Олово не прилипает к металлу
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов.
Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе.
Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее. Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя.
Припой не липнет к паяльнику
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
В двадцать первом веке практически всю радио- и электронную технику собирают на роботизированных линиях без участия человека.
Но и в наше время, несмотря на изобилие готовых электронных приборов, существует огромное количество людей, предпочитающих собирать и ремонтировать различные устройства самостоятельно. Непосвященному кажется, что достаточно купить паяльник, припой и канифоль – как станешь радиомастером! Но сначала следует узнать основы процесса.
Припой
Первым делом выбираем припой. Припой представляет собой сплав олова и свинца, обладающий низкой температурой плавления и высокой скоростью застывания, позволяющей легко, быстро и прочно припаивать провода и радиодетали. Впрочем, лучший припой – это чистое олово.
Паяльник
Главный инструмент радиолюбителя – паяльник – вещь простая, но и к нему нужно знать подход, уметь ухаживать за ним и знать технику безопасности. Горе-мастер, не соблюдающих этих правил, рано или поздно сталкивается с различными вопросами, первый из которых: «Почему к паяльнику не прилипает олово?» Эта проблема устраняется путем следующих правил:
- паяльник должен быть хорошо прогрет;
- необходимо очистить напильником жало паяльника от грязи, застывшей пластмассы других остатков предыдущей работы;
- жало необходимо залудить, равномерно покрыв тонким слоем олова;
- поверхность паяемых деталей также должна быть хорошо очищена.
Наконец, необходимо помнить: паяние и лужение невозможны без важного компонента – флюса.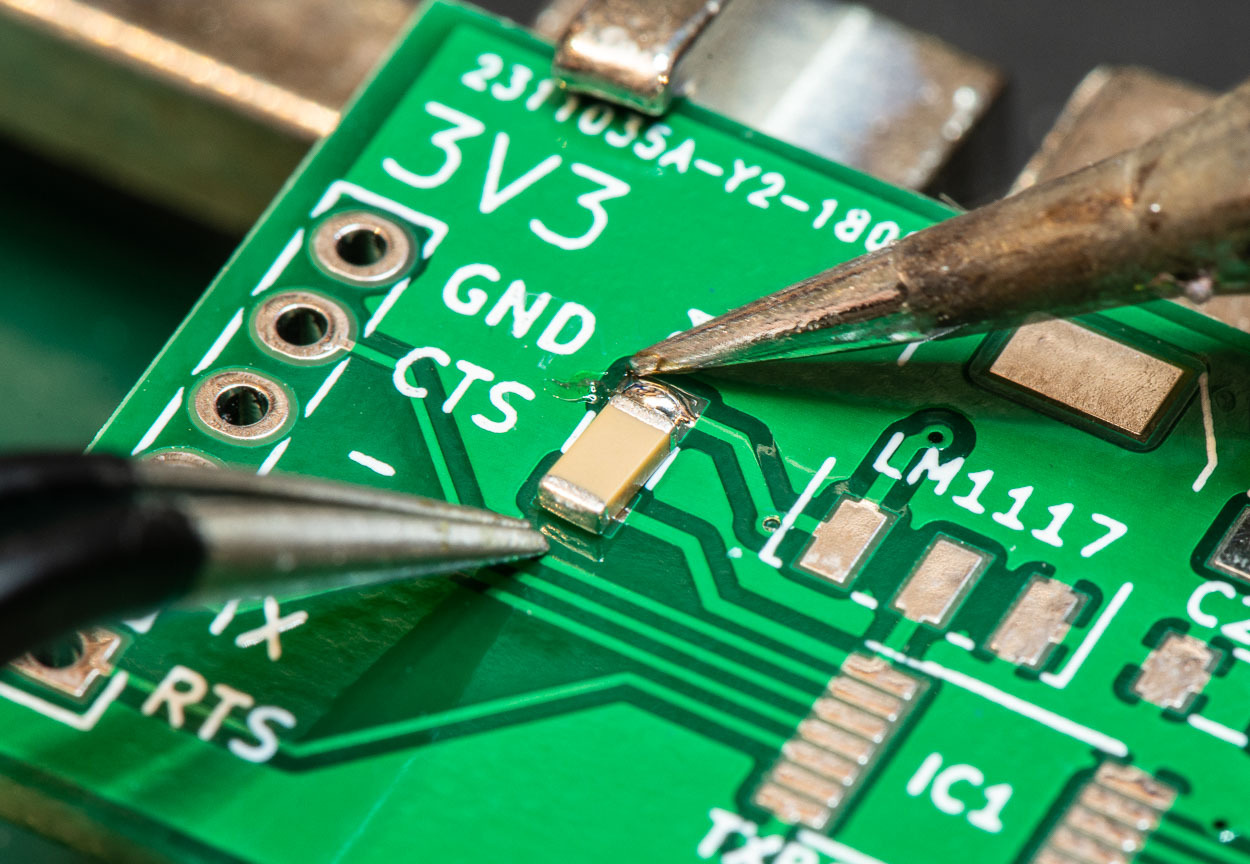
Вещество, препятствующее окислению металлических частей паяльника. Радиомастера в качестве флюса применяют канифоль.
Это азы, однако, не зная азов пайки ничего кроме пожара сделать невозможно.
Почему припой не держится на паяльнике — novaso
Внесение припоя
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому.
Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее.
Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится.
Припой не липнет к паяльнику
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.


Для очистки от нагара подойдут:
- бумага;
- вата;
- ветошь;
- губка;
- поролон;
- канцелярский ластик.
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты.
дь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться.
Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Хитрости и секреты работы с паяльником
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта.
Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.
Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
- сам паяльник;
- припой;
- канифоль.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.
Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Как вычистить жало паяльника
Для лужения потребуются:
- паяльник;
- напильник;
- канифоль;
- олово;
- дощечка из натурального дерева.
Процедура лужения довольна проста, но требует определенного времени. Она сводится к следующим действиям:
- Напильником нужно зачистить до блеска медную поверхность жала. Для этого его прикладывают плашмя к кончику жала. Такая обработка требуется не только для нового паяльника, но и для старого оборудования, у которого жало могло покрыться медной окисью. В ходе обработки напильником жало должно приобрести гладкую и блестящую поверхность.
- Напильник нужно после этого разогреть и опустить в канифоль, а потом в олово и на дощечку. Сразу припой не будет прилипать к жалу. Это объясняется тем, что медная поверхность жала паяльника еще не покрылась равномерно припоем. Для того чтобы завершить процедуру лужения, необходимо повторять указанный алгоритм действия до тех пор, пока поверхность жала из желтой не превратиться в серебристую. В этом случае можно считать процедуру лужения завершенной и приступать к спайке нужных деталей.
Для того чтобы нанесение припоя на медную поверхность жала происходило быстрее, следует использовать дощечку изготовленную из хвойных древесных пород. Лучше всего подходит древесина ели или кедра, так как в ней содержится больше смолистых веществ.
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Почему припой не держится на паяльнике?
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
- Температура нагрева деталей должна быть на 40-80°С больше температуры плавления припоя (указана на упаковке).
- Температура наконечника паяльника должна быть на 20-40°С выше температуры нагрева деталей.
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Почему припой не липнет к паяльнику
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.
- 1. Способы пайки
- 2. Рекомендации
- 3. Заключение по теме
Процесс пайки проводов может показаться простым, и это на самом деле так и есть. Вот только не у всех получается качественное соединение двух проводов между собой. Почему? Потому что есть определенные требования к самому паяльнику, а также к процессу пайки. Итак, рассмотрим вопрос, как паять провода?
Начнем с самого инструмента – паяльника. Перед тем как проводить пайку, необходимо паяльник подготовить. Что для этого нужно сделать?
- Зачистить его жало. Для этого можно использовать напильник или наждачную бумагу. Важно снять с жала напильника остатки олова и грязь, то есть, главное добраться до меди, из которого паяльник сделан.
- Теперь включаем инструмент для пайки в розетку 220 вольт. Начинаем его нагревать.
- Теперь периодически касаемся концом жала то канифоли, то припоя. Делаем то несколько раз. Наша задача – равномерно покрыть рабочую поверхность инструмента припоем.
Итак, паяльник готов, можно переходить к вопросу, как правильно паять провода паяльником.
https://www.youtube.com/watch?v=
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
ТОП-10 основных проблем при монтаже печатных плат
ТОП-10 проблем с пайкой, которые могут испортить ваше электронное устройство
Если вы разработали серьезное устройство, то скорее всего, вы не будете паять компоненты вручную у себя в офисе. На этом этапе все зависит от вашего контрактного производителя,
который осуществит монтаж электронных компонентов на все ваши печатные платы. Хотя процесс монтажа с производителем все еще основывается на тех же принципах, которые вы использовали при ручной пайке в своих опытных образцах, существует несколько мощных видов оборудования, позволяющих выполнить данную работу эффективно. Но из-за того, что задействовано серьезное оборудование, еще не означает, что этот процесс менее подвержен ошибкам, чем ручной монтаж. Поверхностный монтаж на уровне производства все еще остается очень точной наукой, которую необходимо тщательно контролировать опытными технологами. В противном случае, вы столкнетесь с одной из этих 10 проблем с пайкой на печатные платы.
Пайка волной припоя
Если это ваш первый проект, где вы полагаетесь на контрактного производителя электроники, который будет изготавливать и собирать ваши устройства для вас, то пайка волной припоя будет для вас новым термином. Это процесс прохождения вашей печатной платы через гигантскую печь, где все электронные компоненты присоединяются к печатной плате в считанные секунды. Как вы можете себе представить, этот процесс более эффективен, чем ручная пайка компонентов вручную и задействованное оборудование может одновременно обрабатывать как сквозные, так и поверхностные компоненты.
Оборудование Сити Электроникс для пайки двойной волной, выглядит как гигантская печь! Процесс пайки волной припоя использует оборудование для пайки волной, как показано на рисунке выше. Это оборудование представляет собой автономную печь, которая берет пустую плату с размещенными элементами на одном конце и на другом конце вы получаете полностью спаянную плату. Между этой начальной и конечной точкой находятся несколько процессов, в том числе:
Применение флюса. Ваша печатная плата сначала помещается на ленточный конвейер в начале оборудования для пайки волной припоя и наносится слой флюса. Этот слой очищает все ваши электронные компоненты и гарантирует, что припой правильно прикрепиться к контактным площадкам на плате.
Прогрев. После прохождения через флюс, ваша плата располагается на подставке для подогрева. Этот процесс нагревает вашу плату ровно настолько, чтобы предотвратить любой тепловой удар, прежде чем она пойдет в сам процесс пайки волной.
Пайка волной. На этом последнем этапе, ваша плата проходит над жидкой паяльной волной. Нижний слой вашей печатной платы будет контактировать с жидкой волной припоя, образуя соединение между каждым элементом и связанным с ним отверстием или контактной площадкой.
Процесс пайки волной в визуальной форме (на картинке)
Как видите, этот автономный процесс пайки волной имеет много вариаций для ошибок, начиная от неправильного нанесения флюса, до самых финальных этапов процесса пайки волной. Ниже мы рассмотрим, как эти процессы могут взаимодействовать с вашей печатной платой, вызывая некоторые непреднамеренные проблемы.
Примечание. Если на вашей плате возникнут проблемы с пайкой, это не всегда ваша вина. Да, есть определенные решения, которые вам необходимо принять во время процесса проектирования, которые будут влиять на технологичность вашей платы, такие как расстояние между компонентами, ориентация и т.д., но помимо этого, многие проблемы возникают в процессе пайки волной из-за проблем вашего контрактного производителя, которые необходимо будет исправить.
Не сразу возлагайте вину на себя, если ваша плата испортилась из-за проблем при монтаже печатных плат. Процесс тестирования после изготовления плат покажет основную причину, будь то дефект вашей разработки или это проблема с процессом или материалами вашего производителя. Когда вы или ваш производитель ищете дефекты, всегда полезно иметь идеальный образ в голове как выглядит качественное паяное соединение. Посмотрите ниже на картинке.
Правильное соединение припоя с гладкой поверхностью и углами смачивания от 40-70 градусов. (на картинке)
№1 — Соединение припоя
Посмотрите первые два контакта на этой микросхеме; они связаны, образуя паяный мост. (на картинке) Соединение припоя происходит, когда два паяных соединения соединяются, образуя непреднамеренное соединение, которое может привести к коротким замыканиям на вашей плате. Как вы можете видеть на изображении с права, первые два контакта этой микросхемы соединены вместе. Это плохой знак! Некоторые причины паяных мостов могут быть по следующим причинам:
При разработке печатной платы были плохо распределены веса с крупными компонентами на одной стороне.
Не отставляете достаточно места между контактными площадками и слоем маски.
Не правильная ориентации компонентов одного типа в одном направлении.
