Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Свойства латуни
- Что нужно учитывать при спайке латуни в домашних условиях
- Выбор материалов для пайки латуни в домашних условиях
- Этапы процесса спаивания латунью дома
- Методы прогрева латуни
- Техника безопасности при спайке латуни в домашних условиях
- Как паять латунью в домашних условиях: видео
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия. В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
- Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».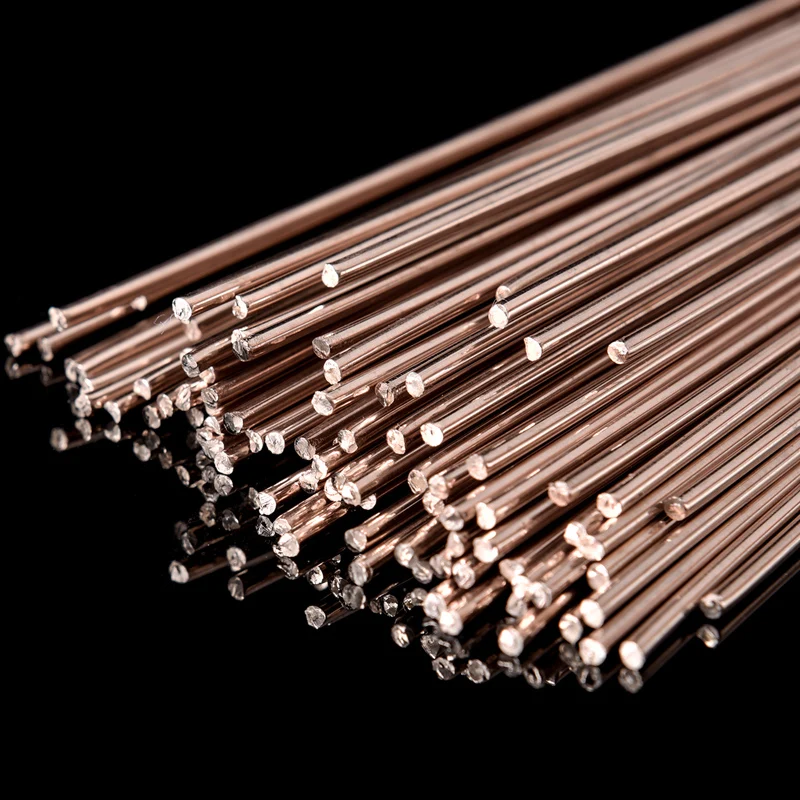
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные. Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
- Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.
- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.

МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
Пайка латуни в домашних условиях
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Содержание страницы
- 1 Просто и эффективно
- 2 Возникающие препятствия
- 3 Выбрать готовый или изготовить самому?
- 4 Какой взять припой
- 5 Подготовка
- 6 Паяльник или горелка?
- 7 Область применения
- 8 Мастерство приходит с опытом
Просто и эффективно
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли. Но в случае, когда количество цинка превышает 15%, в обязательном порядке требуется использование специальных флюсов. Это связано с тем, что испаряясь при нагреве, цинк и медь образуют на поверхности детали прочную оксидную плёнку, удалить которую очень непросто.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
- Одним из наиболее распространённых является флюс «Бура». Придуманный очень давно, этот рецепт получил одобрение многих ювелиров, занимающихся пайкой разных металлов, в том числе и латуни.
- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.

Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.
 Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.
Несколько меньшая температура плавления у ПМЦ-36. Оба состава относятся к группе медно-цинковых припоев.Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов. Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов. Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.
 Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.
Механические нагрузки в этом случае невысоки, а на первый план выходит электропроводность. Не стоит забывать и о том, насколько трудно использовать сварку для соединения деталей малого размера.Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Мастерство приходит с опытом
Не стоит полагать, что если вы возьмёте в руки паяльник или газовую горелку, то у вас всё получится сразу. Потребуются долгие тренировки, чтобы по их результатам накопить необходимый опыт и понять, каково это – паять латунь. Так что, наберитесь терпения, и можете приступать.
