сборка сварочника своими руками и методика сварки кабелей
Сварка проводов — это один из разрешенных в ПУЭ методов соединения. Данный способ выделяется повышенной надежностью и гарантирует минимальное переходное сопротивление скрутки. Поэтому если необходимо выполнить надежную и долговечную проводку, то лучше всего воспользоваться именно сваркой.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Сварка проводов угольным электродомк содержанию ↑Почему не получится паяльником
Паяльником сварить провода не получится. Сварка и пайка — это вещи абсолютно разные. При спаивании проводники соединяются посредством припоя. Он затекает между токоведущими жилами и играет роль электропроводящего клея.
Аппараты для сварки проводки
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В.
У железных трансформаторов есть весомые преимущества:
- надежность;
- простота ремонта;
- неприхотливость к условиям работы.
Имеются и недостатки:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.


Минусы:
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.
к содержанию ↑Это интересно. Существует необычный способ соединения — ультразвуковая сварка. Он позволяет сплавлять на молекулярном уровне то, что на первый взгляд невозможно соединить подобным образом. Например, припаять медный проводник к стеклу или керамике.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
к содержанию ↑Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.
Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.
Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.
Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
к содержанию ↑Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.
к содержанию ↑Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов.
 Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.
Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
Самодельные держаки для сваркиИнструменты и материалы для сварки
Одного сварочника недостаточно для того, чтобы выполнить качественное соединение проводов. Полный список всего необходимого выглядит следующим образом:
- Сварочный аппарат. Инверторный или трансформаторный.
- Электроды. Медно-графитовые покупные или самодельные.
- Средства защиты. Очки, перчатки.
- Ручной инструмент. Пассатижи, кусачки.
 Инверторный или трансформаторный.
Инверторный или трансформаторный.Сварочный аппарат
Сварочный аппарат преобразует напряжение из сети в безопасное для здоровья. Дополнительно он создает гальваническую развязку между человеком и розеткой.
к содержанию ↑Графитовые электроды
Медно-графитовые и угольные стержни выдерживают огромные температуры. В процессе работы они нередко раскаляются добела. При этом сам электрод практически не разрушается. Работая с ними, следует быть осторожным. Графит — материал хрупкий. Электрод способен треснуть от случайного удара о твердую поверхность. Купить новый в ближайшем магазине не получится.
Электроды угольные омедненныек содержанию ↑Средства индивидуальной защиты
При сварке проводов появляется ряд опасных для здоровья факторов. Наиболее весомые из них таковы:
- Яркое излучение от электродов. Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
- Высокая температура сварки свыше 1300°C. Здесь пригодятся перчатки из негорючих материалов. Обжечь может не столько прикосновение к раскаленному металлу, сколько его брызги и искры.
- Риск поражения электрическим током. Подобные устройства для сварки работают от розетки. Не всегда с ними обращаются достаточно аккуратно. Поэтому возможно повреждение изоляции и попадание корпуса аппарата или его вторичной обмотки под потенциал сети. Для защиты от этого фактора пригодятся знания в электрике, технике безопасности и здравый смысл.
 Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.
Для защиты от вспышек принято использовать сварочные маски или очки. Они защитят глаза от слишком сильного светового излучения дуги, а лицо от возможных искр.Прочий инструмент для сварки проводов
Из ручного инструмента пригодятся пассатижи, кусачки и нож. Возможно, понадобится и другой инструмент, но его уже каждый выбирает исходя из собственной технологии сварки проводов. Пассатижи нужны, чтобы держать спаиваемую скрутку. Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
Кусачки — чтобы подрезать ее до нужной длины. Нож — для снятия изоляции с проводов. По сути, все перечисленное возможно сделать одними только пассатижами, но это будет не так удобно, как использовать отдельный инструмент для каждой операции.
к содержанию ↑Дополнительная информация. Возможно немного схитрить. Один из проводов выходной обмотки нужно подключить к старым ненужным пассатижам. Для этого к ним приваривается винт. Затем с помощью гаек и медного наконечника на винт подключается провод от трансформатора. Во время работы свариваемые провода удерживаются этими же пассатижами.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.
Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.
