что это такое, описания и примеры
При осуществлении соединения элементов конструкций сваркой, их монтаже и ремонте одним из вариантов является использование постоянного тока. Немаловажным фактором служит правильная настройка применяемой аппаратуры. Чтобы это осуществить, следует четко понимать, что такое прямая и обратная полярность при сварке.
Выбор зависит от поставленной задачи, которую необходимо решить. Полярность применительно к оборудованию означает один из вариантов его использования. Полярность при сварке влияет на протекание физических процессов во время производственного процесса. При переключении на другой вариант ток начинает течь в ином направлении, и сварка будет осуществляться по-другому. Это понятие во многом имеет отношение к сварке, осуществляемой с инвертором.
Дуговая сварка — режимы полярности
Для соединительных операций сваркой обычно находит применение ток неизменного значения. Имеется возможность выбирать, как будет осуществлена сварка постоянным током — обратной или прямой полярности.
Установка, предполагающая полярность прямую, позволяет качественно сваривать детали, обладающие немалой толщиной. Сварка током обратной полярности помогает избежать такого трудно исправляемого дефекта, как прожег, часто появляющегося, когда сварке подлежат тонкие металлические листы. Режим, предполагающий применение переменного тока, применяют исключительно редко, поскольку производительность прохождения процесса резко снижается.
При сварке ручным методом выбор режима, в частности, заключен в том, что имеется возможность устанавливать разную полярность, подключая соединение и электрод к разным клеммам, находящимся на лицевой стороне аппарата. Обратная полярность при сварке — это следующий способ подключения — электрод к клемме положительной, а детали — к клемме отрицательной. Такая раскладка определяет понятие, что значит обратная полярность при сварке.
Прямой вариант означает противоположное включение. Тогда интенсивнее электрода начинают плавиться детали соединения, что является преимуществом при сварке толстых элементов конструкции. Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Эти явления соответствуют законам физики по термодинамике. Электрическая дуга, представляющая собой поток электронов и ионов, служит источником тепла.
Три составные части дуги: столб, область анодная и область катодная. При горении дуги происходит образование активных пятен. То из них, которое находится на аноде, именуется анодным пятном, а на катоде — катодным.
Столб — это плазма, разогретая до сверхвысокой температуры. Энергия тепла в дуге выделяется неравномерным образом. Электроны, достигшие анода, отдают ему собственную энергию. На этом месте появляется анодное пятно, разогретое в значительной степени. Ионы с положительным зарядом двигаются в сторону катода. Достигнув его, они отдают собственную энергию и образуют там катодное пятно. Поскольку электронов, как правило, больше, то анод является более разогретым, чем катод.
Полярность при сварке постоянным током имеет два варианта. Это находится в зависимости от способов подключения. Они являются противоположными. Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Для получения прямого вида к изделию подсоединят «плюс», а к стержню с обмазкой — «минус». Для получения обратной делают все противоположным способом.
Если процесс происходит с неизменным током при установке прямого варианта, электрод начинает нагреваться медленнее, чем свариваемый металл. Получаемый сварной шов имеет более глубокую величину проплавки. Помимо этого, горение дуги является более устойчивым. Обратный вариант полярности имеет смысл применять, если слишком большое выделение теплоты ухудшает качество шва. Такая ситуация возможна, когда сварке подлежат материалы, не слишком хорошо переносящие перегрев — высокоуглеродистые, легированные стали, некоторые цветные металлы. Также, если сварке подлежат тонкие листы.
При распространенном виде процесса — дуговой сварке, существенную роль играют различные параметры, такие как выбранный диаметр электрода, его тип и марка, напряжение на сварной дуге, скорость сварного процесса, положение шва. Одним из самых важных параметров является полярность сварки.
Род тока, который применяется в дуговой сварке, делится на два вида. Сварку дуговым способом на переменном токе осуществляют, когда предстоит совместить детали, выполненные из низколегированной стали. При этом желательно использование электродов, имеющих рутиловое покрытие. Сварку постоянным током можно осуществлять двумя способами — прямым и обратным.
Прямой вариант используют, когда предстоит сварка чугунных изделий или требуется глубокий проплав металла. Обратный вариант применяется, когда требуется сварить нетолстые листы, а сварка происходит с усиленной скоростью расплавки электрода, и еще для сваривания низкоуглеродистой стали.
Полярность влияет на внешний вид шва — его габариты и конфигурацию. При сварке постоянным током обратной полярности величина, которая означает глубину проплавки, почти в два раза значительнее, чем прямой.
Отличия режимов при сварке
Сварка прямой и обратной полярности обладает существенными различиями. Прямая полярность при сварке обладает нюансами, которые рекомендуется принимать к сведению:
- значительную глубину;
- небольшую ширину шва;
- такие подключения осуществляются для сварки металлических изделий из металла, имеющих толщину не менее трех миллиметров;
- вольфрамовые стержни используют для деталей, изготовленных из цветных металлов;
- стабильность горения дуги;
- быстрая расплавка электродов;
- разбрызгивание увеличивает расход электродов.

Обратный вариант применяют тогда, когда предполагается уменьшить риск появления серьезных дефектов, приводящих к отбраковке. Такой вид также имеет смысл применять, когда сварке подлежат детали, предназначенные для ответственных конструкций. Чтобы предотвратить коробление при значительном нагревании обратный вариант применяют для сварки тонких листов.
Также имеет смысл ее использовать, когда сварке подлежат две стальные детали, обладающие разной степенью легированности. Подобные соединения обладают повышенной чувствительностью к лишнему перегреванию. Обратный способ используют, когда сварка происходит под защитой инертными газами.
Обратная полярность при сварке обладает в свою очередь такими особенностями:
- обратная полярность при сварке постоянным током создает соединение не чересчур глубоким, но зато широким;
- качество будет не таким высоким, если использовать обратный способ при сварке не тонких деталей;
- при обратном варианте нельзя применять виды стержней, обладающих повышенной чувствительностью к перегреванию;
- при снижении силы тока могут возникнуть скачки дуги и, соответственно, снижение прочности соединения.
При подключении аппарата к обычной сети, обеспечивающей ток переменного значения, надо использовать стержни с рутиловой оболочкой вследствие отсутствия у них зависимость от полярности. В этом случае допустимо применение любого варианта.
Что влияет на выбор
Прямая или обратная полярность при сварке выбирается сварщиком в первую очередь в зависимости от поперечных габаритов металла, подлежащего сварке. Когда она является значительной, массу на приборе следует подключать к плюсовой клемме, а электрод — к минусовой. Значительная температура на толстых элементах основательно прогреет металл в рабочей зоне. Это будет способствовать более глубокой величины провара. Сварной шов получится прочным и качественным.
Оправдывать себя будет обратная полярность при сварке тонкостенных металлических изделий. Это объясняется тем, что анодное пятно образуется на электроде, что устраняет угрозу пережога тонких деталей конструкции.
Прямая или обратная полярность в сварке выбираются также в зависимости от вида и типа металла, из которого изготовлены детали будущей конструкции. К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
К примеру, полярность при сварке нержавейки или чугуна для получения надежного соединения должна быть обратной. Такой выбор обусловлен тем, что при этом не происходит перегрева деталей и не происходит образования тугоплавкого шва, которое потребует в дальнейшем особую обработку.
Прямая полярность при сварке применяется, когда предстоит соединять детали из алюминия. При этом пленка, которая покрывает цветной металл, от сильного нагревания расплавляется, и не является больше препятствием для образования правильного шва.
Один из критериев выбора режима — металл, применяемый в качестве покрытия стержня. Электроды, имеющие угольное покрытие, при использовании обратного варианта нагреваются быстро и разрушаются также быстро. Проволока, в которой покрытие отсутствует, хорошо себя проявляет при прямом способе.
Методика сварки должна быть описана в сопроводительной документации на соединение. Также имеются справочники, в которых содержатся необходимые сведения. Опытные сварщики могут руководствоваться своей практикой, чтобы сделать грамотный выбор полярности.
Влияние полярности на сварку
Полярность тока оказывает влияние на такие важные факторы, как глубина проплавления, качество сварного соединения и химический состав получившегося шва. Что сделать правильную установку надо четко понимать, что такое сварка током обратной полярности и что такое сварка током прямой полярности.
Термическими нюансами варианта с обратной установкой являются то, что после того, как произошло зажигание дуги, начинается появление анодного и катодного пятен. Разница температур у них является вполне впечатляющей — до 800°С. Выше температура у анодного пятна. Такое значительное количества тепла является положительным моментом для процесса, основанного на расплавления материалов с целью их дальнейшего соединения. Таким образом, обратная сварка по определению обеспечивает получение лучшего сварного шва.