Краткое руководство по пайке латуни
Наконец-то мне удалось обновить свое руководство по пайке в разделе Методы , и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы 2008 года и взяты Астрид Бэрндал. Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Это руководство сосредоточено на пайке небольших конструкций, а не на более распространенной электрической пайке, с которой связана почти вся информация, которую вы найдете по этому вопросу. Как вы увидите, «конструктивная» пайка предполагает некоторые различия в методах; материалы разные и довольно часто требуются более прочные инструменты. На данный момент я ограничил это руководство простой пайкой «на плоскости», а более продвинутые методы сборки 3D-конструкций последуют позже.
Чем полезна пайка?
Для моделей, слишком тонких для изготовления в нужном масштабе из других материалов, таких как картон, дерево или пластик, например, из металлических каркасов кроватей или перил. Иногда для гибкой металлической арматуры..e.g. для фигур или деревьев .. допуская осторожное изменение положения. Пайка не дает такого прочного соединения, как сварка, и соединения не подвергаются большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго, если за ними ухаживать.
Большая часть моей преподавательской работы сосредоточена на изготовлении моделей в масштабе 1:25. Таким образом, круглый латунный стержень толщиной 0,8 мм является удобной толщиной для изображения тонких перил или специальных предметов, таких как латунная рама кровати, показанная ниже. Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточную тепловую мощность для работы с более толстыми стержнями … до 2 мм, размером со стандартными лесами в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь — единственный простой вариант или, по крайней мере, самый надежный. Я все же согласен, что латунь может быть самой последовательной и наименее сложной..за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, стержня или тонкого листа. Но я обнаружил, что с «золотыми» скрепками так же просто, и я всегда предполагал, что это связано с латунным покрытием … теперь я не уверен, что причина в этом. Например, недавно я попробовал серебряные скрепки с теми же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен. Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо паяется … хотя я знаю, что пробовал ее несколько лет назад, но без особого успеха! Эта общая сетка равна оцинкованная сталь т.е. сталь, покрытая цинком. Судя по всему скрепки тоже из оцинкованной стали как правило, так что тут может быть связь.
Простой ответ на данный момент заключается в том, что латунь гарантированно хорошо работает, она доступна и достаточно дешева. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого требуется специальный припой и флюс, а также может потребоваться более мощное оборудование. Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Но если вы действительно хотите узнать, что еще возможно, просто попробуйте… и дайте мне знать, что вы узнали!
Как работает пайка
Соединяемые металлические детали нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них мягкий металлический припой. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на наконечнике утюга и переходил на соединение, потому что это приведет к очень слабому соединению. Можно представить это как форму склеивания «горячим расплавом», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен плавить клей.
На фото выше я расположил жало паяльника так, чтобы оно касалось обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, конец проволоки припоя нужно просто коснуться стыка, и небольшая ее часть должна мгновенно расплавиться. Утюг следует держать на месте ровно столько времени, чтобы позволить теперь жидкому припою правильно проникнуть в соединение. .. то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
.. то есть не только покрыть верхнюю часть, но и стекать на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше настройке не хватает чего-то важного.. нет никаких признаков флюса , нанесенного на соединение. Это была чисто демонстрационная установка, и утюг даже не был включен. Я хотел, чтобы соединения и положение жала паяльника были видны как можно четче. Чуть позже я объясню важность потока.
Что для этого нужно?
