Технология сварки водопроводных труб под давлением
Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления. Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации. Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Содержание страницы
- 1 Грамотное выполнение работы
- 2 Когда может понадобиться сварка трубы с водой
- 3 Почему это сложно
- 4 Как заварить трубу с водой
- 4.1 Борьба со свищами
- 5 Цельный стык
- 5.1 Если необходима врезка
- 5.2 Маленькие хитрости
- 6 Режимы
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки. Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки. Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками. Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб. Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе. Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва). Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.

- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.

Как заварить трубу с водой
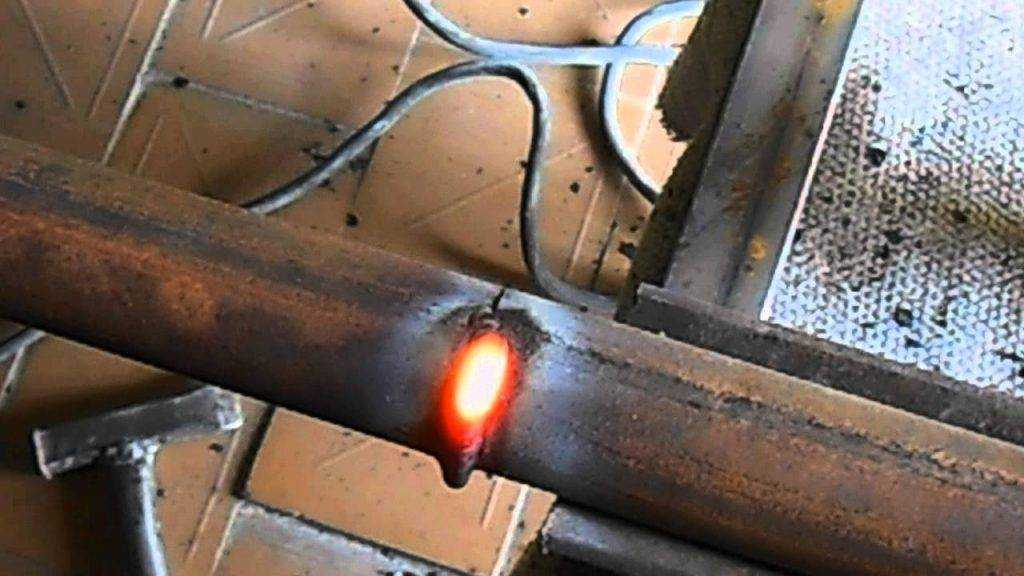
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
 » src=»https://www.youtube.com/embed/W5Ti6dQ9fHY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/W5Ti6dQ9fHY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
 Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов. Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Как заварить течь в трубе под давлением: tvin270584 — LiveJournal
- Техника
 catIsShown({ humanName: ‘ремонт’ })» data-human-name=»ремонт»> Ремонт
catIsShown({ humanName: ‘ремонт’ })» data-human-name=»ремонт»> РемонтСварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла. Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье мастер сантехник расскажет, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
- Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
- Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением. Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
 Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить. В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.
Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
- Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Видео
В сюжете — Самый простой способ устранить течь в трубе под давлением
В сюжете — Сварка трубы с водой
В сюжете — Как устранить течь в трубе под давлением в труднодоступном месте
В сюжете — Заварили деревянный чопик и устранили течь
В продолжение темы посмотрите также наш обзор Трансформатор против инвертора — отличия, преимущества и недостатки
Источник
https://santekhnik-moskva. blogspot.com/2021/02/Kak-zavarit-tech-v-trube-pod-davleniyem.html
blogspot.com/2021/02/Kak-zavarit-tech-v-trube-pod-davleniyem.html
протечкаремонтсантехниксантехникасваркасварщиктрубы
Можно ли сварить водопроводную трубу?
- Форум
- Общие веб-форумы по сварке
- Общие вопросы по сварке
- Можно ли сварить водопроводную трубу?
09-09-2015 #1
Можно ли сварить водопроводную трубу?
