Лёгкий способ, как удалить сломанное сверло из глухого отверстия
Слом сверла во время работы с деревянными и металлическими деталями происходит довольно часто. Если отверстие сквозное, для извлечения обломка применяют встречное сверление и выбивание. Намного сложнее вытащить кусок сверла из глухого отверстия, особенно если нельзя повредить деталь. О том, что можно предпринять в подобной ситуации – в материале ниже.
Наиболее распространённые причины обламывания сверла
Как показывает практика, наиболее частыми причинами обламывания сверла во время работы являются следующие:
- Неправильно выбранный режим сверления. Необходимо верно выбирать скорость вращения и давление на инструмент.
- Несоответствие материала детали материалу сверла. Например, если при обработке металлической детали взять сверло, предназначенное для работы с деревом, оно непременно сломается.
- Долгое отсутствие заточки режущей кромки. За состоянием инструмента нужно следить и время от времени править его с помощью специального станка.
- Выкрашивание кромки. Обычно оно происходит при сверлении на большой скорости, особенно если сверло уже затупилось.
- Отсутствие нормального охлаждения. При сверлении металл накаляется и его прочность уменьшается. Даже используя твердосплавные свёрла, необходимо пользоваться смазочно-охлаждающими жидкостями.
Очень часто ломаются свёрла, которые для охлаждения окунаются в банку с холодной водой. Если под рукой нет нормальной СОЖ, опытные мастера советуют приготовить её заменитель:
«Чтобы свёрла служили дольше, надо сделать для них эмульсию из воды, мыла и машинного масла. В ведре воды растворить 200 граммов хозяйственного мыла, влить 5 столовых ложек машинного масла и прокипятить всё, пока не получится однородная смесь».
Андрей Васильченков, слесарь
В зависимости от материала детали, которая подвергается засверливанию, можно применять смесь касторового масла и технического вазелина, касторового масла и керосина, разведённый спиртом скипидар и т.д.
Эти смеси не полностью заменят хорошую смазочно-охлаждающую жидкость, но всё же будут сохранять свёрла лучше воды.-

Плохое состояние режущей кромки и неправильная техника сверления чаще всего становятся причиной обламывания сверла внутри детали. Для профилактики необходимо следить за заточкой и правильно охлаждать свёрла.

Извлечение обломка плоскогубцами или пинцетом
Самый простой вариант, когда сверло ломается непосредственно у поверхности детали или даже над ней, и остаётся хотя бы небольшой торчащий кончик, за который можно ухватиться. В этом случае, извлечь обломок можно плоскогубцами.
«Удобнее всего ухватить кончик сверла не обычными плоскогубцами, а так называемыми длинногубцами или тонкогубцами. Их зажимная часть с насечками достаточно узкая, чтобы губки могли пройти между витками сверла и надёжно их зафиксировать».
Юрий Колчин, домашний мастер
-
Губки инструмента нужно завести в отверстие и ухватиться ими за винтовую канавку обломка. Затем необходимо выкрутить сверло движениями против часовой стрелки.

Если сверло очень тонкое, то же самое можно проделать с помощью пинцета. Лучше всего годятся для этой цели рифлёные пинцеты для электромонтажных работ.
Извлечение обломка с помощью двух отвёрток
Более сложный случай, когда сверло ломается ниже поверхности детали, внутри её тела. Зацепить край плоскогубцами в такой ситуации не удаётся. Поэтому потребуется приспособление из двух тонких отвёрток:
- обе отвёртки поочерёдно до упора заводятся в отверстие по винтовым канавкам, как бы обхватывая обломок с двух сторон;
- ручки отвёрток сильно зажимаются рукой;
- движениями против часовой стрелки обломок извлекается из детали.
По своей сути, это имитация варианта извлечения обломка плоскогубцами. Он годится, если обломок сверла достаточно свободно сидит в отверстии и его не заклинило в нём и не изогнуло.
-
Если обломок поддаётся тяжело и силы руки не хватает, чтобы хорошо зафиксировать его отвёртками, нужно второй рукой дожать их стержни плоскогубцами или пассатижами.

Лёгкий способ №1: извлечение обломка с помощью электрода
Если под рукой имеется сварочный аппарат и тонкие электроды, для извлечения глубоко засевшего обломка сверла можно использовать эффект сварочного залипания.
Сварочное залипание – это явление прилипания электрода к металлу в процессе сварочных работ. Обычно оно доставляет сварщикам массу неприятностей, однако в данном случае может сослужить добрую службу.
Электроды начинают липнуть к металлу, когда их поверхность имеет повышенную влажность. Следовательно, чтобы получить нужный эффект, необходимо протереть электрод чуть влажной тряпочкой.
Далее действовать нужно так:
- погрузить электрод в отверстие так, чтобы его кончик упёрся в обломок сверла;
- включить сварочный аппарат.
После того, как эффект залипания будет достигнут, аппарат выключают, и освобождают электрод из зажима. Теперь, потянув за него, можно извлечь сверло из детали.
-
Данный метод извлечения обломков является одним из самых лёгких, однако имеет недостаток. Если проделать работу неаккуратно и допустить прилипание электрода к стенкам отверстия, ситуацию можно только усугубить.

Лёгкий способ №2: вытравливание обломка азотной кислотой
Бывают ситуации, когда обломок сверла застревает в отверстии намертво, и вытащить его перечисленными способами не получается. В таких особо сложных случаях может помочь азотная кислота.
Концентрированная азотная кислота вступает в энергичную реакцию с очень многими металлами, вызывая их быструю коррозию и разрушение. Исключение составляет алюминий. Сплавы же, из которых изготавливают свёрла, такой устойчивостью к действию азотной кислоты не обладают. Это свойство используют, если нужно легко извлечь застрявший обломок из алюминиевой детали.
Для проведения реакции потребуются следующие инструменты и материалы:
- азотная кислота;
- кусок обычного пластилина;
- какой-нибудь тонкий инструмент для прочистки отверстия.
Любым подходящим инструментом из отверстия стараются максимально удалить алюминиевую стружку, которая может забивать винтовую канавку сверла и не пропускать кислоту вглубь.
Затем из пластилина лепится нечто среднее между чашечкой и воронкой, которая будет удерживать кислоту над отверстием и не даст ей растечься.
Пластилиновая чашечка закрепляется над отверстием с застрявшим сверлом. В неё заливается кислота. Деталь оставляется на несколько часов.
«Таким способом я смог достать обломыш, который никак не получалось расшатать и вытащить плоскогубцами. Буквально за ночь азотка съела почти всё сверло, остались кусочки, которые я просто вытряхнул. Алюминий остался абсолютно целенький, ничуть не повредился».
Юрий Колчин, домашний мастер
-
Показатель того, что реакция идёт активно, – пузырьки на поверхности азотной кислоты. Если реакция слабая, деталь нужно слегка разогреть строительным феном.

Вытравливание применяется в подобных случаях довольно часто, но не всегда успешно. Некоторые мастера жалуются, что не могут добиться нужного эффекта по нескольку дней.
Это может быть связано с двумя проблемами:- отверстие сильно забито стружкой вперемешку с маслом и кислота не проникает на нужную глубину;
- кислоты слишком мало.
Именно поэтому рекомендуется предварительно максимально вычищать винтовые канавки обломка и использовать пластилиновую воронку. Если капать на сверло по нескольку капель, активной коррозии не будет.
Механическое разрушение обломка сверла
К сожалению, кислоту можно применять только при извлечении обломков из алюминиевых поверхностей. Если деталь сделана из другого металла, она будет точно так же уничтожена коррозией, как и сверло. Однако если металл достаточно прочен, можно разрушить обломок внутри отверстия не химическим, а механическим путём.
Сплавы, из которых делают свёрла, обычно легко ломаются и крошатся при приложении значительного физического усилия. Механическое разрушение застрявшего обломка можно выполнить так:
- подобрать прочный металлический стержень, по диаметру совпадающий с диаметром отверстия;
- вставить стержень в отверстие так, чтобы его конец упёрся в обломок сверла;
- надеть перчатки и очки для защиты глаз от металлических крошек;
- молотком несколько раз с силой ударить по противоположному концу стержня.
Во многих случаях этого хватает для того, чтобы сверло внутри отверстия раскрошилось. Эти крошки либо просто вытряхиваются, либо извлекаются пинцетом или двумя отвёртками.
-
Перед тем как начать бить молотком по стержню, деталь нужно прочно зафиксировать, поместив её в тиски. Также нужно соблюдать осторожность, чтобы избежать ударов молотком по рукам.

Как Вытащить Сломанный Метчик: лайфхак

Обрабатывая твёрдые металлы, могут возникать различного рода затруднения.
У меня, например, сломался метчик, когда я нарезал резьбу в одной из моих «приспособ». Времени и сил на работу было затрачено уже немало, а потому я решил достать сломавшийся инструмент.
Эта статья о том, как вытравить обломанный метчик.

Достаем сломанный кончик метчика

Инструментальная сталь устойчива к механике, но не к химии
Инструментальная сталь – весьма прочный инструмент. Это свойство придаётся инструмента с помощью закаливания, однако из-за этого он становится хрупким, — всегда приходится чем-то жертвовать. По этой причине высверлить его никак не получится – нужен другой метод.

