длины, либо около того. Другими словами – распустить доски.
Таких целях и существует ручная дисковая циркулярная пила. Стоит для вас приноровиться работать с ней, для вас уже не избежать соблазна использовать циркулярку везде, где она может сменять обыденную ручную пилу-ножовку.
Через пару месяцев после покупки пилы, я сообразил, что для всех хозяйственных нужд довольно брать только широкие доски подходящей толщины. А из их числа конечно «нарезать» любые заготовки. Для скамеек, табуреток, различной дачной мебели, садовых решеток и массы других, нужных на даче вещей.
Для каркаса маленького легкого дровяного сарая этого вполне достаточно сделать стойки 75х50, которые конечно просто получить из стандартной доски 150х50. Из нее же нетрудно порезать реек для декоративных «хламид» в саду под вьющиеся растения. Поверьте, экономия выходит о-очень значимая.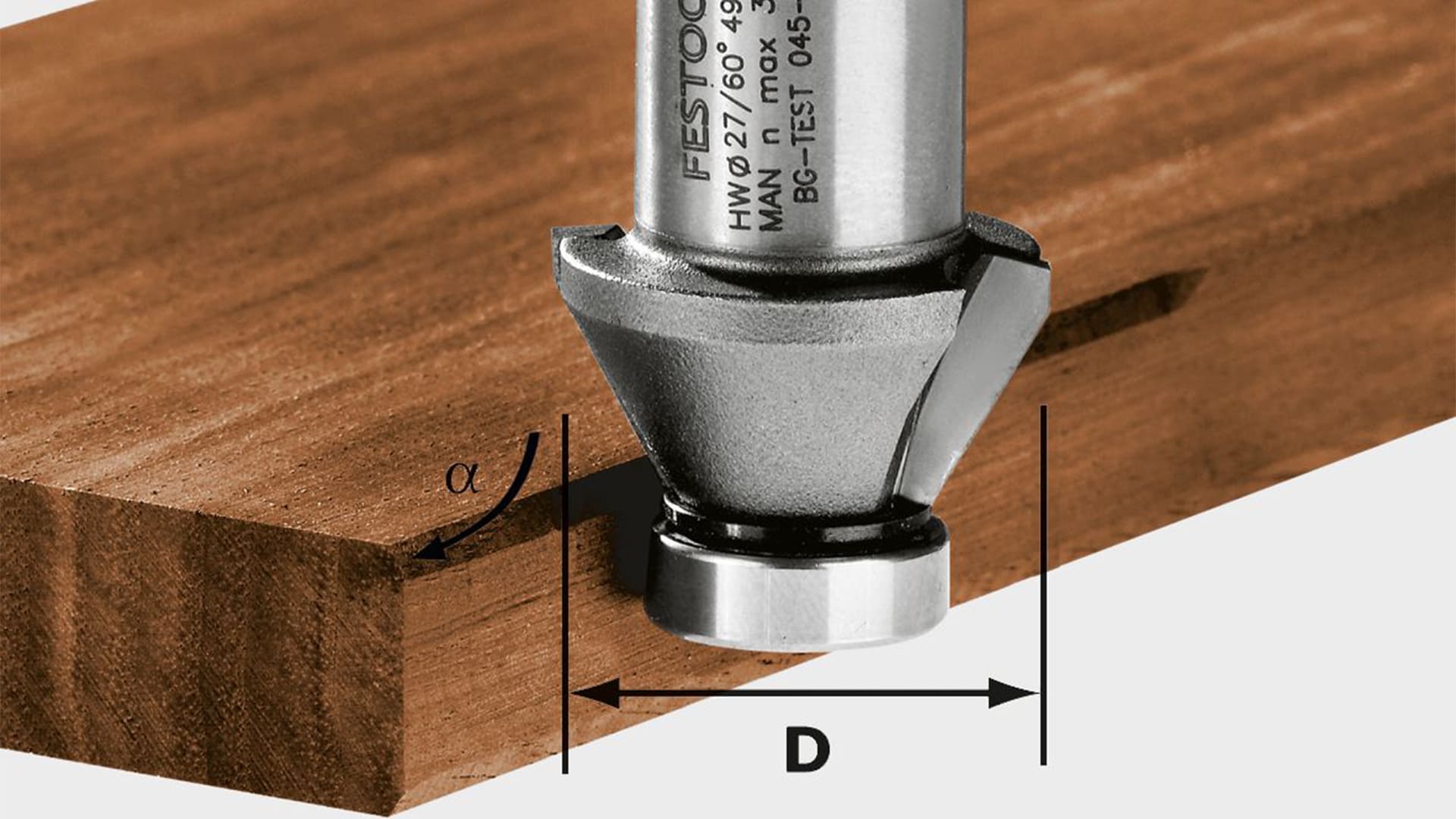
Далее – не просто. Научившись при помощи циркулярной пилы выбирать четверть, можно наловчиться стремительно и отменно делать профили для отделки дверных и оконных просветов и обшивки наружных углов.
Заготовки будут смотреться качественно, не как покупные, что можно сломать одними пальцами. При всем этом издержки сократятся в три раза, а экономию и поболее, учитывая «эксклюзивности» изделия.
Что нужно, не буду вас уговаривать – циркулярка это только нужная в хозяйстве вещь!
Управление циркулярной пилой довольно легко, однако просит навыка и бдительности. Общие принципы регулировок я попробовал показать в 2-ух интерактивных флешках:
На неких особенностях работы с циркулярной пилой, я бы желал тормознуть подробнее. Думаю, что эти моменты посодействуют и выбирая инструмента.
1. Глубина пропила. Всегда выставляйте глубину пиления равной толщине доски, которую собираетесь пилить. Возьмите для себя это за правило. Есть вариант меньше, если требуется сделать паз, однако не просто вредно. Не столько из суждений безопасности. К примеру, можно пилить, разместив доску прямо на верстаке. Чуть приметные бороздки по вашего верстака после таких распилов, совсем не будут мешать вашей работе в течении длительного периода.
Не столько из суждений безопасности. К примеру, можно пилить, разместив доску прямо на верстаке. Чуть приметные бороздки по вашего верстака после таких распилов, совсем не будут мешать вашей работе в течении длительного периода.
Номинальная глубина пропила пилы выбирается отталкиваясь от ваших личных потребностей. Практически, чтоб пропилить доску 50 мм под углом 900, нужна глубина пропила 50 мм. Что остается сделать нашему клиенту что превосходит Такой размер, сгодится только для пропилов под углом. Так для пропила под углом 450 будет нужно пила, имеющая интересующую нас характеристику приблизительно 71 мм. Отталкиваясь от этого – делайте выводы. Нередко ли для вас придется пилить под углом?
2.4. Другие элементы конструкции. Нижний кожух защиты от пильного диска (открываемый). Имейте по причине, кожух без помощи других откроет пильный диск только в этом случае, если ему ничего не мешает. К примеру, как в варианте А, когда конец доски находится каким бы образом навесу.
Если доска лежит на верстаке, то попытка «автоматически» открыть кожух может окончиться плачевно: осознав, что кожух «мешает», вы попытаетесь поддеть его, приподняв заднюю часть пилы, диск войдет в материал, когда пила у вас будет находиться «на весу», без упора. Ее может с легкостью откинуть, что само по себе опасно. И доску подпортите.
Ее может с легкостью откинуть, что само по себе опасно. И доску подпортите.
В данном случае необходимо аккуратненько вручную за ранее отвести в сторону защитный кожух. Отлично приноровиться делать это таким макаром, чтоб левой рукою и пилу крепко задерживать кончик фиксатора отведенного защитного кожуха. Безопасность, в первую очередь!
Поначалу прокрутите в голове, как будут вести такую жизнь что остается сделать нашему клиенту элементы, задействованные на протяжении пиления, учитывая определенной обстановки – позже действуйте!
Совместите фронтальный конец отпорной плиты с метками, где начинать пиление, плотно прижмите его к доске. Направьте внимание, чтоб диск при включении не касался (!) верстака, зачем заднюю часть плиты опорной конечно немного приподнять. Включите пилу, наберите обороты и смело начинайте делать пропил.
Лучший вариант с доской на верстаке: когда край доски, с которого начинается распил, на несколько см выступает за край верстака.
Распиливать вдоль доску, которая находится в очень «подвешенном» состоянии (аж прогибается!) категорически вредно.
«Расклинивающий нож» служит для предотвращения зажима диска, и для возможности вы не смогли «врезаться» диском в доску ведя его в оборотную сторону. И практически гарантированно получить осязаемый оборотный удар, наподобие того не исключается в похожих ситуациях у болгарки, цепной бензопилы, и остального «вращательно-режущего» инструмента.
3. Параллельный упор, по другому направляющая. При наличии разметки, и соответственного навыка, сделают ровненький пропил и без параллельного упора, увы я вижу здесь смысл только в тех редчайших случаях, когда для вас будет нужно доска вот таковой формы:
В многочисленных других случаях, параллельный упор незаменим:
4. Фиксация заготовки. В любых случаях заготовка может быть накрепко зафиксирована. Неприемлимо, когда заготовка начинает двигаться совместно с пилой либо отклоняться куда-то в сторону. Закрепив заготовку, загодя до того как начать пилить, нужно непременно на уровне мыслей прогуляйтесь по ней пилой. Принципиально, чтоб на всем пути грядущего движения пилы не оставалось помех! Используемые вами упоры и другой вероятный крепеж нигде не должен оказываться на пути проводки инструмента по другому его элемента.
На фото выше, я привожу только пример из собственной практики, хотя вероятных вариантов масса. Думаю, в этом вопросе плане вредно слепо воспользоваться чужими советами. Возьмите их за базу (из различных источников) и приспособьте как для себя как пояс, затягиваемый по персональному размеру.
Что (голубий цвет) у меня к верстаку приделана рейка, которая служит утором, чтоб распиливаемая доска не съезжала вбок. Она выступает мало ниже 5 см, другими словами меньше толщины досок, что я обычно обрабатываю на этом деле верстаке. Чтоб распиливаемая доска не скользила вперед, она прижимается ко второму упору (зеленоватому). Этот расхожий слух упор подбивается снизу на подходящую высоту, чтоб следом также не мешать пиле при окончании проводки. Эта схема работы выработалась у меня за предшествующие годы, и так же для меня она комфортна. В таковой конфигурации можно воспользоваться рубанком и фрезером (для грубых работ). На бороздки от старенькых пропилов я не обращаю внимания. Верстаку уже 7 лет и он всегда зимует на поляне. Верхние доски я укреплял снизу, с той целью расчетом, чтоб лезвие пильного диска никогда не могло нарваться на саморез.
Верхние доски я укреплял снизу, с той целью расчетом, чтоб лезвие пильного диска никогда не могло нарваться на саморез.
Особенность (1): Пытайтесь избегать при продольном распиле ситуаций, когда за распиливаемым из дерева массивом вплотную следует последующая доска, без надежной фиксации:
В пограничной зоне доску может крутнуть иначе говоря вырвать из нее небезопасные щепки, а пилу может откинуть вспять. Такое, например, порой случается, когда как если проход с моим «зеленым» упором Если лезвие пилы наедет на этот адрес.
В отдельных сложных ситуациях, когда требуется избрать четверть для профиля, я дополнительно фиксирую заготовку саморезами, которые закручиваю в таких местах, где у них не наедет диск, и которые позже будут отрезаться при конечной торцовке заготовки. Небольшой совет: при «поточном» производстве почаще меняйте саморезы. Качество их нехорошее, головка стремительно снашивается, сможете просто ввинтить не вывинтить.
В ходе подготовки доски к распилу, смотрите, чтоб там небыло внутренних напряжений, которые сумеют заклинить диск.
5. Проводка. Вести пилу следует лаского, не перегружая мотор. Пытайтесь давать пиле отдохнуть, когда приходится делать много длительных продольных пропилов. Если в протяжении некоторого времени безпрерывно распускать ручной циркуляркой «мокрые» доски, то нетрудно «сжечь» мотор даже у надежной пилы проф класса.
Окончив пропил и подняв пилу ввысь, держите ее диском от себя, пусть даже он уже закрыт защитным кожухом. Кладите пилу на пол или верстак, только, когда удостоверьтесь, что диск стопроцентно остановлен и «зачехлен». Воспитывайте у себя схожую «привычку» до уровня рефлекса.
Невзирая на большой выбор, фактически 90% имеющихся на рынке циркулярных пил представляют одну «среднюю» весовую категорию. Это самые пользующиеся популярностью пилы, способные распилить лучшую востребованную в строительстве доску толщиною до 50 мм. Поперечник применяемых дисков от 180 до 200 мм. Такая пила универсальна. Соответствующий спектр мощности для таких пил – 1100-1800вт.
Пилы наименьшего размера имеет смысл брать для постоянного выполнения специфичных работ.-7c8e99.jpg) Когда для вас не надо делать глубочайшие пропилы. Тогда вы можете с легкость воплотить бесспорное основное преимущество игровых слотов таковой пилы – ее наименьший вес.
Когда для вас не надо делать глубочайшие пропилы. Тогда вы можете с легкость воплотить бесспорное основное преимущество игровых слотов таковой пилы – ее наименьший вес.
Посреди испытанных собственной надежностью совершенно «маленьких» пил – «паркетниц» следует особо выделить Skilsaw мощностью 500вт, правда на данный момент она уже выпускается в версии 800вт. Эта модель, и действительно, очень комфортна на работе с вагонкой, штакетником, плитами OSB, ламинатом. Это супер легкая дисковая пила. Так легкая, что стремительно начинаешь воспользоваться ею одной рукою, намертво «отключаешь» нижний защитный кожух, теряя внимательность перед ее опасными чарами. Что неприемлимо! Однако, пожалуй, это конечно ее единственный недочет.
Как выбрать четверть в доске фрезером?
Выборка четверти циркулярной пилой
Выбор четверти в деревянной детали – одна из частых операций в столярном и плотницком деле. Для чего это делается и как рассматривается далее.
Древесина как и любой материал обладает специфическими свойствами, которые нужно учитывать. Этот очевидный факт, тем не менее, начинающие мастера часто игнорируют. В результате испорченное настроение, время, потраченное на переделку, а часто и испорченный материал.
Одно из характерных свойств древесины – при изменении влажности линейные размеры деревянной детали меняются. При высыхании древесина сжимается, при увеличении влажности расширяется. Кроме того с течением времени из древесины испаряются смолы. Из-за этого деревянная деталь постепенно уменьшается в линейных размерах независимо от изменений влажности. Об этом явлении говорят: дерево рассыхается. Эти эффекты особенно заметны у древесины хвойных пород, из которых производятся самые ходовые пиломатериалы.
В строительстве и дачном хозяйстве чаще всего используются доски из ели и сосны. Эти сорта древесины при высыхании меняют размер сильнее всего.
К чему приводит рассыхание
Типичный случай: вы сделали у себя на даче сарайчик для хранения хозинвентаря и для прочих нужд. Делали для себя, поэтому сплотили доски, из которых сделаны стены, тщательно, без малейшей щёлочки. Проходит два-три месяца; доски рассыхаются и вся стена светится щелями. Зимой через них задувает снег, летом внутрь сарая ветер наносит пыль.
Делали для себя, поэтому сплотили доски, из которых сделаны стены, тщательно, без малейшей щёлочки. Проходит два-три месяца; доски рассыхаются и вся стена светится щелями. Зимой через них задувает снег, летом внутрь сарая ветер наносит пыль.
Усушка достигает 10-13% линейного размера. То есть доска шириной 100 мм после высыхания уменьшается до 88 мм.
Чтобы такого не происходило для обшивки стен нужно использовать доски с четвертью. Стенка, обшитая такими досками никогда не будет иметь сквозных щелей. Своими четвертями соседние доски перекрывают друг друга и при рассыхании сквозных щелей уже не возникает.
К сожалению, пиломатериалы очень редко продаются уже с готовой четвертью. Поэтому мастеру-любителю следует знать способы, которыми дорабатывают доски при необходимости.
Способы изготовления четверти
Выбрать четверть можно несколькими методами с помощью разных инструментов. Например:
- электрическим рубанком,
- фрезером,
- ручной дисковой пилой,
- стационарной циркулярной пилой.
Последний способ – выбор четверти с помощью циркулярной пилы – самый удобный и производительный. Его и рассмотрим.
Если вам требуются строганные доски, то удобнее доски сперва прострогать и только затем переходить к изготовлению четверти.
Последовательность выбора четверти
- Настраиваем вылет пильного диска так, чтобы глубина пропила была равна половине толщины обрабатываемой доски. Проще всего это сделать прямо «по месту». Для этого прикладываем доску к пильному диску сбоку, как показано на фотографии, и регулируем вылет диска.
- Устанавливаем на станок параллельный упор так, чтобы ширина отреза так же равнялась половине толщины доски. Учитываем толщину самого диска. На этом настройка станка завершена.
- Делаем продольные пропилы с противоположных сторон доски.
- Делаем пропилы с торцов доски. Четверть готова. Как побочный продукт получаем штапик )).
Альтернативные способы
Как уже говорилось, стационарная циркулярная пила очень удобна для выбора четверти. (О разновидностях дисковых пил и особенностях их выбора на нашем сайте есть отдельная статья.) Но она не всегда есть в арсенале мастера, а иногда использовать её невозможно чисто физически.
(О разновидностях дисковых пил и особенностях их выбора на нашем сайте есть отдельная статья.) Но она не всегда есть в арсенале мастера, а иногда использовать её невозможно чисто физически.
Если нужно выбрать четверть в толстых длинных досках, можно воспользоваться ручной дисковой пилой. Принцип изготовления и последовательность операций те же самые. Отличие в том, что в этом случае обрабатываемая доска и инструмент меняются местами. Доска закрепляется неподвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Если под рукой у вас нет ни циркулярной, ни ручной дисковой пилы, можно воспользоваться болгаркой с диском по дереву либо ручным фрезером с подходящей цилиндрической фрезой. Оба способа очень медленные и не годятся для большого объёма работ. Кроме того, выбирать четверть болгаркой неудобно, опасно и получается неровно.
Ещё один способ – использовать электрический рубанок. Однако большинство современных моделей рубанков из-за особенностей конструкции для этого не годятся. Посмотрите видео, в котором показан как раз этот способ выбора четверти.
Посмотрите видео, в котором показан как раз этот способ выбора четверти.
Несколько советов
- Не забывайте о технике безопасности.
- Если доски длинные, работайте с помощником.
- Доски должны быть одинаковой толщины.
- Не используйте свежезаготовленные пиломатериалы. Дайте им просохнуть не менее 1 года.
В следующих статьях продолжим рассказ о приёмах деревообработки и используемых инструментах.
Дом в Испании
Недалеко от Барселоны можно увидеть стильный дом, в который интегрированы современные технологии для снижения потребления энергии
Лазерный дальномер Maka
Лазерные измерительные приборы все более популярны и востребованы при производстве строительно-ремонтных работ. Во-первых, значительно возрастает точность.
Система контроля протечек
Утечка воды в квартире – довольно неприятное событие. Причем не только для Вашего помещения, но и для соседей снизу.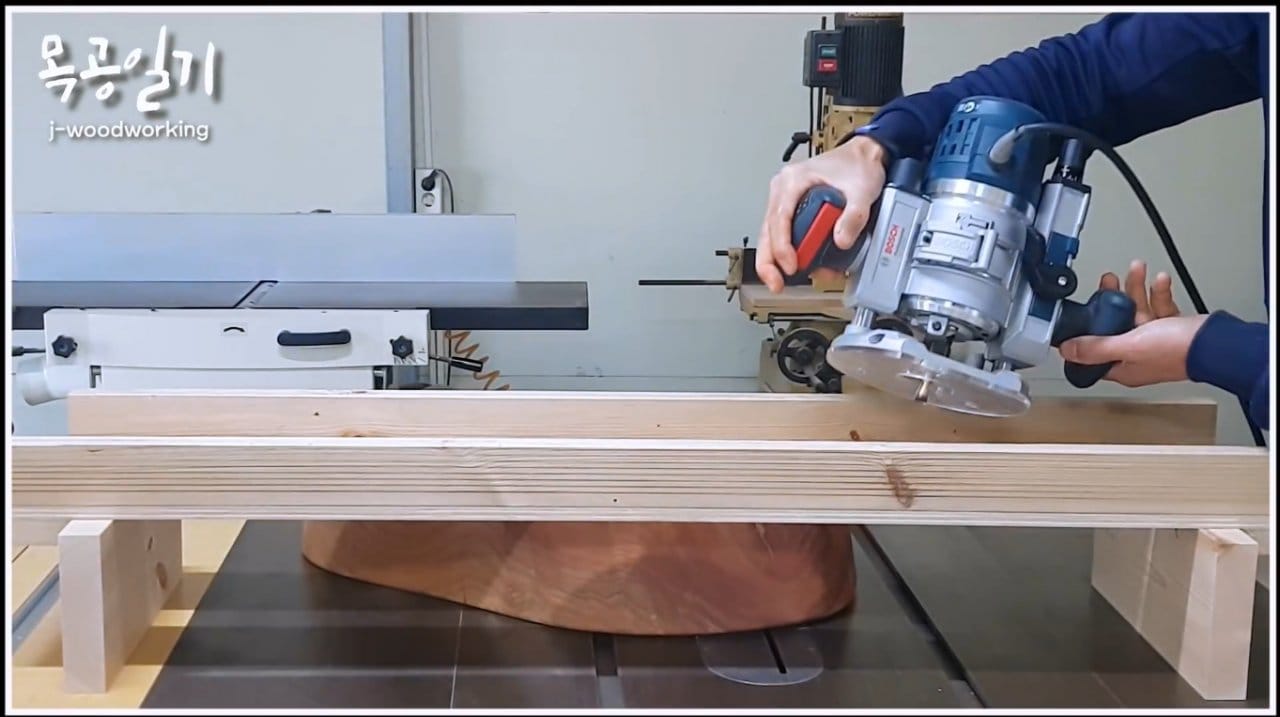 Хотя случается и наоборот.
Хотя случается и наоборот.
Трубы для водяного теплого пола
Водяные системы “Теплый пол” очень популярны у владельцев частных домов и коттеджей. Это обусловлено тем, что такое тепло обходиться.
New PVC profile KBE
As has been repeatedly pointed out, modern PVC windows are a complex and reliable design. And what would this «reliability» You did.
Кровля ICOPAL 3D
Все течет и все меняется.… Эта фраза вполне применима и для кровельных материалов. На сегодняшний день кровля на любой вкус, цвет и.
Пластиковые окна VEKA
Решили купить пластиковые окна? Идея отличная и теперь остается определиться с выбором. И как показывает практика, покупатель в первую очередь выбирает.
Дом из клееного бруса
Клееный брус – популярный строительный материал, который отличается экологичностью и высокими технологическими показателями. Дома возведенные.
Строительство коттеджей
Построить свой дом — мечта многих наших граждан.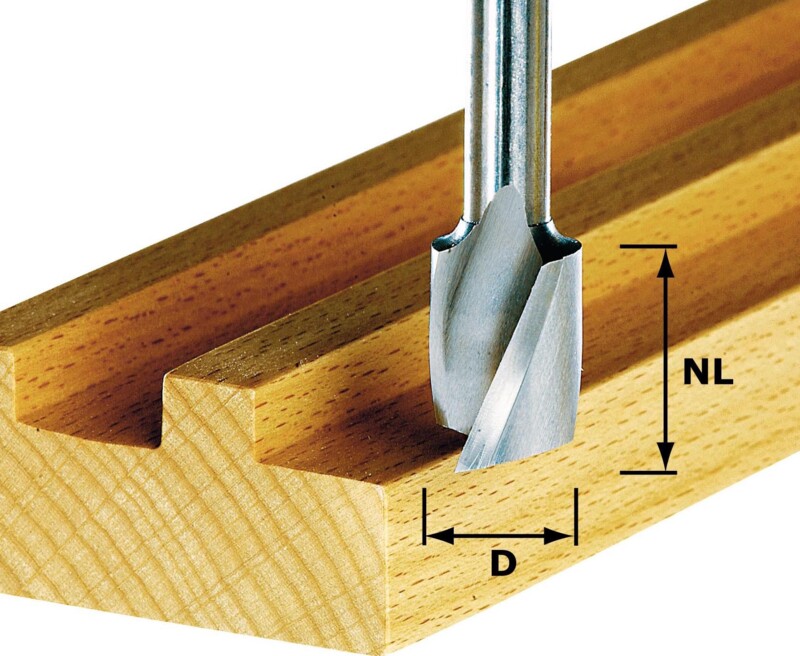 Но, строительство коттеджа или загородного дома сопряжено не только с большими материальными расходами.
Но, строительство коттеджа или загородного дома сопряжено не только с большими материальными расходами.
Деревянный дом под ключ
Строительство деревянных домов “под ключ” с каждым годом становится все популярнее. И тому есть объективные причины. Самая.
Блок-хаус – это популярный отделочный материал, довольно привлекательный внешне, практичный и универсальный. Поверхность, облицованная блок-хаусом.
Русский дом из бруса
Загородные дома из бруса в традиционно русском стиле – отличная альтернатива современным коттеджам из блоков и кирпича. А если внутренние удобства.
Легкие фундаментные блоки
Легкие фундаментные блоки – отличный вариант основания при строительстве таких объектов, как каркасно-щитовые дома, дома из бруса.
Финские деревянные дома
Деревянные дома из бруса предлагает компания POLAR LIFE HAUS. Она имеет 100-летний опыт в деревообработке и в настоящее время занимается строительством.
Фиброцементный сайдинг CEDRAL
Большинство из нас понятие сайдинг отождествляет с винилом. Однако с развитием строительных технологий, появляются новые отделочные.
Однако с развитием строительных технологий, появляются новые отделочные.
Champion replacement windows
It’s time to think about replacing them with modern windows. Champion replacement windows — just those windows that give a number of advantages over.
Полотенцесушитель MARGAROLI
MARGAROLI — качество и элегантность Полотенцесушитель в ванной выполняет две функции: во-первых, сушит полотенца и одежду, а во-вторых, он играет.
Мягкая черепица IKO
Мягкая черепица IKO Гибкая черепица IKO отождествляется с гарантией качества, проверенного временем и практикой. Давно стало аксиомой &ndash.
Мягкая кровля GAF
Мягкая кровля GAF Битумная черепица американской корпорации GAF Materials Corporation является флагманом кровельной продукции.
Гибкая черепица SHINGLAS
Гибкая черепица SHINGLAS – гармония цены и функциональности Гибкая черепица SHINGLAS — это как раз тот кровельный материал.
Статьи » Делимся опытом
Выборка четверти электрорубанком
Каждый опытный мастер должен уметь выбрать четверть (фалец) при помощи рубанка. На сегодняшний день обычный рубанок уже не интересен для профессиональных мастеров. Вот электрорубанок — совсем другое дело! К тому же, некоторые категории этих рубанков имеет такую функцию — выборка четверти. Как это сделать, если нет опыта? Естественно, из опыта «бывалых». И хотя теория не заменит практику — все таки какая ни есть, а помощь.
На сегодняшний день обычный рубанок уже не интересен для профессиональных мастеров. Вот электрорубанок — совсем другое дело! К тому же, некоторые категории этих рубанков имеет такую функцию — выборка четверти. Как это сделать, если нет опыта? Естественно, из опыта «бывалых». И хотя теория не заменит практику — все таки какая ни есть, а помощь.
Выборка четверти электрорубанком.
Современный электрорубанок дает возможность мастеру использовать его как для начальной обработки древесины – срезать слой определенной толщины, так и для финишной – доведение заготовки до нужного состояния. Опытные работники могут добиться идеально гладкой поверхности, не требующей дальнейшей зачистки. Мы же поговорим об еще одной важной способности рубанка – это выборка четверти или, как ее еще называют, выборка фальца.
При сборке деревянных конструкций часто используют соединение составных частей с помощью накладки одной части на другую. Для этого в деревянных досках, которые хотят скрепить, вырезают специальные канавки. Они сделаны так, чтобы там, где у одной части – вырез, у другой — была выпуклость. Таким образом, накладываясь друг на друга, они создают “замок”, скрепляющий их в одно целое. Если смотреть на доску в разрезе, то данный вырез составляет примерно одну четвертую от всей заготовки. Поэтому такой процесс называют выборка четверти . Есть еще одно название — выборка фальца. Фалец или четверть – это желобок, который идет вдоль чего-то. То есть, это идентичные понятия. Мастера же обычно данный процесс называют просто – выборка. Глубина выборки в основном составляет 5 – 40 мм.
Они сделаны так, чтобы там, где у одной части – вырез, у другой — была выпуклость. Таким образом, накладываясь друг на друга, они создают “замок”, скрепляющий их в одно целое. Если смотреть на доску в разрезе, то данный вырез составляет примерно одну четвертую от всей заготовки. Поэтому такой процесс называют выборка четверти . Есть еще одно название — выборка фальца. Фалец или четверть – это желобок, который идет вдоль чего-то. То есть, это идентичные понятия. Мастера же обычно данный процесс называют просто – выборка. Глубина выборки в основном составляет 5 – 40 мм.
Столярные работы очень часто используют такое соединение деревянных частей внахлест. Скорее всего, данная функция пригодится и Вам. Поэтому, собираясь купить электрический рубанок, побеспокойтесь, чтобы он имел такую функцию, как выборка четверти.
Если понаблюдать за профи столярного дела, можно увидеть, что данную процедуру они делают очень часто и считают обыденной. Как же, используя электрорубанок, выбрать четверть своими руками, если нет опыта?
Что бы выбрать четверть электрорубанком строит использовать несколько простых советов:
- Необходимо закрепить доску, во избежание травм. Причем тот край, где будете делать выборку, должен оставаться свободным.
- Карандашом необходимо разметить, где будет вырез.
- Снимаете рубанком несколько слоев по всей длине заготовки, пока она не будет гадкой.
- На рубанке есть специальный ограничитель глубины при выборке четверти. Он оснащен шкалой, так что работать с ним — легко. Выбираете на нем желаемый уровень среза и закрепляете рукояткой.
- В комплекте с рубанком идет специальный боковой упор. Он не дает рубанку соскакивать с заготовки. Также с помощью него можно выставлять заданную ширину выборки. Выставляете нужную Вам ширину четверти.
- Вдавливаете электрорубанок в вышеуказанный упор, и снимаете слой за слоем. При этом, если необходимо, выдвигаете ножи рубанка вперед. Здесь стоит быть аккуратным. Нож должен выходить совсем на немного, чтобы стружка была тонкой и ровной. Это предотвращает выемки и неровности в готовом изделии. Для этого на электрорубанке есть очень важная функция — выдвижение ножей может происходить с шагом в 0. 1 мм. Постоянно следите за нужным Вам уровнем.
 Причем тот край, где будете делать выборку, должен оставаться свободным.
