Профиль пвх пластвин
О бренде
В современном мире постоянно возрастают требования, предъявляемые к экологичности товаров, в том числе и к пластиковым окнам.Материал, из которого выполнено окно, в комплексе играет не последнюю роль в определении качества воздуха внутри дома, а значит и влияния на здоровье человека.
Только высококачественные пластиковые окна, отвечающие всем обязательным стандартам производства, могут обеспечить высокую экологичность, а значит, и сохранить здоровье. Plaswin – это оконная профильная система, произведенная по экологически чистой технологии и соответствующая высочайшим стандартам безопасности. Именно поэтому, окна из профиля Plaswin рекомендованы для установки в детских и медицинских учреждениях, а также в эко-домах и пассивных домах.
Plaswin является одним из брендов ООО «Винтек Пластик» — производителя морозостойких и долговечных оконных и дверных ПВХ-профилей под разными торговыми марками. Компания «Винтек Пластик» — российское подразделение международной промышленной группы ADO, которая входит в пятерку мировых лидеров по объемам производства оконных профилей.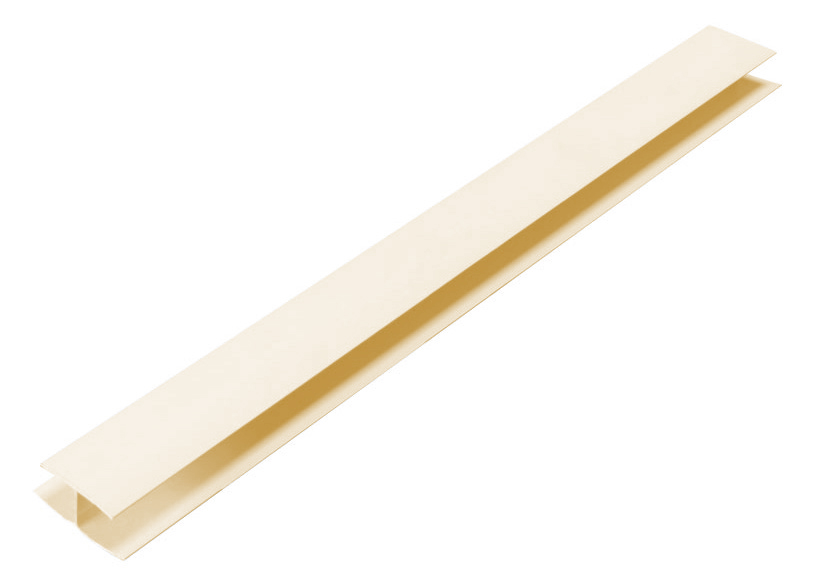
В мире группа представлена на пяти континентах: Европа, Азия, Африка, Америка и Австралия. Заводы расположены в 7 странах: Турции, Иране, России, Украине, Азербайджане, Тунисе и Индии. Продукция поставляется в более чем 80 стран мира.
В России профильная линейка компании насчитывает 10 оконных систем, начиная от оптимальных и практичных 3-камерных шириной 58 мм и заканчивая премиальной и ультраэнергосберегающей 6-камерной шириной 80 мм. Продукция имеет сертификаты соответствия по самым высоким стандартам.
Кроме того, в компании представлена широкая гамма аксессуаров и фурнитуры для окон под брендом ACCADO, а также богатый выбор ламинационных пленок собственного производства под брендом ADOFilm.
О компании. Пластвин профиль пвх официальный сайт
ГлавнаяПрофилПластвин профиль пвх официальный сайт
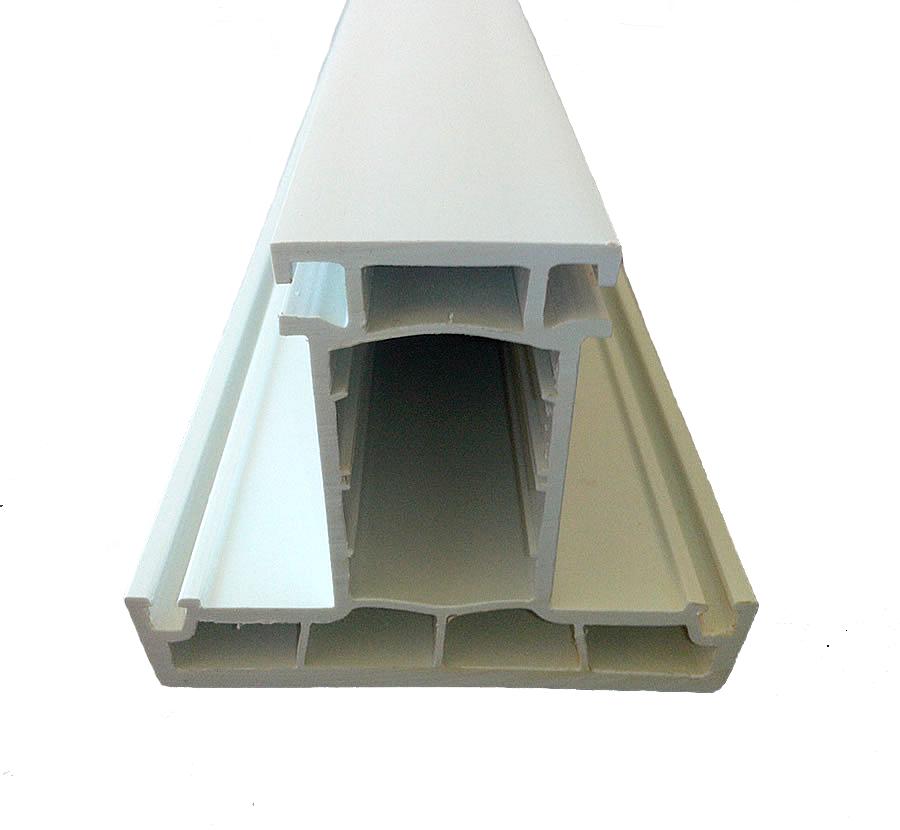
Профиль ПВХ и комплектующие — ООО «Голденпласт»
Компания ООО «Голденпласт» организована в 2006 г., основным направлением нашей деятельности изначально было изготовление методом экструзии ПВХ профилей различного назначения, а так же литье под давлением комплектующих применяемых в изготовлении металлопластиковых конструкций, стеклопакетов и антимоскитных сеток. Производство ПВХ профилей требует множество условий. Наличие производственных площадей, а также развитая логистическая инфраструктура района, в котором расположено производство позволило нам начать работать и интенсивно развиваться. В 2013 г. было произведено расширение производства. В настоящий момент наши мощности увеличены до 15 экструзионных линий, что позволяет выпускать бесперебойно 13500 тонн продукции в год.
Производство ПВХ профилей требует множество условий. Наличие производственных площадей, а также развитая логистическая инфраструктура района, в котором расположено производство позволило нам начать работать и интенсивно развиваться. В 2013 г. было произведено расширение производства. В настоящий момент наши мощности увеличены до 15 экструзионных линий, что позволяет выпускать бесперебойно 13500 тонн продукции в год.
Опыт работы и высококвалифицированный персонал позволили нам наладить выпуск высококачественной продукции по конкурентным ценам. Профиль ПВХ изготавливается на высокотехнологичном соременном европейском оборудовании. При экструзии профиля используются экологически чистые безопасные компоненты. Отличительной особенностью нашего профиля являются высокая износостойкость, стабильность цвета и размеров.
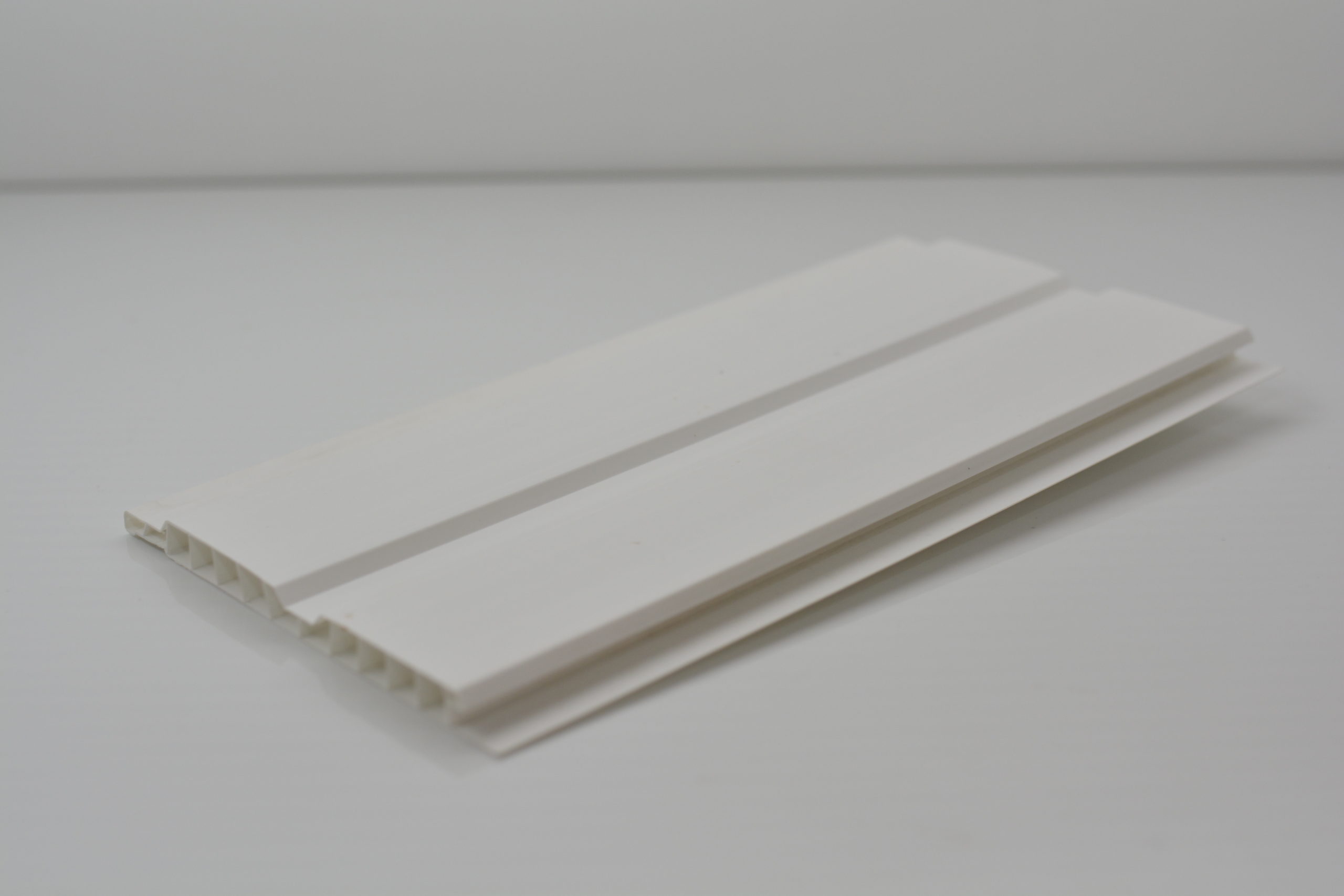
ООО «Голденпласт» выпускает широкий ассортимент продукции. Наши доборные профили и эркера совместимы практически со всеми профильными системами шириной 58, 60,62,64,68,70, 72 мм. Отделочные погонажные изделия изготавливаемые нашей компанией используются во внутренней и наружней отделке помещений. Ассортимент нашей продукции не заканчивается на многообразии профилей, мы можем предоставить по желанию заказчика отделочные и доборные профили заламинированные пленкой в необходимый цвет.
Отделочные погонажные изделия изготавливаемые нашей компанией используются во внутренней и наружней отделке помещений. Ассортимент нашей продукции не заканчивается на многообразии профилей, мы можем предоставить по желанию заказчика отделочные и доборные профили заламинированные пленкой в необходимый цвет.
Отгрузка продукции ООО «Голденпласт» производится с центрального склада в г. Ростове-на-Дону, так же возможна доставка товара по всей России и ближнему зарубежью. Опытные менеджеры нашей компании профессионально проконсультируют Вас о наличии товара на складе и сроках поставки.
Зарекомендовав себя за время работы, партнерами нашего завода стали крупнейшие фирмы, поставляющие комплектующие к металлопластиковым окнам. Мы сами производим то, что продается, а не навязываем то, что производим. Сотрудничество с нашей компанией позволит Вашему бизнесу стать крепче и прибыльней.
С уважением, команда завода ООО «Голденпласт»
goldenplast.ru
О компании
Добро пожаловать
Профиль ROPLASTO – по всему миру – для поколения.
Добро пожаловать в компанию ROPLASTO, которая является производителем и поставщиком систем ПВХ по всему миру.