Привет, я Джефф, в настоящее время я изучаю строительные услуги в качестве студента.
Мне любопытно, есть ли способ отремонтировать протекающий водопровод во время/перед передачей. Так как иногда могут быть проблемы, но отключить подачу воды/переустановить всю систему не реально. Можно ли сваривать трубопровод, пока в нем течет вода?
1. вода токопроводящая, сварщику нужна твердая рука и очень высокая техника
2. Тепло, выделяющееся в процессе, может нагреть воду и превратиться в пар, пар может вырваться из зазора и повредить сварщика
3. Поскольку вода течет, тепло выводится водой, время, необходимое для сварки, увеличивается.Возможно, есть еще трудности, о которых я не знаю. Я хотел бы знать, есть ли в реальном мире пример сварки водопроводной трубы проточной водой.
Спасибо,
ДжеффриОтветить с цитатой
09-09-2015 #2
Re: Можно ли сварить водопроводную трубу?
.
…..убранДэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термальная дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
09-09-2015 #3
Re: Можно ли сварить водопроводную трубу?
Ну, в зависимости от того, какой это тип линии, есть варианты.
Внутренние водопроводы из оцинкованных труб не годятся для сварки. Вариант был бы заморозить его и сделать надлежащий ремонт. Трубопровод здания не нужно осушать, но насосы/клапаны требуют остановки, чтобы остановить поток для надлежащего замерзания. Это может быть использовано для отопления, трубопроводов охлажденной воды и воды конденсатора. Неважно, из оцинкованной, медной или углеродистой стали. Это был бы мой первый выбор.
Что касается течи в трубопроводе, мне сказали, что использование AC 6010 — это почти единственный выход. Мы говорим о капельнице, а не о выброшенном потоке. . В зависимости от размера вы можете временно использовать ленточный зажим, но в конечном итоге он потребует надлежащего ремонта. Существует много переменных, и каждый случай индивидуален. Лучше всего было бы заморозить. Вот видео для жилых домов, которое в меньшем масштабе, чем замораживание 6-дюймовой линии из углеродистой стали. Я делал заморозки и работал на больших трубах, где был заключен контракт с ПРОФЕССИОНАЛЬНОЙ компанией по заморозке. Я действительно не люблю резать или сваривать замороженную линию.
Ответить с цитатой
09-09-2015 #4
Re: Можно ли сварить водопроводную трубу?
Это довольно круто BD1.
Я никогда раньше не видел ничего подобного. Я видел, где это было бы гораздо полезнее в коммерческой среде… Например, в промышленности, ресторане или гостинице, где отключение всей системы было бы очень дорогостоящим.Довольно крутая штука.
Ответить с цитатой
09-09-2015 #5
Re: Можно ли сварить водопроводную трубу?
Будет трудно сваривать во время работы, если вы не сможете бежать достаточно быстро, чтобы не отставать.
Ответить с цитатой
09-09-2015 #6
Re: Можно ли сварить водопроводную трубу?
Видел, как кто-то в «Смертельном улове» сварил сломанную трубу, которая была очень хороша для мочи и затопляла машинное отделение, которая шла к резервуару для крабов с помощью палки, и это сработало …
Не могу сказать вам, что они использовали, но когда лодка вот-вот утонет, делай, что должен.
.
И это сработало……зап!
Я не совсем сумасшедший..
Некоторые детали отсутствуютПрофессиональный водитель на закрытом курсе….
Не пытайтесь.То, что я тупица, не означает, что ты можешь быть таким же.
Так что НЕ пытайтесь ничего из того, что я делаю дома.Ответить с цитатой
09-09-2015 #7
Re: Можно ли сварить водопроводную трубу?
Я знаю, что они производят комплекты CO2 для замораживания труб с небольшим потоком воды.
