Сварка алюминиевых проводов между собой в домашних условиях
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.
Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводов
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.
Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.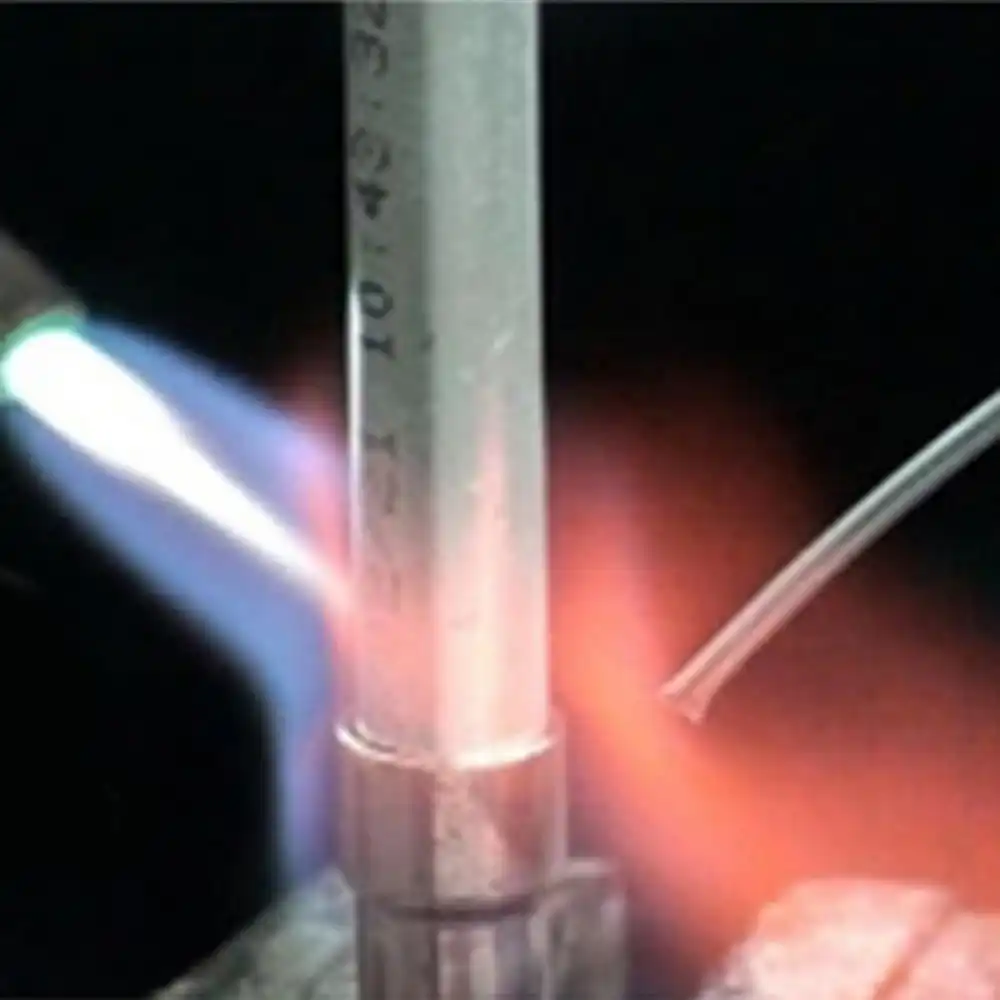
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.
Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
«Важно!
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Соединение алюминиевых проводов
В соответствии с ПУЭ можно использовать только три способа соединения проводников. К ним относится сварка, опрессовка и зажим в клеммах. Давно известно, что лучшие характеристики по всем параметрам (надежности, долговечности, простоте) показывает именно сварка. Плюс ко всему данный способ еще и довольно быстрый, а также дешевый.
Сварка медных проводов вопросов не вызывает. А вот как быть с алюминием? Ведь, несмотря на то, что в соответствии с требованиями 7-го издания ПУЭ алюминиевые провода были запрещены к использованию для электропроводки, они по сей день применяются довольно активно. Решение только одно: соединение алюминиевых проводов возможно исключительно при помощи сварки.
Почему сварка алюминия – оптимальный вариант?
Физические и химические свойства алюминия позволяют использовать для его соединения только сварку. Это связано с рядом причин.
Причина первая: алюминий быстро окисляется на воздухе, в результате чего образуется прочная оксидная пленка. У этой пленки настолько большое электрическое сопротивление, что алюминий нередко используется как диэлектрик при использовании его в низковольтных приборах.
Причина вторая: в случае использования пружинных либо винтовых соединений происходит разрушение оксидной пленки во время протяжки. При этом переходное сопротивление контакта все равно повышенное – это приводит к нагреву и вытекающим из этого последствиям.
Чтобы бороться с этой пленкой в процессе сварки, используются осциллирующие аппараты, которые работают в атмосфере инертного газа. Они способы пробить оксидную пленку при помощи высоковольтных электрических импульсов. Вот только эти аппараты очень дорогостоящие и громоздкие.
Лучшим решением является использование специального флюса для сварки алюминия, который растворяет оксидную пленку. При этом состав флюса должен быть оптимальным, чтобы он одновременно растворял оксид алюминия, но при этом давал минимальную реакцию с самим металлом, не выделяя вредных соединений, приводящих к коррозии окружающих предметов.
Использовать флюс для сварки алюминия очень просто. Это белый порошок, который растворяется до сметанообразного состояния водой и наносится на конец скрутки при помощи кисточки или погружения.
Сам же процесс сварки алюминиевых проводов ничем не отличается от сварки медных проводов. Угольный электрод подводится на пару секунд снизу к торцу скрутки. Важно, чтобы поверхность электрода была очищена от шлаков и прикипевшей окалины. Благодаря флюсу электрод не прилипает, так как происходит растворение оксидной пленки, а доступ кислорода исключается в момент формирования капли.
После сварки алюминиевых проводов лучше промыть концы сваренных скруток растворителем, а затем покрыть одним из множества вариантов быстросохнущих лаков с последующей изоляцией.
Важный момент при соединении алюминиевых проводов сваркой
Из-за того, что алюминий имеет более низкую температуру плавления в сравнении с медью, в месте образования капли начинается разбрызгивание. В связи с этой особенностью необходимо использовать низкое напряжение дуги, то есть напряжение на электродах должно быть меньше 20В. Именно поэтому для сварки алюминиевых проводов, а также медных, идеально подходит аппарат для сварки скруток ТС 700-2, ведь здесь напряжение всего 18В.
Таким образом, ничего нового в 21 веке для соединения алюминиевых проводов не изобретено. Все также просто и привычно: сварка и флюс для алюминия. Вот только работать стало гораздо удобнее, благодаря специально разработанному трансформатору для сварки проводов ТС 700-2, справиться с которым сможет даже новичок, ну и более эффективному флюсу, который позволяет без особого труда сваривать алюминий.
Рекомендуем прочитать
Сварка медных и алюминиевых проводов своими руками
Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.
Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.
Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть.
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.
- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез.
 Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
 Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
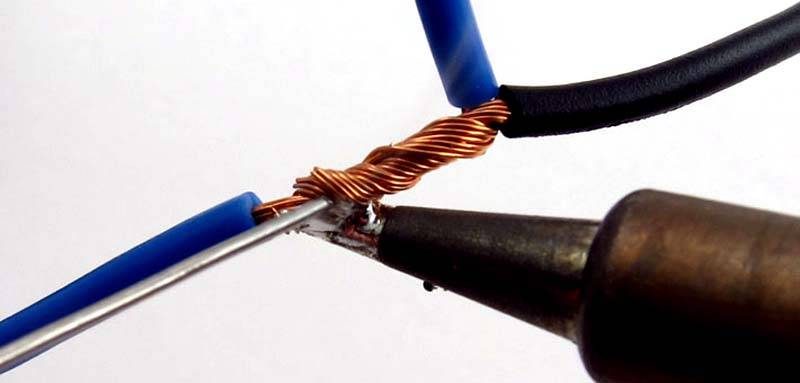
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.
Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.
Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.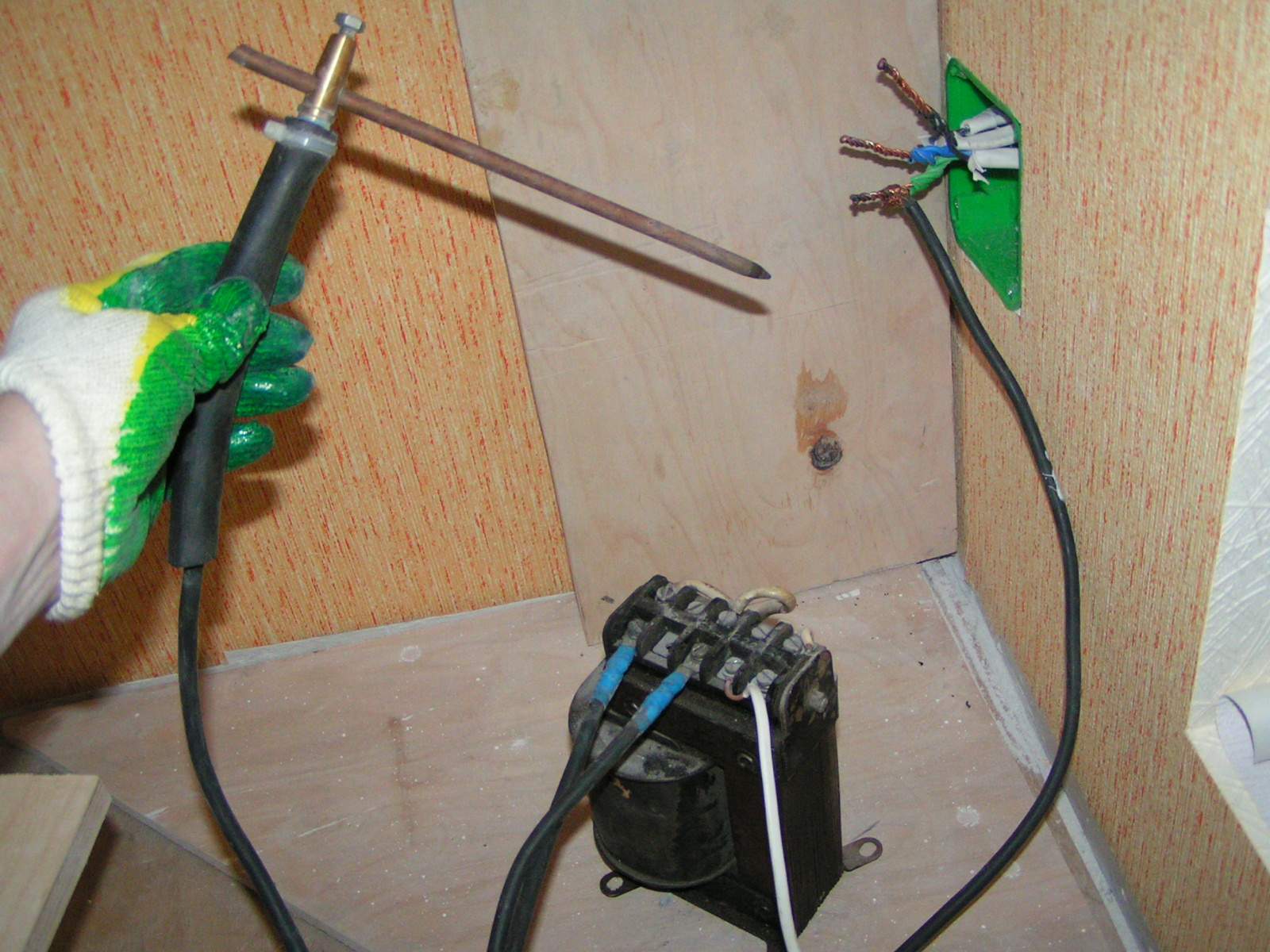
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Сварка медных и алюминиевых проводов своими руками
Автор Alexey На чтение 8 мин. Просмотров 219 Опубликовано Обновлено
Из разрешённых правилами устройств электроустановок (ПУЭ) наиболее надёжным способом соединения проводов является точечная сварка торца скрутки.
Пару слов о сварочных аппаратах
Достоинством данного способа является слияние металла проводников, что исключает переходное сопротивление площади контакта, которое неминуемо возникает при других вариантах. Сварное соединение не требует периодического обслуживания, осмотра и ремонта, и является наиболее долговечным.
Недостатком электросварки проводов является обязательное наличие сварочного аппарата и специальных электродов. К тому же, электрик, чтобы использовать аппарат для сварки проводов, должен обладать необходимой квалификацией и навыками.
Существуют сварочные трансформаторы, аппараты, станции и станки, осуществляющие множество видов сварки металлов. На производстве широко применяется дуговая, точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая сварка, и другие, а также их комбинации.
Аппарат для сварки проводовВвиду простоты используемых аппаратов, среди электромонтажников получила наибольшее распространение дуговая точечная электросварка скруток при помощи угольных и графитовых электродов.
угольные электродыНезависимо от свариваемых металлов ключевыми параметрами для дуговой электросварки являются:
- сварочный ток электрической дуги, измеряемый в Амперах;
- напряжение, необходимое для образования дуги, указываемое в Вольтах;
- тип тока (переменный или постоянный).

Универсальные сварочные агрегаты имеют регулировку выходного напряжения и тока, они могут применяться для сварки практически любых металлов, при условии использования специальных электродов и средств защиты расплавленного металла от окисления.
Универсальный сварочный агрегатНа практике сварка различных проводов, пластин, шинопроводов и других токонесущих элементов при помощи универсального оборудования может осуществляться только стационарно, на рабочем месте вблизи громоздкого аппарата. Такой электромонтаж удобен при сборке электрощитов и другого электрооборудования, но совершенно неприемлемый, например, если требуется сварка медных проводов в распределительной коробке или вводном щите квартиры.
Из-за того что для сварки медных или алюминиевых проводов, используемых в электропроводке, применяется меньший сварочный ток, чем для сваривания стальных конструкций, то сварочные аппараты, применяемые электриками, имеют меньшие габариты и вес, что позволяет достигать необходимой мобильности при выполнении электромонтажных работ.
Принцип работы аппарата
Существуют специально разработанные компактные, лёгкие, переносные аппараты для электросварки в электротехнических целях. Для сварки медных проводов используется постоянный ток прямой полярности.
Инструменты для сваркиЭто означает, что на держатель электрода подключается «плюс», а на заземляющий провод, который сварщики называют «массой» подаётся минус. Иногда некоторые типы электродов, покрытых медью, требуют обратной полярности. В зависимости от поперечного сечения и количества проводов изменяется сварочный ток.
Как происходит сваркаНеобходимое значение силы тока выставляется при помощи регулятора. В зависимости от типа аппарата, регулируется его выходное напряжение, или ограничивается ток дуги.
Регулятор для изменения токаОчень часто, когда говорят «сварочные трансформаторы», то имеют в виду устройства, оборудованные регулировкой силы тока с постоянным выходным напряжением. Данное определение является неточным, так как понижающий трансформатор, используемый в сварочных аппаратах, лишь понижает напряжение.
Выпрямление тока осуществляется диодным мостом и фильтром пульсаций, а регулировка дополнительными компонентами.
Таблица выбора тока для сварки в зависимости от сечения провода и их количестваМастера электросварки, благодаря богатому опыту, используя один лишь трансформатор, могут сваривать провода даже переменным током без регулировки, выдерживая нужное время удержания дуги, определяемое экспериментально.
Трансформаторы для сварки проводовНо сварка переменным током дает худший результат, и нужно немалое мастерство, чтобы качество соединения не пострадало. Поэтому для новичков необходим нормальный сварочный аппарат, чтобы усвоить азы электротехнической сварки, которые будут описаны ниже.