При сварке с помощью постоянного тока в режиме прямой полярности металл электрода имеет скорость сгорания на 20-40% выше, чем в режиме обратной, что является недостатком метода. При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
При работе с переменным током установка полярности никакой роли не играет. От подключения полюсов зависит форма и размеры сварного шва, что является немаловажным обстоятельством.
Достоинства и недостатки двух методик
Разные виды подключения оказывают различное влияние на процесс сварки. Нюансами сварки обратным током являются:
- тепловая энергия поступает в большем количестве на изделие, чем на стержень с обмазкой;
- существенный разогрев гарантирует глубокую проплавку, что является важным для получения качественного шва;
- плавление электрода происходит в медленном темпе, что не требует его частой замены;
- значительно снижается степень разбрызгивания металла и возникновения дефектов вследствие этого.
Прямая полярность тока при сварке имеет следующие нюансы:
- заготовленные для сваривания детали нагреваются минимально;
- электрод быстро плавится, что приводит к необходимости его частой замены;
- происходит значительное разбрызгивание раскаленного металла.

Из сравнения видно, что обратная сварка обладает большим количеством преимуществ. Однако большинство производителей электродов дают свои рекомендации по применению конкретных видов этих изделий и указывают их на этикетке или в сопроводительной документации на товар.
Сварка полуавтоматом
Такой вид осуществления сварочного процесса является очень популярным и имеет много достоинств. Правильно выбранная полярность при сварке полуавтоматом позволяет выполнить этот процесс наилучшим образом. Так, например, в случае, когда сварке подлежат детали, изготовленные из нержавеющей стали и при этом применяется защитный газ, следует выбирать обратное подключение. Когда сварке подлежат алюминиевые детали и используется порошковая присадочная проволока, то использовать целесообразнее прямое подключение.
При полуавтоматической сварке происходят некоторые изменения. Держак с электродом подключают на плюс, и массу на минус. Так делают для того, чтобы применяемый для этого способа флюс полностью выгорел. Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Тогда сварочный процесс происходит внутри газообразного облака. Металл меньше разогревается, а разбрызгивание раскаленного металла станет минимальным.
Сварка инвертором
Инвертор — это устройство, пришедшее на смену широко применяемым ранее трансформаторам. Он обладает меньшим весом и компактностью. Еще одно преимущество перед трансформаторами — меньшее разбрызгивание раскаленного металла. Вся потребляемая инвертором электроэнергия расходуется только на функционирование сварной дуги.
Инвертор представляет собой прибор, обладающий определенными характеристиками, которые позволяют осуществлять с его помощью работы по сварке с применением различных технологий. Помимо всех основных характеристик, присущим обычным трансформаторам, инверторы обладают дополнительными, которые делают использование этого прибора более удобным и значительно расширяет их технические возможности. Инверторы могут применяться в промышленности и при сварочных работах в домашних условиях.
В комплект инвертора входят два кабеля. Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Первый их них заканчивается держателем, предназначенным для электрода. Второй — зажимом в форме прищепки для закрепления на детали. Одно из основных преимуществ — возможность установки при сварке инвертором прямой и обратной полярности.
Инвертор, по сути, представляет собой прибор, преобразующий переменный ток из розетки в ток постоянный. Конструкция устройства предполагает наличие металлического корпуса, на котором для осуществления охлаждения установлены вентиляционные решетки. Для удобства при переноске прибор имеет наплечный ремень, обладающий регулировкой по размеру. Для подключения кабеля имеются стандартные разъемы. Один из них служит плюсом, а второй — минусом.
На лицевой стороне находится защита от перегрева — специальный индикатор, который срабатывает при превышении установленной температуры. С помощью маховика осуществляется плавная регулировка сварочного тока в диапазоне 10-180 В.
Как происходит сварка инвертором
Основой инверторной сварки является классический принцип, заключающийся в том, что сваривание может осуществиться при наличии высокой температуры от появившейся сварной дуги.
От контакта электрода с поверхностью изделия образуется сварная дуга. Под влиянием высокой разогретости стержень с обмазкой и часть детали, находящаяся в процессе, плавятся, следствием чего является образование сварочной ванны. Часть обмазки электрода переходит в газообразное состояние, защищающего ванну от вредоносного действия кислорода. Жидкая составляющая расплавленной обмазки располагается поверх металла, находящегося в жидком состоянии, защищая его.
Остывая, жидкая обмазка образует шлак, который находится снаружи шва. Его удаляют постукиванием молотка. Важным обстоятельством для получения хорошего шва является непрерывность горения дуги. Для этого необходимо следить за постоянством длины дуги, то есть расстоянием между деталью и электродом. Это обеспечивается одинаковой скоростью, с которой электрод подается в зону сваривания. Следует стараться электрод вдоль наплавленного валика вести ровно, не отклоняясь.
Для того, чтобы при сваривании при помощи инвертора появилась дуга между электродом и деталью их металла, их необходимо подключить к разным полюсам.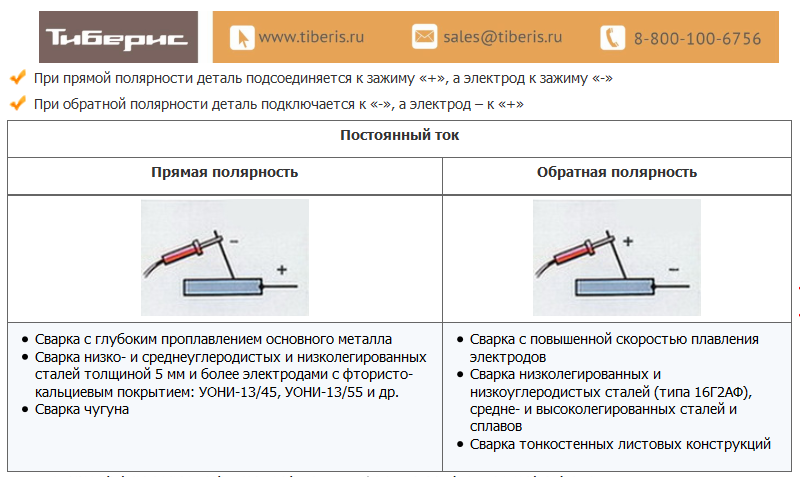 Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Разница в режимах состоит в том, куда будет подключен электрод на минус или на плюс. Правильный выбор зависит, в частности, от толщины свариваемых деталей и других факторов.
Прямую и обратную полярность при сварке постоянным током иначе называют «электрод-отрицательной» и «электрод-положительной». Такие названия более понятны и отражают варианты подключения электрода к плюсу или к минусу. Таким образом, существует правило — при прямой или иначе «электрод-отрицательной» полярности электрод подключен к минусу, а при обратной или иначе «электрод-положительной» полярности электрод подключен к плюсу.
Каждый сварочный аппарат имеет гнезда, в которые подключают кабель от держателей, функцией которых является зажим электродов. Их также иначе называют массой.
Сварка масса плюс или минус означает, что куда цеплять массу при сварке, то есть, — к какому полюсу будет подключен кабель от держателя с закрепленным в нем электродом, такая и будет получена полярность. Для получения прямой полярности кабель держателя следует подключать к положительной клемме, а для получения обратной полярности кабель держака с электродом подключают к отрицательной клемме.
Держак инвертора
При установке плюса или минуса при сварке держак следует подобрать правильно и держать его удобным способом. Чтобы имелась возможность свободно манипулировать рукой для управления инвертором при сварке, рекомендуется правильно размещать держак, в котором закрепляется электрод.
Существует несколько видов держаков:
- Прищепка. Это самый распространенный, удобный и дешевый вариант. В зависимости от конструкции она бывает пружинной и рычажной.
- Вилка-трезубец. В ней можно удерживать электрод любого диаметра. Такое устройство можно изготовить самостоятельно.
- Цанга. Зажимает крепко, имеет большой срок службы. Находит применение при сварке конструкций, имеющих повышенную значимость.
- Держатель безогарковый. Металлический штырь 1 вмонтирован в цилиндрическую рукоятку 2. Фиксация электрода обеспечивается его привариванием к штырю.
- Винтовой. Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.
 Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.
Имеет много достоинств: обеспечивают бесперебойную подачу тока, обладают хорошим контактом, имеют возможность хорошего закрепления электродов.При сварке с помощью инвертора рекомендуется кабель держака обернуть вокруг части руки, расположенной между локтем и кистью. После этого взять держак в руку. Тянуть кабель сможет предплечье, а кисть руки остается свободной. Это поможет свободному манипулированию рукой при осуществлении сварочного процесса.