Это просто баллон с СО2 с погружной трубкой, или, я думаю, вы могли бы перевернуть стандартный баллон с СО2, заливая жидкость во влажную тряпку вокруг трубы. Я полагаю, вы могли бы просто упаковать сухой лед для работы, которую вы делаете нечасто. Я не думаю, что вы можете заморозить трубу, по которой течет вода, но я не уверен. Если в нем дырка от булавки, он ржавеет наизнанку, имейте план на случай, если он не сработает. Я полагаю, что вы могли бы также приварить заплату поверх него, но опять же, не сделали этого.Ответить с цитатой
09-09-2015 #8
Re: Можно ли сварить водопроводную трубу?
Даже если протечет только «отверстие для булавки», меня беспокоит, насколько прочным является материал вокруг него прямо под поверхностью? Может закончиться тем, что взорвется и сделает дела намного хуже, чем они есть.
Итог, есть оооочень много возможных сценариев, я не думаю, что есть готовый ответ на вопрос ИМО.
MM200 с Spoolmatic 1
Синкровейв 180SD
Bobcat 225G Plus — LP/NG
Чемодан MUTT Wirefeeder
WC-1S/Spoolmatic 1
HF-251D-1
ПакМастер 100XL
’68 Red Face Code # 6633 проект
Star Jet 21-110
Спасите вторую базу!Ответить с цитатой
09-09-2015 #9
Re: Можно ли сварить водопроводную трубу?
наденьте на него рукав.
Ответить с цитатой
09-09-2015 #10
Re: Можно ли сварить водопроводную трубу?
у меня было 0 удачи. моя дуга была дикой и неконтролируемой с водой внутри. Я только усугубил утечки. Я считаю, что это дерьмо, чтобы остановить утечку в герметичном резервуаре для воды, даже если вода была слита. хотя я пробовал это только в saw
Последний раз редактировалось 123weld; 09-09-2015 в 12:38.
Ответить с цитатой
09-09-2015 #11
Re: Можно ли сварить водопроводную трубу?
JB водяная сварка
Tiger Sales: AHP Distributo r www.tigersalesco.com
AHP200x; АХП 160СТ; MM350P, Spoolmatic 30А; Эверласт ПауэрТиг 185; Плазма Thermal Dynamics 60i.
Продается: Cobra Mig 250 с двухтактной пушкой. Линкольн Вайрматик 250 Ответить с цитатой
09-09-2015 #12
Re: Можно ли сварить водопроводную трубу?
Я видел, как кто-то останавливал утечку сбоку от большого резервуара для хранения воды, хотя я был недостаточно близко, чтобы многое увидеть. Справедливый поток воды разбрызгивался примерно на дюжину футов. Не большое давление.
«USMCPOP» Первенец: KIA Ирак 26.
01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Огневая мощь TIG 160S (отдал сыну TA 161 STL)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
09-09-2015 №13
Re: Можно ли сварить водопроводную трубу?
Как предотвратить превращение воды в пар и разрыв сварного шва давлением?
Ответить с цитатой
09-09-2015 №14
Re: Можно ли сварить водопроводную трубу?
Компрессионная муфта
Последний раз редактировалось texasbest2006; 09-09-2015 в 17:02.
Ответить с цитатой
09-09-2015 №15
Re: Можно ли сварить водопроводную трубу?
Вы зря тратите время, пытаясь заварить водопровод с дыркой. Скорее всего, эта дыра от коррозии, если вы собираетесь пускать дым, это будет только заплатка. Вырежьте заржавевший участок и используйте его.
Прикрепленные изображенияОтправлено с моего SAMSUNG-SM-G890A с помощью Tapatalk
Ответить с цитатой
09-09-2015 №16
Re: Можно ли сварить водопроводную трубу?
В ирригационных работах я не раз делал быстрый и грязный ремонт, обычно включающий забивание соответствующей пробки в отверстие и либо приваривание ее к трубе, либо приваривание выпуклой заплаты поверх нее.
Не используйте переменный ток на предметах, связанных с водой. Вы не сможете отпустить, если станете частью цепи.Ответить с цитатой
09-09-2015 # 17
Re: Можно ли сварить водопроводную трубу?