Комплект для термитной сваркик содержанию ↑Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Скрутка проводов перед сваркой
Сварка кабелей выполняется, как правило, в распределительной коробке. Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Поэтому более всего она пригодна для разветвительных скруток, в которых есть один приходящий (питающий) провод и множество отходящих на розетки, выключатели и прочие потребители.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Сварка проводов: сборка сварочника своими руками и методика сварки кабелей
порядок действий при лужении паяльником и окунание в припой
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля.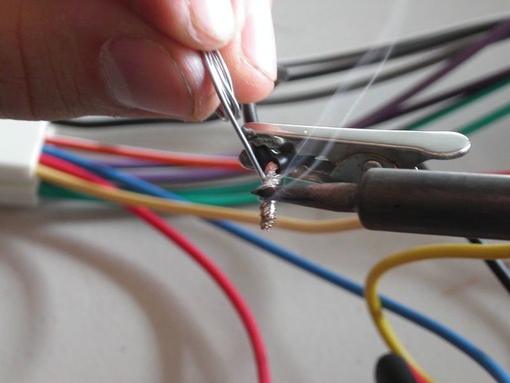 В результате срез покрывается полностью защитным слоем.
В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.
Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.

Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Как правильно паять паяльником провода: медные, алюминиевые
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Содержание статьи
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.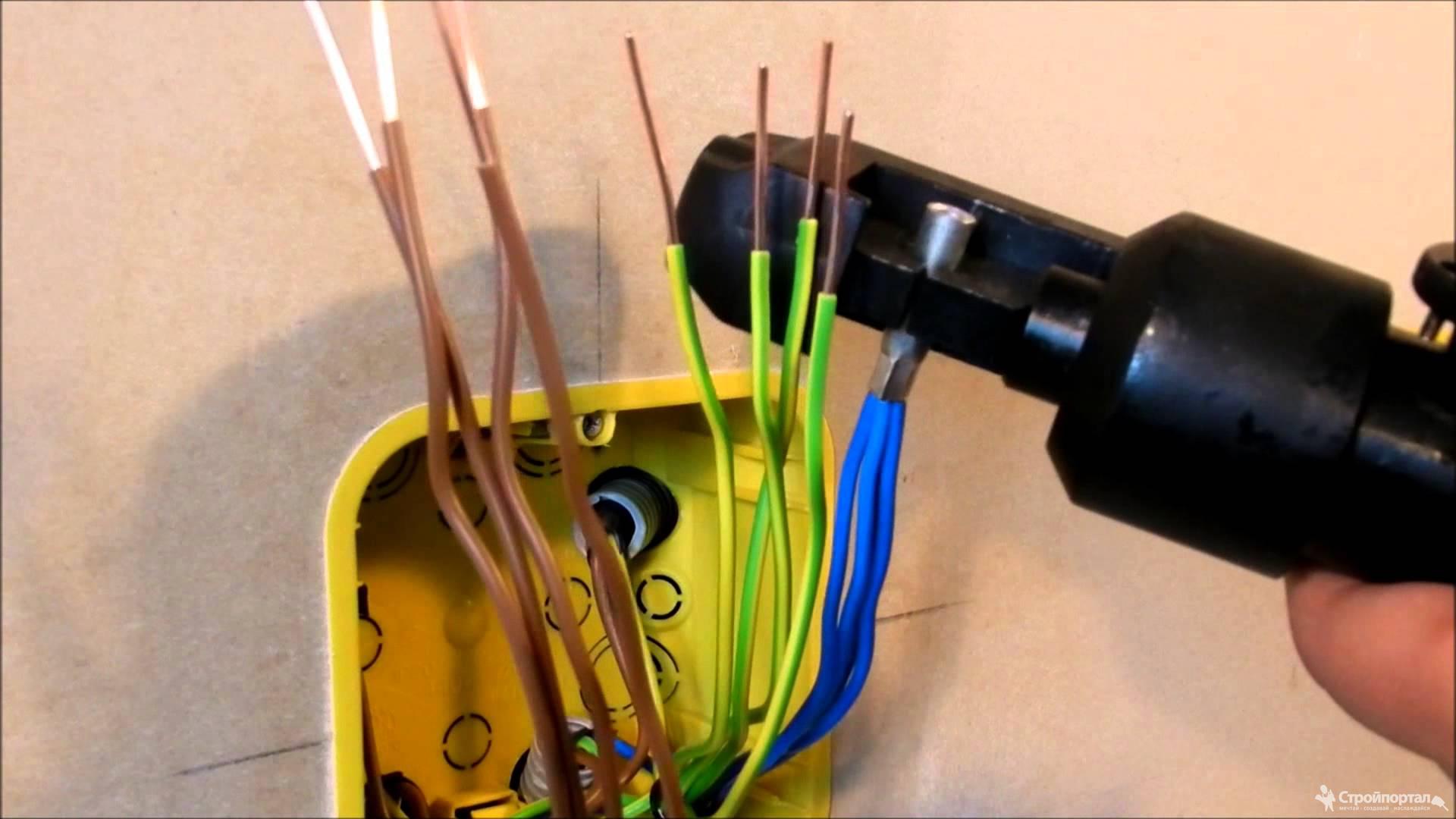
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения.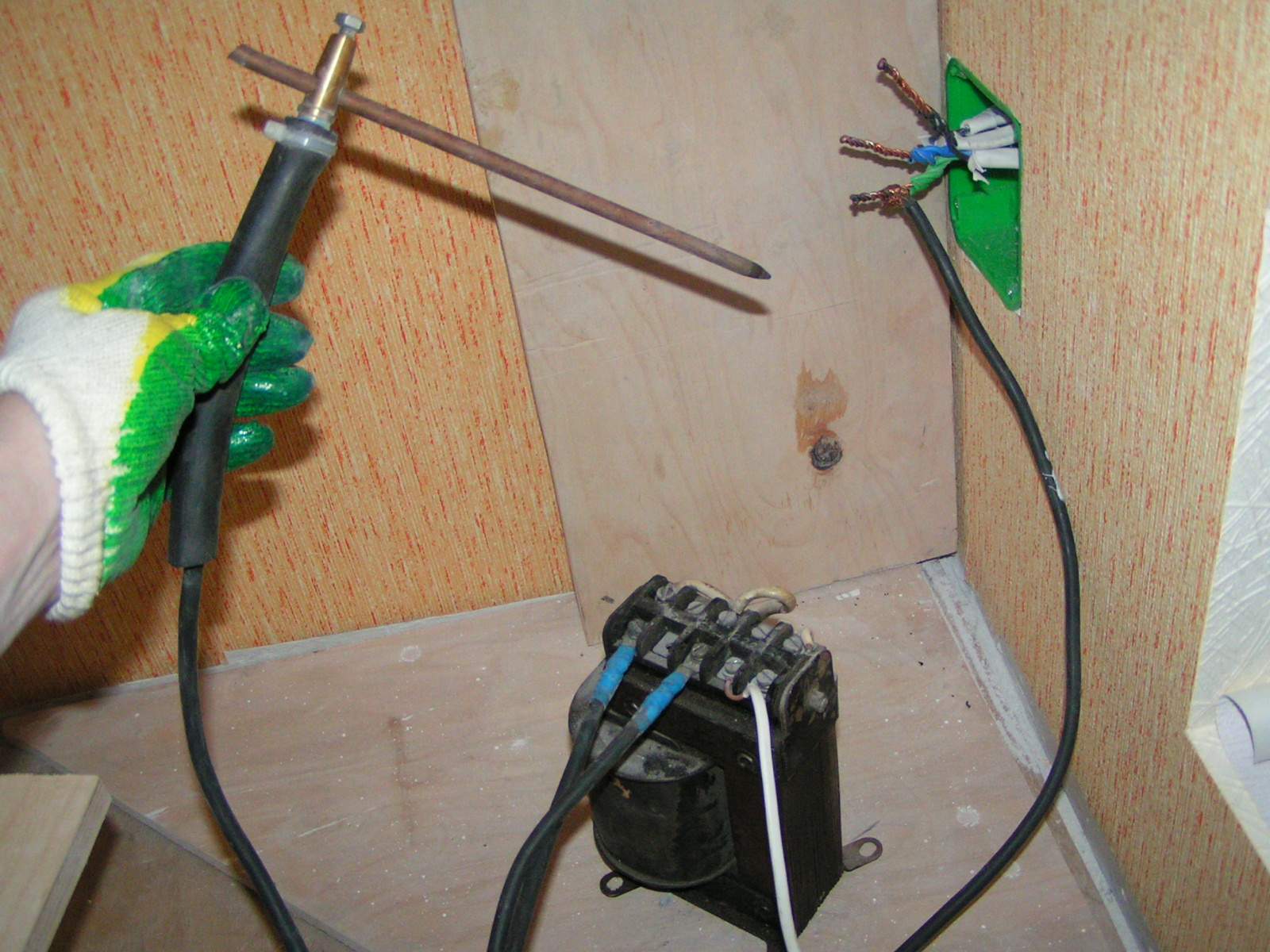 Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
