Сварка полуавтоматом без газа обычной проволокой
Полуавтоматический тип сварки является одной из разновидностей классической электродуговой сварки. Подобный вид сварки имеет различие в том, каким именно образом электрод попадает в рабочую область. Для этого применяется специальная сварочная проволока, которая и выступает в качестве электрода. Она беспрерывно поступает в сварочную головку с неизменным темпом с помощью механического привода.
На сегодняшний день возможно проведение сварочных работ полуавтоматом с использованием углекислой газовой среды или без неё. Это требуется для того, чтобы полностью исключить вероятность попадания воздуха в зону сварки, иначе, в результате контакта с окружающей средой, шов окажется мягкий и непрочный. Именно для этой цели необходимы баллоны под высоким давлением с такими газами, как: аргон, гелий, углекислотой или их смесями. Однако данный вид сварки является довольно трудоёмким и затратным, а если необходимо всего лишь сделать пару небольших швов, то явно не будете покупать и заправлять газовый баллон.
В таком случае многие задаются вопросом , а возможна ли сварка полуавтоматом без газа обычной проволокой ?
Для создания точек ( прихваток) он может и сгодится, но для формирования качественного шва полностью не пригоден. Шов получится неровным, не говоря уже про качество. И если вы только знакомитесь с процессом полуавтоматической сварки, то сварочный полуавтомат без газа принесет вам одно разочарование.
Значит все же придется раскошелиться на покупку газового баллона и сопутствующего оборудования?
Предлагаю ознакомиться с возможным выходом из положения.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.
Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Преимущества:
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
Недостатки:
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Процесс полуавтоматической сварки своими руками
Здесь вы можете узнать как варить полуавтоматом самостоятельно. Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
Сам алгоритм подобной сварки требует наличия опыта и усиленного контроля. В ином случае, сварка порошковой проволокой будет выполнена некачественно. Необходимо правильно настроить оборудование, для этого выполняется определенная последовательность действий:
- Подберите необходимую величину сварочного тока в зависимости от толщины свариваемого металла. Все современные аппараты имеют данные таблицы на корпусе.
- Производите сварку током обратной полярности.
- Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишком сильной, для предотвращения ее повреждения.
- Начинайте сварку с пробного образца. Необходимо попробовать сварить небольшой кусок металла для подбора требуемого режима работы. Если все настройки выполнены верно, то сварная дуга должна быть стабильной, количество флюса выдается согласно норме.

- Переключатель для подачи сварной проволоки передвигается в указанное положение «вперед», а далее воронку нужно заполнить флюсовым порошком. Держатель ставится так, чтобы наконечник полностью оказался в сварочной зоне. Заслонка флюсовой воронки включается, зажимается кнопка «Пуск». В то же время с этим нужно чиркнуть по свариваемой зоне, чтобы дуга могла загореться.
- Далее начинается собственно процесс сварки. Кончик ведется плавно, не медленно, но и не слишком быстро, нужно всегда наблюдать за положением и наклоном сварочного аппарата.

В заключении хочется отметить, что полуавтоматическая сварка флюсовой проволокой в домашних условиях возможна, но нужно взвесить все за и против в пользу данного метода. Любому начинающему сварщику не рекомендуется пытаться пользоваться полуавтоматической сваркой под флюсом лишь из за одного единственного момента – дороговизны.
Подробнее об этом виде полуавтоматической сварки вы можете узнать , посмотрев данное видео
 youtube.com/embed/vXYtmYTDKMA» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/vXYtmYTDKMA» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Сварка полуавтоматом без газа — можно ли варить обычной проволокой
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения. Данная технология позволяет получать швы высоко качества как на тонких, так и на достаточно толстых металлических изделиях.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.

Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Применение
сварки полуавтоматом без газа обычной проволокойВозможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
 youtube.com/embed/bjeUDO3bkds?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/bjeUDO3bkds?feature=oembed&wmode=opaque» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Сварочный полуавтомат без газа — цена и характеристики
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.
Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.
Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.

Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
с помощью простой, поршковой и флюсовой проволоки
Сварка в полуавтоматическом режиме без газа заключается в том, что сварочная ванна – место соединения двух сварочных поверхностей между собой защищается не средой инертного газа, а следующими видами безгазовой защиты:
- слой флюса;
- порошковая защита с электрода;
- слой шлака, образуемый при сгорании электрода.

По виду механизации полуавтоматическая сварка характеризуется наличием специального суппорта для автоматического подвода присадочной флюсовой проволоки или порошкового электрода.
Область технологического применения данной сварки в основном сводится к соединению разнородных мягких металлов, цветных металлов или для напыления и восстановления деталей и запчастей из алюминия, чугуна или бронзы.
Сварка алюминия полуавтоматом без газа
Как уже было сказано, основная область применения сварки без газа в полуавтоматическом режиме – соединение мягких и цветных металлов, например алюминия.
Принципиальная схема сварочного аппарата представляет собой замкнутый контур, состоящий из заземления, переносного инвертора и электрода и подводимого автоматом присадочного электрода.
Профессия сварщика несомненно требует некоторых профессиональных навыков. Читайте детальнее о том, как научиться сварке самостоятельно.
Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом.
Как правило, две алюминиевые поверхности варят в стык, проводя тонкий шов в 1-1,5 мм. шириной. В качестве наплавки используют медную проволоку.
Необходимо помнить о том, что попадание в расплав алюминия воздуха приведет к критическим изменениям структуры металла, появятся каверны, и существенно увеличится хрупкость металла, снизив его пластичность.
Для этого сварочную ванну необходимо защитить слоем флюса, который вводится по мере образования сварочного шва.
Флюс – вещество, которое образуется при сгорании электрода или присадочной проволоки, флюс прекрасно зарекомендовал себя, полностью изолируя сварные поверхности от атмосферного воздуха.
Сварка полуавтоматом флюсовой проволокой без газа
Типичный способ сварки алюминия. Флюсовая проволока подводится суппортом к электрической дуге и при сгорании равномерно покрывает сварочную ванну.
Такой способ обладает рядом положительных характеристик:
- на протяжении долгих лет показывает прекрасное качество и функциональность;
- относительная дешевизна и простота использования;
- экологичность и безвредность;
- прекрасные функциональные показатели.

Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, временем проведения работ и прочим.Смотрите детали о особенностях заполнения журнала сварочных работ.
Общую статью о сварочном производстве можно прочитать здесь.
Сварка порошковой проволокой без газа
Порошковая проволока безгазовой среде выполняет те же задачи, что и флюс. используется специальный порошковый состав на основе кремниатов или силикатов, которые отторгаются расплавленным металлом и образуют на его поверхности пленку, затрудняющую проникновение кислорода к расплавленному металлу.
По своей конструкции флюсовая и порошковая проволока представляет собой трубку из мягкого легкоплавкого метала, полую внутри. Полость трубки заполнена порошком из кремниатов или флюсом, который при оплавлении трубки не сгорает, а просыпается на поверхность.
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.

Сварка полуавтоматом простой проволокой без газа
Такой вид полуавтоматической дуговой сварки используется только при безгазовом напылении и прокладке сверхтонких шов вольфрамовой проволокой, но так как поверхность должна быть защищена от воздуха, то используется принципиально отличающийся от прочих механизм: принудительная подача флюса или порошка к сварочной поверхности.
Для этого используются полимерные или плексигласовые шланги-дозаторы, просыпающие флюс на металл. К таким дозаторам есть ряд определенных требований, как и к автоматам с данным оснащением:
- не допускаются перегибы шлангов или мягкого плексигласа, это может привести к нарушению дозации флюса и попаданию воздуха в металлическую структуру;
- нежелательны резкие движения автомата и рывки, это приведет к неравномерному или чрезмерному попаданию флюса и замутнению сварочной ванны;
- необходимо по возможности исключить сдувание флюса с поверхности, это значит, что работы следует производить в условиях цеха или в безветренную погоду.