Замораживание, с которым я работал до 10 дюймов, иногда до и после, утечка должна быть заморожена из-за обратной подачи, сделал 8 дюймов в больнице, в 3 футах от работы, довольно страшно, 2-футовый кусок льда должен доверять вашему замораживанию компания сделать много pre.
Подготовка, использует много азота, лично сделано до 11/2 дюйма с комплектами замораживания компрессора, попробуйте заморозить до 45 или 90, на случай, если он пойдёт, слизняк МОЖЕТ остановиться.Ответить с цитатой
09-09-2015 # 18
Re: Можно ли сварить водопроводную трубу?
Я заделал несколько небольших отверстий в трубе, отрезав большую часть резьбы от винта из листового металла, вкрутив его в отверстие и приварив вокруг головки винта.
Ответить с цитатой
 Мне любопытно, есть ли способ отремонтировать протекающий водопровод во время/перед передачей. Так как иногда могут быть проблемы, но отключить подачу воды/переустановить всю систему не реально. Можно ли сваривать трубопровод, пока в нем течет вода?
Мне любопытно, есть ли способ отремонтировать протекающий водопровод во время/перед передачей. Так как иногда могут быть проблемы, но отключить подачу воды/переустановить всю систему не реально. Можно ли сваривать трубопровод, пока в нем течет вода? …..убран
…..убран Внутренние водопроводы из оцинкованных труб не годятся для сварки. Вариант был бы заморозить его и сделать надлежащий ремонт. Трубопровод здания не нужно осушать, но насосы/клапаны требуют остановки, чтобы остановить поток для надлежащего замерзания. Это может быть использовано для отопления, трубопроводов охлажденной воды и воды конденсатора. Неважно, из оцинкованной, медной или углеродистой стали. Это был бы мой первый выбор.
Внутренние водопроводы из оцинкованных труб не годятся для сварки. Вариант был бы заморозить его и сделать надлежащий ремонт. Трубопровод здания не нужно осушать, но насосы/клапаны требуют остановки, чтобы остановить поток для надлежащего замерзания. Это может быть использовано для отопления, трубопроводов охлажденной воды и воды конденсатора. Неважно, из оцинкованной, медной или углеродистой стали. Это был бы мой первый выбор.  Я действительно не люблю резать или сваривать замороженную линию.
Я действительно не люблю резать или сваривать замороженную линию.  Я видел, где это было бы гораздо полезнее в коммерческой среде… Например, в промышленности, ресторане или гостинице, где отключение всей системы было бы очень дорогостоящим.
Я видел, где это было бы гораздо полезнее в коммерческой среде… Например, в промышленности, ресторане или гостинице, где отключение всей системы было бы очень дорогостоящим.
 .
.  Это просто баллон с СО2 с погружной трубкой, или, я думаю, вы могли бы перевернуть стандартный баллон с СО2, заливая жидкость во влажную тряпку вокруг трубы. Я полагаю, вы могли бы просто упаковать сухой лед для работы, которую вы делаете нечасто. Я не думаю, что вы можете заморозить трубу, по которой течет вода, но я не уверен. Если в нем дырка от булавки, он ржавеет наизнанку, имейте план на случай, если он не сработает. Я полагаю, что вы могли бы также приварить заплату поверх него, но опять же, не сделали этого.
Это просто баллон с СО2 с погружной трубкой, или, я думаю, вы могли бы перевернуть стандартный баллон с СО2, заливая жидкость во влажную тряпку вокруг трубы. Я полагаю, вы могли бы просто упаковать сухой лед для работы, которую вы делаете нечасто. Я не думаю, что вы можете заморозить трубу, по которой течет вода, но я не уверен. Если в нем дырка от булавки, он ржавеет наизнанку, имейте план на случай, если он не сработает. Я полагаю, что вы могли бы также приварить заплату поверх него, но опять же, не сделали этого.

 Линкольн Вайрматик 250
Линкольн Вайрматик 250  01.05
01.05 
 Не используйте переменный ток на предметах, связанных с водой. Вы не сможете отпустить, если станете частью цепи.