 Так обрабатывают все провода, которые надо будет припаивать
Так обрабатывают все провода, которые надо будет припаиватьВот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.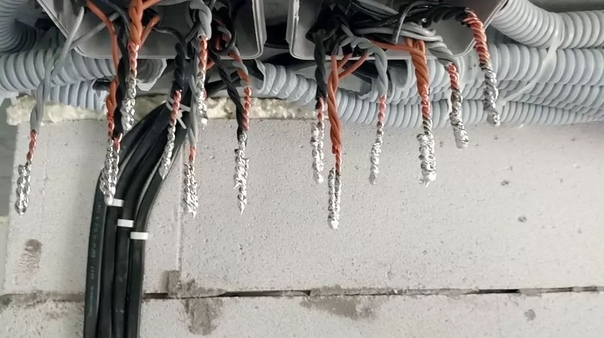
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
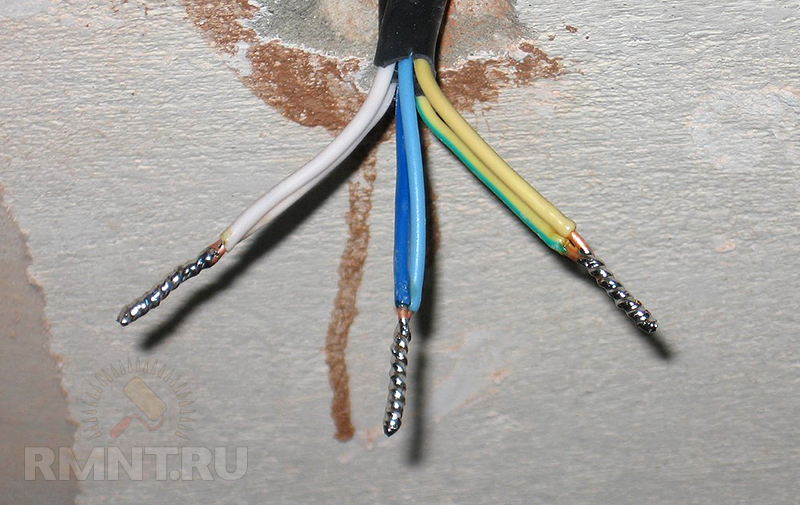
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
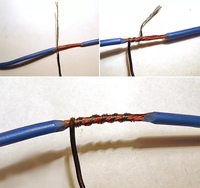
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.

 Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.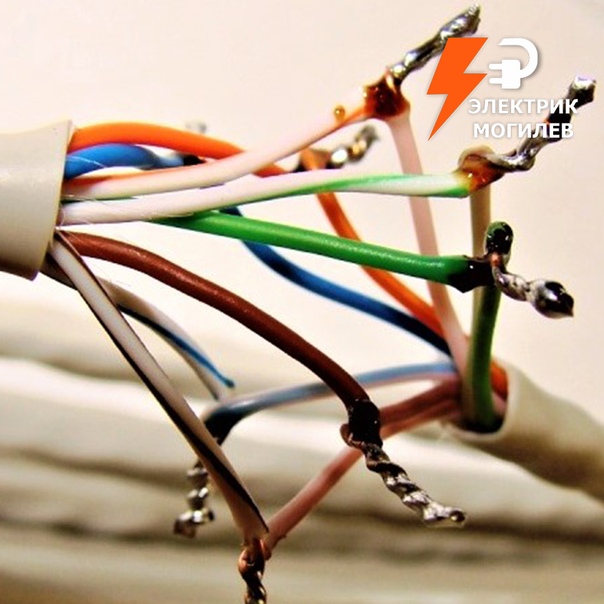
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Пайка скруток электрических проводов. Делаем быстро и качественно.
