ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры (с Изменением N 1), ГОСТ от 14 ноября 1975 года №11284-75
ГОСТ 11284-75
Группа Г30
Размеры
Through holes for fasteners.
Dimensions
МКС 21.060.01
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 3134 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ВЗАМЕН ГОСТ 11284-65
ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1981 г. (ИУС 2-82)
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2.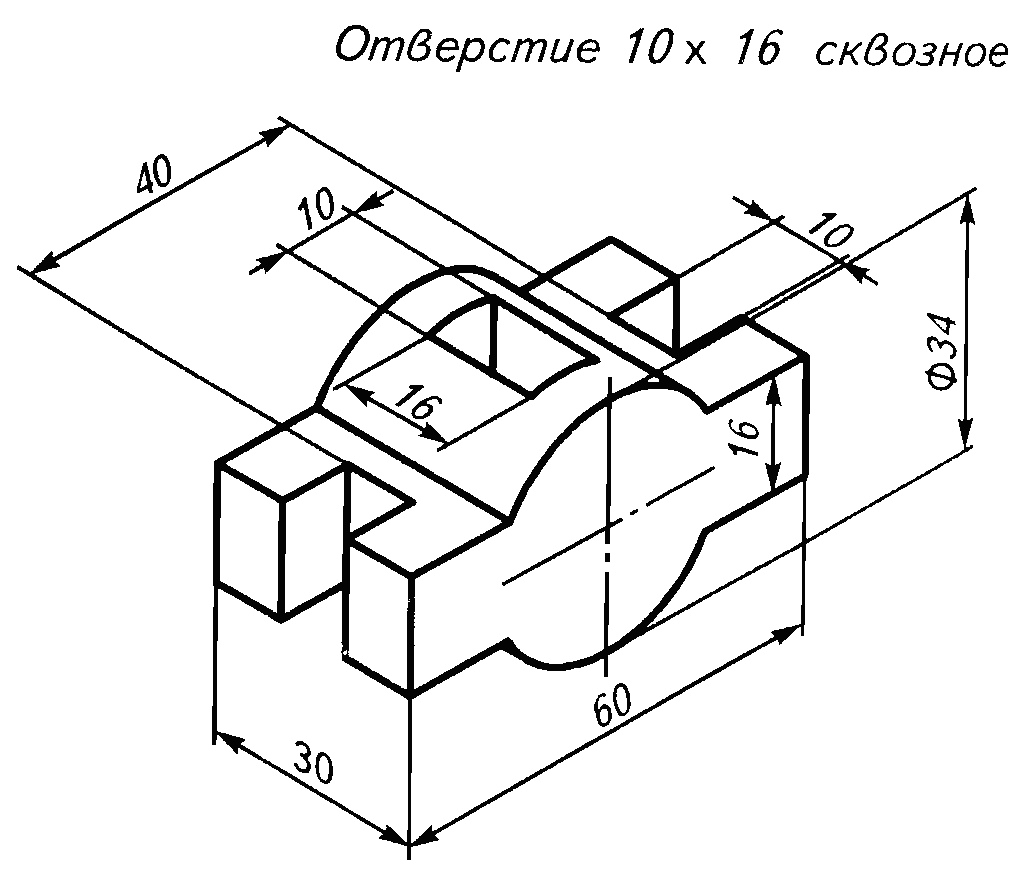 Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
Чертеж. Размеры сквозных отверстий
мм
Диаметры стержня крепежных деталей | Диаметр сквозного отверстия | ||
1-й ряд | 2-й ряд | 3-й ряд | |
1,0 | 1,1 | 1,2 | 1,3 |
1,2 | 1,3 | 1,4 | 1,5 |
1,4 | 1,5 | 1,6 | 1,8 |
1,6 | 1,7 | 1,8 | 2,0 |
1,8 | 2,0 | 2,1 | 2,2 |
2,0 | 2,2 | 2,4 | 2,6 |
2,5 | 2,7 | 2,9 | 3,1 |
3,0 | 3,2 | 3,4 | 3,6 |
3,5 | 3,7 | 3,9 | 4,2 |
4,0 | 4,3 | 4,5 | 4,8 |
4,5 | 4,8 | 5,0 | 5,3 |
5,0 | 5,3 | 5,5 | 5,8 |
6,0 | 6,4 | 6,6 | 7,0 |
7,0 | 7,4 | 7,6 | 8,0 |
8,0 | 8,4 | 9,0 | 10,0 |
10,0 | 10,5 | 11,0 | 12,0 |
12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
18,0 | 19,0 | 20,0 | 21,0 |
20,0 | 21,0 | 22,0 | 24,0 |
22,0 | 23,0 | 24,0 | 26,0 |
24,0 | 25,0 | 26,0 | 28,0 |
27,0 | 28,0 | 30,0 | 32,0 |
30,0 | 31,0 | 33,0 | 35,0 |
33,0 | 34,0 | 36,0 | 38,0 |
36,0 | 37,0 | 39,0 | 42,0 |
39,0 | 40,0 | 42,0 | 45,0 |
42,0 | 43,0 | 45,0 | 48,0 |
45,0 | 46,0 | 48,0 | 52,0 |
48,0 | 50,0 | 52,0 | 56,0 |
52,0 | 54,0 | 56,0 | 62,0 |
56 | 58 | 62 | 66 |
60 | 62 | 66 | 70 |
64 | 66 | 70 | 74 |
68 | 70 | 74 | 78 |
72 | 74 | 78 | 82 |
76 | 78 | 82 | 86 |
80 | 82 | 86 | 91 |
85 | 87 | 91 | 96 |
90 | 93 | 96 | 101 |
95 | 98 | 101 | 107 |
100 | 104 | 107 | 112 |
105 | 109 | 112 | 117 |
110 | 114 | 117 | 122 |
115 | 119 | 122 | 127 |
120 | 124 | 127 | 132 |
125 | 129 | 132 | 137 |
130 | 134 | 137 | 144 |
140 | 144 | 147 | 155 |
150 | 155 | 158 | 165 |
160 | 165 | 168 | 175 |
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда — Н12;
для 2-го ряда — Н13;
для 3-го ряда — Н14.
1-3. (Измененная редакция, Изм. N 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ (рекомендуемое). РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
Количество и расположение отверстий | Способ образования отверстий | Тип соеди- нения | Рекомендуемый ряд сквозных отверстий |
| Любое количество отверстий и любое их расположение | Обработка отверстий по кондукторам | I и II | 1-й ряд |
— отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I | |
II | 2-й ряд | ||
б — отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 2-й ряд |
II | 3-й ряд | ||
— отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей | Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности | I и II | 2-й ряд |
б — отверстия расположены по окружности | Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности | I | 3-й ряд |
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
Изделия крепежные.
Основные требования: Сб. стандартов. —
стандартов. —
М.: Стандартинформ, 2006
ГОСТ 11284-75 ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
ГОСТ 11284-75
Группа Г30
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Размеры
Through holes for fasteners.
Dimensions
Срок действия с 01.01.77
до 01.01.97*
____________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). – Примечание “КОДЕКС”.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 3134
ВЗАМЕН ГОСТ 11284-65
ПЕРЕИЗДАНИЕ (октябрь 1992 г.) с Изменением N 1, утвержденным в декабре 1981 г. (ИУС 2-82).
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.
мм
| #G0Диаметры стержней крепежных деталей | Диаметр сквозных отверстий | ||
| 1-й ряд | 2-й ряд | 3-й ряд | |
| 1,0 | 1,1 | 1,2 | 1,3 |
| 1,2 | 1,4 | 1,5 | |
| 1,4 | 1,5 | 1,6 | 1,8 |
| 1,6 | 1,7 | 1,8 | 2,0 |
| 1,8 | 2,0 | 2,1 | 2,2 |
| 2,0 | 2,2 | 2,4 | 2,6 |
| 2,5 | 2,7 | 2,9 | 3,1 |
| 3,0 | 3,2 | 3,4 | 3,6 |
| 3,5 | 3,7 | 3,9 | 4,2 |
| 4,0 | 4,3 | 4,5 | 4,8 |
| 4,5 | 4,8 | 5,0 | 5,3 |
| 5,0 | 5,3 | 5,5 | 5,8 |
| 6,0 | 6,4 | 6,6 | 7,0 |
| 7,0 | 7,4 | 7,6 | 8,0 |
| 8,0 | 8,4 | 9,0 | 10,0 |
| 10,0 | 10,5 | 11,0 | 12,0 |
| 12,0 | 13,0 | 14,0 (13,5) | 15,0 (14,5) |
| 14,0 | 15,0 | 16,0 (15,5) | 17,0 (16,5) |
| 16,0 | 17,0 | 18,0 (17,5) | 19,0 (18,5) |
| 18,0 | 19,0 | 20,0 | 21,0 |
| 20,0 | 21,0 | 22,0 | 24,0 |
| 22,0 | 23,0 | 24,0 | 26,0 |
| 24,0 | 25,0 | 26,0 | 28,0 |
| 27,0 | 28,0 | 30,0 | 32,0 |
| 30,0 | 31,0 | 33,0 | 35,0 |
| 33,0 | 34,0 | 36,0 | 38,0 |
| 36,0 | 37,0 | 39,0 | 42,0 |
| 39,0 | 40,0 | 42,0 | 45,0 |
| 42,0 | 43,0 | 45,0 | 48,0 |
| 45,0 | 46,0 | 48,0 | 52,0 |
| 48,0 | 50,0 | 52,0 | 56,0 |
| 52,0 | 54,0 | 56,0 | 62,0 |
| 56 | 62 | 66 | |
| 60 | 62 | 66 | 70 |
| 64 | 66 | 70 | 74 |
| 68 | 70 | 74 | 78 |
| 72 | 74 | 78 | 82 |
| 76 | 78 | 82 | 86 |
| 80 | 82 | 86 | 91 |
| 85 | 87 | 91 | 96 |
| 90 | 93 | 96 | 101 |
| 95 | 98 | 101 | 107 |
| 100 | 104 | 107 | 112 |
| 105 | 109 | 112 | 117 |
| 110 | 114 | 117 | 122 |
| 115 | 119 | 122 | 127 |
| 120 | 124 | 127 | 132 |
| 125 | 129 | 132 | 137 |
| 130 | 134 | 137 | 144 |
| 140 | 144 | 147 | 155 |
| 150 | 155 | 158 | 165 |
| 160 | 165 | 168 | 175 |
Примечания:
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
для 1-го ряда – Н12;
для 2-го ряда – Н13;
для 3-го ряда – Н14.
1-3. (Измененная редакция, Изм. 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.