Причем тот край, где будете делать выборку, должен оставаться свободным.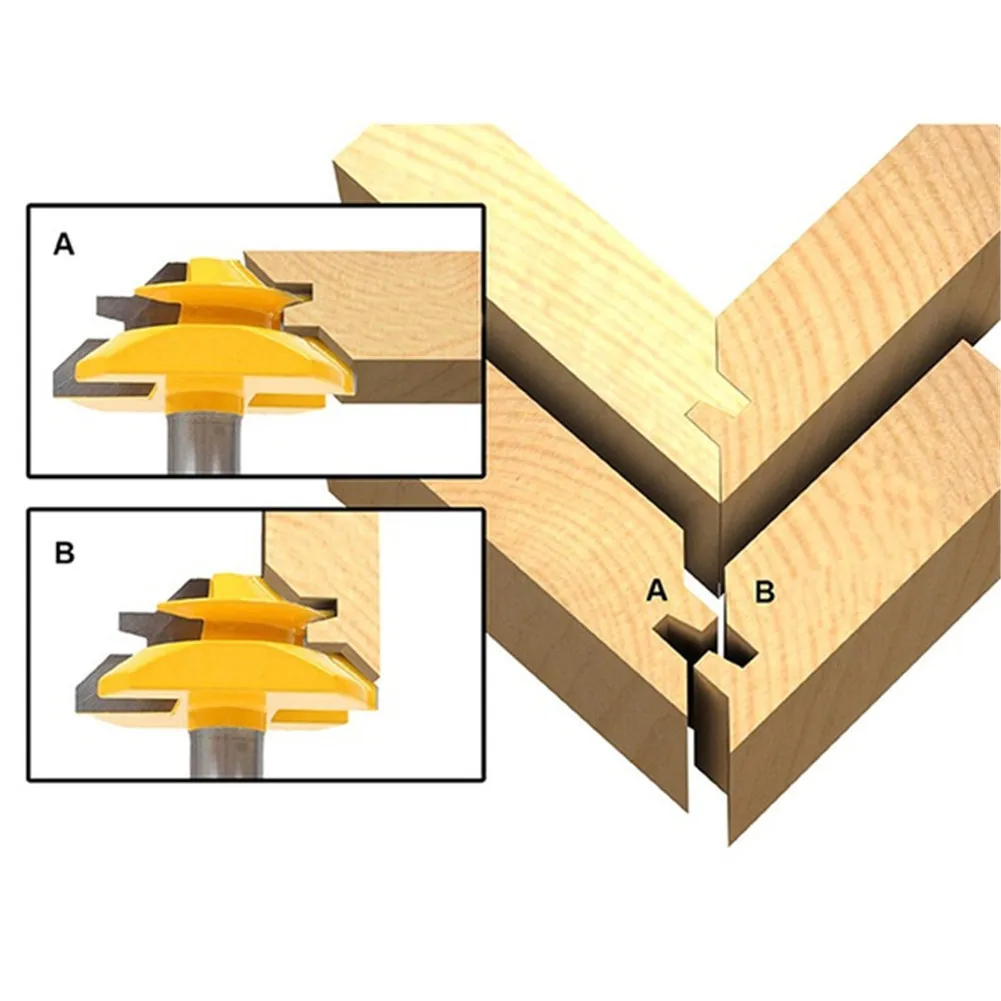 1 мм. Постоянно следите за нужным Вам уровнем.
1 мм. Постоянно следите за нужным Вам уровнем.В конце необходимо сказать несколько слов о ножах рубанка. Рубанок электрический , в отличие от своего “дедушки” – обычного рубанка, имеет принципиально новый тип ножей. Ножи для электрорубанка более острые и сделаны из твердосплавных металлов. Среднее количество оборотов вала с ножами на электрорубанке составляет 15000 в минуту. Можно легко представить до какой температуры они могут нагреваться! За ножами необходимо постоянно следить. Они должны быть ровными, это придает им нужную степень остроты. Если на заготовке появляются борозды, значит, на ноже появились зазубрины, и этот дефект необходимо устранить. Поэтому один из секретов мастеров состоит в том, чтобы покупая рубанок, выбирать модель с толстыми ножами. Их можно точить, по мере необходимости, и прослужат они гораздо дольше тонких.
Вот и вся теория. Дальше дело техники и мастерства. Ведь электрический рубанок, какой бы качественной вещью он ни был, и какой бы серьезной фирмой не был сделан, – это все-таки лишь инструмент в руках мастера. Желаем Вам стать настоящим профи в работах по дереву.
Желаем Вам стать настоящим профи в работах по дереву.
Дом в Испании
Недалеко от Барселоны можно увидеть стильный дом, в который интегрированы современные технологии для снижения потребления энергии
Лазерный дальномер Maka
Лазерные измерительные приборы все более популярны и востребованы при производстве строительно-ремонтных работ. Во-первых, значительно возрастает точность.
Система контроля протечек
Утечка воды в квартире – довольно неприятное событие. Причем не только для Вашего помещения, но и для соседей снизу. Хотя случается и наоборот.
Трубы для водяного теплого пола
Водяные системы “Теплый пол” очень популярны у владельцев частных домов и коттеджей. Это обусловлено тем, что такое тепло обходиться.
New PVC profile KBE
As has been repeatedly pointed out, modern PVC windows are a complex and reliable design. And what would this «reliability» You did.
Кровля ICOPAL 3D
Все течет и все меняется. … Эта фраза вполне применима и для кровельных материалов. На сегодняшний день кровля на любой вкус, цвет и.
… Эта фраза вполне применима и для кровельных материалов. На сегодняшний день кровля на любой вкус, цвет и.
Пластиковые окна VEKA
Решили купить пластиковые окна? Идея отличная и теперь остается определиться с выбором. И как показывает практика, покупатель в первую очередь выбирает.
Дом из клееного бруса
Клееный брус – популярный строительный материал, который отличается экологичностью и высокими технологическими показателями. Дома возведенные.
Строительство коттеджей
Построить свой дом — мечта многих наших граждан. Но, строительство коттеджа или загородного дома сопряжено не только с большими материальными расходами.
Деревянный дом под ключ
Строительство деревянных домов “под ключ” с каждым годом становится все популярнее. И тому есть объективные причины. Самая.
Блок-хаус – это популярный отделочный материал, довольно привлекательный внешне, практичный и универсальный. Поверхность, облицованная блок-хаусом.
Русский дом из бруса
Загородные дома из бруса в традиционно русском стиле – отличная альтернатива современным коттеджам из блоков и кирпича. А если внутренние удобства.
А если внутренние удобства.
Легкие фундаментные блоки
Легкие фундаментные блоки – отличный вариант основания при строительстве таких объектов, как каркасно-щитовые дома, дома из бруса.
Финские деревянные дома
Деревянные дома из бруса предлагает компания POLAR LIFE HAUS. Она имеет 100-летний опыт в деревообработке и в настоящее время занимается строительством.
Фиброцементный сайдинг CEDRAL
Большинство из нас понятие сайдинг отождествляет с винилом. Однако с развитием строительных технологий, появляются новые отделочные.
Champion replacement windows
It’s time to think about replacing them with modern windows. Champion replacement windows — just those windows that give a number of advantages over.
Полотенцесушитель MARGAROLI
MARGAROLI — качество и элегантность Полотенцесушитель в ванной выполняет две функции: во-первых, сушит полотенца и одежду, а во-вторых, он играет.
Мягкая черепица IKO
Мягкая черепица IKO Гибкая черепица IKO отождествляется с гарантией качества, проверенного временем и практикой. Давно стало аксиомой &ndash.
Давно стало аксиомой &ndash.
Мягкая кровля GAF
Мягкая кровля GAF Битумная черепица американской корпорации GAF Materials Corporation является флагманом кровельной продукции.
Гибкая черепица SHINGLAS
Гибкая черепица SHINGLAS – гармония цены и функциональности Гибкая черепица SHINGLAS — это как раз тот кровельный материал.
Статьи » Делимся опытом
Выборка четверти электрорубанком
Каждый опытный мастер должен уметь выбрать четверть (фалец) при помощи рубанка. На сегодняшний день обычный рубанок уже не интересен для профессиональных мастеров. Вот электрорубанок — совсем другое дело! К тому же, некоторые категории этих рубанков имеет такую функцию — выборка четверти. Как это сделать, если нет опыта? Естественно, из опыта «бывалых». И хотя теория не заменит практику — все таки какая ни есть, а помощь.
Выборка четверти электрорубанком.
Современный электрорубанок дает возможность мастеру использовать его как для начальной обработки древесины – срезать слой определенной толщины, так и для финишной – доведение заготовки до нужного состояния. Опытные работники могут добиться идеально гладкой поверхности, не требующей дальнейшей зачистки. Мы же поговорим об еще одной важной способности рубанка – это выборка четверти или, как ее еще называют, выборка фальца.
Опытные работники могут добиться идеально гладкой поверхности, не требующей дальнейшей зачистки. Мы же поговорим об еще одной важной способности рубанка – это выборка четверти или, как ее еще называют, выборка фальца.
При сборке деревянных конструкций часто используют соединение составных частей с помощью накладки одной части на другую. Для этого в деревянных досках, которые хотят скрепить, вырезают специальные канавки. Они сделаны так, чтобы там, где у одной части – вырез, у другой — была выпуклость. Таким образом, накладываясь друг на друга, они создают “замок”, скрепляющий их в одно целое. Если смотреть на доску в разрезе, то данный вырез составляет примерно одну четвертую от всей заготовки. Поэтому такой процесс называют выборка четверти . Есть еще одно название — выборка фальца. Фалец или четверть – это желобок, который идет вдоль чего-то. То есть, это идентичные понятия. Мастера же обычно данный процесс называют просто – выборка. Глубина выборки в основном составляет 5 – 40 мм.
Столярные работы очень часто используют такое соединение деревянных частей внахлест. Скорее всего, данная функция пригодится и Вам. Поэтому, собираясь купить электрический рубанок, побеспокойтесь, чтобы он имел такую функцию, как выборка четверти.
Если понаблюдать за профи столярного дела, можно увидеть, что данную процедуру они делают очень часто и считают обыденной. Как же, используя электрорубанок, выбрать четверть своими руками, если нет опыта?
Что бы выбрать четверть электрорубанком строит использовать несколько простых советов:
- Необходимо закрепить доску, во избежание травм. Причем тот край, где будете делать выборку, должен оставаться свободным.
- Карандашом необходимо разметить, где будет вырез.
- Снимаете рубанком несколько слоев по всей длине заготовки, пока она не будет гадкой.
- На рубанке есть специальный ограничитель глубины при выборке четверти. Он оснащен шкалой, так что работать с ним — легко. Выбираете на нем желаемый уровень среза и закрепляете рукояткой.
- В комплекте с рубанком идет специальный боковой упор. Он не дает рубанку соскакивать с заготовки. Также с помощью него можно выставлять заданную ширину выборки. Выставляете нужную Вам ширину четверти.
- Вдавливаете электрорубанок в вышеуказанный упор, и снимаете слой за слоем. При этом, если необходимо, выдвигаете ножи рубанка вперед. Здесь стоит быть аккуратным. Нож должен выходить совсем на немного, чтобы стружка была тонкой и ровной. Это предотвращает выемки и неровности в готовом изделии. Для этого на электрорубанке есть очень важная функция — выдвижение ножей может происходить с шагом в 0.1 мм. Постоянно следите за нужным Вам уровнем.
 Выбираете на нем желаемый уровень среза и закрепляете рукояткой.
Выбираете на нем желаемый уровень среза и закрепляете рукояткой.В конце необходимо сказать несколько слов о ножах рубанка. Рубанок электрический , в отличие от своего “дедушки” – обычного рубанка, имеет принципиально новый тип ножей. Ножи для электрорубанка более острые и сделаны из твердосплавных металлов. Среднее количество оборотов вала с ножами на электрорубанке составляет 15000 в минуту. Можно легко представить до какой температуры они могут нагреваться! За ножами необходимо постоянно следить. Они должны быть ровными, это придает им нужную степень остроты. Если на заготовке появляются борозды, значит, на ноже появились зазубрины, и этот дефект необходимо устранить. Поэтому один из секретов мастеров состоит в том, чтобы покупая рубанок, выбирать модель с толстыми ножами. Их можно точить, по мере необходимости, и прослужат они гораздо дольше тонких.
Можно легко представить до какой температуры они могут нагреваться! За ножами необходимо постоянно следить. Они должны быть ровными, это придает им нужную степень остроты. Если на заготовке появляются борозды, значит, на ноже появились зазубрины, и этот дефект необходимо устранить. Поэтому один из секретов мастеров состоит в том, чтобы покупая рубанок, выбирать модель с толстыми ножами. Их можно точить, по мере необходимости, и прослужат они гораздо дольше тонких.
Вот и вся теория. Дальше дело техники и мастерства. Ведь электрический рубанок, какой бы качественной вещью он ни был, и какой бы серьезной фирмой не был сделан, – это все-таки лишь инструмент в руках мастера. Желаем Вам стать настоящим профи в работах по дереву.
10 вариантов применения кромочного фрезера в мастерской
Кромочный фрезер — это инструмент, который может не найти широкого применения в некоторых мастерских, но это уникальный и удивительно универсальный инструмент. Они легкие, на удивление мощные и достаточно маленькие, чтобы ими можно было работать там, куда большие фрезеры просто не поместятся.
Вот 10 видов работ, где может пригодится кромочный фрезер.
1. Фрезерование по шаблону
Обгонные кромочные фрезы с верхним расположением подшипника позволяют быстро отфрезеровать древесину вокруг шаблона, что идеально подходит для изготовления множества одинаковых заготовок. Для обрезки небольших по толщине заготовок не требуется большой мощности фрезера, поэтому с такой задачей вполне справится и кромочный. И если он справляется с такими задачами, то зачем Вам для этого более крупный и тяжелый фрезер, особенно на небольших или узких деталях.
2. Врезка петель
Врезку дверных петель можно сделать и стамеской, но более эффективно можно это сделать при помощи кромочного фрезера.
При использовании шаблона врезка петель становится стандартной операцией. Используя U-образный шаблон (который можно сделать из отходов) можно значительно ускорить процесс врезки с требуемой точностью.
3. Фрезерование кромок
Кромочный фрезер — это такой же фрезер, в конце концов, только маленький. Поэтому с его помощью вполне реально отфрезеровать фигурные кромки.
Поэтому с его помощью вполне реально отфрезеровать фигурные кромки.
Просто следуйте правилам фрезеровки:
- Используйте острую чистую твердосплавную фрезу.
- Начинайте с неглубокого прохода на первом срезе и сделайте серию более глубоких проходов после этого, каждый раз удаляя больше древесины.
4. Обрезка кромок после оклеивания
Ручная обрезка выступающих краёв ПВХ-ленты довольно утомительна и занимает много времени. При помощи кромочного фрезера со специальной фрезой скорость обработки значительно увеличивается, а качество возрастает. После прохода фрезером остается качественная, ровная кромка, которой зачастую уже не требуется дополнительная обработка. Максимум, что может понадобиться — это легкая шлифовка для удаления заусениц.
5. Выравнивание торцевой отделки полок
При изготовлении полок из шпонированной фанеры и оклейки торцов рейками из цельного дерева, гораздо удобнее выравнивать в плоскости края реек кромочным фрезером, чем сошлифовывать выступающие части. При шлифовании можно повредить шпонированную поверхность. Фрезер же пройдет только по дереву не задевая шпона. Компактный размер фрезера делает его удобным для балансировки при этой операции.
При шлифовании можно повредить шпонированную поверхность. Фрезер же пройдет только по дереву не задевая шпона. Компактный размер фрезера делает его удобным для балансировки при этой операции.
6. Срезание заглушек
Кромочный фрезер с прямой фрезой неплохо справляется со срезанием заглушек для крепежа вровень с основной плоскостью. Особенно его эффективность в этом вопросе будет заметна, когда нужно выровнять несколько десятков заглушек, в этом случае он может быть удобнее, чем пилка или стамеска. После прохода фрезером потребуется только слегка подшлифовать место заглушки.
7. Резка материала
Кромочный фрезер, конечно же, никогда не заменит в мастерской ту же циркулярную пилу, но для небольших резов он вполне может пригодиться. Конечно, большие фрезы и глубокие пропилы — это не для него и здесь следует проявлять благоразумие. С помощью кромочного фрезера можно вырезать круги, прорезать небольшие пазы, делать рёбра и четверти. Главное следить за тем, чтобы не перегружать двигатель и вовремя перейти на более мощный инструмент, в этом случае.
8. Художественная резьба
Кромочному фрезеру вполне под силу вырезать различные узоры и надписи на дереве. Его можно использовать совместно с шаблонами, а можно, если навык позволяет, и просто как режущий инструмент. Не мало примеров, когда при помощи кромочных фрезеров создаются практически шедевры. В этом помогают небольшие габариты и вес.
9. Сверление отверстий
Как и в случае стандартного погружного фрезера, Вы можете сверлить отверстия для штифтов на полке с помощью кромочного фрезера и шаблона. Концепция такого использования для отверстий в полках не является революционной. Но, благодаря таким врезным моделям, как Trend T4, DeWALT и Porter-Cable, сверление отверстий является даже профильной задачей.
10. Инкрустация
Для врезки тонких, заподлицо вкладок требуются неглубокие вырезы и точность, что делает фрезер идеальным инструментом для этой работы. Инкрустация требует неглубокую выборку в древесине, чтобы посадить детали на одном уровне с поверхностью. Вы можете выполнить работу и другими фрезерами, но кромочный фрезер подходит для такой задачи лучше всего. Его небольшой размер и гораздо меньший вес являются преимуществом перед другими моделями, так как обеспечивают лучшую точность проведения работы по врезке элементов инкрустации.
Вы можете выполнить работу и другими фрезерами, но кромочный фрезер подходит для такой задачи лучше всего. Его небольшой размер и гораздо меньший вес являются преимуществом перед другими моделями, так как обеспечивают лучшую точность проведения работы по врезке элементов инкрустации.
Как работать ручной фрезой – обучение для новичка
Как работать ручной фрезой – обучение для новичка
Фрезерный станок представляет собой устройство, при помощи которого можно выполнять обработку таких материалов, как сталь, металл, древесину, пластик и камень. Фрезеру могут поддаваться разные поверхности, причем и ровные, и даже криволинейные.
На станке есть возможность изготавливать шлицы и зубья, а еще нарезать резьбу, сверлить и даже растачивать детали.
Более того, при помощи фрез мастер способен сделать красивый орнамент или даже надпись на поверхности детали, а еще способе выполнять ряд других работ.
Зачем требуется фрезерный станок
Как работать ручной фрезой по дереву? Работать таким устройством можно в следующих отраслях, а именно в ювелирной, мебельной, и не поверите, даже в рекламной.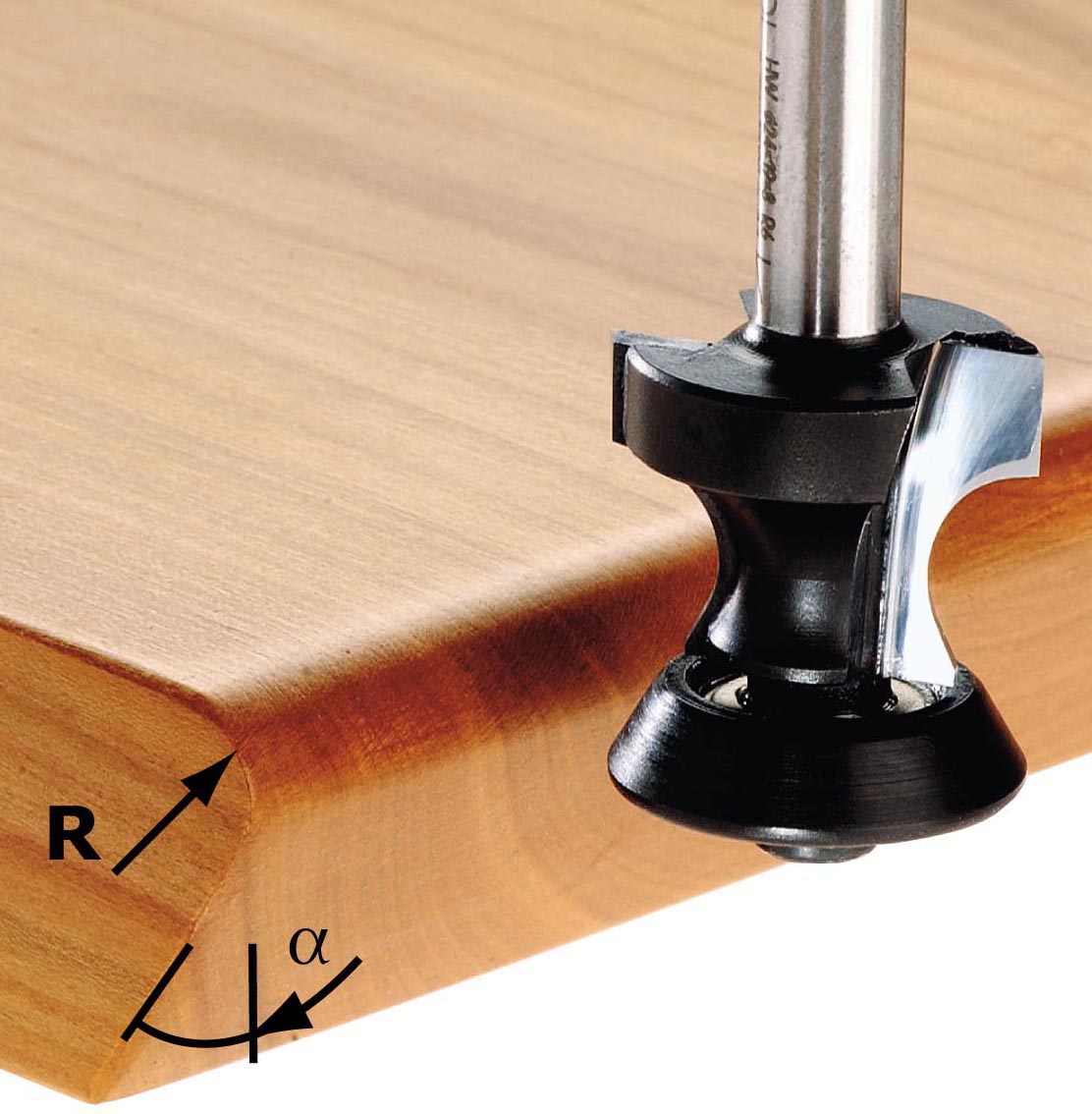 Станок используется для оформления дизайна интерьера и для украшения помещения, для изготовления оконных рам и пластиковых дверей.
Станок используется для оформления дизайна интерьера и для украшения помещения, для изготовления оконных рам и пластиковых дверей.
Современная промышленность использует такую возможность, как фрезерование, для того, чтобы делать автомобили, самолеты, оборудование для медицинских учреждений. Объясняется это тем, что обработка изделий при помощи фреза является самой точной. Поверхность после работы с фрезером становится идеально гладкой, ровной.
При помощи него можно выполнить разные обработки материала, и сюда можно отнести следующее:
- Фрезеровка углублений разных форм – гнезда, пазы, канавки и остальные элементы.
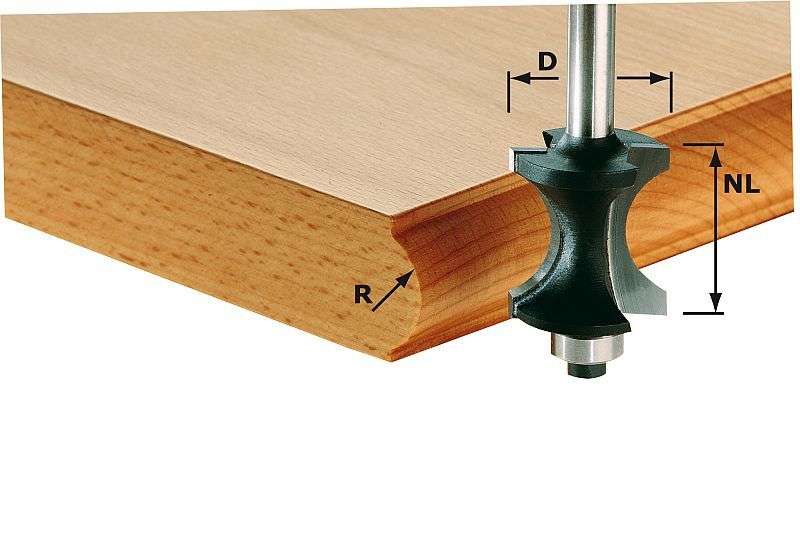
- Профилирование кромок – создание фигурных (фасонных) поверхностей, фрезерование четвертей.
- Фрезеровка особых элементов конструкции – замки, углубления для шарниров, рукоятки, гнезда под них, шипы.
- Обрезка сложных и криволинейных кромок деталей предметов мебели или особенных элементов.
Для того, чтобы обеспечивать чистоту и точность реза в конструкции вреза есть множество элементов регулировки и настройки, и
при их помощи можно сделать следующее:
- Изменять скорость вращения вала.
- Настраивать глубину погружения режущего устройства.
- Предварительно настроить глубину для быстрой смены режима резки.

Обратите внимание, что для серийного производства в большом объеме продукции ручной фрезер попросту не подойдет. Использование такого инструмента будет рациональным лишь для бытовых целей или в небольшой мастерской, где человек занят мелкосерийным изготовлением по индивидуальному заказу.
Основные виды насадок
Для работы на фрезере используют торцевые фрезы, у которых диаметр хвостовика 0.6, 0.8 и 1.2 см. Они продаются поштучно или в виде набора, где в составе есть все самые популярные виды фрез. Можно встретить наборы, где длина хвостовика составляет 0.7 см, но под них весьма трудно подобрать и найти цангу. В зависимости от назначения и формы реза фрезы могут быть пазовыми и кромочными.
Ко вторым можно отнести:
- Галтельные.
- Профильные.
- Дисковые.
- Конусные.
- Калевочные (четвертьвалик, калевка).
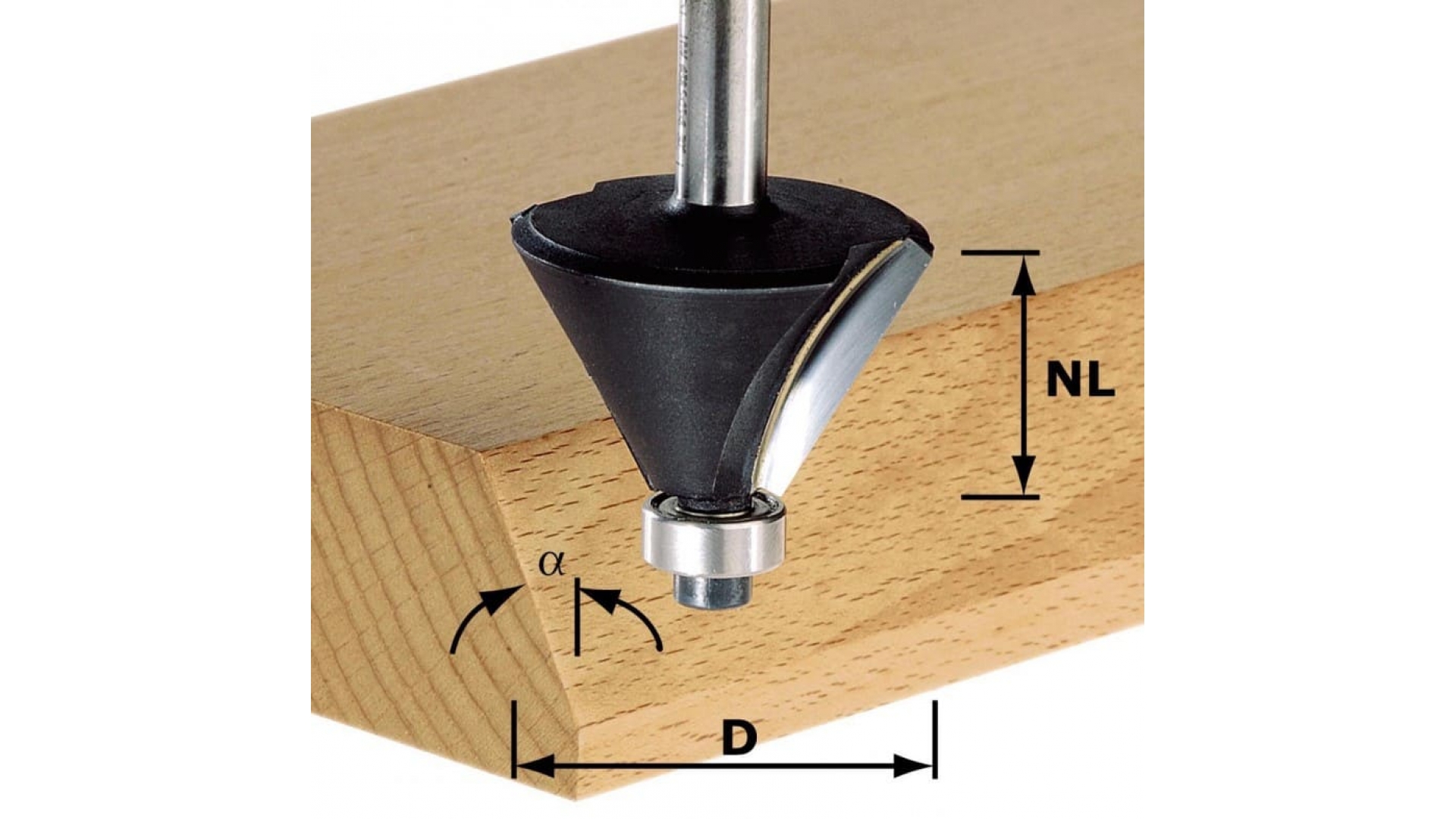
Общий признак кромочных фрез – это наличие подшипника, который будет играть роль упора.
К пазовым фрезам можно отнести:
- Галтельную.
- Прямоугольную (прямую).
- V-образную.
- «Ласточник хвост».
К пазовых фрез нет упорных подшипнико,в и они дают возможность делать рез и на кромках, и на пласты. Ест много прямых фрез с подшипников в верхней части, сразу же над режущей кромкой. Обычно диаметр соответствует размеру режущей части, что дает возможность сделать криволинейные фигуры по шаблонам.
Такие резы имеют название «обгоночные». В составе стандартных наборов их нет, и при необходимости придется покупать отдельно. Практически все фрезы выпускают в нескольких типичных размерах, и для изготовления углубления требуемого размера следует выбирать фрезу нужного диаметра или даже профиля.
Подготовительный этап
Чтобы научиться этому искусству, следует знать, как работает ручной фрез. Для установки в патрон фрезы аппарат следует уложить набок, причем некоторые виды устройство дают возможность отсоединять двигатель с патроном от платформы, и при этом не изменять настройки. Другие такой возможности не дают, и поэтому чаще всего требуется опускать основание максимально вниз.
Для установки в патрон фрезы аппарат следует уложить набок, причем некоторые виды устройство дают возможность отсоединять двигатель с патроном от платформы, и при этом не изменять настройки. Другие такой возможности не дают, и поэтому чаще всего требуется опускать основание максимально вниз.
Патрон следует открутить при помощи стандартного гаечного ключа, который входит в поставочный комплект. Патрон должен быть зафиксирован в неподвижном состоянии при помощи особой кнопки, которая расположена над точкой выхода вала из корпуса. Она есть далеко не на каждом виде фрезера, и иногда требуется фиксировать вал при помощи гаечного ключа, в патрон откручивать при помощи другого.