Пайка проводов — как один из самых надежных способов соединения электрических проводов прописанный в нормативных документах. Делаем самодельное приспособление для быстрой и качественной пайки.
Пайка скруток проводов всегда была одним из самых надежных способов соединения проводов, им пользовались еще наши деды. К рекомендации идет по многим нормативным документам.
Но процедура пайки скруток довольно сложная, например многие используют газовые горелки, для этого требуются дополнительные расходы на газ, кроме того есть риск повредить изоляцию на проводах.
Кто-то паяет строительным феном — способ тоже хороший, но очень трудоемок. Видел и ребят, которые делали специальные приспособления из утюга для разогревания олова и окунания скруток, но мой способ мне кажется куда более простым.
Итак, давайте поделюсь им.
Первое, что необходимо изготовить это тигель.
Поясню, для тех, кто не в курсе, тигель — это небольшая емкость из теплопроводного материала для расплавки металлов, их применяют в ювелирном деле, например в тигелях из графита плавят золото.
Тигель мне выточил токарь из медной болванки, но сейчас в век интернета можно очень просто купить и из графита.
В теле выточенной болванки просверлил отверстие, и нарезал резьбу. Также нарезал резьбу на кончике старой советской отвертки, она будет служить ручкой для того чтобы не обжечься.
Процесс пайки проводов
Теперь о самом интересном — процессе пайки.
Подготавливаем все скрутки в распределительных коробках.
Берм тигель кладем туда припой и разогреваем газовой горелкой.
После разогревания припоя, поочередности окунаем скрутку в расплавленный раствор, держа тигель за ручку.
Процесс спайки занимает несколько секунд, а за время пайки разогретого припоя, составит около 10-15 минут, за это время можно спаять, ну может и не сотню, но приличное количество скруток.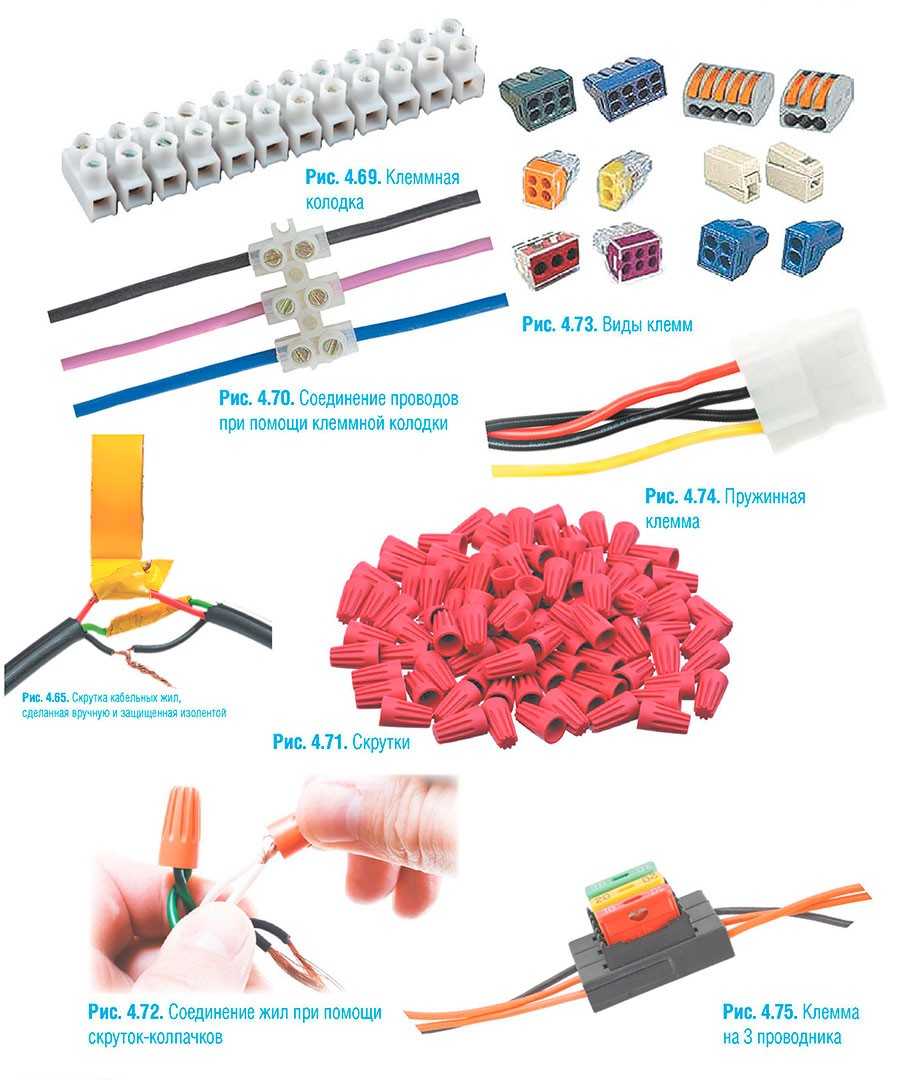 после застывания припоя в тигеле, он никуда не девается, при следующем разогреве можно также использовать.