Как правильно сделать и сварить скрутку
В отличие от монтажа железных конструкций, где преобладает дуговая сварка непрерывным швом, сварка электрических проводников осуществляется после их скручивания.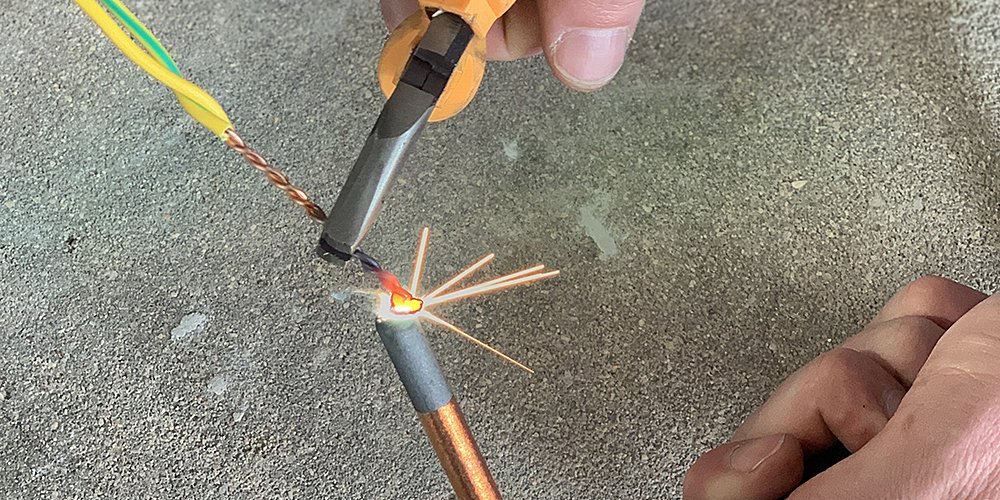
Поэтому сварочный агрегат электротехника имеет другое распространённое название: » аппарат для сварки скруток». В обязательном порядке нужно зачистить кабель от внешней изоляции на длину 7-10 см., поэтому для применения сварки выступающие из распределительной коробки концы кабелей нужно оставлять более длинными, чем при других видах соединений.
Провода зачищают на длину 7 см, и соединяют согласно схеме в виде скруток, которые в итоге будут иметь длину около пяти сантиметров.
Такая относительно длинная оголённая часть проводников нужна, чтобы изоляция не плавилась при нагреве металла во время электросварки. Конец скрутки обрезают кусачками, чтобы получилась ровная поверхность торца.
ровная скруткаПрежде чем приступить к сварке, нужно рассмотреть держатель электродов и зажим для заземляющего провода (массы). Держатель подключается при помощи гибкого многожильного провода к плюсовой клемме аппарата.
Зажим (масса) и электродИспользуя самодельные сварочные трансформаторы, необходимо подбирать поперечное сечение провода как можно большим, при этом длина должна быть оптимальной, чтобы можно было достать до распределительной коробки.
Конструкция держателя может быть произвольной, главное, чтобы зажимаемый электрод надёжно держался. Для подключения массы используют подпружиненный зажим, в народе называемый «крокодилом», или плоскогубцы, с подключённым к ним заземляющим проводом.
Держатель (зажим)ЭлектродЛевой рукой зажимают массовый провод на скрутку оголённых проводников немного ниже торца. Держа держатель в правой руке, концом электрода прикасаются к торцу скрутки на одну две секунды.
Необходимо надеть защитную маску или хотя бы очки. Хоть и во время электросварки проводов брызг практически не образуется, после множественно произведённых точечных соединений, из-за ультрафиолетового излучения лицо заметно покраснеет от загара.
Работа со сварочным аппаратомСам момент сварки очень короткий. Но, чтобы сделать сварочное соединение хорошего качества нужно хорошо потренироваться. Самая распространённая проблема новичков – это прилипание электрода к свариваемому металлу.

Чтобы «поймать» дугу, необходимо выработать движение, при котором торец электрода во время перпендикулярного касания чуть уходит в сторону, как бы чиркая по скрутке. Время удержания дуги зависит от тока и диаметра свариваемых проводов.
Фокусируя взгляд на торце скрутки необходимо уловить момент, когда металл разогреется до красноватого свечения и образуется характерный шарик расплавленной меди. Свидетельством хорошей сварки будет округлая поверхность шарика и радужные переливы на поверхности медных проводников.
Скрутка после сваркиНужно дать остыть самому месту точечной сварки и скрутки, которая заметно прогревается, благодаря хорошей теплопроводимости меди, из-за чего не следует слишком долго держать дугу, иначе изоляция начнёт плавиться, о чём будет свидетельствовать характерный запах.
После полного остывания заваренную скрутку изолируют при помощи термоусадочной трубки или изоленты.
Термоусадочная трубкаСварка алюминиевых проводов
Подобным образом осуществлялась точечная сварка алюминиевых проводов с применением специальных флюсов. Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
Поскольку, согласно ПУЭ, в бытовой электропроводке запрещено применять алюминиевые провода, сечением меньше 16 мм², то данный тип сварки для начинающих сварщиков-электротехников встречаться практически не будет.
Поскольку профессиональные компактные сварочные аппараты с инвертором (импульсным блоком питания) являются слишком дорогими, при наличии ненужного железа (магнитопровода старого трансформатора) можно попробовать самостоятельно изготовить трансформатор для электросварки.
Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°.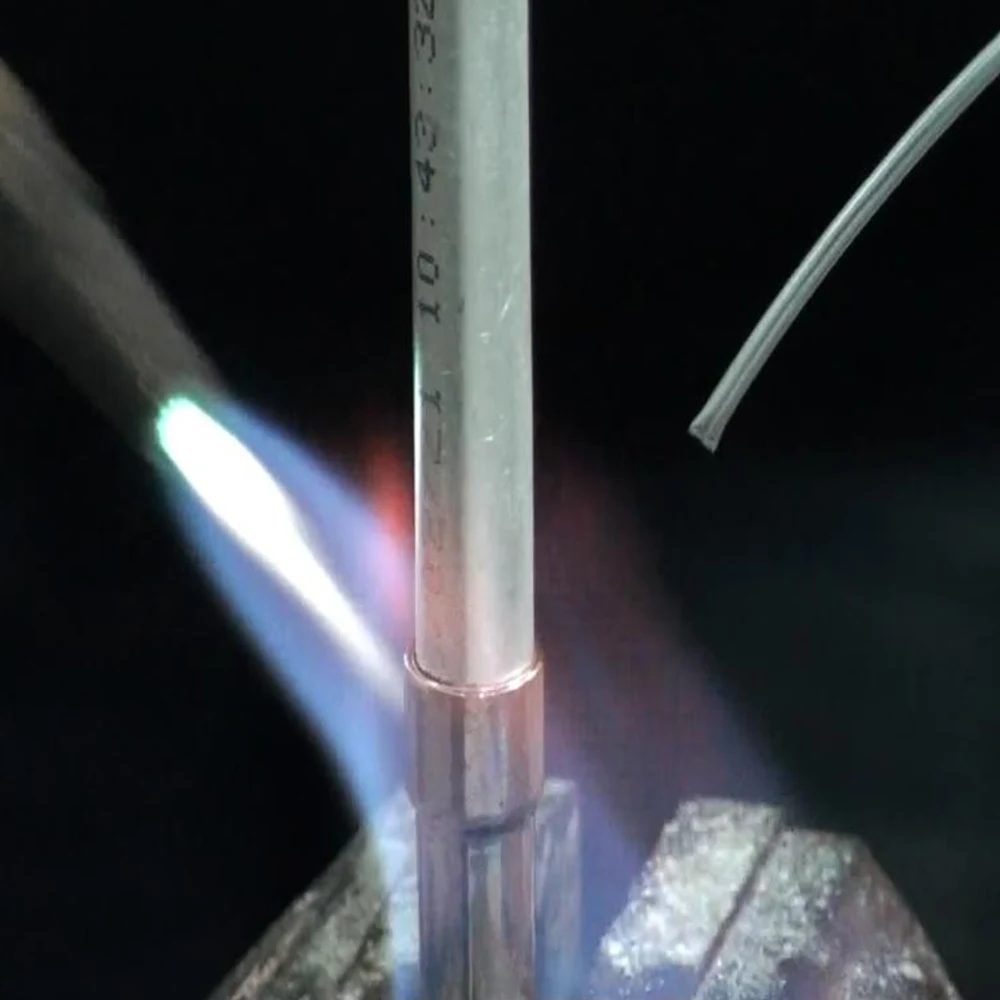 Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Для соединения таких проводов все чаще применяется сварка.
Сварка алюминиевых проводов — Энциклопедия по машиностроению XXL
Соединение, оконцевание различных проводов методами опрессовки, пайки и сварки. Различные виды сварки алюминиевых проводов. [c.343]Для сварки термитная масса впрессовывается в графитовый тигель или применяется в виде патрона (шашки), внутри которого имеется кокиль из листовой стали с алюминиевым вкладышем для сварки алюминиевых проводов из листовой меди с вкладышем из фосфористой меди для сварки медных проводов. Конструкция [c.42]
При сварке алюминиевых проводов, поскольку для них применяются термитные патроны, разработанные применительно к сварке сталеалюминиевых проводов, и поскольку по своей конструкции алюминиевые провода не имеют стального сердечника, в зоне сварки почти всегда образуется избыток жидкого алюминия, который, как правило, вытекает при подаче сварочного приспо 30 [c.
 30]
30]Оборудование и принадлежности для газовой сварки алюминиевых проводов и кабелей [c.647]
Холодная сварка и сварка трением осуществляются местной пластической деформацией пластичных металлов. Эти типы соединений применяют для сварки алюминиевых проводов, алюминиевых проводов с медными наконечниками и т. д. [c.192]
Для холодной сварки металлов разработано и применяется специальное оборудование. На рис. 30 показаны ручные клещи для сварки алюминиевых проводов встык. Такие клещи позволяют сваривать алюминиевые провода сечением от 2,5 до 10 мм . Клещами можно сваривать и медные провода сечением 2,5 и 4 мм , а также алюминиевые с медными. Клещи имеют относительно небольшой вес — 1,4 кг. [c.60]Этот термит при сгорании даёт около 750 ккал/кг и развивает температуру выше 3000° С. В СССР алюминиевый термит довольно широко применяется для сварки рельсовых стыков на трамвайных и ж.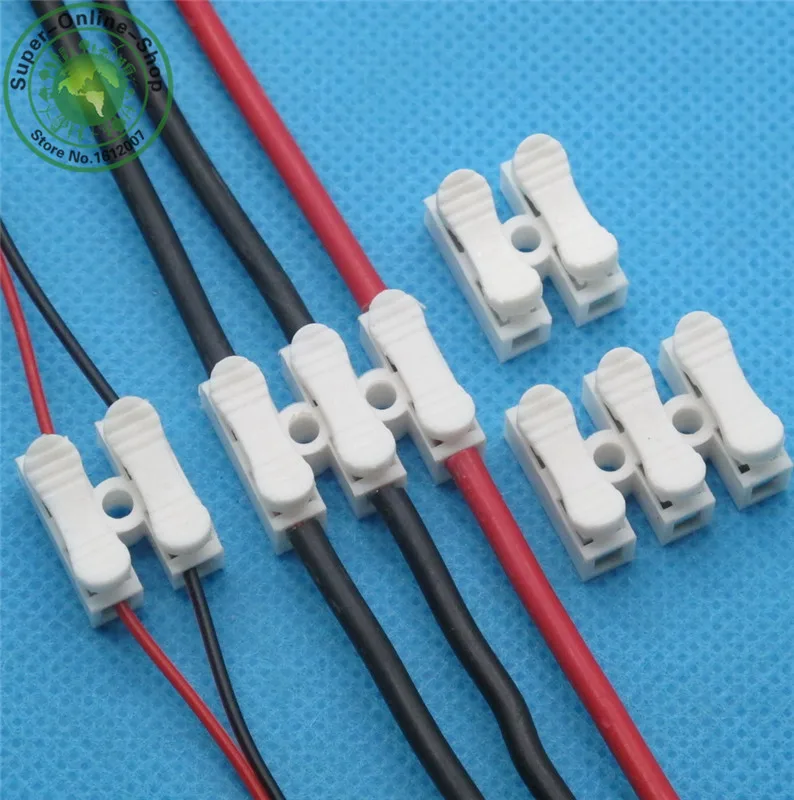 -д. линиях. В годы Отечественной войны нашёл применение магниевый термит из порошкообразной смеси магния И железной окалины для сварки стальных проводов диаметром 3—6 мм на линиях телеграфно-телефонной связи. В машиностроении термитная сварка имеет ничтожное применение.
[c.273]
-д. линиях. В годы Отечественной войны нашёл применение магниевый термит из порошкообразной смеси магния И железной окалины для сварки стальных проводов диаметром 3—6 мм на линиях телеграфно-телефонной связи. В машиностроении термитная сварка имеет ничтожное применение.
[c.273]
Сварку проводят левым способом и только в нижнем положении шва. Кромки подготавливают так же, как и при сварке алюминиевых сплавов. Перед сваркой детали обезжиривают или подвергают травлению в растворах щелочей. [c.341]
Холодная сварка применяется для соединения как одноименных (РЬ, А1, Си, Sn, Ag, Au, In), так и разнородных металлов. Примером может служить армирование алюминиевых проводов медными наконечниками, получение двух- и многослойного проката из лент (никель — низкоуглеродистая сталь — никель, А1—Fe—А1, Си—А1—Си, серебро — бронза — серебро, Ag—Ni—Си и т. д.). [c.419]
Магниевые сплавы хорошо обрабатываются резанием (лучше, чем стали, алюминиевые и медные сплавы), легко шлифуются и полируются.
 Высокие скорости резания и небольшой расход энергии способствуют снижению стоимости обработки резанием деталей из магниевых сплавов по сравнению с другими сплавами. Они удовлетворительно свариваются контактной роликовой и дуговой сваркой. Дуговую сварку рекомендуется проводить в защитной среде из инертных газов. Прочность сварных швов деформируемых сплавов составляет 90 % от прочности основного металла.
[c.378]
Высокие скорости резания и небольшой расход энергии способствуют снижению стоимости обработки резанием деталей из магниевых сплавов по сравнению с другими сплавами. Они удовлетворительно свариваются контактной роликовой и дуговой сваркой. Дуговую сварку рекомендуется проводить в защитной среде из инертных газов. Прочность сварных швов деформируемых сплавов составляет 90 % от прочности основного металла.
[c.378]Сварка-проводов. Электросварка однопроволочных медных и алюминиевых проводов методом контактного разогрева. Сварка под флюсом. Сварка угольным электродом. [c.300]
Высокими защитными свойствами обладают алюминиевые покрытия. Их можно наносить из расплава и способами металлизации. Образующиеся при этом поры в условиях высокой влажности быстро перекрываются (заполняются) гидроокисью алюминия, и покрытия становятся практически непроницаемыми. Срок службы таких покрытий при толщине слоя 130. .. 150 мкм составляет около 20 лет. Для нанесения металлизационных покрытий отечественная промышленность серийно выпускает ряд аппаратов (табл. 25.7). Алюминиевые покрытия, в отличие от цинковых, не ухудшают качество сварного шва, перед сваркой не требуется удаление защитного слоя. Сварку можно проводить как на переменном, так и на постоянном токе. Выделяющиеся при этом алюминиевые пары и пыль менее вредны, чем цинковые.
[c.41]
25.7). Алюминиевые покрытия, в отличие от цинковых, не ухудшают качество сварного шва, перед сваркой не требуется удаление защитного слоя. Сварку можно проводить как на переменном, так и на постоянном токе. Выделяющиеся при этом алюминиевые пары и пыль менее вредны, чем цинковые.