№2 — Поднятые компоненты
Поднятый компонент, который поднялся во время пайки волной припоя (на картинке)
Наличие поднятого элемента означает, что он приподнят над основанием вашей печатной платы во время процесса пайки волной припоя. Это в конечном итоге выглядит как надгробная плита. Причины для этого типа проблемы могут быть в следующем:
Неправильная длина провода DIP компонента, который в итоге поднимается при входе в ванну для пайки.
Пайка волной припоя гибкой печатной платы, которая изгибается, в то время, как компоненты остаются плоскими.
Использование компонентов, которые имеют различные требования к термической или свинцовой паяемости.
№3 — Чрезмерный припой
Избыток припоя накапливается на этом стыке, обратите внимание на округлую форму. (на картинке)
Если ваша плата прошла через оборудование пайки волной и потребовала слишком много припоя, то вы получите избыточное накопление.
Обратите внимание на округлую форму на картинке и хотя этот избыточный припой все еще может образовывать электрическое соединение, становится уже трудно определить, что происходит внутри этой округленной массы. Причины чрезмерного припоя могут быть по следующим причинам:
Не правильная ориентации компонентов одного типа в одном направлении.
Использование неправильной длины свинца к коэффициенту площадки во время вашего процесса проектирования.
Со стороны производителя, конвейерная лента могла работать слишком быстро.
№4 — Шарик припоя
Шарик припоя прикрепляется к контакту компонента. (на картинке) Шарик припоя происходит, когда маленький кусочек припоя прикрепляется к поверхности вашей печатной платы в процессе пайки волной.
Причины образования iшарика припоя могут быть по следующим причинам:
Температура припоя слишком высока в оборудовании для пайки волной.
Припой падает обратно в волну припоя во время разделения и выплескивается обратно на вашу плату.
Газы, выделяющиеся при нагревании флюса, заставляют жидкость припоя выплескиваться обратно на вашу плату.
№5 — Отсутствие смачивания
Вы можете увидеть незащищенную медь от отсутствия смачивания. (на картинке справа)
Когда ваш припой «мокрый», это хорошо. Это означает, что ваш припой достиг идеального жидкого состояния и сможет правильно прикрепиться к проводнику компонента.
Может быть две проблемы с этим процессом смачивания. Первый — это отсутствие смачивание, когда расплавленный припой покрывает свинец или контактную площадку, а затем отступает, оставляя за собой припой странной формы, а второй -это когда припой только частично прикрепляется к поверхности, оставляя медь незащищенной . Причины обеих этих проблем смачивания могут быть по следующим причинам:
Склад производителя не меняется должным образом. Многие компоненты имеют срок годности пайки только около года.
У флюса, используемый вашим производителем, мог закончится срок годности, так как он должен быть заменен после сорока часов использования.
Покрытие, используемое на латунных штифтах, возможно, не было надлежащим образом покрыто медью.
№ 6 — Поднятые площадки
Эта поднятая площадка, возможно, была чрезмерно переработана. (на картинке) Если компонент по ошибке спаян и требует удаления, это может привести к подъему площадки указанного компонента с вашей печатной платы.
Причины для поднятой площадки могут быть по следующим причинам:
Чрезмерная переработка контактной площадки там, где слой между медью и вашей платой разрушен.
Платы разработанные с тонкими слоями меди более подвержены этой проблеме.
Возможно, ваша плата не получила равномерный слой медного покрытия для выводных компонентов со сквозными отверстиями.
№7 — Переходные отверстия
Переходное отверстие высвобождает некоторое количество избыточной влаги на плате. (на картинке) Данные отверстия с избыточной влагой легко можно определить, просто посмотрите на отверстие в паяном соединении.
Эта отверстие может идти от слоя, за которым вы наблюдаете, вплоть до внутренних слоев или даже нижней части вашей платы, вызывая проблемы с подключением. Причины этих отверстий могут быть по следующим причинам:
Избыточная влага накапливается на вашей плате, которая потом пытается выйти через тонкое медное покрытие.
Некорректно направленные компоненты схожего типа на плате, что может привести к плохому процессу меднения.
Во время процесса проектирования, сделано слишком малое или слишком большое отношение свинца к отверстию.
№8 — Отсутствие припоя
Нет припоя на контактной площадке SMD компонента. (на картинке) Отсутствие припоя происходит, когда припой проскакивает над поверхностью контактной площадки, не оставляя ничего на поверхности.
Причины отсутствия могут быть по следующим причинам:
Ваш производитель использует неверную высоту волны между вашей платой и волной припоя.
Выделение газов от флюса под вашей платой, приводит к тому, что припой неправильно прилипает к стыку.
Во время процесса проектирования были созданы неровные размеры площадок для SMD-компонентов.
№9 — Флаги припоя
Флаги припоя стоят на печатной плате. (на картинке) Хотя сами флаги припоя не влияют на корректное соединение на вашей печатной плате, они указывают на плохое применение флюса и проблемы с дренажем припоя и могут «помечать» проблемы с припоем в других местах на вашей плате. Причины этих выступов на плате могут быть по следующим причинам:
Припой стекает слишком медленно с оборудования пайки волной, что приводит к чрезмерной высоте припоя.
Непоследовательное применение флюса — это можно определить, если вы видите на вашей плате похожие на «усы» следы припоя.
Если ваш поставщик компонентов отрезает провода на ваших DIP компонентах и далее их хранит в течение длительного периода времени, это может вызвать окисление и припою будет сложно прикрепиться.
№10 — Изменение цвета припоя
Видите темные пятна на этой плате? (на картинке)
Эта последняя проблема, связанная с пайкой, носит чисто косметический характер, но ваш производитель должен найти время, чтобы выяснить причину. Обнаружение обесцвеченной маски можно обнаружить на припое, вашей печатной плате и даже на ленточном конвейере в оборудовании для пайки волной. Причины таких пятен на маске могут быть по следующим причинам:
Ваш производитель использует разные флюсовые материалы или более высокие температуры между разными участками пайки волной для одной платы.
Ваш производитель меняет тип или толщину паяльной маски в середине цикла пайки.
Ваш производитель смешивает партии печатных плат во время того же процесса пайки волной.
Оседлай волну
Вот вам и 10 самых распространенных проблем с монтажом печатных плат, которые могут испортить ваш готовый электронный модуль. Опять же, имейте в виду, что все описанные выше проблемы не обязательно являются вашей ошибкой, если они возникают. Если вы придерживаетесь набора передовых методов проектирования для производства плат (DFM), то проблема, скорее всего, ложится на вашего контрактного производителя. Конечно, все эти проблемы с пайкой должны быть определены вашим производителем на этапе проверки. Если проблема обнаружена, то следует процесс поиска основной причины, будь то проблема с процессом пайки волной или проблема с вашей разработкой. Чтобы всегда быть на чеку и избегать проблем с пайкой, всегда держите под рукой контрольный список DFM, чтобы убедиться, что вы соответствуете рекомендациям производителя. Таким образом, вы можете получить хорошую печатную плату с первого раза и после это каждый новый раз.
Если вы не желаете тратить деньги и время на поиск достойного контрактного производителя, то можете воспользоваться услугами нашей компании. Мы выполняем монтаж печатных плат на специализированном оборудовании премиум класса. Его применение гарантирует точность установки компонентов и высокую скорость операций. При этом удаётся избежать дефектов и гарантировать минимальный брак при помощи 3D рентгена. Ещё одна популярная методика — навесной монтаж печатных плат. Для её реализации применяются специализированные паяльные станции и пайка двойной волной припоя. Мы внедрили с 2019 года технологию бессвинцовой пайки компонентов.
Почему припой не липнет к проводу
Не прилипает олово
20 авг 2012 16:54
Спецы по пайке! Хэлпу прошу! Думал пропаять скрутки в коробке. Купил паяло, канифоль, припой. Зачистил провода в коробке и на облуживание потратил. полдня. И Даже облудить не получилось, не то что пропаять. Не скажу что спец великий по пайке, но опыт работы с паяльником имею, в том числе и скрутки приходилось паять, с таким не сталкивался. А тут никак: олово не липнет даже на жало паяльника (40Вт) – плавит нормально. Облудил как надо.
Пробовал уже сразу на покрытый канифолью провод припой наносить – тот же результат. Сгонял, купил пузырек – «кислота паяльная» и тоже самое.
Вот фото: обычный паяльник (Китай если че), обычная канифоль, ну и припой. Может припой левый какой, а?
Други, выручайте советом!
| SergeyE (Москва) 2 мая 2005 18:04:31 | Всем привет ! |
Как лудить многожильные провода ?
Лудил провода не медные и не аллюминиевые, а стальные что ли – в проводе утюга Philips; в первый раз такие видел. В расплавленное олово окунаю – ничего не прилипает. Канифолью, что ли провода натереть ? Я думал, что канифоль – это чтобы олово к жалу паяльника не прилипало.
Растроился и выключил паяльник с ванночкой (сделана из гильзы, прикрепленной проволкой к жалу паяльника 65Вт), а провода продолжаю макать. Только олово стало застывать в ванночке, так оно стало на провода налипать – только не тонким аккуратным слоем, а огромной шишкой – мне так не надо.
Может дело в проводах ?
Сергей
(Moscow)
2 мая 2005
18:27:47
провод в утюге не может быть стальным.
(Москва, Р.Ф.)
2 мая 2005
18:31:06
(Brest, BY)
2 мая 2005
21:08:12
Воняет аспирин по страшному. Применять только на открытом воздхе. А вообще паяльная кислота (любой радиоларек) или у старых матерых электриков буру спросить немного (кста тоже воняет). Да, паяльник я бы 100 взял для пайки железа.
(Челябинск)
2 мая 2005
21:41:53
А провод скорее всего окисленный, потому и не паяется. Хотя бывают всякие фокусы, например провода для монтажа слаботочки бывают с никелевым покрытием. Они предназначены для крепления под зажим и в этом качестве очень хороши так как не окисляются, соответственно контакт не ухудшается. Но для пайки этот никель надо сдирать, иначе не лудится совершенно.
(Самара, Россия)
2 мая 2005
21:45:34
Короче нужен флюс – и более сильный, чем канифоль. Ацетилсалициловая кислота слишком агрессивный флюс в данном случае – обычно с ее помощью лудили медные провода не счищая лаковую изоляцию – разъедает мгновенно.
Я в таком случае пользуюсь хлористым аммонием, растворенным в воде – достаточно мазнуть таким раствором место спая/лужения и потом дотронуться паяльником с набранным оловом – и олово само разбегается по поверхности даже впереди паяльника. Иногда хлористый аммоний разводят в глицерине.
С уважением, Сергей
(москва)
2 мая 2005
22:59:36
лудить обязательно?
продаются такие наборы трубочек-наконечников.
надевает и зажимаем.
(Москва)
3 мая 2005
13:29:35
так зачем канифоль нужна – чтобы олово лучше прилипало или наоборот не прилипало (для этого и жало паяльника предлагаете облудить) ?
Все жилы блестят как новые.
Может быть, но обрезанные торцы у них того же цвета, что и бока.
Да – хочу научиться.
(Москва)
3 мая 2005
13:31:04
3 мая 2005
13:47:20
> обрезанные торцы у них того же цвета, что и бока
Нихром? А зачем его паять? Зажать – и вся недолга.
(Москва)
3 мая 2005
13:54:36
Сходите к пионерам в радиокружок и всего-лишь один раз посмотрите как это делается.
Элементарная лень мешает использовать Яндекс?
http://sovet.bos.ru/html/ideiie_e_niiniau_iaijieij_.html
http://fi-com.ru/technics/soldering.php
http://www.mastergrad.com/cgi-bin/models.cgi?07&info&7
(Челябинск)
3 мая 2005
14:41:41
Так это провода, которые идут изнутри утюга? Тогда это действительно может быть нихром (хотя провод многожильный – странно) и паять его бесполезно. При включении утюга нихром нагреется (он, собстенно, затем там и стоит) и расплавит припой. Нихром только под зажим.
(Moscow, Russia)
3 мая 2005
15:09:07
Вобщем, как и в частности – для разных материалов применяется разный припой, флюс(канифоль), паяльник или другой прибор, температура и правила.
Вам верно посоветовали – провода ведь можно соединять не только пайкой или скруткой, но и клеммниками с концевиками. Нагревающиеся элементы лучше соединять механическими методами, сваркой.
Возьмите концевик, обожмите им провод, да соединяйте с чем хотите.
Я имею в виду вот такие:
http://colan.ru/prices/level2n.php? >
Вообще-то в утюгах для соедиения выводов тена с проводом существуют клеммники. Тен и провод зажимаются по разные болты(возможно не всегда, всех утюгов не разбирал).
(Москва)
3 мая 2005
20:05:19
нет – провод питания
(Москва)
3 мая 2005
20:08:18
Неужели те ссылки, которые я вам подкинул так ничему и не научили?
В этом случае приходится констатировать, что вы не в тигле, а в танке. :-(((
(Самара, Россия)
3 мая 2005
21:36:10
Короче фото конца провода, подлежащего залуживанию, в студию.