Накидную гайку вовсе необязательно требуется снимать полностью, но иногда требуется это делать, если фрезу сильно зажмет в цанге. Аккуратно следует простукивать по боковым поверхностям и прокручивать вал, ослабить цангу и вынуть заклинившую фрезу. Навинтите гайку, новую фрезу вставьте в цангу примерно на пару см.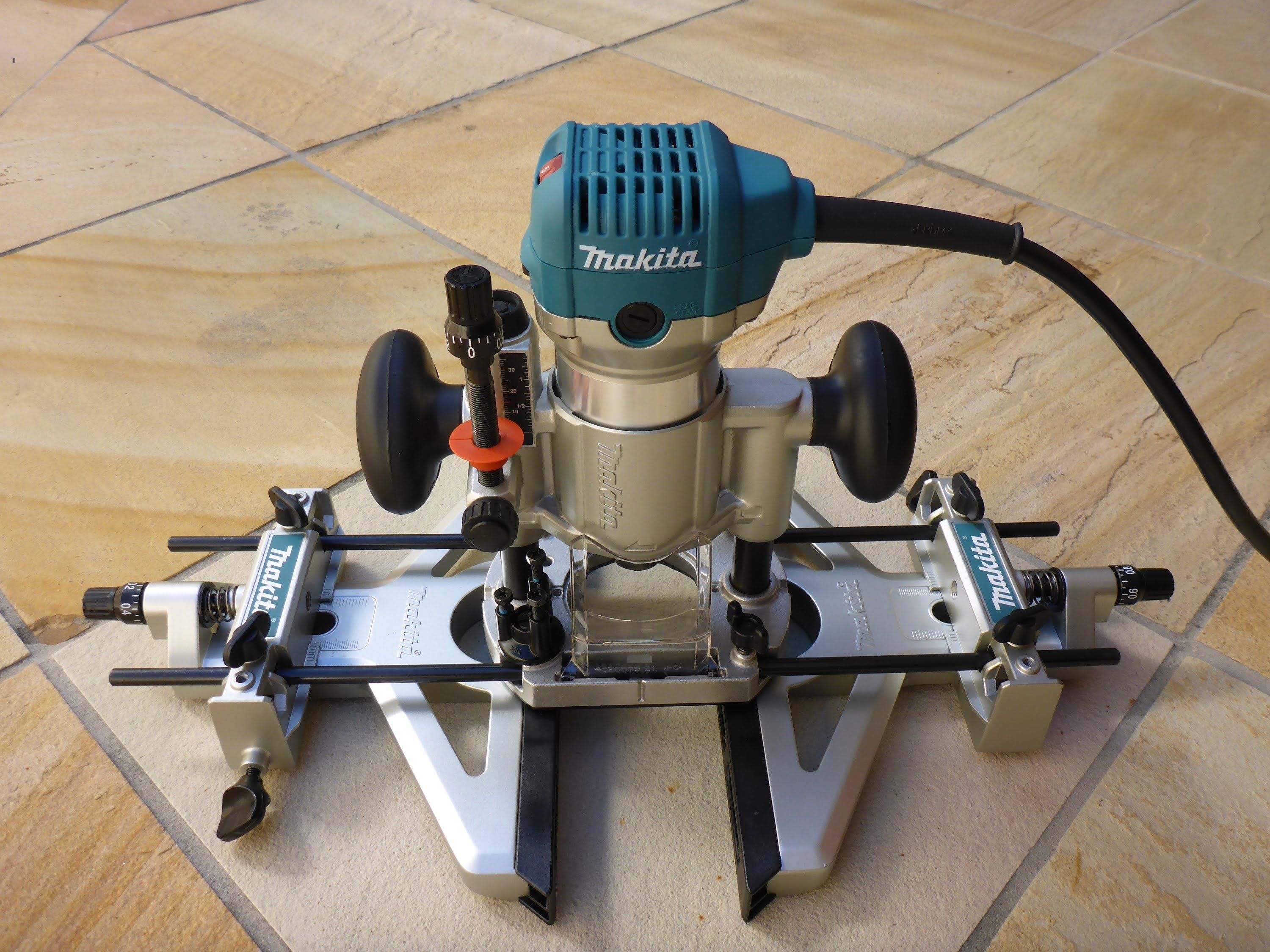
Некоторые типы фрез на хвостовиках имеют особых риски с указанной на них минимальной и максимальной глубиной погружения, но большинство обычно установлены на глаз. Если глубина монтажа будет очень мала, то при резкой подаче может деформироваться фреза и испортится заготовка. Это довольно опасно, потому что максимальная скорость вращения вала фрезера будет составлять 30 000 оборотов за 1 минуту и выше. Фреза, которая вылетит из цанги на ходу, имеет невероятно большую разрушительную силу, и при попадании в человека может оставить совсем нежелательные последствия.
Обратите внимание, что завинчивать накидные гайки без установленной фрезы запрещено, потому что от этого ломается цанга.
Установка глубины работ производится следующим образом:
- Фрезе с опущенным основанием должен быть установлен на плоскую площадку.
- Опустите фрезу до упора, а после зафиксируйте.
- Ползунок указателя глубины следует установить на нулевой отметке.
- Ограничитель глубины следует поднять на требуемую величину и застопорить винтом.
- Разблокируйте фрезу и опустите до упора ограничителя глубины в регулировочный винт, а после заново все зафиксируйте.

Выбранную глубину стоит обязательно проверить на пробной заготовке, чтобы можно было внести коррективы при необходимости. Не нужно делать сразу очень большую глубину, потому что это поспособствует перегреванию фреза и создаст чрезмерную нагрузку на электрический двигатель. Рекомендуемая глубина за один проход равна от 0.4 до 0.6 см.
Как работать фрезером
Итак, давайте узнаем, как работать ручной фрезой. Высококачественный результат будет возможен лишь при соблюдении определенных правил, а также условий работы.
В их числе могут быть следующие требования резьбы по дереву:
- Следует работать лишь с острыми инструментами, и если обработанная поверхность подгорела, ворстистая или на ней есть много мелких сколов, то фрезу стоит сразу же заменить на другую.
- Заготовка должна быть хорошо закреплена при помощи струбцины или другого приспособления. Удерживать обрабатываемую деталь нельзя (в руках).
- Подача фрезера должна быть неторопливой, плавной, и никаких рывков. Не стоит пытаться за один раз снять толстый слой материала, иногда лучше предварительно высверлить лишний массив, чтобы выбрать начисто небольшой остаток при помощи фрезера.
- Смену режущего инструмента проводят лишь когда инструмент будет полностью отключен от сети.

Соблюдение таких требований должно стать обязательным условием работы для мастера. Чистота реза зависит не только от степени остроты, но и от того, на какой скорости происходит резка. Чем больше оборотов, тем чище будет обработанная поверхность. Для твердых материалов вроде плотной древесины или алюминия, частоту вращения стоит немного уменьшать, чтобы режущие кромки фрезы не перегревались.
Как вырезать круг
Чтобы своими руками вырезать круг, следует использовать особые шаблоны или приспособления. Иногда следует уточнять, что именно вы имеете в виду – требуется деталь в виде круга, или же отверстие. В комплекте есть параллельный упор. Если в нем сделать отверстие, то вы создадите простой циркульный кондуктор. Переверните упор уголком вверх, привинтите его в центре круга на шуруп, установите при помощи зажимов требуемый диаметр и вырезайте по кругу. Иногда в комплекте есть и циркуль-штанга, при помощи которой сделать отверстие будет даже проще. Когда требуется круг, используйте шаблон, который выглядит как лист с отверстием требуемого диаметра. Его можно сделать из фанеры или ДВП, которую стоит склеивать вдвое. Так вы получите более толстый и жесткий лист, из которого выйдет прекрасный шаблон.
Иногда следует уточнять, что именно вы имеете в виду – требуется деталь в виде круга, или же отверстие. В комплекте есть параллельный упор. Если в нем сделать отверстие, то вы создадите простой циркульный кондуктор. Переверните упор уголком вверх, привинтите его в центре круга на шуруп, установите при помощи зажимов требуемый диаметр и вырезайте по кругу. Иногда в комплекте есть и циркуль-штанга, при помощи которой сделать отверстие будет даже проще. Когда требуется круг, используйте шаблон, который выглядит как лист с отверстием требуемого диаметра. Его можно сделать из фанеры или ДВП, которую стоит склеивать вдвое. Так вы получите более толстый и жесткий лист, из которого выйдет прекрасный шаблон.
Диаметр будет зависеть от того, как вы будете делать упор. Если опираться на основание, то диаметр должен быть увеличен в сторону радиусу платформы и фрезы, а когда упора делается на копировальное крыльцо, то диаметр будет равен сумме радиусов фрез и выпуклой внешней части кольца.
Выборка четверти
Выборку четверти при помощи ручного фреза следует выполнять несколькими способами:
- При помощи параллельного упора.
- С использованием кромочной фрезы с подшипником меньшего диаметра.
- С упором станка платформы на ровную планку, которая зафиксирована на требуемом расстоянии.

Первый вариант используется при наличии ровной кроки и большой четверти. Второй же применяется для получения одинаковой ширины четверти, потому что регулировке подлежит лишь глубина погружения режущей части фрезы. Третий вариант дает возможность сделать четверть большого размера при необработанной или неровной внешней кромке заготовки. Широкие четверти следует делать за несколько проходов, и каждый раз потребуется передвигать упор на пару миллиметров, пока вы не достигните нужной ширины ступени
Как выбирать паз
Как работать ручной фрезой по дереву, если нужно выбрать паз? Для выборки паза используется:
- Параллельный упор.
- Пара планок, между которыми будет перемещаться платформа фрезера.
- Планка, которая закреплена на нужном расстоянии параллельно части паза.

Для двух первых способов требуется внимание и аккуратность, потому что упор фрезерного танка возможен лишь в одну сторону. Если мастер отвлекается, то линия реза может вильнуть и пойти в сторону.
Третий вариант дает возможность не только избегать таких ситуаций, но даже увеличивать ширину паза при желании. Промежуток между планками можно сделать немного больше, чтобы ширина паза была равна диаметру фрезы и величины забора. Так у вас получится сделать достаточно широкие углубления под разные мебельные детали, замки и даже конструкционные элементы.
Обработка кромочной части и работы с шаблоном
Для кромочной резьбы используются соответствующие фрезы, которые снабжены упорным роликом (он же является подшипником). Следует предварительно выровнять кромку, так как в противном случае фреза начнут копировать все неровности, и край будет неряшливым. Помимо кромочных фрез используйте шаблоны, которые дают возможность образовывать криволинейную фигуру или делать партию одинаковых деталей. Для работы применяется копировальная фреза с подшипником, и ее выдвигают таким образом, чтобы упорный ролик катался по шаблону, а режущая часть обработала кромку детали.
Для работы применяется копировальная фреза с подшипником, и ее выдвигают таким образом, чтобы упорный ролик катался по шаблону, а режущая часть обработала кромку детали.
Ручной фрезер является неприхотливым устройством, которое не нуждается в сложном или особенном обслуживании. Основной уход – это очистка от пыли и стружки, своевременная замена щеток на двигателе и проверка подшипников на валу и фрезах. Следует обязательно следить за чистотой направляющей штанги, а также за легкостью перемещения фрезера по ним.
Определенные специалисты рекомендуют покрывать штанги слоем смазки, но совет спорный, потому что к ней начнут прилипать пыль и древесные частицы. Правильнее будет чистить штанги кистью, которая вымочена в скипидаре, и которая растворяет древесную смолу и удаляет мелкую пыль.
В конце отметим, что ручной фрезер является многофункциональным и универсальным станков, который имеет множество возможностей и способный выполнять сложные операции. При его помощи делают сложные детали, художественные панно и остальные изделия, поделки, которые требуют опыта и высокой квалификации
При его помощи делают сложные детали, художественные панно и остальные изделия, поделки, которые требуют опыта и высокой квалификации
Торцевание бруса ручным фрезером
выборка паза и нарезка шипов, изготовление мебели
Ручной фрезер — это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Творчество без границ
Фрезерное оборудование незаменимо при обработке древесины. С его помощью можно превратить деревянную заготовку в изящное декоративное изделие. Это оборудование чаще всего используют профессионалы, но и любители с опытом тоже смогут его освоить. Использование механизмов — задача не из лёгких, поэтому прежде чем приступить к работе с их применением, необходимо обеспечить себе комфорт и безопасность. Очень важна организация рабочего места. Домашний мастер должен помнить о том, что во время работы есть вероятность повреждения не только фрезы или механического устройства, но и здоровья.
Использование механизмов — задача не из лёгких, поэтому прежде чем приступить к работе с их применением, необходимо обеспечить себе комфорт и безопасность. Очень важна организация рабочего места. Домашний мастер должен помнить о том, что во время работы есть вероятность повреждения не только фрезы или механического устройства, но и здоровья.
Деревообработка — это не только работа за станком, но и подготовка рабочего места, планирование последовательности выполняемых работ. Прежде чем начать фрезерование, нужно подобрать подходящий тип фрезы для конкретной задачи, с учётом её формы и размера. Следует подобрать скорость работы машины и глубину резки и не забывать о том, что обрабатываемый материал необходимо надёжно прикрепить к столу.
В зависимости от конкретного типа фрезерного устройства правила их использования во многих аспектах разные. На сегодняшний день широко используются вертикально-фрезерные машины, в которых шпинделя расположены над рабочим столом. Они отлично зарекомендовали себя при такой операции, как фрезерование по дереву при обработке краёв полок и круглых столешниц, изготовлении паза, выполнении соединения деревянных деталей. При обработке круглых конструкций незаменимым дополнением является специальный циркуль с опорной пластиной, который обеспечивает точность обработки.
На сегодняшний день широко используются вертикально-фрезерные машины, в которых шпинделя расположены над рабочим столом. Они отлично зарекомендовали себя при такой операции, как фрезерование по дереву при обработке краёв полок и круглых столешниц, изготовлении паза, выполнении соединения деревянных деталей. При обработке круглых конструкций незаменимым дополнением является специальный циркуль с опорной пластиной, который обеспечивает точность обработки.
Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Сколы появляются при выполнении фрезерных работ по дереву против направления волокон древесины. За один проход надо выполнять фрезерование на глубину до 8 мм, некоторые модели дают возможность настройки с точностью до 0,1 мм. Глубокие пазы и четверти нужно фрезеровать в несколько проходов.
Глубокие пазы и четверти нужно фрезеровать в несколько проходов.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.
При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Полезные самоделки своими руками
Для того чтобы сделать что-нибудь полезное, например, шкатулку необязательно иметь целый арсенал сложного оборудования и дорогостоящего инструмента. Можно обойтись минимумом инструментов и механизмов. Для выполнения столярных работ понадобятся:
- фрезер;
- электрический лобзик;
- шлифовальная машинка;
- несколько струбцин;
- набор фрез.
В качестве материала использовать можно абсолютно всё — например, обрезки паркетной доски, куски фанеры и отходы плиты ДСП, но обязательно с прямым углом. Для упрощения работы нужно сделать простенький фрезерный стол. Для обработки заготовок понадобится прямая пазовая фреза большого диаметра. Процесс выглядит примерно так. На самодельном столе построгать торцы обрезков паркетной доски. Разметить боковины шкатулки и при помощи лобзика убрать всё лишнее.
Процесс выглядит примерно так. На самодельном столе построгать торцы обрезков паркетной доски. Разметить боковины шкатулки и при помощи лобзика убрать всё лишнее.
Полученные заготовки необходимо обработать рейсмусом, чтобы выдержать размер всех боковин. При отсутствии рейсмуса можно воспользоваться фрезерным столом. Для этого установить упор по размеру заготовки и двигать деталь между упором и вращающейся фрезой по направлению к себе. Следующую операцию по калиброванию боковин по длине выполнить лобзиком.
Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Ящик для инструментов
Для того чтобы изготовить ящик для инструментов, необходимо укрепить столярное соединение боковин, вставив дополнительные шипы. Операция называется нарезка шипов ручным фрезером. Выполнить её вручную очень сложно, поэтому нужно изготовить несложное приспособление — фрезерный стол. Принцип его изготовления простой:
- Собрать простой деревянный стол, состоящий из столешницы и ножек.
- Снизу к столешнице прикрепить ручную фрезерную машинку, проделав в столешнице отверстие для выхода фрезы.
- Изготовить из толстослойной фанеры по размерам столешницы каретку с упорной планкой. В каретке прорезан паз для выхода фрезы.
Устройство для нарезки шипов в доске работает следующим образом.
 Разметить место фрезерования и, прижав доску к упорной планке, выполнять движение кареткой, направляя её на режущий инструмент. Полученное шиповое соединение деталей будет прочным и надёжным.
Разметить место фрезерования и, прижав доску к упорной планке, выполнять движение кареткой, направляя её на режущий инструмент. Полученное шиповое соединение деталей будет прочным и надёжным.Как изготовить филёнку
Одна из наиболее часто выполняемых столярных операций — это изготовление филёнки. Оно выполняется специальной фрезой. Для качественного выполнения работы необходимо к столешнице фрезерного устройства изготовить простое приспособление. Для этого понадобится толстослойная фанера размером 500 х 300 х10 миллиметров. Для выхода фрезы вырезается отверстие диаметром 100 миллиметров. К столу струбцинами крепится параллельный упор. Фреза выставляется с учётом расстояния от поверхности стола до острой кромки режущего инструмента в один миллиметр. Обрабатываются последовательно все стороны заготовки. Толщина филёнки регулируется подъёмом фрезы.
Используя ручной фрезер, очень просто создать мебельный фасад на дверках. Для этого потребуются фигурная торцевая фреза, копировальная втулка и шаблон из фанеры. Технологический процесс очень простой:
Технологический процесс очень простой:
- прикрепить шаблон к заготовке, применяя тонкие гвоздики;
- установить и зафиксировать глубину погружения фрезы в древесину;
- установить копировальную втулку на фрезерный механизм;
- фрезерную машинку, прижимая к шаблону, вести по его контуру.
В результате получается аккуратный рисунок мебельного фасада.
Дёшево и сердито
Резьба по дереву — это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Для работы подойдёт фрезерная машинка любой мощности. Желательно, чтобы она была лёгкая и удобная, тогда проще будет копировать рисунок.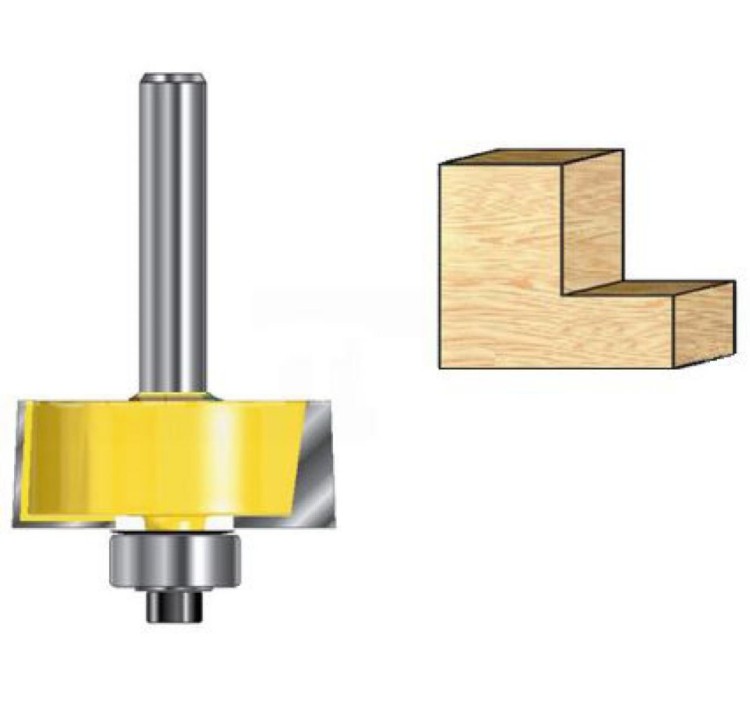 Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное — подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг — углубление фона, для этого применяется фреза-флажок большого диаметра.
Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное — подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг — углубление фона, для этого применяется фреза-флажок большого диаметра.
Опасные факторы
Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Если в процессе фрезерования выделяется сильная пыль, нужно иметь защитные очки. Максимальную безопасность в этой ситуации предоставляют специальные струбцины и тиски, эффективно удерживающие заготовку, предотвращая её выброс. Нельзя руками удерживать заготовку в зоне вращения фрезы или непосредственно касаться вращающегося инструмента. Необходимо применять специальные прижимные приспособления для продвижения детали во время фрезерования.
Если у вас есть только одно или два устройства, подключенные к вашей сети WiFi, жизнь хороша. Ваши видео на Youtube не буферизуются, и эта презентация будет загружена в одно мгновение. Вы всегда будете уверены в быстром интернете из-за хорошего сигнала и меньшей загруженности.
Но когда ваши маленькие братья и сестры также подключают свои устройства к WiFi, именно здесь начинаются бои. Это потому, что ваш WiFi-роутер или MiFi был спроектирован так, чтобы транслировать радиосигналы внешне, как круг или пончик, и просто надеяться, что устройства в радиусе действия принимают сигнал.Это имело место со старыми маршрутизаторами, которые поддерживают стандарт WiFi 802.11 a / b / g. Эти маршрутизаторы оказались неэффективными, потому что сигналы рассеяны.
Реклама — Продолжить чтение ниже
Связанный пост: Обновленное руководство по подключению к беспроводной сети Wi-Fi
Однако более новые маршрутизаторы, поддерживающие стандарт WiFi 802. 11 ac или WiFi 5 , решили эту проблему с помощью так называемой Формирование луча или Рулевое управление .
11 ac или WiFi 5 , решили эту проблему с помощью так называемой Формирование луча или Рулевое управление .
Связанный пост: Wi-Fi 802.11 и против переменного тока: это выбор скорости на расстоянии
Вместо того, чтобы ваш маршрутизатор рассеивал беспроводной сигнал во всех направлениях и надеялся, что ваше устройство его принимает, он вместо этого фокусирует сигнал в том месте, где устройство или ваши устройства есть. Формирование луча создаст луч, но его нужно будет направить к устройству, которое в большинстве случаев может двигаться, например, когда вы переходите с одного дивана на другой в своей гостиной, следовательно, управление лучом.
Чтобы это работало, оба устройства должны поддерживать WiFi 802.11 ac. Это потому, что ваше устройство сообщает, что смартфон сообщает маршрутизатору, где он находится, чтобы маршрутизатор мог точно направлять сигнал.
У разных производителей маршрутизаторов есть свои собственные маркетинговые названия для этого. Например, D-link называет это «Advanced AC SmartBeam для формирования луча», но концепция та же самая.
Например, D-link называет это «Advanced AC SmartBeam для формирования луча», но концепция та же самая.
MU-MIMO
Для работы системы формирования лучей ваш маршрутизатор должен иметь антенн MIMO (с несколькими входами и несколькими выходами) .Технология MIMO делает ваш маршрутизатор еще быстрее, посылая данные через несколько антенн. Таким образом, маршрутизатор может ориентироваться на определенные устройства, где они находятся, с помощью другой технологии, называемой MU-MIMO (многопользовательский многопотоковый многопотоковый выход). MU-MIMO заменяет SU-MIMO (однопользовательский с несколькими входами и несколькими выходами) , где маршрутизатор может одновременно обмениваться данными только с одним устройством. Однако с помощью MU-MIMO маршрутизатор может одновременно общаться с несколькими устройствами (смартфонами, планшетами, компьютерами).
С помощью MU-MIMO ваш маршрутизатор может полностью использовать все свои антенны. Одну антенну можно использовать для подключения к смартфону, а другую — к Smart TV или ноутбуку. Таким образом, ваш смартфон и ноутбук в равной степени используют одинаковую полосу пропускания, благодаря чему ваш WiFi работает быстро.
Одну антенну можно использовать для подключения к смартфону, а другую — к Smart TV или ноутбуку. Таким образом, ваш смартфон и ноутбук в равной степени используют одинаковую полосу пропускания, благодаря чему ваш WiFi работает быстро.
Проверьте упаковку вашего продукта или спецификацию. Продавцы обычно указывают, поддерживает ли их маршрутизатор SU-MIMO или MU-MIMO, например, WiFi-маршрутизатор D-Link 3150 MU-MIMO ниже.
До этого, с однопользовательским MIMO, другие антенны оставались бездействующими до завершения передачи данных на смартфон. Обратите внимание, что только новые маршрутизаторы, поддерживающие 802.11ac, совместимы с MU-MIMO. Примеры включают D-Link DIR ‑ 885L AC3150 MU ‑ MIMO Ultra Wi-Fi-маршрутизатор, Trendnet AC2600 StreamBoost MU-MIMO WiFi-маршрутизатор, Linksys WRT3200ACM MU-MIMO Гигабитный Wi-Fi-маршрутизатор, Zyxel Armor Z2 AC2600 MU-MIMO Двухдиапазонный беспроводной Gig Маршрутизатор (NBG6817). Старые, поддерживающие 802.11 a / b / g совместимы с SU-MIMO.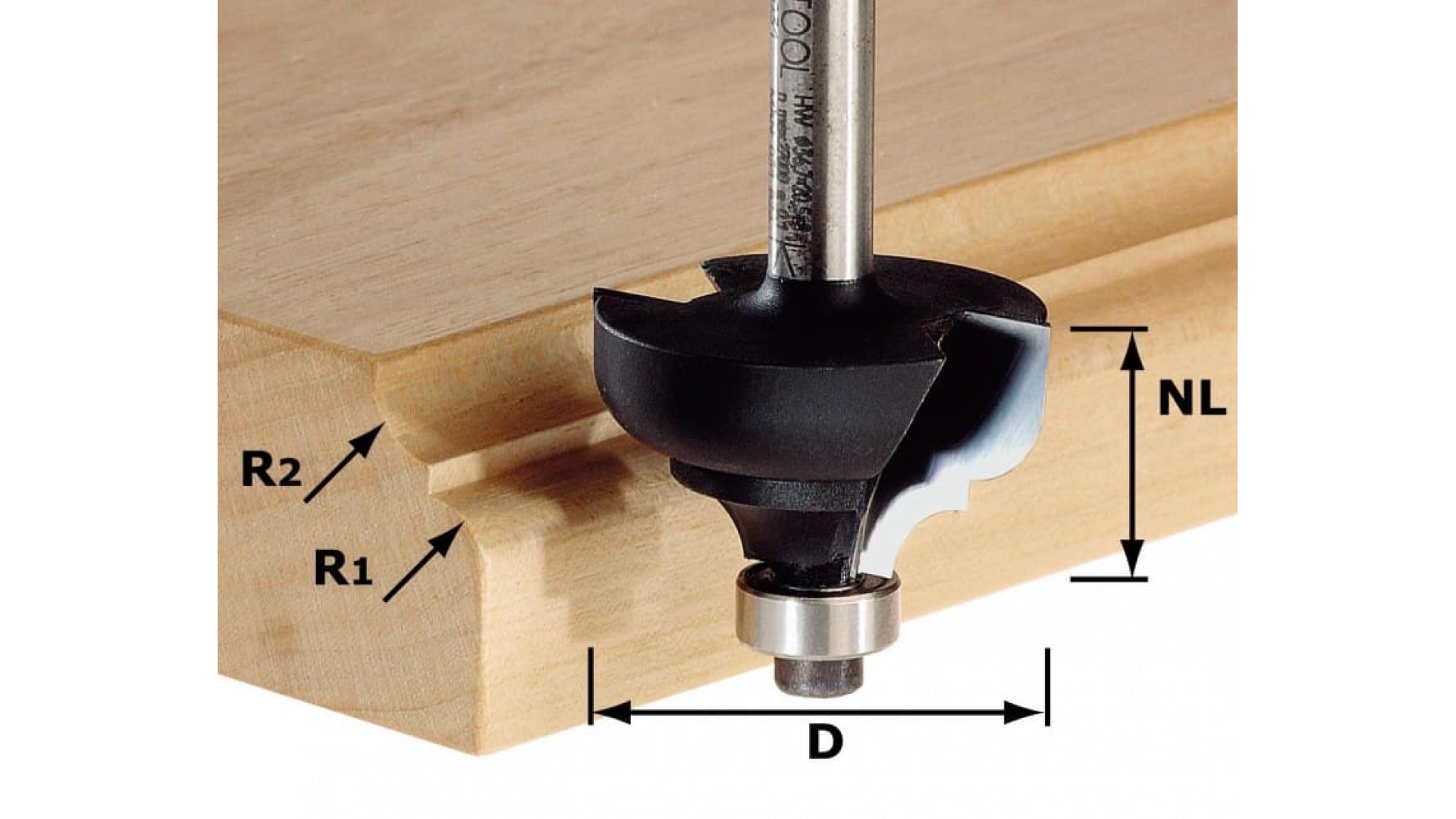
Изображение: Vice.com
Связанные .Ручная маршрутизация
Как понять основы
Пол Энтони и Джо Херст-Вайщук
Когда вы впервые попадаете на роутер и включаете его, легко напугаться силой, которая прыгает на жизнь в этой маленькой упаковке. Но как только вы научитесь спорить с маленьким зверем, вы станете быстрыми друзьями, когда поймете все хитрости, которые он может сделать, от формирования профилей и резки соединений до создания идеальных форм и одинаковых размеров.
Освоение роутера начинается со знания, как настроить инструмент и направлять его. Независимо от того, используете ли вы маршрутизатор с фиксированной базой или врезной маршрутизатор, успешная работа означает, что вы получите чистые срезы, расположенные именно там, где вы хотите. Существует два основных подхода к маршрутизации. Во-первых, это ручная маршрутизация, которая приводит инструмент к работе. Второй — это установка маршрутизатора в стол, и в этом случае вы переносите работу на инструмент. Каждый подход имеет свои преимущества и недостатки.В этой статье мы сконцентрируемся на ручной маршрутизации, охватывающей основы настройки инструмента, правильную технику подачи и основные рекомендации по работе с маршрутизаторами для выполнения общих пропилов.
Каждый подход имеет свои преимущества и недостатки.В этой статье мы сконцентрируемся на ручной маршрутизации, охватывающей основы настройки инструмента, правильную технику подачи и основные рекомендации по работе с маршрутизаторами для выполнения общих пропилов.
A Немного о битах
Чистые разрезы зависят прежде всего от использования острых, качественных бит. Карбид — это порядок дня здесь. Не ожидайте, что быстрорежущие стальные (HSS) биты сохранят свои края надолго. Кроме того, избегайте подозрительно недорогих бит, которые часто плохо обрабатываются из низкокачественных материалов.
Многие биты доступны с хвостовиком диаметром 1⁄4 «или 1⁄2», и большинство маршрутизаторов в наши дни включают сменные цанги, позволяющие использовать любой размер.Выберите больший хвостовик, когда это возможно. Это обеспечивает лучшее сцепление с цанговым патроном, а дополнительная масса сводит к минимуму вибрацию, особенно на длинных или больших долотах. Примечательное исключение здесь немного используется для врезания. В этом случае лучше, если хвостовик имеет такой же размер или меньше диаметра рифленой области, потому что он позволяет погружаться глубже, чем рифленая часть.
В этом случае лучше, если хвостовик имеет такой же размер или меньше диаметра рифленой области, потому что он позволяет погружаться глубже, чем рифленая часть.
Как использовать маршрутизатор
Хотите использовать роутер, но не знаете с чего начать? Узнайте, как использовать маршрутизатор с этими методами обработки дерева и советами.