См. в конце раздела рекомендации по конкретным производителям, поставщикам и ориентировочные цены для следующего списка:
Паяльник мощностью не менее 30Вт.. Лучше 40Вт! .. предпочтительно с плоским долотовидным наконечником, известным как долото . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Тем не менее, большинство доступных паяльников поставляются с круглыми «карандашными» насадками. Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Как показывают некоторые из старых фотографий здесь, стандартная «карандашная» насадка будет работать, если утюг имеет достаточную мощность для выделения достаточного количества тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком слабы для работы с металлом любой толщины, превышающей небольшую долю миллиметра, потому что большинство из них предназначены для пайки соединений с тонкой схемой. Они не должны быть сильными. Обычно они составляют около 18-25 Вт. Более высокая мощность, такая как 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур, просто у него будет больше силы, чтобы поддерживать необходимое тепло дольше. Это важно, поскольку более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и вариантов цены немного более сложным… но, к сожалению, есть и другие вещи, на которые нужно обратить внимание. Посмотрите на три утюга в сравнении ниже:
Посмотрите на три утюга в сравнении ниже:
Вверху моя старая модель Draper K40P .. 40 Вт / 240 В .., которая поставлялась с долотом и работала очень надежно в течение многих лет. Обратите внимание на головку винта на конце стержня, что означает, что насадку для пайки можно легко удлинить или снять, просто ослабив ее. Бит, поставляемый с Draper, примерно в два раза длиннее того, что вы видите торчащим, а это означает, что есть что удлинить по мере износа. Внизу утюг от «Паяльной станции Parkside», дешевое предложение от Lidl пару лет назад и своеобразные 48 Вт! Этот утюг работает достаточно хорошо с точки зрения тепловыделения, а встроенная подставка делает его удобным в использовании… но… жало для пайки ввинчиваемого типа и очень короткое… настолько короткое, что его невозможно прижать плоско против металла, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … делает его бесполезным, если вам нужен какой-либо контроль! Третий показанный утюг — это утюг мощностью 40 Вт/220 В от компании Silverline, которая производит довольно недорогие, но часто надежные инструменты. Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Он поставляется с «карандашной» насадкой, которую лучше не иметь … но теплоотдача хорошая, стержень тонкий, а прилагаемую насадку можно удлинить (стопорный винт не виден на этой фотографии) для более контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Приведенный ниже тип также может быть хорошим вариантом… хотя угловые биты не очень распространены. Я нашел этот «безымянный» утюг в магазине, и он отлично работал в течение нескольких лет. Возможно, это само собой разумеется … нужно быть особенно осторожным при использовании дешевых электротоваров без торговой марки! Действительно, если вы не знаете, как проверить электробезопасность, или знаете кого-то, кто может, безопаснее оставить в покое!
Подводя итог .. возьмите утюг известной марки мощностью 40 Вт с относительно тонким стержнем, насадкой-зубилом и/или возможностью легкой замены с помощью простого винтового стопорного механизма, и вы не сможете неправильный! Если возможно, убедитесь, что предоставленный бит имеет достаточную длину, чтобы при необходимости его можно было расширить.
Подставка (иногда поставляется вместе с утюгом) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, хлипкие «подставки» из листового металла, которые чаще всего поставляются, никогда не справятся с последними! Кажется, существовало довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонный стиль» на высоте рабочей поверхности. Короче говоря, железо будет много двигаться, независимо от вашего осознания или контроля, что вызывает беспокойство, учитывая, что оно может причинить много боли! Существует дешевое решение, показанное ниже, которое состоит в том, чтобы приклеить любую «стойку» к столу. Здесь я импровизировал вполне адекватную подставку из сварной сетки.
Или более элегантное решение – купить отдельную подставку. Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Этот ниже от Antex и стоит около 6 фунтов стерлингов. Подробнее о ценах позже. Эти подставки утяжелены, и обычно к ним прикреплена губка, которую необходимо смачивать, если она используется для протирания утюга во время работы.
Припой Проволока из мягкого металлического сплава, которая плавится при контакте с теплом, образуя «клей», обеспечивающий соединение. До недавнего времени стандартный тип был 60% олова-40% свинца, но теперь есть много доступных бессвинцовых сплавов. Также распространены «многожильные» припои со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я получал неизменно лучшие результаты, используя старомодный оловянно-свинцовый припой и отдельный флюс.
Флюс Жидкость или паста, наносимая на соединение непосредственно перед пайкой и способствующая правильному сплавлению припоя с металлом путем предотвращения окисления поверхности металла. Флюс испаряется, как только металл нагревается.
Стальная мочалка или тонкая наждачная бумага/ткань для очистки металла перед пайкой. Легче протирать стержни тонкой стальной ватой, но также подойдет наждачная бумага или «мокрая/сухая» бумага.