Вы ищете современную оконную систему из высококачественного пластика?
Тогда Вы обратились по адресу. Мы разрабатываем и производим системы пластикового профиля для окон, дверей, откидных ставень, облицовки фасадов, гарнитуру и другие виды товаров.
На этих страницах мы хотим познакомить Вас с нашей компанией и нашими продуктами.
Эффективное и современное производство, великолепный дизайн, отменное качество продукции – вот основные преимущества немецкой компании ROPLASTO. Она была основана в 1955 году в городке Бергиш-Гладбах, расположенном на живописном берегу Рейна. С тех самых пор описываемая компания стала развиваться стремительными темпами, оставляя своих конкурентов позади. Необходимо отметить, что фирма ROPLASTO выпускает пластиковый профиль, тщательно контролируя производственный процесс и строго соблюдая технологические нормы. Это делает окна ПВХ, которые были произведены из пластиковых профилей ROPLASTO, высококачественными изделиями: они отличаются устойчивостью к перепадам температуры окружающей среды, воздействию агрессивных веществ, воспламенению и долговечностью (срок службы составляет порядка пятидесяти лет).
Ещё в 1993 году компания ROPLASTO получила сертификат качества ISO 9001, что свидетельствовало о ее надежности и стабильности. Занимаясь постоянным совершенствованием продукции, внедряя новейшие технологии и улучшая систему менеджмента, данная организация, продающая износостойкий пластиковый профиль, два года назад успешно прошла сертификацию по стандартам EN ISO 9001:2008. Необходимо сказать, что пластиковые окна ROPLASTO полностью соответствуют европейскому стандарту RAL.
Одна из первых в отрасли компания ROPLASTO в 1995 году перешла на экологически чистые стабилизаторы Ca и Zn, а также открыла великолепно оборудованный цех ламинации.
В 2007 году описываемая немецкая фирма вошла в объединение компаний BESAGROUP, которое занимается производством и экструзией конструкций для деформационных швов из алюминия и поливинилхлорида.
В 2010 году ROPLASTO была сертифицирована рецептура класса S согласно EN12608, тем самым увеличив светостойкость профилей и задав новый уровень стандартов в отрасли.
Сейчас компания ROPLASTO ежегодно изготавливает более пятидесяти тысяч тонн профилей ПВХ на сорока семи экструдерах и реализует свою продукцию во многих европейских странах: Германия, Франция, Италия, Голландия, Бельгия, Польша, Румыния, Венгрия, Чехия, Украина, Россия и т.д. Не собираясь останавливаться на достигнутых результатах, руководство компании планирует покорять новые рынки сбыта и завоевывать лояльность клиентов по всему миру, предлагая им широкий ассортимент профилей для производства окон ПВХ.
www.roplasto.info
Производственная компания «СВ Профиль» более 10 лет работает в области производства, поставки и реализации кабель-каналов (короба), гофрированных труб (ПВХ,ПНД), гладких жестких труб, распределительных пластиковых коробок (распаечные коробки) для электропроводки. Наша производственная база состоит исключительно из импортного оборудования и работает на импортном сырье. Именно поэтому мы готовы предложить самое лучшее соотношение цена — качество на все виды выпускаемой продукции.
|
svprofil. ru
ru
Окна Plaswin 70
Для тех, кому важна экологичность во всем!
- глянцевая белоснежная поверхность
- высокогерметичные уплотнители
- 5-камерный профиль 70 мм.
- 2-камерный стеклопакет до 40 мм.
- специальная форма фальца для обеспечения эффективного водоотвода
Идеальные окна из 5-камерного профиля 70 мм подарят …
Широкий двухкамерный стеклопакет… …40 мм гарантирует высокий уровень теплозащиты
Армированная конструкция… …обеспечивает высокую сопротивляемость порывам ветра
Безупречность прямых линий… …создает ощущение гармонии и красоты.
Повышенная звукоизоляция… …обеспечит дополнительную защиту от городского шума.
Противовзломная фурнитура… …превратит Ваш дом в неприступную крепость.
Уплотнитель
Покупка пластиковых окон позволяет не только улучшить внешний вид квартиры, но и усилить звукоизоляцию. Во многом, качество работы окон определяется наличием хороших уплотнителей, которые в них используются. Они выполняют роль изолятора, защищающего жилье от внешних шумов, попадания влаги, ветра, холода и пыли. Уплотнения производятся из материала TPV на основе синтетического каучука и модифицированного полипропилена.
Они выполняют роль изолятора, защищающего жилье от внешних шумов, попадания влаги, ветра, холода и пыли. Уплотнения производятся из материала TPV на основе синтетического каучука и модифицированного полипропилена.
Такой материал более стойкий к истиранию и остаточным деформациям, чем аналогичные элементы на основе EPDM, и обладают высокой тепловой стабильностью при температурах от
–55 до +125°С.
При воздействии прямых солнечных лучей TPV нагревается гораздо меньше, чем EPDM, обладает высокой стойкостью к ультрафиолетовому излучению, не впитывает влагу и не пропускает воздух, то есть, обладает свойствами превосходного герметика.
Благодаря своей структуре TPV остается эластичным при низких температурах, он легок в монтаже, поддается сварке и склеиванию.
Прочность……схожая по своим свойствам с вулканизированным каучуком.
Широкий температурный диапазон……дает возможность использования в пределах от -50°С до +65°С.
Широкая область применения
Экологичность. ..
..…не выделяются токсины, отсутствует реакция на кислоты.
Продолжительный срок эксплуатации……без потери начальных защитных качеств (до 30 лет и более).
Возможность выбора оптимального цвета……уплотнительного материала, идентичного оконным рамам.
Десять заблуждений о пластиковых окнах из профиля класса Б
Сегодня потребителям доступны пластиковые окна из профиля класса А и класса Б, отличающиеся между собой толщиной наружной стенки профиля. Принято считать, что уменьшение стенки приводит к ухудшению потребительских свойств и снижению срока эксплуатации изделия. Однако так ли это на самом деле? Какие же утверждения о двух классах верны, а какие — ошибочны?
1. За уменьшением толщины наружной стенки профиля стоит желание производителей снизить расходы на производство
Действительно, решение сделать профиль более тонким объясняется стремлением уменьшить расходование дорогостоящего поливинилхлорида, из которого делают пластиковый профиль, и, таким образом, сделать пластиковое окно более доступным.
Вспомним историю. Первые пластиковые окна «упаковывались» в рамы из ПВХ с толщиной стенок доходящей до 5 мм: за счет увеличения толщины стенок компании добивались прочности профиля, производимого из мягкого поливинилхлорида. Однако чем больше использовалось исходного материала, тем выше оказывалась цена на изделие, поэтому производители искали способ, который бы позволил обеспечить прочность профильной системы и снизить издержки производства.
Со временем инновационное решение было найдено — улучшить свойства поливинихлорида и уменьшить расходование дорогостоящего материала удалось благодаря использованию химических добавок. Оконный профиль стал немного более тонким, но, благодаря новой рецептуре и уникальной внутренней геометрии сохранил все свойства предшественника — превосходную теплоизоляцию, прочность, качество поверхности.
2. Профили с более тонкой стенкой менее прочны, легко деформируются при низкой температуре, разрушаются при сильном механическом воздействии и быстрее изнашиваются
Утверждение не соответствует истине.
Оконные профили классов А и Б одинаково прочны, стойки к атмосферным воздействиям, перепаду температур, служат на протяжении всего срока эксплуатации, более 40 лет, а также одинаково монтируются (по ГОСТу технология монтажа пластиковых окон из профилей разных классов одна и та же).
3. Профили класса Б из-за более тонкой наружной стенки обладают слабыми теплоизоляционными свойствами
Очередной миф, поскольку на теплоизоляционные свойства – одну из главных характеристик окна – влияет не толщина наружной стенки профиля, а ширина всего ПВХ-профиля и количество камер.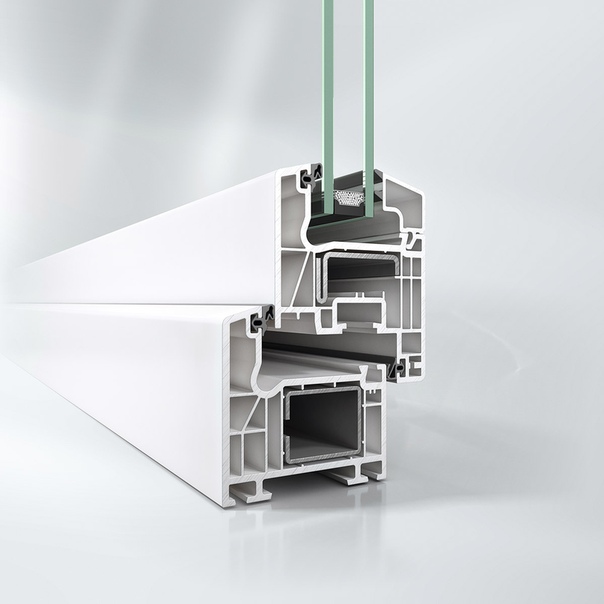
Например, для остекления помещений, к которым не предъявляются высокие требования по теплосбережению, можно использовать окна из профиля толщиной менее 58 мм. Скажем, трехкамерную, четырехкамерную систему с монтажной шириной 58 мм или 60мм. Там, где необходимо заботиться о сохранении тепла и об энергосбережении, лучше применять окна с более широким профилем. Например, пятикамерные системы 70 мм,72мм,82мм.
4. При длительной эксплуатации толщина наружной стенки оконного профиля становится тоньше (за 40 лет на 0,7мм), поэтому профиль класса Б со временем превратится в «картонку»
Утверждение не имеет под собой никаких оснований. Поливинилхлорид, используемый для производства ПВХ-профиля, может служить на протяжении десятков лет без изменения толщины стенок. Современный ПВХ-профиль не боится ни ветра, ни дождя, ни перепадов температур, поэтому профиль даже спустя сорок, пятьдесят и более лет остается таким же, как в первый день эксплуатации и, конечно, остается без изменений и толщина наружной стенки. ПВХ боится только УФ-лучей: под их воздействием профиль может со временем выцветать.
ПВХ боится только УФ-лучей: под их воздействием профиль может со временем выцветать.
5. Профили класса Б предназначены только для «объектного строительства»
Одно из самых распространенных заблуждений. Поскольку ГОСТ предъявляет одни и те же требования к оконным конструкциям независимо от типа профиля, то пластиковые окна из профиля класса Б рекомендованы к использованию в тех же случаях, что и окна с более толстыми наружными стенками.
Более того, востребованность окон из профиля класса Б значительно выше. За счет оптимальной цены такие окна доступнее потребителям, а также чаще становятся «победителями» муниципальных конкурсов и коммерческих тендеров на остекление различных объектов — новостроек, реконструируемых зданий, производственных помещений, офисов, детских и лечебных учреждений, др.
6. Пластиковые окна из профиля Б недостаточны красивы, с ними нельзя экспериментировать в цвете и форме
Это ошибочное представление. Профили обоих классов, А и Б, могут быть абсолютно любого цвета и формы. Современные технологии позволяют окрашивать профиль независимо от толщины наружной стенки и придавать требуемый оттенок, белоснежный, «под дерево», вишневый, золотой, красный, серебряный и другие
Профили обоих классов, А и Б, могут быть абсолютно любого цвета и формы. Современные технологии позволяют окрашивать профиль независимо от толщины наружной стенки и придавать требуемый оттенок, белоснежный, «под дерево», вишневый, золотой, красный, серебряный и другие
Что касается формы пластикового окна, то эксперименты возможны в основном при индивидуальном строительстве (дачи, загородные дома, коттеджи), при этом архитектор может запроектировать, вне зависимости от толщины наружной стенки ПВХ профиля, окно различной формы: арочное, круглое, квадратное, трапециевидное, прямоугольное, отступая от привычных прямоугольных окон массового типового строительства.
7. В Европе производители пластикового окна, дорожащие своей репутацией, не производят окна из профиля класса Б
Напротив, европейские производители ПВХ-профиля постоянно увеличивают долю выпуска ПВХ-профиля класса Б. Если лет пять назад доля этих систем составляла на рынке около 10%, то сегодня соотношение профиля класса Б и класса А примерно одинаково, 50% на 50%. Эта динамика связана с постепенным улучшением рецептуры профиля и желанием производителей сделать пластиковое окно доступным каждому.
Эта динамика связана с постепенным улучшением рецептуры профиля и желанием производителей сделать пластиковое окно доступным каждому.