А реально залудить можно даже алюминий, вот только зачем?
С уважением, Сергей
4 мая 2005
09:58:45
Как эти два (или один? три?) провода были соединены со шнуром раньше?
(Москва)
5 мая 2005
10:24:40
(Москва)
5 мая 2005
11:41:53
Так вам надо присоединить провод который идёт от утюга к вилке. И всё.
И для этого надо было городить тигель.
(Москва)
5 мая 2005
16:44:05
Цитирую: » Да – хочу научиться.»
(Москва)
5 мая 2005
17:01:20
Паяльник и канифоль – больше ничего не надо, если провода медь. Канифоль можно заменить на нейтральный флюс.
В теме выше всё написано.
(Москва, Р.Ф.)
5 мая 2005
20:42:53
(Москва)
5 мая 2005
20:50:26
Если бы вы имели возможность посмотреть года через два на соединение паяное с аспирином, и не промытое потом.
Лучше не использовать. И воняет.
PS А канифоль можно с ёлки набрать :-)))
(Челябинск)
5 мая 2005
22:33:23
(Самара, Россия)
6 мая 2005
00:08:27
> А канифоль можно с ёлки набрать
Вы имеете ввиду смолу? 🙂
Канифоль еще есть в секциях тяжелой атлетики и у скрипачей – можно пропробовать отнять у кого-то из них 🙂
> Эти . (ну нет печатных слов. ) регулярно пытаются паять каким-то флюсом, полупроводящим, что-ли
Ну, канифоль на спирту разведенная дает такой эффект.
С уважением, Сергей
(Челябинск)
6 мая 2005
05:58:19
> > Ну, канифоль на спирту разведенная дает такой эффект.
Не, с канифолью все получается нормально, проверено. Да и спирт высыхает относительно быстро. А там наблюдал дивную картину. Из платы торчит металлический штырь (точка подпайки). Все провода, конечно, уже отпаяны. Все дорожки на плате, ведущие к этому штырю, перерезаны. А на штыре наблюдаются красивые прямоугольные импульсы :). Причем подключение на землю через 10 кОм лишь немного искажает их форму. И это все при условии, что при нормальной работе в этой точке вообще должен быть постоянный уровень.
(Москва)
6 мая 2005
10:47:09
им она зачем ? вроде только тальк на ладони нужен
(Самара, Россия)
6 мая 2005
23:01:04
> А там наблюдал дивную картину.
Никуда не дется – надо «языка» брать и выпытывать Главную Военную Тайну.
🙂
Подошвы штангеток натирают, чтобы на помосте не скользили при выполнении разножки или ножниц.
> вроде только тальк на ладони нужен
🙂
Тальк – это детская присыпка, а чтоб руки не скользили используется магнезия.
С уважением, Сергей
(Донецк, Украина)
10 мая 2005
14:20:18
Канифоль – это флюс.
Флюс – это такое вещество, которое разрушает защитную пленку окислов на металлах. Применяется для того, чтобы припой хорошо растекался и прилипал к припаиваемым деталям.
Для того же облуживают и жало паяльника – чтобы припой к нему прилипал, равномерно прогревался и стекал.
Однако стоит помнить, что если всякая селедка – рыба, то не каждая рыба – селедка (с) Капитан Врунгель.
Канифоль – это нейтральный флюс, она не разрушает в дальнейшем место пайки. А есть кислотные флюсы, которые паяют легко, но их остатки нужно тщательно смывать. В электронике и электротехнике применяют только нейтральные флюсы.
Канифоль легко купить на радиорынке, даже у старичков, котрые всякие старые провода и моторы продают, а также в музыкальных магазинах (для скрипичных смычков). Есть и «продвинутые» флюсы, но это уже не везде купишь.
Облуживать многожильные провода все-таки лучше не тиглем, а достаточно мощным паяльником, предварительно чем-нибудь зачистив от окислов сам провод (хотя бы лезвием ножа, перпендикулярно проводу). Дело в том, что само жало паяльника еще немного «сдирает» окисную пленку уже при соприкосновении и движении по проводу. Проще всего это делать так:
На хорошо облуженное жало паяльника набрать немного припоя (НЕ чистого олова. ), но чтобы была заметна капля.
Взять большой кусок канифоли, прижать зачищенный провод к нему, сверху прижать горячим жалом паяльника. Провод тут же немного утонет в расплаве канифоли, его уже можно вынуть, канифоли будет достаточно.
А теперь можно водить жалом по проводу, нанося расплавленный припой. Провод желательно поворачивать, чтобы облудить со всех сторон.
Процедуру лужения не затягивать, ибо провод нагревается ощутимо, и может начаться плавление изоляции.
(Санкт-Петербург, Россия)
10 мая 2005
18:46:19
2IS -если бесцветный -то глицерин -очень хороший флюс тока эл.проводный легко смывается водой. Я им часто паяю тк удобно теплой водичкой промыл плату, а то у некотор моих аллергия к изопропиловому спирту(этилов я не работаю :))
Самый лучший флюс всех времен и народов это ЛТИ-120
Дешев(130 руб 1.5 литра я все никак не могу израсходовать уже 1 год при условии ежедневн пользования и иногда мелкосерийн производства)нетоксичен, жидкий, спиртоканифольный с активн добавками. С ним паяется все широкораспространенное и окислившееся. Если и он не помогает тоды ЛТИ-115 подороже, но и нужен нечасто. А так флюсов как собак нерезанных. Но ЛТИ-120 рекомендую иметь дома каждому мастеру. Единственное не проливать. А канифоль она нужна конечно,но как промежуточная вещь когда есть ЛТИ 120 -тока паяльник время от времени сувать, а так 120 наносим на спаив детали (он жидкий лучше окунуть или кисточкой).
(Москва, Р.Ф.)
10 мая 2005
19:27:55
(Москва)
10 мая 2005
21:26:01
Теперь думаю, как бы канифоль расплавить – чтобы не ждать, а окунать провод в канифоль – т.е. ее надо нагреть до температуры плавления, но не сгорания, если это возможно. Тогда бы процесс шел еще быстрее.
PS Для тех, кто интересовался стальными проводами – такие же используются в электроплитах.
(Челябинск)
10 мая 2005
22:09:05
> > если бесцветный -то глицерин -очень хороший флюс тока эл.проводный легко смывается водой.
Бесцветный. Может и глицерин – не знаю, похоже даже сами техники не знают. Насчет воды, конечно, хорошо, если плата сама по себе. У меня ситуация хуже – плата привинчена и толстым жгутом проводов припаяна к прочим потрохам, включая и блок питания. Поэтому для промывки вынужден использовать спирт как не электропроводный и быстро испаряющийся. Сам я обычно паяю канифолью, некоторые мои коллеги – самодельным аналогом ЛТИ-120, т.е. раствором канифоли в этиловом спирте.
> > Теперь думаю, как бы канифоль расплавить
Элементарно, Ватсон :). Берем пузырек, наливаем туда спирта и начинаем закидывать туда дробленую канифоль, она постепенно растворяется, добавляем еще. В результате получается жидкая канифоль. Очень удобно использовать флаконы от лака для ногтей – там уже и кисточка в комплекте. Только надо следить, чтобы не пролить эту гадость куда-нибудь. Ликвидация последстий черезвычайно противное мероприятие.
(Москва)
10 мая 2005
23:19:56
Канифоль, растворенная в спирте, электропроводна?
2IS: Вы знакомы с прибором ОПС «Фобос А»?
11 мая 2005
00:00:49
(Самара, Россия)
11 мая 2005
00:27:18
Иногда, на высоких частотах.
А промывать потом водой сможете?
С уважением, Сергей
(Челябинск)
11 мая 2005
07:27:54
> > Канифоль, растворенная в спирте, электропроводна?
Практически нет. Плюс спирт бытсро испаряется, остается обычная канифоль.
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть.
Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Вожу пальником также, как водят паяльником на ютубе, но результат «как на ютубе» не получается. В чем может быть причина?
Если провода перед скруткой надо заранее покрывать припоем, так на видеоролике я этим занимаюсь с 1:30, однако припой к проводу не липнет.
Может паяльник слишком мощный 80вт и провод обгорает быстрее чем прилипает припой? Однако применение паяльника 25вт заместо 80вт, показало, что скрутка вообще не прогревается, припой прилипает только за счет того, что провод холодный. Если двумя пассатижами раскручивать припаянную скрутку, то припой отскакивает от меди и пайка вообще не держит. (этот момент я на видео не снял, так как работая двумя пассатижами под потолком, не во что взять смартфон).
флюса беру достаточно, видно, что паяльник аж дымится,
припоя на паяльнике держится тоже достаточно, в начале ролика видно, что капля постоянно соскакивает и никак не прилипает к скрутке.
Тот кто в ПУЭ запретил скрутку, а разрешил пайку был ещё большим вредителем, так как из ролика видно, что пайку (в отличии от скрутки) вообще никак не проконтролировать. Скрутку можно сделать и 3 и 5 сантиметров и это будет служить годы, а пайка не прилипает к меди сразу… неизвестно какое там вообще переходное сопротивление получается.
за год работы в разных зданиях, я пайку встречал только внутри светильников изготовленных на заводе, пайку в распред коробках не встречал вообще нигде.
Может быть отступить от ПУЭ и перестать паять скрутки, раз они не паяются?
Интересно, а почему они не паяются? В чем может быть причина? (провод 0,5 мм2 во всяких светильниках вполне нормально паяется, я сам чиню светильники периодически пайкой. А вот 2,5 и 1,5мм2 не паяется. Может медь какая-то «не такая», с примесями?)
Благодарю за подсказку.
Государственным зданиям ваш совет пригодится.
Изменено 6 декабря 2017 г. пользователем Мастер Михалыч
Лужение платы | Электроника для всех
Вот решил попробовать показать процесс лужения платы как это делаю я. Фотик, падла, постоянно теряет фокус, поэтому качество стремное. Да еще на улице темно и освещения нехватает. Так что принимайте как есть 🙂
Лужу обычно я паяльником, обычным плоским жалом. Мега лудило из оплетки использую только тогда, когда надо залудить плату размером А4 или около того. А для мелких плат можно и паялом. В качестве флюса ЛТИ-120, температура паяльника порядка 270 градусов. Движения быстрые и легкие, нажимать и применять усилие ни в коем случае нельзя, т.к есть риск что отвалятся дорожки, особенно тонкие. Также осторожней с отдельными пятачками, эти падлы отлетают только так, ну а о буковках я и не говорю. Их лучше вообще не лудить. Так что действуем быстро и аккуратно. Флюса не жалеть, мазать кистью от души. Припой брать вначале много, а потом размазывать по всей плате. Под конец лужения я вообще не беру припой с катушки, а смачиваю паяльник прям об плату, снимая излишки припоя и перенося их в другое место. Место, где будут SMD компоненты, надо изначально лудить так, чтобы там не было капель, только микроскопический зеркальный слой, иначе ты потом не поставишь туда микруху ровно.После плата промывается водой с мылом, смывается весь флюс и поверхность нежно, не применяя усилие, натирается самой мелкой наждачкой, в результате все торчащие неровности сглаживаются. Наждаку желательно тряпочную, т.к. от бумажной отваливается образив и царапает все вокруг. Гадость. После зашкурки плата снова промывается и сушится. Все, готово. Можно напаивать детали.
Хотел еще показать как я запаиваю PLCC, но гадский фотик не врубился на запись, а заметил я это уже когда впаял. 🙁
Записки мастера. Часть 3. Паяльные дела — android.mobile-review.com
28 марта 2017
Макс Любин
Вконтакте
Привет!
Продолжаем узнавать про самостоятельный ремонт на дому, без похода в сервис.
Сегодня речь пойдет про азы паяльных работ.
Рабочее место
При проведении паяльных работ обеспечьте хорошую вентиляцию и освещение. А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Техника безопасности
Оснастите свое рабочее место надежным держателем для паяльника, который у вас не получится случайно смахнуть рукой или сдернуть за провод. Уберите от паяльника все легко воспламеняющиеся материалы. Замечательно, если лежащий на своем месте паяльник будет защищен от возможности к нему прикоснуться (домашние животные очень любят их нюхать или трогать, и поверьте будет не очень приятно носиться по дому за орущим котом или собакой, у которых распух нос или лапа от знакомства с поверхностью такого интересного предмета). То же самое справедливо и по отношению к маленьким детям.
Инструмент и материалы
Что нам понадобится для пайки? Для начала, конечно паяльник со сменными жалами (в идеале паяльная станция). Как я уже писал в предыдущей статье, для начала своей ремонтной деятельности лучше всего использовать паяльник небольшой мощности (25W), таким образом вы сведете к минимуму риск перегреть, а значит вывести из строя элементы на плате.
Основными расходными материалами, которые потребуются вам для пайки, являются припой и флюс.
Припой
Припой – материал, используемый для соединения различных элементов методом пайки.