При электродуговой сварке сварочные кабеля используются для передачи электрического тока от инвертора или баласного реостата к «держаку», в котором закрепляется сварной электрод, а так же для проводки заземления от сварной поверхности к баласнику для создания замкнутого контура.
Сварочный инвертор на сегодняшний день вполне успешно может справиться с монтажом и демонтажем во время строительных работ и ремонте автомобилей. Как выбрать и использовать инверторный сварочный аппарат читайте здесь.
В настоящее время существует множество моделей полуавтоматических сварочных инверторов, но все они отличаются следующими положительными критериями:
- полуавтоматический режим во многом исключает огрехи сварщика;
- полуавтоматы способствуют прокладке ровных швов, что очень актуально для сварки трубопроводов или технологических линий в станках и агрегатах;
- мягкие и цветные металлы не варятся в обычном режиме без автоматов или полуавтоматов;
- сравнительно малые габариты, мобильность и простота конструкции автоматического суппорта и технологической схемы электропотребления.

Безгазовая сварка полуавтоматическом режиме прекрасное и функциональное решение сложных технических вопросов, которое характеризуется высоким КПД, производительностью, качеством, удобными условиями труда и малой затратностью.
Читайте также:
- Холодная сварка для линолеума Часто перед обывателем, затеявшим ремонт, возникает вопрос: чем сварить линолеум между собой? Холодная сварка линолеума — очень эффективный и […]
- 2 технологии сварки алюминия аргоном В настоящее время в перечне технологий представлено множество различных методов сварки и множество машин для ее производства. Не менее важной и […]
Как варить полуавтоматом без газа порошковой проволокой, видео
Сваривание деталей полуавтоматом без газа уже не является чем-то из ряда вон выходящим. Более того, технология стала доступной не только для избранных специалистов, но и для всех без исключения любителей. В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
В торговой сети представлен широкий выбор соответствующего оборудования и оснастки. Популярность метода обусловлена простотой его применения и высоким качеством конечного результата.
Сварка полуавтоматом по сравнению с электродуговой имеет важные преимущества. С ее помощью шов получается более качественным, а закрыть за один проход длинный стык — это уже не проблема. Плюс к этому оборудование отлично справляется с задачами сваривания листовых материалов толщиной 1,5 мм и меньше.
Наряду с приличным перечнем достоинств полуавтоматический сварочный аппарат имеет и недостаток. Он заключается в необходимости защитной среды, которая формируется специальным газом. Поэтому приходится тащить увесистые баллоны, что тяжело и очень неудобно. Есть выход. Можно избавиться от тяжелой ноши и заваривать стыки только одной лишь проволокой. Но не простой, а специальной — порошковой. Она еще называется флюсовой. О том, как варить полуавтоматом без газа, читайте в материале дальше.
Особенности сварки без газа
Как работать с электродуговой сваркой, знают не только специалисты, но и любознательные люди со стороны. По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
По крайней мере многие видели, что к рабочей платформе присоединяется провод, в держатель вставляется электрод и далее цепь замыкается, генерируя дугу. С аппаратами для полуавтоматической сварки дела обстоят несколько иначе. Электрод здесь заменяет проволока, которая во время сварки окутывается защитным газом.
Газовая среда необходима для того, чтобы защитить расплавленный металл от окисления. В окружающем воздухе много паров влаги и других активных элементов, которые будут взаимодействовать с расплавом. Подаваемый в рабочую зону газ вытесняет атмосферный, создавая тем самым защитную среду. Это и есть слабое место полуавтоматической сварки. Для ее работы нужен газ, который не всегда есть под рукой. И что делать, если баллона нет? Ответ прост: можно воспользоваться проволокой с флюсом внутри.
Читайте также: Сварка полуавтоматом для начинающих
Как варить полуавтоматом без газа порошковой (флюсовой) проволокой
Порошковая проволока предназначена для того, чтобы дать возможность работать без использования баллонного газа. Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Внутри такой проволоки есть полость, которая наполняется флюсом. Когда пруток плавится, он освобождает содержимое и порошок попадает в зону высокой температуры. Он начинает плавиться и при этом выделяет газ, который и формирует защитную среду.
Порошок можно назвать тем же самым защитным газом или электродной обмазкой. В любом случае их роли идентичны: обеспечение защитной среды для сварочной ванны. В состав порошка включен рутил и флюорит. Более точный состав можно узнать на этикетке или сопроводительной документации.
Вот и получается, что выполняется сварка флюсовой проволокой без газа. Точнее без баллонов — громоздких и тяжелых. Благодаря этому оборудование можно использовать в сложных и труднодоступных местах: в узких проходах, тоннелях; на высоте и т.д. Если нет возможности доставить туда баллон, то делать это вовсе не обязательно.
Особенности порошковой проволоки
На рынке представлена присадочная проволока разных диаметров, начиная от 0,8 мм. Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Наибольшая толщина расходного материала составляет 2,4 миллиметра. Широкий ассортимент проволоки значительно расширяет возможности сварки. Полуавтомат работает с металлами разной толщины: начиная от тонких листов и заканчивая заготовками толщиной в сантиметр.
Полуавтоматом с присадочной проволокой можно варить как оцинкованное железо, так и углеродистую сталь или нержавейку. Важно учитывать при выборе расходного материала состав порошка. От этого зависит конечный результат всей работы.
Сварка полуавтоматом без газа обычной проволокой
Выберите оптимальную скорость подачи сварочной проволоки. Регулировка производится сменными шестернями, поставляемыми в комплекте. Стоит отметить, что сила прижима должна быть достаточной, чтобы проволока не проскальзывала и не слишСварка полуавтоматом без газа обычной проволокой – это разновидность классической дуговой сварки.
Дуговая сварка представляет из себя технологический процесс с использованием тепловой энергии от электрической дуги. Электрическую дугу получают с помощью постоянного или переменного тока. Под действием этой тепловой энергии происходит плавление краёв свариваемых материалов. Причём может применяться как одна дуга, так и несколько, но у каждой дуги должен быть свой источник питания.
Классическая дуговая сварка
Классическую дуговую сварку можно подразделить по нескольким признакам :
- по видам электродов – на сварку плавящимися электродами и неплавящимися;
- по способу воздействия дуги на металл.
Плавящиеся электроды, в свою очередь, бывают трёх видов : проволочные, ленточные и штучные.
По видам воздействия дуги на металл классическую сварку можно классифицировать так:
- ручная сварка
- сварка с помощью электродов
- сварка с применением газа
- автоматическая сварка под флюсом
Что представляет из себя сварка полуавтоматом
Сварка полуавтоматом происходит при помощи непрерывно двигающегося электрода, который проходит через сварочную головку. Электродом в данном случае служит плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется постоянной при помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Электродом в данном случае служит плавящаяся проволока. Проволока плавится под действием электрической дуги, длина дуги сохраняется постоянной при помощи привода. Но саму сварочную головку сварщик двигает вручную вдоль шва. В этом и заключается полуавтоматический процесс.
Сварку полуавтоматом возможно проводить двумя способами : с использованием газа и без использования газа.
Углекислая газовая среда применяется для того, чтобы защитить область сварки от попадания кислорода из окружающей среды. Иначе получившийся результат будет некачественным и недолговечным.
Но использование газа влечёт за собой ряд трудностей:
- необходимо постоянно иметь заправленный газовый баллон;
- регулярная заправка баллона требует определённых затрат;
- трудности с перемещением из-за присутствия баллона и другого оборудования.
Поэтому хорошим выходом является сварка полуавтоматом с применением проволоки. Используется так называемая флюсовая проволока. Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком – флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и защитить его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
Она представляет из себя обычную проволоку с полостью внутри. Эта полость заполнена порошком – флюсом. При нагреве флюс выделяет некоторое количество газа, достаточное, чтобы окружить место сварки и защитить его от воздействия окружающего воздуха. Такая сварка имеет неоспоримые плюсы, а именно:
- подвижность оборудования для сварки
- возможность выбора любой проволоки в зависимости от того, какой материал будете сваривать.