Тип соединения
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1993
Стандарты →
ГОСТ 11284-75: Отверстия сквозные под крепёжные детали. Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР Размеры. ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ 11284-75 Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. № 3134 срок действия установлен с 01.01.77 до 01.01.87 1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами. Стандарт полностью соответствует рекомендации СЭВ по стандартизации PC 107-72 и рекомендации ИСО Р-273. 2. Размеры сквозных отверстий должны соответствовать указанным в таблице.
Примечания: 1. 3-й ряд отверстий не допускается применять для заклепочных соединении 2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении. 3. Предельные отклонения диаметров отверстий: а) для 1-го ряда — по h22; ПРИЛОЖЕНИЕ РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ 1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице. Тип соединения
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий. 3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем. Изменение №1 ГОСТ 11284-75. Отверстия сквозные под крепежные детали. Размеры.Постановлением Государственного комитета СССР по стандартам от 81 12 03 № 5218 срок введения установлен с 82 01 01 На обложке и первой странице обозначение стандарта дополнить обозначением: (СТ СЭВ 2515—80). Пункт 1. Второй абзац изложить в новой редакции: «Стандарт полностью соответствует СТ СЭВ 2515—80>. Пункт 2 изложить в новой редакции (кроме таблицы и примечания): «2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и а таблице. Таблица. Заменить обозначение размера: d1 на dh;
таблицу дополнить примечанием — 3: «3. Размеры в скобках применять не рекомендуется». Пункт 3 изложить в новой редакции: «3. Предельные отклонения диаметров отверстий: для 1-го ряда — Н12; Стандарт дополнить ПУНКТОМ — 4: «4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать». МЕЖДУНАРОДНАЯ СИСТЕМА ЕДИНИЦ (СИ)
МНОЖИТЕЛИ И ПРИСТАВКИ ДЛЯ ОБРАЗОВАНИЯ ДЕСЯТИЧНЫХ КРАТНЫХ Н ДОЛЬНЫХ ЕДИНИЦ И ИХ НАИМЕНОВАНИЙ
| |||||||
 0
0Отверстия сквозные под крепёжные детали
Источник: ГОСТ 11284-75
Отверстия сквозные под крепёжные детали, мм
|
Диаметры стержней крепёжных деталей d
|
Диаметры сквозных отверстий d1 |
Диаметры стержней крепёжных деталей d
|
Диаметры сквозных отверстий d1 |
||||
|
1-й ряд |
2-й ряд |
З-й ряд |
1-й ряд |
2-й ряд |
З-й ряд |
||
|
1,0 |
1,2 |
1,3 |
– |
42,0 |
43,0 |
45,0 |
48,0 |
|
1,2 |
1,4 |
1,6 |
– |
45,0 |
46,0 |
48,0 |
52,0 |
|
1,4 |
1,6 |
1,7 |
– |
48,0 |
50,0 |
52,0 |
56,0 |
|
1,6 |
1,7 |
1,8 |
2,0 |
52,0 |
54,0 |
56,0 |
62,0 |
|
2,0 |
2,2 |