В качестве припоя, в ремонте электроники чаще всего используют сплав олова с различными материалами.
Существуют припои с разной температурой плавления. Если вы не планируете паять алюминиевые кастрюли, вам подойдет самый популярный вид припоя – ПОС-61, который состоит из 61% олова и 39% свинца. Температура его плавления 190 С.
ПОС-61, это мой основной вид припоя. Он бывает в различных формах, начиная от толстых прутков, слитков, и заканчивая тонкими, полыми трубками, внутренности которой заполнены флюсом (канифолью). Таким образом мы получаем удобный материал «2 в 1», использование которого существенно упрощает нам жизнь. Благодаря такой конструкции нет необходимости отрываться от процесса пайки и опускать жало паяльника в канифоль.
Но, не всегда получается использовать ПОС-61. В процессе ремонта электроники нередко возникает необходимость паять элементы, чувствительные к перегреву, которые необходимо паять при низкой температуре. В этом случае я использую в качестве припоя сплав Розе (ПОСВ-50). Он состоит из трех элементов, олово – 25%, свинец – 25%, висмут – 50%.
Особенностью этого сплава является очень низкая температура плавления, всего 94С (ниже температуры кипения воды). В этом случае можно не беспокоится о возможном перегреве схемы. Однако, важно понимать, что не стоит паять сплавом Розе элементы, в процессе эксплуатации, подвергающиеся воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50 существует довольно большое количество припоев, для различных условий пайки, но я рассказываю лишь о собственном опыте и о домашнем применении, поэтому ограничусь этими двумя видами, которые использую.
Флюсы
Флюс – активное вещество, с помощью которого паяемые поверхности очищаются от оксидов, и обеспечивается лучшее растекание припоя и его контакт с поверхностью.
Вот тут начинающего мастера ждет раздолье, и одновременно муки выбора.
Все флюсы можно поделить на две больших категории: 1 — агрессивные, 2 — не агрессивные. Агрессивные обычно сделаны на базе различных кислот, активно воздействующих на поверхности, поэтому после применения их обязательно нужно смыть с помощью Flux-off. Не агрессивные в своей основе как правило имеют всем хорошо знакомую канифоль.
Самый простой способ – купить флюс в любом магазине радиодеталей. Я чаще всего использую ЛТИ-120.
Но и в домашних условиях можно сделать оба вида флюса самостоятельно. Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Кроме этого, если по каким-то причинам, вам нужен агрессивный флюс, можно залить спиртом обычный аспирин, который прекрасно справится с этой ролью. Только будьте готовы к неприятному запаху при пайке.
Кроме всего прочего, настоятельно рекомендую обзавестись маленькими кусачками, надфилем (напильником) и несколькими пинцетами. Надфиль вам понадобится для зачистки паяльника, кусачки для откусывания лишних ножек с деталей или снятия изоляции с проводков, ну а пинцет, чтобы держать детали во время пайки.
Начало
Жало у паяльников бывает двух основных видов.
- Медное (или из сплава меди).
- Никелированное, его еще называют вечным или несгораемым.
На этапе обучения, я бы все-таки советовал бы медное жало — им паять проще. Никелированное требует особого ухода и очень не любит механических воздействий. Его нельзя зачищать напильником, царапать, шкурить. Чистить рекомендуется только мокрой тканью. А еще, чтобы им паять, необходимо не только не давать ему греться выше 300 градусов, но соблюсти целую технологию, для которой больше подходит слово ритуал, иначе припой просто не будет липнуть на жало.
С медным жалом таких заморочек нет, но в отличии от никелированного, оно имеет свойство выгорать, так как в процессе пайки медь постепенно растворяется в припое. Поэтому медное жало необходимо периодически править и чистить от окалины.
Новый паяльник с медным жалом перед началом работ нужно привести в боевую готовность – прогреть и залудить.
При первом включении вы можете почувствовать запах гари. Не пугайтесь, это нормально. В паяльнике выгорает лишняя смазка. Это быстро пройдет.
Первый прогрев можно осуществлять в течении 10-15 минут. После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После того, как подготовили паяльник, необходимо подготовить элементы, которые мы будем паять. Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Рекомендую начинать учиться паять не с телефонов, которые вы собираетесь ремонтировать, а с крупных деталей, например, ненужных проводов.
После того, как паяльник и детали подготовлены, наша задача припаять их друг к другу. Для этого необходимо поднести спаиваемые делали друг к другу, кисточкой нанести нужное количество флюса (без излишеств) прижать детали друг к другу, а затем взяв на жало чуть-чуть припоя (ровно столько, чтобы хватило на спайку и при этом не осталось так называемых «соплей»), пропаять. Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Принцип пайки паяльником одинаков для разных деталей.
Позже, когда вы освоите уверенную пайку крупных деталей с одного прикосновения, можно будет попробовать свои силы на мелких деталях телефонов (ножки системных разъемов и т.д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
В свое время мне очень понравились несколько видео на данную тематику. Меня подкупило качество картинки и ракурсы. Советую посмотреть:
- https://youtu.be/b15MMzb_GWw
- https://youtu.be/5uiroWBkdFY
На этом канале еще не одно подобное видео.
Обратный процесс
Зачастую, перед впайкой новой детали, необходимо выпаять предыдущую. Иногда для этого недостаточно просто разогреть деталь. Вам может потребоваться удалить старый припой. Для этого существуют специальные аппараты – отсосы. Но учитывая их стоимость, в домашних условиях проще обойтись старым проверенным методом – медной оплеткой. Специальные мотки такой оплетки продаются в любом магазине электротехники, наряду с припоями и флюсами.
Для того, чтобы удалить старый припой, необходимо приложить оплетку в нужное место, капнуть (смазать) флюсом, а затем прижать к нему паяльник. Расплавленный припой впитается в оплетку и позволит освободить деталь.
Заключение
На словах данный процесс не представляет ничего сложного, и кажется простым. Но на деле, не всегда получается достичь нужного результата.
Как говорится, мужчины, это случайно выжившие мальчики. J И хоть паяльные дела не столь опасны, как плавка аккумуляторных свинцовых пластин над костром и изготовление бомбочек из магния и марганцовки, скорее всего если вы решите попробовать себя в паяльном деле, то столкнетесь и с обожженными пальцами, и со слезящимися глазами, и с неприятным запахом.
Стоит оно того или нет, решать вам, но для меня, ощущение, когда сделанная тобою вещь вновь работает, сродни маленькому чуду, на которое способен каждый, при должном желании и усердии.
Пайка для начинающих / Хабр
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:
и припой c флюсом внутри:
ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Пять причин, по которым ваш припой не прилипает — Welding Mastermind
Пайка — это процесс, который позволяет соединить или сплавить два металлических объекта вместе с помощью тепла, горячего утюга и металлического сплава, изготовленного из свинца и олова. как припой. Этот метод обычно используется в инженерных и электронных профессиях для создания и ремонта изделий. К сожалению, этот процесс и продуктивность работы могут быть серьезно затруднены, если вы обнаружите, что припой не прилипает.
Существует пять основных причин, по которым припой может не прилипать к металлу.Как правило, проблемы связаны с недостатком тепла, грязным оборудованием или материалом продукта, что в конечном итоге может быть связано с плохой техникой. К счастью, эти проблемы можно легко и быстро исправить, выполнив несколько простых шагов.
В этой статье не только подробно обсуждаются пять основных причин, по которым припой может не прилипать к материалу, но также приводятся решения или альтернативы, чтобы эти проблемы не снижали производительность. Вы можете быстро вернуться к своему проекту. Также будут обсуждены другие потенциальные проблемы пайки и основные части оборудования, необходимые для простой пайки.
5 основных причин, по которым ваш припой не прилипает
Нет ничего более неприятного в процессе пайки, чем расплавить припой над проектом и обнаружить, что он не сплавляется и не прилипает.
Пайка — это обычно простой процесс, который дает максимальные результаты, аналогичные сварке, без почти такого же объема работы. К сожалению, этот процесс может стать трудоемким и расточительным, если припой снова и снова не прилипает.
Прежде чем безуспешно пытаться снова, прочтите эти 5 основных причин, по которым ваш припой может не прилипать, чтобы определить, применимы ли они к вашей ситуации.
Паяльное жало окислилось
Ваш паяльник играет первостепенную роль в процессе пайки, и если он неисправен, припой может даже не расплавиться, не говоря уже о прилипании. Если наконечник припоя окислился, это предотвратит прилипание чего-либо.
IssueЕсли вы заметили, что кончик вашего паяльника черный, значит, он окислился и не сможет нормально работать с этой техникой. Окисление паяльного жала обычно происходит, когда паяльник остается включенным, а жало остается открытым в течение длительного периода времени.
РазрешениеЧтобы решить эту проблему, вам нужно очистить жало паяльника. Сначала включите утюг на обычный рабочий диапазон около 300 ° C. Как только он достаточно нагреется, вам нужно нанести на наконечник припой цвета флюса и подождать, пока тепло активирует флюс. Это вызовет химическую реакцию, которая удалит любое легкое окисление с помощью латунной ваты или специальных чистящих средств, нанесенных на наконечник.
ПредотвращениеРекомендуется всякий раз, когда вы кладете паяльник вниз, покрывать жало небольшим количеством припоя, чтобы исключить его воздействие на воздух во время работы.Также полезно удерживать припой на наконечнике во время нагрева паяльника, чтобы обеспечить покрытие. Он достигает рабочих температур и имеет минимальное воздействие на воздух при высоких температурах.
Грязные или окисленные детали
Жало вашего паяльника — не единственное, что необходимо очищать и не допускать окисления. Ваши рабочие материалы тоже должны быть.
IssueЕсли металл, с которым вы работаете, загрязнен или покрыт окислением, припой не будет на нем прилипать должным образом.В своих попытках прилипнуть к металлу, он будет прилипать к тому, чем он покрыт, предотвращая прилипание припоя к самому металлу.
РазрешениеЕсли вы пытаетесь припаять старый кусок металла, скорее всего, сначала потребуется его основательная очистка. Использование сильного флюса должно достаточно очистить металл для пайки. Медные детали, как правило, быстро окисляются на воздухе, поэтому их можно легко очистить розовыми ластиками, чтобы слегка отшлифовать их перед пайкой.
ПрофилактикаПравильное хранение рабочих материалов поможет гарантировать, что они чистые и не будут быстро окисляться. Для старых материалов это может быть неизбежно. Тем не менее, материалы, такие как медь, можно хранить в рабочих условиях, если они не подвергаются воздействию открытого воздуха в течение продолжительных периодов времени. Чистая медь имеет свойство окисляться за одну-две недели постоянного воздействия. Если вы не хотите постоянно чистить свои материалы, возможно, избегайте таких материалов, как медь, которые, как правило, требуют более частого ухода.
Паяльник недостаточно горячий
Если припой недостаточно горячий, он не расплавится и не пристанет к желаемому металлу. Эта проблема обычно возникает из-за того, что паяльник настроен на неправильную температуру или мощность самого паяльника слишком мала для используемого размера припоя.
IssueМаленькие паяльные чипы лучше всего сочетать с паяльником на 25 Вт, тогда как для обычных материалов, таких как провода или разъемы 16 калибра или больше, потребуется утюг на 25–30 Вт.
РазрешениеЕсли вы заметили, что припой не прилипает, проверьте материал припоя и сравните его с мощностью вашего паяльника. Вы можете обнаружить, что утюг не подходит для работы с точки зрения мощности и его нужно заменить на другой.
ПрофилактикаПомните о проекте, который вы пытаетесь осуществить, и о том, какие материалы необходимы для его успеха. Прежде чем покупать паяльные провода большего размера, убедитесь, что у вас есть паяльник, который нагревается до температуры, достаточной для расплавления припоя и его прилипания к металлу.
Металл недостаточно горячий
Пайка чувствительна к температуре. Металл должен быть достаточно горячим, чтобы расплавить металл. В противном случае он не будет прилипать должным образом.
IssueДля пайки вам нужно приложить жало паяльника к расплаву, а затем использовать это тепло, чтобы расплавить припой сверху. Если температура поверхности металла недостаточно высока, припой не будет плавиться должным образом и не прилипнет к металлу. Само утюг может быть достаточно горячим, чтобы расплавить припой, но если металл недостаточно горячий, припой не прилипнет.
РазрешениеПрижмите паяльник к металлу в течение длительного времени, пока он не нагреется до температуры, достаточной для расплавления припоя и его прилипания к металлу. Вы также можете использовать пропановую горелку для нагрева металла снаружи, с которым вы работаете, в зависимости от его размера и типа металла.
ПрофилактикаПрежде чем даже пытаться добавить припой к металлу, убедитесь, что вы правильно его нагрели. Маленькие металлические детали потребуют паяльника меньшей мощности и нагреваются всего за несколько секунд, в то время как для больших деталей потребуется больше времени.
В конечном итоге количество времени, необходимое для нагрева металла, будет зависеть от размера, температуры и мощности железа.