Недостатки сварки с применением флюсовой проволоки
Кроме положительных моментов, сварка флюсовой проволокой имеет и ряд недостатков.
- качественная проволока недёшево стоит;
- необходимо приложить некоторые усилия для правильного выбора проволоки и самого аппарата;
- сам процесс требует иметь определённые навыки и умения.
Если вы хотите получить действительно качественный результат, вы остановитесь именно на этом способе.
Описание процесса полуавтоматической сварки без газа
- С помощью таблицы на сварочном аппарате выберите нужный показатель величины тока. Величина его зависит от толщины материала, который предстоит сваривать.
- С помощью сменных шестерней отрегулируйте необходимую вам скорость подачи проволоки. Шестерни должны прижимать проволоку так, чтобы она не проскальзывала. Но в тоже время , если прижимать проволоку слишком сильно, можно её повредить.
- Попробуйте сварить небольшой кусочек, чтобы экспериментальным путём подобрать режим. Если режим подобран правильно, дуга будет стабильной.
- Поставив переключатель подачи проволоки на положение “вперёд”, включаем подачу флюса кнопкой “пуск.” Наконечник погружается в сварочную зону и , чиркнув наконечником, зажигаем дугу и начинаем сварку.
- Сам процесс сварки. Движение головки должно быть не быстрым и, в то же время, не очень медленным. При этом сварщик должен неотрывно следить за процессом
 Величина его зависит от толщины материала, который предстоит сваривать.
Величина его зависит от толщины материала, который предстоит сваривать.Хочется отметить, что не имея определённых навыков, не стоит приступать к процессу сварки без газа в домашних условиях.
И не забывайте про технику безопасности, заранее позаботьтесь о защитной одежде.
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.
- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.

Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.

Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.
Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Еще по этой теме на нашем сайте:
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
Начинающим сварщикам, которые еще не освоили азы этого процесса, для начала нужно изучить основы, правила безопасности и инструкцию по использованию сварочного аппарата. Что такое сварка.
 Что такое сварка.
Что такое сварка. Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
Инверторный полуавтомат для сварки — это электромеханический агрегат, который осуществляет сварку разных металлов, используя различные аксессуары для сварки, необходимые для исполнения этого процесса. Изучая сварочные.
Аппарат Брима — сварочный инвертор с хорошими показателями сварки
Немецкий бренд Brima известен покупателям уже более 50 лет. Первые сварочные аппараты производились в Германии, сегодня выпуск ведется в Китае. Поставки продукции Брима осуществляются в.
Осциллятор сварочный — купить или собрать своими руками?
Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали. Это не требует.
Сварка полуавтоматом без газа обычной проволокой
Порошковая проволока используется в сварочных операциях как расходный присадочный материал, полая структура которого заполнена гранулами флюса. В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
В процессе работы происходит испарение углекислого газа из флюса и образование необходимого защитного слоя. Это позволяет производить сварку полуавтоматом без газа обычной проволокой.
Особенности сварки без газа
Порошковую (самозащитную) проволоку применяют в случае невозможности приобретения газового баллона или нецелесообразности его зарядки при небольших объемах работ.
Благодаря компактности оборудования сварка полуавтоматом без газа может производиться в труднодоступных и неудобных местах любых монтажных и строительных площадок:
- на высотных конструкциях, крышах;
- в подземных тоннелях;
- в узких помещениях;
- в полевых условиях;
- на открытых участках;
- в быту.
Сварка самозащитной проволокой
Применение сварки без газа
Для работы необходимо наличие источника питания 220 V. Метод сварки без газа используется для получения качественных и надежных соединений деталей любой толщины – от 1,2 до 10 мм. Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.
Способ подходит для операций с оцинкованным железом, углеродистой сталью, нержавейкой. Порошковая проволока пригодна для создания швов и наплавок. Необходимо учитывать, что метод не применяется для сварки нарушенных стыков действующего водопровода.
Схема полуавтоматической сварки проволокой
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.

Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Необходимое оборудование и виды проволоки
Метод сварки без газа применяется с использованием полуавтоматов типа MIG/MAG, оснащенных функцией переключения полярности. Прямая полярность необходима для работы при более высокой температуре, которая обеспечивает распыление флюса и формирование защитного газового облака. В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.
В настройках аппарата выставляется величина тока, соответствующая толщине свариваемого материала. Правильно настроенный полуавтомат обеспечит устойчивую сварочную дугу.
Технология MIG/MAG сварки
Самозащитная или флюсовая проволока выпускается разных типов. Она изготавливается в виде полой поверхности, заполненной флюсом с присадками. Она может быть в форме трубки:
Конструкция порошковой проволоки
- однополостной;
- двухполостной с загибом;
- двухполостной с двумя загибами;
- двухслойной.
Ребра конструкции защищают материал от сминания при случайном нажатии. Заполняющий проволоку флюс состоит из деоксидирующих, шлакообразующих веществ. В качестве дополнительных компонентов входят различные присадки, включающие железо, марганец, никель. По структуре флюс соответствует обмазочному материалу покрытых электродов.
Особенности сварочного шва
Дефекты сварочных швов
После формирования сварочного шва на нем образуется корка из шлака, который затекает в сварочную ванну. Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Остывшее соединение необходимо отбить от шлаковых покрытий с помощью молотка. Эта операция необходима для многопроходных швов. В результате создаются условия для сцепления каждого последующего слоя. По окончании работы шов следует зачистить специальной щеткой по металлу.
Сварка порошковой проволокой создает грубые крупночешуйчатые швы с характерными наплывами. Один из распространенных дефектов – непроваренные участки соединения. Качество шва напрямую зависит от расходного материала, состав которого должен соответствовать конкретному виду стали.
Сварка без газа, как и любой другой сварочный процесс, требует соблюдения техники безопасности, выполнения противопожарных мероприятий, применения индивидуальных средств защиты.
Видео по теме: Сварка порошковой самозащитной проволокой
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ESAB, INC II проволока, сварочная ванна и площадь в зоне дуги защищены от атмосферы газообразным щит. Для защиты используются инертные газы, химически активные газы и газовые смеси.
Металл
Режим передачи зависит от выбора защитного газа и уровня сварочного тока.
Рисунок 9 — это
набросок процесса, показывающий основные особенности. ФИГУРА
9 СВАРОЧНЫЙ ПРОВОД
СВАРОЧНЫЙ КАБЕЛЬ
ЗАЩИТНЫЙ ГАЗ
КОНТАКТ ГАЗОВОГО ФОРСУНКА
НАКОНЕЧНИК РАБОЧЕЙ ЧАСТИ
СВАРКА РАСПЛАВЛЕННЫМ БАССЕЙНОМ
МЕТАЛЛИЧЕСКАЯ ДУГА
ГАЗОВЫЙ ЭКРАН ТВЕРДЫЙ
ПРОВОДНОЙ ЭЛЕКТРОД
НАПРАВЛЕНИЕ ПУТЕШЕСТВИЯ
ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА
2.4.0.1 Газ
металлическая дуговая сварка — это универсальный процесс, который можно использовать для сварки широкого
множество металлов, включая углерод
стали, низколегированные стали, нержавеющие стали, алюминиевые сплавы,
магний, медь и медные сплавы,
и никелевые сплавы. Его можно использовать для сварки листового металла или
относительно тяжелые секции. Сварные швы
может быть выполнен во всех положениях, и процесс может быть использован
для полуавтомата или автомата
сварка. При полуавтоматической сварке скорость подачи проволоки
напряжение, сила тока и расход газа предварительно устанавливаются на контрольном оборудовании.
Для защиты используются инертные газы, химически активные газы и газовые смеси.
Металл
Режим передачи зависит от выбора защитного газа и уровня сварочного тока.