Мальчик, я много пользуюсь роутерами. Они могут сделать так много. От добавления профиля к краю до резки стыков ласточкиного хвоста, маршрутизатор — невероятно универсальная машина. Но если вы никогда не использовали его, маршрутизаторы могут быть пугающими. В этой статье приводятся рекомендации по покупке роутера, а также советы, которые помогут вам начать работу.
Фото 1. Маршрутизаторы с фиксированной базой обычно обеспечивают легкую смену битов и регулировку высоты битов.
Типы маршрутизаторов.
Маршрутизаторы можно разделить на две категории: фиксированная база и глубокая база. На фиксированном базовом маршрутизаторе, когда бит установлен и база заблокирована, бит находится в «фиксированном» положении, что означает, что его глубина установлена и останется установленной (Фото 1).
Фото 2. Маршрутизаторы погружения превосходно обеспечивают отличные точки старта и остановки в разрезе, которые часто требуются для врезания и заточки.
На погружном базовом маршрутизаторе бит может быть заблокирован в маршрутизаторе, а затем погружен внутрь и наружу материала (фото 2).Поскольку основание на фиксированном базовом маршрутизаторе, как правило, может быть удалено, изменение битов обычно проще на фиксированном базовом маршрутизаторе, чем на погружном маршрутизаторе. Многие деревообрабатывающие компании считают, что микрорегулировка высоты битов проще на фиксированном базовом маршрутизаторе, чем на погружном маршрутизаторе, что делает стационарные базовые маршрутизаторы популярным выбором для использования с кондукторами ласточкиного хвоста, столами для маршрутизаторов и другими инструментами, где глубина битов может быть сложной.
Большим преимуществом погружных маршрутизаторов является то, что, поскольку они могут погружаться в материал и выходить из него, вы можете легко выполнять разрезы с различными точками начала и остановки. Это полезно при изготовлении пазов и пауз. Я также использую врезной маршрутизатор для изготовления регулируемых отверстий в полках в шкафах и считаю, что он работает намного лучше, чем дрель.
Это полезно при изготовлении пазов и пауз. Я также использую врезной маршрутизатор для изготовления регулируемых отверстий в полках в шкафах и считаю, что он работает намного лучше, чем дрель.
Фото 3: комплект многоосновного маршрутизатора состоит из одного двигателя, который подходит как для фиксированной базы, так и для врезного основания.
Если вы не совсем уверены, какой тип маршрутизатора вам подходит, взгляните на наборы базовых маршрутизаторов, которые доступны от многих производителей (Фото 3).Поскольку наборы включают в себя фиксированную базу и погружную базу, они обеспечивают лучшее из обоих миров. Это даст вам много отдачи для вашего деревообработки.Фото 4: Для долот большого диаметра требуется переменная скорость. Чем больше бит, тем медленнее вы можете запустить маршрутизатор.
с переменной скоростью
Переменная скорость является обязательной функцией, поскольку вам требуется больше маршрутизатора. Безопасность требует, чтобы вы работали с оборотами маршрутизатора (оборотов в минуту) при работе с битами большого диаметра (Фото 4). Вы абсолютно не можете запускать биты маршрутизатора большого диаметра на полных оборотах. График скорости передачи битов маршрутизатора и другие полезные советы можно найти здесь.
Вы абсолютно не можете запускать биты маршрутизатора большого диаметра на полных оборотах. График скорости передачи битов маршрутизатора и другие полезные советы можно найти здесь.
Фото 5. Биты для фрезерования можно приобрести с бортами с хвостовиком 1/4 «, слева или 1/2», когда вы можете.
Фреза с хвостовиком
Фрезы доступны в двух размерах хвостовика, 1/4? и 1/2? (Фото 5). Учитывая выбор, купить бит с 1/2? хвостовик. Существует небольшая, если таковая имеется, разница в цене между ними. А больший хвостовик дает вам два преимущества.Это помогает стабилизировать долото под давлением резания, так что вы получаете меньше болтовни, что означает более хороший срез (меньше шлифования). Это также дает цангу (патрон, который удерживает наконечник) больше поверхности, чтобы захватить, так что есть меньше шансов, что бит освободится.
Итак, когда вы совершаете покупки в роутере, вы хотите найти машину, которая имеет 1/4? и 1/2? цанги. К вашему сведению, вы можете встретить биты маршрутизатора с 8-миллиметровым хвостовиком. Они используются с 1/2? 8-мм редуктор вставлен в 1/2? Цанга.
Они используются с 1/2? 8-мм редуктор вставлен в 1/2? Цанга.
Фото 6. Отключите маршрутизатор и снимите основание, прежде чем менять биты. 2/3 хвостовика долота следует вставить в цангу.
Установка бит
Первый шаг в изменении битов маршрутизатора — убедиться, что маршрутизатор отключен. Кроме того, вы сможете упростить свою жизнь и избавиться от меньшего количества костяшек пальцев, если удаляете основание маршрутизатора при установке и удалении бит (Фото 6). При установке немного в маршрутизатор, установите его так, чтобы 2/3 хвостовика находилось внутри цанги, затем затяните цангу.
Как использовать маршрутизатор
, фото 7: плохой маршрутизатор надежно удерживает вашу работу на месте и позволяет вам проложить весь маршрут.
Защитите свою работу
Последнее, что вам нужно, когда вы прокладываете свой материал, — это преследовать его через магазин. Это должно быть безопасно на вашей скамейке. Одним из решений является закрепление вашего материала на месте, но зажим часто мешает маршрутизатору и должен быть перемещен.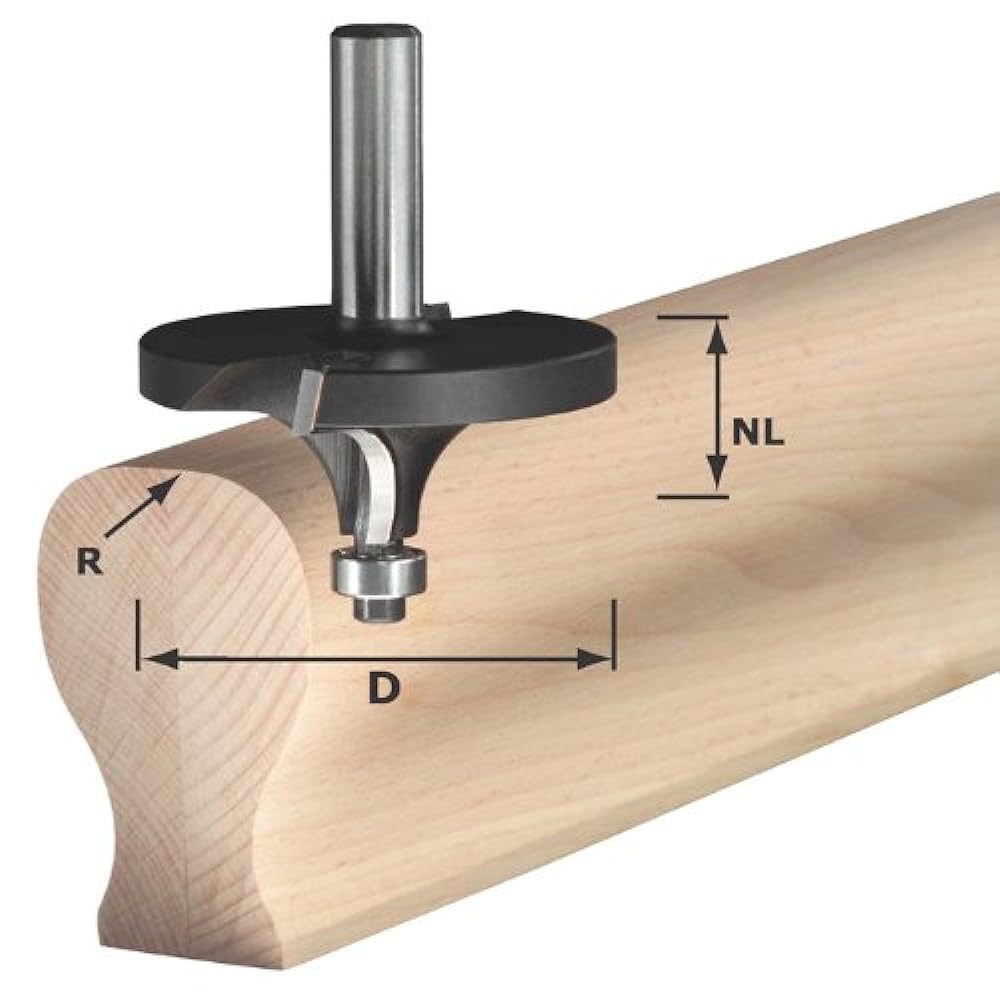 Я предпочитаю использовать коврик для маршрутизатора, который обеспечивает отличную нескользящую поверхность (фото 7).С вашим проектом на коврике вы можете обойти все четыре края без помех. Вы можете найти коврики в некоторых домашних центрах и специализированных магазинах по деревообработке.
Я предпочитаю использовать коврик для маршрутизатора, который обеспечивает отличную нескользящую поверхность (фото 7).С вашим проектом на коврике вы можете обойти все четыре края без помех. Вы можете найти коврики в некоторых домашних центрах и специализированных магазинах по деревообработке.
Вот совет. Если кажется, что ваш коврик теряет хватку, промойте его под водой, чтобы удалить пыль из него. Это обычно помогает восстановить некоторые из его захвата.
Фото 8. Носите защитные очки и средства защиты органов слуха, когда вы используете роутер.
Защити себя
Даже не подумайте о подключении маршрутизатора, пока не включите защиту для ушей и глаз (фото 8).Маршрутизаторы достаточно громкие, чтобы нанести непоправимый вред вашему слуху, если вы не защищены. И вы должны, конечно, всегда носить защитные очки при использовании инструментов.
Фото 9: Направьте наружный край доски в направлении против часовой стрелки.
Перейти в правильном направлении
Чтобы безопасно использовать маршрутизатор, вам нужно переместить его в правильном направлении. Направляя внешний край доски, вы должны идти против часовой стрелки (фото 9). Движение в правильном направлении не дает маршрутизатору подняться и не уйти от вас.
Направляя внешний край доски, вы должны идти против часовой стрелки (фото 9). Движение в правильном направлении не дает маршрутизатору подняться и не уйти от вас.
Фото 10. Направьте внутренний край рамки по часовой стрелке.
При прокладке внутреннего края рамки двигайтесь по часовой стрелке (фото 10).Фото 11. Правильная последовательность для маршрутизации всех четырех краев доски — начать с конечного зерна, затем разрезать длинное зерно, конечное зерно и длинное зерно.
Старт в правильном месте
Если вы прокладываете все четыре края доски, важно сделать разрезы в правильной последовательности.Начало в конце зерна (фото 11). Когда бит выходит из торца, он может слегка отколоть соседний край. Когда вы разгромите этот край, вы автоматически очистите любую щепу.
Фото Автор
,Виды фрез по дереву для ручного фрезера
Фрезеровка предоставляет практически неограниченные возможности по обработке заготовок. Формирование кромок, пазов и канавок различной глубины и формы – для каждой операции есть свои виды фрез по дереву для ручного фрезера, позволяющие выполнять работу максимально эффективно.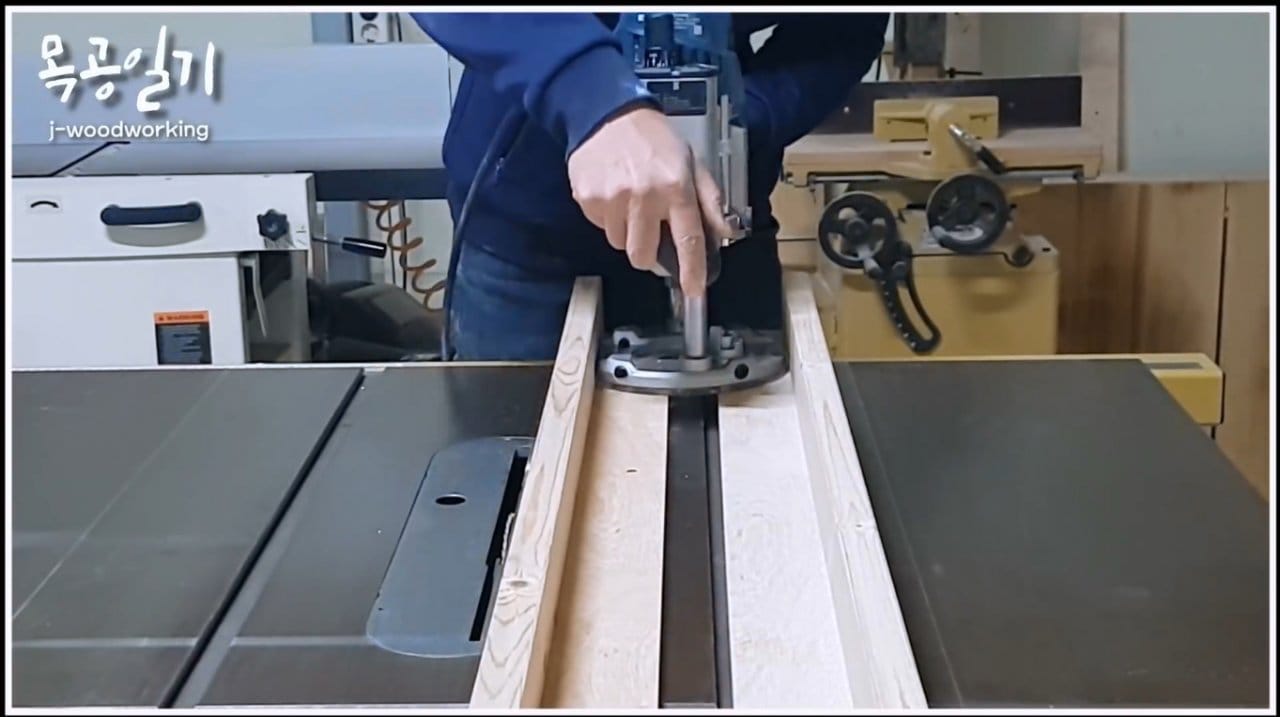 Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.
Какие бывают фрезы по размерам, форме, конструкции и типам лезвий – вся нужная информация в одном обзоре.
Разновидности диаметра хвостовика
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах. Это зависит от того какие в комплекте с фрезером идут цанги — втулки, в которых зажимается хвостовик:
- Если они измеряются в миллиметрах, то самые распространённые это на 6, 8 и 12 мм.
- Когда размер указывается в дюймах, то обычно выбирать приходится только из двух из них – это четверть и половина дюйма.
Это важно! При переводе дюймов в единицы СИ получается 6,35 и 12,7 мм, но, несмотря на столь незначительную разницу, миллиметровый хвостовик не совместим с дюймовой цангой и наоборот. Вал фрезерной машины вращается со скоростью до 25000 оборотов в минуту, поэтому малейшие несоответствия повлекут за собой в лучшем случае порчу инструмента.
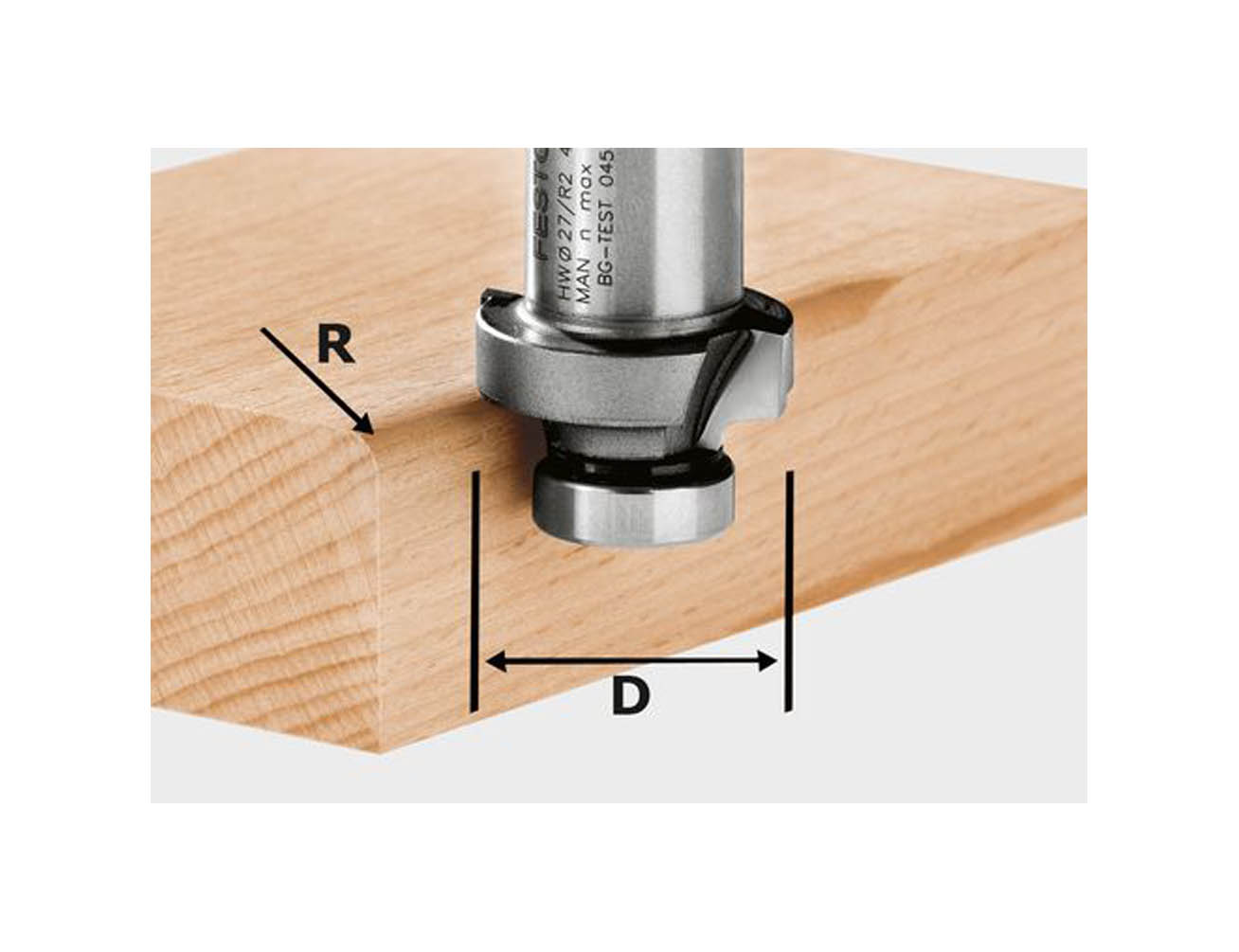
Типы конструкции фрез
В зависимости от стоимости и назначения, они выпускаются в следующих конструкционных модификациях:
Сборные
В основе такой стальная болванка необходимой формы, к которой приварены режущие кромки. Благодаря простоте изготовления, таких моделей на рынке большинство.
Со сменными режущими кромками
Отличаются большим сроком службы, так как ножи для них делают двусторонними – когда лезвие затупилось, его переворачивают.
Монолитные
Режущие кромки выточены прямо в основании – при работе с таким инструментов пропадает даже гипотетическая возможность, что нож отломается, но после нескольких заточек фрезу придется менять.
Типы лезвий фрез
Фрезы бывают с вертикальным, наклонным или спиральным расположением лезвий. Если они прямые, то кусочки дерева будут срублены с заготовки, а наклонные их срезают, что уменьшает вероятность возникновения сколов и увеличивает общее качество фрезеровки.
По материалу и характеристикам лезвия выпускаются двух типов:
- HM – быстрорежущие. Используются для обработки мягких пород дерева или алюминия.
- HSS – твердосплавные. Предназначены для твердых материалов, поэтому у таких режущих кромок лучше температурный коэффициент и прочие характеристики, что также отражается на их цене.
Кроме лезвий, в зависимости от того, в каком месте и какой формы нужно получить выемку в заготовке, используются соответствующие типы фрез для ручного фрезера по дереву.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Фрезы кромочные
Чаще всего изготавливаются с подшипником, который позволяет обрабатывать кромки и торцы заготовок не только посредством настройки опорного стола, но и по шаблону.
Кромочные прямые
Для получения плоскости торца заготовки, перпендикулярной пласти (верхней части обрабатываемой детали). При наличии на фрезе подшипника можно обрабатывать кромки округлой формы. Сам подшипник может быть настроен заподлицо к режущим лезвиям или иметь больший/меньший диаметр, что расширяет возможности использования оснастки.![]()
Кромочные калевочные
Для получения прямой, дугообразной или волнистой фигурной кромки – в зависимости от используемой части фрезы можно смягчить ребро заготовки, скруглить его (двойные фрезы позволяют делать это за один проход), сделать кромку с фальцем и губкой или получить полустержневой выступ. Широко используются для изготовления орнаментов сложной формы. При выборе двойной фрезы надо обращать внимание на возможность регулировки расстояния между режущими лезвиями.
Кромочная колевочная регулируемая фреза.
Кромочные фальцевые
Используются при необходимости выбрать паз прямоугольной формы или четверть на ровной или изогнутой заготовке. Применяя двойной проход, получают шип нужного размера. Глубина выборки регулируется положением фрезеровочной машины или упорным подшипником.
Кромочные конусные
В зависимости от угла наклона кромки фрезы, они используются для подготовки заготовок перед соединением, получения декоративной фаски или для обработки деталей мебели, которые затем будут соединены в изделия круглой (многоугольной) формы.
Кромочные галтельные
Применяются для получения паза округлой формы на кромке прямой или фигурной заготовки. Для исключения возможности перекоса фрезы, изготавливается с двумя подшипниками. Результат работы получается такой же, как и при использовании пазовых галтельных фрез, но в ряде случаев кромочные применять гораздо удобнее.
Кромочные фигурные
Другое название – мультипрофильные. Так как они достаточно массивные и одновременно работают с большой площадью заготовки, применение таких фрез рекомендуется на фрезеровочных машинах мощностью не меньше чем 1600 Ватт. Для работы используется весь профиль фрезы сразу или в различных комбинациях, что позволяет получать кромку стандартной или заданной мастером формы.
Кромочные полустержневые
Прямое назначение фрезы – обработка кромок заготовок для получения полукруглого выступа. Также есть много дополнительных способов применения – к примеру, если обработать такой фрезой прямоугольную заготовку с двух сторон, то она станет стержнем. Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Кроме этого с ее помощью получают профили с фаской и кромкой сложной формы, а также шарнирные соединения (при обработке заготовки в паре с галтельной или калевочной фрезой).
Фрезы комбинированные
Применяются для сплачивания и сращивания деревянных заготовок – объединения их по кромке (для угловых соединений) или торцевой части (для получения широкой доски из нескольких мелких). Комбинированные фрезы объединяют в себе пазовые и шиповые, и рассчитаны, чтобы за один проход создавать оба этих элемента. Использование фрезеровки для этой цели увеличивает склеиваемую площадь досок и отшлифовывает поверхности для их максимального прилегания друг к другу.
Комбинированные универсальные
Позволяют получить совмещаемые плоскости с шипом и пазом, расположенными под углом друг к другу. Используется одна и та же фреза для обеих сращиваемых заготовок – так как ее не приходится менять, это ощутимо уменьшает время обработки.
Пазо-шиповые
Используется комплект из двух отдельных фрез – для создания паза в одной заготовке и шипа в другой. Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Дополнительных промеров и подгонок не потребуется, так как размеры режущих кромок уже рассчитаны при изготовлении инструмента.
Для изготовления вагонки
Используются по тому же принципу, что и пазо-шиповые, но позволяют получить соединение фигурной формы с большей площадью соприкосновения заготовок, что улучшает характеристики изготавливаемой таким способом вагонки.
Комбинированные рамочные
Наборные фрезы, позволяющие в нужном мастеру порядке располагать на оси режущие лезвия. Состоят из основания, режущих лезвий, упорных подшипников (одного или нескольких), стопорной шайбы и гайки-фиксатора. При изменении конфигурации фрезы ее основание не вынимается из цанги фрезеровочной машины, чтобы сохранить ее первоначальную настройку.
Фрезы фигирейные
Основное предназначение – декоративная обработка кромок деталей, предназначенных для создания филенок. Фигирейные фрезы оснащены подшипником, поэтому работать можно с прямоугольными и фигурными заготовками. Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Так как филенки это обычно крупные детали, то средний диаметр фрез составляет 50-70 мм – для их использования желательно использовать фрезеровальную машину мощностью от 1500 Ватт.
Фигирейные горизонтальные
Используется для частичной обработки филенки. Так как форма фрезы предполагает выборку, начиная от упорного подшипника – это не позволяет сразу же получить шип для вставки филенки в раму. Для его формирования требуется дополнительная обработка кромки.
Фигирейные горизонтальные двухсторонние
Значительно упрощают процесс работы, так как обработку детали можно выполнить за один проход фрезы, формируя одновременно фигурную часть филенки и шип для вырезанного в раме паза.
Фигирейные вертикальные
В первую очередь такие фрезы применяются для изготовления плинтусов различной формы, но на практике их возможности гораздо шире – все зависит от того, как настроить и держать фрезеровочную машину. После обработки на заготовке образуется декоративное обрамление и шиповое соединение.
Это все основные разновидности фрез по дереву для ручного фрезера, но дополнительно надо учитывать, что каждая из них изготавливается в нескольких размерах, так что у профессионального столяра для их хранения должен быть отдельный шкафчик немаленьких размеров.
Использованы фото известного
производителя фрез Энкор.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Работа фрезером начинается с изучения инструмента
Работа фрезером по дереву схожа с работой художника. Необработанный брус станет фигурными перилами. Вместо пластиковых фабричных подоконников можно сделать деревянные, с красиво отфрезерованным торцом.
А возможности реставрации старой мебели практически безграничны. Любой шкаф, тумбочка или табурет, выполненный из массива дерева – может обрести новую жизнь в руках мастера, владеющего приемами работы ручным фрезером по дереву.
Принципы работы с фрезером для начинающих
В этой части материала рассмотрим основные принципы работы с фрезером для новичков. Расскажем об ошибках и способах их избежать. Об особенностях и отличии этого инструмента от других.
Чем отличается фрезер от дрели
У фрезы больше площадь контакта режущей кромки с материалом, чем у сверла. Намного выше обороты вращения инструмента в сравнении с дрелью. Максимальные обороты фрезера составляют более 25000, а иногда даже более 30000.
Обороты
Большинство деревообрабатывающих электроприборов работают, используя вращение вала. Ручной фрезер не является исключением. Фреза закрепляется в шпинделе (патроне), который при помощи электродвигателя вращается с высокой скоростью.
Это позволяет достигать гладкости обрабатываемой поверхности, и предотвращает сколы. Неопытные мастера советуют приобретать инструмент с максимальным количеством оборотов, ошибочно полагая, что это улучшает качество работ. На самом деле, оптимальным выбором будет фрезер с регулируемыми оборотами вала.
Фрезер с регулировкой оборотов
Для каждого типа фрезы и тем более для разных сортов дерева требуется своя скорость вращения. При недостаточной скорости поверхность будет рыхлой, и потребует дополнительной обработки наждачной бумагой.
Если обороты слишком высокие – могут образоваться сколы, выщерблины, да и дерево в месте контакта с фрезой может обуглиться. Давать советы по выбору оптимальной скорости бессмысленно, необходимо опробовать разные варианты на ненужных заготовках.
К тому же, у каждого мастера свои секреты, которые приходят только с опытом. Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
ВАЖНО! Общее правило при выборе скорости одно – количество оборотов вала обратно пропорционально рабочему диаметру фрезы.
То есть, чем тоньше фреза – тем выше скорость.Фрезер многофункциональный инструмент, который выполняет много различных задач:
- Обработку кромок.
- Выборка пазов — глухих и под вставной шип и тд.
- Фрезеровка различных профилей. Применяются специализированные фрезы для углового сращивания либо рамочная фреза.
- Для обвязки фасадов и многое другое.

Фрезеры бывают нескольких видов универсальные (наиболее распространенный вариант) И специализированные, которые предназначены для выполнения одной операции, например:
- присадочные;
- ламельные.
Для чего нужен регулятор оборотов
Современные модели практически все оснащаются регулятором оборотов. Он нужен для изменения скорости вращения оснастки в зависимости от ее диаметра и площади контакта с материалом.
Чем больше диаметр фрезы, тем ниже обороты. На некоторых моделях есть табличка соответствия диаметра режущего инструмента выставляемым оборотам.
От чего зависит качество обработки
Качество зависит от скорости вращения и линейной скорости передвижения. Чем больше фреза, тем медленнее вы должны вести фрезер по заготовке. Соответственно чем фреза меньше, тем больше скорость перемещения инструмента.
Передвигать инструмент по поверхности заготовки нужно равномерно и в одно движение. Стоит остановиться и у вас тут же появится прижог, который сложно будет вывести шлифовкой.
Нерациональное увеличение скорости вращения приведет к излишней нагрузке на двигатель, что в свою очередь отразиться на качестве обрабатываемой поверхности.
Возможно появление сколов и задиров. Выбор правильной скорости придет с опытом работы.
Первые шаги, с чего начать?
Начнем знакомство с зажимной цанги. Самый распространенный цанговый зажим это 8-ми миллиметровый. На более мощных моделях ставят 12-ти миллиметровые и реже, в основном на импортных моделях дюймовые размеры, ¼ и ½. Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Очень важно правильно зажать фрезу в цанговый патрон.
Важно правильно вставить фрезу в цанговый зажим
Она должна заходить как минимум полностью до ее конца можно немножко глубже, но никак не меньше.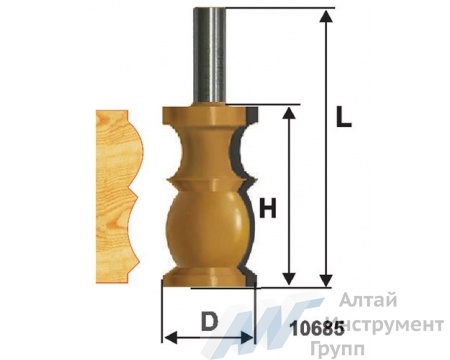 На высоких оборотах фрезу может вырвать и тогда она полетит как пуля.
На высоких оборотах фрезу может вырвать и тогда она полетит как пуля.
Любая фреза имеет строго направленное движение вращения, всегда по часовой стрелке. Чтобы не ошибиться при обработке заготовки, отмечаем на ней направление движения инструмента, стрелочками.
Отмечаем направление обработки
Установили кромочную калевочную фрезу, хорошо зажали в цанге. Далее выставляем глубину фрезерования, на таких фрезах она выставляется сразу.
Любая фреза с подшипником работает без каких-либо параллельных упоров, то есть ее опорой является сам подшипник.
Обработка кромки начинается с установки платформы фрезера на заготовку так, чтобы фреза ее не касалась. Иначе при включении инструмента у вас будет сильный рывок. А это может привести к травме.
Включаем фрезер, плавно подводим к кромке до упора подшипника и так же плавно без рывков ведем вдоль кромки.
Делаем первую кромку
В обработке поверхности большую роль играет фрезеровка по направлению волокон, в прямослойной древесине волокна расположены строго вдоль.
Расположение волокон
Обратите внимание
Вне зависимости от направления движения – необходимо научиться плавно и без напряжения двигать фрезер при работе. Если прижимать его слишком сильно – движение будет неравномерным. Необходимо от начала и до конца прохода фрезера выдерживать равномерную скорость перемещения.