Метчик застрял внутри изделия
Данный способ подойдёт для всех тех, у кого случилась похожая история, — когда нарезалась резьба в ответственных небольших изделиях. Будем использовать технологию травления.
Шаг №1 – подготовка реактива

Состав реактива
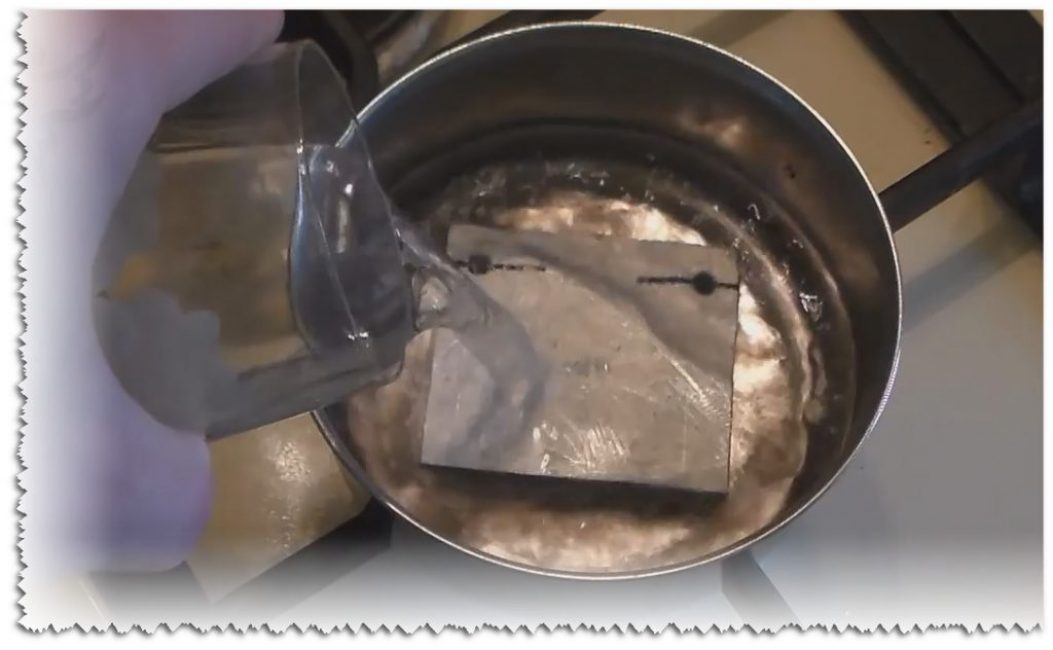
Травить инструментальную сталь будем лимонной кислотой. В ёмкость из нержавейки, подходящей под размер заготовки, высыпаем 2 столовых ложки лимонной кислоты и добавляем стакан (200мл) водопроводной воды.
Шаг №2 – процесс травления

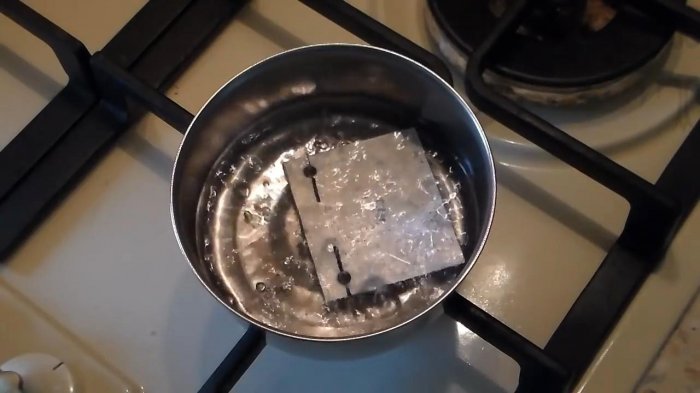
Помещаем в кастрюлю заготовку
1В ёмкость с реактивом помещаем заготовку с застрявшим метчиком.

Довели до кипения и уменьшили огонь
2Ставим на огонь. Температура будет выступать в роли катализатора, т.е. ускоряющим фактором для протекания химической реакции. Воду доводим до кипения и максимально уменьшаем огонь, который нужен лишь для поддержания температуры. Кипятить заготовку на всём протяжении травления не нужно, поскольку на результат и время это никак не отразится, а только будет быстрее выкипать вода.
3Через некоторое время можно будет заметить протекание химической реакции, — активное образование мелких пузырьков в области нахождения углеродистой стали.

Визуализация химического процесса
4Процесс травления занимает достаточно много времени: около 4-5 часов. Поэтому периодически нужно проверять наличие воды в кастрюле. При необходимости доливаем воду, а также добавляем незначительное количество лимонной кислоты.
Добавляем реактив
5Для уменьшения испарения воды рекомендуется кастрюлю закрывать крышкой.
Шаг №3 – удаление метчика
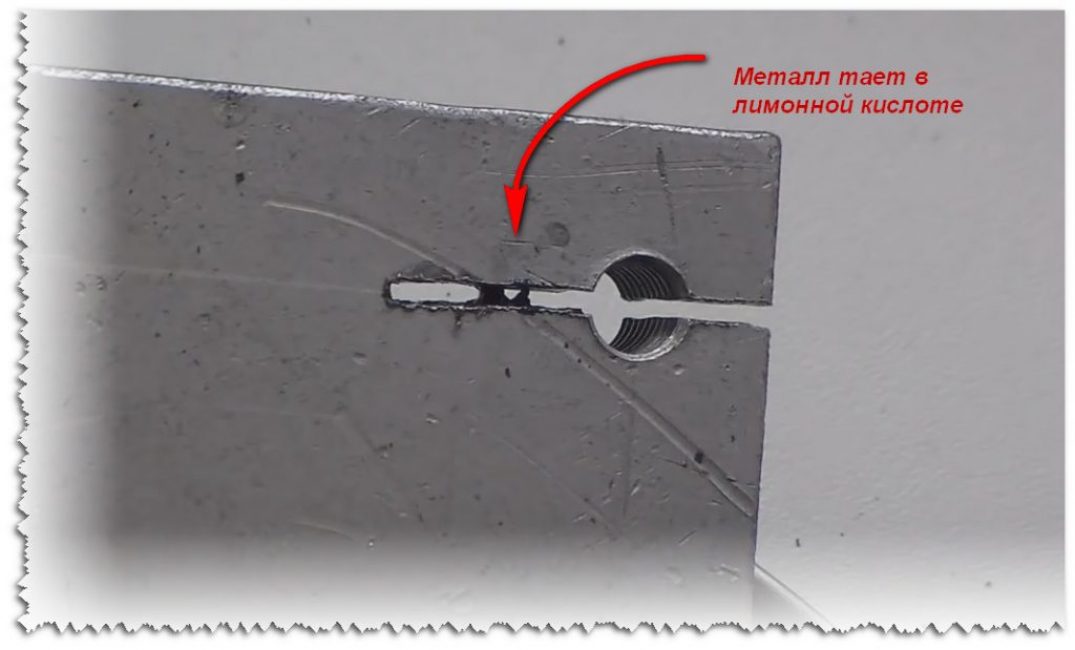
Металл разъедает кислотой
1Уже через 3-4 часа можно будет визуально заметить разрушение метчика.
Метчик из заготовки успешно удалён
2Полного растворения металла в кислоте ждать не нужды. Можно и нужно попытаться удалить его механическим способом – ударить с противоположной стороны заготовки.
 Читайте также:
Лимон: описание, уход, выращивание из косточки в домашних условиях, рецепты витаминного сока и лимонада (Фото & Видео) +Отзывы
Читайте также:
Лимон: описание, уход, выращивание из косточки в домашних условиях, рецепты витаминного сока и лимонада (Фото & Видео) +ОтзывыЗаключение