Рисунок 9 — это
набросок процесса, показывающий основные особенности. ФИГУРА
9 СВАРОЧНЫЙ ПРОВОД
СВАРОЧНЫЙ КАБЕЛЬ
ЗАЩИТНЫЙ ГАЗ
КОНТАКТ ГАЗОВОГО ФОРСУНКА
НАКОНЕЧНИК РАБОЧЕЙ ЧАСТИ
СВАРКА РАСПЛАВЛЕННЫМ БАССЕЙНОМ
МЕТАЛЛИЧЕСКАЯ ДУГА
ГАЗОВЫЙ ЭКРАН ТВЕРДЫЙ
ПРОВОДНОЙ ЭЛЕКТРОД
НАПРАВЛЕНИЕ ПУТЕШЕСТВИЯ
ГАЗОВАЯ ДУГОВАЯ СВАРКА МЕТАЛЛА
2.4.0.1 Газ
металлическая дуговая сварка — это универсальный процесс, который можно использовать для сварки широкого
множество металлов, включая углерод
стали, низколегированные стали, нержавеющие стали, алюминиевые сплавы,
магний, медь и медные сплавы,
и никелевые сплавы. Его можно использовать для сварки листового металла или
относительно тяжелые секции. Сварные швы
может быть выполнен во всех положениях, и процесс может быть использован
для полуавтомата или автомата
сварка. При полуавтоматической сварке скорость подачи проволоки
напряжение, сила тока и расход газа предварительно устанавливаются на контрольном оборудовании. В
оператор нуждается
просто направить сварочный пистолет вдоль стыка с постоянной скоростью и удерживать
относительно постоянный
длина дуги. При автоматической сварке пистолет устанавливается на ходовой тележке.
что движется
шарнир или пистолет могут быть неподвижны, а деталь движется или вращается под
Это. 2.4.0.2
Практически все GMAW выполняются с использованием
DCEP (положительный электрод). Эта полярность обеспечивает
глубокое проплавление, стабильная дуга и низкий уровень разбрызгивания.Небольшое количество
Сварка GMAW — это
сделано с DCEN, и хотя скорость плавления электрода высока, дуга
неустойчивый. Чередование
ток не используется для газовой дуговой сварки металла. 2.4.1
Текущий
Плотность —
Чтобы понять, почему газовая дуговая сварка металла может наплавить
металл в быстром темпе, необходимо
что следует понимать термин «плотность тока». Рисунок 10
показан электрод с покрытием 1/4 дюйма и
Проволока диаметром 1/16 дюйма, нарисованная в масштабе.
несущий 400 ампер.
В
оператор нуждается
просто направить сварочный пистолет вдоль стыка с постоянной скоростью и удерживать
относительно постоянный
длина дуги. При автоматической сварке пистолет устанавливается на ходовой тележке.
что движется
шарнир или пистолет могут быть неподвижны, а деталь движется или вращается под
Это. 2.4.0.2
Практически все GMAW выполняются с использованием
DCEP (положительный электрод). Эта полярность обеспечивает
глубокое проплавление, стабильная дуга и низкий уровень разбрызгивания.Небольшое количество
Сварка GMAW — это
сделано с DCEN, и хотя скорость плавления электрода высока, дуга
неустойчивый. Чередование
ток не используется для газовой дуговой сварки металла. 2.4.1
Текущий
Плотность —
Чтобы понять, почему газовая дуговая сварка металла может наплавить
металл в быстром темпе, необходимо
что следует понимать термин «плотность тока». Рисунок 10
показан электрод с покрытием 1/4 дюйма и
Проволока диаметром 1/16 дюйма, нарисованная в масштабе.
несущий 400 ампер. Уведомление
что площадь провода 1/16 дюйма составляет всего 1/16 площади сердечника провода
покрытого электрода. Мы можем
говорят, что плотность тока у провода 1/16 дюйма в 16 раз больше
Уведомление
что площадь провода 1/16 дюйма составляет всего 1/16 площади сердечника провода
покрытого электрода. Мы можем
говорят, что плотность тока у провода 1/16 дюйма в 16 раз большеГлавная> Металл Советы и факты по изготовлению> MIG Welding Advantage Fabricated Metals выполняет несколько сварочных работ процессы . Мы используем два наиболее распространенных сварочных процесса: TIG, аббревиатура от Tungsten Inert Gas сварка и MIG, аббревиатура от Metal Inert Gas Welding.TIG также упоминается как GTAW (газовая вольфрамовая дуговая сварка) и Heliarc®. МИГ также упоминается как GMAW (газовая дуговая сварка металла). Мы также предлагаем оксиацетилен сварка. «Металл» в газовой дуговой сварке металла относится к проволоке,
используется для зажигания дуги. Характеристики процесса сварки MIGМИГ:
На следующем рисунке показан типичный процесс сварки MIG, показывающий дугу, которая образуется между проволочным электродом и заготовкой. В процессе сварки MIG электрод плавится внутри дуги и осаждается как присадочный материал. Используемый защитный газ предотвращает атмосферное загрязнение от атмосферного загрязнения и защищает сварной шов во время затвердевания. Защитный газ также способствует стабилизации дуги, что обеспечивает плавный перенос металла от сварочной проволоки в расплавленную сварочную ванну. Универсальность — главное преимущество процесса сварки MIG. Он способен соединения большинства типов металлов и может выполняться в большинстве положений, даже если ровная горизонталь наиболее оптимальна. Наиболее распространенные сварные швы показаны ниже. Среди них:
MIG используется для сварки многих материалов, а различные газы используются для образования
дуга в зависимости от свариваемых материалов. Ознакомьтесь с обзором наших сварочных услуг и любых процессов обработки металлов давлением, предлагаемых Воспользуйтесь преимуществами готовых металлов, нажав на ссылки выше. Для получения дополнительной информации о Advantage Fabricated Metals и металлообработке, металл услуги по изготовлению и сварке, которые мы предоставляем, заполните контактную информацию форму или позвоните нам по телефону 1-815-323-1310 . Сопутствующие услуги по изготовлению металлов, советы и факты: О компании Advantage Fabricated Metals
| Услуги по обработке металлов давлением Advantage Fabricated Metals Авторские права © Advantage Fabricated Metals, Inc., 2003-2009 гг. |
 Он защищен инертным газом и
Подающая проволока также действует как присадочный стержень. MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки.
Он защищен инертным газом и
Подающая проволока также действует как присадочный стержень. MIG довольно прост в освоении и использовании, поскольку это полуавтоматический процесс сварки.
 Смесь аргона CO 2 обычно используется для сварки низкоуглеродистой стали, алюминия, титана и легированных металлов. Гелий используется для высокоскоростной сварки низкоуглеродистой стали и титана, а также меди и нержавеющей стали. Углекислый газ чаще всего используется для сварки углеродистых и низколегированных сталей. Магний и чугун — это другие металлы, обычно свариваемые с использованием процесса MIG.
Смесь аргона CO 2 обычно используется для сварки низкоуглеродистой стали, алюминия, титана и легированных металлов. Гелий используется для высокоскоростной сварки низкоуглеродистой стали и титана, а также меди и нержавеющей стали. Углекислый газ чаще всего используется для сварки углеродистых и низколегированных сталей. Магний и чугун — это другие металлы, обычно свариваемые с использованием процесса MIG.
7 ошибок при сварке MIG и как их избежать
СваркаMIG предлагает множество преимуществ для производительности без ущерба для качества готового сварного шва, но есть много факторов, которые могут помешать успешной сварке MIG.
Вы можете улучшить производительность и результаты в ваших сварочных операциях MIG — и сэкономить деньги за счет сокращения отходов расходных материалов — приняв меры, чтобы избежать типичных ошибок, связанных с горелкой MIG и расходными материалами.
Рассмотрите эти распространенные причины плохих характеристик при сварке MIG и узнайте, как их предотвратить, что положительно скажется на производительности и прибылях.