2,4 |
2,6 |
56,0 |
58,0 |
62,0 |
66,0 |
|
2,5 |
2,7 |
2,9 |
3,1 |
60,0 |
62,0 |
66,0 |
70,0 |
|
3,0 |
3,2 |
3,4 |
3,6 |
64,0 |
66,0 |
70,0 |
74,0 |
|
4,0 |
4,3 |
4,5 |
4,8 |
68,0 |
70,0 |
74,0 |
78,0 |
|
5,0 |
5,3 |
5,5 |
5,8 |
72,0 |
74,0 |
78,0 |
82,0 |
|
6,0 |
6,4 |
6,6 |
7,0 |
76,0 |
78,0 |
82,0 |
86,0 |
|
7,0 |
7,4 |
7,6 |
8,0 |
80,0 |
82,0 |
86,0 |
91,0 |
|
8,0 |
8,4 |
9,0 |
10,0 |
85,0 |
87,0 |
91,0 |
96,0 |
|
10,0 |
10,5 |
11,0 |
12,0 |
90,0 |
93,0 |
96,0 |
101,0 |
|
12,0 |
13,0 |
14,0 |
15,0 |
95,0 |
98,0 |
101,0 |
107,0 |
|
14,0 |
15,0 |
16,0 |
17,0 |
100,0 |
104,0 |
107,0 |
112,0 |
|
16,0 |
17,0 |
18,0 |
19,0 |
105,0 |
109,0 |
112,0 |
117,0 |
|
18,0 |
19,0 |
20,0 |
21,0 |
110,0 |
114,0 |
117,0 |
122,0 |
|
20,0 |
21,0 |
22,0 |
24,0 |
115,0 |
119,0 |
122,0 |
127,0 |
|
22,0 |
23,0 |
24,0 |
26,0 |
120,0 |
124,0 |
127,0 |
132,0 |
|
24,0 |
25,0 |
26,0 |
28,0 |
125,0 |
129,0 |
132,0 |
137,0 |
|
27,0 |
28,0 |
30,0 |
32,0 |
130,0 |
134,0 |
137,0 |
144,0 |
|
30,0 |
31,0 |
33,0 |
35,0 |
140,0 |
144,0 |
147,0 |
155,0 |
|
33,0 |
34,0 |
36,0 |
38,0 |
150,0 |
155,0 |
158,0 |
165,0 |
|
36,0 |
37,0 |
39,0 |
42,0 |
160,0 |
165,0 |
168,0 |
175,0 |
|
39,0 |
40,0 |
42,0 |
45,0 |
|
|
|
|
1. 3-й ряд отверстий не допускается применять для заклёпочных соединений.
2. Предельные отклонения диаметров отверстий:
а) для 1-го ряда – по Н12;
б) для 2-го и 3-го рядов – по Н14.
Рекомендации по выбору рядов сквозных отверстий
Тип соединения
|
Количество и расположение отверстий |
Способ образования отверстий |
Тип соединения |
Рекомендуемый ряд сквозных отверстий |
|
Любое количество отверстий и любое их расположение |
Обработка отверстий по кондукторам |
I и II |
1-й ряд |
|
а – отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости |
Пробивка отверстий штампами повышенной точности, литьё под давлением и литьё по выплавляемым моделям повышенной точности |
I |
|
|
II |
2-й ряд |
||
|
б – отверстия (с числом до четырёх) расположены в два ряда и координированы относительно их осей
|
Обработка отверстий по разметке, пробивка штампами обычной точности, литьё нормальной точности |
I |
2-й ряд |
|
II |
3-й ряд |
||
|
а – отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей
б – отверстия расположены по окружности
|
Пробивка отверстий штампами повышенной точности, литьё под давлением и литьё по выплавляемым моделям повышенной точности |
I и II
I
|
2-й ряд
3-й ряд |
|
Обработка отверстий по разметке, пробивка штампами обычной точности, литьё нормальной точности |
К оглавлению
Что такое сквозное отверстие и почему мне это нужно?
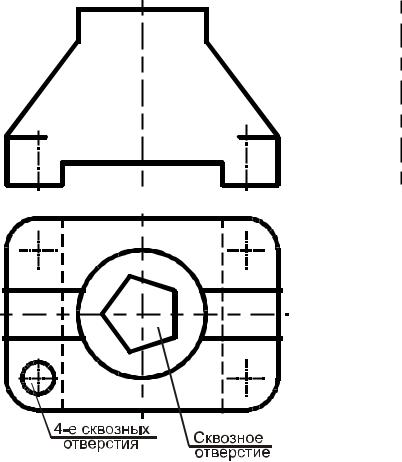
Популярная викторина: Какое отверстие является сквозным?