Плохая техника
Если вы хотите паять эффективно, не допускайте попадания припоя на паяльник, а затем перенос его на стык. Если вы сделаете это, вы сожжете флюс из припоя и не сможете эффективно прикрепить его к металлам.
IssueФлюс помогает удалить окисление с металлов, которое часто происходит при температурах пайки.Как было показано в предыдущих выпусках, пайка невозможна при окислении оборудования или материалов, поэтому очень важно не выгорать флюс при пайке.
РазрешениеЕсли вы постоянно оставляете припой на паяльнике, прежде чем приклеить его к стыку, остановитесь. Единственное реальное решение этой проблемы — изучить правильные методы пайки и практиковать их. Со временем вы поймете, чего не следует делать, и у вас снизится вероятность выпадения припоя из-за плохой техники.
ПрофилактикаНе торопитесь. Перед пайкой убедитесь, что все ваше оборудование и металл достаточно нагреты, и не допускайте попадания припоя на утюг. Пока вы следуете правильной технике, все должно идти гладко.
Другие распространенные проблемы при пайке
Отказ припоя прилипать — одна из наиболее распространенных проблем при пайке, но есть и другие потенциальные проблемы, с которыми вы можете столкнуться. Большинство этих проблем можно быстро и легко исправить, как и проблемы, упомянутые выше.
Поврежденное соединение
Произошло ли это из-за пайки человеком или из-за механической ошибки, соединение будет нарушено, если его сдвинуть до полного затвердевания припоя. Это может привести к неидеальному внешнему виду, обычно с волнистым рисунком, и нарушению соединения.
Чтобы исправить это, повторно нагрейте припой и дайте ему полностью затвердеть, и обязательно полностью стабилизируйте рабочую станцию в будущем.
Недопаянное соединение
После пайки вы можете обнаружить, что соединение нестабильно и имеет слабую фиксацию.Обычно это означает, что соединение не было припаяно, и для его полной фиксации требуется больше припоя. Опять же, это простое решение. Обязательно нагрейте соединение и уже имеющийся припой, прежде чем добавлять сверху новый припой.
Холодное паяное соединение
Если вы заметили, что соединение имеет шероховатый и неровный вид, который очень похож на поврежденный, но вы знаете, что не было ненужного движения, то, скорее всего, это был холодный паяный соединение.
Это означает, что либо от железа, либо от металла было недостаточно тепла, и припой не расплавился полностью.Если оставить этот стык незафиксированным, он будет очень подвержен растрескиванию или разрушению.
Решение этой проблемы такое же, как и исправление поврежденного сустава. Вы всегда должны проверять и обеспечивать функционирование вашего утюга при соответствующих температурах, прежде чем использовать его для пайки в будущем.
Паяльная перемычка
Эта проблема особенно неприятна, если вы паяете что-нибудь электрическое, например печатную плату. Плата припоя соединит два соединения и нарушит функциональность всей платы.
Обычно это происходит, когда для создания соединения используется слишком много припоя. Чтобы решить эту проблему, удалите излишки припоя. Это можно сделать с помощью фитиля для припоя, присоски для припоя или наконечника из горячего железа, в зависимости от вашего оборудования.
Перегретое соединение
В отличие от холодного паяного соединения, когда припой недостаточно нагрет, возникает перегретый припой, когда температура слишком высока или припой слишком нагревается.
Недостаточно очищенное паяльное жало или паяльная поверхность также могут вызывать эту проблему.Перегрев припоя вызовет подгорание флюса, придавая стыку грязный, опаленный вид.
Эту проблему немного сложнее исправить, поскольку вы хотите удалить остатки пригоревшего флюса, а не припаять их. Чтобы удалить остатки, используйте нож или изопропиловый спирт с зубной щеткой, чтобы аккуратно соскрести и очистить остатки.
Необработанные выводы
После нанесения оптимального количества припоя вы поднимите и создадите вывод или небольшой стержень, выступающий из соединения.При работе с печатными платами эти выводы никогда не должны пересекаться или соединяться.
Если они это сделают, это поставит под угрозу соединение и функциональность всей платы. Слишком длинные отведения также увеличивают риск сгибания или вывиха всего сустава. Чтобы этого не произошло, важно обрезать выводы так, чтобы они находились чуть выше паяного соединения.
Недостаточное смачивание
Опять же, эта проблема касается в основном электрической пайки на плате. Недостаточное смачивание может происходить на многих уровнях в процессе пайки.
Возможно, вы недостаточно смачиваете паяльную площадку, штырь и поверхность для поверхностного монтажа. Все эти проблемы обычно можно решить повторным нагревом поверхности и соответствующим добавлением припоя.
Оборудование, необходимое для эффективной пайки
Еще одним элементом, который может повлиять на отсутствие прилипания припоя, является ваше оборудование. Чтобы обеспечить полноценную и простую пайку, вот некоторые стандартные элементы оборудования, которые вам следует иметь перед началом работы.
Хотя на самом деле все, что вам действительно нужно, это паяльник и немного припоя, эти инструменты, улучшающие ваши паяльные способности, помогут вам обслуживать ваше оборудование и упростят общий процесс.
Кусачки для проволоки
Этот инструмент отлично подходит для отрезания полос припоя или снятия изоляции с концов проводов перед пайкой. К тому же это очень дешевый инструмент. Самые простые из предлагаемых вариантов помогут вам или, в качестве альтернативы, вы можете приобрести устройство для зачистки проводов.
Присоска для припоя
Пайка не всегда идет по плану, особенно если вы все еще плохо разбираетесь в технике, поэтому присоски для припоя пригодятся при любых возможных ошибках. Просто нагрейте и разжижите припой, затем используйте присоску для припоя, чтобы отсосать его от стыка для нового начала.
Паяльная подставка
Паяльники при типичном использовании нагреваются до 300–400 градусов Цельсия, а это слишком высокая температура, что создает угрозу безопасности. Для спокойствия, когда вы используете паяльник и хотите предотвратить ожоги или материальный ущерб, купите паяльную подставку.
Это еще одна дешевая покупка, необходимая для пайки, особенно когда вы постоянно кладете утюг, чтобы маневрировать.
Стальная вата и / или влажная губка
Во избежание проблем с окислением жала паяльника важно иметь под рукой стальную вату или влажную губку при пайке.Вы можете использовать их для чистки утюга, но при необходимости также можно использовать стальную вату для чистки металлических поверхностей.
Латунные губки также являются вариантом, поскольку обычная влажная губка часто снижает температуру жала паяльника, а также сокращает срок службы жала.
Flux
Ваш процесс пайки значительно упростится, если у вас будет олово флюса на вашей рабочей станции. Это химическое чистящее средство отлично подходит для подготовки металлических поверхностей к пайке.Флюс эффективно удалит любое присутствующее окисление или примеси, которые могли вызвать проблемы в дальнейшем.
Googles
Безопасность важна при обращении с паяльным оборудованием, и одна из самых простых мер безопасности — носить защитные очки. Защитные очки — недорогая покупка, они защитят ваши глаза от случайных брызг припоя.
При пайке выделяются пары, которые могут быть потенциально опасными для ваших глаз и даже легких. Убедитесь, что вы паяете только в хорошо вентилируемых помещениях, а если они недостаточно вентилируются, купите вытяжку.
Последние мысли
Пайка может оказаться деликатным процессом со многими проблемами, если человек не использует надлежащие методы. Как мы уже упоминали, существует ряд распространенных проблем, связанных с пайкой, но, к счастью, большинство из них можно предотвратить или легко исправить.
Чаще всего, если вы испытываете одну из проблем, упомянутых здесь, проблему можно решить, повторно нагревая соединение и либо удалив припой и начав сначала, либо добавив припой для усиления соединения.
Когда дело доходит до пайки, оборудование и техническое обслуживание так же важны, как и техника. Возможно, вы сможете идеально припаять соединение, но если ваше оборудование, металл или плата, которые вы паяете, загрязнены или окислены, соединение будет повреждено.
Профилактика — это самый простой шаг к тому, чтобы ни одна из упомянутых здесь проблем не решилась. Очистив оборудование и защитив кончик паяльника, вы сможете беспроблемно справиться с любой процедурой пайки.
Если вас интересуют регулярные обновления и дополнительные советы по сварке, вы можете подписаться на мою рассылку здесь.
И так как меня часто спрашивают, какого сварщика я рекомендую, вы можете найти мой список с разбивкой по бюджету здесь.
Видео о том, как паять: почему иногда бывает сложно паять? : 4 шага (с изображениями)
Это еще одна инструкция «Как паять», но она также пытается добраться до , почему пайка иногда не проходит легко. На следующих страницах также есть множество изображений, показывающих хорошую технику, хорошие и плохие суставы, а также некоторые инструменты, которые вы можете не найти в вашем местном RadioShack.Если вы когда-нибудь задумывались, какую мощность получить утюг, на 3-м шаге есть видео, показывающее, как некоторые утюги разной мощности справляются с парой задач пайки.
Вот мой список основных причин, по которым пайка не работает (с нетерпением жду вашего мнения по этому поводу):
1. Жало паяльника окислилось (стало черным), и припой не прилипает к нему. Это происходит, когда наконечник остается открытым — при высоких температурах оголенный наконечник быстро окисляется. Лучший совет по предотвращению этого — наносить припой на наконечник каждый раз, когда вы кладете утюг.Weller (производитель высококачественного железа) на самом деле рекомендует прижимать припой к новому наконечнику при первом включении, чтобы припой расплавился и покрывал наконечник в тот самый момент, когда он достаточно нагрелся. Одно из лучших руководств, подчеркивающих уход за наконечниками: Weller HowTo
2. Плохая техника: нанесение припоя на железо, оставление на некоторое время, а затем попытка перенести его на стык. Если оставить припой на железе, флюс быстро выкипит (пары от флюса, а не от свинца).А без флюса пайка становится практически невозможной. Флюс удаляет окисление с металлов, и это очень важно, потому что припой не прилипает к окисленным металлам, а металлы окисляются очень быстро при температурах пайки.
3. Недостаточно тепла: Утюг мощностью 15 Вт подходит для небольших микросхем, но любые более крупные разъемы или провода больше 16 калибра вызовут проблемы. 25–30 Вт, вероятно, подойдет для большинства хобби. Есть ли риск получить утюг на 100Вт? Мощность не зависит от температуры, верно? … зависит от железа. Смотрите видео на следующей странице.
4. Грязные или окисленные детали: Чистая медь окисляется относительно быстро (поэтому большинство компонентов покрыты оловом / свинцом), поэтому более старые детали или чистая медь, подвергавшаяся воздействию всего на одну или две недели, может потребовать легкой шлифовки. (розовые ластики отлично подходят) или более сильный флюс.
Бесстыдный штекер: это руководство является исключением из более крупного руководства с большим количеством изображений, которые можно найти здесь: www.CuriousInventor.com/HowToSolder.Также есть руководство по демонтажу, обзор холодного термоупора и советы по выбору типов припоя / флюса. И, конечно же, магазин для покупок 🙂
Спасибо за исправления / отзывы.
Спекание припоя на дно печатных плат после волны
Прилипание припоя к нижней стороне платы во время пайки волной припоя может быть вызвано несколькими причинами. Они перечислены ниже:
- Недостаточный флюс
- Активность флюса недостаточна для теплового отклонения, которое он видит
- Чрезмерное время предварительного нагрева и температура для деактивации флюса
- Слишком долгое время выдержки в припое
- Возможно, температура припоя до высокого
- Паяльная маска под отверждением
Применение большего количества флюса, особенно если используется безотмывочный флюс с низким содержанием твердых частиц, помогает уменьшить прилипание припоя. Также помогает снижение температуры предварительного нагрева и временами увеличение скорости конвейера. Это позволяет избежать разложения и дезактивации флюса.
Старший инженер по развитию рынка
Кестер
Mr.Биокка был химиком с многолетним опытом в области технологий пайки. Он представил во всем мире вопросы, связанные с оптимизацией процессов и сборкой. Он был автором многих технических документов, выпущенных по всему миру. Г-н Биокка был уважаемым наставником в электронной промышленности. Ушел из жизни в ноябре 2014 года.
Трудно сказать точно, но если проблема возникла сразу после замены емкости, я бы сделал ставку на разницу во времени контакта и расходе из-за регулировки форсунки.Если припой прилипает к печатной плате, можно быть уверенным, что флюс выгорает во время волнового контакта.
Итак, если нанесение хорошее (та же скорость нанесения, что и раньше, хорошая однородность), посмотрите конфигурацию / регулировку форсунок. Если у вас есть контакт, рассчитанный на a, сравните данные до и после, чтобы убедиться, что у вас больше нет контакта сейчас.