№ 1: Неправильная длина гильзы
Обрезка сварочной гильзы неправильной длины — распространенная проблема при сварке MIG. Во многих случаях дело в том, что лайнер обрезан слишком коротко.
Если лайнер имеет неправильную длину, это может вызвать плохую подачу проволоки, нестабильную дугу и / или вибрацию проволоки. Для обычных лайнеров используйте калибр лайнера в качестве ориентира при обрезке и установке лайнера. Другой вариант — использовать систему расходных материалов, предназначенную для безошибочной установки, которая исключает неправильную обрезку футеровки и не требует измерений.Сварочная гильза загружается через шейку горелки MIG и затем фиксируется на месте спереди и сзади горелки, при этом концентрически совмещается с контактным наконечником и силовым штифтом. После фиксации сварщик просто обрезает футеровку заподлицо с силовым штифтом. Помимо точной обрезки, за счет блокировки гильзы на обоих концах пистолета он не может расширяться или сжиматься. Результат — плавный путь подачи проволоки.
После фиксации сварщик просто обрезает футеровку заподлицо с силовым штифтом. Помимо точной обрезки, за счет блокировки гильзы на обоих концах пистолета он не может расширяться или сжиматься. Результат — плавный путь подачи проволоки.
№ 2: Перегрев расходных материалов
Когда расходные детали пистолета MIG перегреваются, они могут стать источником многих проблем.
Ищите расходные материалы с конической конструкцией, так как это помогает соединить токопроводящие детали вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы.Чтобы предотвратить перегрев расходных материалов, используйте правильный вылет проволоки, помните о рабочем цикле пистолета и выберите правильное расстояние от контактного наконечника до рабочей поверхности. Любые меры по охлаждению расходных материалов помогут ограничить количество вибрации в пистолете и уменьшить проблемы с выгоранием.
Хотя слишком длинный вылет проволоки нежелателен, имейте в виду, что слишком короткий вылет может привести к тому, что сопло и контактный наконечник окажутся слишком близко к сварочной ванне, что приведет к их перегреву.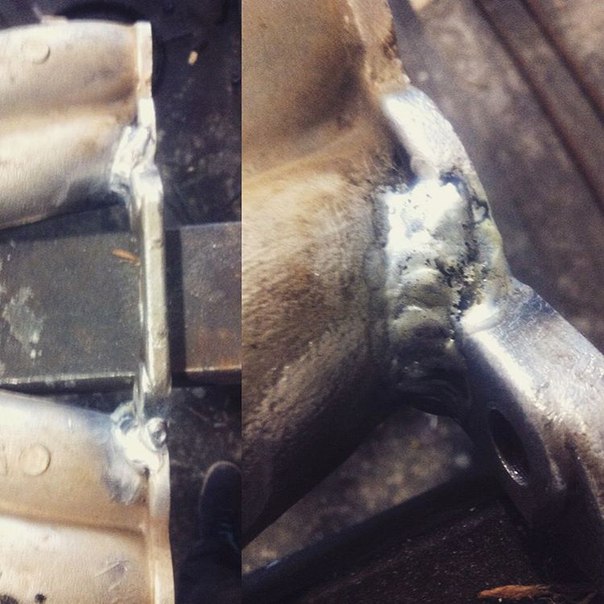 Это влияет на производительность, вызывая ожоги и заедание проволоки, а также может значительно сократить срок службы расходных деталей.
Это влияет на производительность, вызывая ожоги и заедание проволоки, а также может значительно сократить срок службы расходных деталей.
Также ищите расходные материалы с конической конструкцией, так как это помогает соединить токопроводящие детали вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы. В некоторых системах расходных материалов имеется контактный наконечник, расположенный в газовом диффузоре, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, протекающему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
No. 3: Плохая земля
Сокращение срока службы контактного наконечника и других расходных деталей передней части также может быть результатом отсутствия твердого заземления при сварке MIG.
Без твердого заземления дуга может стать неустойчивой и, в конечном итоге, вызвать большее нагревание перед горелкой. Любая проблема, вызывающая большее количество тепла, также приведет к увеличению сопротивления и износу, что приведет к повреждению контактного наконечника и других расходных деталей передней части и, возможно, к снижению качества сварки.
Любая проблема, вызывающая большее количество тепла, также приведет к увеличению сопротивления и износу, что приведет к повреждению контактного наконечника и других расходных деталей передней части и, возможно, к снижению качества сварки.
Для предотвращения этих проблем разместите заземляющий кабель как можно ближе к заготовке.Если возможно, зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше.
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения. Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.№ 4: Неправильное напряжение или скорость подачи проволоки
Установка неправильного напряжения или неправильной скорости подачи проволоки также может вызвать неустойчивую дугу.
Установка слишком высокого напряжения может привести к слишком сильному нагреву рукоятки пистолета, что, в свою очередь, в конечном итоге может нанести ущерб контактному наконечнику.
Если скорость подачи проволоки слишком высока, это может вызвать скопление проволоки вместо ее плавления в сварочной ванне. Это также может вызвать ожог или гнездование птиц. Слишком низкая скорость подачи проволоки не подает сварочную ванну, поэтому проплавление не обеспечивает надлежащего проплавления для получения качественного шва.
Всегда следуйте рекомендациям производителя относительно правильного напряжения и скорости подачи проволоки для присадочного металла и толщины свариваемого основного материала.
№ 5: Плохая прокладка кабелей
Неправильная организация кабелей питания может привести к снижению производительности и повреждению кабеля.
Во избежание повреждений или других ошибок не тяните сварочный аппарат за кабель. Когда пистолет горячий, все податливее. Дергание или натягивание кабеля может растянуть кабель или гильзу и даже привести к отрыву кабелепровода от газового стержня, что может привести к проблемам с защитным газом.
Также важно дать пистолету остыть в горизонтальном положении, а не накидывать или вешать кабель на кусок пластины или другой объект.Когда горячий пистолет накрыт чем-либо, он может погнуть трубку. Когда пистолет и расходные материалы остынут, они могут деформироваться, что приведет к ограничению охвата защитным газом.
Позаботьтесь, чтобы пистолет был правильно разложен, чтобы дать ему остыть. Кроме того, не забудьте правильно хранить пистолет и кабель, когда они не используются, чтобы избежать повреждений, которые могут возникнуть, если кабель переедет вилочным погрузчиком или другим тяжелым оборудованием.
№ 6: Выбор неправильного пистолета
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения.Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.
Если приложение требует, чтобы вы весь день вели сварку при 300 А, и вы выбрали пистолет на 200 А с рабочим циклом 30 или 40 процентов, этот пистолет не справится с этой задачей. Превышение рабочего цикла пистолета приводит к перегреву, а частое выполнение этого сокращает срок его службы.
Превышение рабочего цикла пистолета приводит к перегреву, а частое выполнение этого сокращает срок его службы.
В дополнение к выбору пистолета MIG с достаточно высокой номинальной силой тока и рабочим циклом для работы, вы также можете делать перерывы, чтобы дать пистолету и расходным материалам остыть, чтобы избежать перегрева пистолета.
Изменение защитного газа также может помочь уменьшить тепло, выделяемое во время сварки. Если вы используете защитный газ аргон, чем выше процентное содержание аргона, тем меньше охлаждает защитный газ. Однако имейте в виду, что во многих приложениях используется защитный газ аргон, поскольку он обеспечивает более чистый процесс с гораздо меньшим разбрызгиванием и сокращает объем очистки. Таким образом, хотя уменьшение количества аргона может помочь процессу охлаждения, есть и другие компромиссы, которые могут повлиять на производительность.
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика могут быть частыми причинами неустойчивой или плохой подачи проволоки при сварке MIG. Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.
Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.№ 7: Проблемы с приводным валком
Использование неправильного типа ведущего ролика или неправильная установка натяжения ведущего ролика также могут быть распространенными ошибками, вызывающими неустойчивую или плохую подачу проволоки при сварке MIG. Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.
Поскольку порошковая проволока более мягкая — из-за трубчатой конструкции и флюса внутри — требуется использование приводного ролика с накаткой, зубья которого могут захватывать проволоку и помогать ее проталкивать.Приводные ролики с накаткой обычно не следует использовать для сплошной проволоки, поскольку зубцы могут привести к отрыву стружки от проволоки, засорению гильзы и возникновению сопротивления при подаче проволоки. Вместо этого используйте приводные ролики с U-образной или V-образной канавкой со сплошной проволокой.
Установка правильного натяжения приводных роликов — еще один важный шаг. Без должного напряжения беспорядочное кормление может вызвать ожог или другие проблемы. Чтобы установить правильное натяжение приводных роликов, сначала отпустите ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Избежание типичных ошибок помогает добиться наилучших результатов при сварке MIG. Не менее важно правильно обслуживать пистолет MIG и расходные детали, включая контактный наконечник, сопло и гильзу.
Каждый раз при замене расходных материалов проверяйте, чтобы отверстия для газа в сопле были чистыми, а седло, удерживающее контактный наконечник, не забито брызгами или мусором.Засоренный контактный наконечник или сопло может вызвать перегрев пистолета и рукоятки.
Также часто проверяйте, чтобы все соединения были плотными и как можно более концентрическими. Сохранение горелки и кабеля как можно более прямыми во время сварки — и их плоская укладка для охлаждения — делает сварку MIG эффективной и действенной.
Следуйте этим советам, чтобы свести к минимуму время простоя, повысить производительность и качество, а также сэкономить деньги на сварке MIG.
Основные сведения о сварке защитным газом MIG
Защитный газ может играть важную роль в улучшении или ухудшении сварочных характеристик.СваркаMIG (GMAW) с использованием защитного газа и сплошного проволочного электрода обеспечивает чистый шов без шлака. Это происходит без необходимости останавливать сварку для замены электрода, как при сварке палкой. Повышенная производительность и меньшая очистка — это лишь два преимущества этого процесса.
Чтобы достичь этих результатов в вашем конкретном приложении, он помогает понять роль защитного газа, различные доступные защитные газы и их уникальные свойства.
Основной целью защитного газа является предотвращение воздействия на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере.Реакция этих элементов на сварочную ванну может создать множество проблем, включая пористость (отверстия в сварном шве) и чрезмерное разбрызгивание.
Различные защитные газы также играют важную роль в определении профилей проплавления сварного шва, стабильности дуги, механических свойств готового сварного шва, используемого вами процесса переноса и т. Д.
Выбор расходных материалов для горелок MIG, обеспечивающих стабильную и плавную подачу защитного газа, также важен для выполнения успешных сварочных швов MIG.
Выбор подходящего защитного газа
Многие сварочные аппараты MIG позволяют выбирать различные варианты защитного газа. Вам необходимо оценить свои цели в области сварки и области применения, чтобы выбрать наиболее подходящий вариант для конкретной области применения. При выборе учитывайте следующее:
При выборе учитывайте следующее:
- Стоимость газа
- Свойства готового сварного шва
- Подготовка и очистка после сварки
- Основной материал
- Процесс переноса сварного шва
- Ваши производственные цели.
Четыре наиболее распространенных защитных газа, используемых при сварке MIG, — это аргон, гелий, диоксид углерода и кислород. Каждый из них имеет уникальные преимущества и недостатки в любом конкретном приложении.
Пористость, которую можно увидеть на лицевой и внутренней поверхностисварного шва, может быть вызвана недостаточным количеством защитного газа и может значительно ослабить сварной шов
.
Двуокись углерода (CO2)
Наиболее распространенным из реактивных газов, используемых при сварке MIG, является двуокись углерода (CO2). Это единственный, который можно использовать в чистом виде без добавления инертного газа.CO2 также является наименее дорогим из обычных защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом. Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и большее количество брызг, чем при смешивании с другими газами. Он также ограничивается только процессом короткого замыкания.
Чистый CO2 обеспечивает очень глубокое проплавление шва, что полезно при сварке толстых материалов. Однако он также дает менее стабильную дугу и большее количество брызг, чем при смешивании с другими газами. Он также ограничивается только процессом короткого замыкания.
Аргон
Для компаний, которые уделяют особое внимание качеству сварных швов, их внешнему виду и снижению степени очистки шва после сварки, лучшим вариантом может быть смесь 75–95 процентов аргона и 5–25 процентов CO2.Он обеспечит более желательное сочетание стабильности дуги, контроля образования луж и меньшего разбрызгивания, чем чистый CO2. Эта смесь также позволяет использовать процесс переноса распылением, который может обеспечить более высокую производительность и более привлекательные сварные швы. Аргон также обеспечивает более узкий профиль проплавления, что полезно для угловых и стыковых швов. Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон.
Кислород
Кислород, также являющийся химически активным газом, обычно используется в соотношении девять процентов или меньше для улучшения текучести сварочной ванны, проплавления и стабильности дуги в мягкоуглеродистой, низколегированной и нержавеющей стали.Однако он вызывает окисление металла шва, поэтому его не рекомендуется использовать с алюминием, магнием, медью или другими экзотическими металлами.
Гелий
Гелий, как и чистый аргон, обычно используется с цветными металлами, но также и с нержавеющими сталями. Поскольку он обеспечивает широкий и глубокий профиль проникновения, гелий хорошо работает с толстыми материалами и обычно используется в соотношении от 25 до 75 процентов гелия к 75-25 процентам аргона. Регулировка этих соотношений изменит глубину проникновения, профиль валика и скорость движения.Гелий создает более «горячую» дугу, что позволяет увеличить скорость движения и повысить производительность. Однако он более дорогой и требует более высокой скорости потока, чем аргон. Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
Вам нужно будет рассчитать ценность увеличения производительности по сравнению с увеличением стоимости газа. В случае нержавеющих сталей гелий обычно используется в трехкомпонентной смеси аргона и CO2.
. Фотография слева показывает хорошее покрытие, в то время как покрытие на фотографии справа позволяет
воздушной среде загрязнять защитный газ.
Подача защитного газа в сварочную ванну
Все ваши усилия по выбору подходящего защитного газа будут потрачены впустую, если ваше оборудование не подает газ на сварной шов. Расходные детали горелки MIG (диффузор, контактный наконечник и сопло) играют решающую роль в обеспечении надлежащей защиты сварочной ванны.
На этом разрезе показана система расходных материалов, в которой контактный наконечникустановлен в диффузоре и удерживается на месте
защитой от брызг внутри сопла.
Если вы выберете слишком узкое сопло или если диффузор забивается, например, брызгами, в сварочную ванну может попасть слишком мало защитного газа. Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному, несбалансированному потоку газа. Оба сценария могут допускать попадание воздуха в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
Точно так же плохо спроектированный диффузор может не направлять защитный газ должным образом, что приведет к турбулентному, несбалансированному потоку газа. Оба сценария могут допускать попадание воздуха в защитный газ и приводить к чрезмерному разбрызгиванию, пористости и загрязнению сварных швов.
При выборе расходных материалов для пистолета MIG выбирайте те, которые устойчивы к образованию брызг и обеспечивают достаточно широкое отверстие сопла для обеспечения достаточного покрытия защитным газом. Некоторые компании предлагают сопла со встроенной защитой от брызг, которая также добавляет вторую фазу диффузии защитного газа.Это приводит к еще более плавному и стабильному потоку защитного газа.
Выбор подходящего защитного газа для вашего конкретного применения потребует тщательного анализа типа выполняемой вами сварки, а также ваших производственных приоритетов. Использование приведенных выше рекомендаций должно стать хорошим началом процесса обучения. Перед принятием окончательного решения обязательно проконсультируйтесь с местным дистрибьютором сварочных материалов.