Выбор инвертора и его эксплуатация
Прямое и обратное подключение сварочного инвертора является функцией любого агрегата этого типа. Кроме этого аппарат должен обладать дополнительными свойствами:
- антиприлипание;
- горячий старт;
- возможность работы с постоянным и переменным током;
- работа в помещении с повышенной влажностью;
- защита от перегрева;
- индикация в цифровом виде.
Помимо этого следует тщательно подойти к грамотному выбору электродов для конкретного вида сварочного соединения. При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
При покупке нет смысла интересоваться у продавца или искать в сопроводительной документации ответ на вопрос «Можно ли менять полярность на сварочном инверторе?». Такой функцией обладают все имеющиеся модели инверторов.
Для нормального функционирования прибора надо перед началом сварочных манипуляций производить его осмотр. При выявлении повреждений таких защитных элементов, как изоляция кабелей или шнуров от сети, следует произвести их замену. Проверка включает отсутствие значительных механических изменений корпуса инвертора, которые могли бы повлиять на нормальный ход работы.
Необходимо также провести внутреннюю чистку аппарата. Для этого придется снять кожух, чтобы получить доступ к внутренним узлам. Чтобы не навредить содержимому, чистку от пыли и грязи следует проводить струей сжатого воздуха. Отдельно проводится контроль состояния клемм, подключение к которым определяет полярность при сварке инвертором. При обнаружении на них окисления его удаляют наждачной бумагой мелкой зернистости.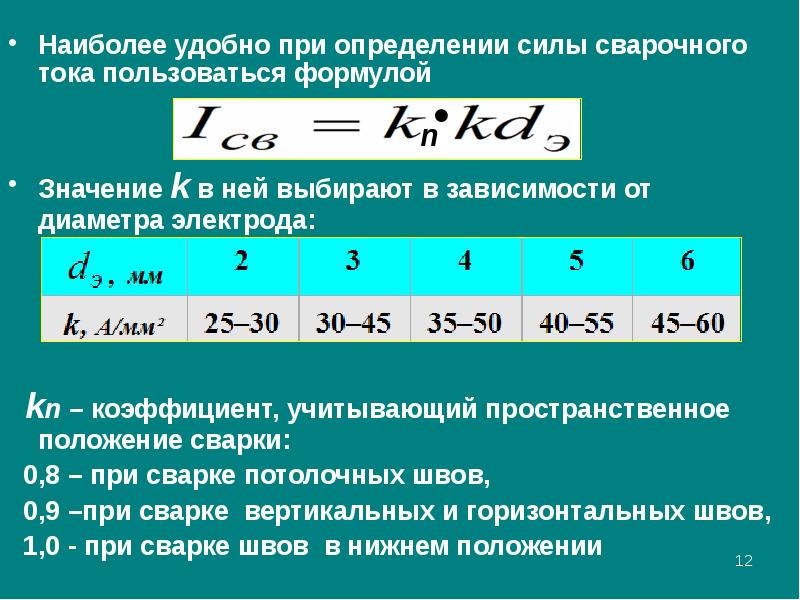
Перед началом процесса сварки необходимо произвести подготовительные работы. В их число входит очистка и обезжиривание деталей, подлежащих соединению. Затем необходимо выставить на аппарате необходимые режимы. В частности, необходимо проанализировать, какая полярность подключения сварочного инвертора подойдет для осуществления конкретного вида сварки. Выяснив, какая полярность при сварке инвертором будет наиболее целесообразна, надо соответствующим образом установить кабели в предназначенные для этого клеммы, поскольку полярность сварки инвертором обеспечивается именно этим подключением.
Работа с применением инвертора на постоянном токе возможна только при двух вариантах настройки, которые регулируют направление, в котором будет двигаться электроны.
Прямая полярность при сварке инвертором предполагает, что подключение «минуса» произошло к электроду, а «плюса» — к металлической детали. Такой режим необходим для увеличения глубины сварного шва при соединении заготовок, обладающих большой шириной.
Обратная полярность при сварке инвертором означает, что электрод при выставлении необходимого режима был подключен к «плюсу», а металлическая деталь, соответственно, к «минусу».
Если во время рабочей смены ставится задача сваривания разных соединений, то для того, чтобы изменить режим достаточно поменять подключение к необходимым клеммам, что является не просто простым действием, а очень простым, осуществляемым вручную. Сварка инвертором обратной полярностью применяется значительно чаще, чем прямой. Это позволяет получить сварные шва необходимой глубины, толщины, конфигурации.
Грамотно выбранная полярность на сварочном инверторе зависит от следующих обстоятельств:
- Толщина деталей. При подсоединении, обеспечивающем прямую полярность, деталям достается основной нагрев. Ширина шва получается довольно глубокой. Для тонких деталей это не годится, поскольку может образоваться дефект в виде прожига, который не всегда можно ликвидировать. Поэтому для сварки тонких листов целесообразно применять обратный вариант.
- Вид материала свариваемых деталей. При сварочных работах приходится иметь дело с различными металлами и сплавами, которые обладают разными свойствами. К примеру, к среднеплавким металлам относится часто применяемый в конструкциях алюминий. Ему подойдет прямое включение. Перегревать нержавеющую сталь не стоит, поэтому для нее выбирают обратное подключение. Предварительный анализ и справочники помогут эффективно подойти к этому вопросу.
- Тип электрода. Все электроды имеют покрытие, которое при сгорании вытесняет воздух, препятствуя возникновению такого дефекта, как поры. При выборе режима необходимо учитывать совместимость режима с видом покрытия. Например, если применяют при сварке электроды с угольным покрытием, то обратная сварка не является подходящим вариантом.

Сложным случаем является, когда электрод и заготовки обладают характеристиками, которые требуют противоположных настроек. Тогда выбор полярности сварки — обратной или прямой потребует компромиссного решения. В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
В качестве дополнительных мер принимается регулировка тока и скорости сварочного процесса. Такое решение под силу сварщикам, обладающим большими навыками, а начинающим работникам следует с ними посоветоваться. Выбор режима должен быть указан в технологической карте на производственный процесс.
Выбор электродов
При выборе электродов, предназначенных для сварки с помощью инвертора, необходимо иметь в виду, что на него будет оказывать влияние марка и вид материала, из которого изготовлены детали изделия. Особенности выбора электродов для сварки также зависят от многих факторов, таких как: какой вид тока будет использоваться при сварке — постоянный или переменный, пространственное положение сварных швов, предполагаемая скорость сварки, количество слоев шва.
К критериям выбора электродов относится то, какой должен быть вид стержня — плавящийся или неплавящийся. Плавящиеся представляют собой стержни со специальной обмазкой, назначением которой является создание зоны защиты и повышения стабильности горения дуги. Такой вид находит применение при дуговой сварке. Неплавящиеся электроды используются при сварках под защитным газом, в частности аргоном.
На выбор электродов также оказывает влияние режим полярности. Полярность электродов подразумевает, к какой клемме следует подключить стержень с обмазкой, чтобы был осуществлен выбранный режим. Электроды при обратной полярности подсоединяют к клемме, имеющей обозначение «плюс».
Современные популярные марки электродов из существующего их рейтинга обладают при применении совместно с инвертором такими преимуществами:
- простота выполнения производственного процесса сварки;
- получение хорошего шва соединения различных форм и размеров;
- отделяемость образовавшегося шлака, не составляющая большого труда;
- возможность сваривать даже детали с коррозией;
- безопасность для сварщика.
Выбор диаметра зависит от толщины элементов изделия, подлежащих сварке. При этом существует прямая зависимость. Чем более толстые детали, тем больший диаметр электродов следует выбирать для сварки деталей конструкции. Электроды совсем маленького диаметра используют для закрепления прихваток — небольших поперечных швов для фиксации соединяемых деталей.
Покрытия стержня электрода могут носить разный характер. Они условно разделены на 4 категории. Первая из них так и называется — основной и является наиболее распространенной. Такой вариант выбирают при желании получить соединение, обладающее высоким качеством, механической прочностью, пластичностью, устойчивостью к образованию трещин. Вариант вполне годится для ответственных конструкций и в дальнейшем использовании соединения в суровых климатических условиях.
Наиболее популярной маркой электродов с рутиновым покрытием является МР-3. Они обладают многими преимуществами:
- успешно используются для соединения деталей из низкоуглеродистой стали;
- обеспечивают качественное соединение, как при переменном, так и при постоянном токе;
- при выполнении сварки инвертором происходит небольшое разбрызгивание раскаленного металла;
- применимы для выполнения швов любого пространственного положения;
- хороший внешний вид получаемого шва.
Две другие категории находят применение реже при определенных условиях сварочного процесса.