после застывания припоя в тигеле, он никуда не девается, при следующем разогреве можно также использовать.
Вот такой вот простой способ пайки.
Кстати, если разрезать скрутку и посмотреть — можно сразу заметить высокое качество спайки.
Ну, вот собственно и все, спасибо за то, что дочитали док конца, о других надежных способах соединения проводов я уже писал раньше несколько публикации, их можно увидеть ниже в похожих самоделках.
Как паять флюсом и припоя
Как паять — научитесь паять как профессионал.
Как паять флюсом и припоями — Узнайте, как припаять печатные платы и провода к металлу.
Что такое ручная пайка?
Пайка электронных компонентов вручную — очень важная часть ремонта мобильных телефонов или ремонта любой печатной платы (печатной платы). Хорошая пайка может увеличить срок службы и производительность любой печатной платы.Плохая пайка может привести к выходу из строя печатной платы. Это базовое руководство по ручной пайке представляет собой руководство о том, как выполнять пайку вручную, как профессионал.
Инструменты и расходные материалы, необходимые для ручной пайки
Вам понадобятся следующие инструменты и оборудование:
- Паяльник — Всегда старайтесь покупать хороший ESD-Safe паяльник. Паяльник на 50 Вт хорош для пайки любого электронного компонента на печатную плату.
- Паяльная станция — Если вы профессионал, попробуйте приобрести качественную фирменную паяльную станцию ESD-Safe.Он будет иметь отдельный блок ( Station ) для контроля температуры и паяльник, подключенный к станции. Паяльная станция Goot — одна из лучших.
- Порошковая проволока для припоя : Всегда лучше использовать порошковую проволоку для припоя. Флюс поможет удалить оксид и загрязнения с поверхности печатной платы и выводов электронных компонентов. Это поможет лучше паять. Проволока для припоя Куксона — одна из лучших.
- Флюс для жидкого припоя без очистки : поможет удалить оксид с поверхности платы и выводов электронных компонентов.
- Другие расходные материалы, которые могут потребоваться: фитиль для распайки, насос для распайки, держатель печатной платы, токопроводящая ручка, ручка для флюса, губка для очистки и т. Д.

PS: Купить инструменты для ремонта мобильных телефонов онлайн
Видео: Лучшая мини паяльная станция
Проволока для припоя | Бессвинцовый припой
Проволочный припой | Бессвинцовый припой | Компоненты RSПрипой
Припой или припойная проволока — это плавкий металлический сплав с низкой температурой плавления, используемый для прочного соединения двух металлов с более высокой точкой плавления.Пайка — это процесс, обычно используемый в электронной промышленности для изготовления печатных плат и электронных компонентов, производства ювелирных изделий и трубопроводов в сантехнике, при этом большая часть пайки выполняется с помощью паяльника.
Наш ассортимент припоев содержит продукты от лидеров отрасли, таких как Felder Lottechnik, MBO, Multicore, Weller и RS PRO, с различными диаметрами проволоки (от 0,23 мм до 7 мм) и содержанием свинца (от 0% до 70%).
Из чего сделан припой?
Сплавы, используемые в припое, различаются в зависимости от производителя и предполагаемого применения, поскольку для разных применений требуются разные материалы.
В продаже имеется мягкий припой с различной концентрацией олова от 5% до 70%. Более высокое содержание олова обеспечивает большую прочность на разрыв, причем соотношение 60/40 является популярным составом.