Инженер-технолог
Астронавтика
Карьера Фрица в производстве электроники включала различные инженерные должности, включая изготовление печатных плат, толстопленочную печать и огонь, SMT и технологию волновой / селективной пайки, разработку материалов для электроники и маркетинг.Фриц получил образование в области машиностроения с акцентом на материаловедение. Методы планирования экспериментов (DoE) были областью независимых исследований. Фриц опубликовал более десятка статей на различных отраслевых конференциях.
Не упоминается, какой припой был слит из ванны с припоем. Был ли это тот же состав сплава? Припой был свинцовым? Был ли выбран припойный сплав оценен в соответствии с требованиями J-STD-001 и J-STD-006 на совместимость с продуктом?
Например, проверяли ли новый сплав на совместимость с паяльной маской? Все эти вопросы также относятся к выбору флюса, особенно насколько флюс совместим с тепловым профилем?
Судя по предоставленной информации, я бы склонился к несовместимости между флюсом, температурой припоя и маской припоя.Повышенная температура нового сплава размягчает паяльную маску, и припой не отслаивается с нижней стороны платы.
Когда канифольный флюс использовался на сухой волне, процент твердых частиц канифольного флюса составлял 35%, что создавало влажную поверхность для отслаивания припоя от нижней стороны платы. Благодаря использованию флюса с низким содержанием твердых частиц и повышенной температуры между платой и припоем нет ничего, и припой прилипает к нижней стороне плат.
Рекомендую попробовать разные типы паяльных масок, разные флюсы и модификации теплового профиля.
Вице-президент, технический директор
EPTAC Corporation
В EPTAC Corporation г-н Ламберт наблюдает за содержанием предлагаемых курсов, программ сертификации IPC и предоставляет клиентам экспертные консультации в области производства электроники, включая RoHS / WEEE и бессвинцовые выпуски. Лео также является Генеральным председателем комитета по процессу сборки / присоединения IPC.
Вы не указываете, с каким типом заражения вы столкнулись.Провели ли вы анализ после очистки и повторного заполнения ванны с припоем, чтобы убедиться, что загрязнение устранено? Была ли у вас такая же проблема до мытья посуды? Это могут быть постоянные проблемы на всех ваших печатных платах.
Использование неправильной паяльной маски в процессе производства платы может вызвать серьезные проблемы при повышенных температурах (без свинца), включая загрязнение припоя. Я не рекомендую изменять скорость распределения флюса и / или тепловые профили до тех пор, пока вы не проведете исследование печатных плат.Изменение слишком многих вещей за один раз приведет к тому, что вы потеряете из виду переменные и не сможете найти основную причину.
Инженерно-технический менеджмент
Независимый консультант
Грузинский Симион — независимый консультант с более чем 20-летним опытом в области проектирования и производства электроники.
Свяжитесь со мной по адресу [email protected].
13 распространенных проблем с пайкой печатных плат, которых следует избегать
Ручная пайка всегда считалась отличительным навыком в репертуаре гиковских навыков каждого производителя электроники.Пайка никогда не была ракетостроением. Это может быть забавное занятие для новичков, и при достаточной практике это навык легко освоить.
Хотя кто угодно может бросить припой на печатные платы, получите ли вы классные паяные соединения или совершенно пещерные соединения — это совсем другое дело. По мере того, как компоненты становятся меньше и компактнее, вероятность возникновения проблем с пайкой возрастает. При пайке печатной платы старайтесь, чтобы готовое изделие имело следующие характеристики:
- Паяльная поверхность остается чистой;
- Паяные соединения должны обладать достаточной механической прочностью, чтобы паяные детали не выпали или не расшатались при вибрации или ударе;
- Пайка должна быть надежной и обеспечивать электропроводность. Это не только гарантия работоспособности продукта, но и предотвращение его выгорания в результате короткого замыкания.
И если ваша печатная плата будет использоваться для важного приложения, будет как никогда важно знать, как выглядит хорошее паяное соединение.
Компоненты становятся все меньше и меньше…(Источник: Surfacemountprocess)
Вот руководство, которое поможет вам отличить, что хорошо, а что нет, чтобы вы могли быть уверены, что избежите этих проблем с пайкой для своих домашних проектов или просто сможете провести оценку качества собранных печатных плат, полученных от третьей стороны.
Идеальные пайкиПри поиске дефекты припоя, полезно иметь изображение идеального паяного соединения для сравнение.
Идеальное паяное соединение со сквозным отверстием — это как Hershey’s Поцелуй Идеальное паяное соединение со сквозным отверстием
(Источник: unbrokenstring)
Идеал паяное соединение для компонентов со сквозным отверстием представляет собой «вогнутую кромку», которая имеет гладкая и блестящая вогнутая поверхность под углом от 40 до 70 градусов от горизонтально, что похоже на поцелуй Херши. Это может быть достигается, когда паяльник нагрет до нужной температуры, с оксидом слой очищен от контактов печатной платы.
Идеальное паяное соединение для поверхностного монтажаТочно так же хорошие паяные соединения SMD также имеют гладкие вогнутые галтели.
Идеальное паяное соединение SMD(Источник: poeth)
Следовательно, общие характеристики хорошего паяного соединения:
— Имеет хорошие и полное смачивание
— Имеет вогнутая кромка
— Блестящий и чистый
Плохие пайкиК сожалению, паяные соединения могут выйти из строя по-разному, так как припой всегда оказывается там, где ему не положено.
Качество паяных соединений для компонентов со сквозным отверстием(Источник: gaudi.ch)
1. Перемычка под пайку
Паяные перемычки — сквозное отверстие и поверхностный монтаж
(Источник: Pimoroni, Youtube-Androkavo)
Из многих проблем, вызываемых все меньшими и меньшими компонентами, паяные перемычки занимают первое место в списке. Паяный мост образуется, когда две точки на печатной плате, которые не должны быть электрически соединены, непреднамеренно соединяются припоем во время пайки печатной платы.Это приведет к короткому замыканию, которое может вызвать различные повреждения, в зависимости от конструкции схемы.
Обычно это связано с чрезмерным нанесением припоя между соединениями или использованием слишком больших или слишком широких паяльных жал. Или угол при вытаскивании паяльника неуместен. Идентификация паяного мостика иногда может быть сложной задачей, поскольку паяные мостики могут быть микроскопическими по размеру. Если его не обнаружить, это может привести к короткому замыканию и возгоранию компонента.
Паяльный мостик можно зафиксировать, удерживая припой в середине моста, чтобы расплавить припой, и протягивая его, чтобы сломать мост. Если паяльная перемычка слишком велика, излишки припоя можно удалить с помощью присоски для припоя.
Конечно, лучше всего предотвратить образование паяных перемычек; вы можете использовать правильную длину вывода для сквозных отверстий. Длина вывода, подходящая для вашего приложения, зависит от размера и толщины печатной платы, а также размера и качества компонентов; Кроме того, вы должны использовать правильный размер отверстия и диаметр площадки для деталей со сквозным отверстием.
2. Избыток припоя Избыточный припой легко узнать по круглой форме(Источник: Androkavo, Youtube)
Если вы проявите излишний энтузиазм и нанесете на штырь слишком много припоя, вы получите избыточный налет, который характеризуется округлой и выпуклой формой. Прямая причина в том, что снятие припоя происходит слишком поздно.
Обычный новичок предполагает, что чем больше припоя, тем лучше, но хотя большее количество припоя должно увеличить количество материала, образующего соединение, трудно понять, что на самом деле произошло под этой массой припоя.По-прежнему существует вероятность того, что ни штифт, ни площадка не смачиваются должным образом. С одной стороны, это расходует припой, с другой стороны, это увеличивает риск образования паяных мостиков и может содержать другие дефекты; Так что лучше перестраховаться, чем сожалеть. Достаточного количества припоя для надлежащего смачивания штифта и контактных площадок обычно достаточно, и вогнутая поверхность остается наилучшей формы, поскольку это позволяет нам лучше получить доступ к смачиванию соединения.
Следовательно, ключом к тому, чтобы избежать слишком большого количества припоя, является понимание времени вывода припоя.
3. Припой в виде шариковШарики припоя также являются одним из наиболее распространенных дефектов пайки, которые обычно возникают при пайке волной или оплавлением. Он выглядит как небольшая сфера припоя, которая прилипает к ламинату, резисту или поверхности проводника.
Шарики припоя могут быть вызваны многими факторами, в основном по следующим двум причинам:
- При пайке печатных плат влага возле сквозных отверстий на печатной плате превращается в пар из-за тепла.Если металлическое покрытие стенки отверстия тонкое или есть зазоры, водяной пар будет удален через стенку отверстия. Если в отверстии есть припой, водяной пар может выдавить припой и образовать шарики припоя на лицевой стороне печатной платы.
- Шарик припоя, образующийся на обратной стороне печатной платы (сторона, контактирующая с гребнем волны), вызван неправильной настройкой некоторых параметров процесса при пайке волной. Если количество флюсового покрытия увеличивается или температура предварительного нагрева слишком низкая, это может повлиять на испарение компонентов флюса.Когда печатная плата входит в гребень волны, избыточный флюс испаряется при высокой температуре, и припой выплескивается из ванны с оловом. На поверхности печатной платы образуются шарики припоя неправильной формы.
4. Холодное соединение
Бугристый и тусклый холодный стык(Источник: Androkavo, Youtube)
Поверхность холодных швов кажется тусклой, бугристой и рябистой. Обычно это вызвано тем, что к стыку передается недостаточное количество тепла для его полного расплавления, что может быть результатом ряда различных причин.Возможно, паяльнику или самому соединению не было предоставлено достаточно времени для достаточного нагрева, температура паяльника может быть недостаточно высокой для плавления конкретного типа используемого припоя (например, бессвинцовый припой имеет более высокую температуру плавления) или, это может быть результатом конструкции подушечек и самих следов. Например, контактная площадка, подключенная непосредственно к заземляющей пластине без учета термического разгрузки, приведет к тому, что тепло паяльника будет отдано заземленной пластине. Если вы обнаружите упорное паяное соединение, которое не разжижается, возможно, неисправна конструкция.
Холодное соединение — это то же самое, что и виртуальная сварка. В процессе производства сложно полностью обнажить. Часто требуется, чтобы пользователи использовали его в течение определенного периода времени, который может составлять дни, месяцы или даже годы. Это не только будет иметь очень плохие последствия, но и приведет к чрезвычайно серьезным последствиям. Из-за низкой прочности холодной сварки проводимость невысока.
5. Перегрев стыка Обгоревший паяный стык (больше похоже на обгоревшую паяльную маску)Так же, как слишком мало тепла вызовет шаткие суставы, слишком большое количество тепла также вызовет головную боль.Перегретые паяные соединения имеют белые паяные соединения, отсутствие металлического блеска и шероховатую поверхность. Перегрев паяных соединений может возникнуть в результате слишком высокой температуры паяльника или из-за того, что припой не течет, возможно, из-за того, что поверхность контактной площадки или свинца уже имеет слой оксида, препятствуя достаточной теплопередаче и, следовательно, оставляя вас нагревать сустав слишком долго. Будем надеяться, что нанесенный ущерб не будет серьезным (возможно, просто сгоревший флюс), но он может привести к полному поднятию контактных площадок, разрушению платы или необходимости дорогостоящего ремонта.Избегайте этого, выбирая правильную температуру паяльника и используйте флюс для очистки грязных стыков и контактных площадок.
6. Надгробие Дефект надгробной плиты — поверхностный монтаж и сквозное отверстие
(Источник: Youtube — BermNarongGamer, Epectec)
Компонент с надгробием обычно представляет собой компонент для поверхностного монтажа, такой как резистор или конденсатор, одна сторона которого оторвана от контактной площадки. В идеале припой должен прикрепиться к обеим контактным площадкам и начать процесс смачивания.Но если припой на одной контактной площадке не завершил процесс смачивания, одна сторона компонента будет наклоняться набок, как надгробная плита, отсюда и ее зловещее название.
При пайке оплавлением все, что может привести к расплавлению паяльной пасты на одной контактной площадке раньше, чем на другой, может вызвать надгробие. Например, отсутствие терморазгрузочной конструкции или неодинаковая толщина дорожек, которые соединяются с контактными площадками. При пайке волной припоя компоненты с большими корпусами могут физически толкаться поступающей волной припоя, в результате чего компонент фиксируется как надгробие.Инженеры-компоновщики должны учитывать направление волны при проектировании плат, предназначенных для пайки волной припоя.
7. Недостаточное смачивание (сквозное отверстие)
Подушечка и штифт не полностью смоченыНе полностью смоченные стыки являются слабыми и не образуют прочного соединения с доской. В идеале припой должен на 100% смачиваться контактной площадкой и штифтом, не оставляя открытых щелей или пустот. Недостаточное смачивание контактов и контактной площадки происходит из-за того, что не удается приложить тепло как к контакту, так и к контактной площадке, а также из-за того, что припой не успевает стекать.Большинство причин заключается в том, что поверхность зоны сварки загрязнена или покрыта пятнами припоя, или на поверхности склеиваемого объекта образуется слой оксида металла. Методика ремонта заключается в том, чтобы тщательно очистить доску и равномерно нагреть подушку и штифт.