8. К пластиковым окнам из профиля класса Б рекламаций больше, чем к пластиковым окнам из профиля класса А
Согласно статистике компании, ведущего поставщика и производителя профильных систем из ПВХ, большая часть претензий (около 70%) связана с ошибками логистики, транспортными повреждениями, неправильным оформлением документов, некачественным монтажом, и только в 30 % случаев потребители жалуются на качество самого окна. При этом претензии касаются потребительских характеристик конструкции (не защищает от шума, не бережет тепло, нетоварный вид), к толщине наружной стенки профиля какие-либо жалобы исключены, поскольку, согласно ГОСТу, эта характеристика не влияет на потребительские свойства пластикового окна.
9. На окна из профиля класса Б производители профиля и пластикового окна не дают гарантию или же она меньше гарантии на профили класса А
Очередной миф.
Untitled Document
Пластиковые окна
Потребители ожидают от нас решений в области светопрозрачных
конструкций, которые являются качественными и экономически выгодными. У окон
из профилей REHAU-Basic-Design качество является стандартом, а экономическая
выгода запланирована с самого начала.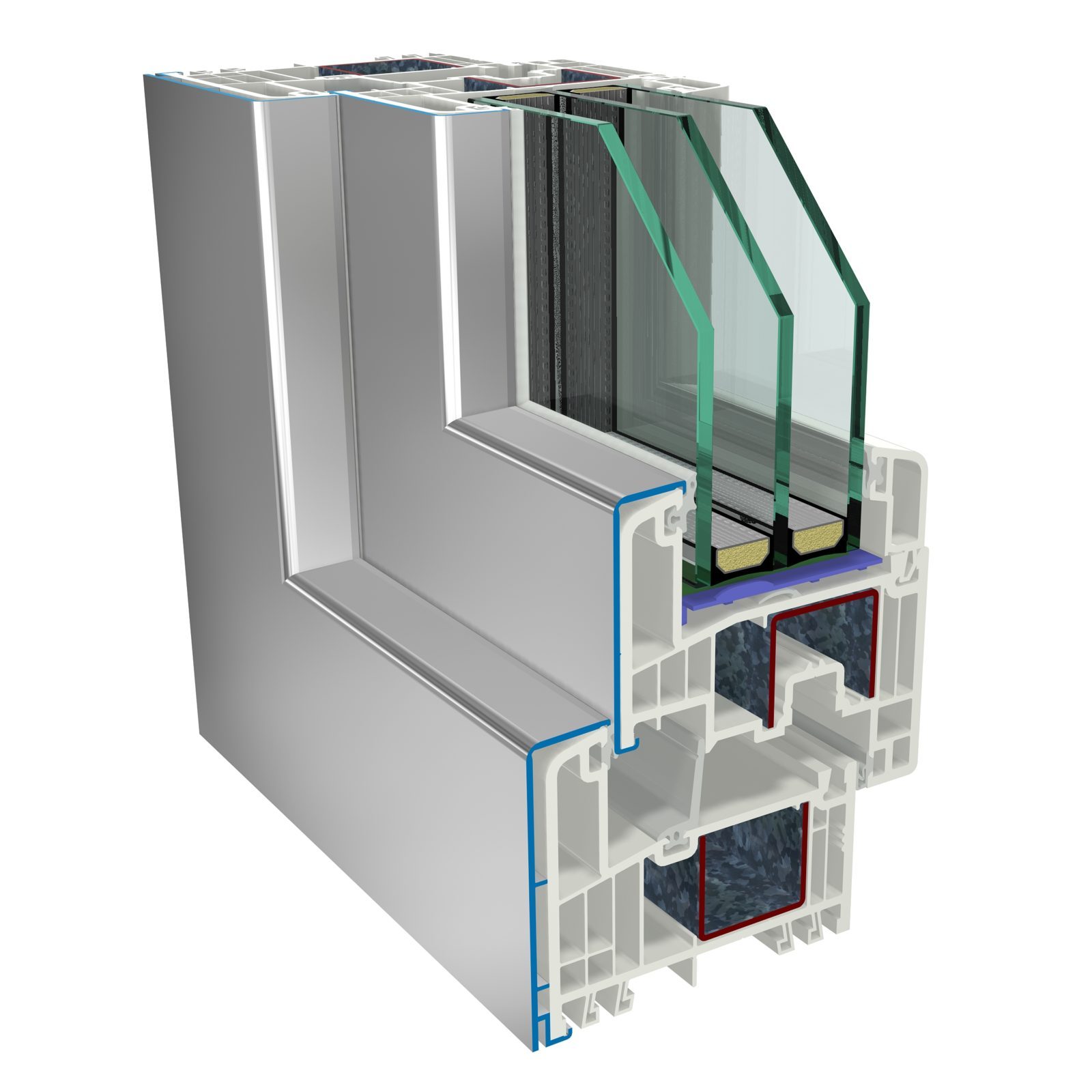
Несколько причин, которые облегчат Вам выбор в пользу оконных конструкций из профилей REHAU-Basic-Design:
Привлекательный внешний вид:
благодаря гладкой поверхности и элегантным 15-градусным скосам окна из профилей
REHAU-Basic-Design придадут Вашему дому изящный внешний вид.
Плотность притвора: два контура уплотнения задерживают пыль, воду потоки воздуха
и позволяют создать в помещении климат без сквозняков, в котором Вы будете
чувствовать себя прекрасно.
Системы проветривания: чтобы обеспечить в помещениях с недостаточной вентиляцией
оптимальный климат и предотвратить высокую влажность, REHAU предлагает дополнительные
системы вентиляции.
Комфорт в повседневном использовании: окна из профилей I REHAU-Basic-Design
легко открываются и закрываются.
Защита от взлома: профили REHAU-Basic-Design сконструированы таким образом,
что могут быть использованы специальные усиленные части приборов запирания,
затрудняющие проникновение в помещение через оконную конструкцию.
Защита от шума: насладитесь тишиной за окнами из профилей REHAU-Basic-Design.
При использовании специальных шумоизолирующих стекол обеспечивается защита
от шума до класса защиты 4 по нормам VDI 2719.
Легкость в уходе: уход за оконными рамами облегчается за счет гладкой поверхности
и скошенного фальца. Профиль дополнительно обработан антистатиком.
Низкая теплопроводность: благодаря трехкамерному строению профиль обладает высокими теплоизоляционными свойствами, уменьшающими потерю тепла.
Долговечность: материал RAU-PVC, который используется для изготовления профилей
REHAU-Basic-Design был разработан фирмой REHAU специально для изготовления
профилей для светопрозрачных А конструкций. Данный материал подвергался испытаниям
на устойчивость к воздействию окружающей среды как в СИГ, так и за рубежом,
что подтверждается соответствующими сертификатами.
Почти полвека опыта в изготовлении профилей сделали фирму REHAU одним из ведущих поставщиков на рынке светопрозрачных конструкций. Комбинируя оправданное практическим использованием ноу-хау исследования в области материалов и технический прогресс, фирма REHAU предлагает на рынке СНГ гарантированно высококачественные системы профилей, ориентированные на будущее.
Согласно Вашим пожеланиям профили REHAU перерабатываются квалифицированным предприятием в готовые оконные конструкции. При этом принципы качества соблюдаются и при установке готовых конструкций: обученные сотрудники при поддержке современной техники позаботятся об этом.
Уже на стадии подготовки заказа учитываются все составляющие для его успешного выполнения,
начиная от вариантов исполнения, условий безопасной эксплуатации
и вплоть до степени тепло и звукоизоляции, обеспечиваемых готовым изделием.
Качество с любой точки зрения!
Покупайте окна из профилей REHAU-Basic-Design — Вы будете довольны!
to site
Design
by: Panshin R.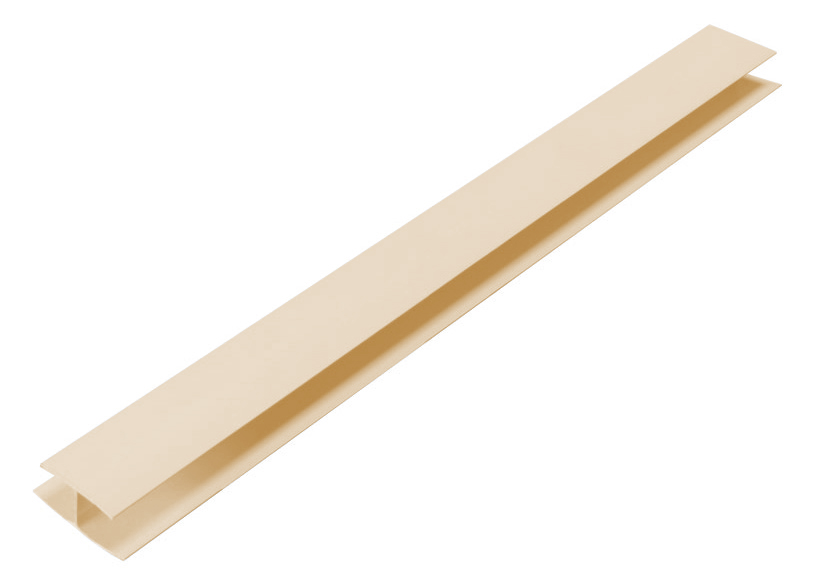 A.
A.
Умный Дом, ИП Динская — телефон, адрес, контакты. Отзывы о Умный Дом (Динская), вакансии
Осуществляем ПРОДАЖУ и УСТАНОВКУ— ПВХ ОКНА, ДВЕРИ. ОСТЕКЛЕНИЕ БАЛКОНОВ, ЛОДЖИЙ, ТЕРРАСС:
— вы можете не только купить оконные конструкции, но и получить консультацию специалистов по выбору профильной системы Вашего будущего окна и его эксплуатации, заказать доставку и установку на удобное время;
— мы работаем как с элитными профилями ( Rehau, KBE), так и с бюджетным (Novotex, Krauss, Knipping, Plastvin) классом профиля. Большой выбор цветовой гаммы профиля , подоконников , стеклопакетов и комплектующих.
— СПЛИТ- СИСТЕМ И СИСТЕМ ВЕНТИЛЯЦИИ:
— наша бригада профессиональных монтажников
успешно выполняет монтаж различных систем вентиляции и систем кондиционирования для домов, офисов, коттеджей, квартир, производственных помещений, магазинов, торговых центров, ресторанов, бассейнов, клубов и других объектов.
— НАТЯЖНЫХ ПОТОЛКОВ ЛЮБОЙ СЛОЖНОСТИ
— Натяжные потолки от самых простых до самых сложных!
Высокий профессионализм — работаем со всеми материалами: матовым, глянцевым, сатиновым и тканевым.
Мы сделаем Ваш интерьер неповторимым, применяя современные технологии в натяжных потолках: Одноуровневые потолки, Многоуровневые потолки, Парящие, Потолки с фотопечатью, 3D потолки, Резные потолки APPLY.
Честная цена за качественный натяжной потолок + Монтаж!
!!!НЕ ЗАКАЗЫВАЙТЕ У ДРУГИХ — ПОКА НЕ УЗНАЕТЕ НАШИХ ЦЕН!!!
!!Как мы работаем:!!
— Заключаем официальный договор.
— На все работы, изделия и оборудование предоставляем гарантию! Мы получаем огромное количество благодарностей от заказчиков. Большинство наших новых клиентов — родственники и друзья старых клиентов!
— Гибкая система скидок — чем больше объем,- тем дешевле цена.
— Удобная система оплаты. ( наличный и безналичный расчет)
!!3 причины обратиться именно к нам:!!
1. Качество.
Мы заинтересованы в том, чтобы работа была выполнена
качественно. Мы очень дорожим нашей репутацией.
Мы очень дорожим нашей репутацией.
2. Быстрота.
Мобильность и оперативность работы наших
монтажников. При необходимости, можем работать в ночное время, в выходные
дни и праздники.
3. Выгодные для Вас расценки.
Это возможно благодаря универсальности наших специалистов,
а также отсутствию большого штата сотрудников, характерного
для крупных монтажных организаций.
Для тех, кто ищет лучшее предложение!
Звоните или пишите прямо сейчас работаем 7 дней в неделю!
Выезд замерщика в удобное для Вас время — БЕСПЛАТНО!
производителей пластиковых профилей | Поставщики пластиковых профилей
Пластиковые профили — Lincoln PlasticsПластиковые профили доступны в широком диапазоне форм и размеров, включая такие формы, как тонкая пленка, стержни, проволочные листы, обрезки, каналы, стержни, трубки и прокладки.
Экструзии пластиковых профилей могут быть экструдированы горячим, холодным или горячим способом через головку в процессе прямой или косвенной экструзии. У каждого из этих процессов есть свои преимущества и недостатки.
У каждого из этих процессов есть свои преимущества и недостатки.