Сравнение самозащитных и газозащитных порошковых электродов
| Q: Почему нужно использовать защитный газ при использовании порошковой проволоки, такой как Outershield® 71M? Каковы преимущества? Я сваривал только проволокой Innershield®, для которой не использовался защитный газ. A: Я хотел бы ответить на ваш вопрос в виде общего обсуждения порошковой сварки. Американское сварочное общество (AWS) классифицирует все трубчатые электроды с флюсом внутри как проволоку с флюсовой сердцевиной и называет это процессом дуговой сварки под флюсом (FCAW). Все порошковые проволоки имеют схожие характеристики. К ним относятся образование защитного шлака над сварным швом, использование техники угла сопротивления, возможность сварки в нестандартном или плоском и горизонтальном положении только при более высоких скоростях наплавки (в зависимости от типа проволоки), способность справляться с загрязнениями на пластине. |
 , так далее.Однако существует два принципиально разных типа порошковых проволок. Один тип является самозащитным, а другой — газозащитным. Эти два типа часто делятся на подкатегории: процесс FCAW-S (самозащитный, порошковый) и процесс FCAW-G (газозащитный, порошковый).
, так далее.Однако существует два принципиально разных типа порошковых проволок. Один тип является самозащитным, а другой — газозащитным. Эти два типа часто делятся на подкатегории: процесс FCAW-S (самозащитный, порошковый) и процесс FCAW-G (газозащитный, порошковый). | Самоэкранированная порошковая проволока, обычно называемая проволокой Innershield®, часто описывается как «стержневой электрод, который вывернут наизнанку».Так же, как и покрытые или стержневые электроды, они полагаются исключительно на свою шлаковую систему и газы, образующиеся в результате химических реакций в дуге, для защиты расплавленного металла от атмосферы (см. Рисунок 1). Ингредиенты флюса в активной зоне выполняют несколько функций, в том числе: 1) они раскисляют и денитрифицируют расплавленный металл. 2) Образует защитный шлак, который также придает форму валику и может удерживать расплавленный металл в смещенном состоянии. Вы можете думать о процессе FCAW-S как о повышении производительности при ручной сварке, обеспечивающем гораздо более высокую скорость наплавки с полуавтоматическим процессом почти для всех тех же применений, что и при использовании стержневых электродов. Например, они очень популярны для сварки на открытом воздухе, так как нет необходимости во внешнем защитном газе (где газ может легко уноситься ветром и приводить к пористости в процессах с защитой от газа). В рабочем состоянии большинство самозащитных проводов имеют полярность постоянного тока. Они имеют шаровидный перенос дуги, от мелких капель до крупных капель металла. Хотя некоторые из них имеют очень плавные характеристики дуги, большинство из них, как правило, имеют немного более жесткую дугу и больше брызг, чем электроды FCAW-G. |
 Металлургия и конструкция самозащитной порошковой проволоки уникальны по сравнению с электродами для других процессов дуговой сварки. Например, они уникально используют алюминий с большинством проволок, чтобы активно взаимодействовать с атмосферой, создавая прочный наплавленный металл.
Металлургия и конструкция самозащитной порошковой проволоки уникальны по сравнению с электродами для других процессов дуговой сварки. Например, они уникально используют алюминий с большинством проволок, чтобы активно взаимодействовать с атмосферой, создавая прочный наплавленный металл. Для сравнения: в газозащитной порошковой проволоке (Outershield®, UltraCore®) используется как система шлака, так и внешний защитный газ для защиты дуги от атмосферы (см. Рисунок 2). Два наиболее распространенных типа используемых защитных газов — это 100% углекислый газ (CO2) или смесь 75–85% аргона (Ar) / баланс CO2 (наиболее популярна смесь 75% Ar / 25% CO2). Эти провода часто называют электродами с двойным экраном. Подобно самозащитной проволоке, основные ингредиенты образуют шлак, добавляют желаемые легирующие элементы в металл шва и влияют на сварочные характеристики.Однако они не обеспечивают никакой защиты от атмосферы, а процесс FCAW-G для этого полностью полагается на внешний защитный газ вокруг дуги. Большинство типов проволоки имеют перенос дуги через мелкую каплю с гладкой струйной дугой. Рекомендуемая полярность DC + для всех типов проводов. Как правило, они предпочтительнее для заводской (т.е. внутренней) сварки, поскольку имеют более плавные характеристики дуги.Их можно использовать на улице, но при этом требуются дополнительные меры предосторожности, чтобы ветер не унес защитный газ. Без защитного газа это приведет к пористости сварного шва. |
| |
 Кроме того, использование защитного газа значительно улучшает привлекательность для оператора и удобство использования этих проводов.
Кроме того, использование защитного газа значительно улучшает привлекательность для оператора и удобство использования этих проводов.Сварка МИГ | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MIG с рассмотрением типов сварки MIG, отличий от сварки MAG, а также характеристик сварочных аппаратов и методов сварки. На этой странице также описывается метод низкочастотной импульсной сварки суперпозицией, используемый в производстве автомобилей и мотоциклов.
На этой странице также описывается метод низкочастотной импульсной сварки суперпозицией, используемый в производстве автомобилей и мотоциклов.
MIG (металл в инертном газе) — еще один метод дуговой сварки. Как и при сварке TIG, в качестве защитного газа используется инертный газ, но сварка MIG представляет собой тип сварки плавящимся электродом, при котором используется разрядный электрод, плавящийся во время сварки.
Этот процесс обычно используется для соединения деталей из нержавеющей стали или алюминиевого сплава. В зависимости от свариваемого металла необходимо использовать соответствующий тип защитного газа.
В качестве электрода используется спиральная сварочная проволока. Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически подается к наконечнику горелки с помощью подающего ролика, который приводится в действие электродвигателем. На проволоку подается напряжение, когда она проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки.Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
Свернутая проволока прикрепляется к устройству подачи проволоки и автоматически подается к наконечнику горелки с помощью подающего ролика, который приводится в действие электродвигателем. На проволоку подается напряжение, когда она проходит через контактный наконечник. Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки.Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы.
- газ Ar или
Ar + 2% O 2 газ - Электрод сплошной проволоки
Полуавтоматический сварочный аппарат MIG в основном состоит из следующих компонентов:
- Источник сварочного тока
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Конфигурация почти такая же, как у сварочного аппарата MAG, за исключением некоторых улучшений, добавленных в блок подачи проволоки. Поскольку сварка MIG часто используется для сварки алюминия, необходимо усовершенствовать механизм подачи проволоки, чтобы обеспечить стабильную подачу мягкой алюминиевой проволоки (четырехвалковая система).
Поскольку сварка MIG часто используется для сварки алюминия, необходимо усовершенствовать механизм подачи проволоки, чтобы обеспечить стабильную подачу мягкой алюминиевой проволоки (четырехвалковая система).
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MIG можно классифицировать по использованию переменного или постоянного тока, импульсного или неимпульсного тока.
| Импульс | Метод сварки | |
|---|---|---|
| Постоянный ток (DC) | № | Сварка MIG короткой дугой |
| Сварка MIG распылением | ||
| Сварка MIG на больших токах | ||
| Есть | Импульсная сварка MIG | |
| Низкочастотная сварка MIG с наложением импульсов | ||
| Переменный ток (AC) | Есть | Импульсная сварка MIG на переменном токе |
| Низкочастотная сварка MIG с наложением переменного тока | ||
| постоянного + переменного тока | Есть | композитная импульсная сварка MIG переменным и постоянным током |
Сварка MIG короткой дугой — это метод сварки, в котором используется явление передачи короткого замыкания (короткая дуга). Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловыделения основного материала. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в принудительных положениях. В случае сварки MIG такие детали часто сваривают импульсной сваркой MIG.