Влажная губка, стальная мочалка или металлические напильники для очистки паяльника во время работы. Это нужно сделать, когда утюг нагреется, но недостаточно просто сделать это один раз в начале сеанса. Горячий кусок железа снова почернеет в течение минуты, чтобы предотвратить накопление этого окисление очистку необходимо повторять, по крайней мере, каждый раз, когда утюг снова берется в руки. Это не имеет ничего общего с чистотой! … толстый слой окисления предотвратит передачу большей части тепла от биты к латуни.
Пенопласт Kapa-line или толстый картон, на который крепится чертеж шаблона
Предостережение : Предлагается пенопласт Kapa-line (полиуретан), поскольку он является идеальным изолятором (не отводит тепло от металла) и полиуретаном. пена до некоторой степени сопротивляется нагреву. Стандартный (полистирол) пенопласт не подходит. . слишком легко плавится! Если пайка выполнена правильно, бумажное покрытие на пенокартоне Kapa-line обожжется, но опасность возгорания или возгорания пенопласта незначительна. Тем не менее, всегда необходимо соблюдать надлежащий уход! За почти 10 лет проведения мастер-классов мы испытали не что иное, как рутинное подгорание бумаги.. но это отчасти потому, что мы, и люди, принимающие участие, всегда были бдительны! Паяльники нельзя оставлять включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылитель для установки нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для крепления вырезанного металла к шаблону. Лента обычно достаточно устойчива к нагреву, чтобы скрепить детали во время пайки, но клей размягчается, и в тех случаях, когда требуется дополнительное время или участки переделываются, эти крепления могут стать очень слабыми и, возможно, потребуется их замена. Понятно, что «клейкая лента» не вариант, потому что она расплавится!
Скальпель (подходит для прорезания канавки в тонкой латуни) или ножовка для более толстых стержней. Для этого у меня есть несколько старых лезвий скальпеля, и я обнаружил, что надрезать/сломать латунный стержень диаметром до 2 мм довольно легко.
Также плоскогубцы, кусачки для проволоки и металлические напильники .. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный оловянно-свинцовый припой. Кроме того, флюс сгорает в процессе, а пары могут быть вредными, если они накапливаются или остаются поблизости.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию и будет продолжать разъедать металл, если его оставить.
Шаг за шагом
Нарисуйте форму для пайки на бумаге (рекомендую сначала нарисовать 1:10, а затем уменьшить 40% до 1:25, если работаете в таком мелком масштабе). Скопируйте это и нанесите на пенокартон или плоский картон. Это будет шаблон для пайки. Я разработал тот, что ниже, так что я могу использовать изогнутые части скрепок.
Тщательно очистите металл стальной ватой перед нарезкой небольших отрезков, даже если стержень только что куплен. На латунный стержень наносят покрытие, чтобы предотвратить слишком быстрое потускнение, и это будет мешать прилипанию припоя, если его оставить. Протирание тонкой стальной ватой является наиболее удобным методом, хотя «влажная/сухая» или наждачная ткань также подойдут.
Вырежьте металлические детали по размеру и используйте тонкие полоски липкой ленты, чтобы закрепить их на шаблоне. Металлические края должны прилегать к прикосновению, чтобы тепло проходило. К счастью, тонкий латунный стержень на удивление легко режется скальпелем. Просто аккуратно прокатайте лезвие по нему, чтобы сделать тонкую канавку, а затем щелкните! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Небольшой металлический напильник, такой как показанный ниже, будет полезен для тонкой регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется довольно много деталей, которые должны быть одинаковой длины… потому что чаще всего они должны помещаться между двумя горизонталями. Наилучший способ добиться этого — сделать «насадку для резки»… L-образный кусок картона или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый. Если нет, протрите влажной губкой или стальной ватой или используйте металлический напильник. Некоторые производители моделей рекомендуют «лужить» железо на этом этапе (погружать самый конец биты во флюс, а затем наносить на него немного припоя). Это может помочь притоку тепла к металлу в случае возникновения проблем, но может и не быть необходимым.