Обучение специалистов сварных работ
Работа сварщика является престижной и обладающей постоянной востребованностью. Но, для того, чтобы стать официально оформленным специалистом, необходимо получить образование в этой области. Это будет служить гарантией для работодателя, что сварные работы будут проведены грамотно, с соблюдением современных технологий и наименьшим процентом отхода в брак.
Поскольку развитие технологий сварки и выпуск нового оборудования происходят стремительно, то даже людям, имеющим большие практические навыки в этой области необходимо периодически проходить обучение, чтобы быть в курсе происходящих перемен и усовершенствований.
Обучению подлежат не только простые исполнители-сварщики, но и руководители работ — инженеры и технологи. Высший состав может закрепить свой статус при окончании профильных факультетов колледжей и институтов, а сварщикам достаточно окончить специализированные курсы.
После окончания курсов и успешного прохождения экзаменов учащемуся выдается удостоверение об окончании и присвоении ему соответствующего разряда. Такой документ является пропуском для получения денежной и интересной работы.
Программа занятий на курсах делится на две части — теоретическую и практическую. Первую из них ведут в специально отведенных для этого аудиториях лекторы, имеющие профильное образование и педагогический стаж.
Программа курса включает различные вопросы, в том числе соответствующие теме нашей статьи:
- полярность электродов при сварке;
- что такое обратная полярность при сварке;
- что такое обратная полярность при сварке инвертором;
- что это — обратная полярность при сварке постоянным током;
- обратная полярность при сварке постоянным током — что это такое;
- ток обратной полярности при сварке.
Разумеется, этим не исчерпывается полный список изучаемых предметов.
Практические занятия позволяют применить полученные знания в деле. На них обязательно должен присутствовать мастер, следящий за правильным ходом выполнения работ и отвечающий на возникшие вопросы.
За дополнительные деньги можно приобрести курс индивидуального обучения, но групповые занятия имеет свои преимущества. Рекомендуется прислушиваться к разбору совершенных ошибок других участников занятий. Это позволит приобрести дополнительную информацию о правильном выполнении различных методов сварки.
После окончания прохождения программы наступает очередь доказать свои знания и показать умение приемной комиссии на выпускном экзамене. При положительной оценке, выставленной комиссией, учащемуся выдают удостоверение узаконенного образца.
В удостоверении указывается наименование учебного центра, который его выдал. Указываются практические действия по сварке, проведенные экзаменуемым. Проставляется оценка за демонстрацию теоретических основ по сварке. Необходимо следить, что внизу имелись подписи председателя и членов экзаменационной комиссии. После этого новоиспеченный сварщик ставит свою подпись.
При окончании курсов можно получить конкретную специализацию, например, «Сварщик электродуговой сварки», «Газосварщик», «Сварщик-вышкомонтажник». В последнее время особо престижной является профессия «Сварщик-аргонщик». Она дает право работать на сварке под защитой газа-аргона, что дает большие преимущества перед другими способами.
Сварщикам, мастерам, инженерам, технологам и руководителям работ, желающим иметь доступ к контролю соединений на особо ответственных конструкциях, имеется возможность получить дополнительное образование, закончив курсы НАКС. Это значительно повысит их конкурентоспособность.
Интересное видео
Сварочные электроды | Электроды от Электродгруп | Производство электродов МР, УОНИ, ОЗС, АНО,
Сварка переменным током характеризуется менее устойчивым поведением дуги. Это происходит в силу многократного изменения полярности дуги за единицу времени. Что негативно сказывается на качестве шва – он получается более широким и при сварке переменным током чаще образуется такой дефект, как набрызг капель металла вокруг сварного шва. Именно поэтому сварочные электроды переменного тока призваны компенсировать эти недостатки сварки. Впрочем, все электроды для переменного тока приспособлены к сварке постоянным током.
Электроды для сварки переменным током – плюсы и минусы
По сути, электроды для сварки переменным током есть пережиток прошлого, так как ещё не в столь отдаленную эпоху сварка постоянным током была чрезвычайно дорога. Приходилось идти на компромисс с качеством в угоду себестоимости конечной продукции. Такая ситуация возникала из-за того, что выпрямительные элементы, рассчитанные на большие сварочные токи, до последнего времени были слишком громоздкими, дорогими и имели низкий КПД.
Все изменилось с появлением малогабаритных высокоэффективных полупроводниковых выпрямителей последнего поколения. А после изобретения инвертеров ручная дуговая сварка стала доступна каждому. В статье Электроды для инверторов приведены марки электродов подходящих для инверторной сварки. Тем не менее, богатый опыт, накопленный за десятилетия производства и совершенствования сварочных электродов переменного тока, находит применение и в инверторной сварке.
Сварочные электроды для переменного тока – основные марки
Наиболее ходовыми марками электродов для сварки переменным током являются АНО, ОЗС и МР. Они различаются не только по виду покрытия, но и по химическому составу самих электродов. Так, электроды МР-3 и АНО-6 имеют рутиловое – основное и ильменитовое покрытие соответственно, а все остальные электроды переменного тока МР-3С, ОЗС-12, ОЗС-6, ОЗС-4, АНО-6, АНО-4, АНО-21– рутиловое. И охватывают согласно статьи Электроды для сварки стали основной спектр свариваемых сталей малоуглеродистые, углеродистые и низколегированные. Все электроды переменного тока универсальны, они могут использоваться так и для сварки постоянным током.
Марки электродов для переменного тока MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4, AHO-21, AHO-6, AHO-4.
Цена электродов для переменного тока MP-3С, MP-3, ОЗС-12, ОЗС-6, ОЗС-4, AHO-21, AHO-6, AHO-4.
советы как подобрать электроды инвертора правильно
Правильно подобранные электроды для сварки инвертором — это одно из наиболее важных условий получения правильного и качественного сварочного шва. Современный рынок предлагает большой выбор электродов. Однако все они отличаются по многим характеристикам (тип, диаметр, материал покрытия и другие), но какие из них выбрать? Предлагаем вам ознакомиться с особенностями выбора наиболее подходящих вариантов.
Электроды для инвертора
Перед тем, как рассматривать вопрос выбора электродов, следует разобраться, что они из себя представляют и по какому принципу работают. Электроды для инверторной сварки это особые металлические токопроводящие стержни, которые покрывает специфичная защитная обмазка.
Стандартная схема электрода для сварки инвертором
Из за высокой температуры, поступающей от дуги, плавится сердечник. В процессе сварки происходит оплавление и горение обмазки. При сгорании она создает завесу из газа, которая препятствует доступу кислорода. Плавящаяся часть приобретает жидкую консистенцию, благодаря чему обволакивает расплавленный металл, тем самым препятствуя контакту с кислородом.
Важно! На защитном покрытии электрода недопустимо наличие сколов. Нарушение целостности обмазки повлечет за собой неоднородный прогрев, а значит и некачественное выполнение швов.
Чтобы дуга располагалась в центре, необходимо подбирать такие электроды на которых толщина обмазки равная со всех сторон. Учтите, что будучи влажными, они хуже загораются. Электроды можно высушить, но это пагубно повлияет на дальнейшую эксплуатацию.
Используем правильные электроды
Всегда обращайте внимание на химический состав сердечника — обрабатываемый металл и данный элемент должны быть одного материала. Наибольшее распространение в домашнем хозяйстве получили конструкционные стали.
Необходимо учитывать обрабатываемый материал и подбирать электроды ему в соответствие
Реже встречается в работе с нержавеющая сталь. В этом случае и сам сердечник должен быть из нержавейки.
Все виды работ не только дома, но и на стройке вы сможете выполнить имея такие марки электродов:
- ОК 63.34 — применяется для работ исключительно с нержавейкой.
- AHO 21 — используются в работе с углеродистой сталью.
- МР-3 — обладают рутиловым покрытием, что позволяет стабилизировать процесс горения и увеличить прочность шва.
- УОНИ 13/55 — требуется для сварки низколегированных или углеродистых сталей.
Это наиболее подходящие виды электродов для новичков, работающих с инверторными аппаратами для сварки: с ними достаточно просто работать, к тому же они позволят получать качественные швы при минимальном присутствии опыта. Данные изделия отличаются такими высокими технологическими параметрами:
- Минимальное разбрызгивание металла.
- Хорошая отделяемость шлака.
- Приятный внешний вид сварочных швов.
- Устойчивое горение дуги.
- Качественные швы можно получить в любом положении.
- Подходит для случая, если речь идет о работе с грязными или ржавыми поверхностями.
Процесс сварки инвертором не отличается особой сложностью при грамотном подходе
Диаметр электрода и настройка тока
С различными марками электродов мы разобрались, но это только половина дела. У новичков всегда появляются такие вопросы:
- Какой диаметр стержня выбрать?