Когда мы снимаем, прямую кромку все фрезеруется без проблем, но стоит начать перемещать инструмент по заданной кривой, то до середины элемента обработка будет гладкой, поскольку фреза спускается по волокнам.
Паз по кривой линии
А начиная с середины, могут появиться задиры и сколы, так как фреза будет выходить по волокнам и как бы выдирать их наружу.
Опытные мастера делают обработку в два захода, с концов к середине, но новичкам так делать не рекомендуется. Сложно будет удержать фрезер в руках, поскольку фреза будет отталкиваться от заготовки.
Не переживайте, навык придет с опытом. Всегда стоит учитывать направление движения и расположение волокон.
Работа с пазовыми фрезами
Они могут быть фигурными, прямыми, для изготовления пазов, или в виде ласточкина хвоста. Этими фрезами нужно работать в паре с параллельным упором или ровной рейкой, из которой можно сделать надежный упор.
Пазовые фрезы
Фреза, заходя в материал, будет двигаться по пути наименьшего сопротивления. И как бы вы не старались, паз получится кривым, инструмент уведет в сторону.
Направление движение фрезера и направление усилия
Сделать паз ровным поможет параллельный упор либо длинная рейка, если упора не хватает.
Главное чтобы была опора, которая не даст сместиться при фрезеровании.
Работа с упором
Обратите внимание! Любое снятие материала должно проходить за один проход, и при этом снимается не более трех миллиметров.
При фрезеровании на выход из заготовки, следует применять подкладной брусок. Брус прижимается струбцинами к заготовке. На выходе фреза входит в брус, и паз получается без сколов.
Делаем паз на вылет с применением бруска
Один паз выполнен без бруска, другой с установкой бруса
Работа с копировальной фрезой
При работе с копировальной фрезой применяются шаблоны. Шаблоны изготавливаются из фанеры или любого другого материала. Вырезается точная копия требуемой детали и, обводя фрезером по шаблону, изготавливаются копии деталей в нужном количестве.
Копировальная фреза
Обратите внимание
Копировальная фреза обрабатывает большую площадь поверхности заготовки, поэтому нагрузка на нее выше.
Поэтому перед ее применением из заготовки по шаблону вырезают все лишнее, лобзиком или ленточной пилой, оставляя припуск 3-5 мм на обработку фрезером.
Надеюсь, эти примеры помогут вам начать пользоваться фрезером и получить свой первый опыт работы с высокоскоростным инструментом.
Безопасность
Острые кромки фрезы в сочетании с высокими оборотами вращения могут нанести серьезную травму. Поэтому, при работе с электроинструментом следует соблюдать предельную осторожность.
Внимательно изучите инструкцию по эксплуатации. Это сбережет ваше здоровье, и дорогостоящий материал, который вы обрабатываете.
Для каких работ предназначен фрезер
Для начала определим виды работ, которые можно выполнять фрезером.
- Изготовление профильных изделий. При помощи специальных фрез можно самостоятельно изготовить массу изделий, которые до этого покупались в магазинах стройматериалов. Штапики, карнизы, облицовочные наличники для дверных коробок или оконных проемов, наконец – плинтуса. Купив необработанный брус или доску по низкой стоимости, вы можете за считанные минуты превратить заготовку в самостоятельное изделие, сэкономив массу средств.
- Обработка краев изделий. Удобство и возможности фрезера при выполнении такого вида работ неоспоримы. Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
- Изготовление пазов любой формы. Это могут быть простые технологические выработки прямоугольной формы или декоративные полукруглые узоры.
- Производство элементов для филенчатых дверей или имитация филенок на ровном деревянном массиве.
- Изготовление технологических углублений при самостоятельной сборке мебели или установке дверей – окон. С помощью ручного фрезера, такое занятие, как врезка петель – превращается в удовольствие. Те, кому приходилось проделывать эту процедуру с помощью стамески и долота, оценят преимущество электроинструмента.
- Изготовление соединений на шипах.
 Это могут быть простые технологические выработки прямоугольной формы или декоративные полукруглые узоры.
Это могут быть простые технологические выработки прямоугольной формы или декоративные полукруглые узоры.Сборка деревянных изделий таким способом относится к разряду высокопрочных. Поэтому умение нарезать шипы ручным фрезером высоко ценится среди столяров.
Примеры работ выполненные фрезером
В этой главе речь пойдет о наиболее популярных видах работ фрезером, без которых не сможет обойтись ни одна мебель.
Шиповое соединение «ласточкин хвост»
Шиповое соединение «ласточкин хвост»
В промышленных масштабах нарезка шипов производится на узкопрофильных станках, обладающих большой эффективностью, и не менее высокой стоимостью.
Поскольку в домашних условиях нет необходимости массово резать «ласточкин хвост», вполне можно обойтись ручным фрезером и специальным шаблоном.
специальный шаблон для шипового соединения
При помощи специальной конусной фрезы, нарезаются шипы с одинаковым шагом на обеих частях заготовки. Поскольку подобные изделия, как правило, изготавливаются из мягких сортов древесины, насадки не приходится часто затачивать, и они долго сохраняют геометрическую форму и размеры.
Поэтому соединение получается без люфтов и очень надежным. Такой тип сращивания углов часто применяется для изготовления ящиков для мебели, различных шкатулок и дверных коробок.
Существует еще «Т» образное соединение «ласточкин хвост».
Т-образное соединение ласточкин хвост
Для него также предусмотрены специальные фрезы, и нет никаких сложностей в изготовлении таких конструкций ручным фрезером. Применяется в основном для изготовления оконных рам с внутренними перемычками.
Выборка четверти
Четверть (фальц) представляет собой выемку по краю заготовки, имеющую прямолинейную форму и проходящую по всей длине. Фрезеровка такого типа предназначена для изготовления дверных коробок и оконных рам.
Фрезеровка такого типа предназначена для изготовления дверных коробок и оконных рам.
Относится к типовым способам обработки и обычно не представляет особого труда для начинающего столяра. Выполняется, как правило, без шаблона, в качестве направляющей используется кромка заготовки.
Единственное условие – кромка должна быть идеально ровной, в противном случае выбранная четверть повторит все изъяны на торце. Для этого край заготовки предварительно обрабатывается торцевой фрезой с использованием направляющей.
Для такой работы выпускаются специальные фальцевые фрезы, в комплекте к которым идут подшипники разного диаметра, каждый под свою глубину выборки четверти.
Выборка четверти на различную глубину
Если вы производите выборку четверти постоянного размера, имеет смысл приобрести ступенчатую фальцевую фрезу, которая позволяет в один проход выбрать четверть и обработать торец заготовки.
Фреза для фрезерного станка
ВАЖНО! Такой насадкой надо работать с применением шаблона (соответственно и копировального кольца) или, что значительно проще – используя направляющую для фрезера.
Врезка петель и замков
При самостоятельной установке дверей вы обязательно столкнетесь с проблемой врезки петель и замков. Издревле эта процедура выполнялась с помощью дрели, стамески и острого сапожного ножа.
Времени и сил уходило много, и всегда был риск испортить дверное полотно и нанести травму руки. С помощью ручного фрезера и торцевой фрезы можно самостоятельно выбрать углубление под замок и петли не хуже, чем в заводских условиях.
Для этого, помимо собственно фрезера, понадобится шаблон. На мебельных фабриках или столярных мастерских используются промышленные варианты, которые выдерживают изготовление сотен дверей, но и стоимость имеют соответствующую.
При разовом применении такой шаблон вряд ли окупится, дешевле обратиться к мастеру. И все-таки есть способ сэкономить средства и получить блестящий результат. Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера.
Изготовление паза в двери
Делается он из обрезков МДФ плиты и фанеры толщиной 8-10 мм. Направляющие шаблона имеют продольные пазы для регулировки размера, это позволяет производить работы на разных дверных полотнах.
Направляющие шаблона имеют продольные пазы для регулировки размера, это позволяет производить работы на разных дверных полотнах.
Технология работы проста – необходимо закрепить дверное полотно обрабатываемой поверхностью наверх, и закрепить шаблон при помощи струбцин.
Затем выставить размер в соответствии с контуром устанавливаемого замка или петель и произвести выборку материала. Разумеется, перед использованием следует откалибровать шаблон и нанести разметку, используя ненужную заготовку, а затем переходить к чистовому дверному полотну.
About sposport
View all posts by sposport
Как работать ручным фрезером. Устройство инструмента и технология работ.
Принципы работы ручного фрезера
Всем, кто интересуется работой с деревом, занимается этим делом в качестве хобби или профессионально – ручной фрезер будет незаменимым помощником. Прежде всего, облегчается работа по вырезке петель, отверстий сложной конфигурации.
Работа с фрезером – особенности процесса
Прежде чем начать работать с инструментом, необходимо запомнить следующие правила:
- Для работы необходим остро заточенный инструмент. При недостаточной остроте режущих кромок происходит перегрев электродвигателя.
- Рабочий материал должен быть крепко закреплен для исключения перемещений.
- Не рекомендуется производить распил на всю глубину – это повредит двигателю и создаст излишнюю нагрузку на фрезу в том числе. При большой глубине необходимой срезки ее следует производить поэтапно, убирая слой за слоем.
- Замену фрезы производить на полностью обесточенном агрегате.
- В случае появления посторонних вибраций, необходимо срочно прекратить работу до выяснения причин.
 При недостаточной остроте режущих кромок происходит перегрев электродвигателя.
При недостаточной остроте режущих кромок происходит перегрев электродвигателя.Приемы. Что можно сделать, работая фрезером
С помощью ручного фрезера можно вырезать детали и изделия различной конфигурации – полочки, стеллажи, перила и другие детали. Этот инструмент незаменим при использовании в домашних условиях. Например, при реставрации старой мебели. Набравшись опыта, вполне реально делать следующие вещи:
- Обрабатывать плоские и фасонные поверхности, фасады.
- Вырезать различные выемки: имитацию филенок, пазов, гребней. Выполнять торцевую обработку дерева.
- Пробивать отверстия.
- Наносить различные надписи – гравировать.
- Осуществлять врезку дверной фурнитуры – замков и петель.
- Можно изготовить сложное соединение – шип. Обеспечивать надежную стыковку деталей из дерева.
 Выполнять торцевую обработку дерева.
Выполнять торцевую обработку дерева.Список необходимых инструментов и приспособлений для работы с фрезером:
- Фреза
- Электролобзик
- Электродрель со сверлами
- Шаблоны для вырезки деталей
- Напильник
- Защитная одежда
Глубина, на которую планируется заглубляться, регулируется путем выставления расстояния между штифтом и шайбой около электромотора. Для выдержки расстояния от кромки заготовки служит прямолинейная направляющая.
Как сделать круг фрезером
Фрезеровка различных круглых отверстий делается с шаблонами. Выполняются они при помощи регулируемого штангового циркуля, представляющего собой металлический стержень. На одном конце расположен настраиваемый по высоте центр, другой конец закреплен в отверстиях основания для параллельного упора.
Для работы необходимо:
- Открутить упорный винт.
- Обеспечить регулировку длины штанги циркуля на нужный радиус.
При фрезеровке внешних дуг следует следить за расстоянием от центра до внутренней режущей кромки фрезы, а для внутренних дуг – от центра и до наружной кромки. Закреплять ножку циркуля на материале возможно, прямо втыкая ножку циркуля в материал, если эта часть будет выбрасываться в утиль. В противном случае можно подложить кусочек фанеры, приклеив его на двусторонний скотч.
Обработка металлов ручным фрезером
Обработка металла (нержавейки или алюминия) фрезером является не лучшей идеей, так как в отличие от станка для обработки металла, в нем отсутствует редуктор и коробка передач. Однако при отсутствии профессионального инструмента приспособление сгодится для разовой работы. Ручной фрезер, ввиду своей конструкции и функций, позволяет выполнять обработку в двух плоскостях: вертикальной и горизонтальной. При работе следует правильно определить направление движения инструмента.
Столярные соединения ручным фрезером
Различные соединения, служащие для укрепления конструкций начиная с мебели и заканчивая элементами зданий, выполняются с помощью режущих инструментов по дереву. Одними из таких соединений, способных выполняться фрезером, являются «ласточкин хвост», шип-паз, соединения в шпунт и гребень, другое. Достичь этого можно с помощью различных специальных фрез.
Обработка кромок ручным фрезером
Снять кромку можно двумя способами: с шаблоном или без него. Неопытному столяру лучше пользоваться шаблоном. Для обработки кромок доски фрезы понадобятся 2 – с подшипниками в начале и конце режущей части.
Как сделать отверстие фрезой
На рабочей площадке необходимо разметить ось, вокруг которой будет двигаться фреза. Отметить радиус от резца, расположенного дальше, сделать отверстие и установить ось.
Как сделать шпунтованную доску ручным фрезером
Для выполнения данной работы необходим качественный материал – сухой, без видимых повреждений. Доска закрепляется струбцинами к столу, размечается карандашом. В кромке выбирается четвертной паз, в противоположной кромке выбираются с двух сторон четверти, образуя шип. На этом работа окончена.
Доска закрепляется струбцинами к столу, размечается карандашом. В кромке выбирается четвертной паз, в противоположной кромке выбираются с двух сторон четверти, образуя шип. На этом работа окончена.
Как фрезеровать радиус
Для начала работы необходимо вставить резец в расточную головку. Расточная головка путем смещения ее в стороны позволяет регулировать радиус выемки. Глубина выемки регулируется смещением фрезерного стола. Фаски снимаются резцом.
Как ручным фрезером делать точный раскрой лдсп
В случае обработки деталей фрезером делается запас около 5 мм с каждой стороны. Фрезер обеспечивает идеальную поверхность распила после обработки. Гарантируется отсутствие сколов и трещин.
Существует разные типы ручных фрезеров, однако самым используемым и универсальным можно назвать ручной погружной фрезер, про работу которым, и написано ниже. Пластичное, совершенное по своей эстетичности дерево и универсальный ручной фрезер. Это сочетание позволяет получать изделия практически любых форм – от самых простых в виде прямых плоскостей, до самых сложных, подходящих скорее произведениям искусства, чем утилитарным вещам. Работа ручным фрезером по дереву представляет возможность в полной мере насладиться творчеством, создавая оригинальные, эксклюзивные изделия.
Это сочетание позволяет получать изделия практически любых форм – от самых простых в виде прямых плоскостей, до самых сложных, подходящих скорее произведениям искусства, чем утилитарным вещам. Работа ручным фрезером по дереву представляет возможность в полной мере насладиться творчеством, создавая оригинальные, эксклюзивные изделия.
Виды работ выполняемых фрезером
Фрезерование пазов, канавок, четвертей и прочих углублений в заготовке, которые могут располагаться как вдоль, так и поперек слоев, быть открытыми (выходить на кромку) или закрытыми. За некоторыми исключениями эти формы выполняют определенные конструктивные функции – чаше всего образуют разъемные и неразъемных соединения.
Фрезерование кромок – профилирование. Используется для производства погонажных профильных изделий (карнизов, плинтусов, наличников, штапиков и т.п.), а также при оформлении интерьеров, изготовлении мебели и разного рода поделок. Эти элементы помимо функциональной несут и декоративную нагрузку.
Фрезерование сложных поверхностей и контуров при создании оригинальной мебели, эксклюзивных интерьеров и изготовлении изделий различного назначения, претендующих на художественную изысканность. При этом широко применяются шаблоны, позволяющие копировать повторяющиеся сложные формы с большой точностью, делая их практически полностью идентичными.
Фрезерование специальных элементов, несущих чисто функциональную нагрузку. Это пазы и отверстия под навесы и замки, шипы и т.п. При серийном производстве эти элементы выполняются специализированными фрезерами (присадочными и пр.). Но в быту с ними вполне успешно справляются универсальные ручные фрезеры.
Фрезы
Чтобы придать изделию определенную форму, необходимо обеспечить точное позиционирование фрезы относительно заготовки в трех координатах. Положение инструмента в вертикальном положении обеспечивается механизмом погружения, который перемещает двигатель с фрезой по вертикальным направляющим станины и стопорит его в нужном положении по высоте.
Позиционирование в горизонтальной плоскости может обеспечиваться различными путями. С помощью направляющего подшипника, закрепляемого на фрезе, или направляющей втулки, крепящейся к опорной поверхности фрезера, а также множества специальных приспособлений, поставляемых с фрезерами и приобретаемыми самостоятельно или изготавливаемыми своими руками. Имеется большое количество руководств и рекомендаций, описывающих, как работать фрезером, используя эти приспособления, одно из них читайте здесь.
При использовании фрез с направляющим подшипником, последний катится по кромке обрабатываемой детали или шаблона, расположенного ниже или выше заготовки, обеспечивая таким образом определенное расстояние между фрезой и деталью. Фрезы, имеющие направляющий подшипник и обрабатывающие кромки деталей, называются кромочными. Они используются только для обработки краев заготовок. Существуют разные формы кромочных фрез.
Профильные фрезы (а и б) придают кромке различные фигурные профили, несущие декоративную нагрузку.
Конусная фреза (в) предназначена для скашивания кромки под углом 45°.
Калевочная фреза (г) используется для закругления кромок. Она формирует профиль в четверть окружности и бывает разного размера с радиусом круга 3-16 мм.
Дисковая фреза (д) вырезает в заготовке горизонтальный паз различной глубины и ширины.
Фальцевая фреза (е) используется для фрезерования четвертей, исполняющих самую различную функцию.
Галтельная фреза (ж) используется для получения галтелей на кромке. Ее используют для придания краям декоративности.
Фрезы без направляющих подшипников, называемые пазовыми, предназначены для обработки заготовки в любом месте. Их применение требует использования приспособлений (про фирменные и самодельные приспособления для ручного фрезера читайте здесь), обеспечивающих позиционирование фрезы в горизонтальной плоскости.
Прямоугольная пазовая фреза (а) является, пожалуй, наиболее используемой. Она применяется для фрезерования пазов, обеспечивающих соединение деталей – как неразъемное, так и разъемное.
Галтельная фреза (б) создает в заготовке полукруглые пазы или канавки, исполняющие часто декоративные функции.
V-образная фреза (в) образует паз со стенками, расположенными под углом в 45°. Если внедрить фрезу на большую глубину, получится паз с вертикальными краями. С помощью V-образной фрезы вырезают буквы и различные украшения.
Фреза “ласточкин хвост” (г) используется обычно в мебельном производстве при устройстве открытых и скрытых шиповых соединений.
Крепление фрезы в цанге фрезера
- Фрезер укладывается набок.
- Шпиндель фиксируется от проворота – в зависимости от конструкции фрезера, гаечным ключом или кнопкой-фиксатором.
- Отпускается (если она навернута на цангу) или навертывается зажимная гайка цанги.
- В зажимную цангу вставляется хвостовик фрезы до упора или, по крайней мере, на 20 мм.
- С помощью гаечного ключа (если шпиндель фиксируется гаечным ключом, то потребуется второй ключ) затягивается зажимная гайка, шпиндель расстопоривается.
При отсутствии в цанге фрезы, зажимная гайка не должна затягиваться. Это может привести к повреждению цанги .
Установка глубины фрезерования
Операция выполняется в следующем порядке:
- Фрезер устанавливается опорной поверхностью на обрабатываемую деталь.
- Револьверный упор, который задает глубину погружения, устанавливается самым низким своим упором напротив торца ограничителя.
- Освобождается винт стопорения ограничителя, в результате чего последний обретает способность свободно перемещаться в своих направляющих.
- Осуществляется разблокировка механизма погружения (опускания) фрезера.
- Двигатель медленно опускается вниз до касания фрезой детали.
- Механизм опускания двигателя снова блокируется.
- Ограничитель глубины опускается до касания самого низкого упора.
- Ползунок ограничителя устанавливается на “0” шкалы погружения.
- Ограничитель поднимается до того положения, при котором его ползунок показывает на шкале погружения то значение глубины фрезерования, которое требуется установить. Эту операцию можно осуществлять поднимая и опуская ограничитель рукой (грубая установка) или с помощью механизма тонкой настройки (точная установка).
- Винт стопорения ограничителя зажимается, фиксируя ползунок в установленном положении.
- Механизм погружения разблокируется, и фреза вместе с двигателем поднимается вверх.
Теперь, если опустить двигатель с фрезой в самое нижнее положение (до соприкосновения торца ограничителя с самым коротким штырем револьверного упора), фреза внедрится в заготовку на ту глубину, значение которой выставлено на шкале.
Если фрезеровка производится на большую глубину, ее нужно осуществлять поэтапно. Это делается с помощью поворота револьверного упора таким образом, чтобы ограничитель глубины во время первых проходов упирался вначале в более высокие упоры, и лишь в заключительном проходе – в самый низкий упор.
Выбор режима скорости вращения фрезы
На самом деле чистоту обрабатываемой поверхности определяет не скорость вращения фрезы, а линейная скорость перемещения режущей кромки относительно материала. Чем больше диаметр фрезы, тем выше линейная скорость. Поэтому при использовании фрез большого диаметра скорость вращения устанавливается меньше. Например, для фрезы диаметром 10 мм скорость должна быть от 20000 об/мин и выше, для фрезы диаметром 40 мм – 10000-12000 об/мин. Конкретные значения задаются в инструкциях по эксплуатации. Скорость вращения обуславливается также и твердостью обрабатываемого материала. Чем выше твердость, тем меньшим должно быть число оборотов фрезы.
После длительной работы на низких оборотах, фрезер следует включать на несколько минут на максимальных оборотах на холостом ходу для охлаждения двигателя .
Направление вращения фрезы
Фрезерование
Перед началом фрезерования должно быть выполнено следующее:
- Закреплена фреза в цанге.
- Установлено подходящее для данной работы число оборотов двигателя.
- Настроена требуемая глубина фрезерования с помощью ограничителя погружения (при работе с погружными фрезами) или зафиксировано определенное значение вылета фрезы по отношению к подошве (при работе с кромочными фрезами).
- Установлен направляющий подшипник или кольцо (при работе с кромочными фрезами) или иное приспособление, обеспечивающее необходимую траекторию фрезы. При этом должна задаваться оптимальная толщина среза – как правило, не более 3 мм.
Приемы работы ручным фрезером несколько различаются в зависимости от того, в каком режиме осуществляются работы. Но в любом случае фрезер устанавливается на основание – обрабатываемую деталь или вспомогательную поверхность. Направляющий элемент фрезера (подшипник, кольцо, кромка подошвы или иная поверхность) прижимается к направляющей кромке (детали, рейке или шаблону), после чего производится включение двигателя и начинается сначала погружение фрезы (если используется погружной режим), затем плавное равномерное движение фрезера по траектории, задаваемой направляющим элементом.
Основные меры безопасности при работе с фрезером
- Крепление фрезы и настройку фрезера нужно осуществлять при выдернутом из розетки шнуре питания.
- Работа ручным фрезером требует внимательности и концентрированности. При фрезеровании необходимо устойчиво стоять на ногах и прочно держать фрезер в руках. Нельзя работать, будучи усталым, рассеянным или нетрезвым. Это может привести к вырыванию фрезера из рук и серьезной травме.
- Обрабатываемая деталь должна быть прочно закреплена, в противном случае ее может сорвать фрезой с места и бросить с большой силой и скоростью.
- Во время соприкосновения фрезы с материалом, нужно быть особенно осторожным во избежание так называемого обратного удара – эффекта, когда фреза ударяет по материалу и получает ответный реактивный удар, могущий привести к вырыванию фрезера из рук, его поломке или травме. Чтобы обратного удара не произошло, нужно прочно держать фрезер в руках, надежно прижимать его к основанию и плавно перемещать инструмент. Толщина срезаемого слоя не должна быть слишком большой – не более 3 мм.
- Одежда не должна иметь болтающихся элементов – таких, которые могут намотаться на фрезу.
- Нужно избегать вдыхания мелкой пыли, возникающей при фрезеровании. Она вредна для легких. Пыль можно отсасывать пылесосом или можно пользоваться респиратором.
Работа фрезером по дереву
Для многих мастеров покупка ручного фрезера становится одним из наиболее значимых событий, подталкивающих к переходу на более высокий уровень мастерства. Одно дело, когда заготовка обрабатывается простыми инструментами рубанком, стамеской, долотом, после чего получаются четкие грани и надежные соединения. Другое дело, когда работа фрезером позволяет сделать дерево более интересным, придать ему новые формы и создать то, что может подчеркнуть мастерство. Но это в идеале, на самом деле, прежде чем получить ровную кромку, с четкими линиями и отсутствием прожжённых участков придется учиться и делать это придется основательно.
Что такое фрезер и его назначение
Ручной фрезер представляет собой универсальный инструмент для обработки древесины и пластика. При этом, сразу нужно отметить, что работает фрезер в основном по дереву, пластик обрабатывается намного реже потому, что применение его с полимерами требует специальных фрез и умения работать.
Чаще всего инструмент используется самостоятельно, но для облегчения труда и повышения качества обработки изделия из дерева он может применяться в виде фрезерного станка. Это не обязательно сделанный в заводских условиях станок, в примитивном виде это ровная поверхность, в отверстие которой вставлен фрезер. Такой станок может быть изготовлен в виде отдельной конструкции или приставки к верстаку, идеи для копирования и воплощения подобных приспособлений можно без труда найти в сети.
Ручной фрезер — это электроинструмент, способный выполнять углубления, отверстия, фрезеровку кромок и фасок в дереве, пластике и даже в металле. Делать фрезером в домашних условиях можно следующие операции:
- Пазы стандартной и произвольной формы – прямоугольные, криволинейные, сложной формы.
- Фрезеровать сквозные и глухие отверстия.
- Обрабатывать торцы поверхностей, как прямоугольного сечения, так и сложной формы.
- Делать вырезы на поверхности разной формы и глубины.
Возможности фрезера по дереву значительно расширяются с применением для работы специальных или самодельных шаблонов. Использование этих образцов позволяет изготавливать заготовки для соединения деталей, поверхности со сложной конфигурации, в виде ласточкина хвоста или шипа.
Использовать фрезер в работе можно и с приставкой к токарному станку, например, для обработки заготовок и деталей мебели сложной формы. Эту работу с помощью фрезера выполнять намного проще за счет использования копировальной приставки. Изделия из дерева получаются более интересными, если для их декора на поверхность наносятся рисунки или узоры фрезером.
Применение ручного фрезера не ограничивается только однотипными задачами, такими как обработка кромок или изготовление планок для фоторамок. С помощью этого инструмента можно легко освоить и такие операции как обработка цилиндрических поверхностей и спиральная резьба.
Особенность этого инструмента заключается в том, что он позволяет выполнять обработку заготовку с учетом особенностей материала, от этого изделие приобретает особенный вид. Кроме того, ручной фрезер имеет несколько режимов работы, так что подобрать нужный не составляет особых проблем.
Устройство основных узлов и деталей
Основой ручного фрезера является его корпус. У большинства современных моделей он выполнен из прочного сплава, способного выдерживать большие нагрузки. Внутри корпуса установлен высокооборотный электродвигатель, способный развивать скорость вращения вала до 10 тыс. оборотов в минуту.
В нижней части на валу электродвигателя находится резьба, на которую надевается цанговый патрон. Именно в этот патрон и вставляется фреза.
Устройство корпуса имеет сложную форму, в которой имеются специальные отверстия для крепления металлической платформы – именно она своей подошвой прилегает к обрабатываемой заготовке и скользит по ней. Подошва должна быть гладкой и не магнитится, поэтому подошва часто имеет накладку из ударопрочной пластмассы, а сама отливается из алюминиевого сплава. К корпусу платформа крепится при помощи направляющих.
Для удобства работы с длинными заготовками имеется боковой упор, чаще всего он используется при обработке кромок. Регулировка его осуществляется при помощи зажимных винтов на корпусе подошвы.
На ручке корпуса фрезера имеются кнопки включения электропитания и кнопка аварийной остановки электродвигателя, она играет роль предохранителя. Кроме этого, обязательно имеется и регулятор оборотов двигателя, эта функция дает возможность выбрать подходящую скорость вращения двигателя при работе с разными породами дерева.
Фрезы для ручного фрезерного инструмента
Обработку поверхностей заготовок фрезер выполняет при помощи фрез – сменного рабочего инструмента. Фрезы имеют хвостовик и рабочий орган, обычно с двумя рабочими режущими гранями. При вращении вокруг своей оси рабочий орган создает тело вращения, наружный контур которого образуют режущие кромки.
Хвостовик и тело фрезы изготавливается из стали, а режущая кромка из твердосплавной пластины.
По своему назначению они бывают:
- Профильные, для фрезерования красивой кромки;
- Конусные;
- Прямоугольные;
- V-образные;
- Калевочные – для создания закругленной кромки;
- Дисковые;
- Фальцевые;
- Типа «Ласточкин хвост»;
- Галтельные.
Кроме того, они бывают концевые и могут иметь на конце опорный ролик, что дает возможность делать копирование и обрабатывать сложные профили.
Правила работы ручным фрезерным инструментом
Научиться пользоваться фрезером по дереву совсем не сложно. Даже без опыта работы сделать первый рез начинающим мастерам будет намного проще, если правильно выполнять все правила. Прежде всего, необходимо обеспечить выполнение правил техники безопасности – работу нельзя начинать без защитных очков или еще лучше лицевой защитной маски.
Второе правило требует, чтобы все фрезерные работы выполнять только острым инструментом. Тупая режущая кромка будет рвать волокна, или шлифовать поверхность, оставляя после себя обугленные места.
Ну и конечно, третье правило – при работе обрабатываемая деталь должна жестко фиксироваться к верстаку. Ну а если работа проводится на фрезерном станке, сам фрезер должен иметь жесткое крепление.
Со временем если регулярно работать фрезером по дереву появится и опыт, и сноровка. Выработаются и особые приемы работы с инструментом. А вот для начинающих общий алгоритм действий может быть таким:
- Перед началом работ проводится осмотр инструмента и подготовка рабочего места;
- Подбирается подходящая фреза и закрепляется в цанге;
- Устанавливается скорость вращения и глубина фрезерования;
- Заготовка закрепляется на верстаке;
- Проверяется правильность настройки фрезера;
- Одеваются очки;
- Фрезер включается в сеть.
- Начинается процесс фрезерования.
Регулировка скорости вращения
Качество работы во многом зависит от того насколько правильно выбрана скорость вращения рабочего вала с цанговым патроном. Дело в том, что при высоких скоростях для фрез большого диаметра, например, диаметром 22-44 мм заметно увеличивается вибрация. А если учесть что при работе с твердыми породами дерева еще увеличивается и сопротивление материала, то удержать в руках машину будет весьма непросто.
Поэтому работа ручным фрезером по дереву предусматривает еще и правильно выбранную скорость вращения цанги. При работе рекомендуется использовать такие настройки инструмента:
- Для фрез с диаметром хвостовика 4-10 мм рекомендуется устанавливать скорость равную 5-7 единиц на регуляторе скоростей;
- Для фрез среднего диаметра – 12-20 мм – показатели 3-4 единицы;
- Для больших фрез 22-44 мм – скорость рекомендуется установить на показателе 1-2 единицы.
Для твердых пород стоит придерживаться этого режима скоростей вращения цангового патрона, а вот для мягких пород коридор можно расширить, увеличив верхнюю границу на 1-2 пункта.