Я использую маленькую старую кисть, чтобы нанести немного флюса (будь то паста или жидкость) на соединение. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсовано больше флюса, флюс на них испарится по мере нагревания первого стыка. Может и не важно.. просто вошло в привычку.
Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет флюсовано больше флюса, флюс на них испарится по мере нагревания первого стыка. Может и не важно.. просто вошло в привычку.
После нанесения флюса коснитесь жалом паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы нескольких) металлических частей. Подождите несколько секунд. Хорошим начальным признаком является то, что флюс сразу начинает дымиться, что означает, что латунь достаточно нагрелась. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь провода припоя до места соединения. Немного припоя должно мгновенно расплавиться и попасть в соединение. Используйте как можно меньше .. хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настраивать угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что приводит к «успешному» паяному соединению в каждом случае. Это нужно попробовать, и если что-то работает, выглядит правильно и чувствует себя сильным… вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Это нужно попробовать, и если что-то работает, выглядит правильно и чувствует себя сильным… вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работу можно снять с шаблона практически сразу. Такие детали тонкой толщины остынут очень быстро. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством… или сухим методом, используя стальную мочалку), чтобы удалить оставшийся флюс. Если оставить на этом, он продолжит разъедать металл.
Я был очень доволен этим результатом. Мне удалось удержать кусочки латунного стержня достаточно прямо при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки стальной ватой. Часто бывает очень трудно сделать припой настолько минимальным, насколько хотелось бы, и некоторые соединения выглядели слишком «опухшими». Припой настолько мягкий, что его можно срезать кончиком лезвия скальпеля, а можно использовать 9Надфили 0005 , как выше, чтобы удалить излишки. В «наборы» для пайки часто входит демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что лишний припой можно быстро отсосать, пока он еще жидкий. Я еще не попробовал один из них сам … в основном потому, что в этот момент я не хочу рисковать, выбивая медные части из соосности!
В «наборы» для пайки часто входит демонтажный насос , который похож на подпружиненный шприц. Идея состоит в том, что лишний припой можно быстро отсосать, пока он еще жидкий. Я еще не попробовал один из них сам … в основном потому, что в этот момент я не хочу рисковать, выбивая медные части из соосности!
Почему с латунью легче всего работать?
Латунь представляет собой сплав… в данном случае смесь меди и цинка. Цинк придает латуни более прочную поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягок, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из самых доступных металлов в самых разнообразных мелкомасштабных формах. Медь мягче и с ней легче работать, но стержни толщиной около 1 мм слишком легко деформируются и имеют гораздо меньшую структурную жесткость. Кроме того, медь является отличным проводником, а это означает, что стандартные паяльники будут с трудом справляться с постоянными потерями тепла из области соединения.
Кроме того, медь является отличным проводником, а это означает, что стандартные паяльники будут с трудом справляться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и приклад ..! Внизу находятся два маленьких кусочка очень тонкого листа латуни толщиной 0,1 мм, которые были соединены точками плавления припоя. Справа показана простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева показана самая прочная форма соединения, при которой небольшая часть одного куска упирается в другой или «перекрывается» с ним.
Поиск и устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что либо: … это может быть неподходящий тип припоя; стык не оплавлен или его недостаточно; железо может быть еще недостаточно горячим или недостаточно прочным для работы; бита может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близко к обоим кускам металла …
Если ничего не помогает, помогите тепловому потоку, либо «лужением» железа, как некоторые рекомендуют, либо касанием наконечника железа практически над соединением, расплавлением припоя прямо на кончике, чтобы попасть на сустав.
Альтернативный метод
Как я уже говорил, может быть очень сложно удерживать кусочки латуни точно там, где они должны быть, потому что малярная лента немного ослабевает, когда металл нагревается. Если припой плавится и быстро заполняет шов, это не проблема, но по разным перечисленным причинам это часто занимает больше времени. На фото ниже показан метод, которым я доволен гораздо больше и который дает гораздо более привлекательные результаты… но тратить дополнительное время стоит только в том случае, если установка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал прочный «серый картон» из переработанного картона той же толщины, что и стержень толщиной 1 мм, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно лежали в этих пазах. Я использовал это приспособление около 4 раз, и я не понимаю, почему оно не должно длиться дольше.