[c.41]
Маркировка термитных патронов принята по марке медных и сталеалюминиевых проводов, для сварки которых они лредназначены. Для сварки алюминиевых проводов применяются патроны для сталеалюминиевых проводов согласно табл. 1. Для сварки бронзовых проводов применяются патроны аналогичные для сварки медных [c.13]
Термитная сварка алюминиевых проводов очень проста, и поэтому подробно а ней останавливаться нет смысла. В процессе сварки плавятся алюминий вкладыша и концы проводо в, попадающих в зону сварки, и формуется монолитное соединение в виде стержня, в котором соединены проволоки обоих концов свариваемых проводов. Сечение в сварном соединении получается больше сечения целого провода из отдельных проволок. [c.28]
[c.28]
Термитная сварка сталеалюминиевых проводов отличается от сварки алюминиевых проводов, так как на процесс сварки большое влияние оказывает наличие в проводе стального сердеч1ника. Поскольку стальной сердечник не вырезается, сварка алюминия происходит в среде со сталью. При термитной сварке сталеалюминиевого провода сваривается только алюминиевая часть провода, стальной сердечник провода не сваривается. Стальной сердечник в процессе сварки отбирает часть тепла, противодействуя сварке алюминия. От сгорания смазки, которой обычно обильно смазан стальной сердечник для защиты от коррозии (особенно у нового, не бывшего в эксплуатации провода), образуется газовый пузырь, препятствующий полному заполнению зоны сварки расплавленным алюминием. Чем обильнее смазка, тем больше газовый пузырь, тем труднее проходит процесс сварки и сварное соединение будет хуже. Поэтому так важно обезжирить провод со стальным сердечником перед сваркой. [c.28]
Механическая прочность сварных соединений алюминиевых проводов (не имеющих по своей конструкции стального сердечника) невелика и составляет 25—50% прочности целого провода.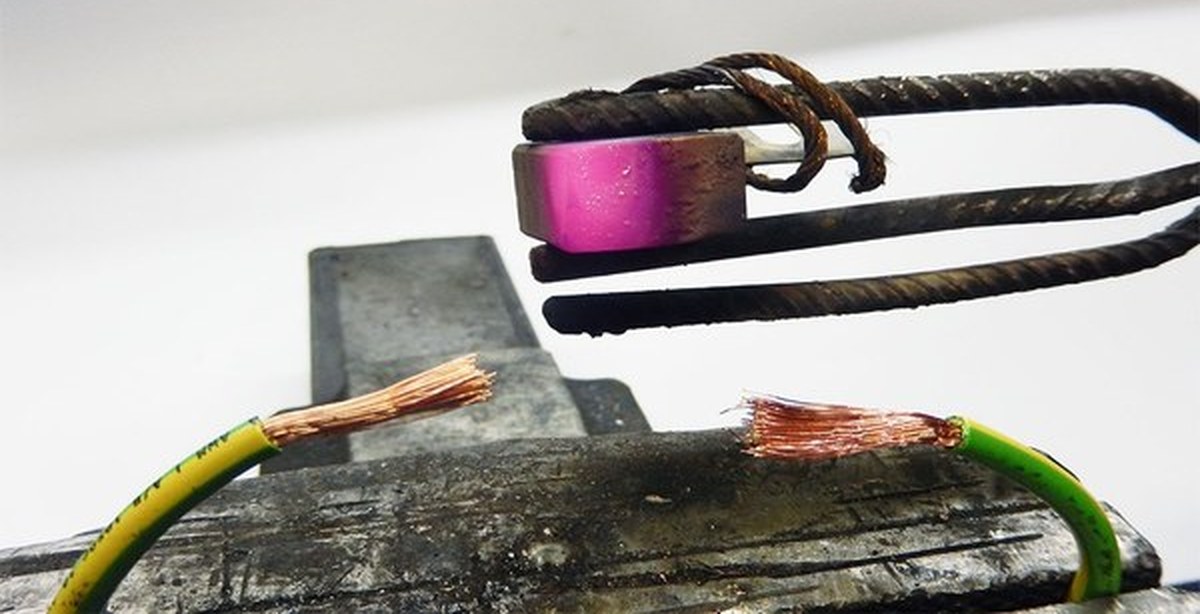 Такие относительно небольшие величины объясняются применением для сварки алюминиевых проводов термитных патронов под сталеалюминиевые провода. Эти патроны на алюминиевых проводах при сгорании термитной маосы создают чрезмерный избыток тепла, увеличивающий пережог провода. При применении для сварки алюминиевых проводов термитных патронов, специально разработанных для алюминиевых проводов, механическая прочиость сварных соединений на них увеличится,
[c.48]
Такие относительно небольшие величины объясняются применением для сварки алюминиевых проводов термитных патронов под сталеалюминиевые провода. Эти патроны на алюминиевых проводах при сгорании термитной маосы создают чрезмерный избыток тепла, увеличивающий пережог провода. При применении для сварки алюминиевых проводов термитных патронов, специально разработанных для алюминиевых проводов, механическая прочиость сварных соединений на них увеличится,
[c.48]
Для сварки алюминиевых проводов и приварки наконечников может применяться бездуговая электросварка способом контактного разогрева, газовая и термитно-муфельная сварка. Сварка контактным разогревом основана на выделении теплоты в угольном электроде и в месте контакта его со свариваемыми жилами при прохождении тока от трансформатора, вторичное напряжение которого 8—12 в (дуга при этом не воаникает). Сварка ведется в рмочках из стали, чугуна или графитированного угля, лредотвращающих растекание металла и обеспечивающих получение соединений цилиндрической формы.
 [c.641]
[c.641]При Сварке алюминиевых проводов и кабелей испольауется флюс [c.641]
Ацетилено-кислородная или бензинокислородная горелка (для сварки алюминиевых проводов) с комплектом сменных мундштуков (рис. 14) 1. Соединение и оконцевание мю-миниевых жил сечением 16—400 мм 2. Оконцевание медных жил сечением до 240 мм [c.647]
ГПВМ-0.07 Сварка алюминиевых проводов Площадь сечения 10 мм — — 0.006-0,02 — 175 0,655 [c.263]
МСХС-5 3 сварка алюминиевых проводов сечением 2—30 мм , медных и алюминиевых с медными сечением 2 — 20 мм [c.315]
МСХС-35 сварка алюминиевых проводов сечением 20—300 мм. медных — 20—150 мм и медных с алюминиевыми сечением 20—200 мм [c.315]
Для холодной сварки алюминиевых медных проводов в стык и внахлестку Институт электротехники Академии наук УССР разработал портативные ручные клещи, показанные на рис. 107. Ими можно сваривать алюминиевые провода сечением от 2,5 до 10 мм- и медные сечением от 2,5 до 4 мм-, а также производить сварку алюминиевых проводов с медными без последующей обработки стыков. Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
Клещи комплектуются четырьмя сменными зажимными плащкам . Они весят всего 1,5 кг, удобны в работе на монтаже.
[c.203]
В институте проводятся также работы по склеиваним металлов, в частности, алюминия, сварке пластмасс, термитной сварке алюминиевых проводов. [c.294]
В НИИ кабельной промышленности разработано ручное приспособлбкиб Дv я стыковой холодной сварки типа ПС-7 (фиг. 89). Это приспособление предназначено для сварки алюминиевых проводов диаметром от 1,0 до 2,6 мм, медных диаметром от 1,0 до проводов с медными. Зажимы [c.134]
| Фиг. 91. Монтажные клещи ПК-2 с зажимами ЛенПЭО для стыковой сварки алюминиевых проводов сечением 2,5—4,0 мм . |
 91). Эти клещи созданы на базе серийных клещей Главэлектромонтажа типа ПК-2.
[c.135]
91). Эти клещи созданы на базе серийных клещей Главэлектромонтажа типа ПК-2.
[c.135]ПС-500, ПСМ-1000 и др. Указанные обмотки изготовляются из проводов диаметрами 1,56 2,44 и 3,53 мм. При помощи машин МСХС-5 производится сварка алюминиевых проводов при соединениях внутри обмоток, а также приварка к концам алюминиевых обмоток медных выводов (см. фиг. 69). Более чем двухгодовой опыт использования этих машин в производстве на заводе Электрик дал положительные результаты. [c.138]
Машина МСХС-35. Разработанная ВНИИЭСО машина МСХС-35 (фиг, 94) предназначена для стыковой холодной сварки алюминиевых проводов сечением до 300 мм , медных — до 150 мм и медных с алюминиевыми до 220 млг . [c.138]
Мащина МСХС-35 подвергалась продолжительному испытанию на сварке алюминиевых проводов диаметрами 8 10 12 16 и 20 мм, а также алюминиевых проводов сечением 10×20 мм . Машина испытывалась и на сварке указанных размеров алюминиевых проводов с медными. Кроме того, она была подвергнута продолжительному испытанию на сварке медных троллейных проводов фасонного сечения 85 и 100 мм . Все испытания дали положительные результаты.
[c.143]
Кроме того, она была подвергнута продолжительному испытанию на сварке медных троллейных проводов фасонного сечения 85 и 100 мм . Все испытания дали положительные результаты.
[c.143]
Для точечной сварки применяют машины УГХС 5-2, МХСА-50-3, рассчитанные на сварку деталей толщиной 5…20 мм. Для стыковой сварки алюминиевых и медных деталей сечением 0,5… 1000 мм производят 5 универсальных машин типа МСХС и специализированные машины, например МСХС-2004, для сварки встык медных контактных проводов сечением до 100 мм прямо на трамвайных или троллейбусных линиях. Изготавливает машины для холодной сварки завод Электрик , г. Санкт-Петербург. [c.269]
ПРОВОЛОКА АЛЮМИНИЕВАЯ. Изготовляется из нек-рых марок алюминиевых сплавов, предиазначепа для изготовления заклепок, электрич. проводов, электродов для сварки алюминиевых сплавов плавлением и т. д. Чаще всего применяется проволока с круглым поперечным сечением. Проволока получается в результате прокатки и волочения круглой заготовки. Для изготовления заклепочной проволоки (диаметром 1,6—10 жл) применяется в основном прессованная заготовка допускается также использование катапой заготовки. J[HTan заготовка применяется гл. обр. при изготовлении электропроводов и сварочной проволоки малых диаметров.
[c.77]
Для изготовления заклепочной проволоки (диаметром 1,6—10 жл) применяется в основном прессованная заготовка допускается также использование катапой заготовки. J[HTan заготовка применяется гл. обр. при изготовлении электропроводов и сварочной проволоки малых диаметров.
[c.77]
Электродуговую сварку алюминиевых сплавов рекомендуется проводить постоянным током при обратной полярности электродом ОЗА-2. Этот электрод изготавливают из сварочной проволоки св. АКЗ или св. АКЮ по ГОСТ 7871—75. На электродную проволоку наносят покрытие, состоящее из 65% флюса АФ-4А, 25% криолита, 9% хлористого калия и 1% губчатого титана. Этот состав замешивают на растворе карбоксиметилцел-люлозы в количестве 12—14% от массы сухих компонентов. Это покрытие очень гигроскопично, поэтому электроды перед употреблением необходимо тщательно просушить при температуре 200—230°С в течение 1—1,5 ч. [c.165]
Холодная сварка проводов осуществляется на пневмогидравли-ческих стационарных машинах и переносных установках. Для сварки алюминиевых и медных проводов применяют ручные и настольные клещи.
[c.502]
Для сварки алюминиевых и медных проводов применяют ручные и настольные клещи.
[c.502]
Пленка окиси алюминия обладает сравнительно большим электрическим сопротивлением. Алюминиевые провода следует поэтому соединять особо тщательно, например с зачисткой соединяемых поверхностей под слоем вазелина напильником, иначе переходное сопротивление контакта может быть очень большим. По той же причине, т. е. из-за поверхностной пленки окиси, пайка и сварка алюминия труднее, чем меди. Пленка окисн может быть утолщена особой электрохимической обработкой и использована как тонкая и весьма нагревостойкая, но гигроскопичная и мало эластичная изоляция ( оксидная изоляция алюми-н и я ). [c.207]
Сварка проводов | Соединение проводов воздушных линий электропередачи | Архивы
Страница 13 из 15
Соединения проводов в петлях выполняется сваркой при помощи термитных патронов. Сварка при помощи термитных патронов получила большое распространение благодаря относительной простоте выполнения, обеспечивая в то же время достаточную надежность соединения. Соединение проводов при помощи термитных патронов не требует сложного оборудования и приспособлений. Сварка проводов при помощи термитных патронов или, как ее называют, термитная сварка проводов производится в специальных сварочных приспособлениях различных конструкций. Наиболее распространены приспособления для термитной сварки проводов (тип ПСП) конструкции Центральной высоковольтной лаборатории (ЦВЛ) Мосэнерго.
Соединение проводов при помощи термитных патронов не требует сложного оборудования и приспособлений. Сварка проводов при помощи термитных патронов или, как ее называют, термитная сварка проводов производится в специальных сварочных приспособлениях различных конструкций. Наиболее распространены приспособления для термитной сварки проводов (тип ПСП) конструкции Центральной высоковольтной лаборатории (ЦВЛ) Мосэнерго.
Приспособления ЦВЛ Мосэнерго изготовляются двух типоразмеров: тип ПСП-2 предназначается для сварки проводов сечением до 185 мм2 и тип ПСП-3 предназначается для сварки проводов больших сечений до 700 мм2. По конструкции оба типа одинаковы и отличаются размерами и весом: первые весят около 2,2 кг, А вторые — около 5 кг.
Сварочные приспособления ЦВЛ Мосэнерго показаны на рис. 26. На нем виден принцип работы приспособлений: при разведении рукояток две рабочие пружины сжимаются, а третья растягивается, в результате закрепленные в зажимах концы проводов вместе с термитным патроном после освобождения стопорного рычага оказываются под воздействием усилий пружин, благодаря чему по мере сгорания термитной массы и расплавления металла внутри кокиля термитного патрона происходят подача и сварка концов проводов.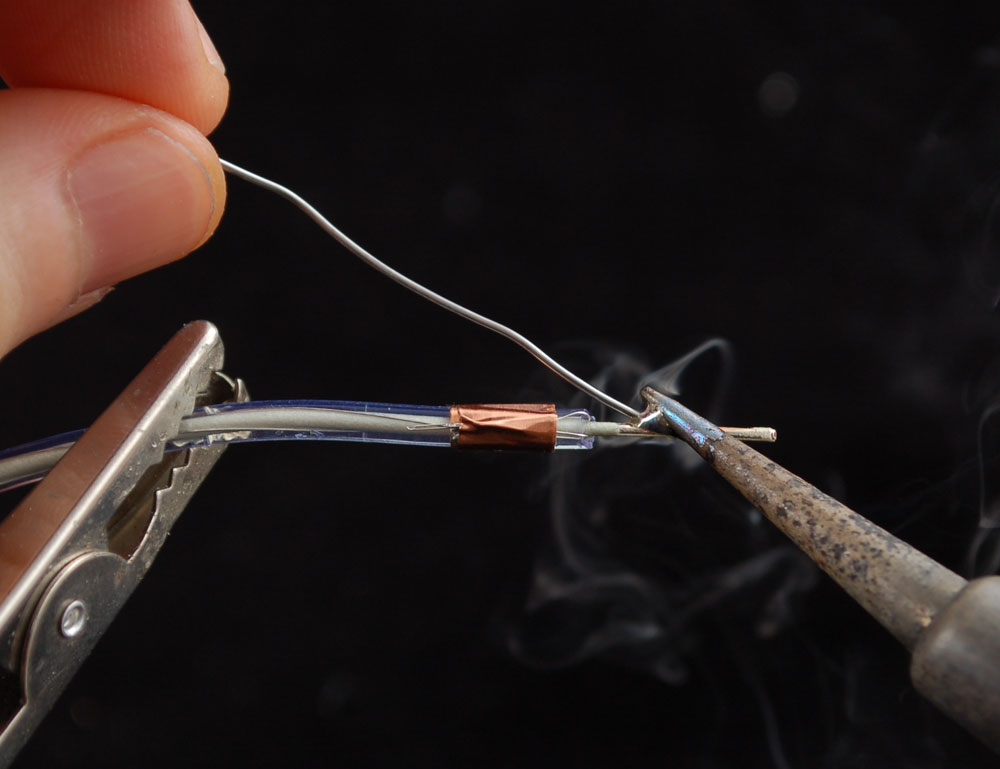
Термитные патроны представляют собой (рис. 27) термитную массу, напрессованную на стальной кокиль с вкладышем. Патроны для сварки сталеалюминиевых и алюминиевых проводов имеют стальной разъемный кокиль с алюминиевым вкладышем, а патроны для сварки медных проводов имеют кокиль из медной трубки с вкладышем из фосфористой меди.