Фиксация фрезы
Установка фрезы осуществляется при выдернутом из сети шнуре электропитания. Хвостовик вставляется в патрон до проточенной отметки или до упора.
Перед зажимом цангового патрона блокируется фиксатором вал (стоит сказать, что у разных машин он разный, в некоторых для этого есть отдельный рычаг, для других специальный ключ), и только после этого делается окончательный зажим цанги так, чтобы фреза прочно зафиксировалась.
Регулировка глубины фрезерования
Регулировка глубины фрезерования у разных моделей ручных фрезеров имеет свои особенности, в одних эту функцию выполняет регулировочный винт, в других это делается при помощи ограничителей на штанге, третьи модели используют револьверную подставку. Все эти приспособления дают возможность обеспечить выбор необходимой глубины фрезерования для работы.
Необходимость такой регулировки вызвана тем, что для фрезерования глубоких пазов, например, для установки дверного замка, для уменьшения нагрузки на двигатель удобнее сделать несколько проходов глубиной по 4-5 мм, чем сразу делать фрезерование на полную глубину механизма.
Обработка кромок с использованием шаблонов
Получение сложных в плане обработки профилей – закруглений, идеально ровных или имеющих специфический изгиб деталей удобнее делать при помощи шаблонов. Обработка кромок на таких деталях обычно делается по заранее вырезанному из фанеры или ДВП контуру кромки. Для этого используется фреза с роликовой опорой.
Работа с заготовками ширина которых меньше длины режущей части
Обработать детали, которые меньше режущей части фрезы, можно при помощи шаблона, установленного таким образом, чтобы он касался только ролика. В таком случае регулировка высоты подошвы проводится так, чтобы фреза касалась только обрабатываемой детали. При расположении ролика над телом фрезы шаблон устанавливается сверху так, чтобы он касался шаблона.
Выполнить этот прием довольно сложно, особенно если кромочный срез должен иметь определенный профиль. Для этого рекомендуется применять фрезу с нижним расположением опорного ролика.
Еще одним вариантом обработки плоскости детали при помощи шаблона может быть установка хвостовика так, чтобы его край касался шаблона. Этот прием используют тогда, когда на фрезе отсутствует опорный ролик.
Обработка деталей, ширина которых больше длины режущей поверхности
В этом случае делается обработка в два этапа. Во время первого этапа делается проход фрезером при помощи шаблона. Второй раз фрезерование осуществляется без помощи шаблона, поскольку результат первого прохода и будет выступать шаблоном для работы.
Обработка кромок сложной формы
Получение красивой кромки заготовки фигурными фрезами во многом зависит от качества предварительной обработки самой заготовки. Неровные края, скосы или трещины будут копироваться фрезой при прохождении по краю. Независимо от качества машины и остроты рабочей кромки, все изъяны останутся, только уже во фрезерованном виде.
Если есть необходимость обработки криволинейной заготовки, то здесь нужно первым заходом сделать черновую обработку, просто приблизив профиль к нужному шаблону. Второй раз обработка кромки делается чистовая, с использованием шаблона и с максимальной внимательностью.
Уход за ручным фрезером
Уход за ручным фрезером, как и за другим электроинструментом, не требует выполнения слишком большого числа операций. Достаточно после каждого использования смахнуть чистой малярной кистью пыль и стружку и положить в коробку.
После 6 месяцев работы рекомендуется проверить затяжку всех винтовых соединений и проверить, нет ли биения на рабочем валу. Для электрооборудования с большим числом оборотов рекомендуется 1 раз в год проводить смазывание подшипников и втулок смазкой «Литол».
Выполняя эти простые рекомендации, даже начинающие мастера быстро наберутся опыта работы с ручным фрезером.
Многоликий фрезер. Какие инструменты может заменить фрезер?
Когда речь заходит о комплектовании небольшой столярной мастерской минимально необходимым оборудованием, то в первую очередь на ум приходят различные станки (сверлильный, фуговальный, рейсмусовый), электрорубанки, торцовочные пилы, электролобзики и т. д. А вот ручной фрезер — далеко не первый в списке приоритетов. А зря! Ведь этот инструмент может заменить собой большую часть из того, что уже перечислено! Просто не каждый начинающий мастер знает о его скрытых способностях, тех образах, в которых он может выступить в его руках.
Так какие же таланты скрывает в себе ручной фрезер?
Фрезер-оформитель
Довести до ума заготовку, придать ей законченный вид — основная стихия ручного фрезера. Скруглить торец или придать ему сложный профиль — все, что для этого нужно, немного фантазии и фреза нужной конфигурации.
Для работ подобного плана подойдут кромочные фрезеры небольшой мощности:
Если же речь идет о художественном оформлении изделий из массива древесины (филенки дверей или мебельные фасады), то в этом случае никак не обойтись без погружной модели. Эта разновидность ручного фрезера способна работать по плоскости заготовки, украшая ее объемным узором.
Для выполнения таких работ подойдут фрезеры средней и большой мощности, поддерживающие фрезы больших диаметров:
Фрезер-строитель
Сборка без единого гвоздя или самореза — любимая «фишка» уважающих себя столяров. Для создания таких изделий не обойтись без пазов и пазовых соединений (простой паз, «ласточкин хвост», ламельное соединение и т. д.). Все перечисленное без проблем выполняется при помощи погружного фрезера в дуэте с пазовой фрезой нужной конфигурации. Если не менять настроек самого фрезера при изготовлении одинаковых или однотипных деталей, то достигается потрясающая точность, которой позавидуют станки ЧПУ, используемые при массовом производстве.
Прорезывание пазов предъявляет к инструменту определенные требования. Во-первых, фрезер должен быть погружным, т. е. иметь возможность заглубляться в толщу материала, а во-вторых, его мощность должна быть выше 1300 Вт:
Чтобы сильно не нагружать двигатель аппарата, при нарезке широких или глубоких пазов, выборку материала лучше производить в несколько проходов. Это особенно важно при работе с маломощными фрезерами. Да и фрезы целее будут.
Фрезер-фуганок
Фуговальный станок — по сути большой электрорубанок, основное назначение которого — задать базовую плоскость заготовки, т. е. путем снятия лишнего материала, получить из покоробленной доски ровную заготовку для дальнейшей работы с ней. Причем в столярном деле в большинстве случаев важно, чтобы плоскости заготовки были строго перпендикулярны друг другу.
Прифуговать детали, т. е. создать идеальные плоскости для их дальнейшей сборки или, к примеру, склейки в мебельный щит, можно при помощи фрезера с установленной в него торцевой фрезой. Для этого нужно воспользоваться параллельным упором из комплекта поставки.
Настроив вылет фрезы и количество снимаемого материала, ведем фрезер с параллельным упором по специальной шине или другой идеально ровной направляющей. В результате получаем идеальную плоскость торца детали.
Подойдет любой фрезер средней или большой мощности, главное, чтобы в комплекте был параллельный упор:
Фрезер-рейсмус
Рейсмусовый станок предназначен для калибрования деталей, т. е. получения заготовок одинакового размера в одной из плоскостей. Такой станок — недешевое удовольствие, но фрезер и здесь готов прийти на помощь. Правда для создания деталей одной толщины по всей плоскости, придется изготовить вспомогательное приспособление.
Дальше все просто. Заготовка помещается и закрепляется в приспособлении. По самой нижней точке детали устанавливается глубина погружения фрезы в материал. После чего при помощи торцовочной фрезы производится съем лишнего материала, в результате чего в руках у мастера деталь с идеально ровной плоскостью, которую остается лишь отшлифовать.
Этот прием можно использовать при фрезеровании мебельного щита, склеенного из деталей, незначительно отличающихся друг от друга по высоте.
Для подобной работы потребуется выносливый инструмент, способный работать с фрезами больших размеров:
Фрезер-торцовочная пила
Обработка торцов — еще один из вариантов применения фрезера. Это особенно актуально, когда предварительный рез заготовки осуществляется вручную или электролобзиком, а не торцовочной или циркулярной пилой.
Методика работы та же, что и при фуговании торцов заготовок.
Если изготавливается несколько деталей, то достаточно выровнять торец одной заготовки, ведя фрезер по направляющей при помощи параллельного упора, а затем, используя фрезу с подшипником, повторить ровный торец на оставшихся деталях.
Как поступить, когда нет торцовочной пилы, а нужно сделать соединение в ус? Отрезать под углом 45° с высокой точностью прилегания плоскостей? Фрезер поможет и в этом! Просто опять потребуется изготовить несложное приспособление.
Далее все просто:
- отрезаем деталь с небольшим запасом для фрезерования;
- вставляем заготовку в кондуктор под нужным углом;
- фрезером снимаем лишний материал, тем самым выравнивая плоскость соединения.
Фрезер-копир
Кто выпиливал лобзиком большое количество одинаковых деталей, наверняка знает, как утомительна эта монотонная работа. С помощью ручного фрезера нужное количество деталей можно просто скопировать! Главное, хорошо и качественно подготовить шаблон. А дальше, берем и устанавливаем во фрезер копировальную втулку, идущую в комплекте большинства моделей. Закрепляем шаблон на материале, и копируем, копируем, копируем…
Такая задача посильна фрезерам с небольшой номинальной мощностью:
Оформить мебельные фасады интересным узором можно при помощи шаблона и копировальной втулки. Главное, что все детали будут совершенно одинаковыми, а на их изготовление не уйдет уйма времени. Основные усилия нужно направить на тщательную подготовку шаблона!
Фрезер-станок
Немного поработав с ручным фрезером и поднабравшись опыта, мастер начинает понимать, что держать фрезер на весу не совсем удобно, постоянно устают руки, да и точность обработки от этого страдает. Неплохой вариант — установка фрезера в стол. На выходе получается фрезерный деревообрабатывающий станок. Помимо столешницы потребуется установка параллельного упора, и как опция — установка системы удаления стружки из зоны съема материала.
В итоге — руки мастера держат заготовку, а не фрезер, поэтому меньше устают и могут сделать больше.
Для установки в фрезерный стол нужен инструмент большой мощности и желательно, с системой стабилизации оборотов под нагрузкой:
Вывод
Ручной фрезер — незаменимый инструмент в любой столярной мастерской, а его погружные вариации способны заменить собой сразу несколько инструментов и дорогостоящих станков. В умелых руках мастера — это Паганини столярного производства, важно лишь знать о его возможностях и суметь раскрыть его таланты.
Уроки работы фрезером по дереву: нарезка шипов, выборка паза
Ручной фрезер — это универсальный механический инструмент в домашней мастерской. Чтобы правильно им пользоваться, необходимо получить основные уроки работы фрезером по дереву. На рынке много фрезеров китайского производства, все они одинаковой конструкции и отличаются только мощностью двигателя. Специалисты рекомендуют приобретать более мощный инструмент, так как перечень выполняемых работ значительно расширится. Мастер сможет вырезать узор, делать выборку под четверть, нарезать шипы и выполнить другие операции, связанные с изготовлением мебели.
Творчество без границ
Фрезерное оборудование незаменимо при обработке древесины. С его помощью можно превратить деревянную заготовку в изящное декоративное изделие. Это оборудование чаще всего используют профессионалы, но и любители с опытом тоже смогут его освоить. Использование механизмов — задача не из лёгких, поэтому прежде чем приступить к работе с их применением, необходимо обеспечить себе комфорт и безопасность. Очень важна организация рабочего места. Домашний мастер должен помнить о том, что во время работы есть вероятность повреждения не только фрезы или механического устройства, но и здоровья.
Деревообработка — это не только работа за станком, но и подготовка рабочего места, планирование последовательности выполняемых работ. Прежде чем начать фрезерование, нужно подобрать подходящий тип фрезы для конкретной задачи, с учётом её формы и размера. Следует подобрать скорость работы машины и глубину резки и не забывать о том, что обрабатываемый материал необходимо надёжно прикрепить к столу.
В зависимости от конкретного типа фрезерного устройства правила их использования во многих аспектах разные. На сегодняшний день широко используются вертикально-фрезерные машины, в которых шпинделя расположены над рабочим столом. Они отлично зарекомендовали себя при такой операции, как фрезерование по дереву при обработке краёв полок и круглых столешниц, изготовлении паза, выполнении соединения деревянных деталей. При обработке круглых конструкций незаменимым дополнением является специальный циркуль с опорной пластиной, который обеспечивает точность обработки.
Работая с фрезером, необходимо научиться вести его спокойно, плавными движениями. Ключевым моментом является правильное и безопасное перемещение обрабатываемого материала. Нельзя это делать слишком медленно, поскольку на древесине могут появиться пятна от ожогов, что может привести к повреждению материала.
Сколы появляются при выполнении фрезерных работ по дереву против направления волокон древесины. За один проход надо выполнять фрезерование на глубину до 8 мм, некоторые модели дают возможность настройки с точностью до 0,1 мм. Глубокие пазы и четверти нужно фрезеровать в несколько проходов.
Обработка деревянных деталей
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки.
При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Чтобы избежать этой проблемы, брусок нужно зажать струбциной, параллельно положить точно такой по размеру брусок. Тогда фрезерная машина приобретет две точки опоры и шататься не будет.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Полезные самоделки своими руками
Для того чтобы сделать что-нибудь полезное, например, шкатулку необязательно иметь целый арсенал сложного оборудования и дорогостоящего инструмента. Можно обойтись минимумом инструментов и механизмов. Для выполнения столярных работ понадобятся:
- фрезер;
- электрический лобзик;
- шлифовальная машинка;
- несколько струбцин;
- набор фрез.
В качестве материала использовать можно абсолютно всё — например, обрезки паркетной доски, куски фанеры и отходы плиты ДСП, но обязательно с прямым углом. Для упрощения работы нужно сделать простенький фрезерный стол. Для обработки заготовок понадобится прямая пазовая фреза большого диаметра. Процесс выглядит примерно так. На самодельном столе построгать торцы обрезков паркетной доски. Разметить боковины шкатулки и при помощи лобзика убрать всё лишнее.
Полученные заготовки необходимо обработать рейсмусом, чтобы выдержать размер всех боковин. При отсутствии рейсмуса можно воспользоваться фрезерным столом. Для этого установить упор по размеру заготовки и двигать деталь между упором и вращающейся фрезой по направлению к себе. Следующую операцию по калиброванию боковин по длине выполнить лобзиком.
Соединить боковины между собой можно на ус. Для этого нужно фрезеровать торцы боковин конической фрезой с углом в 90 градусов. Сделать это можно с помощью фрезера. Таким образом, торцы боковин имеют одинаковые скосы в 45 градусов. Далее нужно сделать пазы в боковинах для донышка. Для этого применяется торцевая фреза диаметром 6 миллиметров, равная толщине фанеры. Соединяются детали при помощи клея. Изделие выглядит аккуратно и красиво как снаружи, так и внутри. Что ещё можно сделать ручным фрезером по дереву? Всё что угодно: например, полку для вещей, ящики для хранения овощей или инструментов, кухонную мебель.
Ящик для инструментов
Для того чтобы изготовить ящик для инструментов, необходимо укрепить столярное соединение боковин, вставив дополнительные шипы. Операция называется нарезка шипов ручным фрезером. Выполнить её вручную очень сложно, поэтому нужно изготовить несложное приспособление — фрезерный стол. Принцип его изготовления простой:
- Собрать простой деревянный стол, состоящий из столешницы и ножек.
- Снизу к столешнице прикрепить ручную фрезерную машинку, проделав в столешнице отверстие для выхода фрезы.
- Изготовить из толстослойной фанеры по размерам столешницы каретку с упорной планкой. В каретке прорезан паз для выхода фрезы.
Устройство для нарезки шипов в доске работает следующим образом. Разметить место фрезерования и, прижав доску к упорной планке, выполнять движение кареткой, направляя её на режущий инструмент. Полученное шиповое соединение деталей будет прочным и надёжным.
Как изготовить филёнку
Одна из наиболее часто выполняемых столярных операций — это изготовление филёнки. Оно выполняется специальной фрезой. Для качественного выполнения работы необходимо к столешнице фрезерного устройства изготовить простое приспособление. Для этого понадобится толстослойная фанера размером 500 х 300 х10 миллиметров. Для выхода фрезы вырезается отверстие диаметром 100 миллиметров. К столу струбцинами крепится параллельный упор. Фреза выставляется с учётом расстояния от поверхности стола до острой кромки режущего инструмента в один миллиметр. Обрабатываются последовательно все стороны заготовки. Толщина филёнки регулируется подъёмом фрезы.
Используя ручной фрезер, очень просто создать мебельный фасад на дверках. Для этого потребуются фигурная торцевая фреза, копировальная втулка и шаблон из фанеры. Технологический процесс очень простой:
- прикрепить шаблон к заготовке, применяя тонкие гвоздики;
- установить и зафиксировать глубину погружения фрезы в древесину;
- установить копировальную втулку на фрезерный механизм;
- фрезерную машинку, прижимая к шаблону, вести по его контуру.
В результате получается аккуратный рисунок мебельного фасада.
Дёшево и сердито
Резьба по дереву — это всегда красиво, богато и дорого. Этим занимаются талантливые люди, художники или скульпторы. Но есть такие способы резьбы, которыми может заниматься любой человек. Например, вырезать узоры ручным фрезером по дереву очень легко. Работа выполняется торцевой фрезой малого диаметра по контуру рисунка. Для этого нужно подобрать доску твёрдой породы, прибить трафарет, вырезанный из картона, и фрезеровать по шаблону.
Для работы подойдёт фрезерная машинка любой мощности. Желательно, чтобы она была лёгкая и удобная, тогда проще будет копировать рисунок. Поэтому не нужно заморачиваться, какой выбрать фрезер для начинающих, главное — подобрать фрезы диаметром от 2 миллиметров. При работе нужно проявить усердие, чтобы ровно пройти тонкой фрезой по контуру рисунка и не сломать её. Следующий шаг — углубление фона, для этого применяется фреза-флажок большого диаметра.
Опасные факторы
Фрезерные станки требуют соблюдения полной безопасности и высокой квалификации работника. При применении электрических машин могут произойти несчастные случаи, вызванные выбросом материала при фрезеровании. Поэтому исполнитель работ должен иметь специальную рабочую одежду.
Если в процессе фрезерования выделяется сильная пыль, нужно иметь защитные очки. Максимальную безопасность в этой ситуации предоставляют специальные струбцины и тиски, эффективно удерживающие заготовку, предотвращая её выброс. Нельзя руками удерживать заготовку в зоне вращения фрезы или непосредственно касаться вращающегося инструмента. Необходимо применять специальные прижимные приспособления для продвижения детали во время фрезерования.
Всё о фрезере для начинающих: устройство, виды, правила работы
Фрезерный станок – это устройство, с помощью которого обрабатывают такие материалы как металл, сталь, дерево, камень и пластик. Фрезеру поддаются разные поверхности, как ровные, так и криволинейные. На станке можно изготавливать зубья и шлицы, а также нарезать резьбы, сверлить и растачивать детали. Кроме того, мастер с помощью фрезы может сделать орнамент или надпись на поверхности детали, а также выполнять ряд других работ.
Зачем нужен фрезерный станок
Работать фрезером можно в таких отраслях, как ювелирная, мебельная и даже рекламная. Станок применяется при оформлении интерьера и во время декорирования помещения, для изготовления окон и дверей из пластика. Современная промышленность использует фрезерование для изготовления автомобилей, самолетов, оборудования для медицинских учреждений. Объясняется это тем, что обработка изделий с помощью фрезера наиболее точная. Поверхность после работы фрезером становится ровной и гладкой.
Более подробнее о работе фрезерного станка:
- Работа фрезеровального станка над изделиями из металла. В процессе выполняются следующие операции:
- сверление отверстий;
- зенкерование металлических изделий;
- нарезываются резьбы разных размеров;
- растачиваются отверстия;
- выбираются пазы;
- нарезаются зубья на шестернях;
- обрабатываются поверхности.
- В мебельной промышленности делать фрезером по дереву можно такие операции:
- вырезаются пазы для изготовления кромок;
- распиливаются изделия;
- торцуют детали;
- высверливают отверстия;
- гравируют поверхность.
- Пользоваться фрезером по дереву можно и тогда, когда изготавливают балясины, плинтуса, наносят на изделия узоры. Резьба по дереву может быть богатой на разные мелкие детали, что практически не возможно сделать руками.
- При необходимости с помощью фрезера можно изготовить барельефные и горельефные узоры, а так же панно в 3D формате. С помощью станка можно вырезать фигуры людей и животных, объемные орнаменты и композиции.
- Фрезерный станок используется для изготовления сувениров. С его помощью наносится гравюра на магните. На изделие наносится архитектурные изображения, статуи, другие памятники искусства.
- Для изготовления рекламы с помощью фрезера изготавливаются буквы, цифры, вырезаются логотипы на канцелярских товарах или зажигалках. Наносится информация на уличных знаках и табличках.
- В ювелирном производстве фрезер используется для нанесения узоров и надписей на изделиях.
- В архитектуре фрезерный станок используется для изготовления макетов зданий.
- В моделировании станок применяется для вырезания деталей автомобилей или другой техники из легких материалов.
- В медицине фрезерное устройство чаще всего применяется в стоматологии, а в частности в области протезирования. Оборудование позволяет максимально точно изготавливать нужные элементы, такие как коронки, мосты, имплантаты.
- В области handmade сделать ручным фрезером можно игрушки, подарки или украшения в домашних условиях.
Устройство и принцип работы фрезера
Существует два основных вида фрезера – станок, который устанавливается в стационарном положении, и ручной инструмент, что перемещается в процессе работы по изделию. Для начинающих важно знать, как устроено оборудование, и научиться правильно на нем работать.
Ручной фрезер для работы по дереву имеет простую конструкцию. Он состоит из корпуса, в котором расположены важные узловые точки. Основной деталью аппарата является мотор. Из корпуса выходят держатели, оснащенные переходниками. Именно к ним прикрепляются фрезы.
Устройство оснащено металлической платформой с гладкой, скользящей подошвой. Благодаря ей инструмент легко скользит по заготовке и может добраться даже к самому труднодоступному месту. При выборе нужно внимательно осмотреть платформу, она должна быть литой. Это обеспечит ей устойчивость. Подошва платформы изготовлена из пластика и легко снимается для замены.
На поверхности корпуса размещены кнопки включения-выключения инструмента. В некоторых моделях присутствует и кнопка блокировки. Очень важно, чтобы фрезер был оснащен упором. При работе с устройством выполняются настройки:
- регулируется глубина до 1 сантиметра;
- устанавливается необходимая скорость оборотов.
Виды фрезеров
Фрезерный станки делятся на следующие виды:
- Универсальный – предназначается для работы с разными видами материала. На нем можно обрабатывать детали в горизонтальном и вертикальном положении. Вырезать пазы и углы, делать винтовые элементы.
- Горизонтальный – используется только для обработки деталей, что находятся в перпендикулярном положении относительно режущей части механизма.
- Широкоуниверсальный –станок имеет поворотное устройство, с помощью чего может совершать операции как в горизонтальном, так и в вертикальном положении.
- Вертикальные и горизонтальные станки, не имеющие консоли. Их задача обрабатывать крупные детали.
- Продольные виды станков используют работы с большими деталями. При этом применяются только насадки цилиндрической, дисковой, фасонной формы.
Как работать фрезером
Фрезер работает по следующему принципу:
- в зависимости от того, с какой целью будет использоваться инструмент, выбирается насадка;
- хвостик насадки вставляется в специальный патрон и фиксируется;
- устанавливается необходимый режим работы и глубина;
- рукоятка устанавливается в среднее положение;
- выбирается скорость вращения рабочей части.
Фрезером можно работать, держа его в руках или зафиксировав его в стационарном положении на столе. При установке инструмента на столе, его рабочая часть должна быть в верху. Для безопасной работы на инструменте, а так же для обеспечения ровных поверхностей в процессе обработки, обязательно нужно установить лекало.
Важно соблюдать правила безопасности:
- одевать специальную одежду, которая не будет наматываться на движущиеся детали устройства;
- не терять равновесия в процессе работы;
- в ожидании удара во время соприкосновения инструмента с материалом следует крепко удерживать фрезер;
- по окончанию рабочего процесса, инструмент отсоединяют от сети.
Уход за ручным фрезерным устройством
У только что купленного инструмента все детали смазаны изготовителем. Дальше в процессе работы нужно следить за фрезером и периодически его смазывать. Подобные процедуры предостерегут внутренние элементы от трения и сохранят их целостность. Устройство будет служить долгое время без поломок и ремонта.
Выбирать фрезер перед покупкой нужно только такой, функции которого полностью будут отвечать требованиям покупателя. И только после обращать внимание на его стоимость. Цена для данного инструмента всегда формируется в зависимости от его функциональности.
Работа ручным фрезером по дереву
Основы работы на электрофрезе
Перед началом практического использования, как и любому оборудованию, электрофрезу требуется настроить. Сначала откручивают предохранительную гайку и убирают зажимную цангу. Обязательно проверяют закручены до конца и надежны ли все резьбовые соединения. Затем убирают плотную защитную смазку.
Фреза вставляется в цанговый патрон. Если есть необходимость, патрон меняется на подходящий по диаметру. Специальным ключом затягивается хвостовик, чтобы фреза не болталась. Затем происходит зажим шпинделя.
Положение фрезы фиксируется и с помощью регулятора ограничителя устанавливается необходимая глубина фрезерования. Определяется правильная скорость прибора на основании данных таблицы соответствий параметров материала и размера фрезы. Включают прибор кнопкой «Пуск» и делают контрольный рез.
Перед реальной работой надо проверить какой ход фрезера, величину скорости вращения шпинделя и выбрать глубину проходки сверла. Это делается в черновом варианте. Если изделие проходит круговую обработку, то инструмент должен двигаться против часовой стрелки и от себя при движении на плоской основе.
Начинающие при столярной работе часто допускают распространенную ошибку: изменяют скорость перемещения устройства при фигурном контуре обработки. В этом случае станок перегревается и на заготовке появляются прожиги.
Перед работой фрезером по дереву уроки по применению желательно почитать в хороших источниках.
Формирование пазов
Если паз начинается с самой кромки, то фреза должна нависнуть над краем детали. Затем устанавливается необходимая глубина и производится пуск инструмента. Когда кромка обработана полностью фиксатор ослабляется. Фреза поднимается и инструмент выключается.
Глухой паз делается аналогично за исключением того, что нарезка начинается не с края детали.
Когда паз очень глубок, то он вырезается в несколько проходов. При каждом новом проходе устанавливается новая глубина не более пяти миллиметров. Глубина последнего слоя должна быть не более полутора миллиметров.
Обработка торцевой поверхности
Создание чистого канта — один из самых распространенных видов работы ручным фрезером.
Сначала делается пологий срез. Электрофреза перемещается по направлению вращения, затем в обратную сторону. После этого действия у торца появляются правильные очертания.
Работа с фигурными шаблонами
Шаблоны позволяют делать копии деталей и используются для создания фигурных кромок.
При помощи крепежей упорное кольцо шаблона прикрепляется к подошве. Упорное кольцо — это пластина, которая перемещается по шаблону и формирует необходимую траекторию движения фрезы.
Декоративная отделка
Для украшения деревянных изделий часто делают декоративные узоры. Ручной станок прекрасно справляется с задачей художественной фрезеровки. Необходимо только изучить, как правильно обрабатывать податливое дерево — и можно фрезеровать.
При работе над узором кроме самого фрезера потребуется наличие тисков, стамески и лобзика. Деревянная заготовка с рисунком на поверхности устойчиво закрепляется, а специальная режущая насадка ходит по контуру, снимая слой за слоем заготовки. Постепенно узор становится объемным.
Если использовать фрезу разного диаметра, то получается индивидуальный орнамент.
Подробно универсальные ручные фрезеры описаны в труде Джексон Дэй «Работа с фрезерами».
Глубина фрезерования
Следующий этап настройки — установка глубины погружения. Она задается вертикальным упором, который может иметь несколько ступеней регулировки. Наиболее ходовая — положение самого упора. Уперев его в самую низкую из ножек «револьвера» (если это возможно), ослабляют фиксаторы упора (обычно реализован барашковый зажим) и самой «головы» и опускают ее до касания фрезой поверхности.
Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
Теперь нужно зафиксировать подвижный упор или просто придерживать его одной рукой, а другой установить подвижный указатель (он «ездит» вверх-вниз) напротив нулевого деления мерной шкалы, тем самым откалибровав линейку. Все, она готова к работе.
Перемещая упор и следя за указателем, настраивают глубину и затягивают винт подвижного упора. Если фрезер «из простых», то юстировка закончена. В ином случае глубину погружения подгоняют более точно. Положение подвижного (уже закрепленного) упора изменяют с точностью до десятых долей миллиметра, поворачивая регулировочное колесико.
Оно имеет фиксаторы («перещелкивается» по делениям) или просто туго вращается. Первый вариант лучше, так как установка не собьется в процессе эксплуатации. Хорошо, когда такая регулировка реализована в широких пределах, и очень удобно, когда ее можно производить непосредственно во время работы.
Правила выбора инструмента
Выбор подходящего типа электрофрезы зависит от поставленных технологических задач. Исходя из них, выбирается устройство с оптимальным функционалом и подходящими техническими характеристиками. Кроме того учитывается необходимость и наличие дополнительных приспособлений. Это зажимы, разные упоры, шаблоны, с помощью которых обработка детали происходит более высокоточно и безопасно.
В первую очередь выбирается устройство с подходящей мощностью. От этой характеристики зависит масса инструмента. Поэтому ручные фрезеры делятся на легкие, средние и тяжелые.
Легкие устройства с минимальной массой имеют мощность не выше семьсот пятидесяти ватт. Средняя категория обладает мощностью до одной тысячи сто ватт. У тяжелых аппаратов это значение выше одной тысячи двести ватт.
В случае несложных и неинтенсивных задач или, если материал обработки исключительно дерево, приобретение высокомощного устройства неоправданно. Очень мощные инструменты имеют низкую скорость вращения вала.
Скорость вращения фрезера — это тоже одна из важных характеристик инструмента. Показатель скорости колеблется от 7 000 до 24 000 оборотов в минуту. Различные материалы и виды работ для обработки требуют различные скорости вращения.
Хрупкие и твердые материалы и большая глубина среза требуют низкооборотного мощного инструмента. Устройства с высокими оборотами подойдут для полировки, шлифовки, гравировки или для обработки деревянных частей.
Цанги отличаются материалом, качеством изготовления и своей конструкцией. Лучшими считаются цанги, имеющие форму конуса и изготовленные из закаленной стали. Такие элементы меньше изнашиваются и служат гораздо дольше цанг, которые сделаны из обычной стали.
Современные фрезеры часто снабжены встроенным элементом для удаления пыли во время реза. Прямо в корпусе может располагаться эффективный пылесос.
Подошва инструмента может быть литой или штампованной (в недорогих моделях). От плотности и равномерности прилегания подошвы к обрабатываемому материалу зависит качество и скорость выполнения производственных задач.
Базовая опора имеет отверстия для размещения направляющих.
Отличительные признаки фрезера профессионального класса:
- Наличие целого комплекта разных дополнительных элементов для устройства.
- Присутствие металлических втулок вместо полимерных.
- Прочность металлических гильз с подшипниковыми узлами. Они гарантируют отсутствие люфта после многоразовых перегревов и охлаждений.
Профессиональные модели способны активно работать несколько часов без перерыва. Более простые устройства требуют пятнадцатиминутного перерыва после работы в сопоставимом отрезке времени.