Продукты с проблемами недостаточного смачивания имеют низкую прочность, а цепь не подключена, не включается и не выключается.
8. Недостаточное смачивание (поверхностный монтаж)
3 контакта справа не полностью смочены.Нагревались только выводы, поэтому припой не стекал на контактные площадки.Точно так же компоненты SMD также могут страдать от недостаточного смачивания. На изображении выше 3 контакта SMD-компонента не имеют хорошего смачивания с соответствующими контактными площадками. Припой на выводах не попал на контактные площадки, так как контакт был нагрет вместо контактной площадки. Это приведет к пропуску пайки или меньшему количеству сбоев при пайке, что может привести к выпадению компонентов.
Решение для устранения этого дефекта — нагреть площадку для пайки кончиком паяльника, а затем нанести еще припой, пока он не растечется и не расплавится вместе с припоем, уже находящимся на контакте.
9. Пайки для припоя
Заметно отсутствует припой на левой контактной площадке(Источник: Epectec)
Паяное соединение, которое не смачивается припоем, обычно называют скипом припоя. Между припоем и выводом компонента или медной фольгой имеется четкая разделительная линия, и припой углублен к разделительной линии. Это происходит, когда припой пропускает контактную площадку для поверхностного монтажа, что приводит к разрыву цепи. Поверхность припоя, контактирующая с компонентом, похожа на воздушный шар, прижимающийся к стенам комнаты в узком углу из-за высокого поверхностного натяжения расплавленного припоя.Причиной пропусков припоя может быть комбинация промахов в конструкции или во время производства.
Возможно, вы разместили контактную площадку неравномерного размера, или ваш производитель мог использовать неправильную высоту волны между вашей платой и волной пайки.
Вред в том, что это может привести к неправильной работе схемы.
10. Подъемные колодки (Источник: Китроник)Поднятая контактная площадка — это площадка для пайки, которая отошла от поверхности печатной платы, возможно, из-за чрезмерного усилия на существующее соединение или чрезмерного нагрева.Другая возможность заключается в том, что прокладка находится под компонентом, который находится в слепой зоне мастера по ремонту. Поэтому технический специалист может попытаться переместить компонент, потому что паяное соединение не видно во время операции, что приводит к наклону площадки.
С такими подушечками сложно работать, так как они очень хрупкие и легко могут оторваться от следа. Фактически, эти печатные платы были повреждены.
Если вы все еще хотите использовать эту печатную плату ,, вы можете попробовать средство.Следует приложить все усилия, чтобы приклеить площадку обратно к плате, прежде чем пытаться припаять к ней.
.
11. Отсутствие припоя Припой не полностью заполнил сквозное отверстие на этом рисунке(Источник: Kitronik)
Как следует из названия, соединение с недостатком припоя не имеет достаточного количества припоя для образования прочного электрического соединения. Припой не образует гладкой переходной поверхности. Здесь вероятно, что провод был нагрет недостаточно, что привело к плохому соединению.Причин, по которым не хватает пайки, может быть множество, в том числе:
- плохая текучесть припоя или преждевременный выход припоя.
- Недостаточный поток.
- Слишком короткое время сварки.
Возможно, что это соединение будет работать, поскольку электрический контакт все еще установлен. Но механическая прочность невысока. Тем не менее, соединение с недостатком пайки может в конечном итоге выйти из строя, поскольку со временем развиваются трещины, ослабляющие соединение. К счастью, спасти соединение с недостатком пайки не сложно.Просто разогрейте соединение и добавьте еще припоя.
12. Брызги припоя / лямки
Брызги пайки на следах (слева) и вокруг компонентов для поверхностного монтажа (справа)
(Источник: Workmanship.nasa & Texas Instruments)
Эти кусочки припоя прилипают к паяльной маске неаккуратными брызгами, создавая вид паутины. Эти резьбы неправильной формы вызваны недостаточным использованием флюса или наличием загрязняющих веществ на поверхности плат во время пайки волной припоя.Нестабильная температура паяльника также может вызвать это явление.
Брызги припоя / лямки могут вызвать короткое замыкание.
Если причина в том, что в проволоке для припоя слишком много флюсов канифольного типа, рекомендуется уменьшить количество добавок для проволоки. Если это связано с тем, что температура паяльника нестабильна, рекомендуется использовать стол паяльника с постоянной температурой. Конечно, важно также поддерживать чистоту поверхности досок.
13.Отверстия под штифты и газы
Дефект отверстия под штифт (слева) и дефект продувочного отверстия (справа)
(Источник: eptac)
Отверстия под штифт и дефекты газового пузыря можно легко распознать, поскольку они выглядят как отверстие в паяном соединении. Термины «штифт» или «выдувное отверстие» дают представление о размере отверстия, при этом «штифт» относится к маленьким отверстиям, а «продувочные отверстия» — к гораздо большим. Вместо того, чтобы быть результатом плохих навыков ручной пайки, в процессе пайки волной припоя обычно образуются штифты и горловины.Влага внутри плат превращается в газ во время пайки и выходит через припой, когда он все еще находится в расплавленном состоянии. Пустоты образуются, когда газ продолжает выходить при затвердевании паяного соединения. Цепь будет временно проводить, но она легко может стать причиной плохой проводимости в течение длительного времени. Некоторые способы, которые используются, чтобы избежать этой проблемы, — это запекание или предварительный нагрев плат для удаления влаги и наличие минимальной толщины медного покрытия около 25 мкм в сквозных отверстиях.
Что можно сделать, чтобы избежать проблем с пайкой?
Хотя не существует надежного метода для полного предотвращения проблем с пайкой, есть несколько полезных привычек, которые мы можем использовать во время проектирования и пайки печатных плат, чтобы снизить риск возникновения проблем с пайкой.
1. Рассмотрите конструкцию паяльной маски
Обычно зеленый цвет, припой маскирует тонкое полимерное покрытие, нанесенное на поверхность печатных плат для защиты меди от воздействия окружающей среды. Конечно, паяльная маска также может отображаться в разных цветах, включая зеленый, белый, синий, черный, красный, желтый и т. Д.В частности, паяльная маска не только играет роль паяльной маски, но также играет роль защиты от коррозии, влаги и плесени. Помимо предотвращения окисления, они также предотвращают образование паяных перемычек, так как припой плохо прилипает к покрытию. Следовательно, между контактными площадками может быть спроектирована паяльная маска для образования перемычки паяльной маски. Это особенно полезно для микросхем и BGA, где зазор между контактными площадками может составлять всего несколько тысячных дюйма.
2.Разместите реперные отметки
Контрольные метки представляют собой круглые отверстия в паяльной маске с круглой оголенной медью в центре, которые размещаются на печатной плате на этапе проектирования печатной платы. Для компонентов, требующих специальной обработки, имеются реперные метки на панели и отдельные компоненты. Машины Pick-and-Place рассматривают их как ориентиры на печатной плате для выравнивания компонентов SMD на плате во время сборки. При правильном использовании точность размещения может быть улучшена. Точно так же, если реперные метки плохо спроектированы (например,грамм. плохое размещение или недостаточное количество реперных точек), они могут привести к неправильной ориентации, увеличивая риск проблем с пайкой.
Расположение реперных знаков на печатной плате(Источник: pcb-3d)
3. Очистка и лужение кончика паяльника
Плохое обслуживание наконечников — одна из основных причин плохой пайки вручную соединений. Любые загрязнения или окисление на наконечнике снизят способность паяльника проводить тепло, что, в свою очередь, снизит качество ваших паяных соединений.Следовательно, важно заботиться о своих паяльных наконечниках. Перед тем как приступить к пайке, не забудьте очистить кончик утюга, потерев его о чистящую салфетку. Если ваше паяльное жало уже сильно окислилось, вы можете использовать активатор жала, чтобы спасти его. Просто окуните его в пастообразную субстанцию, переместите и дайте абразиву сделать свою работу, и поверхность снова станет блестящей.
После этого следует залудить кончик утюга. Лужить наконечник утюга означает покрыть наконечник слоем припоя, чтобы защитить наконечник от окисления и улучшить его способность проводить тепло.Очищайте и лужите жало паяльника после каждых двух или трех паяных соединений и еще один раз в конце каждого сеанса пайки. Это продлит срок службы вашего паяльника и улучшит качество паяных соединений!
Нет ничего лучше хорошего блестящего припоя(источник: weller-tools)
4. Практика ведет к совершенству
Пайка — это навык, который улучшается по мере того, как вы тренируетесь! Вы можете сколько угодно практиковаться на старой печатной плате или паяльной плате, прежде чем приступить к реальным проектам, которые слишком дороги, чтобы их разрушить.Попробуйте различные методы, найдите способ, которым паяльник лучше всего ложится в вашу руку, определите, как долго вам нужно держать припой и наконечник на месте, и сделайте множество ошибок.
Чтобы сделать пайку более удобной, Seeed выпустила миниатюрный паяльник в форме ручки. Благодаря встроенным в рукоятку дисплею температуры и схемам управления пайка становится еще более увлекательной и беспроблемной.
Откажитесь от тяжелых паяльников ради этого миниатюрного!
5.Работа с хорошей сборкой печатных плат
Если ручная пайка и поиск компонентов для ваших собственных компонентов слишком сложны, или если вы думаете, что работа с крошечными компонентами выходит за рамки возможностей ваших простых смертных глаз, всегда есть возможность работать с профессиональным сборщиком печатных плат, который опытен и знаком с подводными камнями сборки печатных плат. Seeed предоставляет полный комплекс услуг «под ключ», включая закупку запчастей и сборку. Независимо от того, создаете ли вы прототип или масштабируете до массового производства, Seeed Fusion — это универсальный инструмент для беспроблемной и беспроблемной сборки печатных плат.
Мы предлагаем различные спонсорские услуги и дополнительные услуги, чтобы обеспечить непревзойденный опыт работы с PCBA, направленный на минимизацию неудач и максимизацию доходности и эффективности при поддержке разработчиков. Мы включаем PCB DFM и PCBA DFA проверки дизайна и функциональное тестирование для одной части бесплатно с каждым заказом PCBA, а также предлагаем бесплатное прототипирование для бизнес-пользователей и дополнительное спонсорство для Raspberry Pi CM4 , Raspberry Pi Конструкции Pico и Wio RP2040 .
Получите мгновенное онлайн-предложение. сейчас, мы с нетерпением ждем сотрудничества с вами.
Следите за нами и ставьте лайки:
Продолжить чтение
шариков припоя или шариков припоя на печатной плате
Шарики припоя или шарики припоя на печатной плате
Хотя шарик припоя представлен на Рисунке 1, его следовало бы называть припоем, а не шариком.Припой намочил дорожку из-за разрушения резистного покрытия. Покрытие могло выйти из строя, так как оно было нанесено на покрытие из олова / свинца на треке или из-за плохого контроля толщины печати. Необходимо позаботиться о том, чтобы операторы заметили разницу, поскольку любая попытка удалить этот тип мяча вручную приведет к повреждению гусеницы.
Рисунок 1: Ручное снятие этого припоя приведет к повреждению дорожки.
Образование шариков припоя может быть вызвано плохими условиями процесса с выделением газа из флюса во время волнового контакта или чрезмерной турбулентностью, когда припой стекает обратно в ванну, что вызывает разбрызгивание.Шарики припоя могут выбрасываться из области соединения во время пайки из-за чрезмерной дегазации печатной платы. На рисунке 2 показан шарик припоя, прикрепленный к основанию платы на краю резиста и, должно быть, прикрепился к резисту, когда он отделился от штифта.
Рисунок 2: Этот шарик припоя должен был прикрепиться к резисту, когда он отделился от штифта.
На рисунке 3 шарик припоя прикреплен к основанию платы на краю резиста и должен прикрепиться к резисту при отделении от штифта.
Рисунок 3: Еще один шарик припоя, прикрепленный к краю резиста.
Будьте осторожны с шариками припоя. Пример на рисунке 4 находится на рельсовом пути, и его нельзя просто отбросить. Это вызвано выдавливанием олова / свинца из-под паяльной маски. или просто приклеивание. Когда олово / свинец становятся жидкими во время пайки оплавлением или пайки волной, олово / свинец расширяется. Шарик припоя может образоваться на дорожке.Если припой резист тонкий, припой может намокнуть во время волнового контакта и оставить шарик.
Рисунок 4: Припой на резисте может намокнуть во время волнового контакта и оставить шарик.
Образование шариков припоя во время пайки волной припоя существовало всегда, но отсутствие очистки после операции пайки сделало это более заметной проблемой процесса. Раньше шарики припоя смывались с поверхности платы во время чистки, и их не было видно!