Экструдированные пластиковые профили очень универсальны и могут быть разработаны для конкретных применений, таких как трубы, шланги, детали холодильников и морозильников, упаковка, трубопроводы для газа и воды, защитные крышки, светорассеиватели, выставочные стенды и держатели торговых точек.
Обслуживая отрасли, включая строительство, медицину, авиакосмическую промышленность, офисную мебель, производство и транспорт, большинство компаний, занимающихся экструзией пластиковых профилей, также предлагают вторичные услуги, такие как термообработка, печать, этикетирование, сварка, анодирование и гальваника.
Процесс экструзии начинается с подачи сырых пластмассовых гранул или хлопьев в бункер, расположенный над закрытым экструзионным каналом; под действием силы тяжести пластмассовое сырье подается в экструзионный канал.
По длине канала проходит винтовой конвейер, который перемещает необработанный пластик по направлению к противоположному концу, разрезая и нагревая пластик за счет трения. Пластиковые гранулы пластифицируются или плавятся по мере продвижения по конвейеру. По мере приближения к концу канала расплавленный пластик покидает винт и проходит через сетчатый фильтр, чтобы удалить любые загрязнения.
Пластиковые гранулы пластифицируются или плавятся по мере продвижения по конвейеру. По мере приближения к концу канала расплавленный пластик покидает винт и проходит через сетчатый фильтр, чтобы удалить любые загрязнения.
Экраны усилены предохранительной пластиной, которая представляет собой толстую металлическую шайбу с множеством просверленных отверстий. На конце конвейерного канала закреплена фильера, которая придает расплавленному пластику определенный профиль, когда он проталкивается или выдавливается через винтовой конвейер. Вновь сформированный пластиковый профиль охлаждается, протягивается рядом конвейеров и разрезается на нужную длину. Таким образом, пластиковые профили производятся быстро и в довольно больших объемах.
Пластиковые профили можно изготавливать с использованием различных типов процессов экструзии, включая обратную экструзию, при которой термопластический материал заставляют течь в направлении, противоположном направлению шнека, и соэкструзию, при которой несколько слоев экструдируются вместе.
Кроме того, существует два основных способа экструзии пластиковых профилей: горячая обработка и холодная обработка. При холодной обработке термопластический материал подвергается пластической деформации при комнатной или близкой к комнатной температуре. Для горячей обработки используются нагретые термопласты с хорошей деформируемостью.
Экструдированные пластиковые профили | Экструзия пластика | БЕСПЛАТНЫЙ ИНСТРУМЕНТ | Звоните сегодня
Экструзия пластика может производиться из различных материалов, форм и конструкций.Keller предлагает следующие различные профили для стандартных товарных пластиков:
Полиэтиленовые профили Полиэтилен — довольно «старый» материал, впервые разработанный в 1930-х годах. Полиэтилен — один из самых дешевых материалов в производстве экструдированных пластиковых профилей и обладает некоторыми удивительными свойствами. Полиэтиленовые профили обладают хорошей ударной вязкостью при температурах от -40 ° F до 176 ° F. Полиэтиленовые профили считаются довольно «гибкими» и обладают превосходной химической стойкостью наряду с устойчивостью к влагопоглощению.Из-за превосходной химической стойкости полиэтилена его практически невозможно склеить с помощью клея. Однако у нас есть экструдированный пластиковый профиль, который мы можем порекомендовать. Полиэтиленовые профили просты в обработке и представляют собой легкий экструдированный пластиковый профиль (плавает на воде). Полиэтиленовый пластик может выдерживать некоторое воздействие на открытом воздухе, но не считается атмосферостойким материалом. Полиэтилен может быть подвергнут совместной экструзии с некоторыми термопластичными эластомерами (TPE). Полиэтилен будет гореть довольно легко (как свеча).Верхняя рабочая температура полиэтиленовых профилей составляет около 180 ° F в зависимости от марки.
Полиэтиленовые профили считаются довольно «гибкими» и обладают превосходной химической стойкостью наряду с устойчивостью к влагопоглощению.Из-за превосходной химической стойкости полиэтилена его практически невозможно склеить с помощью клея. Однако у нас есть экструдированный пластиковый профиль, который мы можем порекомендовать. Полиэтиленовые профили просты в обработке и представляют собой легкий экструдированный пластиковый профиль (плавает на воде). Полиэтиленовый пластик может выдерживать некоторое воздействие на открытом воздухе, но не считается атмосферостойким материалом. Полиэтилен может быть подвергнут совместной экструзии с некоторыми термопластичными эластомерами (TPE). Полиэтилен будет гореть довольно легко (как свеча).Верхняя рабочая температура полиэтиленовых профилей составляет около 180 ° F в зависимости от марки.
Полиэтилен низкой плотности: Полиэтилен низкой плотности (LDPE) полупрозрачный или непрозрачный, довольно гибкий и довольно прочный. В цвете профили LDPE имеют глянцевую поверхность.
Полиэтилен высокой плотности: Полиэтилен высокой плотности (HDPE) имеет повышенную прочность на разрыв, более жесткий, имеет лучшую химическую стойкость и выдерживает более высокие температуры, чем LDPE. Цветные профили HDPE непрозрачны и обычно имеют довольно глянцевую поверхность.
Полипропиленовые профили Полипропилен был представлен в 1950-х годах как альтернатива полиэтилену и очень популярен сегодня. Полипропиленовые профили очень похожи на полиэтиленовые профили, за исключением того, что этот материал более жесткий и его верхняя рабочая температура составляет от 200 ° до 220 ° F. Полипропилен естественно полупрозрачен, а при окрашивании получаются пластиковые профили с глянцевой поверхностью. Полипропиленовые профили легко обрабатываются, обладают хорошей химической стойкостью и хорошей ударной вязкостью.Полипропилен обладает очень хорошей устойчивостью к повторяющимся нагрузкам, поэтому этот материал часто предпочитают в приложениях, требующих шарнирных или изгибающих движений. Полипропиленовые профили не любят холода — ниже 32 ° F — хотя доступны сополимеры, которые улучшают ударную вязкость при таких температурах. Полипропиленовые профили или экструдированные пластиковые профили обычно не любят солнце, и материал легко воспламеняется.
Полипропиленовые профили не любят холода — ниже 32 ° F — хотя доступны сополимеры, которые улучшают ударную вязкость при таких температурах. Полипропиленовые профили или экструдированные пластиковые профили обычно не любят солнце, и материал легко воспламеняется.
Полистирол — еще один старый материал, разработанный в 1930-х годах.Это недорогой универсальный пластик, который может быть жестким или вспененным (пенополистирол ™). Профили из полистирола могут быть прозрачными, твердыми, водостойкими и легкими, но обладают ограниченной гибкостью. Этот материал не подходит для использования на открытом воздухе, поскольку он разрушается под воздействием света. Полистирольные профили легко и недорого производить. Поскольку полистирол может быть прозрачным, он обеспечивает отличную окраску пластиковых профилей. Профили из полистирола или экструдированного пластика обладают выдающимися электрическими свойствами, хорошей термической стабильностью и стабильностью размеров, но плохой стойкостью к растворителям.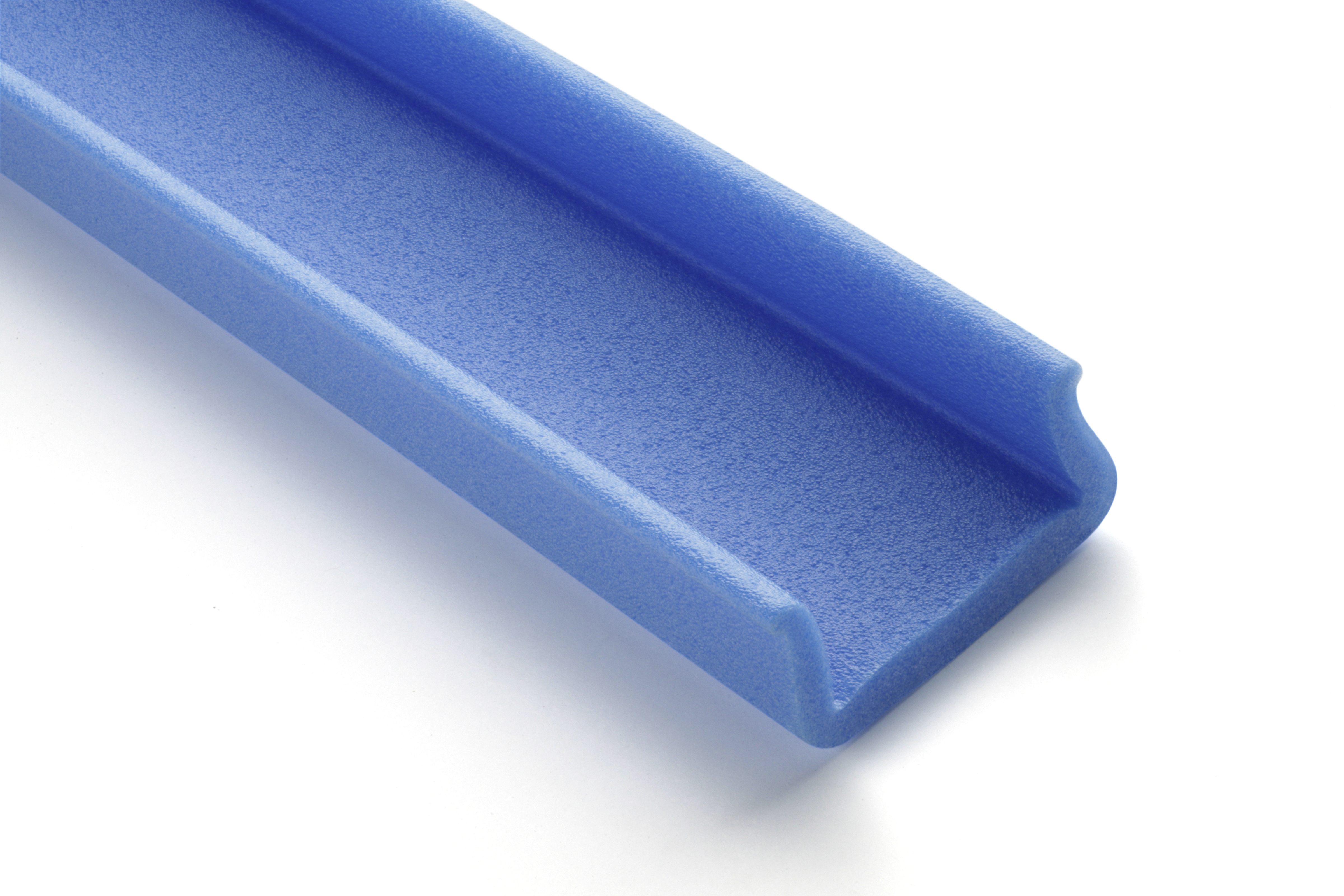 Полистирол не любит экстремальных температур, имеет относительно низкую температуру плавления и начинает размягчаться при температуре около 212 ° F.
Полистирол не любит экстремальных температур, имеет относительно низкую температуру плавления и начинает размягчаться при температуре около 212 ° F.
Ударопрочный полистирол: смесь прорезиненного полистирола, называемая ударопрочным полистиролом или HIPS, обеспечивает улучшенную ударную вязкость при экономичной цене.
Профили из ПВХ ПВХ — один из старейших термопластов, впервые запатентованный в США в конце 1920-х годов. Сам по себе ПВХ твердый и хрупкий при комнатной температуре, но ПВХ совместим со многими добавками, которые придают ему широкий спектр эксплуатационных характеристик, которые могут удовлетворить различные потребности применения.ПВХ может быть очень жестким и прочным для использования в строительстве и трубах или настолько гибким, насколько это необходимо для использования в тканях и коврах. ПВХ чрезвычайно универсален и включает в себя самые разные типы смол. Это относительно недорого и легко обрабатывать. Профили ПВХ обладают довольно хорошей химической стойкостью, водостойкостью и атмосферостойкостью, обладают хорошей термической стабильностью, обладают отличными электроизоляционными свойствами, обладают хорошей термостойкостью и по своей природе являются огнестойкими, поскольку ПВХ хлорирован. ПВХ-профили могут быть прозрачными или цветными, иметь глянцевую или матовую поверхность.
ПВХ-профили могут быть прозрачными или цветными, иметь глянцевую или матовую поверхность.
Гибкий ПВХ — отличный материал для использования в профилях без латекса. Гибкий ПВХ стоит меньше по весу, чем резина или TPE, и обеспечивает значительно большую прозрачность. Гибкий ПВХ легко связывается растворителем, более устойчив к перегибам (в трубках) и проявляет меньшее сужение горловины (ширина / ширина) при растяжении. Гибкий ПВХ обычно известен как самый экономичный экструдированный пластиковый профиль, высокоэффективный материал, используемый в профилях без латекса.