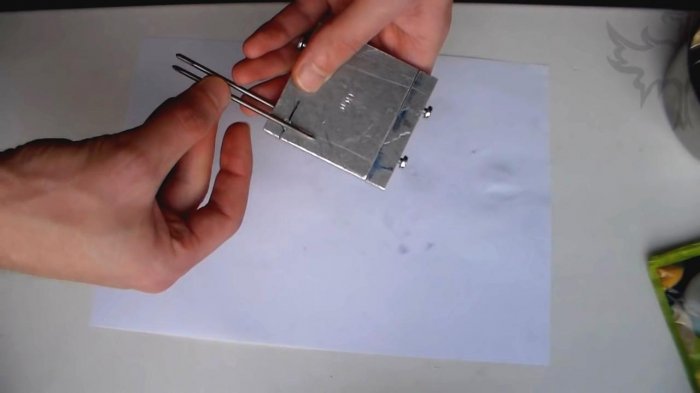
Мне понадобилось на весь процесс ровно 5 часов
На рисунке можно сравнить травленый кончик инструмента с новым его аналогом. Также на нем указано общее время в минутах, которое понадобилось удалить ненужный элемент из заготовки.
ВИДЕО: Травление обломанного метчика лимонной кислотой
10 Total Score
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Помогла ли Вам наша статья? 👍
10
Добавить свой отзывСтатьи
Дата публикации: 10 Февраля 2015
Удаление сломанных метчиков из отверстия
Метчик — инструмент, который применяют для нарезания внутренней резьбы. Он выглядит, как обычный винт, с прорезанными на нем канавками (они могут быть прямыми или винтовыми), образующими режущие кромки. Метчики используются как на станках, так и вручную.
Причины поломок метчиков
При изготовлении резьбовых соединений нередко случаются поломки метчиков. Это происходит из-за неправильно выбранных режимов резания, из-за перекоса оси резания или заклинивании метчика. Иногда скручиваются головки болтов или шпилек. Причина — в ржавлении самой резьбы и, соответственно, увеличении момента кручения.
Кроме того, часто ломаются болты, шпильки, винты и другие крепежные элементы. Неудачный поворот гаечного ключа или неосторожность — и все. Возникает серьезная проблема.
Результат — внутри деталей и механизмов остаются обломки или метчиков, или болтов. Чтобы восстановить деталь и продолжать ее эксплуатацию в нормальном режиме, нужно их извлечь.
Извлечение сломанных метчиков и болтов
Процедуры удаления обломков болтов и метчиков отличаются друг от друга. В первом случае нужно высверлить отверстие в теле обломка (его диаметр зависит от резьбы болта), куда затем вкручивается экстрактор. Такой экстрактор имеет конусную резьбу направления, противоположного резьбе болта — чаще всего левое.

При вкручивании экстрактора (для правой резьбы — влево) из-за конусности этого инструмента возникает заклинивание. Соответственно, усилие закручивания возрастает. И когда оно станет равным усилию выкручивания обломка наступит момент, когда заклинивший в отверстии экстрактор будет выкручивать обломок.
Удаление сломанного метчика — задача гораздо более сложная. Дело в том, что метчик имеет продольные канавки для отвода стружки. Таких канавок несколько: две, три (чаще всего) или же четыре. Из-за них тело метчика получается недостаточно большим, чтобы в нем может было просверлить отверстие и вытащить обломок так, как это происходит в случае с болтами. Именно поэтому здесь используют экстракторы другой конструкции.

В зависимости от диаметра сломанного метчика и количества канавок выбирается соответствующий эстрактор. Конструктивно экстракторы различаются в зависимости от канавок метчика и их диаметров.

«Усики» инструмента устанавливаются в пазы канавок сломанного метчика, зажимаются кольцом и выкручиваются подходящим гаечным ключом, размер которого соответствует квадрату на теле экстрактора. С помощью этой процедуры можно удалить любой метчик, который сломался внутри детали.
Выкрутить сломанный метчик | Фирма дедушки Ашота
Заметка по изготовлению приспособления для извлечения сломанного метчика из детали
Метчик сломался при нарезании резьбы М8, вместо сорванной резьбы М6 в картере двигателя скутера. Эта резьба была предназначена для соединения половинок картера, поэтому качество резьбы, в данном случае, было приоритетным.
Проще нарезать резьбу в новом месте детали, но такой метод на картере двигателя не подходит. Отверстие было увеличено сверлом под резьбу М8. При нарезке резьбы применялась смесь керосина и спирта для смазки. Добавил сложности этой операции фактор глухого отверстия под резьбу. При сквозном отверстии и сломанный метчик извлечь проще. Резьба была полностью нарезана и в момент выворачивания, без приложения особых усилий, метчик сломался.
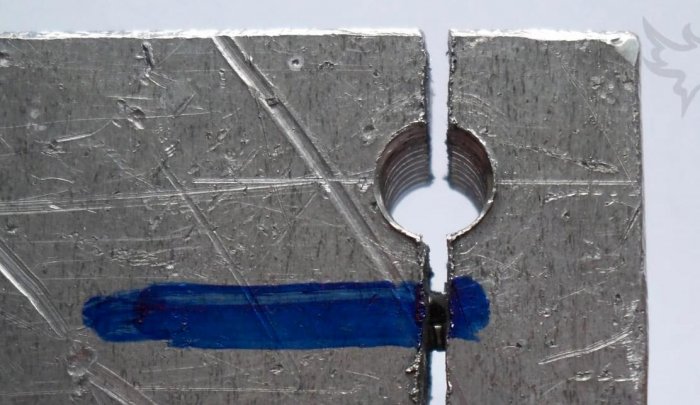
Для извлечения сломанного метчика нужно сделать выкрутку из оставшегося обломка. Место облома выравнивается на наждачном круге и зажимается за хвостовик в тиски. Если смотреть на торец метчика сверху, хорошо видны три канавки по диаметру, расположенные под углом 1200. Нужно маленькой УШМ (болгаркой) с толщиной круга 0,8-1,0 мм аккуратно выбрать металл метчика между канавками, глубиной 3,0-4,0 мм (на рисунке красная зона внутри, между канавками).

В результате этой операции у нас получается выкрутка с тремя выступами, распложенными под углом 1200.
Извлекаем выкрутку из тисков и на наждачном круге снимаем конусную фаску до исчезновения на выступах резьбовой насечки (на рисунке красная зона по периметру метчика). Инструмент для извлечения обломка метчика готов.
Нужно хорошо очистить отверстие от стружки и обильно смазать смесью керосина со спиртом. Вставляем выкрутку в отверстие, выступы выкрутки должны плотно войти в канавки сломанной части метчика. Прилагаем небольшое усилие на закручивание, чтобы сдвинуть сломанную часть с места. Аккуратно вывинчиваем сломанную часть метчика прилагая попеременно, усилия на закручивание и выкручивание.
Таким образом я извлек сломанный метчик из картера двигателя и продолжил работу по сборке. На фото выкрутка, которая получилась у меня.


Похожие посты
Также на эту тему Вы можете почитать:
Как вытравить обломанный метчик

При нарезании резьбы в дюрали или алюминии может случиться неудача и ваш метчик сломается, оставив обломок внутри отверстия. Высверливать инструментальную сталь из дюрали-алюминия невероятно трудно и это означает, что всё отверстие будет разбито. Есть способ, при котором отверстие в заготовке останется нетронутым, а обломок можно будет извлечь без особого труда.
Метод основан на разности электродных потенциалов в разным металлах. В связи с этим при контакте алюминия (его сплавов) со сталью (железом) получается гальваническая пара. Если погрузить такую пару в кислоту, то сразу же начнется гальваническая коррозия стали.
По размеру аналогичного метчика можно прикинуть насколько глубоко лежит обломок.
Отмечаем маркером для наглядности.
Отчетливо все видно под микроскопом.
Понадобится для травления
- Пачка лимонной кислоты в порошке 100 гр.
- Вода из под крана 150-200 мл.
- Посуда для травления. Я буду использовать из нержавеющей стали, но вполне подойдет обычная эмалированная кастрюля.

В чашку насыпаем 2-3 чайные ложки лимонной кислоты и заливаем водой.

Электролит готов.
Травление обломка метчика в лимонной кислоте
Ставим чашку с раствором на огонь и опускаем в нее деталь с обломанным метчиком.


Доводим до кипения и убавляем на минимальный огонь, но чтобы не активное кипение жидкости продолжалось.

По истечении 30 минут.

По прошествии двух часов активного травления.

Добавляем воды и кислоты, так как вода выкипает, а кислота уходит на реакцию.

После нескольких часов можно наблюдать черный налет на дне посуды — результат химической реакции.

Прошло три часа и уже метчик заметно прожегся.
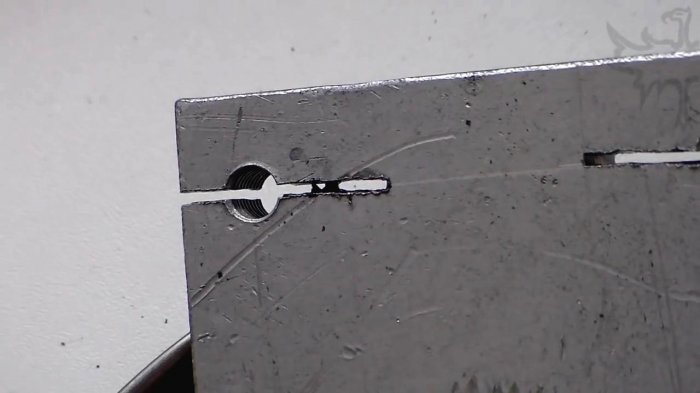
После пяти часов травления в пазе уже не видно ничего.

Удалось постукиваниями извлечь сам обломок метчика.