Рис. 26. Приспособление ПСП-3 для сварки проводов. 1 — рама; 2 — зажим для провода 3 —винт; 4 — рукоятка; 5 —ось, 6 — пружины; 7 — направляющая, 10 — втулки; 9—крючок; 11 — кожух защитный.
Перед термитной сваркой концы проводов тщательно обезжириваются после зачистки от грязи и торцевания. Торцевание проводов сечением до 150 мм2 производится монтажными ножницами для резки проводов, а проводов сечением более 150 мм2— при помощи ножовки или специальных приспособлений, обеспечивающих ровный срез концов проводов. После обезжиривания в бензине марки Б-70 или другом растворителе концам проводов дают просохнуть, а уже затем они вставляются в термитный патрон до упора во вкладыш.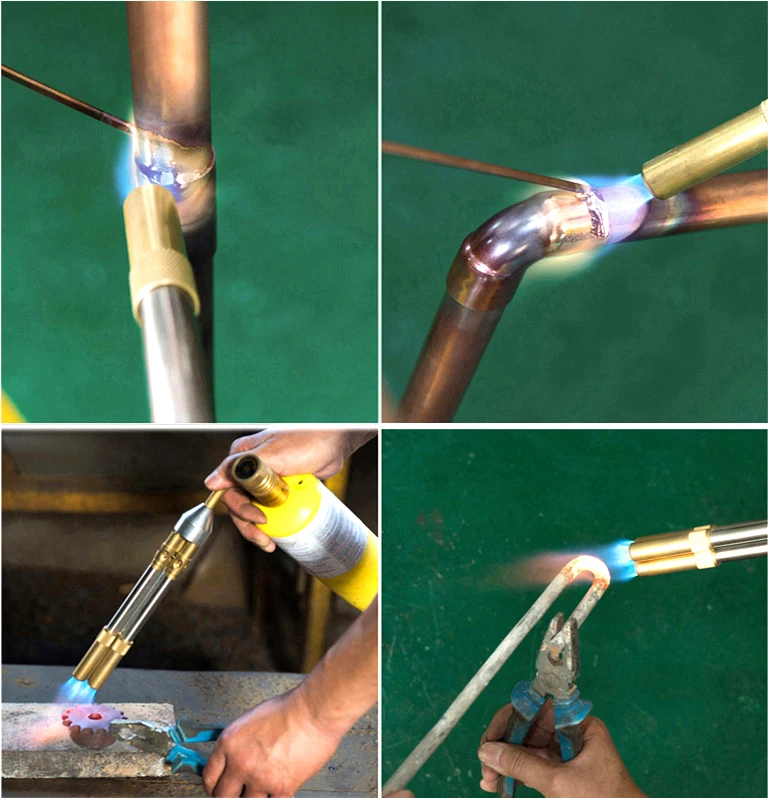 Термитный патрон перед использованием проверяется. В термитных патронах, предназначенных для сварки алюминиевых и сталеалюминиевых проводов сечением 120 мм2 и более, просверливают вертикальное отверстие диаметром 6— 16 мм по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша. Сверление патронов производят осторожно, чтобы не произошло растрескивания термитной массы. На концах кокиль зачищают от заусенцев, а на алюминиевом вкладыше сдирают окисную пленку при помощи стального ерша или специального приспособления. Термитные патроны с продольной трещиной термитной массы применять не рекомендуется, так как в процессе сгорания масса может расколоться, что потребует повторной подготовки проводов и сварки.
Термитный патрон перед использованием проверяется. В термитных патронах, предназначенных для сварки алюминиевых и сталеалюминиевых проводов сечением 120 мм2 и более, просверливают вертикальное отверстие диаметром 6— 16 мм по центру термитной массы на всю глубину, включая металлический кокиль, до алюминиевого вкладыша. Сверление патронов производят осторожно, чтобы не произошло растрескивания термитной массы. На концах кокиль зачищают от заусенцев, а на алюминиевом вкладыше сдирают окисную пленку при помощи стального ерша или специального приспособления. Термитные патроны с продольной трещиной термитной массы применять не рекомендуется, так как в процессе сгорания масса может расколоться, что потребует повторной подготовки проводов и сварки.
Рис. 27. Термитный патрон. а — конструкция патрона; б — положение термитного патрона на проводе перед сваркой.
1 — кокиль; 2 — вкладыш; 3 — термитная масса: 4 — наклейка; 5 — провод;
6 — бандаж ограничительный; 7 — уплотнение асбестовое.
После выполнения всех подготовительных работ концы проводов вместе с термитным патроном закрепляются в зажимах сварочных приспособлений, предварительно проверенных на плавность хода. При закреплении проводов термитный патрон должен находиться на середине, т. е. на одинаковом расстоянии от зажимов. Исходя из величин подачи, устанавливаются ограничители подачи. Ограничители подачи устанавливаются таким образом, чтобы обеспечить во всех случаях двустороннюю подачу, без которой качественной сварки может не получиться. Установка ограничителен контролируется по нониусу, имеющемуся на его задней стороне. Ограничители должны находиться на одинаковом расстоянии от концов кокиля, причем это расстояние определяется половиной длины вкладыша плюс 2—3 мм на толщину уплотнительного асбестового бандажа: если обозначить расстояние ограничителя до конца кокиля через X, а высоту вкладыша — Н, то для проводов сталеалюминевых и алюминиевых сечением до 185 мм2 X = Я/2+5 мм, а для проводов сталеалюминевых сечением от 240 мм2 до 700 мм2 и всех медных проводов расстояние Х = Н/2+2 мм. Величина X в первом случае учитывает возможное перемещение концов проводов в зоне сварки друг в друга за счет расплавления концов проволок при сварке алюминиевых проводов и расхождения стальных проволок вследствие теплового действия при сварке сталеалюминевых проводов небольших сечений, что создает условия для дополнительной подачи концов проводов в процессе сварки.
Величина X в первом случае учитывает возможное перемещение концов проводов в зоне сварки друг в друга за счет расплавления концов проволок при сварке алюминиевых проводов и расхождения стальных проволок вследствие теплового действия при сварке сталеалюминевых проводов небольших сечений, что создает условия для дополнительной подачи концов проводов в процессе сварки.
Итак, сварочные приспособления разведены, провода с термитным патроном соответствующего типоразмера закреплены, ограничители установлены согласно данным табл. 28; после этого спускается запорный крючок и накладываются асбестовые шнуровые уплотнительные бандажи, необходимые для предотвращения вытекания расплавленного металла из зоны сварки. Специальной термитной спичкой поджигается со стороны неплотной массы патрон, при этом поджиг осуществляется непосредственным контактом воспламенившейся спички с термитным составом. После сгорания термитной массы происходит расплавление металла вкладыша и подача. Подана, как правило, всегда начинается с одной из сторон и продолжается с этой стороны до упора кокиля в ограничитель, после чего начинается и происходит подача с другой стороны. Таким образом обеспечивается и осуществляется двусторонняя подача, в результате которой в зоне сварки металл перемешивается. После сгорания термитного патрона в вертикальное отверстие раскаленного шлака вводится алюминиевая присадка. В качестве присадки применяются пруток или отдельные проволоки провода из электротехнического алюминия, предварительно очищенные от грязи и обезжиренные. Присадка под воздействием температуры остывающего шлака плавится, и жидкий алюминий поступает в зону сварки. Кроме того, присадкой производят перемешивание жидкого металла в зоне сварки, что способствует выходу наружу образующегося шлама. Перемешивание металла в зоне сварки производят в течение всего времени, при котором алюминий находится в жидкой фазе, т. е. практически до полного потемнения шлака патрона. Благодаря применению присадки усадочная раковина в зоне сварки практически не образуется. Процесс термитной сварки проводов заканчивается после полного остывания шлака, когда образовавшийся жидкий металл полностью затвердевает в монолит.
Таким образом обеспечивается и осуществляется двусторонняя подача, в результате которой в зоне сварки металл перемешивается. После сгорания термитного патрона в вертикальное отверстие раскаленного шлака вводится алюминиевая присадка. В качестве присадки применяются пруток или отдельные проволоки провода из электротехнического алюминия, предварительно очищенные от грязи и обезжиренные. Присадка под воздействием температуры остывающего шлака плавится, и жидкий алюминий поступает в зону сварки. Кроме того, присадкой производят перемешивание жидкого металла в зоне сварки, что способствует выходу наружу образующегося шлама. Перемешивание металла в зоне сварки производят в течение всего времени, при котором алюминий находится в жидкой фазе, т. е. практически до полного потемнения шлака патрона. Благодаря применению присадки усадочная раковина в зоне сварки практически не образуется. Процесс термитной сварки проводов заканчивается после полного остывания шлака, когда образовавшийся жидкий металл полностью затвердевает в монолит. Шлак сбивают с кокиля, а сам кокиль снимается с места сварки три помощи отвертки и кусачек. Образовавшийся в результате добавления металла венчик осторожно срубается зубилом, спиливается ножовкой или срезается кусачками. После снятия сварочных приспособлений сварное соединение запиливается от наплывов, заусенцев и зачищается от следов копоти.
Шлак сбивают с кокиля, а сам кокиль снимается с места сварки три помощи отвертки и кусачек. Образовавшийся в результате добавления металла венчик осторожно срубается зубилом, спиливается ножовкой или срезается кусачками. После снятия сварочных приспособлений сварное соединение запиливается от наплывов, заусенцев и зачищается от следов копоти.
При термитной сварке медных проводов кокиль не снимается, так как он оплавляется в монолит вместе с концами свариваемых проводов, образуя сварное соединение медных проводов встык.
Сварка проводов в пролете.
Сварные соединения в пролетах линии электропередачи на проводах сечением до 185 мм2 включительно могут выполняться в виде петли. Иногда сварку выполняют с установкой шунтирующего конца провода или со вставкой конца провода в соединитель (рис. 28).
Рис. 28. Сварные соединения в пролете.
а — в виде петли; б — с шунтом; в со вставкой.
Во всех вариантах монтаж соединения в пролете ЛЭП предусматривает сочетание сварного соединения, обеспечивающего электрический контакт, с овальным
соединителем, смонтированным на проводе опрессованием или скруткой и воспринимающим механические нагрузки, т. е. обеспечивающим механическую прочность .соединения. При монтаже сварного соединения в пролете в виде петли концы проводов, подлежащие сварке, пропускаются через овальный соединитель и обжимаются клещами МИ-19, как это было описано выше. После монтажа соединителя концы проводов, выходящие на длине, равной 3/4 длины овального соединителя, сгибаются в петле и свариваются при помощи соответствующего термитного патрона.
е. обеспечивающим механическую прочность .соединения. При монтаже сварного соединения в пролете в виде петли концы проводов, подлежащие сварке, пропускаются через овальный соединитель и обжимаются клещами МИ-19, как это было описано выше. После монтажа соединителя концы проводов, выходящие на длине, равной 3/4 длины овального соединителя, сгибаются в петле и свариваются при помощи соответствующего термитного патрона.
При выполнении сварных соединений в виде петли опрессование соединителя производится на земле, а сварка проводов встык — на высоте с автовышки или непосредственно с траверсы опоры. Такая технология является вынужденной, так как полностью смонтированное соединение в виде петли трудно протянуть через монтажные ролики при раскатке проводов. Монтаж сварных соединений при помощи термитных патронов производится согласно «Инструкции по термитной сварке проводов воздушных линий электропередачи».
A Руководство по сварке алюминия
Газ-металл-дуговая сварка
Подготовка основного металла: Для сварки алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка может привести к еще большему проникновению оксидов в заготовку. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.
Оксид алюминия на поверхности материала плавится при 3700 F, в то время как алюминий основного материала под ним будет плавиться при 1200 F. Следовательно, оставление любого оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку.Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка может привести к еще большему проникновению оксидов в заготовку. Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва. Температура предварительного нагрева не должна превышать 230 F — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области облегчит предварительный нагрев. Сварщикам также следует предварительно нагреть толстый кусок алюминия при его приваривании к тонкому. если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод выталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему действию, уменьшению загрязнения сварных швов и улучшенному покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки.Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря его хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия. Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре плавления основного материала.Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Возьмите проволоку диаметром 3/64 или 1/16 дюйма. Чем больше диаметр проволоки, тем легче она подается. Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 100 до 300 дюймов / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерное растрескивание является причиной большинства отказов.Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении. Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую или бугорчатую форму. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая сварка или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки с распылением. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу. Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсный перенос обычно осуществляется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки.Во время импульсной GMAW капля присадочного металла перемещается от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем сварка с переносом распылением. Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку вне положения и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, в котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды.Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью. Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых или тефлоновых футеровок поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих труб используйте стамески на выходе и пластиковые входящие трубки, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки. Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки. Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Используйте отдельный вкладыш для сварочного пистолета для сварки алюминия.Во избежание истирания проволоки старайтесь удерживать оба конца гильзы, чтобы устранить зазоры между гильзой и диффузором газа на пистолете. Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,015 дюйма больше диаметра используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы свести к минимуму тепловыделение и уменьшить трудности с подачей проволоки.
Используйте контактный наконечник примерно на 0,015 дюйма больше диаметра используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы свести к минимуму тепловыделение и уменьшить трудности с подачей проволоки.
Сварка алюминия MIG для начинающих
Если вы хотите, чтобы MIG сварил алюминий с помощью сварочного аппарата с механизмом подачи проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку низкоуглеродистой стали методом MIG, вам, вероятно, потребуется сделать это до того, как вы начнете сварку алюминия с помощью процесса GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используется тот же угол наклона пистолета и тот же расход газа (20-30 куб. Футов в час).
Однако на этом сходство в значительной степени заканчивается.
Алюминий — металл, который сложно сваривать с помощью сварочного аппарата MIG, потому что он требует больше тепла, чем низкоуглеродистая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 га. К 18 га. Если тоньше этого, вам понадобится сварочный аппарат TIG.
С помощью сварочного аппарата TIG вы действительно можете сварить банку из-под соды. Довольно круто.
Сварка алюминия с помощью аппарата для сварки проволокой печально известна тем, что у нее возникают неожиданные прожоги, и сварочная лужа буквально проваливается сквозь заготовку, если вы не двигаетесь достаточно быстро.
Вот почему не пытайтесь сваривать тонкие алюминиевые детали.
При сварке низкоуглеродистой стали методом MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Однако в случае алюминия сварочная ванна похожа на «мокрую фольгу».
Вы не увидите расплавленной докрасна сварочной лужи с алюминием. Требуется время, чтобы почувствовать, когда сварочная лужа для алюминия становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения
при сварке алюминия методом MIGХорошее практическое правило — использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость движения.
Как я уже сказал, сначала вы будете двигаться с неудобной скоростью с пистолетом MIG с алюминием, пока не привыкнете к нему.
Сварка сталиMIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в стыке, в результате чего образуется расплавленная сварочная лужа.
При сварке алюминия в большинстве случаев используется распылительный перенос.
Распылительный перенос — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это поднять напряжение и использовать правильную газовую смесь.
Если вы собираетесь сваривать алюминий методом MIG с помощью сварочного аппарата с механизмом подачи проволоки, вам понадобится катушечный пистолет.
Почему нельзя просто вставить рулон алюминиевой проволоки в машину MIG?