Хотя ПВХ считается в целом очень хорошим пластиковым материалом с точки зрения цены и свойств, в настоящее время он получает некоторую негативную известность из-за присутствия хлора в его химическом составе.Учитывая сегодняшнюю заботу об окружающей среде, некоторые из наших клиентов выбирают другие «экологически чистые» материалы для удовлетворения своих потребностей. Мы уже довольно давно работаем над альтернативами ПВХ и разработали ряд новых материалов, которые предлагают свойства, аналогичные свойствам ПВХ, при привлекательной цене.
Термопластические эластомеры (TPE), представленные в 1960-х годах, представляют собой материалы с резиноподобной гибкостью и растяжимостью — способностью быстро возвращаться назад после увеличения в два раза по сравнению с исходной длиной.Термопластические эластомеры имеют широкий диапазон твердости и могут поглощать вибрации (энергию). Есть много типов термопластичных эластомеров; в основном мы работаем со стиролами, термопластическими полиуретанами (TPU) и термопластичными олефинами (TPO).
ТПЭ со стиролом
ТПЭ со стиролом имеют самый низкий показатель твердости при максимальном относительном удлинении. Они обладают хорошей атмосферостойкостью на открытом воздухе, хорошими низкотемпературными характеристиками, низкой остаточной деформацией и хорошим ощущением «резины». Их можно соэкструдировать с рядом других материалов.Стирольные TPE используются в ряде приложений «захвата», включая ручки руля, зубные щетки, бритвы, клюшки для гольфа и электроинструменты.
Термопластический полиуретан (TPU)
Термопластичный полиуретан — это эластомер, который имеет множество составов, поэтому он может обеспечивать значительное количество комбинаций физических свойств, что делает его чрезвычайно гибким материалом, который может использоваться во многих типах приложений клиентов. Термопластичный полиуретан (ТПУ) обладает высокой эластичностью, устойчивостью к ударам и истиранию, а также хорошей атмосферостойкостью.TPU предлагает гибкость с широким диапазоном твердости (по шкале Шор A от 65 до 80 по шкале D) и высокую эластичность — до 750% удлинения. ТПУ обладают хорошей несущей способностью; просты в обработке, их можно стерилизовать, сваривать, красить, красить и печатать. Термопластичный полиуретан обладает хорошей гибкостью при низких температурах. Специальные марки могут быть прозрачными, огнестойкими и антистатическими.
Термопластический олефин (TPO)
TPO — термопластичный эластомер, используемый в стеклянных герметизирующих каналах; орошение сада и бытовой техники; НКТ; электроизоляция и кровельные мембраны. ТПО обладают водостойкостью, хорошей прочностью на растяжение, хорошей способностью к удлинению, отличной гибкостью при низких температурах, устойчивостью к атмосферным воздействиям и хорошей окраской. Доступны специальные марки, устойчивые к ультрафиолетовому излучению, что делает его отличным материалом для использования на открытом воздухе, но будьте осторожны с растворителями и топливом — маслами, бензином, керосином.
ТПО обладают водостойкостью, хорошей прочностью на растяжение, хорошей способностью к удлинению, отличной гибкостью при низких температурах, устойчивостью к атмосферным воздействиям и хорошей окраской. Доступны специальные марки, устойчивые к ультрафиолетовому излучению, что делает его отличным материалом для использования на открытом воздухе, но будьте осторожны с растворителями и топливом — маслами, бензином, керосином.
Жесткий ПВХ — Condale Plastics
Жесткий ПВХ (также известный как НПВХ) является третьим наиболее широко производимым полимером.Что касается экструзии пластмасс, ПВХ является наиболее часто экструдируемым жестким пластиком. Это низкая стоимость, пригодность для вторичной переработки и универсальность как для внутреннего, так и для наружного использования. Это делает жесткие экструзии из ПВХ популярным выбором для широкого спектра применений. uPVC — это непластифицированный ПВХ, и этот материал отличается своей прочностью и прочностью. Это также чрезвычайно адаптируемый пластик, отлично подходящий для многих приложений.
Это также чрезвычайно адаптируемый пластик, отлично подходящий для многих приложений.
Свойства жесткого ПВХ
PVC — твердый полимер, который можно дополнительно улучшить с помощью модификаторов ударной вязкости.Жесткие экструзии из ПВХ обладают высокой химической стойкостью. Это означает, что жесткие трубы из ПВХ можно легко сварить, приклеить и сплавить сами с собой, что идеально подходит для стыков труб. Устойчивость к коррозии делает экструдированные жесткие ПВХ-профили, секции и планки пригодными для использования на открытом воздухе. ПВХ также обладает хорошими изоляционными свойствами для использования в низковольтных электрических сетях. Благодаря своим многочисленным преимуществам, жесткие экструзии из ПВХ и жесткие трубы из ПВХ с успехом используются как в помещениях, так и на открытом воздухе.
Жесткие экструзии из ПВХ в эксплуатации
Жесткий ПВХ широко используется в строительстве водопроводных и канализационных труб, зимних садов, водостоков, облицовки, защиты стен и дверей, оконных рам благодаря своим превосходным термическим свойствам и стабильности. В транспортных приложениях uPVC используется снаружи для кузовов автомобилей, караванов и лодок, а также внутри для создания приятной эстетики, поскольку он доступен во многих цветах и вариантах отделки поверхности. В розничной торговле дисплеи, стеллажи для хранения, билетные ленты и захваты для плакатов производятся из экструдированного жесткого ПВХ.
В транспортных приложениях uPVC используется снаружи для кузовов автомобилей, караванов и лодок, а также внутри для создания приятной эстетики, поскольку он доступен во многих цветах и вариантах отделки поверхности. В розничной торговле дисплеи, стеллажи для хранения, билетные ленты и захваты для плакатов производятся из экструдированного жесткого ПВХ.
В Condale Plastics мы имеем богатый опыт создания изделий из жесткого ПВХ на заказ. Все наши пластиковые экструзии производятся на нашем заводе в Сассексе.Наш опыт в этой области означает, что мы можем предложить высококлассный дизайн и отделку для различных областей применения экструзии.
Если вы хотите узнать больше о жестком ПВХ, свяжитесь с нашими экспертами по пластмассам.
Ценный ПВХ из пластиковых окон
Оконный профиль со вставленными резиновыми уплотнениями и коэкструдированными уплотнительными кромками из пластифицированного ПВХ. Срок службы достигает не менее 40 лет, что означает меньшее использование ресурсов и меньшую нагрузку на выбросы CO2. Теоретически цикл использования и восстановления окон может быть повторен семь раз без отрицательного воздействия на сырье или качество обработки.
Теоретически цикл использования и восстановления окон может быть повторен семь раз без отрицательного воздействия на сырье или качество обработки.
Здесь перерабатываются не только излишки производственного материала и обрезки профилей, образующиеся при производстве окон, но и старые окна, изношенные двери, ламели для рольставен и т. Д.
По данным ассоциации Rewindo.de, совместно созданной производителями окон из ПВХ для поощрения переработки окон из ПВХ, уровень переработки 89 процентов достигается для старых окон, что соответствует 101 000 тонн регенерированного гранулята из ПВХ. Из них 73 645 тонн приходится на отходы производства и 27 328 тонн на переработку старых окон.
Конструкция окон ПВХ
Оконные профили ПВХ производятся из особо качественного ПВХ. Долговечный высококачественный пластик с оптимальными эксплуатационными характеристиками получается благодаря использованию таких добавок, как УФ-стабилизаторы, пигменты, наполнители и т. Д. Преимущество таких ПВХ-компаундов заключается в их универсальной способности к переработке. Это означает, что обрезки профиля и, конечно же, старые окна можно перерабатывать любое количество раз и, в идеале, снова найти применение в новых окнах.
Д. Преимущество таких ПВХ-компаундов заключается в их универсальной способности к переработке. Это означает, что обрезки профиля и, конечно же, старые окна можно перерабатывать любое количество раз и, в идеале, снова найти применение в новых окнах.
Стальные профили, встроенные в профили из ПВХ, стабилизируют целые окна. Эта «механическая» система действует как решение, позволяющее надежно открывать, закрывать, наклонять и поворачивать окна. Уплотнительные кромки, уложенные в профиль или совместно выдавленные на профиль, служат для уплотнения крыльев и рам, а также стекол (Фото 1).
Помимо резины и пластифицированного ПВХ, для уплотнения современных окон используются и другие пластмассы. Особенно в случае раздвижных окон в полипропилене используются так называемые уплотнительные щетки.Также все чаще встречаются маленькие колеса и детали из нейлона. Силиконовые герметики для герметизации швов также можно найти в старых окнах и в различных других пластиках, которые используются для сборки и регулировки окон при их установке в зданиях.
Оконные профили с сердцевиной из переработанного материала
Новые высокотехнологичные профили возникают из переработанных пластиковых окон, поскольку чистый переработанный ПВХ также используется для сердцевины профиля, а внешний покровный слой состоит из первичного ПВХ. Это экономит ресурсы и сохраняет окружающую среду.
Оконные профили с сердцевиной из вторичного сырья являются практическим доказательством использования экономики замкнутого цикла. Они лишь частично отличаются от профилей из первичного материала по цвету, но на 100% имеют одинаковое качество, то есть такие ПВХ-профили легко соответствуют высоким стандартам качества, предъявляемым к пластиковым окнам, в том числе по тепло- и звукоизоляции.
Влияние посторонних материалов
Чтобы иметь возможность повторно обрабатывать ПВХ из оконных профилей, обрезков профилей или старых окон, необходимо полностью удалить все материалы, не состоящие из ПВХ, перед обработкой.
Влияние посторонних материалов, таких как дерево, металл, стекло и т. Д., На гранулят ПВХ очевидно. Это приводит к повреждению экструдеров, инструментов и конечного продукта. Хотя эти материалы в большинстве случаев можно легко разделить с помощью известных технологий разделения (магнитная сепарация, разделение на вибростоле и т. Д.), Разделение уплотнений из пластифицированного ПВХ и особенно резиновых уплотнений не так просто.
Пластифицированный ПВХ легко смешивается с жестким ПВХ.Однако тогда возникает проблема, заключающаяся в том, что цвет гранулята значительно изменяется после экструзии. Конечный продукт становится все более серым и, следовательно, более непривлекательным, особенно при использовании удерживающих лент для остекления, т.е. с большой долей цветных (черных) профилей.
Еще более проблематично, если резиновые уплотнительные материалы присутствуют в переточке. Материал резинового уплотнения не плавится в экструдерах и не сцепляется с ПВХ. Когда профиль экструдируется из такого гранулята, который содержит загрязнения резиной, на поверхности появляются «пупырышки», а каналы профиля закрываются в экструзионном инструменте и т. Д.
Когда профиль экструдируется из такого гранулята, который содержит загрязнения резиной, на поверхности появляются «пупырышки», а каналы профиля закрываются в экструзионном инструменте и т. Д.
В частности, в новых конструкциях окон, в которых для повышения устойчивости используются многокамерные профили и, в частности, из-за более высокой теплоизоляции, используемые здесь перемычки камер имеют толщину всего несколько десятых миллиметра, так что уже один небольшой кусок резины который «застревает» в инструменте для такого профиля, может привести к образованию нескольких метров профиля отходов, прежде чем такое повреждение будет обнаружено.
Каучук можно до некоторой степени отделить фильтрацией расплава в экструдере, но только если уровень каучука не слишком высок.Это также относится, конечно, к другим загрязнителям, таким как дерево и металл, или другим пластмассам с более высокими температурами плавления, чем у ПВХ.
Решения для отделения посторонних материалов
Ручная сортировка
Ручная сортировка особенно востребована для «вытягивания» резиновых уплотнений из профилей и обрезков профилей. Это очень трудоемкое мероприятие, прежде всего потому, что резиновые уплотнители в современных оконных профилях плотно вставляются в выемки профиля, практически без люфта.Несмотря на использование плоскогубцев или других инструментов, один сортировщик не может отсортировать более 60-100 кг пломб в час из таких профилей.
Это очень трудоемкое мероприятие, прежде всего потому, что резиновые уплотнители в современных оконных профилях плотно вставляются в выемки профиля, практически без люфта.Несмотря на использование плоскогубцев или других инструментов, один сортировщик не может отсортировать более 60-100 кг пломб в час из таких профилей.
Коэкструдированные уплотнения — это уплотнения, которые невозможно отделить чисто механическими средствами. Очевидно, что есть компании, которые просто отпиливают эти пластифицированные уплотнительные кромки из ПВХ и получают жесткий ПВХ без загрязнения пластифицированным ПВХ, но затраты на это не оправдываются при выплате ставок заработной платы в «Центральной Европе».