На листочке были записаны минуты, после которых производилась проверка состояния, плюс доливалась вода и добавлялась лимонная кислота.
С аналогичным метчиком можете видеть, что произошло с обломком после химической реакции.
Вот такой нехитрый, но довольно продолжительный способ. Хорошо когда деталь небольшого размера и отлично умещается в кастрюльке. Сложнее когда деталь массивная.
Смотрите видео
Полный и подробный процесс смотрите в видео.
Вырезание глухого отверстия — rifleshooter.com
Основы оружейного дела: нарезание глухого отверстия
Если вы работаете с оружием, иногда вам нужно пробить глухое отверстие (отверстие, которое не проходит сквозь материал, с которым вы работаете). Нарезание глухих отверстий может оказаться сложной задачей, особенно если они неглубокие и требуют небольшой резьбы; и то, и другое обычно бывает с огнестрельным оружием. В этом посте давайте посмотрим, как пробить глухое отверстие.
В начале этого поста я буду сверлить отверстия на фрезерном станке с ЧПУ, однако есть много других более простых способов просверлить отверстия — если у вас нет доступа к фрезерному станку, не волнуйтесь и продолжайте читать Паломник становится довольно быстро.
В этом посте я использую следующие инструменты, которые я заказал у Brownells:
Прежде чем мы начнем, рассмотрим следующий отказ от ответственности:
Информация на Rifleshooter.com предназначена только для информационных целей и должна выполняться только компетентными оружейными мастерами. Rifleshooter.com и его авторы не несут никакой ответственности, прямо или косвенно, за безопасность читателей, пытающихся следовать любым инструкциям или выполнять какие-либо из показанных задач, а также за использование или неправильное использование любой информации, содержащейся здесь, на этом веб-сайте.
Любые модификации огнестрельного оружия должны производиться лицензированным оружейным мастером. Невыполнение этого требования может привести к аннулированию гарантии и получению небезопасного огнестрельного оружия, а также может стать причиной травмы или смерти.
Модификации огнестрельного оружия могут привести к травмам или смерти, привести к неправильной или неисправной работе огнестрельного оружия и сделать его небезопасным.
Я помогаю своему другу Кевину создать клон старой школы USMC Winchester 70.В этих ружьях используется оптический прицел Unertl с системой крепления, требующей установки на ствол подставки. Основания крепятся к стволу винтами 6-48. Винты и отверстия должны быть достаточно мелкими, чтобы они не проникали в отверстие, но достаточно длинными, чтобы несколько ниток врезались в металл для крепления прицела.
Для того, чтобы нарезать винты 6-48, мне понадобится сверло диаметром 31 (0,120 ″), сверло для метчика, ручные метчики и воск или паста. Все эти предметы легко доступны в Brownells.
Первое, что мне нужно было сделать, это просверлить отверстия под основания. Поскольку основания располагаются вдоль поверхности ствола, а ствол имеет конус, мне нужно было просверлить отверстия перпендикулярно конусу, а не центру канала ствола. Для этого требуется какое-то приспособление. В данном случае я просто держал ствол Winchester на мельнице с помощью универсального прицела Forster. Это приспособление позволяет использовать переносную дрель для установки прицелов, но я использую его только для выравнивания ствола.Для удержания ствола в этом положении можно использовать другие методы.
Вы можете заметить, что на изображении выше циферблатный индикатор постоянно проходит вдоль верхнего конуса ствола винтовки до тех пор, пока шкала не перестанет двигаться, это означает, что верхняя часть конуса ствола параллельна оси x фрезы.
Затем я центрировал фрезу по диаметру ствола и просверливал отверстия. Чтобы просверлить отверстие на криволинейной поверхности, вам сначала нужно определить отверстие, это можно сделать с помощью сверла для центровки или центрирующего сверла.Процесс образования пятен предотвращает перемещение сверла при образовании отверстия.
Решение о глубине бурения является дополнительным соображением. Как правило, просверливание отверстий в стволах, особенно в стволах винтовок, является плохой практикой и плохой формой. Когда я планировал свои отверстия, я измерил, насколько толстый ствол был выше канала ствола у дула. Это дало мне представление о том, насколько глубоко я могу зайти. В этом случае ствол имел высоту около 0,240 дюйма над каналом. Я решил просверлить отверстия глубиной 0,170 дюйма.Поскольку я использовал долото с разделительной головкой 118, это означало, что полный диаметр сверла № 31 (диаметр 0,120 дюйма) мог быть только 0,134 дюйма (0,3×120 дюйма = 0,036 дюйма, точка на передней кромке). отверстия не полный диаметр).
Ручные метчики бывают нескольких типов. Конический метчик (вверху, в центре) имеет постепенное сужение с 8-10 конической (или малоразмерной) резьбой на конце. Заглушка (вверху, справа) имеет 3-5 конических резьб, а нижний метчик (вверху, слева) имеет 1-2 конической резьбы.Конические метчики легче всего начинать с отверстий, и, как правило, подача более прямая, чем метчики с заглушкой и днищем, поскольку они режут материал более плавно; однако в неглубоких скважинах они проблематичны. Каждая резьба на резьбе 6-48 находится на расстоянии 0,0208 ″ друг от друга (1 ″ / 48=0,0208 ″), поэтому, если у вас 10 конических резьб, последние 0,208 ″ вашего метчика не образуют законченную резьбу (10 * 0,0208 ″). = 0,208 «). Это означает, что метчик не прорежет наше отверстие глубиной 0,170 дюйма, оно слишком длинное. Нам нужен метчик для пробок (метчиком для дна не начнешь продевать отверстия).На самом деле у меня в магазине не было пробкового крана, поэтому я просто отшлифовал конец конусного метчика, чтобы сделать его (вверху справа).
Когда вы покупаете смесители, не обходитесь дешево. Покупайте хорошие. Избегайте использования углеродистой стали и покупайте качественные метчики из быстрорежущей стали. Детали оружия стоят больших денег, попытка сэкономить несколько долларов на дешевом кране может иметь неприятные последствия, если он сломается!
Теперь, когда у нас есть просверленное отверстие и метчик для пробки, нам нужен способ направить его, чтобы он оставался прямым.Вы можете использовать инструменты для выравнивания с фрезерным станком или сверлильным станком, или вы можете использовать небольшую направляющую, такую как эта направляющая Taprite от Brownells (выше). Он состоит из направляющего блока с направляющими втулками разных размеров, которые можно менять в зависимости от того, какой размер метчика вы используете. В этом случае я буду использовать втулку для метчика №6.
При нарезании резьбы нам нужен способ удаления стружки из глухого отверстия. Я использую пасту, которая набивается в отверстия. Когда метчик разрезает, паста вытесняется метчиком и вытесняется из отверстия.Он заберет с собой стружку и предотвратит поломку крана.
Я закрепляю метчик в ручке метчика и использую направляющую для нарезания резьбы в первом отверстии. Это медленный процесс, и ничего не происходит принудительно. Вы же не хотите ломать метчик в отверстии бочки из нержавеющей стали. Вы можете сломать кран, либо повернув его со слишком большим усилием, либо выйдя на дно и продолжая вращать. Помните, что сломанный кран вызывает серьезные проблемы. Я поворачиваю кран на 1/2 оборота, откручиваю его, чтобы сломать чип, затем снова начинаю поворачивать.Как только я чувствую, что он достиг дна, я возвращаю его обратно.
Начав резьбу, я возвращаюсь с краном. Я заделал дырки тампоном. Поскольку потоки запущены, я не использовал направляющую для второго прохода. Этот второй проход сформирует нити глубже в ствол. На изображении выше вы можете видеть, как смещенная паста выдавливается через канавки крана.
Вырезав отверстия, я могу проверить, подходит ли основание. Отлично!
Если один из ваших проектов требует просверлить глухое отверстие и нарезать резьба, не паникуйте; просто не торопитесь, купите качественный смеситель и обратите внимание на то, что вы делаете, и все будет в порядке!
Еще больше интересного контента!
,секретов прослушивания глухих отверстий [Хватит ломать метчики! ]
Выберите наилучший размер отверстия для начала
Давайте сделаем шаг вперед с самого начала, выбрав правильный размер отверстия. Вы можете удивиться, узнав, что размер , рекомендованный на упаковке смесителя или в типовых таблицах, обычно НЕ является лучшим размером для использования!
Полная информация здесь, но в целом вы хотите выбрать размер отверстия, который соответствует хорошему балансу между удерживающей способностью резьбы и крутящим моментом, необходимым для нарезания резьбы.Этот крутящий момент — это сила на вашем метчике, которая сломает его, если будет слишком много, поэтому уменьшение крутящего момента позволит сэкономить метчики.
Существуют диаграммы, которые могут помочь в этом, но наш калькулятор G-WIzard имеет удобную встроенную справочную информацию прямо на вкладке «Темы», которая поможет выяснить это для любого используемого вами потока.
Используйте правильный тип ответвителя
Помните, что при использовании глухого постукивания фишкам некуда идти, кроме как вверх. У ямы твердое дно, из которого невозможно выпасть. По этой причине вы хотите использовать метчики, предназначенные для глухих отверстий.У нас есть полное руководство по типам ответвлений, которое поможет вам выбрать наиболее подходящий вариант для вашего приложения.
Обычный ответ — вам нужен нижний метчик. Это довольно старая технология для специалистов с ЧПУ. Фактически, если вы посмотрите на раздел ниже о максимальной глубине врезки в глухие отверстия, вы увидите, что донные метчики не имеют значения. Лишняя нить на них никогда не доходит до дна отверстия. По правде говоря, донные отводы действительно предназначены для ручного нарезания резьбы.
Для ЧПУ я предпочитаю метчики со спиральной канавкой:

У этих плохих парней есть серьезная спираль, которая вытаскивает фишки из ямы.Как раз то, что нужно при нарезании глухих отверстий
Максимальная глубина нарезания резьбы на глухих отверстиях [Хватит ломать метчики! ]
Недавно я сделал одно из своих видеороликов CNC Chef для журнала Cutting Tool Engineering Magazine. В теме 7 способов не сломать краны. Один из самых важных — Не забывайте глубину слепых дыр .
Я никогда особо не задумывался о том, насколько глубоко кран может попасть в глухую дыру. Я знал, что он должен был не доходить до дна ямы, но оказалось, что есть подробные расчеты, которые вы можете сделать, чтобы точно определить, какой зазор оставить.
Вот слайд из моего видео, на котором представлены все формулы:

Одна из ключевых вещей, которые я обнаружил, — это то, что разрешение, которое вам нужно покинуть, намного больше, чем я мог подумать. Для метчика с катушкой с резьбой 1 / 4-20 это 0,214 — почти четверть дюйма!
Эта информация пришла ко мне от людей из Tapmatic, которые наверняка знают толк в таппинге.
Расчеты сделать несложно, но, учитывая их необходимость всякий раз, когда нужно пробить глухую дыру, я подумал, что было бы удобно провести расчеты в G-Wizard Calculator.
Разбираться в подобных вещах, чтобы вам не приходилось делать это, — вот почему существует G-Wizard. Итак, на вкладке «Резьба» в G-Wizard появился новый калькулятор зазора глухих отверстий:

Просто нажмите кнопку «Слепой зазор» под таблицей сверления по нарезанию, чтобы открыть ее. Как только вы его получите, сообщите ему, какой кран вы используете, и он рассчитает остаток на основе выбранной вами цепочки.
Кстати, в G-Wizard гораздо больше возможностей, связанных с потоками.Вкладка потоков имеет следующие возможности:
- Отображает все ключевые измерения для каждого потока как на графической диаграмме, так и в столбчатом отчете. Угол подъема, большой и малый диаметр, делительный диаметр, допуски и многое другое. Нитки — это сложные звери огромных размеров!
- Полное измерение по проводам (MOW), чтобы вы могли проверить потоки, с которыми вы работаете.
- Выбор сверла для нарезания резьбы. Сверло, указанное на упаковке или в таблице хозяйственного магазина, почти никогда не бывает лучшим.Узнайте больше в этой статье.
- Есть даже вкладка, которая дает вам полный рецепт нарезания резьбы на ручном токарном станке.
В общем, это обязательный ресурс для всех, кто много работает с потоками. Но становится лучше. Дополнительный модуль G-Wizard Thread Calculator предоставляет компании огромный ассортимент дополнительных семейств нитей. Вам больше никогда не придется чесать затылок и копаться в непонятных ссылках.
,Метрическая и английская система мер [Плюс кое-что получше!]
Если вам просто нужна простая таблица сверл для метчиков в метрических и британских размерах или PDF-файл, который вы можете распечатать и опубликовать в своей мастерской, прокрутите вниз.Но, прежде чем вы это сделаете, разве вы не хотели бы услышать о чем-то, что намного лучше во всех отношениях? Что-нибудь, что значительно снизит вероятность того, что вы сломаете кран? Что-то более современное, чем простая диаграмма?
Позвольте нам помочь, и, кстати, это тоже совершенно бесплатно !

Что может быть лучше таблицы размеров сверл?
Не заблуждайтесь: иметь хорошую таблицу размеров сверл (иногда называемую «индексом сверления») очень удобно.Если у него есть информация о том, какой размер спирального сверла использовать для нарезания резьбы, тем лучше. Но в наш век компьютеров и Интернета вы можете добиться большего.
Newsflash: для метчика не бывает одного диаметра сверла
Начнем с важного факта — не существует только одного размера сверла, подходящего для данного размера метчика. Есть несколько. Более того, размер, рекомендуемый в большинстве таблиц размеров сверл, очень часто не лучший размер для использования. То же самое касается размера, рекомендованного для смесителя, и даже размера, рекомендованного производителем смесителя.Каждый раз, когда вы видите, что рекомендуется только один размер, вы знаете, что можете добиться большего — один размер не подходит всем, когда дело доходит до постукивания. Как это может быть? Что ж, на самом деле это довольно просто. Чтобы узнать, какой размер сверла подходит для вашего конкретного случая нарезания резьбы, вам нужно подумать, какой процент резьбы вы хотите, когда закончите нарезание резьбы.
Что такое процент нитей и почему?
Представьте себе полностью сформированную внутреннюю резьбу. Каждая нить поднимается от впадины к вершине.Теперь предположим, что вы выполнили спиральное сверло в отверстии и сбрили некоторые выступы. В любом случае они довольно нежные и быстро стираются. На самом деле они дают удивительно небольшую силу. Kennametal утверждает, что 100% нить только на 5% прочнее 75%. Но вот что самое интересное: эта 100% -ная резьба требует в 3 раза большей мощности для нажатия! Почему тебя это беспокоит? потому что, во-первых, именно сила нажатия ломает краны. Получение 95% прочности при 1/3 усилия на метчике означает, что у вас значительно меньше шансов сломать метчик в отверстии.Теперь мы все знаем, что происходит, когда мы ломаем кран, верно? Моряки выбегут из магазина, если услышат язык, который мы используем в этом случае. Это просто неприятно. Но нормально ли иметь менее 100% потоков? Фактически, на этом настаивают многие органы по стандартизации. Например, американские национальные и унифицированные спецификации резьбы предусматривают максимум 83 1/3% резьбы. Эти спецификации также обеспечивают минимальное значение, которое варьируется от примерно 53% до 75%, в зависимости от диаметра и шага резьбы.
Процент резьбы и графики сверления метчика
В большинстве таблиц сверления для метчика указывается только один размер сверла для метчика, что дает приблизительную резьбу 75% . В большинстве случаев вы можете увеличить срок службы метчика и снизить вероятность облома метчика в отверстии, используя меньший процент резьбы. Такие компании, как Guhring, на самом деле рекомендуют от 60% до 70% процента резьбы для большинства применений, потому что это значительно снижает крутящий момент, необходимый для нарезания резьбы, без потери прочности резьбы.Вот почему этот более низкий процент лучше подходит для увеличения срока службы вашего метчика!
График процентного соотношения резьбы и прочности
Давайте подробнее рассмотрим взаимосвязь между крутящим моментом и прочностью резьбы в зависимости от процента резьбы:

Красный обозначает типичные 75% рекомендаций по резьбовому сверлу. График любезно предоставлен Tapmatic.
Красный цвет обозначает типичные 75% рекомендаций по резьбовому сверлу. Обращает на себя внимание соотношение между крутящим моментом, необходимым для нарезания резьбы (сплошная черная линия), и прочностью резьбового отверстия (пунктирная линия).Когда мы принимаем 75% резьбы, которую нам дает средняя таблица сверл, мы подвергаем наши плохие метчики огромному дополнительному крутящему моменту с очень небольшой дополнительной силой!
Стоит ли удивляться, что проклятые краны сдаются и ломаются после такого рода злоупотреблений?
Итак, как правильно выбрать процент резьбы и как оттуда перейти к правильному размеру сверла?
Общие рекомендации по выбору процентного отношения резьбы
Попробуйте этот подход, основанный на материале и виде работы:

Материал имеет значение, потому что мы можем позволить себе большее зацепление резьбы в более мягких материалах, и он нам действительно нужен для увеличения прочности резьбы.Для твердых или жестких материалов более низкий процент действительно может увеличить срок службы метчика, и эти материалы обладают большой прочностью даже при более низком процентном содержании. В более глубоких отверстиях мы больше всего рискуем сломать метчик, а в листовом металле нам нужна самая прочная резьба, потому что там большая глубина резьбы для удержания.
Размер сверла для нарезания резьбы Проблема № 2: Метчики формы и метчики
Еще одна небольшая загвоздка в том, что для метчиков Form (также называемых «роликовыми метчиками», потому что они выполняют накатывание резьбы, а не нарезание резьбы) требуется отверстие другого размера, чем для метчиков, и в большинстве таблиц размеров сверл указаны только размеры сверл для метчиков.Как машинист, вы, несомненно, знаете о многих преимуществах метчиков для формования по сравнению с метчиками:
- Метчики формы не производят чипов. Это огромное преимущество при нарезании резьбы глубоких отверстий и особенно глухих отверстий, где стружка может застревать на дне отверстия.
- Метчики формы позволяют получить более прочную резьбу, чем метчики. Что может быть лучше?
- Улучшенный контроль резьбы. Метчики Form работают путем холодной формовки металла в отверстии. Поскольку стружки не производятся, вероятность получения резьбы слишком большого размера намного меньше, чем для метчиков.
- Более сильные ответвители. Он становится еще лучше, и метчики улучшенной формы становятся прочнее и с меньшей вероятностью ломаются, чем режущие метчики.
- Увеличенный срок службы крана. Метчики для формования при правильном использовании могут служить от 3 до 20 раз дольше, чем метчики для резки, поскольку они не затупляются режущей кромкой.
- Более быстрое нажатие. Вы можете использовать метчики для формования на более высоких скоростях, чем метчики для резки.
Фактически, главный недостаток метчиков Form состоит в том, что их нельзя использовать для слишком твердых материалов. Предел твердости для метчиков Form выше, чем вы думаете (они годятся гораздо больше, чем алюминий), но, тем не менее, предел есть.Учитывая все это, вам определенно нужно будет определить размеры сверл для метчиков!
Быстрый совет : Если вам интересно узнать о различных типах метчиков, щелкните ссылку, чтобы просмотреть полное руководство.