Он часто используется в полуавтоматических системах, предназначенных для тонких листов, из-за низкого тепловыделения основного материала. Сварка MAG с использованием короткой дуги обычно используется для сварки листов средней толщины в принудительных положениях. В случае сварки MIG такие детали часто сваривают импульсной сваркой MIG.
Сварка MIG распылением — это процесс, при котором сварочный ток устанавливается выше критического, чтобы установить более высокое напряжение дуги. Он использует явление распыления, когда расплавленный наполнитель испаряется.Когда алюминиевая заготовка сваривается без разбрызгивания, это может привести к потере плавления или другим дефектам сварки. Чтобы предотвратить эту проблему, необходимо немного снизить напряжение дуги, чтобы обеспечить сварку в режиме малого распыления. Сварка MIG распылением больше не используется, потому что импульсная сварка MIG, которая позволяет обрабатывать детали от низкой до средней толщины, стала обычным явлением.
При сварке MIG на больших токах используется сварочная проволока большого диаметра (примерно от 3,2 до 5,6 мм). Сварочная система включает в себя сварочную горелку с соплом для газа с двойной защитой и источник питания с постоянной характеристикой тока и номинальным выходным током около 1000 А.
Сварочная система включает в себя сварочную горелку с соплом для газа с двойной защитой и источник питания с постоянной характеристикой тока и номинальным выходным током около 1000 А.
MIG с использованием постоянного и импульсного тока также называется обычной импульсной сваркой MIG.
Основной принцип такой же, как и при импульсной сварке MAG.
Этот метод сварки пропускает небольшой базовый ток для поддержания дуги и импульсный ток, превышающий критический ток, поочередно, чтобы позволить каплям брызг проходить с проволоки, даже когда средний ток падает ниже критического. Они обеспечивают эффективную и качественную сварку тонких и толстых листов.
Низкочастотная наложенная импульсная сварка MIG — это метод, разработанный на основе импульсной сварки MIG для получения высокой добавленной стоимости сварки алюминиевых деталей.Поскольку этот процесс позволяет создавать красивые чешуйчатые валики, он используется для сварки тонких алюминиевых пластин для автомобилей или мотоциклов.
Дом
Что такое газовая дуговая сварка металлов
Автор: G.E. Матис Компания
Газовая дуговая сварка металлическим электродом (GMAW) — это процесс соединения металлов, который играет важную роль в производственном секторе. В процессе сварки используется плавящийся проволочный электрод, который непрерывно проходит через контактный наконечник, и источник питания, который создает электрическую дугу между металлическим электродом и заготовкой.Дуга нагревает металлы, позволяя им соединяться, а защитный газ защищает сварной шов от загрязнения окружающей среды во время процесса. В операциях GMAW используются два типа газов — инертный или активный, каждый из которых характеризует одну из двух форм процесса: MIG и MAG. При сварке в среде инертного газа (MIG) в процессе сварки используется инертный газ, в то время как при сварке в среде активного газа (MAG) используется активный газ. Помимо классификации на основе используемого вспомогательного газа, операции GMAW также могут быть классифицированы на основе их режимов передачи.
Хотя в GMAW обычно используются системы постоянного напряжения и постоянного тока, в процессе также используются системы переменного тока с диапазоном различных ампер и напряжений и различными диаметрами электродов. Кроме того, в зависимости от требований и ограничений применения сварки, GMAW может быть сконфигурирован как полуавтоматический, т. Е. Требующий участия человека-оператора, или полностью автоматический с механизированным управлением. Эти возможности делают этот процесс жизнеспособным решением для широкого круга приложений крепления.
Как отмечалось выше, GMAW использует разные режимы переноса металла. Каждый режим предлагает различные характеристики и наилучшие варианты использования и в значительной степени зависит от конкретного процесса сварки, источника питания и используемых расходных материалов. На выбор режима переноса для GMAW влияет множество факторов, включая количество и тип тока, химический состав, поверхность и диаметр электрода, тип и подачу защитного газа, а также расстояние от контакта до детали. Выбор режима переноса влияет на идеальный присадочный металл.
Выбор режима переноса влияет на идеальный присадочный металл.
Четыре режима передачи GMAW включают:
- Шаровидный. В этом режиме используется защитный газ CO 2 , который дешевле, чем другие защитные газы, такие как аргон. Хотя он предлагает более высокую скорость наплавки, что позволяет увеличить скорость сварки, он выделяет больше тепла, чем другие режимы, что приводит к неровным поверхностям сварного шва и большему разбрызгиванию. Чтобы преодолеть эти недостатки, сварочные операции, в которых используется режим шарового переноса металла, требуют более толстых материалов и полностью плоского расположения.
- Короткое замыкание. Сварочные операции, в которых используется режим передачи металла с коротким замыканием, также называют короткой дугой GMAW или SCT. В этом режиме передачи короткое замыкание происходит при контакте электрода с заготовкой, обеспечивая скорость передачи от 20 до 200 раз в секунду. Он использует смесь 75% аргона и 25% CO 2 или трехкомпонентные газовые смеси в качестве защитного газа и может использоваться для тонкой (менее дюйма) заготовки из черных металлов и труб без подложки.
- Спрей. В режиме распыления расплавленные капли материала — обычно меньше диаметра электрода — разбрызгиваются по заготовке. В этом режиме используются различные смеси от 80% до 98% аргона с 2% до 20% CO. 2 и требуется более высокое напряжение или сила тока, более высокая скорость подачи проволоки, более толстые материалы и горизонтальное или плоское расположение.
- Импульсное распыление. Основная характеристика этого режима — это чередование между высоковольтным током распыления и низким фоновым током.Это качество улучшает процесс распыления за счет переохлаждения сварочной ванны во время цикла низкого тока и снижает тепловыделение и деформацию.
Каждый из режимов передачи дает свои преимущества в конкретных приложениях. Однако есть некоторые общие преимущества, связанные с использованием газовой дуговой сварки, в том числе:
- Возможность настройки на полуавтоматический или полностью автоматический режим
- Универсальность по материалу и толщине шва
- Простота очистки и отсутствие сколов
- Гибкость положения при сварке
- Рентабельность
- Скорость процесса
- Экологичность (минимальное количество отходов, поскольку электроды полностью разряжены)
GMAW возник как решение для сварки алюминия и других цветных металлов. Однако из-за его способности ускорять процесс сварки, его применение распространилось на сталь и нержавеющую сталь. Его универсальность позволяет использовать его в любой отрасли и с широким спектром материалов. Некоторые из наиболее распространенных приложений для GMAW включают:
Однако из-за его способности ускорять процесс сварки, его применение распространилось на сталь и нержавеющую сталь. Его универсальность позволяет использовать его в любой отрасли и с широким спектром материалов. Некоторые из наиболее распространенных приложений для GMAW включают:
- Производство и техническое обслуживание автомобилей
- Роботизированные сборочные линии
- Фитинг
- Строительство и ремонт путей в железнодорожной отрасли
У Г.E. Mathis, мы предлагаем услуги прецизионной дуговой сварки и сварки MIG клиентам в широком спектре отраслей, включая сельское хозяйство, горнодобывающую промышленность, авиакосмическую промышленность, военную промышленность и строительство. Наша команда высококвалифицированных сварщиков, обладающая современным оборудованием и многолетним опытом работы в отрасли, обладает инструментами и знаниями, необходимыми для оказания разнообразных сварочных услуг. Помимо GMAW мы предоставляем:
- Двухпроволочная сварка под флюсом / MIG Сварка
- Дуговая сварка под флюсом (FCAW)
- Газовая дуговая сварка вольфрамом (GTAW)
- Шовная сварка
- Экранированная дуговая сварка (SMAW)
- Сварка под флюсом (SAW)
Расположенный в Чикаго, штат Иллинойс, наш завод площадью 135 000 квадратных футов, оснащенный полностью автоматизированным сварочным оборудованием с ЧПУ, позволяет нам выполнять практически любые требования заказчиков в высокоточных крупносерийных проектах.