Также доступен бессвинцовый припой, созданный в связи с призывом удалить или уменьшить количество опасных материалов в бытовой электронике, который часто имеет более низкую температуру плавления, чем сплавы на основе свинца. Бессвинцовый припой в проволоке может содержать медь, цинк, олово, серебро, висмут, сурьму и / или следы других материалов в зависимости от предполагаемого использования.
Что такое флюс?
Чтобы предотвратить окисление металлического сплава и обеспечить прочное электрическое соединение и высокую механическую прочность, паяльная проволока содержит флюс, который может быть изготовлен из разных материалов. Флюс — это химический агент, который помогает восстанавливать оксиды металлов (возвращать окисленные металлы в их исходное состояние) и изолирует воздух из стыка, предотвращая дальнейшее окисление.
Существует два основных типа флюсов: кислота / активный, который содержит сильные кислоты и используется в сантехнике и ремонте металлов, и канифоль / пассив, который используется в электронике.
Какие бывают формы припоя?
Большинство припоев поставляется в виде проволоки, с диапазоном диаметров проволоки, доступных для различных применений и соединений. . Гранулы припоя идеально подходят для паяльных машин и луженых тиглей, но эти маленькие шарики припоя также популярны для изготовления ювелирных изделий. Паста припоя идеальна для использования в печатных платах (PCB) и для соединения электронных компонентов поверхностного монтажа. Это липкая паста, которую наносят на картон путем печати или рисования.
Паста припоя идеальна для использования в печатных платах (PCB) и для соединения электронных компонентов поверхностного монтажа. Это липкая паста, которую наносят на картон путем печати или рисования.
Хорошо, я понимаю
Какая правильная температура для пайки?
В большинстве случаев фактором, который больше всего влияет на срок службы наконечника, является рабочая температура .
До того, как 1 июля 2006 г. вступил в силу регламент ROHS (Ограничение использования опасных веществ), разрешалась паяльная проволока, содержащая свинец. После этой даты использование свинца (как и других веществ) было запрещено во всем оборудовании и процессах, за исключением следующего: медицинское оборудование, оборудование для наблюдения и наблюдения, измерительные приборы и оборудование, специально разработанные для военной и космической промышленности, а также автомобильного сектора. (системы управления автомобилем, подушки безопасности и др.), железнодорожный транспорт и др.
Особенностью наиболее распространенных свинцовых сплавов является то, что плавление происходит при температуре около 180 ° C. Для наиболее распространенных бессвинцовых сплавов это происходит примерно при 220 ° C. Таким образом, разница в 40 ° C означала, что было необходимо увеличить температуру паяльного инструмента для достижения паяного соединения за тот же промежуток времени (если время пайки увеличится, то компоненты и печатные схемы могут быть повреждены ) и это уменьшило срок службы наконечников и увеличило окисление.
На следующем графике показано влияние увеличения температуры наконечника. Если взять за эталон 350 ° C, увеличение рабочей температуры на 50–400 ° C сократит срок службы жала вдвое. Повышение температуры наконечника означает экспоненциальное сокращение срока службы наконечника (Аррениус).
Обычная рабочая температура для бессвинцовых оловянных сплавов составляет 350 ° C . С компонентами размера SMD 01005 вы можете работать при 300 ° C из-за их небольшого размера.
Важность точности
Необходимо периодически проверять рабочую температуру не только для увеличения срока службы наконечников, но и во избежание перегрева и пайки при низких температурах. .
Оба могут вызывать проблемы при пайке:
- Перегрев: Многие обученные специалисты по паяльной технике считают, что, если припой не плавится быстро, им необходимо повысить температуру паяльника для компенсации. Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника…
 Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника…
Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника…- Температура ниже ожидаемой может привести к увеличению времени выдержки и плохой теплоотдаче, что приведет к снижению производительности и низкому качеству паяных соединений.
Таким образом, для хорошей работы необходимы точные показания температуры.
Как это можно прочитать?
Точность температуры жала паяльника может быть измерена с помощью различного оборудования. JBC предлагает следующие способы измерения температуры наконечника:
- TIA-A Thermometer : Это практичный термометр, который дает точное показание температуры наконечника с помощью датчика STA-A (термопара типа E). Он также читает его в спящем режиме. При измерении необходимо нанести припой на центр датчика, где он усилен, чтобы обеспечить его долговечность.