Затраты на сортировку, возникающие только для отделения резины при таком способе переработки окон, составляют до 200.00 евро за тонну — особенно высокий фактор затрат при переработке. По этой причине стремятся достичь экономии за счет полностью автоматизированных рабочих процессов отделения посторонних материалов.
Автоматические процессы сортировки
Отделение металлов
Черные металлы можно легко отделить с помощью магнитов на конвейерных лентах или магнитных верхних роликах. Даже самая мелкая железная пыль размером до 25 мкм не проблема для магнитов с высокими характеристиками.
Конечно цветные металлы в виде алюминиевых деталей и оконной фурнитуры и др.могут быть эффективно отделены с помощью вихретоковых сепараторов. Однако отделение мелких частиц алюминия или нержавеющей стали от измельченного материала проблематично. Электростатические сепараторы коронного разряда KWS от Hamos GmbH предлагают здесь решение. На этом оборудовании практически вся металлическая фракция отделяется сухим способом. Легко отделяются даже металлические частицы размером <500 мкм. Здесь работает высокопроизводительное оборудование с несколькими ступенями, с производительностью от 500 до 2500 кг / ч, низким энергопотреблением и практически полностью автоматически без участия обслуживающего персонала (Фото 2).
Кроме того, другие токопроводящие загрязнения, например, древесина при обработке старых окон одинаково хорошо отделяется от потока ПВХ с помощью коронирующего сепаратора Hamos KWS.
Решения для отделения нашей резины
При отделении резины от жесткого ПВХ задача состоит в том, чтобы отделить нежелательный посторонний материал (резину) от хорошего материала. При этом необходимо учитывать, что оба материала должны иметь одинаковый удельный вес, а в некоторых случаях даже один и тот же цвет, учитывая, что белые резиновые прокладки или цветные прокладки в настоящее время все чаще используются в цветных профилях.Процессы механического разделения здесь в значительной степени не учитываются, поскольку они не могут гарантировать требуемую чистоту и необходимую производительность, даже когда оборудование работает с высокой производительностью.
Решением является разделение оборудования Hamos EKS с помощью электростатической технологии. Для отделения «резины» и «пластифицированного ПВХ» от жесткого ПВХ используется различное поведение электростатического заряда двух непроводящих материалов. Эти два непроводящих материала — резина и ПВХ — интенсивно контактируют друг с другом в специальном зарядном оборудовании.Путем передачи заряда между материалами ПВХ получает отрицательный заряд, а резина — положительный. Два типа материалов в этой заряженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, интегрированного в оборудование EKS. Для этого на электродную систему подается высокое напряжение.
Эти два непроводящих материала — резина и ПВХ — интенсивно контактируют друг с другом в специальном зарядном оборудовании.Путем передачи заряда между материалами ПВХ получает отрицательный заряд, а резина — положительный. Два типа материалов в этой заряженной смеси продуктов затем могут быть отделены друг от друга с помощью блока разделения, интегрированного в оборудование EKS. Для этого на электродную систему подается высокое напряжение.
Специальное расположение электродов гарантирует, что другие пластмассы, дерево и другие загрязнения будут отделены вместе с резиной и пластифицированным ПВХ.
На практике возможно, например, полностью отделить загрязнение из смеси, состоящей из 90% жесткого ПВХ и 10% резины / пластифицированного ПВХ. Таким образом, всего за один проход достигается чистота ПВХ более 99,5%. Производительность мин. При использовании стандартного оборудования Hamos EKS возможна 1000 кг / ч. Две или более единицы оборудования устанавливаются параллельно для более высокой производительности.
Оптическая сортировка
Качество вторичного сырья можно повысить с помощью оборудования для оптической сортировки Hamos SEA.Затем оптоэлектронное оборудование для сортировки по цвету программируется таким образом, что «белая» измельченная продукция выпадает из линии, а «цветные» материалы (к которым также относятся частицы резины) выдуваются короткой импульсной струей воздуха. Помимо цветного резинового уплотнителя, также отделяется цветной жесткий ПВХ. Благодаря тому, что материалы одновременно контролируются оптически с двух сторон, детали из ПВХ, которые с одной стороны украшены декоративной пленкой, также могут быть легко отделены.
После оптической сортировки, с одной стороны, потоки высококонцентрированных отходов приводят к максимальному выходу ПВХ, так как потери ПВХ минимальны.
Чистота белого материала почти соответствует чистоте первичного материала, поэтому этот продукт можно легко использовать при производстве новых окон.
Эффективность
Жесткий ПВХ является ценным сырьем из-за высокого содержания в нем добавок и пигментов. По этой причине, а также, естественно, из-за отличной способности к повторному использованию, измельченный ПВХ-оконный материал очень востребован как вторичный материал.
По этой причине, а также, естественно, из-за отличной способности к повторному использованию, измельченный ПВХ-оконный материал очень востребован как вторичный материал.
Если этот измельченный ПВХ повторно будет использован в производстве оконных профилей, он не должен содержать резины и других загрязнений, поскольку в противном случае повторное использование невозможно.
Благодаря высокой производительности электростатического и оптоэлектронного сортировочного оборудования, производится почти 100% чистый измельченный ПВХ с минимальными затратами на разделение. Процессы разделения требуют мало энергии, работают практически полностью автоматически и поэтому особенно эффективны.
Пример клиента
Чтобы еще больше расширить свою деятельность по переработке и внести важный вклад в охрану окружающей среды, компания REHAU, специализирующаяся на полимерах, расширила свой польский завод в Среме, установив современную линию переработки с производительностью около 10 000 тонн в год. . Основной особенностью является сортировочная линия Hamos, которая разделяет сырье на отдельные фракции и обеспечивает высочайшее качество для дальнейшей обработки.
. Основной особенностью является сортировочная линия Hamos, которая разделяет сырье на отдельные фракции и обеспечивает высочайшее качество для дальнейшей обработки.
«Мы очень довольны стандартом, достигнутым компанией Hamos GmbH».
Йорг Ипфлинг, руководитель проекта «Оконные решения по переработке отходов» в Rehau, говорит: «Мы очень довольны стандартом, достигнутым компанией hamos GmbH.Ранее было невозможно полностью автоматически отсортировать ПВХ из обрезков профилей и излишков производственного материала в соответствии с этим высоким стандартом качества и чистоты. Эта разработка помогла нам полностью замкнуть материальный цикл. Так родился новый стандарт мирового уровня ».
Г-н Бодо Штройбель, директор завода Dekura Bad Schmiedeberg, говорит: «После 17 лет работы наш опыт работы с предприятием по переработке окон Hamos WRS очень положительный. Завод помог нам достичь наших целей, гарантируя высочайшее качество, требуемое для ПВХ, и тем самым увеличивая общую производительность нашего процесса.
Введение системы Hamos стало незаменимым и «замыкает наш цикл переработки».
Решение для деформации изгиба пластиковых изделий из ПВХ-профиля во время экструзии | by Android zeng
Пластиковая экструзионная матрица — это форма для производства пластиковых профилей непрерывной формы. Ее также называют экструзионной головкой, экструзионной головкой или экструзионной головкой.
Слово «выдавливание» состоит из латинских «ex» (оставить) и «trudere» (толкать), что ярко описывает процесс экструзии, заключающийся в «приложении давления для проталкивания материалов через форму».
В процессе обработки порошкообразный или гранулированный полимер обычно добавляют в цилиндр экструдера. Под действием винта или плунжера полимер продвигается вперед по пазу винта или цилиндру и постепенно растворяется в вязкой жидкости. Затем через форму, установленную на конце цилиндра, формируется континуум, подобный форме штампа. Наконец, после охлаждения и схватывания полимеру можно придать изделия нужной формы, такие как все виды пластиковых труб, листов, пластиковых стальных дверей и окон, пленки, декоративных плинтусов и т. Д.
Д.
Основным химическим составом пластикового экструзионного профиля является ПВХ, поэтому его также называют ПВХ-профилем. Это новый вид строительного материала, широко используемый в последние годы. Обладает прекрасными свойствами, удобством обработки и широким применением. Благодаря своим физическим свойствам, таким как жесткость, эластичность, коррозионная стойкость и отличная стойкость к старению, он обычно используется в качестве хорошей замены цветным металлам, таким как медь, цинк и алюминий.
В основном используется для толкания и вытягивания, открывания дверей и окон, перил, труб и потолочных материалов.
Деформация изгиба изделий из пластика из ПВХ профиля является распространенной проблемой в процессе экструзии. Основные причины: неравномерная разгрузка матрицы; недостаточное охлаждение материала при остывании и доработке, неравномерная усадка; оборудование и другие факторы.
Предлагается решить проблему со следующих аспектов:
1. Обеспечить концентричность и горизонтальность всего экструдера, концентричность и горизонтальность экструдера, матрицы, установочной головки, резервуара для воды и т. Д.должны корректироваться каждый раз при замене матрицы.
Обеспечить концентричность и горизонтальность всего экструдера, концентричность и горизонтальность экструдера, матрицы, установочной головки, резервуара для воды и т. Д.должны корректироваться каждый раз при замене матрицы.
2. Перед запуском аккуратно соберите матрицу, чтобы обеспечить одинаковый зазор между всеми частями. Если во время запуска обнаруживается, что матрица разряжается неравномерно, температуру матрицы можно регулировать соответственно в соответствии с направлением деформации изгиба заготовки, чтобы гарантировать, что матрица разряжается равномерно. Если температура фильеры недопустима, степень пластификации материала может быть увеличена соответствующим образом.
3. Отрегулируйте систему охлаждения установочного штампа для увеличения объема охлаждающей воды на стороне профиля, несущей растягивающее напряжение.
4. Используйте метод механической регулировки центра отклонения, т.е. отрегулируйте позиционирующий болт в середине установочного штампа во время изготовления и проведите обратную микрорегулировку в соответствии с направлением изгиба профиля (будьте осторожны при использовании этого метода, и сумма корректировки не должна быть слишком большой).
5. Обратите особое внимание на качество работы пресс-формы, обратите внимание на техническое обслуживание пресс-формы и поддерживайте ее в любое время в соответствии с реальной ситуацией.Уменьшает деформацию изгиба пластиковых изделий из ПВХ-профиля.
Как остановить коробление профиля: технология пластмасс
Как остановить коробление профиля
Быстрее! Каждая компания хочет работать быстрее, чтобы выпускать больше продукции на той же производственной линии и с тем же трудом. Компании, занимающиеся экструзией пластиковых профилей, не исключение. Легко ускорить экструдер, чтобы набрать больше фунтов, или даже купить экструдер большего размера, чтобы получить больше продукции. Однако при экструзии пластиковых профилей производительность обычно контролируется охлаждением профиля и способностью удерживать деталь в правильной форме во время охлаждения.Достаточно сложно охладить простые формы, такие как круглые трубы и трубки, быстрее, но сложность возрастает с увеличением сложности профиля. Оконные профили и другие сложные детали очень трудно охладить равномерно, и если детали не охлаждают равномерно, то результатом является коробление и изгиб.
Оконные профили и другие сложные детали очень трудно охладить равномерно, и если детали не охлаждают равномерно, то результатом является коробление и изгиб.
Как и большинство материалов, пластмассы сжимаются при понижении температуры пластика, но обычно они сжимаются намного сильнее, чем другие материалы. Пластмассы сжимаются с одной скоростью, когда они находятся в твердом (замороженном) состоянии, но они сжимаются намного сильнее, когда они еще мягкие или в расплавленном состоянии.Проблема экструдера для профилей заключается в том, чтобы контролировать эту усадку при охлаждении горячего пластика, выходящего из экструдера, до комнатной температуры. Возьмем простейший пример плоского листа, у которого одна сторона остывает быстрее, чем другая. В мягком состоянии обе стороны сжимаются с одинаковой скоростью. Даже если одна сторона охлаждается быстрее и быстрее сжимается, другая сторона все равно остается достаточно гибкой, чтобы идти вместе с другой сжимающейся стороной. Однако, как только одна сторона остывает до температуры кристаллов или температуры стеклования, происходят две вещи. Во-первых, этот материал твердеет и перестает быть достаточно гибким, чтобы следовать за другой стороной, и скорость усадки значительно снижается. Это как если бы жесткая сторона больше не сжималась, а другая податливая сторона продолжает сжиматься. Следовательно, по мере того как гибкая сторона продолжает сжиматься, она растягивает жесткую сторону и вызывает изгиб в направлении той стороны, которая остыла последней. В этом примере и в других простых профилях деталь будет изгибаться в направлении материала, который охладился последним.В более сложных профилях детали могут скручиваться, деформироваться или деформироваться в зависимости от того, какие секции детали охлаждаются в последнюю очередь. Мы поговорим об этом позже.