Не используйте переменный ток на предметах, связанных с водой. Вы не сможете отпустить, если станете частью цепи. Подготовка, использует много азота, лично сделано до 11/2 дюйма с комплектами замораживания компрессора, попробуйте заморозить до 45 или 90, на случай, если он пойдёт, слизняк МОЖЕТ остановиться.
Подготовка, использует много азота, лично сделано до 11/2 дюйма с комплектами замораживания компрессора, попробуйте заморозить до 45 или 90, на случай, если он пойдёт, слизняк МОЖЕТ остановиться.
« Предыдущая тема | Следующая тема »
Теги для этой темы
работает, вода
Просмотр облака тегов
Разрешения на публикацию
Сварка труб 101: советы и рекомендации для идеальной сварки
Последнее обновление
При сварке двух труб сварка труб является наиболее подходящим методом. В этом случае сварщики могут использовать несколько процессов, таких как TIG, дуговая сварка и сварка MIG, чтобы получить желаемый сварной шов. Хотя все эти методы применимы при сварке труб, сварка ВИГ является наиболее распространенным процессом. При выполнении таких проектов, как сплавление цилиндрических металлических труб и изогнутых металлов, сварка труб является отличным вариантом.
Основы сварки труб
- Убедитесь, что вы выбрали идеальную технику для использования заранее.
- Иметь достаточные знания о безопасности техники.
- Убедитесь, что вы надели соответствующую сварочную одежду, чтобы защитить себя от несчастных случаев.
- Заранее подготовьте все сварочные материалы и продезинфицируйте их.
- Отшлифуйте все материалы, требующие шлифовки, и скосите более толстые края.
Проходы, используемые при сварке труб
1. Корневые проходы Это первые проходы, которые часто используются, когда сварщики заполняют зазоры между секциями трубопровода. Ручные проходы также являются идеальной альтернативой корневым проходам, поскольку они обеспечивают непрерывность прихваточных швов. Газовая дуговая сварка металлическим электродом является еще одной альтернативой корневым швам. Единственное отличие состоит в том, что это шов с открытым корнем без каких-либо подкладных колец.
Горячие проходы представляют собой одиночные сварные швы, используемые для соединения корневого шва через поверхности разделки. При использовании положения сварки 2G сварщики могут разделить горячие проходы для получения желаемого сварного шва. В случае аномально большого корневого отверстия сварщики могут сломать горячие проходы.
3. Заполняющие проходыЗаполняющие проходы — отличный способ заполнить канавки во время сварки. В некоторых случаях в сварных швах образуются полости, которые изменяют общее качество сварных швов. Чтобы уменьшить эти полости, сварщикам часто приходится выполнять последовательность валиков для получения прочного соединения. Заполняющий проход — это часть валика сварного шва, необходимая для заполнения определенного сварочного соединения. Обычно заполняющий проход производится после корневого прохода.
Изображение предоставлено: Funtay, Shutterstock
4. Заглушки
Заглушки Заглушки используются для заполнения вершин сварных швов. Поскольку они используют наименьшее количество наплавки на поверхности трубы, сварщики считают эти проходы полезными. В этом процессе сварщики шлифуют наплавленные слои, чтобы улучшить валик и устранить любую форму загрязнения перед окончательной установкой крышки.
Положения для сварки труб
1. Плоское положение (1G)Хотя сварщики не часто используют горизонтальное положение (1G), оно является самым основным положением для сварки. При сварке в этом положении сварщики должны расположить заготовку горизонтально для большего удобства. С помощью этого метода сварка проста и понятна, поскольку труба свободно вращается в направлении от сварщика. Для достижения наилучших результатов сварщики должны сохранять фиксированное положение при сварке с верхней части трубы.