Отверстие с множеством названий — отверстие с зазором, сквозное отверстие, переходное отверстие, сквозное отверстие с металлическим покрытием и т. Д. — сквозное отверстие (TH) — это отверстие в печатной плате, которое либо просверлено, либо развернуто , или размолоты насквозь. Это означает, что если вы догадались, что отверстие в центре изображения — это TH, вы правы.Отверстие слева — глухое, а справа — прерывистое.
Не очень тщательная история сквозного отверстия
Технология сквозного отверстия когда-то доминировала в технике сборки электроники с 1950-х до 1980-х годов, когда SMT (технология поверхностного монтажа) приобрела известность. В то время каждый компонент на печатной плате был компонентом со сквозным отверстием.
С тех пор SMT получили широкое распространение благодаря своим преимуществам по сравнению с компонентами TH и меняющимся технологическим требованиям.Тем не менее, TH по-прежнему являются распространенным методом, используемым для доставки электрических соединений от одного уровня к другому (подумайте о коммутационных платах и выводах заголовка).
Печатные платы изначально имели трассировку с одной стороны, затем с обеих сторон, позже были добавлены многослойные. Затем были разработаны переходные отверстия или металлические сквозные отверстия (PTH) для контакта с проводящими слоями.
Компоненты со сквозным отверстием
К категории TH относятся компоненты двух типов: осевые и радиальные.Осевые компоненты имеют проволочные выводы на каждом конце. Радиальные же провода имеют выводы, выступающие из нижней части устройства.
Эти типы компонентов особенно полезны на этапах тестирования и создания прототипов, когда ручная настройка и замена являются обычным делом. Каждый тип может быть преобразован в другой путем сгибания выводов, чтобы имитировать форму другого.
Компоненты TH могут быть установлены вручную или автоматически с помощью установочных машин.Оба метода припаивают два вывода к контактным площадкам на противоположных сторонах печатной платы. Затем этот процесс завершит цепь.
В сквозное отверстие или не в сквозное отверстие?
У SMT есть много причин для того, чтобы обогнать TH, однако у каждого метода есть свои плюсы и минусы. Давайте посмотрим на плюсы и минусы TH.
| Плюсы | Минусы |
|---|---|
| Более простое прототипирование и тестирование | Требуется более дорогое сверление |
| Относительно недорого | Занимает больше места на платах |
| Высокая термостойкость | Процесс сборки более сложен |
| Сильные физические связи | Более низкие скорости |
| Высокая мощность обработки |
TH — более удобный выбор для любителей и инженеров на этапе разработки, поскольку они совместим с отверстиями для отверстий на макетной плате и легко заменяется.Компоненты и схемы можно протестировать на макетных платах перед обновлением до печатной платы. Хотя они разъедают пространство под верхним слоем, инженеры часто предпочитают более крупные сквозные отверстия при прототипировании из-за простоты использования с макетными платами.
Монтаж в сквозное отверстие (THM) также обеспечивает определенную надежность при воздействии окружающей среды. Пропуск компонентов через плату увеличивает прочность физических соединений. Они могут выдерживать большее напряжение, чем SMD, и продолжают работать эффективно.Фактически, THM широко используется в аэрокосмической и военной продукции, требующей, чтобы платы и компоненты выдерживали ускорения, столкновения и экстремальные температуры.
Способность THM выдерживать механические нагрузки также хороша для прототипирования. А для тех, кто должен выложить сотни долларов на прототипы плат, относительная доступность компонентов TH — небольшая победа для инженеров и производителей. Иногда у вас даже нет выбора, использовать ли вы TH или SMD, поскольку не все компоненты, которые вам нужны, имеют форму SMD.
Однако есть причина, по которой SMT обогнала технологию TH — на самом деле, несколько причин. К сожалению, как упоминалось ранее, TH занимает больше места на платах и требует сверления, что может увеличить стоимость печатных плат. Сверление также может увеличить время, необходимое для изготовления. Монтаж компонентов TH вручную не так надежен, как монтаж компонентов SMT, и это не идеальная ситуация для прототипирования.
Компактные, высокоскоростные и высокочастотные конструкции заменили TH из своего расцвета в пользу SMT, который был разработан для удовлетворения быстро меняющихся и очень требовательных потребностей технологий.По многим веским причинам SMT никуда не денется, но и технология TH тоже. В определенных ситуациях использование компонентов TH и TH дает больше преимуществ, чем затрат.
Пытаетесь ли вы любой ценой избегать сквозных отверстий и их компонентов, или вам их не хватает? Дайте нам знать в комментариях ниже!