Потому что алюминиевая проволока для сварки MIG намного мягче стали и имеет тенденцию влезать в прокладку кабеля. Проволока не такая жесткая, как проволока из низкоуглеродистой стали, поэтому вы должны компенсировать это с помощью пистолета для катушки.
Катушечные пистолетыхороши для самодельных сварщиков, и вы обычно можете поместить внутрь небольшой рулон весом 1 фунт.
Преимущество пистолета-распылителя в том, что алюминиевая проволока не должна проходить через шланг MIG, где она, скорее всего, защелкнется.
Смесь газов для сварки алюминия MIG При сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25% CO2 и 75% аргона).
Для сварки алюминия методом MIG следует использовать в качестве защитного газа чистый аргон.
Это позволит осуществить процесс переноса распылением.
Для более толстого алюминия (1/2 дюйма или более) добавляется от 25% до 75% гелия.
Это обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия MIG
Для сварки алюминияMIG необходимо установить аппарат на DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны проходят от устройства через кабель заземления и обратно через пистолет.
Важно правильно настроить этот набор, иначе сварные швы не вылезут.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать направление сварки вперед (толкающее). Это гарантирует, что защитный газ в достаточной степени покрывает сварочную ванну.
Вот удобное изображение, чтобы проиллюстрировать это »
Предоставлено: Halverson CTS Толкание дает более плоский, широкий борт с меньшим проникновением, в то время как перетягивание дает более глубокое проникновение и более узкий борт.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это связано с тем, что лужа не попадает в газовое покрытие.
С направлением толчка вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид с алюминия перед сваркой.
Вот почему…
Оксид имеет в два раза более высокую температуру плавления, чем сам алюминий, и если вы не удалите его, ваши суставы не срастутся.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязняет сварной шов).
Почистите щеткой алюминиевый стык в том месте, где будет производиться сварка, и все будет в порядке.
Обычно при сварке MIG низкоуглеродистой стали вылет проволоки должен быть меньше (1/4 дюйма). Вылет проволоки — это количество проволоки, выходящей за пределы сопла MIG при сварке.
Для алюминия, поскольку он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный вылет проволоки.Вылет от ¾ ”до 1” — это хорошо.
Руководство по сварке алюминия: советы и методы
Алюминий — легкий, мягкий, малопрочный металл, который легко лить, ковать, обрабатывать, формовать и сваривать.
Если он не легирован специальными элементами, он подходит только для низкотемпературных применений.
Алюминий легко соединяется сваркой, пайкой и пайкой.
Во многих случаях алюминий соединяют с другими металлами с помощью обычного оборудования и технологий.Однако иногда может потребоваться специальное оборудование или методы.
Сплав, конфигурация соединения, требуемая прочность, внешний вид и стоимость являются факторами, определяющими выбор процесса. У каждого процесса есть определенные преимущества и ограничения.
Цвет
Алюминий имеет цвет от светло-серого до серебристого, очень яркий при полировке и тусклый при окислении.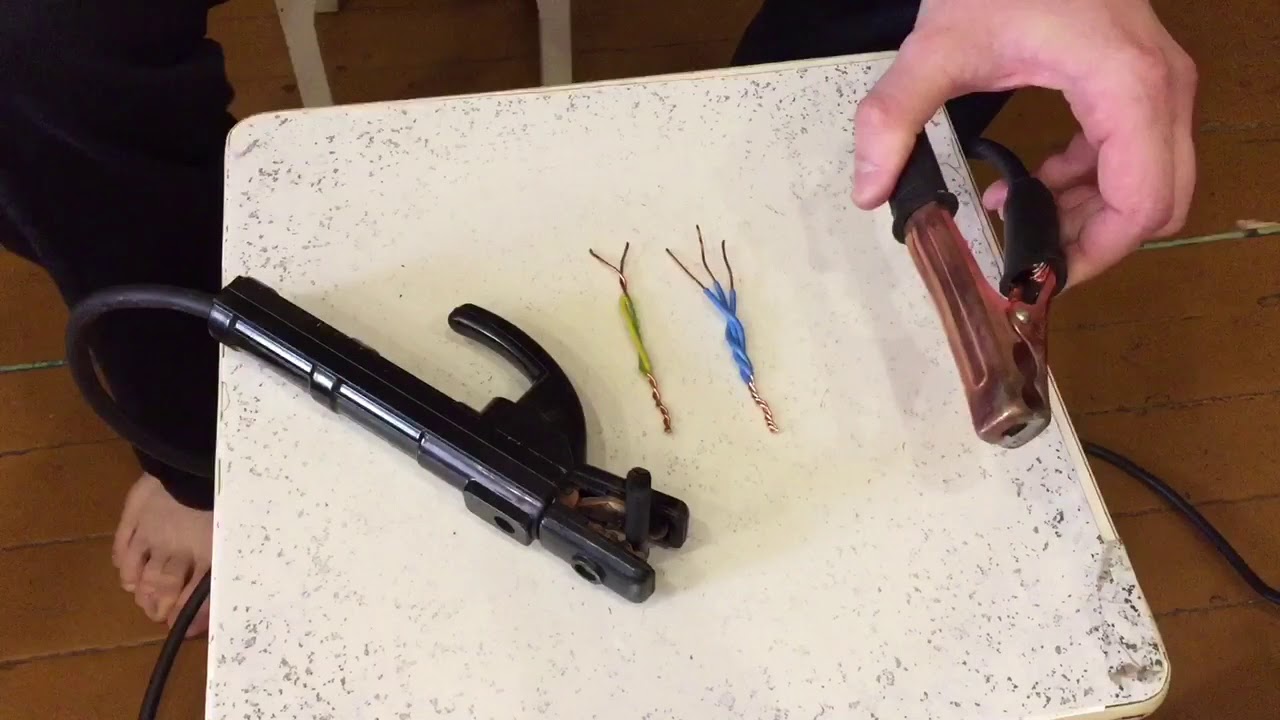
Характеристики
Излом в алюминиевых профилях показывает гладкую яркую структуру. Алюминий не дает искр при испытании на искру и не показывает красный цвет до плавления.На расплавленной поверхности мгновенно образуется тяжелая пленка белого оксида.
Алюминий легкий и сохраняет хорошую пластичность при отрицательных температурах. Он также обладает высокой устойчивостью к коррозии, хорошей электрической и теплопроводностью, а также высокой отражательной способностью как к теплу, так и к свету.
Чистый алюминий плавится при 1220ºF (660ºC), тогда как алюминиевые сплавы имеют приблизительный диапазон плавления от 900 до 1220ºF (482-660ºC). При нагревании до диапазона сварки или пайки цвет алюминия не меняется.
Сочетание легкости и высокой прочности делает алюминий вторым по популярности свариваемым металлом.
Однопроводная сварка алюминия MIGАлюминий против сварки стали
Одна из причин, по которой алюминий отличается от стали при сварке, заключается в том, что он не приобретает цвета по мере приближения к температуре плавления до тех пор, пока не поднимется выше точки плавления, после чего он станет тускло-красным.
При пайке алюминия горелкой используется флюс.Флюс будет плавиться по мере приближения температуры основного металла к требуемой. Сначала высыхает флюс и плавится по мере того, как основной металл достигает правильной рабочей температуры.
При сварке горелкой в кислородно-ацетиленовой или кислородно-водородной среде поверхность основного металла сначала плавится и приобретает характерный влажный и блестящий вид. (Это помогает узнать, когда достигаются температуры сварки.) При сварке газовой вольфрамовой дугой или газовой металлической дугой цвет не так важен, потому что сварка завершается до того, как прилегающая область плавится.
Наполнитель расплавленного алюминия
Правильное добавление алюминиевого наполнителя в расплавленную сварочную ваннуСварочные свойства и сплавы
Алюминий и алюминиевые сплавы удовлетворительно свариваются металлической дугой, угольной дугой и другими процессами дуговой сварки. Чистый алюминий можно сплавить со многими другими металлами для получения широкого диапазона физических и механических свойств.
Способы, с помощью которых легирующие элементы упрочняют алюминий, используются в качестве основы для классификации сплавов на две категории: нетермообрабатываемые и термически обрабатываемые.Деформируемые сплавы в виде листов и пластин, труб, экструдированных и катаных профилей и поковок имеют одинаковые характеристики соединения независимо от формы.
Алюминиевые сплавы также производятся в виде отливок в виде песка, постоянной формы или литья под давлением. Практически одинаковые методы сварки, пайки или пайки используются как для литого, так и для кованого металла.
Литье под давлением не нашли широкого применения там, где требуется сварная конструкция. Однако они были склеены и в некоторой степени припаяны.Последние разработки в области вакуумного литья под давлением улучшили качество отливок до такой степени, что их можно удовлетворительно сваривать для некоторых применений.
Основным преимуществом использования процессов дуговой сварки является то, что дуга дает высококонцентрированную зону нагрева.
По этой причине предотвращается чрезмерное расширение и деформация металла.
Алюминий обладает рядом свойств, которые отличают сварку от сварки сталей.Это: покрытие поверхности оксидом алюминия; высокая теплопроводность; высокий коэффициент теплового расширения; низкая температура плавления; и отсутствие изменения цвета при приближении температуры к точке плавления.
Нормальные металлургические факторы, применимые к другим металлам, применимы и к алюминию.
Алюминий — это активный металл, который реагирует с кислородом воздуха, образуя твердую тонкую пленку оксида алюминия на поверхности.
Температура плавления оксида алюминия составляет приблизительно 3600 ° F (1982 ° C), что почти в три раза выше точки плавления чистого алюминия (1220 ° F (660 ° C)).Кроме того, эта пленка оксида алюминия поглощает влагу из воздуха, особенно когда она становится толще.
Влага является источником водорода, который вызывает пористость алюминиевых сварных швов. Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород также может поступать из масла, краски и грязи в зоне сварного шва. Это также происходит из-за оксидов и посторонних материалов на электроде или присадочной проволоке, а также из основного металла. Водород попадает в сварочную ванну и растворяется в расплавленном алюминии. Когда алюминий затвердевает, он будет удерживать гораздо меньше водорода.
Водород не выделяется во время затвердевания. При высокой скорости охлаждения свободный водород остается внутри сварного шва и вызывает пористость. Пористость в зависимости от количества снижает прочность и пластичность сварного шва.
Сварочные стержни
Алюминий для сварки палкой (алюминиевые сварочные стержни) доступны с толщиной примерно 1/8 дюйма от стали. Это отличный выбор для ремонта резервуаров и трубопроводов в полевых условиях. Также хороший выбор при работе в ветреную погоду.Это не для точной работы.
Обратной стороной использования алюминиевых сварочных стержней является необходимость значительного количества практики. Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Также существует проблема с потоком. флюс сильно горит и его трудно удалить. Он также прожигает краску.
Есть превосходные альтернативы алюминиевым сварочным стержням, такие как сварка с подачей проволоки.
Нумерация из алюминиевого сплава
Разработано множество алюминиевых сплавов. Важно знать, какой сплав будет свариваться. Система четырехзначных чисел была разработана Aluminium Association, Inc., для обозначения различных типов деформируемых алюминиевых сплавов.
Эта система групп сплавов выглядит следующим образом:
- 1XXX серия . Это глинозем с чистотой 99 процентов или выше, которые используются в основном в электрической и химической промышленности.
- 2XXX серии . Медь является основным сплавом в этой группе, который обеспечивает чрезвычайно высокую прочность при надлежащей термообработке. Эти сплавы не обладают такой хорошей коррозионной стойкостью и часто плакируются чистым алюминием или алюминием из специальных сплавов. Эти сплавы используются в авиастроении.
- 3ХХХ серия . Марганец является основным легирующим элементом в этой группе, который не поддается термической обработке. Содержание марганца ограничено примерно 1,5%. Эти сплавы обладают средней прочностью и легко обрабатываются.
- 4XXX серии . Кремний является основным легирующим элементом в этой группе. Его можно добавлять в количествах, достаточных для значительного снижения температуры плавления, и он используется для пайки сплавов и сварочных электродов.Большинство сплавов этой группы не поддаются термической обработке.
- 5XXX серия . Магний является основным легирующим элементом этой группы, представляющей собой сплавы средней прочности. Они обладают хорошими сварочными характеристиками и хорошей устойчивостью к коррозии, но объем холодных работ следует ограничивать.
- 6XXX серия . Сплавы этой группы содержат кремний и магний, что делает их пригодными для термической обработки. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
- 7XXX серия . Цинк является основным легирующим элементом в этой группе. Магний также входит в состав большинства этих сплавов. Вместе они образуют термически обрабатываемый сплав очень высокой прочности, который используется для изготовления корпусов самолетов.
 Эти сплавы используются в авиастроении.
Эти сплавы используются в авиастроении. Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.
Эти сплавы обладают средней прочностью и хорошей коррозионной стойкостью.Очистка
Поскольку алюминий имеет большое сродство к кислороду, на его поверхности всегда присутствует пленка оксида. Эта пленка должна быть удалена перед любой попыткой сварить, припаять или припаять материал. Также необходимо предотвратить его образование во время процедуры соединения.
При подготовке алюминия к сварке, пайке или пайке соскоблите эту пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или обильное нанесение флюса предотвращает образование оксидов в процессе соединения.
Алюминий и алюминиевые сплавы нельзя очищать каустической содой или чистящими средствами с pH выше 10, так как они могут вступать в химическую реакцию.
Пленку оксида алюминия необходимо удалить перед сваркой. Если его не удалить полностью, мелкие частицы нерасплавленного оксида будут задерживаться в сварочной ванне и вызовут снижение пластичности, отсутствие плавления и, возможно, растрескивание сварного шва.
Оксид алюминия можно удалить механическим, химическим или электрическим способом. Механическое удаление включает соскребание острым инструментом, наждачной бумагой, проволочной щеткой (нержавеющая сталь), опиливание или любой другой механический метод.
Химическое удаление можно выполнить двумя способами. Один из них заключается в использовании чистящих растворов, травильных или нетравильных. Типы без заедания следует использовать только при запуске с относительно чистыми деталями и вместе с другими очистителями на основе растворителей.Для лучшей очистки рекомендуются растворы для травления, но их следует использовать с осторожностью.
При использовании окунания настоятельно рекомендуется горячее и холодное ополаскивание. Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Растворы типа травления — щелочные растворы. Время нахождения в растворе необходимо контролировать, чтобы не произошло слишком сильного травления.
Химическая очистка
Химическая очистка включает использование сварочных флюсов. Флюсы используются для газовой сварки, пайки и пайки. Покрытие покрытых алюминиевых электродов также сохраняет флюсы для очистки основного металла.Всякий раз, когда используется очистка травлением или очистка флюсом, флюс и щелочные травильные материалы должны быть полностью удалены из области сварного шва, чтобы избежать коррозии в будущем.
Электрическая система удаления оксидов
В системе удаления оксидов электричества используется катодная бомбардировка. Катодная бомбардировка происходит во время полупериода сварки вольфрамовым электродом на переменном токе, когда электрод является положительным (обратная полярность).
Это электрическое явление, при котором оксидное покрытие стирается, чтобы получить чистую поверхность. Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Это одна из причин, почему дуговая сварка вольфрамовым электродом на переменном токе так популярна для сварки алюминия.
Поскольку алюминий настолько активен химически, оксидная пленка немедленно начинает преобразовываться. Время налипания не очень быстрое, но сварные швы следует выполнять после очистки алюминия в течение не менее 8 часов для качественной сварки. Если наступит более длительный период времени, качество сварного шва снизится.
Теплопроводность
Алюминий обладает высокой теплопроводностью и низкой температурой плавления.В зависимости от сплава, он проводит тепло в три-пять раз быстрее, чем сталь.
Алюминий необходимо нагреть больше, даже если температура плавления алюминия вдвое меньше, чем у стали. Из-за высокой теплопроводности для сварки более толстых секций часто используется предварительный нагрев. Если температура слишком высока или период времени слишком большой, прочность сварного соединения как в термообработанных, так и в закаленных сплавах может снизиться.