Во-первых, этот материал твердеет и перестает быть достаточно гибким, чтобы следовать за другой стороной, и скорость усадки значительно снижается. Это как если бы жесткая сторона больше не сжималась, а другая податливая сторона продолжает сжиматься. Следовательно, по мере того как гибкая сторона продолжает сжиматься, она растягивает жесткую сторону и вызывает изгиб в направлении той стороны, которая остыла последней. В этом примере и в других простых профилях деталь будет изгибаться в направлении материала, который охладился последним.В более сложных профилях детали могут скручиваться, деформироваться или деформироваться в зависимости от того, какие секции детали охлаждаются в последнюю очередь. Мы поговорим об этом позже.
В дополнение к этой проблеме, пластмассы являются хорошими теплоизоляционными материалами, а это означает, что они не очень быстро передают тепло. Это означает, что сложно отвести все тепло из детали, не говоря уже о том, чтобы делать это равномерно. Теплопроводность — это мера того, насколько быстро материалы передают тепло. Сталь имеет теплопроводность 43, в то время как у алюминия более высокая теплопроводность составляет 250, а большинство пластиков имеют значения от 0,1 до 0,3.
Сталь имеет теплопроводность 43, в то время как у алюминия более высокая теплопроводность составляет 250, а большинство пластиков имеют значения от 0,1 до 0,3.
ВИДЫ ОХЛАЖДЕНИЯ ВОЗДУХА
Принимая во внимание эти проблемы с охлаждающими профилями, неудивительно, что исторически экструдеры для профилей часто использовали воздух для охлаждения деталей.
Воздушные стойки представляют собой простые столы или рамы с пластинами / направляющими и приспособлениями, которые удерживают форму детали, когда ее медленно перемещают по столу.Вентиляторы обычно используются для улучшения общего охлаждения, а форсунки сжатого воздуха добавляются там, где требуется дополнительное охлаждение. Металлические пальцы, проволока и зажимные приспособления, прикрепленные к столу с помощью зажимов или тисков, используются для придания форме детали, поскольку она очень медленно остывает.
Air очень неэффективен, то есть МЕДЛЕННО, что в данном случае хорошо, потому что медленное дает оператору время на корректировку и получение нужной детали без деформации или других искажений. Для сложных профилей или деталей с разной толщиной стенок на разных участках детали может потребоваться индивидуальное охлаждение.Оператор может направить дополнительное охлаждение туда, где ему нужно, с помощью сопел сжатого воздуха или замедлить охлаждение в других областях, изолировав часть, чтобы предотвратить слишком быстрое охлаждение. Поскольку более толстые секции охлаждаются медленнее, чем тонкие, необходимо предпринять определенные действия, чтобы избежать деформации. Оператору нужно будет направить значительно большее охлаждение на более толстые секции, чтобы заставить их остыть до той же температуры, в то же время, что и более тонкие секции того же профиля. Аналогично, внутри U-образного канала или просто внутренний угол будет охлаждаться медленнее, чем внешний угол, и потребует более направленного охлаждения.Производительность ограничена 100–250 фунтами в час. используя воздух, потому что он такой медленный.
Для сложных профилей или деталей с разной толщиной стенок на разных участках детали может потребоваться индивидуальное охлаждение.Оператор может направить дополнительное охлаждение туда, где ему нужно, с помощью сопел сжатого воздуха или замедлить охлаждение в других областях, изолировав часть, чтобы предотвратить слишком быстрое охлаждение. Поскольку более толстые секции охлаждаются медленнее, чем тонкие, необходимо предпринять определенные действия, чтобы избежать деформации. Оператору нужно будет направить значительно большее охлаждение на более толстые секции, чтобы заставить их остыть до той же температуры, в то же время, что и более тонкие секции того же профиля. Аналогично, внутри U-образного канала или просто внутренний угол будет охлаждаться медленнее, чем внешний угол, и потребует более направленного охлаждения.Производительность ограничена 100–250 фунтами в час. используя воздух, потому что он такой медленный.
Даже сегодня некоторые могут использовать воздушное охлаждение, когда:
- Профили очень сложные
- Использование материалов с очень разной теплопроводностью
- Объем производства не оправдывает более дорогую оснастку
ПОДВОДНОЕ ВОДЯНОЕ ОХЛАЖДЕНИЕ
Если требуется более высокая производительность, используется охлаждение водой. Есть много способов пропустить деталь через воду в зависимости от многих переменных.
Есть много способов пропустить деталь через воду в зависимости от многих переменных.
Погружные цистерны
Для очень простых форм деталь может быть выдавлена поверх длинного резервуара для воды и опущена под воду роликами или калибровочными пластинами. Это можно использовать только для деталей, где не имеет значения, что нижняя часть детали сначала ударяется о воду (и сначала охлаждается), а верхняя часть опускается в воду мгновением позже.
Вакуумные цистерны
Выдавливание больших или более сложных форм прямо в резервуар для воды — отличная идея, которая сталкивается с простой проблемой вытягивания воды из резервуара под действием силы тяжести через отверстие, через которое деталь должна пройти в резервуар.Даже небольшие зазоры между сторонами детали и сторонами входной пластины позволят воде вытекать. Эта проблема обычно решается путем применения вакуума ко всей внутренней части резервуара, чтобы удерживать воду. Конечно, для этого требуется специальный резервуар, который достаточно прочен, чтобы не разрушаться от разницы сил вакуума внутри и давления воздуха на вне резервуара.
Конечно, для этого требуется специальный резервуар, который достаточно прочен, чтобы не разрушаться от разницы сил вакуума внутри и давления воздуха на вне резервуара.
Другие опции
Другой вариант — сделать небольшую вакуумную гильзу вокруг входа, чтобы отсасывать воду, которая пытается протекать через зазор между деталью и входной пластиной.Совсем недавно профильные экструдеры будут размещать сухой калибратор вакуума перед резервуаром для воды, чтобы добиться того же. Этот калибратор вакуума может иметь длину от 3 дюймов для менее важных профилей или до 10 футов для деталей, которые должны быть закалены до очень точных размеров, прежде чем помещаться в резервуар для воды для большего охлаждения. Калибровка сухого вакуума не так эффективна, как водяное охлаждение, но это цена, которую необходимо платить, когда требуется более жесткий контроль размеров.
Выбор температуры воды
Совершенно очевидно, что вакуумные баки полностью закрыты.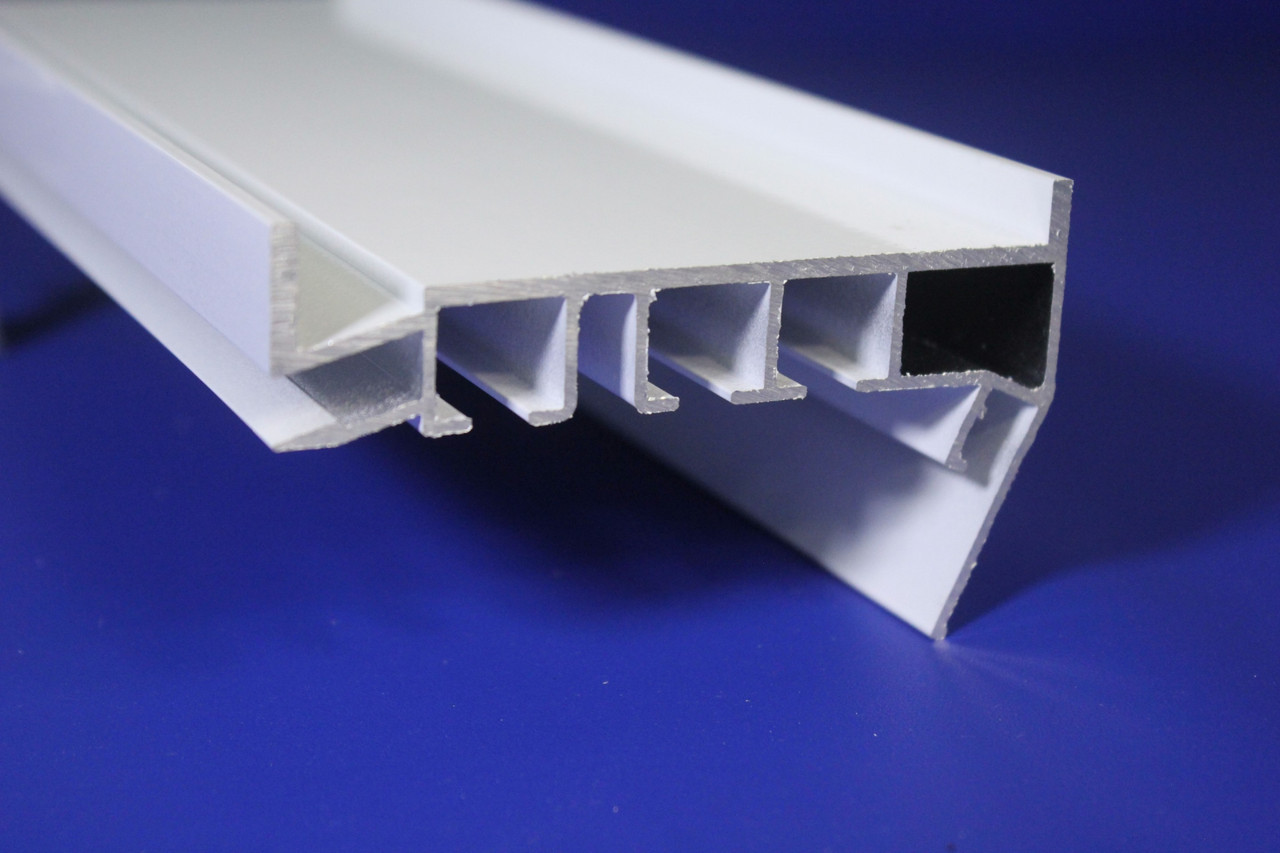 Даже с открытым резервуаром для воды очень трудно, если не невозможно, попасть в резервуар, чтобы поместить пальцы и приспособления, чтобы придать форму, как это делается на воздушной стойке. Также трудно направить охлаждающую воду или изолировать части детали от охлаждения. Однако можно снизить эффективность охлаждения (т.е. замедлить его), чтобы имитировать более равномерное охлаждение, возможное с воздушной стойкой, путем нагрева воды. Это часто делается с деталями, которые имеют сильную тенденцию к деформации, особенно с конструкционными материалами с более высокими температурами.В этом случае требуется термостат, чтобы поддерживать заданное значение температуры воды. Чем выше температура воды, тем медленнее охлаждение и, следовательно, тем легче добиться равномерного охлаждения. Вода с контролируемой температурой от 80 ° F до 130 ° F часто используется в начальном резервуаре, пока более холодная вода не может быть использована для завершения охлаждения. Конечно, стремясь к скорости, чем холоднее вода, тем быстрее охлаждение, поэтому большинство экструдеров для профилей будут использовать охлажденную воду с температурой от 50 ° F до 55 ° F, когда это возможно.
Даже с открытым резервуаром для воды очень трудно, если не невозможно, попасть в резервуар, чтобы поместить пальцы и приспособления, чтобы придать форму, как это делается на воздушной стойке. Также трудно направить охлаждающую воду или изолировать части детали от охлаждения. Однако можно снизить эффективность охлаждения (т.е. замедлить его), чтобы имитировать более равномерное охлаждение, возможное с воздушной стойкой, путем нагрева воды. Это часто делается с деталями, которые имеют сильную тенденцию к деформации, особенно с конструкционными материалами с более высокими температурами.В этом случае требуется термостат, чтобы поддерживать заданное значение температуры воды. Чем выше температура воды, тем медленнее охлаждение и, следовательно, тем легче добиться равномерного охлаждения. Вода с контролируемой температурой от 80 ° F до 130 ° F часто используется в начальном резервуаре, пока более холодная вода не может быть использована для завершения охлаждения. Конечно, стремясь к скорости, чем холоднее вода, тем быстрее охлаждение, поэтому большинство экструдеров для профилей будут использовать охлажденную воду с температурой от 50 ° F до 55 ° F, когда это возможно.