Монтаж через отверстие — легкий способ прототипирования печатной платы
Узел сквозного отверстия
Технология сквозного отверстия (также обозначаемая как «сквозное отверстие») относится к схеме монтажа, используемой для электронных компонентов, которая предполагает использование выводов на компонентах, которые вставляются в отверстия, просверленные в печатной плате. платы (PCB) и припаяны к контактным площадкам на противоположной стороне либо путем ручной сборки (ручная установка), либо с помощью автоматических установочных машин.
Качество паяного соединения важно по нескольким причинам. Паяное соединение — это фактическое соединение между компонентом и платой. Качество паяного соединения эквивалентно качеству соединения. «Внешний вид» паяного соединения менее важен, но обычно указывает на качество паяного соединения.
Характеристики:
Хотя монтаж в сквозное отверстие обеспечивает прочное механическое соединение по сравнению с методами поверхностного монтажа, требуется дополнительное сверление, что делает производство плат более дорогим.Они также ограничивают доступную область трассировки для дорожек сигналов на слоях, расположенных непосредственно под верхним слоем на многослойных платах, поскольку отверстия должны проходить через все слои на противоположную сторону. С этой целью методы монтажа в сквозные отверстия теперь обычно зарезервированы для более громоздких или тяжелых компонентов, таких как электролитические конденсаторы или полупроводники, в более крупных корпусах, таких как TO-220, которые требуют дополнительной монтажной прочности, или для таких компонентов, как штекерные соединители или электромеханические реле. которые требуют большой силы для поддержки.
При создании прототипа инженеры-конструкторы часто предпочитают большие сквозные отверстия, а не детали для поверхностного монтажа, поскольку их можно легко использовать с разъемами для макетных плат. Однако высокоскоростные или высокочастотные конструкции могут потребовать технологии SMT для минимизации паразитной индуктивности и емкости в выводах проводов, которые могут ухудшить работу схемы. Сверхкомпактная конструкция может также определять конструкцию SMT даже на этапе проектирования прототипа.
Этапы пайки сквозного компонента:
На рисунках с 1-1 по 1-4 показаны общие этапы пайки сквозного компонента.На этапе 1 подготавливают отверстие и площадку для пайки, при этом провод вводится в отверстие или через него. Вывод должен быть размещен таким образом, чтобы изгиб оставался выше области пайки, что снижает требования к нагреву и пайке.
Рисунок 1-1. Отверстие и контактная площадка для пайки — этап 1
На этапе 2 тепло равномерно подается на вывод и контактную площадку / отверстие, нагревая материал, так что припой прилипает к обеим поверхностям.
Рисунок 1-2. Равномерное приложение тепла к выводу и контактной площадке / отверстию — этап 2
На этапе 3 припой контактирует с концом утюга, в результате чего припой превращается в жидкость и перетекает в отверстие.
Рисунок 1-3. Контакт с концом утюга — шаг 3.
На шаге 4 припой протекает через отверстие, создавая холмик как на дне, так и на верхней стороне. Поскольку этот вывод был припаян с верхней стороны, нижнюю сторону следует проверить на предмет надлежащего качества припоя и соединения. Некоторые сборки могут потребовать пайки с обеих сторон для обеспечения качества. Достаточный зазор внутри отверстия обеспечивает хорошее прохождение припоя через плату, позволяя наносить припой только на одну сторону.Небольшие зазоры могут потребовать пайки с обеих сторон, что увеличивает время пайки.
Рисунок 3-4. Пайка вывода — шаг 4
Дополнительную информацию см. Здесь:
Сборка печатной платы Мгновенное предложение
Пайка компонентов через отверстия с помощью eC-reflow mate
Технология PIP (Pin in Paste) для пайки компонентов со сквозными отверстиями
PIP — это технология сборки компонентов со сквозными отверстиями с использованием обычного процесса пайки оплавлением.Процесс также известен как THTR (технология оплавления сквозных отверстий).
Большинство печатных плат, которые содержат компоненты SMD, обычно также содержат некоторые компоненты со сквозными отверстиями, такие как разъемы, переключатели, конденсаторы и так далее. Принцип PIP заключается в том, что компоненты со сквозными отверстиями помещаются в отверстия PTH с припоем SMT, а затем оплавляются вместе с другими компонентами SMT.
Мы считаем, что эта технология может представлять интерес для разработчиков электроники, которые решают сами собрать свои прототипы.
На следующем рисунке показана последовательность процесса, которую мы рекомендуем:
Важными параметрами для этого процесса являются размеры отверстий и штифтов, толщина доски, толщина и раскрытие трафарета, использованная техника печати пастой и использованная паста.
Очевидно, что таким способом можно паять только те компоненты, которые выдерживают температуры пайки оплавлением.
Большинство технических описаний соединителей PIP также содержат полезную информацию, такую как рекомендуемый дизайн трафарета.