Шарики припоя возникают из-за ряда технологических параметров.На рисунке 5 шары расположены случайным образом. Этот тип дефекта обычно возникает из-за выплевывания с поверхности волны, что связано с параметрами пайки волной. Если припой падает на расстояние от печатной платы, когда волна отделяется, припой может буквально выплеснуться обратно из ванны. Если предварительный нагрев установлен неправильно или количество нанесенного флюса увеличивается, это может повлиять на испарение растворителя из флюса. Использование стеклянной пластины над волной должно выявить проблему газообразования.В идеале, когда стекло соприкасается с волной, под стеклом должны быть видны минимальные пузыри. Следует проверить совместимость резиста и флюса; часто маска может способствовать прилипанию шариков припоя.
Рисунок 5: Шарики припоя на этой плате образовались в результате выброса с поверхности волны.
Причины образования шариков припоя многочисленны, и они всегда присутствовали на нижней стороне печатных плат.Все больше внимания уделяется этой проблеме в связи с увеличением использования пайки без чистой пайки с низким содержанием остатков.
Независимо от причины, если шарики припоя не прилипают к маске припоя при выходе из волны припоя, проблема в основном устраняется. Выбор лучшей паяльной маски — лучшее решение для создания надежной конструкции платы.
Шарики припоя возникают из-за выделения газа и разбрызгивания флюса на поверхность волны или из-за того, что припой буквально отскакивает от волны припоя.Это вызвано чрезмерным обратным потоком воздуха или слишком большим перепадом азота.
Рисунок 6: Больше шариков припоя из-за выплевывания.
На рисунке 7 клубки припоя случайны и, скорее всего, являются результатом выплескивания или отскока шариков припоя от волны припоя. Это вызвано летучими веществами, которые все еще остаются от потока или высоты разделения волн. Попробуйте поместить над волной кусок белой карты.Оставьте его там с бегущей волной, но без обработки досок. Затем попробуйте тот же тест с платами, проходящими через машину. Это позволит точно определить причину проблемы.
Рис. 7: Увеличение количества шариков припоя из-за выплевывания. Поместите белую карточку над волной, чтобы определить причину проблемы.
Легко исправить «сухой» или обрыв паяного соединения на печатных платах | Ян Андерсон
И избегайте оплаты ремонта или замены
Представьте себе ситуацию, когда что-то работает просто отлично в одну минуту, а в следующую минуту — нет.Или, может быть, ситуация, когда предмет, о котором идет речь, работал нормально, когда вы его убирали, а затем в следующий раз, когда вы собираетесь его использовать, вы ничего не получаете? Звучит знакомо? Тогда у вас может быть сломано паяное соединение на печатной плате (или сокращенно на печатной плате).
Сломанные паяные соединения (не волнуйтесь, они не повредят…)
Эти треснутые, сломанные или сломанные паяные соединения иногда (ошибочно) называют «холодными» или «сухими» соединениями (но оба этих термина относятся к проблемы с пайкой с самого начала).Сломанные паяные соединения мне подходят, и это лучшее описание этой очень распространенной проблемы с электроникой.
Особенно электрические изделия , которые ведут тяжелую жизнь; например, устройства, которые выделяют много тепла, или устройства, которые вибрируют, или даже вещи, в которые вы подключаете (и выключаете) несколько раз подряд. Все это тепло, движение и действие ослабляют хрупкие паяные соединения, удерживающие все втулки на печатной плате (PCB). Не забывайте, что большинство наших вещей производится серийно, особенно те, которые изначально были не слишком хорошими, по самой низкой цене!
Разрыв паяного соединения — это место повреждения припоя, соединяющего штырь или ножку компонента с медной дорожкой на печатных платах.Плохой контакт с медной дорожкой, конечно же, означает плохое соединение (периодически возникающие проблемы) или вообще отсутствие контакта (устройство вообще перестает работать).
Сломанные паяные соединения часто возникают из-за…
- Избыточного тепла, когда контакты / ножки и окружающий их припой расширяются и сжимаются с разной скоростью при использовании, что в конечном итоге приводит к растрескиванию и эрозии припоя.
- Усталость, когда соединение между штифтом / опорой компонента и медной дорожкой трескается из-за повторяющегося движения или изгиба.
- Слабость соединения с самого начала из-за плохой техники пайки на заводе (слишком мало припоя или неправильное «смачивание» соединения, приводящее к плохому соединению между выводом компонента и токопроводящей дорожкой на печатной плате).
Вероятность выхода из строя паяного соединения увеличивается на…
- Прерывистый нагрев / охлаждение, когда соединения вызывают растяжение и сжатие (например, электроинструменты).
- Частое и повторяющееся перемещение переключателей и других органов управления.Часто тот, который используется чаще всего, создает очень локальную нагрузку (например, максимальная настройка пылесоса или вытяжки).
- Многократное нажатие и вытягивание штекеров или кабелей приводит к физическому сгибанию соединений между выводами / ножками компонентов и печатной платой (например, аудиооборудованием).
- Устройства, которые сильно нагреваются при использовании, в конечном итоге страдают от слишком большого количества циклов нагрева / охлаждения. Соединения, вызывающие растяжение и сжатие (например, панельные обогреватели).
- Машины, которые сильно вибрируют, потому что в них используется большой и быстрый двигатель.Вибрация вызывает нагрузку на стыки между штифтами / ножками компонентов и печатной платой (например, стиральных машин).
- Устройства, которые много перемещаются. Электроникам не нравится, когда их слишком много бросают или толкают, поскольку они на самом деле немного хрупкие (например, ноутбуки).
К счастью, исправить эти сломанные соединения относительно просто. Самая сложная часть — открыть машину, чтобы обнажить поврежденную печатную плату. Ассортимент машин и электронных устройств огромен, поэтому я не буду вдаваться в подробности о том, как обнажить поврежденную электронику, но достаточно сказать, что вам нужно будет открутить все винты, которые вы видите, и удалить панели и / или детали. которые покрывают печатную плату.
Как только вы увидите печатную плату внутри, возьмите увеличительное стекло (если у вас нет глаз, как у сапсана…) и внимательно посмотрите на обратную сторону платы (сторону, противоположную электронному волшебству). Вы увидите сотни маленьких блестящих точек с торчащими из них булавками.
Хорошее паяное соединение выглядит красивым и блестящим , в то время как неисправное или «сухое» паяное соединение выглядит тусклым и твердым. Вы даже можете увидеть кольцо или трещину вокруг булавки или ножки.
Исправление…
Исправление состоит в том, чтобы перепаять все плохие соединения свежим припоем. Если искрение или периодическое использование не повредило какие-либо мелкие электрические компоненты, обычно это решает проблему. Но сначала; поврежденное соединение, вероятно, оставило старый припой в грязном или даже покрытом сажей состоянии из-за дуги (искры, вызванные плохим соединением). Осторожно очистите его физически с помощью ватной палочки или старой зубной щетки. Окунав бутон / кисть (и сняв излишки) в легкий растворитель (предпочтительно изопропиловый спирт), вы удалите более стойкие загрязнения (вы можете использовать воду, чтобы смочить ватную палочку в крайнем случае, но перед включением убедитесь, что все высохло до костей. очередной раз).
При выполнении этого ремонта необходимо помнить о двух важных вещах . Во-первых, всегда используйте флюс при пайке. Эта волшебная паста химически очистит соединение, делая припой намного лучше. На самом деле, паять без него для любителя очень сложно (поверьте, я знаю!). Второй; паяльники сильно нагреваются, поэтому нужно работать очень быстро, чтобы не повредить компонент.
Как паять сухое соединение…
Нагрейте утюг , протрите наконечник свежим припоем и снова сотрите его, проведя наконечником по влажной губке (это очищает или «оловянит» наконечник).Когда будете готовы, прикоснитесь острым горячим наконечником к контакту / меди компонента с одной стороны, а новым припоем — к другой. Поднимите утюг, как только увидите, что припой плавится (он течет и становится влажным и блестящим). Это займет всего пару секунд… Повторите то же самое со всеми подозрительными. Очень часто можно увидеть несколько бедных. Сотрите излишки флюса вокруг новых стыков, когда они остынут.
Помните, что вы нагреваете соединение, а не припой… Нагрейте, введите новый припой и затем быстро снимите оба.
Готово? Круто, теперь вы можете собрать вещь и предварительно включить ее снова … .. если вам повезет, вы починили это, а если нет, то это действительно произойдет. Но помните, что он был сломан, вероятно, не подлежал экономическому ремонту до того, как вы начали, поэтому не было абсолютно ничего, чтобы потерять, попробовав этот ремонт. Запомните это и запишите на свой опыт.
Если вам нужна дополнительная помощь по пайке, взгляните на приведенные ниже ссылки и, конечно же, на мое короткое видео (вы можете выключить динамики, если хотите, музыки многовато!).
Нажмите здесь, чтобы узнать, как паять, и здесь, чтобы узнать, как решить некоторые общие проблемы с пайкой.
Оставайтесь в хорошем состоянии
Ян
Обновление сломанного паяного соединения:
Даже спустя более 30 лет я все еще время от времени удивляюсь. «Звездный» светильник на видео выше — один из пары, и вот, второй тоже начал странно себя вести на этой неделе, всего через два месяца после первого! Удивительно стабильное качество сборки этих очень старых ламп.Впечатленный? Немного!
Вот несколько крупных планов проблемных соединений сухой пайки . Штифты явно ослаблены, и дуга повредила плату. К сожалению, на этот раз печатная плата выглядит слишком далеко, чтобы быть в безопасности, но я мог бы попробовать и внимательно следить за ней, чтобы убедиться, что она по-прежнему в безопасности.
Хорошо видно поврежденную печатную плату вокруг левого штифта, образовавшуюся из-за образования дуги вокруг сухого паяного соединения…
Кольца сломанного припоя легко увидеть вблизи… классический отказ паяных соединений из-за перегрева.
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой фиксирует соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника.Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволочный припой, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе. В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который доводит наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к изделию. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, которые обеспечивают лучший контроль над температурой паяльника и тепловым откликом (время, необходимое для повторного нагрева после пайки).К ним относятся жала паяльника, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридже.
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника. Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Какой припой использовать?Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым, диаметром проволоки, флюсового сердечника или сплошной проволоки, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости. Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания.Свинец имеет относительно низкую температуру плавления, легко смачивается и растекается, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой.Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое.Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
- Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники. Проволока для сантехники будет намного толще, диаметром 2 мм и больше.Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы пройдете через слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Флюсовый сердечник или сплошная проволока — Большинство припоев для проволоки поставляется с флюсовым сердечником, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется.С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки — хороший выбор для пайки, где следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для пайки.При соединении двух металлических поверхностей вместе припоем необходимо обеспечить хорошее металлургическое соединение, чтобы паяное соединение не рвалось, а электрическая целостность не колебалась под действием механических, температурных и других нагрузок. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Какой флюс мне следует использовать?Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Нужно ли добавлять флюс при пайке?
При пайке простого соединения, например 2-х проводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка с протягиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса.Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Флюс можно наносить кислотной кистью или наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить слишком много флюса. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что область контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область средством для удаления флюса.
Сопутствующие товары:
Насколько сильно нагревается паяльник?600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Как отличить хорошее паяное соединение от плохого?Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод. На что следует обратить внимание:
- Если это провод со сквозным отверстием, то отверстие должно быть заполнено, а паяное соединение должно иметь небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или накапливаться на других контактных точках / площадках.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим. К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность.Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения. Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем те, которые подходят для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника подходит к острой или круглой плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0.От 1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок.Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки сквозных паяных соединений. Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса. Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники потока — Наконечник потока похож по конструкции на скошенный наконечник, но вместо плоской поверхности это небольшой выступ или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки волной, как объяснялось выше.
Сопутствующие товары:
Можно ли установить нагрев на максимальную температуру для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреться до 900 ° F, но 750 ° F — это максимальная температура, необходимая для бессвинцового провода. Дополнительный нагрев также может излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с паяльного жала?Это признак того, что жало паяльника необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки для замены Plato).Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла. Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя.Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен. Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию ввести вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом.Как только наконечник показывает точечную коррозию — настоящие дыры в утюге — пора заменять.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников- Pro-Быстрый и простой в использовании, не требует пропитки водой и не подвергает жало паяльника термическому удару.
- Con — абразивен, хотя латунь мягче железа на конце наконечника.Он имеет больше склонности к царапинам на хромированном покрытии, что не позволяет припою намочить наконечник. Это может привести к появлению коррозии под покрытием, что сократит срок службы наконечника.
Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки наконечника. Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также для предотвращения выброса расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокая температура, необходимая для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника.Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жалаимеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии.Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и, в конечном итоге, потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавьте огонь
- Правильно очистите наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не прилипает к нему), это называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон / ворса на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных или высоковольтных плат.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Следите за чистотой и лужением наконечника.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / контактной площадке, пока оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте выводы острым ножом для свинцовых ножей и не засовывайте их в паяное соединение.
- Удалите остатки флюса с места пайки с помощью качественного съемника флюса.
Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
.