- Каким образом настроить силу тока?
Диаметр зависит от толщины металла. Если речь идет о поверхностях толщиной до 1,5 мм, рекомендуется применять аргонодуговую или полуавтоматическую сварку. Подобрать диаметр электрода для сварки инвертором вы можете по таблице, изображенной ниже:
Таблица выбора диаметра электрода в зависимости от толщины стали
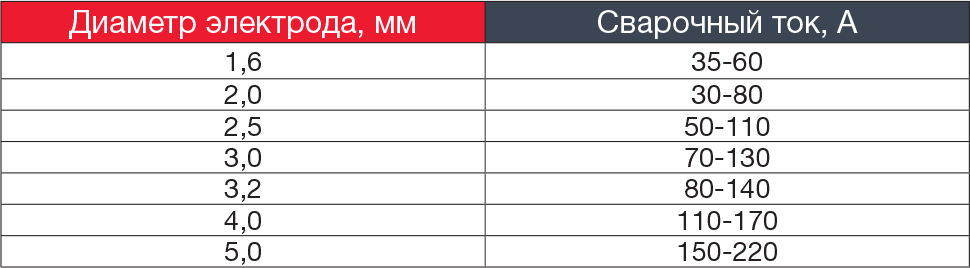
Теперь осталось разобраться, какой ток следует выставлять в зависимости от диаметра электрода. Данная информация всегда идет вместе с изделием, на упаковке, так же можно воспользоваться таблицей ниже.
Таблица настройки сварочного тока
Важно! Ток при сварке подбирается с учетом 20-30 А / 1 мм диаметра электрода. Таким образом для стержня с диаметром в 3 мм, выставляется значение тока в 60-90 А. Однако эти значения могут быть изменены до 70-120 А в зависимости от количества проходов, толщины металла, пространственного положения.
Не существует универсальных настроек. У каждого мастера свои представления о параметрах тока, к которым они приходят методом проб и ошибок. Учтите, чем больше ток, тем более жидкой и менее управляемой будет становиться сварочная ванна.
Красивые и аккуратные швы: результат тщательного подхода к выбору электродов для сварки
Подводя итоги
Собрав воедино всю приведенную выше информацию, можно выделить основные моменты на которые всегда следует обращать свое внимание выбирая расходники для инверторной сварки. Прежде всего, заранее обдумайте, с какими металлами придется работать. От типа металла напрямую будет зависеть выбор электродов. Если вам предстоит выполнить ответственную работу, то не пожалейте денег и приобретите изделия, изготовленные известным заводом-производителем. Указанные в статье изделия не отличаются дешевизной, но они хорошо зарекомендовали себя на рынке. Затем, если приходится работать с углеродистой сталью, будьте внимательны и следите за тем, насколько чистой является обрабатываемая поверхность. Если на ней присутствуют следы ржавчины и влаги, то применяйте электроды с рутиловым покрытием. После этого определитесь с толщиной обрабатываемого материала, так как от этого напрямую зависит проходящий ток и толщина электродов. Подойдите к моменту выбора инструментария ответственно и тогда даже при помощи недорого инвертора вы сможете варить все материалы на достойном уровне.
Видео: Как выбрать электроды для сварки инвертором
Виды современных электродов для работы с ручной электродуговой сваркой
При выборе электродов для данного вида сварки, имеется множество нюансов, как положение сварки, тип металла свариваемого изделия и его толщина, требования к прочности и многое другое. Все характеристики и назначение существующих на сегодня электродов, можно различать по специальной маркировке, напечатанной на пачке и на каждом электроде в отдельности.
Для простого хозяйственного человека, который сам решил сварить каркас для забора, теплицы, починить лопнувшую раму велосипеда, например, и впервые имеющего дело со сваркой, может показаться, что чем дороже взять электроды для ручной сварки, тем будет качественнее шов и легче произведена сварка.
Конечно, в зависимости от выбора производителя электродов, зависит их качество производства, но рассмотрим конкретно технические аспекты выбора электродов для ручной электродуговой сварки. Вот перечень самых элементарных критериев, по которым выбирают электроды:
- тип тока, выдаваемый аппаратом;
- толщина и состав свариваемого металла;
- пространственное положение свариваемого шва;
- удобство в работе и качество сварки.
Электроды выпускаются не только для ручной электродуговой сварки, но и многих других видов, однако большую часть все-таки выпускают именно для нее. Это связано с наибольшей частотой применения данного вида сварки, следовательно, потребность в электродах для нее, как расходных материалов, гораздо больше. Причем они сильно отличаются своим разнообразным химическим составом и геометрическими характеристиками, от чего и зависят все вышеперечисленные критерии.
Выбор электродов по типу тока сварочного аппарата
Аппарат для электродуговой ручной сварки может выдавать постоянный (AC) и/или переменный (DC) ток, при этом первый имеет две полярности: прямую и обратную.
Нужно знать, какой тип тока выдает аппарат; некоторые генерируют только переменные, есть и универсальные в этом плане.
На какой тип тока и полярность предназначен электрод, узнать не мудрено: для этого есть отдельное цифровое значение от 0 до 9 на маркировке пачки электродов.
Также оно указывает на важный параметр сварочного аппарата – напряжение холостого хода, необходимое для работы тем или иным электродом в режиме переменного тока (можно видеть на таблице ниже).
| Обозначение на маркировке пачки электродов | Полярность постоянного тока | Напряжение холостого хода переменного тока, В |
| 0 | обратная | не применяется |
| 1 | любая | 50 +/- 5 |
| 2 | прямая | |
| 3 | обратная | |
| 4 | любая | 70 +/- 10 |
| 5 | прямая | |
| 6 | обратная | |
| 7 | любая | 90 +/- 5 |
| 8 | прямая | |
| 9 | обратная |
В случае с самым простым аппаратом переменного тока, электроды для ручной дуговой сварки (электродуговой) обязательно нужно подбирать со стабилизирующим дугу покрытием (о покрытиях электродов в конце статьи). Это связано с движением тока: электроны идут от фазы к земле в одном направлении, затем наступает момент изменения полярности и движение меняется в другую сторону. И в момент нулевого значения тока (при переходе полярности), электрическая дуга между электродом и сварным изделием рвется.
При постоянном токе этого не происходит, и электроны движутся в одном направлении, от минуса к плюсу. Таким образом, обратная (DCEP, DC+) полярность – это та, при которой плюс подключен к электроду, а минус – к сварному изделию. При такой сварке поток электронов движется в сторону электрода, что приводит к сильному нагреву конца электрода. Сварка этой полярности чаще всего применяется, соответственно, большинство электродов для постоянного тока производится с расчетом на работу с обратной полярностью.
Прямая полярность (DCEN, DC-) соответственно, происходит, когда электрод подключен к минусу, сварное изделие – к плюсу; и таким образом электроны движутся в сторону свариваемого участка от электрода. Особенность такой сварки – очень сильный нагрев изделия, и подходящие электроды считаются специальными, предназначенными для скоростной сварки листового металла.
Выбор электродов по толщине и составу металла свариваемых деталей
Толщина и состав свариваемого металла также напрямую влияют на выбор электродов для ручной электродуговой сварки.
Здесь идет речь об электродах различного диаметра и назначения.
На изображении маркировки выделена красным характеристика диаметра электрода, которую необходимо сопоставить с таблицами ГОСТ (см. ниже), чтобы выяснить, какую толщину металла можно варить и какой силы ток аппарата для этого нужен.
Современные, покрытые виды электродов для ручной дуговой сварки, предназначаются к работе с такими видами сталей:
- углеродистых и низколегированных сталей;
- легированных конструкционных сталей;
- легированных теплоустойчивых сталей;
- высоколегированных сталей с особыми свойствами;
- для наплавки поверхностных слоев.
Их можно отличать, глядя на маркировку (ГОСТ 9466-75) на пачке, которая имеет набор букв и цифр, при наличии предпоследней буквы: У – для сварки углеродистых и низколегированных сталей; Л – для сварки легированных конструкционных сталей; Т — легированных теплоустойчивых сталей; В – для сварки высоколегированных сталей с особыми свойствами; Н – для наплавки поверхностных слоев.