Следуйте этим инструкциям для успешной сварки в этом положении:
- Начните дугу с центра прихватки
- Расположите пистолет и трубу перпендикулярно друг другу. Для получения точных результатов используйте угол перетаскивания от 5 до 10 градусов
- Убедитесь, что выступ составляет 5/8 дюйма или менее
 Для получения точных результатов используйте угол перетаскивания от 5 до 10 градусов
Для получения точных результатов используйте угол перетаскивания от 5 до 10 градусовПоложение 2G — это положение сварки разделкой, при котором сварщик должен расположить заготовку в вертикальном положении. Сварщик остается в фиксированном положении и сваривает с горизонтальной стороны заготовки в этом положении.
3. Положение для сварки 5G Подобно горизонтальному положению, положение для сварки 5G использует горизонтально уложенную сварочную трубу. Основное отличие последнего в том, что заготовка находится в фиксированном положении и не дает места для вращения. Сварщики могут перемещать заготовки только вертикальными движениями. Сварку в этом положении начинают от центра прихватки под углом лобового сопротивления 5-10 градусов. Перед выполнением заполняющего прохода вы шлифуете начальную и конечную точки для большей точности и аккуратности. Пломбирование выполняется только после завершения корневого прохода.
Пломбирование выполняется только после завершения корневого прохода.
Из всех положений для сварки положение для сварки 6G является наиболее сложным, поскольку оно требует фиксации деталей под углом 45 градусов. Метод требует высокого уровня точности и быстроты, так как сварка выполняется из фиксированного положения.
Как проверить сварные швы при сварке труб
Изображение предоставлено: 6782865, Pixabay
Испытания проводятся для определения прочности, слабости и общего качества сварных швов. Неразрушающий контроль (NDT) является наиболее распространенным методом, используемым для испытаний. Для получения точных результатов испытаний трубы и сварные швы должны оставаться неповрежденными. Разборка или встряхивание узла приводит к неточности при проверке.
Вот обзор методов неразрушающего контроля:
1. Визуальный осмотр сварного шва Как следует из названия, этот метод включает визуальное наблюдение за сборкой. Это самый старый, самый быстрый и самый экономичный метод контроля неразрушающего контроля. Эффективность метода зависит от зрительных способностей сварщика. В большинстве случаев этот метод используется для обнаружения физических дефектов, которые могут привести к разрушению сварного шва. Однако этот метод не подходит для проверки внутренних дефектов.
Это самый старый, самый быстрый и самый экономичный метод контроля неразрушающего контроля. Эффективность метода зависит от зрительных способностей сварщика. В большинстве случаев этот метод используется для обнаружения физических дефектов, которые могут привести к разрушению сварного шва. Однако этот метод не подходит для проверки внутренних дефектов.
Рентгеновский контроль является наиболее практичным методом неразрушающего контроля для проверки внутренних неисправностей и дефектов в сборке. Это наиболее подходящий метод для проверки высококачественных и чувствительных сварных швов. Помимо того, что он эффективен, он является самым дорогим и требует высокого уровня экспертизы при тестировании.
3. Испытание на изгиб филе Испытание на излом филе наиболее эффективно для проверки проникновения в корень и проверки возможных дефектных участков сборки. Большинство сварщиков проводят испытание в начале и в конце процесса сварки. Если сварной шов гнется, не распадаясь на части, это означает, что сварные швы прочные и выдержали испытание. Единственными исключениями из этого испытания являются изломы и трещины, не превышающие 10 мм.
Если сварной шов гнется, не распадаясь на части, это означает, что сварные швы прочные и выдержали испытание. Единственными исключениями из этого испытания являются изломы и трещины, не превышающие 10 мм.
Испытание на проникновение жидкого красителя включает распыление жидкого красителя на поверхность сварного шва. Обычно излишки краски вытирают перед тем, как поставить конструкцию сохнуть в прохладном, сухом и непыльном месте. После полного высыхания дефектные детали станут видны. По сравнению с визуальным контролем наиболее эффективным является метод проникновения жидкого красителя.