Предварительный нагрев алюминия не должен превышать 400ºF (204ºC), и детали не должны выдерживаться при этой температуре дольше, чем необходимо.Из-за высокой теплопроводности в процедурах следует использовать высокоскоростные сварочные процессы с большим тепловложением. И газовая вольфрамовая дуга, и газовая дуга с металлической дугой удовлетворяют этому требованию.
Высокая теплопроводность алюминия может быть полезной, поскольку сварной шов очень быстро затвердевает, если тепло отводится от сварного шва очень быстро. Наряду с поверхностным натяжением это помогает удерживать металл шва в нужном положении и делает практичную сварку во всех положениях газовой вольфрамовой дугой и газовой дуговой сваркой металлическим электродом.
Тепловое расширение алюминия в два раза больше, чем у стали. Кроме того, алюминиевые сварные швы уменьшаются в объеме примерно на 6 процентов при затвердевании из расплавленного состояния. Это изменение размера может вызвать деформацию и растрескивание.
Сварка алюминиевых листов
Для сварки алюминиевых листов из-за сложности управления дугой, стыковые и угловые швы трудно производить на листах толщиной менее 1/8 дюйма (3,2 мм). При сварке пластины тяжелее 1/8 дюйма (3,2 мм) соединение, подготовленное со скосом 20 градусов, будет иметь прочность, равную прочности сварного шва, выполненного кислородно-ацетиленовым процессом.
Этот сварной шов может быть пористым и непригодным для герметичных соединений с жидкостями или газами. Однако дуговая сварка металла особенно подходит для тяжелых материалов и используется для обработки листов толщиной до 2-1 / 2 дюйма (63,5 мм).
Настройки тока и полярности
Настройки тока и полярности зависят от типа электродов каждого производителя. Используемая полярность должна быть определена путем пробного соединения выполняемых соединений.
Подготовка кромки пластины
В целом конструкция сварных соединений алюминия вполне соответствует конструкции сварных соединений.Однако из-за более высокой текучести алюминия под сварочной дугой следует помнить о некоторых важных общих принципах. При использовании алюминиевого листа меньшей толщины предпочтительнее меньшее расстояние между канавками, когда разбавление сварного шва не имеет значения.
Управляющим фактором является совместная подготовка. Специально разработанная V-образная канавка отлично подходит там, где сварка может выполняться только с одной стороны и где требуется гладкий проникающий валик. Эффективность этой конкретной конструкции зависит от поверхностного натяжения и должна применяться ко всем материалам размером более 1/8 дюйма.(3,2 мм) толщиной.
Дно специальной V-образной канавки должно быть достаточно широким, чтобы полностью вместить корневой проход. Это требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Превосходный контроль проплавления и получение прочных корневых швов. Эта подготовка кромки может использоваться для сварки во всех положениях. Это устраняет трудности, связанные с прожогом или проплавлением в положениях при перегреве и горизонтальной сварке. Он применим ко всем свариваемым основным сплавам и всем присадочным сплавам.
Сварка алюминия MIG
Полностью автоматическая однопроволочная сварка MIGГазовая дуговая сварка (MIG) (GMAW)
Этот быстрый, адаптируемый процесс используется с постоянным током обратной полярности и инертным газом для сварки алюминиевых сплавов большой толщины в любом положении, от 1/016 дюйма (1,6 мм) до нескольких дюймов. TM 5-3431-211-15 описывает работу типичного сварочного аппарата MIG.
Защитный газ
Необходимо принять меры для обеспечения максимальной эффективности газовой защиты.Для сварки алюминия используются аргон, гелий или смесь этих газов. Аргон дает более плавную и стабильную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги выше у гелия, и данное изменение длины дуги приводит к большему изменению напряжения дуги. Профиль валика и характер проплавления алюминиевых швов, выполненных аргоном и гелием, различаются. У аргона профиль шарика уже и выпуклее, чем у гелия.Схема проникновения показывает глубокий центральный разрез.
Гелий дает более плоский и широкий валик и более широкий рисунок проникновения под валиком. Смесь примерно 75 процентов гелия и 25 процентов аргона обеспечивает преимущества обоих защитных газов без нежелательных характеристик ни одного из них.
Диаграмма проникновения и контур валика показывают характеристики обоих газов. Стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более важен при сварке алюминия в инертном защитном газе.Рекомендуется передний угол хода 30 °.
Наконечник электродной проволоки должен быть больше алюминия. В Таблице 7-21 представлены технологические схемы сварки алюминия газовой дуговой сваркой.
Сварка алюминия GMAW
Алюминиевый шов, выполненный методом GMAW. Сварщик «укладывает валик» из расплавленного металла, который становится сварным швом без шлака.Техника для сварки алюминия
Проволока электрода должна быть чистой. Дуга зажигается, когда электродная проволока выступает примерно на 1/2 дюйма.(12,7 мм) от чашки.
Часто используется метод зажигания дуги примерно на 1,0 дюйма (25,4 мм) перед началом сварки, а затем быстрое подведение дуги к начальной точке сварки, изменение направления движения и продолжение обычной сварки. В качестве альтернативы дуга может быть зажжена за пределами сварной канавки на начальном выступе.
При окончании или прекращении сварки аналогичная практика может сопровождаться изменением направления сварки на противоположное и одновременным увеличением скорости сварки для уменьшения ширины ванны расплава до разрыва дуги.Это помогает предотвратить появление кратеров и трещин. Обычно используются вкладки стока.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя угол переда от 70 до 85 градусов относительно работы.
Обычно предпочтительнее использовать струны из бисера. Следует следить за тем, чтобы угол переда не изменялся или не увеличивался по мере приближения к концу сварного шва. Скорость движения дуги контролирует размер валика.
При сварке алюминия этим процессом важно поддерживать высокие скорости хода.При сварке одинаковой толщины угол между электродом и рабочим углом должен быть одинаковым с обеих сторон сварного шва.
При сварке в горизонтальном положении наилучшие результаты достигаются, если направить пистолет немного вверх. При сварке толстых листов с тонкими пластинами полезно направлять дугу в сторону более тяжелого участка.
Небольшой угол обратной стороны иногда полезен при сварке тонких секций с толстыми. Корневой проход стыка обычно требует короткой дуги для обеспечения желаемого проплавления.При последующих проходах можно использовать дугу немного большей длины и более высокое напряжение дуги.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано для обеспечения эффективной подачи проволоки. Используйте лайнеры нейлонового типа в кабельных сборках. Для алюминиевой проволоки и размера электродной проволоки необходимо выбрать соответствующие приводные ролики.
Труднее протолкнуть алюминиевую проволоку чрезвычайно малого диаметра через длинные кабельные сборки пистолета, чем стальную проволоку. По этой причине для электродных проволок малого диаметра используются катушки-пистолеты или недавно разработанные пистолеты с линейным двигателем подачи.
Требуются пистолеты с водяным охлаждением, кроме слаботочной сварки. Для сварки алюминия используются как источник питания постоянного тока (CC) с согласованным механизмом подачи проволоки с измерением напряжения, так и источник питания постоянного напряжения (CV) с механизмом подачи проволоки постоянной скорости. Кроме того, механизм подачи проволоки с постоянной скоростью иногда используется с источником питания постоянного тока.
В целом, система CV предпочтительнее при сварке тонких материалов и использовании электродной проволоки любого диаметра. Это обеспечивает лучшее зажигание и регулировку дуги.Система CC предпочтительна при сварке толстого материала с использованием электродной проволоки большего диаметра.
Качество сварки с этой системой кажется лучше. Источник питания постоянного тока с умеренным падением напряжения от 15 до 20 вольт на 100 ампер и механизм подачи проволоки с постоянной скоростью обеспечивают наиболее стабильную подводимую мощность к сварному шву и высочайшее качество сварки.
Конструкция сварного соединения алюминия
Кромки могут быть подготовлены к сварке распиловкой, механической обработкой, круговым строганием, фрезерованием или дуговой резкой.
Полностью автоматическая однопроволочная сварка алюминия MIG
Пример сварки алюминия: присадочная проволока: AA 5183 (AlMg4,5Mn) 2,4 мм Основной материал: AA 5356 (AlMg5) Размер: 500 x 150 x 15 мм (предварительный нагрев не допускается) Защитный газ: Ar70 / He30 Скорость сварки: 60/40 см / мин Положение сварки: 1 G Двухслойный второй слой> осциллирующийГазовая вольфрамо-дуговая сварка (GTAW)
Меры предосторожности
Процесс газовой вольфрамовой дуговой сварки (TIG) используется для сварки более тонких профилей алюминия и алюминиевых сплавов.При использовании этого процесса следует упомянуть несколько мер предосторожности.
- Переменный ток рекомендуется для универсальных работ, так как он обеспечивает половину цикла очищающего действия. В Таблице 7-22 приведены графики процедуры сварки для использования процесса на разной толщине для получения различных сварных швов. Сварка переменным током, обычно с высокой частотой, широко используется как в ручном, так и в автоматическом режиме. Необходимо строго соблюдать процедуры, и особое внимание следует уделять типу вольфрамового электрода, размеру сварочного сопла, типу газа и расходу газа.При ручной сварке длина дуги должна быть небольшой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла. Вольфрамовый электрод следует содержать в чистоте. Если он случайно коснулся расплавленного металла, его необходимо восстановить.
- Сварка алюминия Следует использовать источники сварочного тока, предназначенные для дуговой сварки вольфрамовым электродом. Новое оборудование обеспечивает программирование, предварительную и последующую подачу защитного газа, а также пульсирование.
- Сварка алюминия Для автоматической или машинной сварки можно использовать отрицательный электрод постоянного тока (прямая полярность). Очистка должна быть чрезвычайно эффективной, поскольку катодная бомбардировка не помогает. При использовании отрицательного электрода постоянного тока можно получить чрезвычайно глубокое проникновение и высокие скорости. В Таблице 7-23 приведены графики процедуры сварки отрицательным электродом на постоянном токе.
- Защитные газы для сварки алюминия — это аргон, гелий или их смесь. Аргон используется с меньшим расходом.Гелий увеличивает проникновение, но требуется более высокая скорость потока. При использовании присадочной проволоки она должна быть чистой. Оксид, не удаленный с присадочной проволоки, может содержать влагу, которая создает полярность в наплавленном шве.
Ручная сварка алюминия MIG
Ручная сварочная горелка с «квазиподобной» геометрией стыка Диаметр проволоки: AA 5183 (1,6 мм) Основной материал: AA 6061 (AlMgSi) Толщина: 15 ммСварка на переменном токе
Характеристики процесса
Сварка алюминия методом газовой вольфрамо-дуговой сварки на переменном токе дает эффект очистки от оксидов.
В качестве защитного газа используется аргон. Лучшие результаты достигаются при сварке алюминия переменным током с использованием оборудования, предназначенного для создания сбалансированной волны или равного тока в обоих направлениях.
Дисбаланс приведет к потере мощности и снижению очищающего действия дуги. Характеристики стабильной дуги — это отсутствие щелчков или трещин, плавное зажигание дуги и притяжение добавленного присадочного металла к сварочной ванне, а не склонность к отталкиванию.Стабильная дуга приводит к меньшему количеству включений вольфрама.
Ручная сварка алюминия MIG
Техника для сварки алюминия
Для ручной сварки алюминия переменным током электрододержатель удерживается в одной руке, а присадочный стержень, если он используется, — в другой. Первоначальная дуга зажигается на пусковом блоке для нагрева электрода.
Затем дуга разрывается и снова зажигается в суставе. Этот метод снижает вероятность появления включений вольфрама в начале сварки. Дуга удерживается в начальной точке до тех пор, пока металл не станет жидким и не образуется сварочная ванна.
Создание и поддержание подходящей сварочной ванны очень важно, и сварка не должна продолжаться перед лужей.
Если требуется присадочный металл, он может быть добавлен к передней или передней кромке бассейна, но с одной стороны от центральной линии. Обе руки двигаются в унисон с легкими движениями вперед и назад вдоль сустава. Вольфрамовый электрод не должен касаться присадочного стержня.
Горячий конец присадочного стержня не должен выниматься из аргонового экрана.Необходимо поддерживать короткую длину дуги, чтобы обеспечить достаточное проплавление и избежать подрезов, чрезмерной ширины сварного шва и, как следствие, потери контроля проплавления и контура сварного шва.
Одно правило — использовать длину дуги, приблизительно равную диаметру вольфрамового электрода. При разрыве дуги в кратере сварного шва могут возникнуть усадочные трещины, что приведет к дефектному сварному шву.
Этот дефект можно предотвратить, постепенно увеличивая длину дуги и добавляя в кратер присадочный металл.Затем быстро разорвите и повторно зажгите дугу несколько раз, добавляя в кратер дополнительный присадочный металл, или используйте педаль для уменьшения тока в конце сварного шва. Прихватывание перед сваркой помогает контролировать деформацию.
Прихваточные швы должны быть достаточного размера и прочности, а их концы должны быть вырезаны или заострены конусом перед сваркой.
Конструкция сварного шва
Конструкции соединений применимы к процессу газовой вольфрамо-дуговой сварки с небольшими исключениями.Неопытным сварщикам, которые не могут поддерживать очень короткую дугу, может потребоваться более широкая подготовка кромок, прилегающий угол или расстояние между стыками.
Соединения могут быть сплавлены с помощью этого процесса без добавления присадочного металла, если сплав основного металла также является удовлетворительным присадочным сплавом. Крайние и угловые сварные швы выполняются быстро без добавления присадочного металла и имеют хороший внешний вид, но при этом очень важно их точное прилегание.
Постоянный ток, прямая полярность
Характеристики процесса
Этот процесс с использованием гелиевых и торированных вольфрамовых электродов выгоден для многих автоматических сварочных операций, особенно при сварке тяжелых профилей.Поскольку существует меньшая склонность к нагреванию электрода, для заданного сварочного тока можно использовать электроды меньшего размера. Это будет способствовать сохранению узкого валика сварного шва.
Использование постоянного тока прямой полярности (dcsp) обеспечивает больший подвод тепла, чем при использовании переменного тока. В сварочной ванне выделяется больше тепла, поэтому она становится глубже и уже.
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода.Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги.
Во всех случаях кратер должен быть заполнен до точки над валиком сварного шва, чтобы исключить кратерные трещины. Размер галтели можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня.Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Сварка прямоугольным переменным током (TIG)
Методы
Для зажигания дуги следует использовать ток высокой частоты. Запуск от касания приведет к загрязнению вольфрамового электрода. Нет необходимости образовывать лужу, как при сварке на переменном токе, поскольку плавление происходит в момент зажигания дуги. Следует проявлять осторожность, чтобы зажглась дуга в зоне сварки, чтобы предотвратить нежелательную маркировку материала.
Используются стандартные методы, такие как отводы и ножные регуляторы нагрева. Они полезны для предотвращения или заполнения кратеров, для регулировки силы тока при рабочем нагреве и для корректировки изменения толщины сечения. При сварке постоянным током горелка постоянно перемещается вперед.
Присадочная проволока равномерно подается в переднюю кромку сварочной ванны или укладывается на стык и плавится по мере продвижения дуги вперед. Во всех случаях кратер следует заполнить до точки над валиком сварного шва, чтобы устранить трещины кратера.
Размер скругления можно регулировать, варьируя размер присадочной проволоки. DCSP адаптируется к ремонтным работам. Предварительный нагрев не требуется даже для тяжелых секций, а зона термического влияния будет меньше с меньшими искажениями.
Конструкции сварных соединений алюминия
Для ручного dcsp концентрированное тепло дуги дает отличное закрепление корня. Поверхность корня может быть толще, канавки уже, а нарост можно легко контролировать, варьируя размер присадочной проволоки и скорость перемещения.