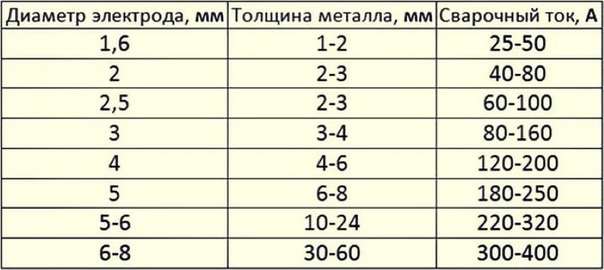
При этом отдельным параметром есть диаметры электродов для ручной дуговой сварки, которые подбираются в зависимости от толщины свариваемого металла. Для сварки деталей с толщиной металла 1 мм, применяют в основном ручную аргонодуговую сварку или полуавтоматическую сварку. Это связано с тем, что электроды для ручной электродуговой сварки диаметром 1,6 мм, предназначенные для такой толщины металла изделий в России и других странах СНГ можно приобрести только под заказ, в свободной продаже их нет. А электроды диаметром больше 6 и до 12 мм используются для наплавки.
| Толщина металла свариваемых изделий (мм) | Диаметр плавящегося электрода с обмазкой для ручной электродуговой сварки | Необходимая величина тока сварочного аппарата (А) |
| 1-2 | 1,5-2 | 30-45 |
| 3 | 3 | 65-100 |
| 4-5 | 3-4 | 100-160 |
| 6-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16-20 | 6-8 | 200-350 |
| Более 20 мм | 8-10 | от 300 |
В этой таблице величины тока приблизительны, приведены для примера, так как во многом они зависят от положения сварки, типа тока и покрытия электродов. При выборе электрода того или иного диаметра, нужно обращать внимание на потребляемую им силу тока: простенький, слабой мощности сварочный аппарат на 160 А, просто-напросто не потянет электрод 6-8 мм. И если у Вас такой слабый сварочный аппарат, то даже не беритесь варить большой толщины металлы.
Выбор электродов по пространственному положению свариваемого шва
Пространственное положение, в котором будет производиться сварка, также нужно учитывать, при этом стоит брать во внимание коэффициент, который прибавляется к сварному току, но это отдельная формула и объемная статья.
Самым высокопроизводительным и легким считается нижнее положение сварки (см. дальше), на него рассчитаны все виды электродов.
Существует пять видов электродов, классифицирующихся по критерию пространственного положения шва, и маркировка электродов для ручной дуговой сварки имеет соответственные цифровые значения от 1 до 5, расшифровка которых приведена ниже.
- Сварка во всех пространственных положениях шва.
- Сварка во всех положениях, кроме вертикальных сверху вниз.
- Сварка в нижнем, горизонтальном на вертикальной плоскости и вертикального снизу вверх.
- Сварка в нижнем и нижнем «в лодочку» положениях.
- Аналог №3, для вертикального пространственного положения сварки.
Для начинающего сварщика, конечно, самой простой будет сварка в нижнем положении: электрод направлен сверху вниз или под углом к нижележащему свариваемому изделию. Простота сварки в нижнем положении заключается в том, что сварная ванна не выпадает, как это может случиться в вертикальном и горизонтальном положении (по причине гравитации).
Выбор электродов по легкости в работе, качеству и экологичности
Стабильность дуги, качество шва и легкость в работе определяется в наибольшей степени покрытием электрода.
Причем важно, что покрытые электроды для ручной дуговой сварки отличаются не только составом, но и толщиной слоя, которая определяет качество шва и выглядит на маркировке упаковки в виде букв: М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое покрытие электрода.
Качество же изготовления самого изделия электрода на маркировке выглядит в виде чисел: 1 – высокое качество; 2 – среднее; 3 – низкое.
Покрытие электрода – это также самая уязвимая его часть, которая может отсыреть или растрескаться/отвалиться при небрежной перевозке, хранении в сырости и под давлением; также обратите внимание на срок годности, чтобы успеть использовать покрытые электроды до его окончания. Всего существуют электроды с четырьмя основными видами покрытия, плюс еще два вида: смешанные и прочие.
| Обозначение на маркировке пачки по ГОСТ | Обозначение на маркировке пачки по ISO | Вид покрытия | Марки электродов для ручной сварки |
| А | A | Кислотное | ОММ-5, СМ-5, ЦМ-7, МЭЗ-4 |
| Б | B | Основное | УОНИ-13/45, УОНИ-13/55, ЛКЗ-70, НИАТ-ЗМ, СМ-11 |
| Ц | C | Целлюлозное, органическое | ЦЦ-1, ОМА-2, ВСП-1, ВСЦ-2, ВСЦ-3, ВСЦ-4А, ВСЦ-60 |
| Р | R, RR (толстое) | Рутиловое | МР-3, АНО-1, ЗРС-1, ЗРС-2, ОЗС-4, ОЗС-6 |
Электроды с кислотным покрытием в работе образуют очень жидкую сварочную ванну, в которую металл от него переходит в виде капель. Горение дуги неустойчиво, металл во время сварки разбрызгивается, высокая вероятность прожига насквозь изделия в результате очень резкого повышения температуры от дуги. Большая вероятность образование трещин во время затвердевания, шов получается насыщенным кислородом, пористым. Наблюдается выделение токсичных веществ в воздух во время сварки.
Электроды с основным покрытием при сварке формируют короткую дугу; образуют вязкотекучую ванну, в которую металл с электрода переходит в виде средних и крупных капель. На переменном токе, при большом вмещении в составе покрытия CaF2 (плавиковый шпат), наблюдается усложнение процесса сварки.
Шов наиболее качественный среди остальных, лучшие характеристики вязкости, плотности; гораздо меньше вероятность образования трещин, чем при использовании кислотного электрода. Электроды с основным покрытием – это электроды для ручной сварки, применяемые в работе по высоконагруженным конструкциям, которые находятся под давлением.
Из недостатков стоит отметить тщательную подготовку сварного изделия (разделка кромок швов сварных изделий, их зачистка), а также необходимость его прокалки перед сваркой, без которой будет высокое порообразование.
Электроды с органическим, целлюлозным покрытием предназначены для любого положения сварки, но велико разбрызгивание металла и шов, который получается – грубо выглядит, таким образом, не подходит для однопроходных лицевых швов. В них наибольшая доля газообразующих компонентов, которые при горении, обеспечивают хорошую защиту металла в зоне сварной ванны и поддержку дуги от угасания.
Меньшая доля шлакообразователей позволяет беспрепятственно формировать шов. Перегрев при их использовании исключен, металл не стекает и быстро остывает. Наилучшее применение – сварка вертикальных швов сверху вниз; сварка первого корневого шва трубопроводов в положении сверху вниз.
Электроды с рутиловым покрытием самые распространенные и легкие в работе для начинающих сварщиков типы электродов для ручной дуговой сварки, которые также чаще всего применяют в хозяйственной практике. Они хороши легким возбуждением дуги, ее стабильным горением (в т. ч. при изменении ее длины) и хорошим видом шва с минимумом брызг, качество прочности которого также на высоте.
Причем те, что содержат большую часть TiO2, позволяют варить по второму разу по шлаку предыдущего слоя шва, не удаляя его. Низкое выделение токсичных веществ в воздух, стойкость к порообразованию, хорошая отделяемость шлака. Лучше всего в сварке прихватками, угловых и финальных лицевых швов.
Состав покрытия электродов (для общего развития)
Химический состав, который содержит покрытие электродов для ручной дуговой сварки Вам знать не нужно, но для общего развития, так сказать, можно выделить перечень компонентов, входящих в состав любого из его вышеперечисленных видов:
- газообразователи;
- шлакообразователи;
- раскислители;
- стабилизаторы;
- легирующие компоненты;
- связующие компоненты.
Газообразующие компоненты представляют собой минералы (мрамор, магнезит) или органические вещества (мука, крохмал). Они выгорают с выделением газов в пространство около сварочной ванны, функция которых – защищать металл от кислорода и поддерживать состояние дуги.
Шлакообразующие компоненты – кислые окислы (SiO2, TiO2, Al2O3), основные окислы (CaO, MnO, MgO), галогены (CaF2). Они содержатся в мраморе и граните. Эти компоненты выводят вредные для металла примеси во время процесса сварки, повышая его качество.
Раскисляющие компоненты представляют собой железосодержащие соединения марганца, титана, кремния. Они восстанавливают часть металла, который в виде оксидов выступает на поверхность сварной ванны во время работы.
Стабилизирующие компоненты поддерживают стабильное горение электрической дуги между изделием и электродом. Это достигается за счет входящих в их состав элементов с низким потенциалом ионизации (натрий, кальций, калий и др.), которые содержатся в мраморе и меле.
Легирующие компоненты направлены на увеличение прочности и стойкости к коррозии металла шва. Они содержатся в покрытии электродов в виде железосодержащих сплавов хрома, титана, вандия.
Связующие компоненты связывают, склеивают вышеперечисленные порошковые компоненты воедино.