Выбранные поставщики и цены
Латунный стержень всегда в виде прямых отрезков, никогда в рулонах. Дешевле при длине 1 м, чем 300 мм. например Цены на 4D для 1 м длины (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативный источник — поставки моделей EMA. очень ограничен.
Припой Silverline 60:40 Оловянно-свинцовый припой (4D 1,80 фунта стерлингов за 20 г, доступен по 4 фунта стерлингов за 100 г) работает очень хорошо! Температура плавления 183-190С.
Флюс
Флюс типа «смазка», который я всегда даю во время обучения, всегда работал хорошо, но он у меня был так долго, что оригинальный контейнер начал распадаться … поэтому я больше не знаю марку! Но один, о котором я слышал, не менее хорош, это La-Co Regular Soldering Flux Paste, который можно приобрести в компании Screwfix за 5,39 фунтов стерлингов.на 125 г .. для работы с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Еще одним признанным надежным средством является паяльная паста Fluxite. , подходит для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов потребуются другие припои) и может использоваться со свинцовыми или бессвинцовыми припоями.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Джюсона. По какой-то причине Maplin хранит только 450-граммовые банки, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D 20,99 фунтов стерлингов) Доступны отдельные биты 3,80 фунтов стерлингов. Около 18 фунтов стерлингов на Amazon (с долотом). У AllElectric их нет)
Draper 71417 40W-230V на Amazon £15,95 (на фото изображено долото, надеюсь, это так) и имеет долото в соответствии с фотографиями продукта. Это должно быть хорошо, если он был собран с достаточной тщательностью.
Это должно быть хорошо, если он был собран с достаточной тщательностью.
Стойка Bench Stand Brand Silverline, 4D 3,65 фунта стерлингов стоит приобрести (Antex показан на фотографии около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. также
Дэвид Нит Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C+L Finescale. – перейдите в «Центр знаний» для получения кратких заметок о материалах и методах, включая таблицу с рекомендациями по использованию припоя и флюса для различных металлов
http://www.finescale.org.uk/index.php?option= com_content&view=article&id=27&Itemid=2
4D Modelshop – базовое руководство по мягкой пайке
http://modelshop.co.uk/Content/DynamicMedia/cms-uploaded/files/4D_guide-solding.pdf
Основное руководство по пайке http://www.epemag.wimborne.co.uk/solderfaq.htm — оно написано для его специального использования в электронике, но многие советы применимы.
Нравится:
Нравится Загрузка…
Работа с латунью. Часть 3. Пайка латуни. ваши проекты автоматов. В какой-то момент вам захочется соединить некоторые из этих частей без использования винтов, болтов или другого оборудования. В этом заключительном выпуске нашей серии статей о работе с латунью мы рассмотрим некоторые инструменты и методы пайки латунных деталей.
Инструменты и материалы для пайки
Вот инструменты и материалы, которые я использовал для этой статьи:
- Припой марки Tix
- Флюс марки Tix
- Бутановая паяльная горелка
- Огнеупорный кирпич
- Бывший в употреблении инструмент
- Пинцет
- Молоток
- Напильник по металлу
- Детали из латуни
- Абразивная губка
- Тампон со спиртом
Типы припоя и флюса
Существует множество типов припоя, и я призываю вас поэкспериментировать со всеми из них. Сейчас мы будем использовать мягкий припой под торговой маркой Tix. Это продукт, используемый многими любителями и мастерами по ремонту часов. Tix — мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Сейчас мы будем использовать мягкий припой под торговой маркой Tix. Это продукт, используемый многими любителями и мастерами по ремонту часов. Tix — мягкий припой с низкой температурой плавления. Это важно, потому что высокие температуры могут привести к обесцвечиванию или размягчению латуни в результате процесса, называемого отжигом.