Экранированная сварка металло-дуговой сваркой
В процессе дуговой сварки металлическим электродом с защитным слоем используется электрод с покрытием из твердого флюса или экструдированного флюса.Покрытие электродов аналогично покрытию обычных стальных электродов. Покрытие из флюса обеспечивает газовый экран вокруг дуги и лужи расплавленного алюминия, а также химически объединяет и удаляет оксид алюминия, образуя шлак.
При сварке алюминия процесс довольно ограничен из-за разбрызгивания дуги, неустойчивого управления дугой, ограничений на тонкий материал и коррозионного действия флюса, если он не удаляется должным образом.
Экранированная углеродно-дуговая сварка
Для соединения алюминия можно использовать процесс дуговой сварки в среде защитного угля.Для этого требуется флюс, и он позволяет производить сварные швы такого же внешнего вида, прочности и структуры, как и сварные швы, полученные при кислородно-ацетиленовой или кислородно-водородной сварке. Сварка в среде защитного угля производится как вручную, так и автоматически.
Угольная дуга используется в качестве источника тепла, а присадочный металл подается от отдельного присадочного стержня. После сварки необходимо удалить флюс; в противном случае возникнет сильная коррозия.
Ручная дуговая сварка в среде защитного угля обычно ограничивается толщиной менее 3/8 дюйма.(9,5 мм), выполненная тем же способом, что и при ручной дуговой сварке других материалов углем. Подготовка швов аналогична той, что используется при газовой сварке. Используется стержень, покрытый флюсом.
Сварка на атомарном водороде
Этот процесс сварки заключается в поддержании дуги между двумя вольфрамовыми электродами в атмосфере газообразного водорода.
Процесс может быть ручным или автоматическим с процедурами и методами, близкими к тем, которые используются при кислородно-ацетиленовой сварке.
Поскольку водородный экран, окружающий основной металл, исключает кислород, для объединения или удаления оксида алюминия требуется меньшее количество флюса.Увеличивается видимость, меньше флюсовых включений, наплавляется очень прочный металл.
Сварка шпилек
Приварка алюминиевых шпилек может быть выполнена с помощью обычного оборудования для дуговой сварки шпилек, с использованием методов разряда конденсатора или разрядки конденсатора тянутой дугой.
Обычный процесс дуговой приварки шпилек можно использовать для приваривания алюминиевых шпилек диаметром от 3/16 до 3/4 дюйма (от 4,7 до 19,0 мм).
К сварочному пистолету для приварки алюминиевых шпилек добавлен специальный адаптер для контроля защитных газов высокой чистоты, используемых во время сварочного цикла.Дополнительный вспомогательный элемент управления для контроля врезания шпильки по завершении цикла сварки существенно повышает качество сварки и снижает потери от разбрызгивания.
Используется обратная полярность: электрод-пистолет положительный, а деталь — отрицательный. Небольшой цилиндрический или конусообразный выступ на конце алюминиевой шпильки инициирует дугу и помогает установить большую длину дуги, необходимую для сварки алюминия.
Процессы
Процессы приварки шпилек неэкранированного конденсатора или разрядки конденсатора протянутой дугой используются с алюминиевыми шпильками от 1/16 до 1/4 дюйма.(От 1,6 до 6,4 мм) диаметром.
Конденсаторная сварка использует низковольтную электростатическую накопительную систему, в которой энергия сварочного шва накапливается при низком напряжении в конденсаторах с высокой емкостью в качестве источника питания. В процессе приварки шпильки конденсаторным разрядом небольшой наконечник или выступ на конце шпильки используется для зажигания дуги.
В процессе приварки шпильки разрядом конденсатора протянутой дугой используется шпилька с заостренным или слегка закругленным концом. Для зажигания дуги не требуется зубчатый наконечник или выступ на конце шпильки.В обоих случаях цикл сварки аналогичен обычному процессу приварки шпилек. Однако использование выступа на основании шпильки обеспечивает наиболее стабильную сварку.
Короткое время горения дуги в процессе разряда конденсатора ограничивает плавление, что приводит к неглубокому проникновению в заготовку. Минимальная толщина алюминиевой заготовки, которая считается практичной, составляет 0,032 дюйма (0,800 мм).
Электронно-лучевая сварка
Электронно-лучевая сварка — это процесс соединения плавлением, при котором заготовка бомбардируется плотным потоком высокоскоростных электронов, и практически вся кинетическая энергия электронов при ударе преобразуется в тепло.
Электронно-лучевая сварка обычно проводится в вакуумированной камере. Размер камеры является ограничивающим фактором для размера сварного изделия. Обычные дуговые и газовые нагреватели плавятся чуть больше, чем поверхность. Дальнейшее проникновение происходит исключительно за счет отвода тепла во всех направлениях от этого пятна расплавленной поверхности. Зона слияния расширяется по мере необходимости.
Электронный луч способен к настолько интенсивному локальному нагреву, что почти мгновенно испаряет отверстие по всей толщине стыка.Стенки этого отверстия расплавляются, и по мере того, как отверстие перемещается по стыку, все больше металла на продвигающейся стороне отверстия расплавляется. Это дефект вокруг отверстия отверстия и затвердевает вдоль задней стороны отверстия, чтобы сделать сварной шов.
Интенсивность луча можно уменьшить, чтобы получить частичное проникновение с такой же узкой конфигурацией. Электронно-лучевая сварка обычно применяется для кромочных, стыковых, угловых, сквозных и точечных сварных швов. Присадочный металл используется редко, кроме наплавки.
Сварка Сопротивлением Сварка
Способы контактной сварки алюминия (точечная, шовная и оплавление) важны при производстве алюминиевых сплавов. Эти процессы особенно полезны при соединении высокопрочных термообрабатываемых сплавов, которые трудно соединить сваркой плавлением, но которые могут быть соединены методом контактной сварки практически без потери прочности.
Естественное оксидное покрытие алюминия имеет довольно высокое и непостоянное электрическое сопротивление.Чтобы получить точечные или шовные сварные швы максимальной прочности и однородности, обычно необходимо уменьшить это оксидное покрытие перед сваркой.
Сварка Точечная сварка
Сварные швы с одинаково высокой прочностью и хорошим внешним видом зависят от стабильно низкого поверхностного сопротивления между рабочими местами. В большинстве случаев перед точечной или шовной сваркой алюминия необходимо выполнить некоторые операции по очистке.
Подготовка поверхности к сварке обычно заключается в удалении жира, масла, грязи или идентификационной маркировки, а также в уменьшении и улучшении консистенции оксидной пленки на поверхности алюминия.Удовлетворительное качество точечной сварки в процессе эксплуатации в значительной степени зависит от конструкции соединения.
Точечные сварные швы всегда должны выдерживать поперечные нагрузки. Однако, когда можно ожидать растяжения или комбинированных нагрузок, следует провести специальные испытания для определения фактической прочности соединения при эксплуатационной нагрузке. Прочность точечной сварки при прямом растяжении может варьироваться от 20 до 90 процентов прочности на сдвиг.
Сварка швов
Шовная сварка алюминия и его сплавов очень похожа на точечную сварку, за исключением того, что электроды заменены колесами.
Места, оставленные аппаратом для шовной сварки, могут перекрываться, образуя газонепроницаемое или непроницаемое для жидкости соединение. Регулируя синхронизацию, машина для шовной сварки может производить точечные сварные швы с равномерным интервалом, равные по качеству тем, которые производятся на обычном аппарате для точечной сварки, и с большей скоростью. Эта процедура называется точечной сваркой или прерывистым швом.
Сварка алюминия оплавлением
Все алюминиевые сплавы можно соединять оплавлением. Этот процесс особенно подходит для выполнения стыковых или угловых соединений между двумя частями одинакового поперечного сечения.Он был адаптирован для соединения алюминия с медью в виде стержней и трубок. Полученные таким образом соединения выходят из строя за пределами зоны сварки при приложении растягивающих нагрузок.
Газовая сварка алюминия
Газовая сварка алюминия выполняется с использованием пламени как ацетилена, так и водорода. В любом случае требуется абсолютно нейтральное пламя. В качестве присадочного стержня используется флюс. Этот процесс также не слишком популярен из-за низкого тепловложения и необходимости удаления флюса.
Электрошлаковая сварка
Электрошлаковая сварка используется для соединения чистого алюминия, но не подходит для сварки алюминиевых сплавов.Сварка под флюсом используется в некоторых странах, где нет инертного газа.
Другие процессы
Большинство процессов сварки в твердом состоянии, включая сварку трением, ультразвуковую сварку и холодную сварку, используются для алюминия. Алюминий также можно соединять пайкой и пайкой. Пайка может выполняться большинством методов пайки. Используется наполнитель из сплава с высоким содержанием кремния.
Для дополнительного чтения
Газовая сварка алюминия
Пайка алюминия
Подробнее о сварке алюминия методом TIG
Как сваривать алюминий: подробное руководство
Сварка алюминиевых сплавов сложнее, чем сварка стальных сплавов.Поскольку алюминий имеет более высокую теплопроводность и более низкую температуру плавления по сравнению со сталью, он может подвергаться большему прожогу.
Прочитав свойства алюминия и передовые методы сварки алюминия, вы поймете, как сваривать алюминий.
Фидерные проволоки из алюминия более мягкие, чем стальные. Поэтому алюминиевые фидерные провода могут запутаться в этих фидерах. В частности, более тонкие алюминиевые профили более подвержены этому риску.В результате сварка алюминия может быть сложной задачей даже для опытных сварщиков.
Когда дело доходит до выбора правильной техники сварки алюминия, он зависит от требований к применению и уровня квалификации сварщика. Прежде всего необходимо рассмотреть химические и физические свойства алюминия, чтобы понять, с чем он связан.
Свойства алюминия
Температура плавления алюминия почти вдвое ниже, чем у стали. Алюминий плавится при температуре всего 1221 градус по Фаренгейту, а сталь плавится при температуре 2500 градусов по Фаренгейту.
Оксидный слой алюминия имеет гораздо более высокую температуру плавления — 3700 градусов по Фаренгейту. Слой оксида алюминия твердый и устойчив к коррозии и истиранию. Теплопроводность и пористость — две основные проблемы при сварке алюминия.
Водород хорошо растворяется в жидком алюминии. Когда основной металл алюминия и присадочный материал плавятся в жидкую форму во время процесса сварки, полученная жидкая смесь может поглощать водород (газ образует раствор).Когда расплавленный металл начинает затвердевать, он становится неспособным удерживать водород в гомогенной форме. Затем в металле образуются пузырьки водорода, что приводит к пористости.
Смесь защитного газа из аргона и гелия используется для борьбы с пористостью. Однако необходимо повысить напряжение, чтобы преодолеть более высокий потенциал ионизации. Из-за более высокого напряжения будет большее проникновение и тепловложение. Следовательно, эту смесь следует использовать для более толстых алюминиевых предметов.
Основной металл 6061 имеет большую склонность к растрескиванию из-за своего химического состава.Следовательно, сварка его автогенным способом очень затруднительна. Использование наполнителя с аналогичным химическим составом также создаст проблемы. Необходимо использовать присадочный металл, содержащий кремний или магний, чтобы уменьшить склонность к растрескиванию этого материала.
Алюминий также обладает большей теплопроводностью, чем сталь. Это означает, что холодные области алюминия могут быстро поглощать тепло от сварочной ванны, что может привести к низкому проплавлению сварного шва. Поскольку алюминий имеет в 5 раз большую теплопроводность, чем сталь, он требует гораздо большего количества тепла, чтобы избежать малого проплавления.
Выбор присадочного металла
При выборе присадочного металла для алюминия рекомендуется руководствоваться таблицей выбора. В зависимости от требуемых характеристик сварного шва для различных алюминиевых сплавов рекомендуются разные присадочные материалы.
Таблица выбора содержит 8 характеристик, которые имеют решающее значение для сварочных работ.
- Прочность
- Чувствительность к трещинам
- Коррозионная стойкость
- Пластичность
- Прочность
- Термическая обработка после сварки
- Подбор цвета для анодирования стойки
- Работа при повышенных температурах
Вы можете определить, какие свойства являются наиболее важными для конкретного приложения, учитывая требования всех компонентов.Затем вы можете выбрать присадочный металл, который лучше всего соответствует требуемым характеристикам.
Следует отметить, что повышенная рабочая температура алюминия составляет от 150 до 350 градусов по Фаренгейту. Это, наряду с другой информацией об остальных характеристиках, присутствует в таблице выбора алюминия.
Крайне важно правильно выбрать присадочный металл в зависимости от области применения. Возвращаясь к алюминию 6061, лучшие варианты присадочного металла — это 5356, 4943 и 4043.Проволока GMAW 4943/4043 может помочь повысить текучесть сварочной ванны, улучшить свариваемость и уменьшить пористость, а материал 5356 может повысить ее прочность и ударную вязкость.
Помимо выбора правильного присадочного материала, важно использовать лучшие методы сварки алюминия.
Лучшие методы сварки алюминия
Чтобы свести к минимуму дефекты и добиться наилучших результатов при сварке алюминия, вы должны следовать этим передовым методам.
Не плести
Техника переплетения обычно используется для сварки стали.Однако он не подходит для сварки алюминиевых сплавов. Стрингер — лучший вариант, поскольку он обеспечивает лучшее сплавление и проникновение.
Для сварки алюминия MIG необходимо обеспечить большее тепловложение и более высокую скорость перемещения. Из-за физических свойств алюминия требуется более высокая скорость движения. Метод сварки алюминия лучше всего можно охарактеризовать как «быстрый и горячий». Для алюминия необходимы более высокое напряжение и сила тока, чем для стали, поскольку алюминий имеет большую теплопроводность.Скорость движения сварного шва должна быть достаточно высокой, чтобы избежать проблем с прожогом, особенно на тонких алюминиевых профилях.
Очистите поверхность
Перед сваркой необходимо очистить алюминиевую поверхность от влаги, остатков, грязи и масла. Это поможет свести к минимуму вероятность появления пористости и обеспечить наилучшие результаты. Ацетон — эффективное решение для удаления углеводородов с поверхности алюминия. с
Соскребите оксидный слой
После очистки поверхности используйте чистую щетку из нержавеющей стали, чтобы удалить оксидный слой, прежде чем начинать сварку.Однако убедитесь, что вы используете легкие штрихи. Сильная чистка щеткой может привести к более глубокому проникновению оксидного слоя в поверхность. Щетку следует использовать для алюминия. Не используйте его для углеродистой или нержавеющей стали. Вы также можете использовать травильные растворы и растворители для удаления оксидного слоя.
После использования травильных растворов убедитесь, что они полностью удалены перед началом сварки алюминия. Вы можете использовать обезжириватель для удаления углеводородов из растворителей и масел для резки. В самом обезжиривателе не должно быть углеводородов.
Как указывалось ранее, температура плавления оксидного слоя намного выше, чем у основного металлического алюминия. По своей природе он действует как изолятор. Для расплавления оксидного слоя необходимы значительно более высокие уровни нагрева, если его не удалить. Создание дуги также может быть проблематичным при наличии оксидного слоя.
Поскольку оксид алюминия плавится при температуре выше 3500 градусов по Фаренгейту, он останется в твердом состоянии, если не будет достаточно тепла. Тогда это станет барьером, препятствующим проникновению сварочного присадочного металла.
Более высокое тепловложение может увеличить риск прожога, что приведет к пористости. Это связано с тем, что оксидный слой имеет тенденцию удерживать влагу.
Храните правильно
Правильное хранение присадочного металла и основного алюминия может помочь уменьшить пористость.
По возможности, вы должны хранить алюминиевые листы в помещении. В случае, если вы должны хранить алюминиевые листы на улице, держите листы вертикально, чтобы вода не накапливалась на поверхности и не образовывала более крупный оксидный слой.То же самое следует сделать и с наполнителями.
Если присадочные материалы или основной алюминий хранятся вне помещения или в помещении с кондиционированием воздуха, принесите их в магазин и дайте им стабилизироваться перед сваркой. Протрите поверхность, чтобы уменьшить образование конденсата из-за разницы температур.