Как перейти от процентной доли резьбы к размеру сверла для метчика?
Ну, вы не можете использовать стандартную диаграмму сверления, это ясно. Вы можете рассчитать оптимальный размер для определенного процента резьбы, а затем перейти к стандартной таблице сверления, чтобы найти ближайший размер.Это работает, но это изрядная проблема.
Я обещал вам лучший способ, и вот он — вы можете использовать базу данных потоков нашего калькулятора G-Wizard, чтобы точно сказать вам, что вам нужно знать, и это очень быстро и легко. Давайте пройдемся по нему:
- Перейдите в базу данных потоков в G-Wizard, выбрав вкладку Threads.
- Выберите нужную нить. G-Wizard хранит их в базе данных.
- В нижнем левом углу находится удобная таблица размеров сверл для метчиков с столбцом, показывающим процент резьбы.Вы даже можете выбрать Form или Cut Taps, чтобы изменить размеры сверл.
Вот как это выглядит:

Таблица сверл для нарезания резьбы на резьбу 1/4-20
Красиво, да? Это экономит людям много времени. Там также есть масса других очень удобных справочных средств для экономии времени, не говоря уже о лучшем в мире калькуляторе каналов и скорости. Я почти избавился от необходимости копаться в Справочнике по машинному оборудованию в поисках информации — я просто использую G-Wizard.
Вот еще кое-что — вы можете получить пожизненный доступ ко всем справочным калькуляторам и материалам, кроме калькулятора каналов и скорости, просто подписавшись на бесплатную пробную версию G-Wizard.Правильно, это совершенно бесплатно, чтобы получить доступ ко всему, просто подписавшись на бесплатную пробную версию, и вы также получите все обновления и обслуживание клиентов на всю жизнь! Кроме того, купите версию за 79 долларов, и вы получите до 1 HP на Feeds и Speeds на всю жизнь.
Так в чем же загвоздка? Почему кто-то платит больше 79 долларов?
Многие любители платят не больше 79 долларов, кстати. Загвоздка — это ограничение мощности шпинделя. Когда вы покупаете G-Wizard на 1 год за 79 долларов, вы получаете 1 год неограниченной мощности шпинделя для подачи и скорости.Когда это истечет, вы получите ограничение мощности шпинделя в 1 л.с. Это ограничение зависит от того, на сколько лет вы подписаны. Вы можете увеличить его в любое время, продлив подписку. Или, если вам не нравятся подписки, вы также можете напрямую использовать продукт. И мы никогда не взимаем плату за обновления или обслуживание клиентов.
Так что давай, дайте G-Wizard бесплатную пробную версию, попробуйте. Вы будете удивлены тем, сколько времени это сэкономит вам на таких вещах, как размеры сверл для метчиков, не говоря уже о более длительном сроке службы инструмента, улучшенной чистоте поверхности и более коротком времени цикла, которые вы получите благодаря улучшенным подачам и скоростям.
Бонус: зазор глубины при нарезании глухих отверстий
Глухие отверстия особенно подвержены поломке кранов. Во-первых, удалить стружку труднее, а во-вторых, механики не оставляют достаточного зазора на дне отверстия.
Большинство даже не знает, какой зазор им следует оставить. Но G-Wizard рассчитает размер за вас. Еще один способ сэкономить ваше время и нервы.
Эй, а что насчет этой бесплатной таблицы размеров сверл?
Итак, метрические и британские размеры указаны в столбце «Использование» на приведенной ниже таблице.Это даже таблица сверл для метчиков NPT:
| дюймов | Метрическая система (мм) | Обозначение | Использование | ||
| 0,0135 | 0,3429 | # 80 | |||
| 0,0145 | 0,3683 | # 79 | |||
| 0.0156 | 0,3969 | 1/64 ″ | # 0 Pilot, мягкое дерево | ||
| 0,0160 | 0,4064 | # 78 | |||
| 0,0180 | 0,4572 | # 77 | |||
| 0,0197 | 0,5 | ,5 мм | |||
| 0,0200 | 0,508 | # 76 | |||
| 0.0210 | 0,5334 | # 75 | |||
| 0,0225 | 0,5715 | # 74 | |||
| 0,0240 | 0.6096 | # 73 | |||
| 0,0250 | 0,635 | # 72 | |||
| 0,0260 | 0,6604 | # 71 | |||
| 0,0280 | 0.7112 | # 70 | |||
| 0,0292 | 0,74168 | # 69 | |||
| 0,0295 | 0,75 | 0,75 мм | Метчик M1x.25, размер | ||
| 0,0310 | 0,7874 | # 68 | |||
| 0,0313 | 0,7938 | 1/32 ″ | # 0 Pilot, Hard-Wood # 1 Pilot, Hard & Soft-Wood # 2 Pilot, Soft-Wood | ||
| 0.0320 | 0,8128 | # 67 | |||
| 0,0330 | 0,8382 | # 66 | |||
| 0,0335 | 0,85 | .85 мм | сверло для грубого метчика M1.1x.25, размер | ||
| 0,0350 | 0,889 | # 65 | |||
| 0,0360 | 0,9144 | # 64 | |||
| 0.0370 | 0,9398 | # 63 | |||
| 0,0374 | 0,95 | .95 мм | сверло для грубого метчика M1,2×25, размер | ||
| 0,0380 | 0,9652 | # 62 | |||
| 0,0390 | 0,9906 | # 61 | |||
| 0,0394 | 1 | 1 мм | |||
| 0.0400 | 1.016 | # 60 | |||
| 0,0410 | 1.0414 | # 59 | |||
| 0,0420 | 1.0668 | # 58 | |||
| 0,0430 | 1.0922 | # 57 | |||
| 0,0433 | 1,1 | 1,1 мм | сверло для грубого метчика M1.4x.3, размер | ||
| 0.0465 | 1,1811 | # 56 | |||
| 0,0469 | 1,1906 | 3/64 ″ | # 0-80 UNF сверло для метчика, размер # 2 Pilot, Твердая древесина, # 3 Pilot, Soft-Wood # 4 Pilot, Soft-Wood | ||
| 0,0492 | 1,25 | 1,25 мм | сверло для грубого метчика M1,6x,35, размер | ||
| 0,0512 | 1,3 | 1,3 мм | сверло для грубого метчика M1,7x,35, размер | ||
| 0.0520 | 1,3208 | # 55 | |||
| 0,0550 | 1,397 | # 54 | |||
| 0,0571 | 1,45 | 1,45 мм | сверло для грубого метчика M1,8×35, размер | ||
| 0,0591 | 1,5 | 1,5 мм | |||
| 0,0595 | 1,5113 | # 53 | # 1-64 UNC, # 1-72 UNF сверло для метчика, размер | ||
| 0.0625 | 1,5875 | 1/16 ″ | # 0 Деревянное отверстие для хвостовика, # 3 Pilot, твердая древесина, # 4 Pilot, твердая древесина # 5 Pilot, мягкое дерево, # 6 Pilot, мягкое дерево, # 7 Pilot, мягкое дерево | ||
| 0,0630 | 1,6 | 1,6 мм | сверло для грубого метчика M2x.4, размер | ||
| 0,0635 | 1,6129 | # 52 | |||
| 0,0670 | 1,7018 | # 51 | |||
| 0.0689 | 1,75 | 1,75 мм | Метчик для грубого помола M2,2x,45, размер | ||
| 0,0700 | 1,778 | # 50 | # 2-64 UNF, # 2-56 UNC сверло для метчика, размер | ||
| 0,0730 | 1.8542 | # 49 | |||
| 0,0760 | 1,9304 | # 48 | |||
| 0,0781 | 1.9844 | 5/64 ″ | # 1 Деревянный стержень Отверстие # 5 Пилот, твердая древесина, # 6 Пилот, твердая древесина # 8 Пилот, мягкая древесина, # 9 Пилот, мягкая древесина | ||
| 0,0785 | 1,9939 | # 47 | # 3-48 сверло для метчика UNC, размер | ||
| 0,0787 | 2 | 2 мм | |||