В этой статье представлены марки электродов для ручной дуговой сварки по Российским, Советским стандартам ГОСТ 9466-75, ГОСТ 9467-75, которые до сих пор за норму применяются на просторах СНГ и по которым производятся на огромных мощностях отечественных производителей высокого качества электроды. Есть и Европейские, США зарубежные стандарты, как ISO, например.
Что такое электрический ток? | Живая наука
Электрический ток — это движущийся электрический заряд. Он может принимать форму внезапного разряда статического электричества, например, разряда молнии или искры между вашим пальцем и пластиной выключателя заземления. Однако чаще, когда мы говорим об электрическом токе, мы имеем в виду более контролируемую форму электричества от генераторов, батарей, солнечных элементов или топливных элементов.
Большая часть электрического заряда переносится электронами и протонами внутри атома.Протоны имеют положительный заряд, а электроны — отрицательный. Однако протоны в основном иммобилизованы внутри атомных ядер, поэтому перенос заряда из одного места в другое выполняют электроны. Электроны в проводящем материале, таком как металл, в значительной степени могут свободно перемещаться от одного атома к другому по своим зонам проводимости, которые являются высшими электронными орбитами. По словам Серифа Урана, профессора физики в Питтсбургском государственном университете, при достаточной электродвижущей силе (ЭДС) или напряжении возникает дисбаланс заряда, который может заставить электроны перемещаться по проводнику в виде электрического тока.
Хотя сравнивать электрический ток с потоком воды в трубе несколько рискованно, есть некоторые сходства, которые могут облегчить понимание. По словам Майкла Дабсона, профессора физики в Университете Колорадо Болдера, мы можем представить поток электронов в проводе как поток воды в трубе. Предостережение: в этом случае труба всегда заполнена водой. Если мы откроем клапан на одном конце, чтобы впустить воду в трубу, нам не нужно ждать, пока эта вода дойдет до конца трубы.Мы получаем воду из другого конца почти мгновенно, потому что поступающая вода выталкивает воду, которая уже находится в трубе, к концу. Это то, что происходит в случае электрического тока в проводе. Электроны проводимости уже присутствуют в проводе; нам просто нужно начать толкать электроны на одном конце, а они почти сразу же начинают течь на другом конце.
Согласно веб-сайту HyperPhysics Государственного университета Джорджии, фактическая скорость электрона в проводе составляет порядка нескольких миллионов метров в секунду, но он не движется прямо по проводу.Он подскакивает почти наугад и движется только со скоростью несколько миллиметров в секунду. Это называется дрейфовой скоростью электрона. Однако скорость передачи сигнала, когда электроны начинают выталкивать другой конец провода после того, как мы щелкаем выключателем, почти равна скорости света, которая составляет около 300 миллионов метров в секунду (186 000 миль в секунду). В случае переменного тока, когда ток меняет направление 50 или 60 раз в секунду, большая часть электронов никогда не выходит из провода.
Несбалансированность начислений может быть создана несколькими способами. Первым известным способом было создание статического заряда путем трения друг о друга двух разных материалов, например, протирания кусочка янтаря мехом животных. Затем можно создать ток, прикоснувшись янтарем к телу с меньшим зарядом или к земле. Однако этот ток имел очень высокое напряжение, очень низкую силу тока и длился всего лишь долю секунды, поэтому его нельзя было заставить выполнять какую-либо полезную работу.
Постоянный ток
Следующим известным способом создания дисбаланса зарядов была электрохимическая батарея, изобретенная в 1800 году итальянским физиком Алессандро Вольта, в честь которого названа единица электродвижущей силы — вольт (В).Его «гальваническая куча» состояла из стопки чередующихся цинковых и медных пластин, разделенных слоями ткани, пропитанной соленой водой, и создавал устойчивый источник постоянного тока (DC). Он и другие улучшили и усовершенствовали свое изобретение в течение следующих нескольких десятилетий. Согласно Национальному музею американской истории, «батареи привлекли внимание многих ученых и изобретателей, и к 1840-м годам они обеспечивали током новые электрические устройства, такие как электромагниты Джозефа Генри и телеграф Сэмюэля Морса.»
Другие источники постоянного тока включают топливные элементы, которые объединяют кислород и водород в воду и вырабатывают в процессе электрическую энергию. Кислород и водород можно подавать в виде чистых газов или из воздуха и химического топлива, такого как спирт. Другой источник постоянного тока ток — это фотоэлектрический или солнечный элемент. В этих устройствах фотонная энергия солнечного света поглощается электронами и преобразуется в электрическую энергию.
Переменный ток
Большая часть электроэнергии, которую мы используем, поступает в виде переменного тока (AC) от электрического Энергосистема.Переменный ток вырабатывается электрическими генераторами, которые работают по закону индукции Фарадея, с помощью которого изменяющееся магнитное поле может индуцировать электрический ток в проводнике. В генераторах есть вращающиеся катушки с проволокой, которые проходят через магнитные поля при их вращении. Когда катушки вращаются, они открываются и закрываются относительно магнитного поля и производят электрический ток, который меняет направление на противоположное каждые пол-оборота. Ток проходит полный прямой и обратный цикл 60 раз в секунду, или 60 герц (Гц) (50 Гц в некоторых странах).Генераторы могут приводиться в действие паровыми турбинами, работающими на угле, природном газе, масле или ядерном реакторе. Они также могут приводиться в действие ветряными турбинами или водяными турбинами на плотинах гидроэлектростанций.
Из генератора ток проходит через серию трансформаторов, где он повышается до гораздо более высокого напряжения для передачи. Причина этого в том, что диаметр проводов определяет величину тока или силы тока, которую они могут проводить без перегрева и потери энергии, но напряжение ограничивается только тем, насколько хорошо линии изолированы от земли.Интересно отметить, что ток передается только по одному проводу, а не по двум. Две стороны постоянного тока обозначены как положительная и отрицательная. Однако, поскольку полярность переменного тока меняется 60 раз в секунду, две стороны переменного тока обозначаются как горячая и заземленная. В линиях электропередачи на большие расстояния провода проходят через горячую сторону, а земля проходит через землю, замыкая цепь.
Поскольку мощность равна напряжению, умноженному на силу тока, вы можете послать больше мощности по линии при той же силе тока, используя более высокое напряжение.Затем высокое напряжение понижается по мере того, как оно распределяется по сети подстанций, пока не достигает трансформатора рядом с вашим домом, где оно наконец понижается до 110 В. (В Соединенных Штатах настенные розетки и лампы работают от 110 В. при 60 Гц. В Европе почти все работает от 230 В при 50 Гц.)
Как только ток достигает конца линии, большая часть его используется одним из двух способов: либо для обеспечения тепла и света через электрическое сопротивление. , или механическое движение за счет электрической индукции.Есть еще несколько приложений — на ум приходят люминесцентные лампы и микроволновые печи, — которые работают на разных принципах, но львиная доля энергии идет на устройства, основанные на сопротивлении и / или индуктивности. Фен, например, использует и то, и другое одновременно.
Это подводит нас к важной особенности электрического тока: он может выполнять работу. Он может освещать ваш дом, стирать и сушить одежду и даже поднимать дверь гаража одним щелчком выключателя. Однако все более важной становится способность электрического тока передавать информацию, особенно в форме двоичных данных.Хотя для подключения к Интернету вашего компьютера требуется лишь небольшая часть электрического тока, скажем, электрического обогревателя, он становится все более и более важным для современной жизни.
Дополнительные ресурсы
Высокопроизводительные, легкие электроды суперконденсатора будущего
Электроды суперконденсатора с высокими характеристиками. Слева: микрофотографии автоэмиссионного сканирующего электронного микроскопа и просвечивающего электронного микроскопа; Справа: разрез моногибридной наноструктуры.Кредит: Ашутош К. Сингх и Кальян Мандал / С. Национальный центр фундаментальных наук Бозе, ИндияВ качестве нового устройства накопления энергии суперконденсаторы привлекли значительное внимание в последние годы из-за их сверхвысокой скорости заряда и разряда, превосходной стабильности, длительного срока службы и очень высокой плотности мощности. Представьте, что вы заряжаете свой сотовый телефон всего за несколько секунд или заправляете электромобиль всего за несколько минут, которые являются частью многообещающего будущего, которое могут предложить суперконденсаторы.
Противодействует этому обещанию тот факт, что, хотя суперконденсаторы могут заряжаться быстрее и работать дольше, чем обычные батареи, они также должны быть намного больше по размеру и массе, чтобы сохранять ту же электрическую энергию, что и батареи. Таким образом, многие ученые работают над созданием экологически чистых, легких и недорогих суперконденсаторов с высокими характеристиками.
Теперь два исследователя из С.Национальный центр фундаментальных наук Н. Бозе, Индия, разработал новый электрод суперконденсатора на основе гибридной наноструктуры, состоящей из гибридной внешней оболочки из оксида никеля-оксида железа и проводящего железо-никелевого сердечника.