Принципы успешной пайки
Существуют некоторые общие принципы, применимые почти ко всем типам пайки. Соблюдайте эти правила, и ваши шансы на успех значительно возрастут.
Детали должны хорошо подходить друг к другу
Припой немного похож на клей. В одиночку он не очень силен, но вполне способен скрепить два куска вместе. Сделайте это, две соединяемые детали должны иметь как можно большую площадь поверхности. Не ожидайте, что припой будет прочным, если он заполняет большие зазоры между деталями.
Детали должны быть чистыми
Прочность припоя зависит от чистоты сопрягаемых поверхностей.
Детали должны удерживаться на месте во время пайки
Во время пайки детали должны удерживаться неподвижно и прочно.
Нагревать нужно детали, а не сам припой
Это один из самых неправильно понимаемых аспектов пайки. Вы не плавите сам припой. Вы нагреваете обе соединяемые детали, пока они не достигнут температуры плавления припоя. Затем припой стекает к нагретой области и в швы за счет капиллярного действия.
Пайка в значительной степени связана с подготовкой
При пайке любого соединения около 98 % вашего времени уходит на подготовку к пайке, поэтому не торопитесь и не пренебрегайте каким-либо аспектом задачи.
Пошаговая инструкция по пайке латуни
Шаг 0: Подготовка рабочего места
Безопасное рабочее место имеет важное значение. Уберите с участка все легковоспламеняющиеся материалы. Работайте в хорошо проветриваемом помещении или используйте небольшой вентилятор для удаления паров при пайке. Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки. Я часто использую два кирпича, ставя один за другим, один лежит горизонтально. Это создает барьер для пламени и может служить отражателем, от которого отражается тепло от факела.
Я использую огнеупорный кирпич, чтобы создать безопасную поверхность для пайки. Я часто использую два кирпича, ставя один за другим, один лежит горизонтально. Это создает барьер для пламени и может служить отражателем, от которого отражается тепло от факела.
Шаг 1. Сформируйте соединяемые детали
Сформируйте детали так, чтобы они подходили друг к другу. Это потребует времени, проведенного с режущими инструментами и напильниками, чтобы убедиться, что детали очень хорошо подходят друг к другу. Когда вы подносите к источнику света, вы не должны видеть зазоры между вашими частями. Механическое соединение, используемое в сочетании с пайкой, всегда является хорошей идеей, когда требуется прочность. Можно ли нарезать детали, чтобы они подходили друг к другу? Рассмотрите различные способы добавления механического соединения к суставу.
Шаг 2. Очистите поверхности
Используйте напильник, наждачную бумагу, наждачную ткань, губки Scotch-brite или стальную мочалку для очистки поверхностей, подлежащих пайке. Щетка из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что некоторые изделия из латуни покрыты прозрачным лаком, чтобы они оставались яркими. Это должно быть удалено, если припой должен прилипнуть. После того, как детали были очищены, их следует очистить спиртом, чтобы удалить любые мелкие частицы или масла. Когда вы закончите, удалите спирт с рабочего места и дайте кусочкам полностью высохнуть.
Щетка из стекловолокна хороша для очистки труднодоступных мест. Обратите внимание, что некоторые изделия из латуни покрыты прозрачным лаком, чтобы они оставались яркими. Это должно быть удалено, если припой должен прилипнуть. После того, как детали были очищены, их следует очистить спиртом, чтобы удалить любые мелкие частицы или масла. Когда вы закончите, удалите спирт с рабочего места и дайте кусочкам полностью высохнуть.
Шаг 3: Разместите детали
Используйте зажимы или проволоку, чтобы скрепить детали. Высокие Т-образные штифты можно вставить в мягкий огнеупорный кирпич, чтобы удерживать детали на месте. Тяжелые металлические предметы также можно использовать для удержания деталей вместе. Имейте в виду, что эти предметы будут очень горячими. Если их разместить слишком близко к суставу, они могут поглотить тепло, которое вы пытаетесь применить к суставу.