Некоторые подсказки, основанные на нашем опыте, чтобы дать вам наилучшие результаты:
- Уменьшите размер отверстия как можно меньше для паяного штифта компонента
- Избегайте больших кольцевых колец
- Не вставляйте через отверстия на участках, где необходимо напечатать паяльную пасту
- Расположите ракель под углом 45 ° к трафарету, чтобы улучшить давление пасты
- Увеличьте размер отверстий трафарета, чтобы они перекрывали область вокруг отверстия PTH (надпечатка ) — при плавлении паяльной пасты она потечет в отверстия.
- Все манипуляции с данными паяльной пастой можно выполнить с помощью нашего редактора паяльной пасты
Изображение голой нижней стороны печатной платы после печати паяльной пасты на верхней стороне:
Поперечное сечение компонента штифт после пайки с использованием технологии PIP:
Преимущества технологии PIP
- Вы можете сэкономить один шаг в процессе сборки, это снижает затраты, а также время.
- Все компоненты обрабатываются в рамках одного процесса пайки SMT.
- Хорошее смачивание и меньший риск для перемычек под пайку
- Разъемы, подходящие для PIP, обычно требуют меньше места на плате и их легче ремонтировать, чем разъемы SMT.
Технология Pin in Paste очень полезна, поскольку позволяет сэкономить время и силы. Мы думаем, что эта технология упрощает разработчикам электроники сборку прототипов внутри компании надежным, быстрым и доступным способом.
Более подробная информация об оборудовании, использованном в испытании, доступна в нашем разделе, посвященном оборудованию для оплавления поверхностного монтажа.
ROTOCON MXT Контактные кольца для сквозных отверстий | Полые контактные кольца
Преимущества ROTOCON MXT для контактных колец со сквозным отверстием
| »Конструкция без щеток, не требующая обслуживания со стороны пользователя | » Обеспечивает чистый электрический сигнал как для питания, так и для данных, без измеримого шума |
| »Прочная промышленная конструкция обеспечивает надежную долговечную работу | » Не подвержен влиянию вибрации станка или скорости вращения |
Серия MXT для сквозных отверстий Meridian Laboratory разработана для применений, требующих монтажа на сплошных или полых валах.Предлагаемый в широком диапазоне размеров до 4,00 дюймов в диаметре, вал может использоваться в качестве приводного вала для вращающихся частей машины или использоваться для гидравлических или пневматических линий через центр устройства. Meridian Laboratory также предлагает полностью интегрированные решения с ротационными соединениями и другими дополнениями.
Как и все другие вращающиеся электрические контакты ROTOCON, токосъемные кольца MXT предназначены для передачи на уровне сигнала / данных (см. Полный список ниже), а также для передачи большой силы тока.Точно так же серия ROTOCON MXT для сквозных отверстий не подвержена влиянию вибрации машины или скорости вращения во всем диапазоне оборотов. Серия ROTOCON MXT со сквозным отверстием предлагается с множеством вариантов электрического подключения, включая кольцевые клеммы, подвесные выводы, разъемы MIL-spec или разъемы с мокрым сопряжением как на вращающихся, так и на неподвижных концах.
В отличие от обычных щеточных контактных колец, которые полагаются на металл на металлических контактах и ограничены числом оборотов в минуту, создают электрические помехи и требуют регулировки и обслуживания для правильной работы — все ROTOCON бесщеточные, функционируют через молекулярно-связанную вязкую металлическую пленку, на которую не влияет скорость вращения, обеспечивает чистые и бесшумные электрические сигналы и не требует обслуживания.
Серия контактных колец ROTOCON MXT для сквозных отверстий разработана для непрерывного использования в промышленности и обычно используется в различных отраслях промышленности, включая упаковку, испытания и измерения, пищевую промышленность, измерение деформации и крутящего момента, океанографические приборы и другие.
Демонстрация качества сигнала: сравнение обычного контактного кольца с ROTOCON
Платформа ROTOCON использует герметичную контактную систему, которая является бесщеточной и обеспечивает самый чистый электрический сигнал, доступный в любом решении с вращающимися электрическими контактами, как для сигналов питания, так и для сигналов данных, вы можете рассчитывать на отсутствие измеримого шума от нашего вращающегося электрического соединения.