Характеристики расхода воды
Хотя погружение всего профиля в воду обеспечивает более быстрое и эффективное охлаждение, это, возможно, не лучший метод охлаждения. Если вода не перемешивается, чтобы создать турбулентный поток вокруг детали, слой воды рядом с деталью будет нагреваться, а горячая вода рядом с деталью замедлит охлаждение. То же самое может происходить с простыми формами, такими как круглые трубы или трубки, вызывая неравномерное охлаждение и изгиб.Все мы знаем, что тепло поднимается и нагретая вода — не исключение. Это отлично подходит для воды рядом с вертикальными поверхностями детали, проходящей через воду. Вода нагревается деталью, и эта нагретая вода будет подниматься вдоль детали, втягивая за собой холодную воду, для дальнейшего охлаждения детали с непрерывным обновлением холодной воды по отношению к детали. Однако нагретая вода на нижней поверхности не может подниматься так же легко, потому что деталь мешает. Он медленно поднимается вверх и втягивает за собой холодную воду, но менее эффективно, чем то, что происходит по бокам. Верх представляет собой большую проблему, потому что, хотя нагретой воде нет препятствий для движения вверх и от детали, единственная вода, которая втягивается, чтобы заменить ее, — это нагретая вода, движущаяся вверх по сторонам детали. Верх не охлаждается так быстро, и трубы или другие части обычно изгибаются вверх (загибаются вверх). Калибровочные пластины в резервуаре помогают разделить этот поток, но допускают попадание холодной воды только на верхнюю часть детали сразу после калибровочной пластины. Турбулентная циркуляция воды в баке существенно помогает в решении этой проблемы.
Верх представляет собой большую проблему, потому что, хотя нагретой воде нет препятствий для движения вверх и от детали, единственная вода, которая втягивается, чтобы заменить ее, — это нагретая вода, движущаяся вверх по сторонам детали. Верх не охлаждается так быстро, и трубы или другие части обычно изгибаются вверх (загибаются вверх). Калибровочные пластины в резервуаре помогают разделить этот поток, но допускают попадание холодной воды только на верхнюю часть детали сразу после калибровочной пластины. Турбулентная циркуляция воды в баке существенно помогает в решении этой проблемы.
РАСПЫЛИТЕЛЬНОЕ ОХЛАЖДЕНИЕ
Распылительное охлаждение — это усовершенствование по сравнению с иммерсионным охлаждением и еще один способ решить проблему охлаждения. Распылительные форсунки равномерно распределены вокруг детали и по резервуару, чтобы обеспечить постоянное пополнение воды с регулируемой температурой на поверхности детали. Этот распылитель также обеспечивает более равномерное охлаждение за счет равномерного распыления воды в U-образные каналы и внутренние углы по сравнению с внешними углами и прямыми стенками.Детали с простым поперечным сечением можно опрыскивать холодной водой и работать с высокой производительностью. Проблема неравномерной толщины стенок все еще требует отдельного решения. Если распыления одной холодной воды недостаточно для достижения равномерного охлаждения, необходимого для предотвращения деформации, можно регулировать температуру воды, чтобы замедлить охлаждение и уменьшить или устранить деформацию. Вода требуется в количестве, достаточном для создания турбулентного потока в резервуаре, необходимого для разрушения изолирующего слоя теплой воды.
Этот распылитель также обеспечивает более равномерное охлаждение за счет равномерного распыления воды в U-образные каналы и внутренние углы по сравнению с внешними углами и прямыми стенками.Детали с простым поперечным сечением можно опрыскивать холодной водой и работать с высокой производительностью. Проблема неравномерной толщины стенок все еще требует отдельного решения. Если распыления одной холодной воды недостаточно для достижения равномерного охлаждения, необходимого для предотвращения деформации, можно регулировать температуру воды, чтобы замедлить охлаждение и уменьшить или устранить деформацию. Вода требуется в количестве, достаточном для создания турбулентного потока в резервуаре, необходимого для разрушения изолирующего слоя теплой воды.
Некоторые люди утверждают, что охлаждение распылением значительно лучше, чем охлаждение иммерсией из-за эффекта охлаждения испарением. Здесь вода, распыляемая на горячую часть, быстро превращается в пар и испаряется, унося значительно больше тепла, чем вода может унести при погружении. Хотя этот эффект реален, он верен только тогда, когда температура поверхности пластика превышает примерно 250 ° F. Это происходит только в самые первые секунды или даже десятые доли секунды после того, как деталь попадает в охлаждающий резервуар.Благодаря высокой эффективности охлаждения воды и, что более важно, очень низкой проводимости тепла от пластика к поверхности, температура поверхности быстро падает ниже 250 ° F и остается на этом уровне, так что испарительное охлаждение больше не происходит. Тем не менее, постоянное пополнение холодной воды на поверхность — это повышение эффективности водяного охлаждения с дополнительным преимуществом, заключающимся в том, что не требуется вакуума для удержания воды внутри резервуара. Распылительное охлаждение предлагает более равномерное распределение охлаждающей воды по поверхности, а также постоянное пополнение холодной воды на поверхности с дополнительным преимуществом использования гораздо меньшего расхода воды.
Хотя этот эффект реален, он верен только тогда, когда температура поверхности пластика превышает примерно 250 ° F. Это происходит только в самые первые секунды или даже десятые доли секунды после того, как деталь попадает в охлаждающий резервуар.Благодаря высокой эффективности охлаждения воды и, что более важно, очень низкой проводимости тепла от пластика к поверхности, температура поверхности быстро падает ниже 250 ° F и остается на этом уровне, так что испарительное охлаждение больше не происходит. Тем не менее, постоянное пополнение холодной воды на поверхность — это повышение эффективности водяного охлаждения с дополнительным преимуществом, заключающимся в том, что не требуется вакуума для удержания воды внутри резервуара. Распылительное охлаждение предлагает более равномерное распределение охлаждающей воды по поверхности, а также постоянное пополнение холодной воды на поверхности с дополнительным преимуществом использования гораздо меньшего расхода воды.
ЗАКЛЮЧЕНИЕ
Итак, пластиковая деталь сообщит вам, когда она не охлаждается равномерно за счет изгиба, деформации или деформации. В случае простых форм деталь будет изгибаться в направлении стены или секции, которая остыла последней. В более сложных формах искривления могут быть не так легко выявлены при охлаждении от 6 до 10 различных секций стенки с разной скоростью. Направление большего охлаждения на секции, которые, очевидно, будут охлаждаться медленнее, потому что они: более толстые, внутренние углы, иначе защищенные от циркулирующей или брызг воды, приведет к контролю коробления.Теперь уловка состоит в том, чтобы ускорить это и решить проблему заново.
В случае простых форм деталь будет изгибаться в направлении стены или секции, которая остыла последней. В более сложных формах искривления могут быть не так легко выявлены при охлаждении от 6 до 10 различных секций стенки с разной скоростью. Направление большего охлаждения на секции, которые, очевидно, будут охлаждаться медленнее, потому что они: более толстые, внутренние углы, иначе защищенные от циркулирующей или брызг воды, приведет к контролю коробления.Теперь уловка состоит в том, чтобы ускорить это и решить проблему заново.
Как выбрать пластиковые окна (ПВХ): советы специалистов
5 рекомендаций как выбрать лучшие пластиковые окна.
Как выбрать пластиковые окна?
Современные окна позволяют экономить электроэнергию при обогреве и кондиционировании помещений. Также металлоконструкции прекрасно выглядят и служат до 50 лет без деформации и поломок. Но все эти преимущества возможны, если правильно подобрать продукцию.На рынке много дешевых оконных рам и стеклопакетов, не соответствующих желаемым характеристикам.
Человеку без опыта работы с окнами ПВХ очень сложно отличить качественный профиль от ненадежных изделий. Выбрать подходящие пластиковые окна непросто. Для этого нужно учитывать некоторые важные характеристики конструкции
. Какие бывают типы пластиковых окон?
Существует множество отличий, которые следует учитывать при выборе окна для дома или квартиры.Только правильный выбор позволит вам получить все преимущества и надолго забыть о проблеме оконных проемов в своем доме. Необходимо выяснить основные отличия, чтобы не переплачивать при покупке оконных конструкций за ненужные вам функции.
Основными факторами отличия пластиковых окон являются:
Сам профиль ПВХ может отличаться составом материалов. Это металлизированная конструкция; В качестве металла чаще всего используется алюминий. Также важна пластиковая составляющая.Если ПВХ дешевый, окна быстро меняют цвет. Это заставит вас потратить много денег и времени на уход за оборудованием, а также заменить раму через несколько лет.
Какой профиль выбрать?
Особое внимание следует обратить на профиль производителя. Это может быть известная компания — Rehau, KBE, VEKA. Менее известные производители из стран СНГ редко предлагают достойное качество. Существует три класса профилей для производства окон:
класс А — толщина наружных стен от 2.8 мм, внутренний 2,5 мм;
класс В — толщина наружных металлических стенок 2,5 мм, внутренних от 2 мм;
класс C — все профили, не подходящие под критерии классов A и B.
Если вы посмотрите документацию недорогих отечественных предложений, вы найдете сертификацию класса C. С уверенностью сказать, сколько может прослужить такой профиль, практически невозможно. Это означает, что через несколько лет окно может деформироваться и в закрытом положении начать пропускать воздух.
Стеклопакеты — какие требования к стеклу?
Однокамерные пакеты подходят только для технических помещений, чаще всего это должны быть глухие конструкции.
Большинство специалистов предлагают для бытовых целей купить двухкамерные стеклопакеты, где между внешним и внутренним стеклом устанавливается еще один промежуточный элемент. При этом образуется дополнительная камера, повышающая энергоэффективность продуктов на 15-30%. Для холодного климата стоит выбирать пакеты с большим количеством камер. Но 2-3 камеры — оптимальное количество. Больше стекла просто утяжеляет конструкцию и часто затрудняет установку.
При этом образуется дополнительная камера, повышающая энергоэффективность продуктов на 15-30%. Для холодного климата стоит выбирать пакеты с большим количеством камер. Но 2-3 камеры — оптимальное количество. Больше стекла просто утяжеляет конструкцию и часто затрудняет установку.
Также отметим качество печати.Если резинка на ПВХ-каркасе деформируется, затвердевает или отслаивается, то количество пакетов значения не имеет. Холодный воздух легко проникает в ваш дом и увеличивает расходы на отопление.
Компоненты, аксессуары и дополнения — что выбрать?
При покупке пластиковых окон вы можете выбрать множество надстроек в виде удобной фурнитуры, специальных типов закрывания окон, цветов, дополнительных уплотнителей и эффективных ручек. Пригодятся ручки с замками, которые запираются на ключ. Это повышает безопасность использования продуктов, если в доме есть ребенок.
Также окна можно приобрести, добавив их с такими важными преимуществами:
лучше европейской фурнитуры, что дорого, но полностью оправдано;
декор — это может быть пленка особого цвета, определенная подготовка стеклопакета, особый вид и внешний вид ручек;
дополнительные функции системы открывания, такие как фиксация в определенном положении, защита от произвольного закрывания;
комбинированные системы открывания, в которых окно открывается в любом положении, в том числе сдвигающемся;
система защиты от взлома, которая понадобится жильцам первого и второго этажей для предотвращения незаконного проникновения в дом.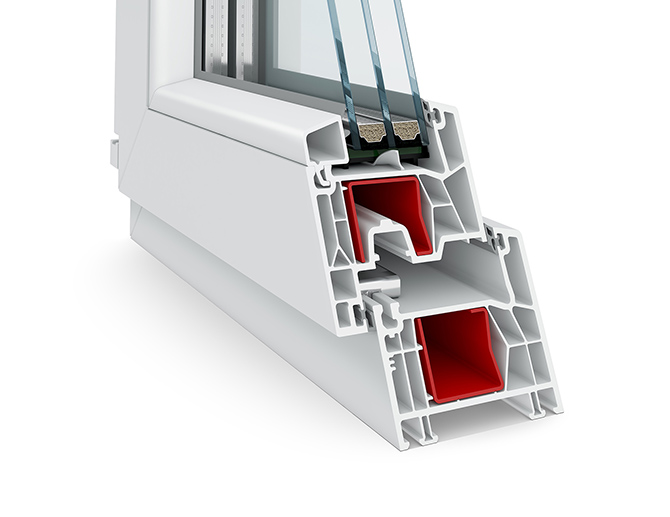
Производители также предлагают уникальные формы и типы профилей, специальное наполнение стекла для декоративных целей. Но важно при выборе окна не только правильный подход к определению всех мелочей. Немалую роль также играет компания, которая производит окна из профиля, а также выполняет монтаж. Неправильная установка может легко снизить эффективность даже самого дорогого продукта.
Цена и сроки изготовления пластиковых окон
Воспользовавшись простыми советами, вы легко найдете достойное окно для своей квартиры или частного дома.Не забывайте об окончательной стоимости выбранной конструкции.
Что влияет на стоимость окон, можно узнать здесь. Выбирайте оптимальные характеристики для вашего бюджета и обращайте особое внимание на технические параметры ваших окон. От правильного выбора в этом случае будет зависеть не только срок службы изделия, но и качество эксплуатации, эффективность защиты от сквозняков и теплообмена с окружающей средой.
источник
https://www.