Шаг 4. Нанесите флюс
Припой Tix имеет сопутствующий флюс, представляющий собой прозрачную жидкость. Tix Flux поставляется в бутылочке с кисточкой. Щетка имеет тенденцию распределять слишком много флюса и в неправильных местах. Припой будет иметь сильную тенденцию течь в любом месте, где был нанесен флюс. Если вы хотите получить аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы этого хотите. Когда маленькая капля наносится на сустав, капиллярное действие должно втягивать жидкость между двумя частями. Иногда проще применить флюс, прежде чем соединять детали. Tix также производит антифлюс, который можно наносить в любом месте, куда вы действительно не хотите, чтобы припой попадал.
Tix Flux поставляется в бутылочке с кисточкой. Щетка имеет тенденцию распределять слишком много флюса и в неправильных местах. Припой будет иметь сильную тенденцию течь в любом месте, где был нанесен флюс. Если вы хотите получить аккуратное паяное соединение, используйте тонкую проволоку, чтобы нанести небольшое количество флюса именно там, где вы этого хотите. Когда маленькая капля наносится на сустав, капиллярное действие должно втягивать жидкость между двумя частями. Иногда проще применить флюс, прежде чем соединять детали. Tix также производит антифлюс, который можно наносить в любом месте, куда вы действительно не хотите, чтобы припой попадал.
Шаг 5: Подготовка и нанесение припоя
Когда это возможно, я предпочитаю наносить кусочки припоя на детали. Количество и положение припоя легко контролировать, и во время операции ничего не трогают. Круглая проволока для припоя часто слишком толстая и может скатиться с ваших деталей. По этой причине я использую молоток, чтобы разбить проволоку припоя. Вы будете удивлены, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от сплющенной части и используйте пинцет, чтобы нанести припой прямо на шов, который вы собираетесь склеивать. Наконец, капните немного флюса на припой. Не допускайте попадания флюса ни на один из ваших хороших инструментов! Это коррозионно.
Вы будете удивлены, сколько припоя вы сэкономите, используя эти тонкие полоски. Отрежьте небольшой кусок от сплющенной части и используйте пинцет, чтобы нанести припой прямо на шов, который вы собираетесь склеивать. Наконец, капните немного флюса на припой. Не допускайте попадания флюса ни на один из ваших хороших инструментов! Это коррозионно.
Шаг 6. Нагрев
Припой будет течь навстречу теплу, выделяемому горелкой. Используйте это в своих интересах. Если возможно, нагрейте детали со стороны, противоположной той, где вы разместили припой. Таким образом, припой втягивается в шов между двумя частями.
Зажгите горелку и уменьшите пламя до минимума. Начинайте нагревать кусочки.
Нагрев обеих частей до одинаковой температуры одновременно может быть сложной задачей, особенно если одна из них имеет большую массу, чем другая. Время, проведенное с факелом, направленным на каждую деталь, должно быть пропорционально массе каждой детали. Если вы припаиваете толстый сплошной кусок к тонкому листу или трубке, твердому куску потребуется больше тепла. Держите пламя в движении, тратя больше времени на больший кусок, ненадолго переходя к меньшему и обратно.
Держите пламя в движении, тратя больше времени на больший кусок, ненадолго переходя к меньшему и обратно.
В тот момент, когда детали достигают критической температуры, припой мгновенно «течет», растекаясь по шву и любым прилегающим участкам, где может быть флюс. Текущий припой будет казаться проваливающимся в соединение и мерцающим. Немедленно уберите пламя. Дополнительный нагрев тут не поможет.
Шаг 7: Дайте остыть, промойте и очистите
Охлаждение припоя в течение нескольких минут может показаться не таким уж шагом. Я считаю это одним, потому что слишком много раз я перемещал детали до того, как припой схватился. После остывания хорошо промойте деталь под проточной водой, чтобы удалить остатки флюса. Высушите деталь и удалите лишний припой. Если бы вы были осторожны, их не должно было быть много. Специально для этой цели я храню несколько старых файлов. Вы не хотите испортить свои хорошие файлы, забив их припоем.
Как и многие темы, затронутые в этой колонке, мы коснулись только поверхности.