В статье, опубликованной на этой неделе в журнале Journal of Applied Physics от AIP Publishing, исследователи сообщают о технологии изготовления электрода с гибридной наноструктурой. Они также демонстрируют превосходные характеристики по сравнению с существующими негибридными электродами суперконденсаторов.Поскольку оксид никеля и оксид железа являются экологически чистыми и дешевыми материалами, широко доступными в природе, новый электрод обещает в будущем экологически чистые и недорогие суперконденсаторы.
«Этот гибридный электрод демонстрирует превосходные электрохимические характеристики с точки зрения высокой емкости [способности накапливать электрический заряд] почти 1415 фарад на грамм, высокой плотности тока 2,5 ампера на грамм, низкого сопротивления и высокой плотности мощности», — сказал Ашутош К. Сингх, ведущий научный сотрудник отдела физики конденсированных сред и материаловедения в Институте им.Национальный центр фундаментальных наук Н. Бозе. «Он также обладает долговременной стабильностью при циклическом воздействии, другими словами, электрод может сохранять почти 95 процентов начальной емкости после цикла или зарядки и разрядки 3000 раз».
Обещание суперконденсаторов
Суперконденсаторы — это электронные устройства, предназначенные для хранения очень большого количества электрических зарядов. Они также известны как электрохимические конденсаторы и обещают высокую удельную мощность, высокую производительность, превосходную стабильность цикла и высокую плотность энергии.
В устройствах накопления энергии накопление электрического заряда называется «плотностью энергии», в отличие от «плотности мощности», которая указывает на скорость доставки энергии. Обычные конденсаторы имеют высокую плотность мощности, но низкую плотность энергии, что означает, что они могут быстро заряжаться, разряжаться и высвобождать всплеск электроэнергии за короткое время, но они не могут удерживать большое количество электрических зарядов.
Обычные батареи, напротив, наоборот. Они обладают высокой плотностью энергии или могут накапливать много электроэнергии, но для зарядки и разрядки могут потребоваться часы. Суперконденсаторы — это мост между обычными конденсаторами и батареями, сочетающий в себе полезные свойства высокой мощности, высокой плотности энергии и низкого внутреннего сопротивления, которые могут заменить батареи в качестве быстрого, надежного и потенциально более безопасного источника питания для электрических и портативных электронных устройств в будущем. Сингх.
В суперконденсаторах высокая емкость или способность накапливать электрический заряд имеет решающее значение для достижения более высокой плотности энергии. Между тем, для достижения более высокой плотности мощности критически важно иметь большую электрохимически доступную площадь поверхности, высокую электропроводность и короткие пути диффузии ионов. Наноструктурированные активные материалы служат средством для достижения этих целей.
Как ученые создали новый электрод
Вдохновленные предыдущими исследованиями по улучшению проводимости за счет легирования различных оксидных материалов, Сингх и Калян Мандал, еще один исследователь и профессор в S.Национальный центр фундаментальных наук Н. Боса смешал оксид никеля и оксид железа в качестве гибридного материала и изготовил новый электрод с наноструктурой ядро / оболочка.
«Изменяя материалы и морфологию электрода, можно изменять характеристики и качество суперконденсаторов», — сказал Сингх.
В эксперименте Сингха гибридная наноструктура ядро / оболочка была изготовлена двухэтапным методом. Используя стандартную технику электроосаждения, исследователи вырастили массивы железо-никелевых нанопроволок внутри пор шаблонов анодированного оксида алюминия, а затем растворили шаблоны для получения голых гибридных нанопроволок.После этого исследователи на короткое время экспонировали нанопроволоки в кислородной среде при высокой температуре (450 градусов Цельсия), в конечном итоге разработав высокопористую гибридную оболочку оксида железа и оксида никеля вокруг железоникелевого ядра.
«Преимущество этой гибридной наноструктуры ядро / оболочка состоит в том, что высокопористый нанослой оболочки обеспечивает очень большую площадь поверхности для окислительно-восстановительных реакций и уменьшает расстояние для процесса диффузии ионов», — сказал Сингх. Он объяснил, что суперконденсаторы накапливают заряды в результате химического процесса, известного как окислительно-восстановительная реакция, при которой материал отдает электроны и переносит ионы через другой материал на границе раздела между электродом и электролитом.Большие поверхности окислительно-восстановительной реакции необходимы для достижения более высокой плотности мощности суперконденсаторов.
«Более того, проводящий сердечник из Fe-Ni обеспечивает магистраль для ускорения переноса электронов к токосъемнику, что улучшит проводимость и электрохимические свойства электрода, реализуя суперконденсаторы с высокими характеристиками», — отметил Сингх.
Как работает новый электрод
Используя методы циклической вольтамперометрии и гальваностатического заряда / разряда, Сингх и Мандал изучили электрохимические свойства электрода из гибридного материала.По сравнению с аналогами, негибридными электродами, такими как никель / оксид никеля и железом / оксидом железа, наноструктурными электродами ядро / оболочка, электрод из гибридного материала продемонстрировал более высокую емкость, более высокую плотность энергии и более длительное время зарядки / разрядки.
«Например, плотность тока гибридного электрода в три и 24 раза выше, чем у электродов из никеля / оксида никеля и железа / оксида железа, соответственно», — сказал Сингх. «Сравнительные результаты показывают значительное обогащение электрохимической активности электродов из никеля / оксида никеля и железа / оксида железа после их объединения, что свидетельствует о лучших сверхемкостных свойствах гибридного электрода.«
Одной из особенностей технологии изготовления Сингха является то, что она не требует дополнительных связующих материалов. По словам Сингха, связующие материалы обычно используются при производстве суперконденсаторов на основе углерода или графена для прикрепления окислительно-восстановительного активного материала к коллектору тока. Гибридный электрод без массы связующих материалов является хорошим кандидатом для создания легких суперконденсаторов.
«Замечательные электрохимические характеристики и свойства материала позволяют предположить, что гибридная наноструктура ядро / оболочка из оксида железа и оксида никеля может быть надежным и многообещающим кандидатом для изготовления легких, недорогих и экологически чистых электродов суперконденсатора следующего поколения для реального применения», — сказал Сингх сказал.
Следующий план исследователей — разработать целое устройство суперконденсатора на основе гибридного электрода и проверить его функциональные характеристики, что на шаг ближе к промышленному производству.
Улучшенные суперконденсаторы для супер-аккумуляторов, электромобилей
Дополнительная информация: «Разработка высокоэффективного электрода суперконденсатора на основе гибридных наноструктур Fe-Ni / Fe2O3-NiO / оболочка», Ашутош К.Сингх и Калян Мандал, Journal of Applied Physics , 10 марта 2015 г. DOI: 10.1063 / 1.4913218 Предоставлено Американский институт физики
Цитата : Высокопроизводительные и легкие электроды суперконденсатора будущего (10 марта 2015 г.) получено 20 января 2021 г. с https: // физ.org / news / 2015-03-high-lightweight-supercapacitor-electrodes-future.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
Что такое вылет, удлинение электрода и расстояние между контактным наконечником и рабочей поверхностью?
Что такое вылет, удлинение электрода и расстояние от контактного наконечника до рабочего места? Меню- Оборудование
- Сварщики
- Механизмы подачи проволоки
- Сварочный интеллект
- Автоматизация
- Плазменные резаки
- Газовое оборудование
- Газовый контроль
- Индукционный нагрев
- Удаление дыма
- Тренировочное оборудование
- Технологии
- Легкость использования
- Продуктивность
- Оптимизация и производительность
- Безопасность
- Голова и лицо
- Рука и тело
- Сварочный дым
- Перегрев
- Аксессуары
- Аксессуары
- Расходные материалы
- Отрасли
- Отрасли
- Приложения
- Ресурсы
- Служба поддержки
- Около
- Ресурсы
- Руководства по сварке
- Сварочное образование и обучение
- Учебные материалы
- Меры безопасности
- Калькуляторы сварных швов
- Часто задаваемые вопросы
- Галерея проектов
- Библиотека статей
- Видео библиотека
- Информационные бюллетени
- Форумы
- Подкаст — Сварка труб
- Связаться с нами
- Служба поддержки
- Пункты обслуживания
- Руководства и запчасти
- Гарантия
- Производители двигателей
- Настройка системы
- Программного обеспечения
- Связаться с нами
- Часто задаваемые вопросы
- Регистрация продукта
- Заказать литературу
- Около
- Наша компания
- Карьера
- Стипендии
- Связаться с нами
- Клуб владельцев
- Выпуски новостей
- Сертификаты