Вопрос выбора инструмента трудно переоценить, но необходимо научиться управлять им. Надо не только прочитать инструкцию пользователя, но и посмотреть видеоурок, как работать фрезером по дереву.
Как работать?
Обработка заготовок с помощью ручного фрезера производится на специально оборудованном столе или держа его в руках. Небольшие детали лучше фрезеровать на столе, где можно их надежно закрепить.
Можно выделить наиболее часто используемые приемы фрезерования:
Работы со стандартным параллельным упором, который всегда есть в комплекте станка
Он обеспечивает возможность прямолинейного перемещения инструмента, что важно при обработки торцов, изготовления пазов и канавок.
Использование направляющей шины позволяет обеспечить перемещение аппарата под углом, который можно изменять.
При работе с круглыми заготовками и изготовления закругленных элементов фрезерование осуществляется с использованием циркуля.
Шаблоны или копировальные кольца позволяют обрабатывать заготовку по заданному образцу, дублировать детали.
Обработка кромок по шаблону
При желании сформировать декоративную кромку сложной конфигурации трудно направлять инструмент руками, произвольно. В данной ситуации следует использовать принцип шаблонов.
Проще всего использовать уже готовый образец, который закрепляется на столе. Если образца нет, то шаблон любой формы можно изготовить из оргалита или МДФ толщиной 8-12 мм. При изготовлении можно использовать электролобзик.
Копирование шаблона на обрабатываемой заготовке осуществляется с помощью специальной фрезы (копировальная фреза), снабженной подшипником. Рядом с фрезой устанавливается стержневой упор.
При фрезеровании подшипник обкатывает шаблон и передает эту траекторию фрезе. В результате обеспечивается точная копия детали. При сложных и глубоких рельефах работа проводится в несколько заходов.
Выбор фрезы
В зависимости от вида обработки, применяются различные фрезы по дереву для ручного фрезера, выбор большой:
- цилиндрические;
- дисковые;
- торцовые;
- конические;
- фальцевые;
- галтельные;
- калевочные;
- профильные.
Цилиндрическими фрезами для обработки древесины создают пазы, выборки различных конфигураций. Они применяются для раскроя деталей, создания отверстий глухих и сквозных. С их помощью на сопрягаемых деталях делаются соединения типа шип-паз с точным соответствием размеров и конфигураций.
Паз ручным фрезером по дереву проще всего вырезать с помощью дисковой фрезы. Инструмент подбирают по ширине равный толщине шпонки. Пазы любой длины прорезаются за один проход. Расстояние до плоскости регулируется подошвой и упорами. На ламельном станке для обработки дерева угол наклона, расстояние от торца и по высоте выставляется с помощью упоров на подошве и автоматически, без разметки обеспечивается точное совпадение пазов под шпонку. Сборка сопрягаемых деталей производится без смещения и перекосов.
Специалисты, знающие, как работать с фрезой каждого типа и какие шаблоны изготовить, выполняют сложное соединение ласточкин хвост с помощью ручного оборудования.
Разбираясь, какими фрезами что возможно выполнить, обрабатывая дерево, следует обратить внимание на форму режущей кромки. У фальцевой она широкая и ровная
За один проход с малой подачей можно выбрать четверть. Дисковая способна сделать эту работу за 2 хода. Ее надо переставлять после первого реза под прямым углом. Но фальцевые фрезы по обработке древесины переводят все в стружку. После дисковой остаются квадратные рейки, пригодные для использования.
Галтельные, калевочные и профильные фрезы все относятся к фигурным. При резьбе по дереву фрезером своими руками торец приобретает форму, обратную конфигурации режущей кромки. Галтель выбирает четверть радиальной формы. Калевочная с режущей кромкой противоположной формы делает красивый радиус вместо угла.
В домашней мастерской фрезы для начинающего столяра должны быть простыми по форме и малого диаметра. Они испытывают при обработке меньшее сопротивление дерева. Фрезером легче управлять. После освоения простых операций по прорезанию пазов и вырезанию ровных деталей, можно переходить к сложным приемам обработки дерева.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Подготовка к работе
В создании красивых деревянных изделий большое значение имеет прохождение практических уроков работы ручным фрезером. Начинать следует с легких моделей и простых операций. Работать удобнее с инструментом погружного типа, имеющего колонны, направленные перпендикулярно подошве. По ним опускается корпус с двигателем и инструментом. На них значительно проще регулировать глубину резания и затрачивается меньше сил для управления инструментом.
Сначала следует изучить, как работает ручной фрезерный станок по дереву. В корпусе установлен двигатель. Вращавший момент передается шпинделю и непосредственно на закрепленный цангой инструмент. Опирается ручной фрезерный станок по дереву на подошву. В ней напротив шпинделя сделано окошко, через которое инструмент опускается в рабочую зону. Напротив оси фрезы имеется насечки. По ним оператор ориентируется при ручном режиме резания по разметке.
Фрезерование древесины производится за счет вращения фрезы, закрепленной цангой в шпинделе. Инструмент вручную ведется по линии разметки или применяются для создания красивой лини реза шаблоны и специальные приспособления.
Мастера отмечают широкие возможности фрезерного станка по дереву. Основные выполняемые им операции:
- сверление отверстий;
- выборка четвертей;
- фрезерование пазов, шлицев;
- создание шипов различной формы;
- выравнивание боковых поверхностей;
- подгонка посадочных мест;
- профилирование кромки;
- вырезание дисков различных размеров;
- декоративная резьба по дереву.
Умельцы самостоятельно создают приспособления и увеличивают количество операций, выполняемых ручным фрезерным станком по дереву.
Кромочная фреза
В общем виде конструкцию этого резца можно представить следующим образом:
- Хвостовик, который зафиксирован в патроне. Имеет цилиндрическую форму, есть канал для лучшего крепления в патроне. В продаже имеются насадки с конусным зажимом, изготовленным из легированной стали.
- Резец, повторяющий своей формой очертания обрабатываемой кромки. Он может быть выполнен цельным с хвостовиком. Материал, из которого изготавливают резец, выполнен из твёрдых сплавов или быстрорежущей стали.
- Подшипник, закрепленный сверху или снизу хвостовика. Различный диаметр таких подшипников позволяет контролировать глубину прорези.
Фреза кромочная фальцевая
Этот тип предназначен для формирования выборок с фальцем в виде прямоугольника, выборке четверти, вырезке паза по кромке заготавливаемого материала. С помощью упорного подшипника становится возможным фрезеровать линейные и криволинейные виды заготовок. Их применяют для сращивания заготовок в четверть, вырезания пазов для монтажа дверных филенок, фрезеровки фальцев и элементов мебели.
Фреза по дереву кромочная
Является самым широко распространенным инструментом для работы с деревом. Зачастую в наборах, предназначенных для работы в домашних мастерских, именно кромочные резцы составляют большинство. Их классификация значительно превосходит остальные виды. Эти фрезы подразделяются на профильные, конусные, калевочные, дисковые, фальцевые, галтельные, фигирейные.
Как выбрать фрезы
Фреза является составляющей фрезера и представляет собой хвостовик и рабочий элемент с режущей кромкой. Их различают по:
- форме режущей кромки;
- виду материала, из которого они изготовлены;
- величине;
- конструкции.
Таким образом, для работы по дереву мягких пород необходимы легкие материалы для фрезы. А для изготовления предмета из твердой древесины предпочтение отдается «твердым» фрезам.
Фрезы бывают:
- конусообразные;
- V -образные;
- дисковые;
- фрез «ласточкино гнездо»;
- профильные;
- прямоугольные пазовые;
- калевочные;
- фальцевые;
- галтельные.
Кроме этого, фрезы делятся на те, которые направляют движение, имеют подшипники и на те, у которых их нет. При помощи ручного фрезера без подшипников во фрезах осуществляются работы в любом месте заготовки.
Установка фрезы
Как только необходимый шаблон будет найден, дальнейшие работы по дереву следует проводить ручным фрезером. Для этого подбирают и устанавливают правильную фрезу. Выполняется это в такой последовательности:
- выбирается необходимая фреза;
- ее хвостовик вставляют в патрон таким образом, чтобы глубина погружения была не больше 2 см;
- при помощи ключа затягивают гайку патрона, перед этим повернув его до щелчка;
- чтобы отрегулировать фрезер на необходимую глубину, используют подвижный ограничитель установки глубины;
- затем ручку точной настройки устанавливают в среднее положение между «минусом» и «плюсом».
Как правильно выполнять работу ручным фрезером
Большое количество электрических приборов для строительства и ремонта свою работу осуществляют при помощи вращения вала. Ручной фрезер совершает в секунду большое количество оборотов. Принято считать, что работа по дереву будет выполняться фрезером чище, если оборотов будет как можно больше. На самом деле это ошибочное мнение. Предмет может обуглиться и сломаться при неправильной установке регулятора частоты оборотов и при выполнении работ фрезой большого диаметра.
Именно поэтому под каждый вид работы и материал необходимо подбирать и устанавливать определенное количество оборотов в секунду. Работы будут выполняться гораздо чище, если правильно подобрано соотношение скорости движения фрезы относительно древесины, которую режут.
Работу ручным фрезером осуществляют, установив его на специальный стол или просто держа в руках. Мелкие заготовки обычно фрезеруют на стационарном столе. Это способствует выполнению работ без каких-либо дефектов. На такой стол фрезер устанавливают шпинделем вверх.
Чтобы фрезерование на столе было исполнено без ошибок, необходимо:
- на поверхности стола установить линейки, под ту форму, которую необходимо будет вырезать;
- узкие линейки с овальным торцом необходимы для работы с деталями переменного профиля и к поверхности стола их крепят перпендикулярно заготовке.
Следует помнить, что работая ручным фрезером, его следует двигать обязательно в обратном направлении относительно движения фрезы. В противном случае инструмент часто вырывается из рук и наносит травмы.
Соблюдение техники безопасности
Ручной фрезер по дереву обязательно требует соблюдения техники безопасности, чтобы не причинить вред здоровью:
- если работы с фрезером не проводятся, шнур следует выдернуть из розетки;
- работая с инструментом, необходимо быть внимательными и сконцентрированными, крепко держать его в руках и иметь устойчивое положение;
- обрабатываемая деталь должна быть прочно закреплена;
- инструмент следует держать очень крепко, потому что при его соприкосновении с изделием может возникнуть ответный удар, способный вырвать аппарат из рук;
- перед началом работ нужно облачиться в такую одежду, которая будет не очень свободной, потому что излишки ткани способны намотаться на ручной фрезер;
- работая фрезером, следует избегать вдыхания мелкой древесной пыли, которая очень вредна для легких, поэтому необходимо пользоваться респиратором.
Правила безопасности
Приемы безопасной работы с устройством обязательно прописываются в инструкции производителя, не стоит пренебрегать ими, чтобы не получить травму. К основным правилам безопасной работы можно отнести:
- Обязательно работайте в защитной одежде без свисающих частей, которые может намотать на фрезер.
- Защищайте глаза от попадания стружки, для этого применяйте защитные очки или маску.
- Защищайте органы дыхания с помощью респиратора.
- Обязательно выдергивайте прибор из розетки на время перерыва в работе.
- Крепко держите инструмент в руках, чтобы избежать его выскальзывания при касании с обрабатываемой деталью.
- Обязательно изучите и соблюдайте все требования инструкции завода-изготовителя.
Выполнение этих простых требований позволит избежать травм при работе с фрезером, ведь это довольно опасный аппарат. Обучение работе с деревом требует не только сильного желания, но и особого терпения и внимательности. Только сочетание всех этих качеств позволит набраться опыта и достичь высоких вершин мастерства.
Шипорезное приспособление
В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной.
Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны.
На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон.
Руководствуясь общим правилом ведения инструмента против хода фрезы, заготовку проходят от центра к краю. Предварительно рекомендуется сделать подрезку (пройти шаблон по выступам, не «заходя» в них) — это позволит избежать сколов.
Что можно изготовить
Что можно сделать в домашних условиях ручным инструментом. Фрезер универсальный и способен помочь в изготовлении мебели и при строительстве дома. При массовом производстве применяется пооперационное изготовление на фрезерном станке узкой специализации. Ручной инструмент универсальный, легко переналаживается и заменяет целый конвейер станков.
Ручной фрезер используется при установке дверей. Используя шаблон, в полотне вырезаются пазы под замки, и делаются занижения устанавливать петли.
Мебель невозможно изготовить без пазов под шпонки или шипы на соответствующих деталях. Этой операции предшествует раскрой доски. Чтобы полочка и большой шкаф выглядели красиво, следует края обработать калевочной или фигурной фрезой.
У любителей мастерить дома популярны поделки из дерева в виде резной мебели, наличников, рамок. При строительстве и ремонте можно самостоятельно сделать филенку и плинтуса. В последнее время популярными стали столы и подоконники из слэбов. Мастера изготавливают приспособления с направляющими вдоль стола. По ним ходит поперечная каретка. В результате маленьким ручным оборудованием выравниваются и шлифуются огромные по площади плоскости деревянных спилов.
Технические характеристики ручного фрезера по дереву
Цена при покупке ручного фрезерного станка по дереву не является определяющим фактором. Намного важнее технические особенности устройства. Именно от них будет зависеть возможность достижения нужного результата.
Мощность двигателя влияет на размер устройства и фрезы
Мощность двигателя
Основным параметром, определяющим работу прибора, является мощность двигателя. От этого показателя зависит диаметр и длина фрезы, которую можно купить для ручного фрезера по дереву, а также время непрерывной работы. По этому показателю все представленные модели можно распределить на три категории:
- лёгкие, обладающие мощностью 750 Вт и весом 2-3 кг;
- средние, с показателями 3-5 кг и 1500 Вт соответственно;
- тяжёлые, работающие на мощности до 2300 Вт и имеющие вес более 6 кг.
Для точных работ требуется регулировка скорости вращения
Скорость вращения шпинделя
Эта характеристика понятна даже людям, которые далеки от техники. Чем выше данный показатель, тем лучше выше качество итогового результата обработки. Но при необходимости получить высокую точность требуется снижение скорости движения шпинделя.
Поскольку скорость зависит от диаметра фрезы по дереву для ручного фрезера, выбирать из каталога представленных моделей приборов следует такие, которые имеют возможность изменения этого показателя. Обычно допускается до 8 позиций, а само изменение вращения может происходить ступенчато или плавно.
Глубину резки можно выставить при помощи специального регулировочного болта
Рабочий ход фрезы
Это показатель, который обозначает максимально возможную глубину погружения фрезы. Для лёгких устройств, предназначенных для домашнего применения, характерны значения в интервале от 20 до 50 мм, профессиональные образцы имеют ход до 80 мм.
Дополнительные опции
Кроме ключевых характеристик, определяющих качество обработки, имеются дополнительные опции, назначением которых служит улучшение комфорта и повышение безопасности.
- Константная электроника. Система, которая позволяет поддерживать обороты при повышении плотности заготовки и увеличении нагрузки. Поскольку подобное встречается только в промышленных условиях, данная опция имеется у профессиональных моделей.
- Плавный пуск. Функция, которая обеспечивает постепенный набор скорости, что позволяет повысить срок службы прибора, поскольку не наблюдается частых перегрузок.
- Система защиты. Опция, которая необходима для предотвращения выхода из стоя двигателя. Система активируется при повышении температуры.
- Защита от случайного пуска. Некоторые модели оснащаются второй кнопкой, которая должна нажиматься вместе с основной, иначе прибор просто не включится.
Наличие двух клавиш, которые необходимо нажать одновременно, является надёжной защитой от случайного пуска прибора
Примеры использования
Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических).
А что еще умеет фрезер?
Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Достаточно дорогое, но оправдывающее свою цену приспособление — шипорезное. По сути, это сложный и точно выполненный зажим для заготовок, дополненный копировальным шаблоном. Работают по нему со специальной копировальной втулкой. Она не только опирается на плоскость шаблона, но и «держится» за него с обратной стороны за счет небольшого бортика.
Закрепляют сразу две или четыре сопрягаемые детали (с другого края, с каждой парой работают отдельно), при этом специальные упоры задают требуемое смещение заготовок друг относительно друга. Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо.
При точной настройке несложно добиться «нулевого» зазора — после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород.
Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой).
Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему
1 Ручной фрезер — устройство и принцип работы
Такие модели, как кромочный фрезер Virutex, несмотря на сравнительно небольшие размеры, отличаются не очень продуманным устройством и компоновкой.
Этот кромочно петлевой фрезер, в отличе от агрегатов для работы по дереву Hammer frz 710 premium или Dewalt 26200, требует особого подхода в процессе работы.
Ручной кромочный фрезер представлен в виде инструмента для работы по дереву. Ручной аппарат может быть оснащен такой деталью, как фреза кромочная прямая маркировки 9241 с подшипником.
Фреза с подшипником
Она обеспечивает эффективную обработку различных древесных изделий посредством фрезерования.
Ручной кромочный фрезер Hammer frz 710 premium или Dewalt 26200, как и другие аналогичные устройства позволяет создавать фигурные пазы и отверстия.
Кроме того фреза кромочная прямая марки 9241, оснащенная подшипником может выполнять не только деревообработку, но также вырезать канавки на поверхности мягких металлов или пластика.
Еще для таких видов работ может применяться фреза кромочная калевочная или фреза кромочная фальцевая.
Принцип работы ручного фрезера по дереву Hammer FRZ 710 Premium, Dewalt 26200, как и других подобных устройств достаточно прост.
Фреза кромочная прямая с подшипником, установленная на аппарате производит обработку материала в процессе своего вращения.
При этом фреза по дереву с маркировкой 9241 перемещается в продольном направлении вместе с самим устройством.
Перед началом процесса ручной кромочно петлевой фрезер Hammer frz 710 premium или Dewalt 26200 запускается в тестовом режиме, а заготовка надежно закрепляется на рабочем столе. Ручной кромочно петлевой фрезер по дереву оснащается режущим инструментом – фрезой.
Фреза кромочная калевочная, как и фреза кромочная прямая с подшипником оборудована несколькими режущими элементами – зубьями и лезвиями.
Верхний фрезер таких агрегатов для работы по дереву как ручной Hammer premium и Dewalt 26200, как и большинство аналогичных устройств, состоит из двух главных компонентов – основания и электродвигателя.
Элементы связываются между собой с помощью направляющего подъемного механизма. С помощью него фреза кромочная прямая с подшипником может проникать на установленную глубину в заготовку.
Ручной аппарат для резьбы по дереву Dewalt может подвергаться тонкой регулировке, для чего используется специальный регулировочный винт. Фреза кромочная прямая с подшипником, как и фреза кромочная фальцевая вращается с помощью вала электродвигателя.
На валу закрепляется патрон, на котором также может быть установлена фреза кромочная фальцевая. Для обеспечения качественных работ по дереву оборудование комплектуется прямолинейной направляющей.
Направляющая фрезы
С ее помощью фреза кромочная фальцевая по дереву способна перемещаться на нужное расстояние в пределах плоскости заготовки.
Некоторые модификации устройств оснащаются круговой направляющей. С ее участием фреза кромочная прямая с подшипником может выполнять круговые движения в процессе работы.
Это обеспечивает качественную обработку кругов, отличающихся большим диаметром. Для того чтобы фреза кромочная калевочная могла фрезеровать паз нужен угловой упор, выполняющий направляющую функцию.
Виды фрезеров и их особенности
Характер выполняемых работ и их объём определяет наличие того или иного вида фрезера. В мебельном производстве фрезерование является одним из основных процессов, для которого лучше подойдут узкоспециализированные модели. Для бытового использования или в небольшой мастерской выгоднее иметь универсальную модель, подходящую для выполнения основных операций. Штанговый (вертикальный или погружной), является самым распространённым и универсальным видом. Подходит для основных работ в домашних условиях, а также применяется на производстве. Кромочный (окантовочный), предназначен для нарезки пазов, канавок, снятия фаски. Подходит для аккуратной обработки ламинированных или шпонированных деталей. Используется в основном на производстве. Ламельный, предназначен исключительно для нарезки пазов. Присадочный (дюбельный), специализированный электроинструмент для сверления парных отверстий под шканты. Применяется в мебельном производстве.
Выбор оптимальной глубины и ширины резания при фрезеровании
Недавно я получил заметку от пользователя G-Wizard, который хотел узнать, как выбрать наилучшую глубину и ширину резания при фрезеровании. Отличный вопрос. Я подозреваю, что большинство машинистов используют практические правила и привычки больше, чем что-либо еще, если только ситуация не требует чего-то, в частности, исходя из размеров обрабатываемого элемента. Они привыкли использовать какую-то часть диаметра фрезы или какую-то цифру, которую они получили по привычке (40 тысячных или около того — это то, что они всегда использовали).Возможно, их программа CAM имеет жесткую настройку по умолчанию, которая составляет процент от диаметра фрезы.
Но эти значения, несмотря на то, что они работали с течением времени, не обязательно являются оптимальными цифрами в отношении скорости съема материала, допусков на отклонение инструмента или множества других переменных, которые мы могли бы принять во внимание. Как можно более систематически подойти к проблеме?
Во-первых, у нас есть две переменные (ширина и глубина резания), поэтому будет трудно добиться прогресса, если мы не сможем определить одну из двух переменных и сосредоточиться на взаимосвязи другой.Обычно довольно легко определить одну из переменных в зависимости от ситуации. Разделим нашу работу на две категории:
— Прорезание пазов: я буду обобщать это как любую ситуацию, когда удаляемый материал очень близок к диаметру фрезы. Это может быть паз или интерполяция отверстия или кармана, которые лишь немного больше диаметра концевой фрезы.
— Карманы: здесь я снова буду обобщать это как любую ситуацию, когда диаметр фрезы немного меньше, чем размеры удаляемого материала.Это не означает, что нет какого-либо внутреннего радиуса или другой функции, которая больше не похожа на пример прорезания, но по большей части у нас есть место для работы. Обратите внимание, что профилирование будет считаться таким же, как и карманы для этого обсуждения.
Хорошо, теперь мы должны взять перед собой задачу и решить, что ближе к прорезанию или врезке в карман. Причина, по которой я определил эти два способа, заключается в том, что он информирует наш выбор о том, с какой переменной работать в первую очередь. Если мы выполняем паз, ширина реза является первой переменной.Если мы обрабатываем карманы, глубина резания является первой переменной. Почему?
При прорезании пазов размер элемента очень близок к диаметру фрезы. Мы не можем взять концевую фрезу 1/2 дюйма и использовать ее для изготовления паза 1/4 дюйма. В общем, мы хотим использовать концевую фрезу наибольшего диаметра, которая подходит для данной детали, и тогда нам в значительной степени нужно сделать хотя бы один пропил на всю ширину. Как только мы уберем этот разрез, все оставшееся будет обработано так же, как и в кармане. Итак, при прорезании пазов мы в первую очередь ориентируемся на ширину реза и устанавливаем ширину фрезы, чтобы начать работу.
При формировании кармана нашим ограничением будет наименьший внутренний радиус, с которым нам придется иметь дело, а также глубина кармана. Помните, может быть выгодно сделать два прохода. Первый с фрезой, диаметр которой слишком велик для минимальных внутренних радиусов, с которыми нам приходится иметь дело. Это черновой проход, при котором используется фреза большего размера, чтобы сделать его быстрее. Второй проход является чистовым, и для него необходимо использовать фрезу, диаметр которой меньше или равен диаметру, необходимому для достижения наименьшего внутреннего радиуса, который удерживает карман.Обратите внимание, что мы можем обойти внешний радиус (выступ) с помощью фрезы любого диаметра, это внутренний радиус, который нас ограничивает.
Итак, мы выбираем фрезу размером либо с наименьшим радиусом, либо делаем два прохода и выбираем фрезу большего размера. Давайте пока оставим проблему двух проходов в стороне, потому что определение того, когда это оптимально, может занять некоторое время методом проб и ошибок. Это похоже на мысль об одном проходе. Учитывая, что резак выбран, мы можем выбрать практически любую ширину реза, какую захотим.Так как же нам зафиксировать переменную, когда кладем в карман? В случае прорези я люблю прибивать ширину реза. Что касается кармана, я предпочитаю прибивать глубину пропила.
В целом, мы получим более красивую отделку, если разрежем карман на как можно меньше слоев. Программы CAM хорошо складываются в карман, поэтому мы можем выбирать произвольную глубину резания. Если есть возможность, я предпочитаю делать это одним слоем для кармана, глубина которого меньше двух. В противном случае я предпочитаю, чтобы глубина слоев была одинаковой. Другими словами, я бы не стал опускаться на 1/4 дюйма, 1/4 дюйма, а затем на 0.19 ″ на третьем слое. Поэтому выберите глубину слоя, которая удовлетворяет этому критерию.
Теперь в обоих случаях мы заблокировали одну из двух переменных — ширину замков прорезания, глубину замков прорези. Нам нужно определить наилучшее значение для переменной, которую мы оставили плавающей, на основе значения той, которую мы заблокировали. Именно здесь G-Wizard Cut Optimizer упрощает задачу. Введите известные вам значения для разреза и позвольте оптимизатору вычислить значение для плавающей переменной.
Например, предположим, что нам нужно вырезать карман глубиной 3/4 дюйма в алюминии 6061.Наименьший внутренний радиус составляет 1/4 дюйма, поэтому мы решили использовать твердосплавную концевую фрезу 1/4 дюйма с 3 канавками. Вот проблема, созданная в G-Wizard:
Материал, инструмент, диаметр инструмента, канавки и глубина резания 3/4 дюйма…
Теперь мы можем вызвать оптимизатор резки, просто нажав кнопку «Rough»:
Как вы можете видеть из красных стрелок, которые я добавил, для глубины резания 3/4 дюйма эта концевая фреза может обрабатывать не более 0,1799 дюйма ширины резания при черновой обработке. Давайте округлим это в меньшую сторону и поставим 0.170 ″
Нажмите кнопку финиша, чтобы увидеть, какой припуск на финиш мы должны оставить САМ для нашего финишного пути, и мы получим 0,0052 ″. Это довольно легкий проход, но 3/4 дюйма для этой концевой фрезы 1/4 дюйма. Вот интересная мысль: если мы уменьшим длину державки инструмента до 0,9 дюйма вместо 1 дюйма, мы сможем увеличить длину резания до 0,0095 дюйма. Это дает вам представление о том, насколько важно, чтобы инструмент как можно меньше выступал. Я был бы склонен к забиванию инструмента и конечной ширине пропила 0.009 ″ были моей работой. Еще нужно учитывать два уровня финишного прохода. Если мы не против взять два уровня и по-прежнему захлебнуться инструментом, мы можем получить ширину пропила 0,015 дюйма для чистовой обработки. Это примерно столько же, сколько мне нравится делать финишную передачу.
Проблема с этим фрезом в том, что он немного глубок для нашей концевой фрезы 1/4 дюйма. Это соотношение диаметра к глубине 3: 1. Мы можем сказать, что это натяжение, потому что максимальная рекомендуемая ширина реза очень мала. Если бы у меня была программа CAM, которая упростила бы выполнение чернового прохода с помощью большей фрезы, у меня возникло бы соблазн прыгнуть с концевой фрезой 1/2 дюйма (или, может быть, даже больше) для чернового прохода, а затем перейти к 1 / 4 ″ под чистовую отделку, но вы поняли.
Случай прорезания почти аналогичен, за исключением этого случая, вместо того, чтобы пытаться вычислить ширину пропила, мы хотим использовать оптимизатор для определения глубины. Например, если мы продолжим работу с канавкой 1/4 дюйма 3, предположим, что нам нужно прорезать прорезь шириной 0,300 дюйма на глубину 3/4 дюйма. Наш план состоит в том, чтобы вырезать полную прорезь шириной 0,250 дюйма посередине, а затем закончить ее, разрезав оставшуюся часть с каждой стороны. Насколько глубоко мы можем сделать наши проходы на все слоты? Еще раз наберите начальные параметры и на этот раз нажмите кнопку «Слот».Для черновой обработки оптимизатор резки сообщает нам, что мы можем резать на глубину 0,3466 дюйма, прежде чем мы получим слишком большой прогиб. Два прохода на этой глубине приведут нас к глубине 0,6932 дюйма. Остается 0,0568 ″ снизу для финиша и 0,0259 ″ с каждой стороны для финишного прохода. Помните, что мы не прорезаем полный паз для чистового прохода, поэтому мы относимся к нему так же, как и к карману, чтобы определить ширину и глубину пропила.
Вот и все. Подводя итог:
1. Решите, будете ли вы долбить или долбить.
2. При прорезании пазов выберите значение ширины и используйте оптимизатор обрезки для определения глубины.
3. При прорезании карманов выберите значение глубины и используйте Cut Optimizer для определения ширины.
Если вы подойдете к проблеме таким образом, вы максимизируете MRR, сведя к минимуму отклонение инструмента как для черновой, так и для чистовой обработки. Это гораздо более оптимальный подход, чем старый мокрый палец на ветру!
Дополнительные сведения о параметрах резания при фрезеровании см. На странице «Чистота поверхности фрезерования».
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, в том числе:
HAHN + KOLB »Ваш специалист по инструментам и оборудованию для мастерских
РАБОТАЕМ ВМЕСТЕ.
Электронный бизнес
Системы электронного бизнеса, которые думают о будущем: HAHN + KOLB предлагает несколько возможностей для автоматизации процесса закупок .Вы можете внедрить эти по отдельности или в комбинации в процессе закупки.
Системы дозирования
Создайте децентрализацию в своем производстве и ускорьте производственный процесс: с помощью ориентированного на пользователя выбора товара и правильного HK-MAT вы сделаете самые важные производственные материалы доступными в нужном месте и всегда нужное время .
Новые продукты
Мы постоянно расширяем ассортимент нашей продукции, чтобы предлагать вам лучшие продукты и решения для ваших нужд. Узнайте здесь о новых брендах , которые мы добавили в наш ассортимент, или о инновационных продуктах , которые сделают вашу повседневную работу проще и эффективнее.
Откидные каталоги
Воспользуйтесь бесплатными откидными каталогами сейчас, чтобы просмотреть и заказать всю продукцию в Интернете.Воспользуйтесь широким спектром информации. Благодаря интеллектуальной ссылке на наш интернет-магазин, вы можете быстро и легко заказывать товары с всего за несколько кликов .
Вставки из жесткого пенопласта
Организуйте свое рабочее место, создайте аккуратную среду и всегда отслеживайте вещей в ваших ящиках для инструментов и транспортных ящиках с нашими индивидуально разработанными вставками из жесткого пенопласта . Теперь создайте вставку из жесткого пенопласта в соответствии с вашими потребностями.
Опыт
Компетентный технический совет от инструментов до обработка заказов от до особые требования . Мы предлагаем концепции для производства экономичных и эффективных . Воспользуйтесь преимуществами опыта и идей сотрудников HAHN + KOLB.
Заказ + Консультации
У вас есть вопросы по вашему заказу или индивидуальному запросу продукта? Телефон: +49 (0) 7141 498-4848
С понедельника по пятницу с 07:30 до 18:00
Электронная почта: bestellung @ hahn-kolb.de
Интернет-магазин Поддержка
У вас есть вопросы об интернет-магазине?Телефон: +49 (0) 7141 498-5050
С понедельника по четверг с 07:30 до 17:00
Пятница с 07:30 до 15:30 Электронная почта: [email protected]
ДОПОЛНИТЕЛЬНАЯ КОНТАКТНАЯ ИНФОРМАЦИЯ
У вас есть вопросы о нашем сервисном обслуживании или вы хотите получить консультацию специалиста ?Здесь вы найдете подходящее контактное лицо.