Почему выбирают ROTOCON? Запросить расценки ROTOCON
| Об / мин | В зависимости от модели, см. Технические характеристики модели |
| МОНТАЖ | Стандартный монтаж с установочными винтами на вал, дополнительный фланцевый монтаж (Щелкните здесь, чтобы просмотреть видео по установке и передовой практике) |
| КОРПУС | 304 Нержавеющая сталь или нержавеющая сталь с черным оксидным покрытием |
| ЗАКЛЮЧЕНИЯ | Кольцевые клеммы, плоские выводы, MIL-spec или разъемы с мокрым сопряжением на роторе или статоре |
| ЭКСПЛУАТАЦИЯ | Может работать в любом направлении или ориентации |
| ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ | Имеет подшипники с постоянной смазкой на обоих концах, конструкция без щеток не требует обслуживания пользователем |
| НАПРЯЖЕНИЕ | Стандарт: до 600 В переменного / постоянного тока, дополнительно: до 5000 В переменного / постоянного тока |
| МИНИМАЛЬНОЕ СОПРОТИВЛЕНИЕ ИЗОЛЯЦИИ | > 500 МОм при 1 кВ постоянного тока |
| АМПЕР | В зависимости от модели, до 35 А / канал (каналы могут быть соединены параллельно, для большей пропускной способности) |
| ЧАСТОТА | До 1 ГГц (в зависимости от приложения) |
| ПЕРЕДАЧА ДАННЫХ И СИГНАЛОВ | Ethernet (10/100/1000 Мбит / с), Etherlink, LAPPNET, Profinet, Profibus, ControlNet, DeviceNet, CAN-Bus, RS485, RS432, RS422, USB (1.0 / 2.0), Modbus, EtherCAT, CC-Link, коаксиальный кабель, термопара (все типы) и все другие основные протоколы связи (с соответствующим количеством цепей и кабелей) |
| СОПРОТИВЛЕНИЕ СТАЦИОНАРНОМУ КОНТАКТУ | |
| СОПРОТИВЛЕНИЕ ВРАЩАЮЩЕМУ КОНТАКТУ | То же, что сопротивление стационарного контакта ( |
| ЭЛЕКТРИЧЕСКИЙ ШУМ | |
| ЭКСПЛУАТАЦИЯ | Искробезопасность к внутренней дуге |
| ТЕМПЕРАТУРА ОКРУЖАЮЩЕЙ СРЕДЫ | Не должна превышать 160˚F (70˚C) |
| РЕЙТИНГ IP | Доступен до IP67 |
- Упаковочное оборудование
- Динамометры
- Машины для термоформования
- Сборка поворотных столов
- Приложения для розлива
- Оборудование для розлива фармацевтических препаратов
| РОТОР | Барабан с кольцевыми клеммами (стандарт), летающие выводы |
| КОРПУС | Кольцевые клеммы (стандартные), выводы с герметичной изоляцией, разъем с герметичной изоляцией |
| об / мин | до 15000 об / мин |
| МОНТАЖ | Доступен монтаж в сквозном отверстии, на конце вала или на фланце |
| КОРПУС | 6061 Алюминий или нержавеющая сталь 304 |
| ПРОХОДА | До 20 проходов |
| ДАВЛЕНИЕ | До 23000 фунтов на квадратный дюйм — в зависимости от скорости и среды |
| ТЕМПЕРАТУРА | -321F до 900F, в зависимости от опций |
| ТИПЫ ВОЛОКНА | Одномодовое E9 / 125 мкм Многомодовое G50 / 125 мкм Многорежимное G62.5/125 мкм * Имеется защита волокна |
| КАНАЛОВ | Стандарт: 1, 2, 3-20 каналов Пользовательский: до 81 канала |
| РАЗЪЕМ ТИПА | SC, LC, FC, ST, LSA, Molex / LC, LuxCis |
| ПОЛЬСКИЙ | UPC, APC, PC |
| ПЕРЕДАЧА ЦИФРОВЫХ ДАННЫХ | До 40 Гбит / с на канал |
| Об / мин | До 3000 об / мин (в зависимости от модели) |
| ТЕМПЕРАТУРА | от -40F до 185F |
Сквозное отверстие — PCB 3D
перейти к содержанию Меню- Дом
- Продукты
- 3D Модели
- Следы
- Учебники
- Altium Designer
- Стандарты IPC
- Двигатели и приводы постоянного тока
- Дизайн печатной платы
- Программные средства САПР для 2D и 3D
- Другое
- FAQ
- Контакт
- Войти
- Регистр
| 04-AR Бесплатная загрузка Altium Footprint | Бесплатная 3D модель | Техническая спецификация 3M_961402- | 04-AR Бесплатная загрузка Altium Footprint | 3D модель | Техническая спецификация 3M_961402-04-AR Бесплатная загрузка Altium Footprint | 3D модель | Техническая спецификация 3M_961403- | 04-AR Бесплатная загрузка Altium Footprint | Бесплатная 3D модель | Техническая спецификация .