| 0,0807 | 2,05 | 2,05 мм | M2,5x,45 сверло для крупного метчика, размер | ||
| 0.0810 | 2,0574 | # 46 | |||
| 0,0820 | 2,0828 | # 45 | # 3-56 UNF сверло для метчика размером | ||
| 0,0860 | 2,1844 | # 44 | |||
| 0,0890 | 2,2606 | # 43 | # 4-40 сверло для метчика UNC, размер | ||
| 0,0935 | 2,3749 | # 42 | # 4-48 UNF сверло для метчика, размер | ||
| 0.0938 | 2,3813 | 3/32 ″ | Отверстие под дерево # 2, # 7 Pilot, твердая древесина, # 8 Pilot, твердая древесина, # 10 Pilot, мягкое дерево, # 11 Pilot, мягкое дерево | ||
| 0,0960 | 2,4384 | # 41 | |||
| 0,0980 | 2.4892 | # 40 | |||
| 0,0984 | 2,5 | сверло для грубого метчика M3x,5, размер | |||
| 0.0995 | 2,5273 | # 39 | |||
| 0,1015 | 2,5781 | # 38 | # 5-40 сверло для метчика UNC, размер | ||
| 0,1040 | 2,6416 | # 37 | # 5-44 UNF сверло для метчика размером | ||
| 0,1065 | 2,7051 | # 36 | # 6-32 сверло для метчика UNC, размер | ||
| 0,1094 | 2.7781 | 7/64 ″ | Отверстие под деревянную стойку № 3, Отверстие под деревянную стойку № 4, Пилот № 9, твердая древесина № 10 Пилот, твердая древесина, № 12 Пилот, мягкая древесина, № 14 Пилот, мягкая древесина | ||
| 0,1100 | 2,794 | # 35 | |||
| 0,1110 | 2,8194 | # 34 | |||
| 0,1130 | 2,8702 | # 33 | # 6-40 UNF сверло для метчика размером | ||
| 0.1142 | 2,9 | сверло для грубого метчика M3,5×6, размер | |||
| 0,1160 | 2,9464 | # 32 | |||
| 0,1181 | 3 | 3 мм | |||
| 0,1200 | 3,048 | # 31 | |||
| 0,1250 | 3,175 | 1/8 ″ | Отверстие под деревянную стойку No 5, пилотная No 11, твердая древесина, пилотная No 12, твердая древесина | ||
| 0.1285 | 3,2639 | # 30 | |||
| 0,1299 | 3,3 | 3,3 мм | сверло для грубого метчика M4x.7, размер | ||
| 0,1360 | 3,4544 | # 29 | # 8-32 UNC, # 8-36 UNF сверло для метчика, размер | ||
| 0,1378 | 3,5 | 3,5 мм | M4x,5 Сверло для тонкого метчика, размер | ||
| 0,1405 | 3.5687 | # 28 | |||
| 0,1406 | 3,5719 | 9/64 ″ | Отверстие под дерево # 6, # 14 Pilot, Твердая древесина, # 16 Pilot, Мягкое дерево # 18 Pilot, Мягкое дерево | ||
| 0,1417 | 3,6 | 3,6 мм | M4x.35 Сверло для тонкого метчика, размер | ||
| 0,1440 | 3.6576 | # 27 | |||
| 0,1457 | 3.7 | 3,7 мм | сверло для грубого метчика M4,5×75, размер | ||
| 0,1470 | 3,7338 | # 26 | |||
| 0,1495 | 3,7973 | # 25 | # 10-24 сверло для метчика UNC, размер | ||
| 0,1520 | 3,8608 | # 24 | |||
| 0,1540 | 3,9116 | # 23 | |||
| 0.1563 | 3,9688 | 5/32 ″ | Отверстие под деревянную стойку # 7, пилотная деталь # 16, твердая древесина | ||
| 0,1570 | 3.9878 | # 22 | |||
| 0,1575 | 4 | 4 мм | |||
| 0,1590 | 4,0386 | # 21 | # 10-32 UNF сверло для метчика размером | ||
| 0,1610 | 4.0894 | # 20 | |||
| 0.1654 | 4,2 | 4,2 мм | сверло для грубого метчика M5x.8, размер | ||
| 0,1660 | 4,2164 | # 19 | |||
| 0,1695 | 4,3053 | # 18 | |||
| 0,1719 | 4.3656 | 11/64 ″ | Отверстие под дерево под хвостовик # 20, пилотное отверстие # 20, мягкая древесина | ||
| 0,1730 | 4.3942 | # 17 | # 12-24 сверло для метчика UNC, размер | ||
| 0.1770 | 4,4958 | # 16 | |||
| 0,1772 | 4,5 | 4,5 мм | M5x.5 Сверло для тонкого метчика, размер | ||
| 0,1800 | 4,572 | # 15 | # 12-28 UNF сверло для метчика размером | ||
| 0,1820 | 4,6228 | # 14 | |||
| 0,1850 | 4,699 | # 13 | |||
| 0.1875 | 4,7625 | 3/16 ″ | Отверстие под деревянную стойку № 9, Отверстие под деревянную стойку № 10, Пилот № 18, твердая древесина | ||
| 0,1890 | 4,8006 | # 12 | |||
| 0,1910 | 4,8514 | # 11 | |||
| 0,1935 | 4,9149 | # 10 | |||
| 0,1960 | 4,9784 | # 9 | |||
| 0.1969 | 5 | 5 мм | сверло для грубого метчика M6x1, размер | ||
| 0,1990 | 5,0546 | # 8 | |||
| 0.2010 | 5,1054 | # 7 | сверло для метчика 1/4 ″ -20 UNC, размер | ||
| 0,2031 | 5,1594 | 13/64 ″ | # 11 Отверстие под деревянную стойку, пилот # 20, твердая древесина | ||
| 0.2040 | 5,1816 | # 6 | |||
| 0,2055 | 5,2197 | # 5 | |||
| 0,2067 | 5,25 | 5,25 мм | M6x.75 Сверло для тонкого метчика, размер | ||
| 0,2090 | 5,3086 | # 4 | |||
| 0,2130 | 5,4102 | # 3 | 1/4 ″ -28 UNF сверло для метчика, размер | ||
| 0.2165 | 5,5 | 5,5 мм | M6x.5 Сверло для тонкого метчика размером | ||
| 0,2188 | 5,5563 | 7/32 ″ | # 12 Деревянное отверстие под хвостовик | ||
| 0,2210 | 5,6134 | # 2 | |||
| 0,2280 | 5,7912 | # 1 | |||
| 0,2340 | 5,9436 | А | |||
| 0.2344 | 5,9531 | 15/64 ″ | |||
| 0,2362 | 6 | 6 мм | сверло для грубого метчика M7x1, размер | ||
| 0,2380 | 6.0452 | B | |||
| 0,2420 | 6,1468 | С | |||
| 0,2460 | 6.2484 | D | 1/16 ″ -27 сверло для метчика NPT, размер | ||
| 0.2461 | 6,25 | 6,25 мм | M7x.75 Сверло для тонкого метчика, размер | ||
| 0,2500 | 6,35 | 1/4 ″ | # 14 Деревянное отверстие под хвостовик | ||
| 0,2500 | 6,35 | E | |||
| 0,2559 | 6,5 | 6,5 мм | |||
| 0,2570 | 6.5278 | F | сверло для метчика 5/16 ″ -18 UNC, размер | ||
| 0.2610 | 6,6294 | G | |||
| 0,2656 | 6,7469 | 17/64 ″ | # 16 Деревянное отверстие под хвостовик | ||
| 0,2660 | 6,7564 | H | |||
| 0,2677 | 6,8 | 6,8 мм | M8x1,25 сверло для крупного метчика, размер | ||
| 0,2720 | 6,9088 | I | 5/16 ″ -24 UNF сверло для метчика, размер | ||
| 0.2756 | 7 | 7 мм | M8x.5 Сверло для тонкого метчика, размер | ||
| 0,2770 | 7.0358 | Дж | |||
| 0,2810 | 7,1374 | К | |||
| 0,2813 | 7,1438 | 9/32 ″ | |||
| 0,2854 | 7,25 | 7,25 мм | M8x.75 Сверло для тонкого метчика, размер | ||
| 0.2900 | 7,366 | л | |||
| 0,2950 | 7,493 | M | |||
| 0,2953 | 7,5 | 7,5 мм | M8x1 Сверло для тонкого метчика, размер | ||
| 0,2969 | 7,5406 | 19/64 ″ | # 18 Деревянное отверстие под хвостовик | ||
| 0,3020 | 7,6708 | N | |||
| 0.3071 | 7,8 | 7,8 мм | M9x1,25 сверло для грубого сверления, размер | ||
| 0,3125 | 7,9375 | 5/16 ″ | 3/8 ″ -16 UNC сверло для метчика размер | ||
| 0,3150 | 8 | 8 мм | M9x1 Сверло для тонкого метчика, размер | ||
| 0,3160 | 8.0264 | O | |||
| 0,3230 | 8.2042 | -П | |||
| 0,3281 | 8,3344 | 21/64 ″ | # 20 Деревянное отверстие под хвостовик | ||
| 0,3320 | 8,4328 | Q | 3/8 ″ -24 UNF сверло для метчика, размер | ||
| 0,3346 | 8,5 | 8,5 мм | сверло для грубого метчика M10x1,5, размер | ||
| 0,3390 | 8,6106 | R | сверло для метчика 1/8 ″ -27 NPT, размер | ||
| 0.3438 | 8,7313 | 11/32 ″ | |||
| 0,3465 | 8,8 | 8,8 мм | M10x1,25 Сверло для тонкого метчика, размер | ||
| 0,3480 | 8,8392 | S | |||