- Цифровой термометр TID-A : Этот высокоточный термометр обеспечивает быстрое получение показаний. Он работает только с датчиком STD-A (термопара типа K). Используя цифровой дисплей, вы можете легко изменить шкалу температуры (° C / ° F). Он также предоставляет специальные функции, такие как сохранение минимальных / максимальных значений, регулировка смещения или шкалы и функция удержания, которая сохраняет текущее измерение.
- Термопара Ph318 типа K : считывает температуру в определенной точке на печатной плате.Это помогает вам управлять профилями при использовании с подогревателями. Мы рекомендуем использовать каптоновую ленту для надежного крепления термопары к плате.

Как поддерживать правильную температуру?
После того, как вы начали пайку, всегда должны поддерживать низкую рабочую температуру, чтобы избежать подгорания флюса и образования паяных соединений низкого качества и даже их хрупкости.
Если вы видите, что припой не плавится достаточно быстро, вы склонны выбрать более высокую температуру, чего следует избегать.Вместо того, что вы должны, сделать, это выбрать больший наконечник с большей поверхностью контакта.
На этих фотографиях показана разница в поверхностном контакте наконечников. В первом вы можете увидеть неправильно выбранный наконечник слева и правильно выбранный наконечник справа. Небольшой контакт с поверхностью наконечника (слева) означает медленную теплопередачу. Затем вам придется повысить температуру до недопустимого уровня в 450 ° C, чтобы завершить пайку за определенное время.
Кроме того, JBC разрабатывает геометрию, которая увеличивает теплопередачу. помимо простого выбора размера обычных наконечников, таких как конус или долото. На второй фотографии вы можете увидеть, как рифленый наконечник идеально адаптируется к штифту и подушке, обеспечивая максимальную теплопередачу.
помимо простого выбора размера обычных наконечников, таких как конус или долото. На второй фотографии вы можете увидеть, как рифленый наконечник идеально адаптируется к штифту и подушке, обеспечивая максимальную теплопередачу.
Поставьте лайк и поделитесь:
Не царапайте магнитный провод, сделайте это вместо этого
[Том] не очень любит макетирование. Он предпочитает соединять прототипы с перфорированной платой и паять точка-точка с эмалированным магнитным проводом.Некоторым из вас это может показаться неприятным, но [Том] придумал несколько советов, которые помогут упростить и повысить эффективность прототипирования с перфорированной платой и магнитной проволокой, и самый важный совет — как справиться с зачисткой всего этого магнитного провода.
Вдавите кончик магнитной проволоки на небольшое расстояние в расплавленный припой и подержите там несколько секунд. Припой будет пузыриться с эмали и оловом ляжет на медь под ней. Магнитный провод — это тонкий провод с твердым сердечником, покрытый прозрачной эмалью. Эта эмаль действует как электроизолятор. Обычный способ удалить эмаль и обнажить блестящую медь под ней — соскоблить ее, но это утомительно при работе с большим количеством соединений. [Том] предпочитает «выпарить» каплю расплавленного припоя на кончике утюга.
Эта эмаль действует как электроизолятор. Обычный способ удалить эмаль и обнажить блестящую медь под ней — соскоблить ее, но это утомительно при работе с большим количеством соединений. [Том] предпочитает «выпарить» каплю расплавленного припоя на кончике утюга.
Начните с расплавления небольшого количества припоя на железе, затем протолкните кончик магнитного провода на небольшое расстояние в расплавленный припой и удерживайте его там несколько секунд. Эмаль будет пузыриться, а припой оловянит медь под ней.Хитрость заключается в том, чтобы использовать свежий припой и очищать наконечник между нанесениями. Вы можете увидеть, как он демонстрирует это около отметки 1:00 на видео, вложенном ниже.
После лужения кончика магнитного провода его можно при необходимости припаять. Магнитная проволока хорошо изгибается и хорошо держит форму, поэтому проложить ее и отрезать по размеру не составит труда. [Том] также предлагает хороший держатель печатной платы, не требующий громкой связи, и указывает, что резисторы SMT размером 0603 хорошо подходят между контактными площадками перфорированной платы 0,1 ″.