5. Тестирование макротравления Метод испытаний методом макротравления включает вырезание образца сварного соединения и его испытание. Испытание проводят путем нанесения на образец кислого раствора и наблюдения за реакцией. Реакция вызовет четкую видимость макроструктурных дефектов. Некоторыми из распространенных дефектов, проверяемых с помощью этого метода, являются литейный шлак, зернистость водородных чешуек, пористость и литейный шлак.
Испытание на изгиб включает в себя изгибание образца под углом 180 градусов для определения его прочности на разрыв. Сила натяжения обычно применяется к фасадам и фундаменту стыка для проверки его прочности и качества.
- См. также: Бесшовные стальные трубы и сварные трубы: в чем разница?
Распространенные ошибки при сварке труб
Изображение предоставлено: sumanamul15, Pixabay
Независимо от того, насколько опытным и осторожным может быть сварщик, ошибки при сварке труб неизбежны. Как начинающие, так и опытные профессионалы в области сварки подвержены ошибкам при сварке. Вот распространенные ошибки и подходящие способы их минимизации.
1. Неправильное выравнивание деталей Подгонка сварных швов является стандартной процедурой сварки. Самая большая ошибка, которую совершают большинство сварщиков, — это торопиться со сваркой, пропуская или не соосно соединяя детали. Эта оплошность приводит к крутым скосам. Чтобы избежать этого, убедитесь, что вы подогнали детали перед сплавлением.
Эта оплошность приводит к крутым скосам. Чтобы избежать этого, убедитесь, что вы подогнали детали перед сплавлением.
- См. также: Снятие фаски на трубе для сварки: Руководство по снятию фаски с трубы
Когда в сварочную ванну попадают такие газы, как кислород, водород и азот, может возникнуть пористость. Пористость может возникнуть в результате временного нарушения подачи защитного газа. Если это произойдет, вам придется использовать больше защитного газа. Эффект приводит к увеличению времени сварки и изменению общего качества сварки. Чтобы избежать пористости, очистите, продезинфицируйте и отшлифуйте заготовки перед сваркой.
3. Подрезка Подрезка является одной из основных причин плохого качества сварных швов. Это вызвано высоким напряжением, длинными дугами, неправильным углом наклона и использованием неустойчивых рабочих мест. Проверка этих факторов исключает возможность подреза, что повышает качество сварных швов.
Развитие трещин на сварных швах влияет на качество всего изделия. Трещины обычно возникают из-за загрязнения, пористости, быстрого охлаждения и дисбаланса давления. Их ремонт может быть сложной задачей, так как требует повторения всего процесса сварки.
Чтобы избежать трещин:
- Очистите края пластины, чтобы создать естественную посадку
- Сварка при правильной температуре
- Надлежащая шлифовка поверхностей материала перед сваркой
Сварочный шлак является побочным продуктом сварочных процедур, обычно вызываемым покрытием флюсом. Хотя шлаки играют важную роль в предотвращении окисления при сварке соединений, сварщики должны устранять их, чтобы освободить место для других проходов. Чтобы уменьшить образование шлака, увеличьте скорость сварки, угол и проверьте сварочный ток.
Изображение предоставлено: trust33, Pixabay
2. Плохая подготовка
Плохая подготовка Предварительная подготовка является предпосылкой для успешной сварки труб:
- Подгонка деталей для правильного выравнивания
- Очистка и дезинфекция заготовок
- Наденьте правильный костюм сварщика
- Сборка всего сварочного оборудования и машин в централизованном месте
- Проверить количество защитного газа
Заключение: как сваривать трубы
Сварка труб — это технология, требующая совершенства и опыта. Процесс варьируется от простых процедур, таких как вентиляция рабочих мест, до сложных, таких как настройка машин. Недостаточное время подготовки приводит к потере жизненно важных сварочных ресурсов.
Авторы избранных изображений: Naval Surface Warriors, Flickr
- Основы сварки труб
- Проходы, используемые при сварке труб
- 1. Корневые проходы
- 2. Горячие проходы
- 3. Заливочные проходы
- 4. Закрывающие проходы
- Положения для сварки труб
- 1.
- 1.