| 0,3543 | 9 | 9 мм | M10x1 Сверло для тонкого метчика, размер | ||
| 0,3580 | 9,0932 | Т | сверло для метчика 7/16 ″ -14 UNC, размер | ||
| 0.3594 | 9.1281 | 23/64 ″ | |||
| 0,3642 | 9,25 | 9,25 мм | M10x.75 Сверло для тонкого метчика, размер | ||
| 0,3680 | 9,3472 | U | |||
| 0,3740 | 9,5 | 9,5 мм | сверло для грубого метчика M11x1,5, размер | ||
| 0,3750 | 9,525 | 3/8 ″ | |||
| 0.3770 | 9,5758 | В | |||
| 0,3860 | 9,8044 | Вт | |||
| 0,3906 | 9,9219 | 25/64 ″ | 7/16 ″ -20 UNF сверло для метчика, размер | ||
| 0,3937 | 10 | 10 мм | M11x1 Сверло для тонкого метчика, размер | ||
| 0,3970 | 10,0838 | Х | |||
| 0.4016 | 10,2 | 10,2 мм | M12x1.75 сверло для крупного метчика, размер | ||
| 0,4040 | 10,2616 | Y | |||
| 0,4063 | 10,3188 | 13/32 ″ | |||
| 0,4130 | 10,4902 | Z | |||
| 0,4134 | 10,5 | 10,5 мм | M12x1,5 Сверло для тонкого метчика, размер | ||
| 0.4219 | 10,7156 | 27/64 ″ | 1/2 ″ -13 сверло для метчика UNC, размер | ||
| 0,4331 | 11 | 11 мм | M12x1 Сверло для тонкого метчика, размер | ||
| 0,4375 | 11.1125 | 7/16 ″ | сверло для метчика 1/4 ″ -18 NPT, размер | ||
| 0,4429 | 11,25 | 11,25 мм | M12x.75 Сверло для тонкого метчика, размер | ||
| 0.4528 | 11,5 | 11,5 мм | |||
| 0,4531 | 11,5094 | 29/64 ″ | 1/2 ″ -20 UNF сверло для метчика, размер | ||
| 0,4688 | 11,9063 | 15/32 ″ | |||
| 0,4724 | 12 | 12 мм | сверло для грубого метчика M14x2, размер | ||
| 0,4844 | 12.3031 | 31/64 ″ | сверло для метчика 9/16 ″ -12 UNC, размер | ||
| 0.4921 | 12,5 | 12,5 мм | M14x1,5 Сверло для тонкого метчика, размер | ||
| 0,5000 | 12,7 | 1/2 ″ | |||
| 0,5039 | 12,8 | 12,8 мм | M14x1,25 Сверло для тонкого метчика, размер | ||
| 0,5118 | 13 | 13 мм | M14x1 Сверло для тонкого метчика, размер | ||
| 0,5156 | 13.0969 | 33/64 ″ | сверло для метчика 9/16 ″ -18 UNF, размер | ||
| 0,5313 | 13,4938 | 17/32 ″ | 5/8 ″ -11 сверло для метчика UNC, размер | ||
| 0,5315 | 13,5 | 13,5 мм | |||
| 0,5469 | 13,8906 | 35/64 ″ | |||
| 0,5512 | 14 | 14 мм | сверло для грубого метчика M16x2, размер | ||
| 0.5625 | 14,2875 | 9/16 ″ | 5/8 ″ -18 UNF сверло для метчика, размер | ||
| 0,5709 | 14,5 | 14,5 мм | M16x1,5 Сверло для тонкого метчика, размер | ||
| 0,5781 | 14,6844 | 37/64 ″ | 3/8 ″ -18 NPT сверло для метчика, размер | ||
| 0,5906 | 15 | 15 мм | M16x1 Сверло для тонкого метчика, размер | ||
| 0.5938 | 15.0813 | 19/32 ″ | |||
| 0.6094 | 15.4781 | 39/64 ″ | |||
| 0,6102 | 15,5 | 15,5 мм | сверло для грубого метчика M18x2,5, размер | ||
| 0,6250 | 15.875 | 5/8 ″ | |||
| 0,6299 | 16 | 16 мм | M18x2 Сверло для тонкого метчика размером | ||
| 0.6406 | 16,2719 | 41/64 ″ | 3/4 ″ -10 сверло для метчика UNC, размер | ||
| 0,6496 | 16,5 | 16,5 мм | |||
| 0,6563 | 16,6688 | 21/32 ″ | |||
| 0,6693 | 17 | 17 мм | M18x1 Сверло для тонкого метчика, размер | ||
| 0,6719 | 17.0656 | 43/64 ″ | |||
| 0.6875 | 17,4625 | 11/16 ″ | 3/4 ″ -16 UNF сверло для метчика, размер | ||
| 0,6890 | 17,5 | 17,5 мм | сверло для грубого метчика M20x2,5, размер | ||
| 0,7031 | 17,8594 | 45/64 ″ | 1/2 ″ -14 сверло для метчика NPT, размер | ||
| 0,7087 | 18 | 18 мм | M20x2 Сверло для тонкого метчика, размер | ||
| 0.7188 | 18,2563 | 23/32 ″ | |||
| 0,7283 | 18,5 | 18,5 мм | M20x1,5 Сверло для тонкого метчика, размер | ||
| 0,7344 | 18,6531 | 47/64 ″ | |||
| 0,7480 | 19 | 19 мм | M20x1 Сверло для тонкого метчика, размер | ||
| 0,7500 | 19,05 | 3/4 ″ | |||
| 0.7656 | 19,4469 | 49/64 ″ | сверло для метчика 7/8 ″ -9 UNC, размер | ||
| 0,7677 | 19,5 | 19,5 мм | сверло для грубого метчика M22x2,5, размер | ||
| 0,7813 | 19,8438 | 25/32 ″ | |||
| 0,7874 | 20 | 20 мм | M22x2 Сверло для тонкого метчика, размер | ||
| 0,7969 | 20.2406 | 51/64 ″ | |||
| 0,8071 | 20,5 | 20,5 мм | M22x1,5 Сверло для тонкого метчика, размер | ||
| 0,8125 | 20,6375 | 13/16 ″ | 7/8 ″ -14 UNF сверло для метчика, размер | ||
| 0,8268 | 21 | 21 мм | M24x3 грубое M22x1 сверло для тонкого метчика, размер | ||
| 0,8281 | 21.0344 | 53/64 ″ | |||
| 0,8438 | 21,4313 | 27/32 ″ | |||
| 0,8465 | 21,5 | 21,5 мм | |||
| 0,8594 | 21,8281 | 55/64 ″ | |||
| 0,8661 | 22 | 22 мм | M24x2 Сверло для тонкого метчика, размер | ||
| 0.8750 | 22,225 | 7/8 ″ | сверло для метчика 1 ″ -8 UNC, размер | ||
| 0,8858 | 22,5 | 22,5 мм | M24x1,5 Сверло для тонкого метчика, размер | ||
| 0,8906 | 22,6219 | 57/64 ″ | |||
| 0,9055 | 23 | 23 мм | |||
| 0,9063 | 23.0188 | 29/32 ″ | 1 ″ -12 UNF сверло для метчика, размер | ||
| 0.9219 | 23,4156 | 59/64 ″ | 3/4 ″ -14 сверло для метчика NPT, размер | ||
| 0,9252 | 23,5 | 23,5 мм | |||
| 0,9375 | 23,8125 | 15/16 ″ | |||
| 0,9449 | 24 | 24 мм | M27x3 сверло для крупных метчиков, размер | ||
| 0,9531 | 24.2094 | 61/64 ″ | |||
| 0.9646 | 24,5 | 24,5 мм | M26x1,5 Сверло для тонкого метчика, размер | ||
| 0,9688 | 24.6063 | 31/32 ″ | |||
| 0,9843 | 25 | 25 мм | M27x2 Сверло для тонкого метчика, размер | ||
| 0,9844 | 25.0031 | 63/64 ″ | сверло для метчика 1-1 / 8 ″ -7 UNC, размер | ||
| 1,0000 | 25.4 | 1 ″ | |||
Как насчет таблицы размеров сверл с метрическими сверлами в формате PDF?
Значит, вы можете распечатать это и повесить на стену, верно? Нет проблем, вы можете распечатать диаграмму выше. Просто выберите его, перейдите к команде «Печать» в веб-браузере и скажите ему просто распечатать выделенный фрагмент. Они все справятся с этим, и тогда у вас будет схема, на которую можно повесить трубку.
Pssst: G-Wizard даже делает таблицу размеров сверл лучше!
Ладно, вот сумасшедшая штука. Я создал эту бесплатную таблицу размеров сверл, используя данные, которые использует G-Wizard. Он может представить ту же диаграмму только лучше:

Таблица размеров сверл G-Wizard…
Чем лучше таблица размеров сверл G-Wizard? Просто: в нем вся информация, но им проще пользоваться. Вы можете ввести диаметр, чтобы искать прямо по нему. Вы можете выбрать только размеры концевых фрез в британских или метрических единицах.Вы можете отсортировать, щелкнув заголовки столбцов. Это чертовски круто. И он есть всякий раз, когда вам нужно указать размер в калькуляторе каналов и скорости или вы можете получить к нему доступ в большем формате на вкладке Quick Refs в разделе Drill Chart.
Наслаждайтесь!
,