Вы также можете использовать наш чат или контактную форму .
Концевые фрезы скинни
Интересуетесь фрезерованием на станках с ЧПУ, но ничего не знаете об инструментах? Не можете отличить концевую фрезу от сверла? Здесь представлен обзор анатомии концевой фрезы, некоторые основные типы фрез и советы по выбору правильного инструмента для основных работ по дереву или пластику.
Сверла и концевые фрезы
Вверху: Сверло, Внизу: Концевая фрезаОбработка с ЧПУ — это процесс вычитания, в котором для удаления материала используются вращающиеся режущие инструменты, называемые «концевыми фрезами».Концевая фреза, внешне похожая на сверло, гораздо более универсальна. Однако на практике термины «долото» и «концевая фреза» часто используются как синонимы.
Сверло с врезанием в осевом направлении слева, концевое фрезерование сбоку справаВот ключевое отличие. Сверла предназначены для погружения непосредственно в материал, резки в осевом направлении и создания цилиндрических отверстий. Концевые фрезы обычно используются для горизонтальной резьбы и поперечной резки. Кроме того, большинство фрез имеют «центральную резку», что означает, что они могут резать как в осевом, так и в боковом направлении.Это связано с режущими канавками, которые выступают из торцевой поверхности и обеспечивают врезное резание. Чтобы свести к минимуму поломку инструмента и нагрузку на обрабатываемый материал, большинство программного обеспечения ЧПУ будет медленно «врезать» концевую фрезу в поперечные разрезы.
Концевая фреза врезается в пропил.Тип проекта, обрабатываемый материал и желаемая чистота поверхности определяют геометрию инструмента. Основные характеристики инструмента включают диаметр, хвостовик, канавки, зубья, форму наконечника, возможность резания по центру, угол спирали, направление спирали, длину резания и общую длину инструмента.
Основная анатомия концевой фрезыФормы и области применения наконечников
Каждая форма наконечника концевой фрезы предназначена для определенной цели. Некоторые распространенные формы фрезы — это сферическая форма, «рыбий хвост», строгание поверхности, V-образная резьба и прямая.
Фрезы с шаровой головкой производят закругленный проход и идеально подходят для обработки трехмерных контуров, в то время как фрезы для резки «рыбьего хвоста» производят плоскую поверхность. V-образные насадки производят проход в форме буквы «V» и используются для гравировки, особенно для изготовления знаков.
Разница в формах очистки траектории между фрезерными фрезами «рыбий хвост», шарнирной головкой и v-образной фрезой.На приведенной выше диаграмме показана разница в форме траектории расчистки между «рыбьим хвостом», сферическим носом и V-образным инструментом. Фрезы со сферическим концом часто выбираются при трехмерной контурной обработке, потому что их закругленная кромка уменьшает ступенчатые ступени при резке нескольких ступенчатых слоев. Фрезы со сферическим концом также можно использовать для резки широких траекторий с закругленными краями за счет уменьшения величины шага (перекрытия между проходами) между проходами. За счет перекрытия ступеней удаляется центральный гребешок, показанный на схеме.
Флейты и количество микросхем
Канавки — это спиральные канавки, которые охватывают стороны концевой фрезы.У каждой канавки есть единственный зуб с острой режущей кромкой (хотя их может быть несколько), идущий вдоль кромки канавки.
ВЕРХ: Концевая фреза с четырьмя канавками ВНИЗ: Концевая фреза с двумя канавкамиПо мере того, как зуб врезается в древесину, каждая канавка смахивает небольшой участок или «стружку». Чем меньше канавок, тем больше материала выбрасывается при каждом обороте инструмента. Общая глубина резания никогда не должна превышать длину канавок концевой фрезы. Если резка глубже, чем длина канавок, верхние части канавок будут заблокированы, и стружка не исчезнет, что приведет к нагреву и сокращению срока службы инструмента.
Загрузка стружки — это толщина обработанной стружки при резке с помощью инструмента определенного типа. Чем больше канавок, тем более гладкая поверхность, а меньшее количество канавок быстрее удаляет материал, но делает резку более шероховатой.
Правильная загрузка микросхемы важна, поскольку микросхемы рассеивают тепло. Горячие резаки могут привести к неоптимальным результатам, в том числе к обожженной древесине, плохой обработке кромок и затуплению инструмента.
Если вы обрабатываете такой материал, как пластик HDPE, вы хотите использовать сверло с «O» или одной канавкой, чтобы как можно быстрее удалить стружку, иначе будет накапливаться тепло, расплавив пластик, который будет «повторно привариваться» к инструменту. .
Концевая фреза с одной канавкойСуммируем:
- Больше канавок для более гладкой поверхности
- Меньшее количество канавок лучше для удаления стружки, предотвращает накопление тепла
- Чаще всего используются фрезы с двумя или четырьмя канавками.
Направление, размер, скорость и количество выбрасываемой стружки также могут повредить поверхность заготовки. Мы можем управлять тем, как инструменты влияют на материал, выбирая тип концевой фрезы (подрезка вверх, вниз или сжатие) и скорость резки.
Направление спирали, выброс стружки и полученные поверхности
Слева вниз, справа вверхуФрезерный станок с ЧПУ вращает фрезу по часовой стрелке. Винтовое направление канавок при их намотке на инструмент определяет, будет ли стружка выбрасываться в верхнюю или нижнюю часть заготовки.
Верные своему названию, фрезы с восходящей резкой выбрасывают стружку по направлению к верхней части заготовки, создавая чисто срезанную нижнюю поверхность. Обратной стороной является возможное растрескивание поверхности или «разрыв» верхней поверхности при выбросе стружки вверх.
ИнструментыDowncut работают наоборот, создавая гладкую верхнюю поверхность. Они идеально подходят для предметов, которые ранее были выгравированы или V-образно вырезаны, и их нельзя перевернуть, чтобы скрыть разрыв. Кроме того, поскольку фрезы с нижним резанием собирают стружку на траектории резания, их можно использовать вместо выступов, чтобы удерживать заготовку и удерживать ее от движения.
Вырыв фанеры из-за выброса стружки вниз,Концевые фрезы сжатия подают стружку вверх от основания и вниз с верхней стороны концевой фрезы.Этот тип фрезы обеспечивает гладкую поверхность с обеих сторон при прорезании материала. Однако стороны траектории резания могут быть повреждены стружкой. Чтобы еще больше уменьшить разрыв деревянной заготовки, нанесите на поверхность слой синей малярной ленты. Это приведет к меньшему растрескиванию поверхности и может быть легко удалено после завершения операции фрезерования. Если желаемая отделка по-прежнему не достигается, подумайте о переходе на древесину с более мелкой текстурой.
Подачи и скорости
Скорость, с которой мы перемещаем фрезу по материалу, называется «скоростью подачи».Скорость вращения называется «скоростью» и регулируется тем, насколько быстро фрезерный станок или шпиндель вращает режущий инструмент. И скорость подачи, и скорость шпинделя будут варьироваться в зависимости от обрабатываемого материала. Общее практическое правило заключается в том, что вы хотите перемещать инструмент через материал как можно быстрее, не жертвуя чистотой поверхности. Чем дольше инструмент вращается в одном месте, тем больше выделяется тепла. Тепло — ваш враг, и оно может сжечь ваш материал или радикально уменьшить срок службы режущего инструмента.Скорость подачи в зависимости от скорости шпинделя:
- Слишком высокая скорость шпинделя в сочетании с низкой скоростью подачи может привести к горению или плавлению.
- Слишком низкая скорость шпинделя в сочетании с более высокой скоростью подачи может привести к затуплению режущей кромки, отклонению концевой фрезы и возможности поломки концевой фрезы.
Хорошая стратегия при выборе фрезы — попытаться сбалансировать скорость подачи и скорость шпинделя, выполняя два прохода по заготовке. Первый проход, называемый черновым проходом, может быть выполнен с помощью концевой фрезы, которая выбрасывает большое количество стружки с высокой скоростью подачи.Второй проход, называемый чистовым проходом, не требует столь агрессивного резания и может обеспечить более гладкую отделку на высокой скорости.
Какие фрезы купить в первую очередь?
Если вы хотите приобрести отличный стартовый набор из дерева и пластика, подумайте о выборе нескольких из следующих типов твердосплавных инструментов диаметром 1/4 ″ и 1/8 ″:
- Концевые фрезы с 2 канавками вверх и вниз (отлично подходят для древесины твердых пород и фанеры)
- Шаровая мельница с 2 или 4 зубьями (отлично подходит для создания трехмерных контуров)
- Фреза с одинарной канавкой или O-образной канавкой (отлично подходит для пластмасс, таких как HDPE и акрил)
- V-образная фреза 60 ° или 90 ° (отлично подходит для резки знаков из твердой древесины)
Качество вашей работы можно значительно улучшить, выбрав подходящий инструмент для вашего проекта и материалы — плюс вы потратите меньше времени на ручную отделку.
HAHN + KOLB »Ваш специалист по инструментам + оборудование для мастерских
Режущий и сверлильный инструмент, зажимная техника, измерительная и испытательная техника, общие инструменты, промышленная безопасность, шлифовальная техника, электроинструменты, ремонтное оборудование + подъемное оборудование
Группа HAHN + KOLB является одним из ведущих поставщиков услуг в области режущих инструментов, инструментов общего назначения, измерительной и испытательной техники, безопасности труда, индивидуальных системных решений и комплектного оборудования для мастерских. Будь то сверла, фрезы, молотки, спиральные сверла, сменные пластины, устройства предварительной настройки, ограничительные калибры, верстаки, пружинные балансиры, тиски или трапециевидные метчики.
В наш ассортимент входят сотни известных производителей, таких как ATORN, ORION, AUTOSTAT, MULTIFIX, MAHR, JFA, SYLVAC, TESA, STAHLWILLE, HAZET, GEDORE, AMF, WIHA, KNIPEX, 3M, RÖHM, SCHUNK, BOSCH, MAKITA, METABO или FETRA. У нас есть подходящие инструменты для каждого приложения. HAHN + KOLB специализируется на механической обработке, заводском оборудовании, инструментах общего назначения и электроинструментах. В нашем онлайн-ассортименте более 100 000 наименований товаров, большая часть которых постоянно находится на складе.
ATORN — Производительность требует качества
ATORN — это широкий ассортимент продукции, надежное качество и возможность доставки в любое время.С ATORN мы предлагаем вам более 30 000 наименований из области буровых инструментов, фрезерных инструментов, токарных инструментов, шлифовальных и режущих инструментов, измерительного оборудования, требований мастерских и оборудования.
Будь то тиски ATORN, концевые фрезы ATORN или устройства для предварительной настройки инструмента ATORN. С нашим ассортиментом продукции ATORN мы являемся вашим надежным партнером и предлагаем вам основу для ежедневного использования ваших навыков наилучшим образом. Вот почему мы используем только самые качественные материалы для нашей линейки ATORN. Для всех инструментов ATORN мы применяем все наши производственные ноу-хау — и все это с наилучшим соотношением цены и качества.
Инструменты и оборудование от HAHN + KOLB
В HAHN + KOLB мы храним почти все инструменты общего назначения для вашей мастерской или производственных нужд. Вам нужны отвертки, динамометрические ключи или различные ручные инструменты? В HAHN + KOLB вы найдете такие бренды, как ATORN, GEDORE, HAZET, STAHLWILLE, AMF, KNIPEX или WIHA.
Для резки, сверления и зажима мы предлагаем все типы спиральных сверл, моноблочных фрез, накатных инструментов согласно DIN 82, сверлильных или трехкулачковых патронов от ATORN, ORION, WIDIA, HILMA, ALBRECHT или RÖHM.
Для шлифовальных и полировальных инструментов у нас есть все абразивные материалы, напильники, инструменты для черновой обработки, инструменты для хонингования, разделительные и полировальные средства.
Для ваших нужд в электроинструментах у нас есть все стандартные сверла, отвертки, аккумуляторы, электроинструменты, всасывающие приспособления и предметы для сжатого воздуха от BOSCH, DREMEL, MAKITA, METABO, FEIN, BIAX или KÄRCHER.
Вам нужно оборудование для мастерских? В HAHN + KOLB вы найдете огромный выбор верстаков, шкафов, транспортного оборудования, тележек для инструментов, а также светодиодных фонарей от ATORN, HK, FETRA, ZARGES, SORTIMO или PIG.
Для индивидуальных решений и особых запросов вы также можете обращаться в наши специализированные отделы.
Универсальный сервис HAHN + KOLB
HAHN + KOLB предлагает вам широкий спектр услуг, а также широкий спектр услуг. Независимо от того, идет ли речь о продукции и инструменте или в послепродажном обслуживании.
Чтобы ваши инструменты всегда были в рабочем состоянии, мы предлагаем вам услуги по ремонту, переточке и повторной калибровке.
Свяжитесь с нашими специалистами из отдела послепродажного обслуживания. Вам нужна техническая консультация по одному из наших продуктов? Свяжитесь с одним из наших специализированных отделов, специализирующихся на инструментах общего назначения, измерительной технике, испытательной технике, технологии резки, зажимной технике или оборудовании для мастерских.
Решения HAHN + KOLB для электронного бизнеса
Вас интересуют идеально согласованные системные решения, такие как OCI, EDI или электронные каталоги?
Начните экономить время и деньги прямо сейчас! Как клиент HAHN + KOLB, у вас есть возможность не только делать заказы в нашем интернет-магазине, но и обмениваться данными напрямую с нашей системой ERP.Это упрощает процесс закупок и значительно сокращает административные усилия. Таким образом вы экономите время и деньги.
Посредством прямого подключения к нашему интернет-магазину, такого как интерфейс OCI, вы можете обмениваться корзинами покупок и данными о товарах напрямую с вашей ERP-системой. EDI-соединение вашей системы управления товарами с нашей системой ERP позволяет осуществлять электронный обмен подтверждениями заказов, заказами, уведомлениями об отправке и счетами-фактурами. Это сокращает объем ручного труда и снижает вероятность ошибок, а также позволяет сэкономить время и деньги.
Вас интересуют индивидуальные электронные каталоги? Тогда запросите идеально подобранный электронный каталог прямо сейчас. Воспользуйтесь ускоренным процессом заказа и безопасной передачей данных. Цены нетто видны сразу, а данные о продукте представлены в оптимальной форме. Вы уже используете другую платформу, такую как SAP ARIBA или WUCATO? Свяжитесь с нашими техническими консультантами и запросите личный электронный каталог.
Воспользуйтесь нашим многолетним опытом в области электронного бизнеса и воспользуйтесь решением для электронного бизнеса от HAHN + KOLB.
Фрезы Shaper
Фрезы Shaper В наличии Панельный резак — Ogee, диаметр отверстия 3/4 дюйма (C2067) 85,95 долл. США В наличии Формовочный нож — под углом с двойным замком, диаметр отверстия 3/4 дюйма (C2125) 65 долларов.95 В наличии 6 шт. Комплект стоек и направляющих — четверть круга, диаметр отверстия 3/4 дюйма (C2162) 260,00 долл. США В наличии Панельный резак — выпуклый, отверстие 3/4 дюйма (C2069) 85,95 долл. США В наличии Двусторонняя штанга и поручень — Roman Ogee с рубчатым воротником, диаметр отверстия 3/4 дюйма (C2314) 70 долларов.95 В наличии Двусторонняя штанга и направляющая — скошенная, с резиновым воротником, диаметр отверстия 3/4 дюйма (C2315) 70,95 долл. США В наличии Панельный резак — 15 граней, отверстие 3/4 дюйма (C2066) 85 долларов.95 В наличии Фреза-формирователь — коническая фаска 45, внутреннее отверстие 3/4 дюйма (C2308) 52,25 долл. США В наличии Подрезчик для панелей (C2300) 59,95 долл. США В наличии Формовочный резак — 1/2 дюйма, внутреннее отверстие 3/4 дюйма (C2032) 39 долларов.75 В наличии Формовочный резак — набор для языка и пазов 1/4 «, отверстие 1/2» (C2310) 54,95 долл. США В наличии Формообразующий резак — шпонка 1/2 «, отверстие 1/2» (C2009) 30,25 долл. США В наличии Двусторонняя стойка и направляющая — Ogee с рубчатым воротником, диаметр отверстия 3/4 дюйма (C2317) 70 долларов.95 В наличии Формовочный резак — шов 1/4 «, отверстие 3/4» (C2030) 36,50 долл. США В наличии Формовочный резак — носик ступени лестницы, отверстие 3/4 дюйма (C2129) 65,95 долл. США В наличии Формовочная фреза — 3/4 дюйма на четверть круга, диаметр отверстия 3/4 дюйма (C2062) 43 доллара.95 В наличии Набор из 2 предметов, включая C2028 и C2029 (C2311) 97,95 долл. США В наличии Панельный резак — 12 торцевых и четверть круглых, диаметр отверстия 3/4 дюйма (C2068) 85 долларов.95 В наличии Фреза Shaper — 1 дюйм, прямой, отверстие 1/2 дюйма (C2007) 30,25 долл. США В наличии Формовочная фреза — 1 дюйм, внутреннее отверстие 3/4 дюйма (C2034) 43,95 долл. США В наличии Формовочный резак — 3/4 дюйма, внутреннее отверстие 3/4 дюйма (C2033) 40 долларов.75 В наличии Формовочный нож — фоторамка (G4559) 27,50 долл. США В наличии Формообразующий резак — шпунт 1/4 «, отверстие 1/2» (C2008) 30,25 долл. США В наличии Формовочный нож — шарнир ящика, отверстие 3/4 дюйма (C2042) 39 долларов.75 В наличии Формовочный нож — пресс-форма для короны (G4543) 26,25 $Как Монетный двор делает штампы, которые он использует для изготовления серебряных монет весом 5 унций «Америка Прекрасная»
Производство штампов Монетным двором США, по крайней мере, для серебряных монет весом 5 унций America the Beautiful, почти завершилось и восходит к моменту своего основания почти 225 лет назад, хотя и с использованием оборудования, основанного на технологиях 21 века.
Монетный двор не использует ступицы для изготовления штампов для серебряных монет весом 5 унций, а вместо этого вырезает рисунки непосредственно на штампованной стали с помощью фрезерного станка с ЧПУ (числовое программное управление), а затем гравировальный персонал Монетного двора США обрабатывает каждую вручную умереть, очистив грубые детали с помощью серии полировок и связанных с ними методов.
Гравировальный персонал Монетного двора использует керамические камни, природные камни, шлифовальные тарелки и щетку из латуни с компаундом для удаления всех линий инструмента с ЧПУ.
Подключиться к Coin World:
Подпишитесь на нашу бесплатную электронную новостную рассылку
Поставьте нам лайк на Facebook
Следуйте за нами в Twitter
Эта практическая отделочная обработка не отличается, по крайней мере, по идее, от методов производства штампов, использовавшихся в конце 18 века на Филадельфийском монетном дворе, когда все штампы имели элементы, созданные вручную (путем штамповки, гравировки или резки), хотя технологии и инструменты, использованные в 2016 году, сильно отличаются от того, что использовалось более двух веков назад.
Шаг за шагом
По словам официальных лиц Монетного двора США, штампы для серебряных монет весом 5 унций слишком велики для центрирования. 3-дюймовые монеты — самые большие, которые когда-либо чеканил Монетный двор США, они почти вдвое больше диаметра второй по величине монеты США, отчеканенной сегодня, серебряного доллара американского орла в 1,58 дюйма и серебряных долларов 1794–1803 годов. которые всего лишь на оттенок меньше, чем американские орлы. Таким образом, каждая матрица для одной из 3-дюймовых монет индивидуально фрезерована на ЧПУ.
Как правило, для каждой 3-дюймовой инвестиционной монеты America the Beautiful создается четыре пары штампов и от пяти до 10 пар штампов для версии Uncirculated, в зависимости от спроса.
Официальные лица Монетного двора США представили пошаговое описание процесса изготовления 3-дюймовых штампов.
— Заготовки для лицевых и реверсивных штампов, называемые «шахматными фигурами», обрабатываются на токарных станках с ЧПУ и хранятся для использования.
— оригинальные конструкции, использованные для стандартного американо-красивого четвертного доллара для тиража и коллекционного набора (с диаметром 0.96 дюймов) затем увеличиваются до 3 дюймов с помощью компьютера в течение четырехчасового процесса, который внимательно контролируется сотрудником Монетного двора.
— Дизайны отправляются в Гравировальный центр с ЧПУ, где генерируется компьютерное программирование, которое направляет режущие инструменты для создания трехмерных рисунков на штампе. На разработку всех необходимых программ для каждого 3-дюймового дизайна уходит от пяти до шести часов.
— Заготовка матрицы загружается в фрезерный станок с ЧПУ, оснащенный соответствующими твердосплавными режущими инструментами.
— Матрица фрезеруется на станке с ЧПУ в соответствии с созданным программированием.
— Матрица удаляется и сначала проверяется под микроскопом менеджером проекта по гравировке для утверждения общей обработки обработанной поверхности и деталей, а затем передается для очистки специалисту по гравировке стальных штампов. Затем менеджер проекта снова осматривает штамп, как и инспектор по контролю качества Монетного двора.
— Матрица обрабатывается вручную членом гравировального персонала Монетного двора, чтобы удалить все следы резцов, которые представляют собой линии, созданные гравировальными инструментами, используемыми для резки матрицы во время фрезерования с ЧПУ.
— Затем штамп отправляют на закалку путем термообработки.
— После затвердевания матрица подвергается цилиндрической шлифовке и готова к штамповке в прессе.
?? Готовые штампы отправляются в отдел нумизматики для подготовки к штамповке.
По словам представителей Монетного двора США, для фрезерования каждой матрицы с ЧПУ требуется от 16 до 20 часов. Ручная обработка рисунка штампа для удаления следов резцов для подготовки к производству занимает от четырех до шести часов.
Требуется около одного часа, чтобы повернуть каждую матрицу на токарном станке для достижения нужной конусности, и еще час, чтобы отшлифовать каждую затвердевшую матрицу.
Жизнь штампа
По словам представителей Монетного двора США, срок службы матрицызависит от сложности конструкции.
В среднем бюро чеканит около 12 000 монет за пару штампов для слитков и от 5 000 до 8 000 монет за пару штампов Uncirculated.
Для изготовления каждой монеты требуется три страйка весом от 560 до 610 метрических тонн за удар, в зависимости от детали конструкции.
Назад в прошлое
Хотя очевидно, что методы, использованные в 2016 году, сильно отличаются от тех, которые использовались в 1790-х годах, оба предполагают определенную степень индивидуализированных результатов.В прошлом размещение штампа для буквы, числа, звезды или другого конструктивного устройства могло отличаться от штампа к штампу, что делало возможным использование штампов. Сегодня также, похоже, существует потенциальная возможность индивидуальных различий от смерти к смерти, учитывая возможные человеческие различия в применении методов, используемых для завершения каждого кубика.
Каждая матрица, изготовленная на раннем Монетном дворе США, была уникальной — результат технологии производства, включающей ручную гравировку и штамповку деталей, при этом, возможно, только центральные детали дизайна были вбиты в матрицу.Расширение узловых деталей (не полностью реализованное до конца 20-го века) помогло стандартизировать штампы.
Ступица имеет рельефный рисунок монеты вправо. Когда ступица вдавливается в пустую штамповочную сталь, она создает врезанную зеркальную версию конструкции. Некоторые втулки и штампы используются только для изготовления других штампов и втулок, а рабочие штампы используются для чеканки монет.
Поскольку при создании штампов для 3-дюймовых монет «Америка Прекрасная» не используется никаких узлов, то то, что обычно считается мастер-штампом, на самом деле является рабочим штампом — штампом, запущенным в производство для чеканки готовых монет.
Прочие современные изменения
До внедрения цифрового моделирования в 2006 году и вывода из эксплуатации редукционного токарного станка Janvier (представленного в начале 20-го века), улучшения, исправления или усовершенствования конструкции должны были выполняться с помощью трудоемкого процесса внесения изменений и доработок. гипсовые модели.
Редукционный токарный станок Жанвье затем отслеживал готовую модель (обычно больше, чем готовая монета) с помощью пантографа на одной стороне станка, в то время как на другой стороне станка лезвие разрезало версию дизайна размером с монету на сталь главной ступицы.Процесс сокращения может занять несколько дней.
Изменения в дизайн теперь могут быть внесены за небольшую часть этого времени с помощью цифровых операций, которые устраняют необходимость в физических моделях.
Двумерный эскиз монеты или трехмерная глиняная модель могут быть отсканированы в программное обеспечение для цифровой скульптуры для последующей обработки и уточнения.
После того, как рисунок с цифровой скульптурой переведен на штамп, незаконченный штамп отправляется гравировальному персоналу Монетного двора США для очистки грубых деталей с помощью ряда полировальных и связанных с ними методов.
После очистки штампы можно запускать в производство.
«Цифровой рабочий штамп сделан для программы American the Beautiful 3-inch вместе со всеми 3-дюймовыми штампами [золотыми] медалями Конгресса и бронзовыми дубликатами», — заявили представители Монетного двора. «Кроме того, мы исследуем штампы прямого фрезерования на ЧПУ для всех новых программ, которые могут появиться».
Slaying Stainless Steel: Руководство по обработке
Нержавеющая сталь может быть столь же распространена, как и алюминий, во многих цехах, особенно при производстве деталей для аэрокосмической и автомобильной промышленности.Это довольно универсальный материал с множеством различных сплавов и марок, который может применяться в самых разных областях. Однако он также является одним из самых сложных в обработке. Нержавеющие стали — печально известные убийцы концевых фрез, поэтому выбор скорости и подачи и выбор подходящего инструмента имеют важное значение для успеха обработки.
Свойства материала
Нержавеющие стали — это высоколегированные стали с превосходной коррозионной стойкостью по сравнению с углеродистыми и низколегированными сталями. Во многом это связано с высоким содержанием хрома, поскольку большинство марок нержавеющих сталей содержат не менее 10% этого элемента.
Нержавеющую сталь можно разделить на пять категорий: аустенитная, ферритная, мартенситная, дисперсионно-упрочненная (PH) и дуплексная. В каждой категории есть один основной сплав общего назначения. Оттуда в основу вносятся небольшие изменения в составе, чтобы создать определенные свойства для различных приложений.
Для справки, вот свойства каждой из этих групп, а также несколько примеров популярных сортов и их общего использования.
| Категория | Недвижимость | Популярные сорта | Обычное использование |
| Аустенитный | Немагнитный, с исключительной коррозионной и термостойкостью. | 304, 316 | Пищевое оборудование, желоба, болты, гайки и прочий крепеж. |
| Ферритный | Магнитная, более низкая коррозионная и термостойкость, чем аустенитная. | 430, 446 | Автозапчасти и кухонная техника. |
| Мартенситный | Магнитная, умеренная коррозионная стойкость — не для сильной коррозии. | 416, 420, 440 | Ножи, огнестрельное оружие, хирургические инструменты и ручные инструменты. |
| Закаленная от осадков (PH) | Самый прочный сорт, поддается термообработке, очень устойчив к коррозии. | 17-4 PH, 15-5 PH | Аэрокосмические компоненты. |
| Дуплекс | Более прочная смесь аустенитных и ферритных. | 244, 2304, 2507 | Водоочистные сооружения, сосуды под давлением. |
Выбор инструмента
Выбор правильного инструмента для вашего применения имеет решающее значение при обработке нержавеющей стали.Траектории черновой обработки, чистовой обработки, обработки пазов и высокоэффективного фрезерования можно оптимизировать для нержавеющей стали, выбрав правильный тип концевой фрезы.
Традиционная черновая обработка
Для традиционной черновой обработки рекомендуется концевая фреза с 4 или 5 зубьями. Концевые фрезы с 5 канавками обеспечат более высокие скорости подачи, чем их аналоги с 4 канавками, но любой стиль будет хорошо работать для черновой обработки. Ниже приведен отличный пример традиционной черновой обработки нержавеющей стали 17-4.
Прорези
При обработке пазов из нержавеющей стали удаление стружки является ключевым моментом.По этой причине инструменты с 4 зубьями являются лучшим выбором, поскольку меньшее количество канавок позволяет более эффективно отводить стружку. Инструменты с геометрией стружколома также обеспечивают эффективную обработку пазов в нержавеющей стали, поскольку более мелкую стружку легче удалить из реза.
Чистовая
При чистовой обработке деталей из нержавеющей стали для достижения наилучших результатов требуется большое количество канавок и / или большое число спиралей. Концевые фрезы для чистовой обработки нержавеющей стали будут иметь угол наклона спирали более 40 градусов и число канавок 5 или более.Для более агрессивных траекторий чистовой обработки количество канавок может варьироваться от 7 до 14. Ниже приведен отличный пример чистового прохода из нержавеющей стали 17-4.
Высокоэффективное фрезерование
Высокоэффективное фрезерование может быть очень эффективным методом обработки нержавеющей стали, если выбран правильный инструмент. Шероховатые стружколомы станут отличным выбором с 5 или 7 стилем канавок, в то время как стандартные концевые фрезы с 5-7 зубьями и переменным шагом также могут хорошо работать с траекториями HEM.
HEV-5
Helical Solutions предлагает концевую фрезу HEV-5, которая является чрезвычайно универсальным инструментом для множества применений. HEV-5 выделяется при чистовой обработке и траекториях обработки HEM, а также обеспечивает более высокие показатели при обработке пазов и традиционной черновой обработки. Этот универсальный инструмент, доступный в вариантах с квадратным, угловым радиусом и с большим вылетом, является отличным выбором, чтобы запустить инструментальную стойку и оптимизировать ее для обработки нержавеющей стали.
Рабочие параметры
Хотя выбор инструмента является критическим шагом к более эффективной обработке, не менее важен набор правильных рабочих параметров.Есть много факторов, которые влияют на определение рабочих параметров для обработки нержавеющей стали, но есть некоторые общие рекомендации, которым следует следовать в качестве отправной точки.
Вообще говоря, при обработке нержавеющих сталей рекомендуется SFM от 100 до 350, с нагрузкой на стружку от 0,0005 дюйма для концевой фрезы 1/8 дюйма до 0,006 дюйма для концевой фрезы 1 дюйм. Полная разбивка этих общих рекомендаций доступна здесь.
Machining Advisor Pro
Machining Advisor Pro — это новейший ресурс, предназначенный для точного расчета параметров работы высокопроизводительных концевых фрез Helical Solutions из таких материалов, как нержавеющая сталь, алюминий и многие другие.Просто введите свой инструмент, точную марку материала и настройку станка, и Machining Advisor Pro сгенерирует полностью настраиваемые рабочие параметры. Этот бесплатный ресурс позволяет вам продвигать свои инструменты сильнее, быстрее и умнее, чтобы по-настоящему доминировать в соревнованиях.
В заключение
Обработка нержавеющей стали не должна быть сложной. Благодаря определению надлежащего сорта материала для каждой детали, выбору идеального режущего инструмента и оптимизации рабочих параметров головные боли, связанные с обработкой нержавеющей стали, могут уйти в прошлое.
.