Проверьте расходные материалы
Некоторые проблемы при сварке алюминия методом MIG могут возникать из-за состояния расходных материалов.
Используйте шланги и газовые линии в хорошем состоянии, чтобы свести к минимуму вероятность образования пористости.Убедитесь, что шланговые соединения плотно затянуты, чтобы не было утечки воздуха в линию.
Используйте правые ведущие ролики и вкладыши. Пластиковые вкладыши могут быть лучшим вариантом для сварки алюминия, поскольку латунные или металлические направляющие и стальные вкладыши могут привести к истиранию мягкой алюминиевой проволоки при ее движении вперед. Затем может начать накапливаться стружка, что может вызвать проблемы с кормлением.
Для алюминия предпочтительнее использовать приводные ролики с U-образной канавкой, поскольку другие типы приводных роликов могут создавать искажения в проволоке.
Следите за температурой
Обратитесь к руководству по алюминиевому наполнителю для определения оптимальных значений температуры промежуточного прохода и предварительного нагрева. Неблагоприятные тепловые эффекты, связанные с размером секции, можно устранить путем предварительного нагрева толстых секций перед их сваркой. Для алюминия этот предварительный нагрев должен быть минимальным.
Растрескивания при сварке можно избежать, предварительно нагревая алюминиевую деталь до нужной температуры. Используйте датчик температуры, чтобы убедиться, что температура предварительного нагрева не становится слишком высокой.Температура предварительного нагрева должна быть ниже 230 градусов по Фаренгейту. Сделайте прихваточные швы на концах зоны сварки, чтобы облегчить предварительный нагрев.
Если имеется большая разница в толщине свариваемых алюминиевых профилей, то толстую секцию следует предварительно нагреть, чтобы избежать возможности холодной притирки. Если это все-таки произойдет, попробуйте вкладки для закрывания и закрывания.
Методика нажимной сварки
При сварке алюминия пистолет следует отодвигать от сварочной ванны, а не тянуть.Этот метод сварки приведет к увеличению покрытия защитным газом, уменьшению загрязнения сварных швов и лучшему очищающему эффекту.
Защитный газ
Благодаря своему желаемому профилю проплавления и очищающему действию аргон является предпочтительным защитным газом при сварке алюминия. При сварке алюминиевых сплавов серии 5ххх следует использовать комбинацию гелия и аргона. Содержание гелия не должно превышать 75 процентов. Использование этой смеси гарантирует, что образование оксида магния сведено к минимуму.
Сварочная проволока
Выбирая проволоку для сварочного присадочного материала, убедитесь, что ее температура плавления сопоставима с температурой основного металла заготовки. Вы получите лучшие результаты сварки при меньшей разнице температур плавления. Кормление легче с более толстой проволокой. Диаметр проволоки должен быть около 1/16 дюйма.
Сварка тонкого алюминиевого листа — дело непростое и требует дополнительных мер предосторожности. Вы должны использовать проволоку диаметром 0,035, а также импульсную сварку.Скорость подачи проволоки должна быть в пределах 100 — 300 дюймов в минуту.
Выпуклые — фасонные сварные швы
Кратерное растрескивание является основной причиной большинства отказов при сварке алюминия. Растрескивание является результатом быстрого теплового расширения, которое происходит во время самой сварки, и сжатия, которое происходит во время охлаждения.
Вогнутые кратеры имеют наибольшую вероятность растрескивания, поскольку поверхность кратера может сжиматься и раскалываться при остывании. Поэтому сварщики должны использовать бугорчатую или выпуклую форму, чтобы решить эту проблему.Когда сварной шов остывает, выпуклая форма минимизирует результирующие силы сжатия.
Источник питания
Для сварки алюминия методом MIG в первую очередь следует рассмотреть возможность импульсной сварки или сварки со струйной дугой. Для дуговой сварки со струйным переносом можно использовать аппараты постоянного напряжения или источники постоянного тока. При сварке со струйной дугой небольшая струя расплавленного материала распыляется вдоль дуги к основному металлу из проволоки. Аппараты постоянного тока обеспечивают наилучшие результаты для толстых алюминиевых профилей, для которых требуется сварочный ток выше 350 А.
Импульсная передача может осуществляться от инверторного источника питания. Импульсные функции встроены в новые блоки питания. В этой процедуре (импульсная MIG) одна капля расплавленного присадочного материала проходит через заготовку от электрода во время каждого импульса тока. С помощью этой процедуры можно свести к минимуму разбрызгивание и использовать более высокие скорости движения по сравнению со сваркой с переносом распылением.
С помощью этого процесса сварки алюминия вы также можете лучше контролировать тепловложение и упростить работу в нерабочем состоянии.Операторы также могут использовать более низкие токи подачи и скорости подачи проволоки для сварки алюминиевых листов.
Устройство подачи проволоки
При переходе от сварки MIG стали к сварке MIG алюминия разница в скорости подачи — одно из самых больших изменений, с которыми вы столкнетесь. Из-за механических свойств алюминия могут возникнуть определенные проблемы с подачей, отсутствующие в стальной присадочной проволоке.
Стальнамного прочнее алюминия, поэтому она может выдерживать гораздо большее количество злоупотреблений.Его также легче кормить на большие расстояния. Алюминий, с другой стороны, мягче и более подвержен деформации в результате подачи. Выбор системы подачи для сварки алюминия требует гораздо большей осторожности, чем при сварке стали.
Есть две очень распространенные проблемы, связанные с подачей алюминиевой проволоки. Одна из проблем — неравномерная подача проволоки. Другая проблема — сплавление алюминиевой сварочной проволоки с контактным наконечником сварочного пистолета.
Для наиболее подходящей системы подачи, которая может свести к минимуму эти проблемы, сначала следует проанализировать настройки тормоза.Установочное усилие тормоза должно быть достаточным, чтобы предотвратить свободный ход катушки при остановке сварки. Больше этого быть не должно.
Для подачи алюминиевой проволоки на большие расстояния предпочтительным выбором является метод «тяни-толкай». В этом методе шкаф подачи проволоки защищает алюминиевую проволоку от окружающей среды. Проволока проталкивается и направляется через сопло с постоянной скоростью и силой с помощью двигателя с регулируемой скоростью и постоянным моментом. Сварочная горелка оснащена двигателем с высоким крутящим моментом, который протягивает проволоку с постоянной скоростью.
Новые сварочные системы теперь оснащены электронными тормозными механизмами, которые могут минимизировать нагрузки на алюминиевую проволоку, сохраняя при этом натяжение на пороговом уровне.
Один и тот же механизм подачи проволоки используется в некоторых цехах для подачи как алюминиевой, так и стальной проволоки. В этом случае следует использовать тефлоновые вкладыши, чтобы обеспечить равномерную и плавную подачу алюминиевой проволоки. Чтобы проволока не запуталась, используйте пластиковые входящие трубы и выходные трубы зубильного типа, чтобы проволока получала опору как можно ближе к приводным роликам.Кабель должен быть прямым, чтобы сопротивление подачи проволоки во время сварки было минимальным. Сглаживание алюминиевой стружки можно свести к минимуму, правильно выровняв направляющие трубки и приводные ролики.
Установите правильный уровень натяжения приводного ролика для равномерной подачи проволоки. Чрезмерное натяжение исказит форму проволоки и приведет к грубой подаче. Вы можете ожидать неравномерного кормления при низком натяжении. Чрезмерное или недостаточное натяжение может вызвать пористость сварного шва и неравномерную дугу.
Приводные ролики теперь имеют U-образные контуры с гладкими краями, на которых скошены фаски.Это создает минимальные нагрузки на алюминиевую проволоку, чтобы предотвратить ее деформацию. Аналогичным образом, контактные наконечники теперь специально разрабатываются для сварки алюминия. Внутреннее отверстие должно быть как можно более гладким, а острые кромки и заусенцы, особенно на вершине, устранены.
Сварочный пистолет
Для сварки алюминия необходимо использовать отдельную гильзу пистолета. Износ проволоки можно свести к минимуму, ограничив два конца гильзы, чтобы закончить зазоры между газовым диффузором и гильзой.Частая смена лайнеров может свести к минимуму вероятность проблем с подачей проволоки из-за абразивного слоя оксида алюминия. Контактный наконечник должен быть примерно на 0,015 больше диаметра присадочного металла. Это необходимо, потому что наконечник может расшириться до овальной формы при нагревании, и это может ограничить подачу проволоки. При сварочных токах более 200 А следует использовать горелку с водяным охлаждением, чтобы предотвратить проблемы с подачей проволоки и накопление тепла.
Функция горячего старта
Чтобы решить проблемы с теплопроводностью, сварочное оборудование теперь имеет функцию горячего старта.Пусковой ток обычно выше сварочного тока, используемого в течение большей части процесса сварки. Более тяжелый начальный ток сохраняется в течение заданного периода.
Затем ток падает до нормального значения до конца сварочного процесса. Сильный начальный ток обеспечивает высокое тепловложение, необходимое для преодоления исключительной теплопроводности алюминия. Это снижает вероятность неполного плавления, низкого проплавления и последующих дефектов сварки, связанных с алюминиевыми соединениями.
Подобные сообщения:
Трудности подачи алюминиевой проволоки MIG при сварке
Проблемы с подачей алюминиевой проволоки могут принимать самые разные формы: от скопления птиц и ожогов до неустойчивой дуги. Пять простых шагов помогут свести к минимуму эти проблемы и связанные с ними простои.
От автомобилестроения до судостроения и изготовления трейлеров алюминий продолжает оставаться все более популярным материалом, главным образом благодаря его высокому соотношению прочности к весу и коррозионной стойкости.Материал позволяет этим отраслям изготавливать изделия, которые меньше весят, но способны выдерживать высокие нагрузки. В частности, в автомобильной промышленности алюминий способствует снижению выбросов и экономии топлива в новых автомобилях.
Несмотря на свои преимущества, сварка алюминия может быть сложной задачей. Из-за присущего ему оксида, высокой теплопроводности и высокой скорости охлаждения для получения качественного шва требуются более эффективные методы очистки и несколько иные методы сварки, чем для стали.
Сварочная проволока также представляет потенциальные проблемы, поскольку она намного мягче стальной проволоки и может легко деформироваться или раздавливаться. При газовой дуговой сварке (GMAW) это означает, что вероятность возникновения проблем с подачей проволоки выше. Это особенно верно при сварке проволоками серии 4000, такими как 4043, 4943 и 4047. Эти проволоки обладают преимуществом лучшей смачиваемости и внешнего вида валика, но более склонны к проблемам с подачей внутри гильзы сварочной горелки, поскольку они имеют меньшую столбчатую прочность, чем другие алюминиевые сплавы или стальная проволока.
Пять простых шагов помогут свести к минимуму проблемы с подачей проволоки и связанные с ними простои.
Советы по предотвращению плохой подачи проволоки
Проблемы с подачей алюминиевой проволоки могут принимать самые разные формы — от скопления птиц и ожогов до неустойчивой дуги и т. Д. «Птицы» возникают, когда сварочная проволока запутывается в системе приводных роликов. Ожог — это результат плавления проволоки внутри контактного наконечника.
Использование правильного оборудования и компонентов и правильная настройка вашей системы сварки алюминия — ваши лучшие меры защиты от проблем с подачей проволоки.
1. Используйте правый пистолет. При сварке алюминия лучше всего использовать катушечный или двухтактный пистолет.
Пистолет для катушки вмещает 1 фунт 4 дюйма. катушка сварочной проволоки и хорошо подходит для небольших приложений, которые не требуют частой смены проволоки. Несмотря на то, что эти пистолеты могут использоваться с более длинными кабелями, поскольку катушка установлена на самом пистолете, проволока должна подаваться только на короткое расстояние — обычно от 8 до 10 дюймов. Это помогает минимизировать некоторые проблемы с подачей.
Однако у пистолетов-катушекесть ограничения. Их конструкция может затруднять доступ к труднодоступным местам, и катушки необходимо менять очень часто. Катушка также увеличивает вес пистолета, поэтому сварка может показаться вам тяжелой в течение длительного времени.
Толкающий / толкающий пистолет предназначен для подачи алюминиевой проволоки на большие расстояния — до 50 футов. Электродвигатель в пистолете протягивает проволоку, а вспомогательный двигатель в механизме подачи проволоки проталкивает проволоку через направляющую, что помогает подавать проволоку. плавно, чтобы избежать гнездования птиц.
Всегда поднимайте катушку снизу или за центр.
2. Выберите правые приводные ролики и правильно установите натяжение. Используйте приводные ролики с U-образной канавкой, чтобы избежать раздавливания или деформации алюминиевой сварочной проволоки. Они эффективно подают проволоку, сохраняя ее круглую форму и предотвращая стружку, которая может засорить лайнер.
Регулировка натяжения приводных роликов — это в некоторой степени вопрос практики и ощущений. Убедитесь, что приводные ролики выровнены, и используйте самое низкое давление приводных роликов, обеспечивающее равномерную подачу проволоки.Ключ состоит в том, чтобы избежать слишком большого напряжения на проволоке во всей сварочной системе от устройства подачи до контактного наконечника, что может привести к волнистости проволоки на выходе из контактного наконечника и может привести к неустойчивой дуге. Не менее важно иметь достаточное натяжение, чтобы предотвратить проскальзывание приводных роликов и проволоки.
Неправильное натяжение приводных роликов может привести к различным проблемам, в зависимости от того, подаете ли вы от 1 фунта. катушка проволоки с помощью пистолета для катушки или подача из большого барабана с проволокой с помощью пистолета push / pull.Слишком сильное натяжение обычно приводит к скоплению птиц, поскольку приводные ролики будут пытаться протолкнуть проволоку к контактному наконечнику, даже если есть препятствие, вместо того, чтобы позволить им соскользнуть. Если вы выполняете сварку из большого барабана с проволокой, слишком сильное натяжение приводного ролика может также препятствовать плавному вращению проволоки на выходе из барабана, что может привести к запутыванию в барабане.
3. Выберите качественный провод и правильно установите натяжение тормоза катушки. Качество алюминиевой проволоки, которую вы покупаете и используете, может повлиять на ее подачу.Ищите высококачественную проволоку с гладкой поверхностью, равномерной литой и спиралью, которая помогает ей подавать более плавно. Проволока более низкого качества потенциально может выходить из контактного наконечника волнообразным движением, что приводит к неустойчивой дуге.
При настройке механизма подачи проволоки обязательно установите натяжение тормоза — величину натяжения катушки с проволокой — соответственно. Катушка должна иметь достаточное натяжение, чтобы предотвратить ее чрезмерное наматывание при прекращении сварки, но не настолько, чтобы катушка не могла легко вращаться.
4. Используйте контактные наконечники, вкладыши и направляющие.
Разработано для алюминиевой проволоки. Производители расходных материалов предлагают специальные алюминиевые контактные наконечники с гладкими отверстиями, которые немного больше для данного диаметра проволоки, чем наконечники для стальной проволоки. Алюминиевая проволока имеет более высокий коэффициент расширения по сравнению со стальной, поэтому больший внутренний диаметр (ID) учитывает увеличение диаметра алюминиевой проволоки при ее нагревании. Это помогает предотвратить ожоги.
Нейлоновые или тефлоновые футеровки рекомендуются для сварки алюминия, поскольку они имеют очень низкий коэффициент трения и предотвращают стружку мягкой проволоки, которая может вызвать засорение.Засоренная футеровка может привести к скоплению птиц и преждевременному износу контактного наконечника, и обе проблемы увеличивают время простоя и требуют больших затрат для устранения.
Аналогичным образом используйте неметаллические входные и промежуточные направляющие для предотвращения стружки алюминиевой проволоки.
5. Соблюдайте надлежащие методы обращения. Важно правильно обращаться с катушкой с проволокой. Всегда поднимайте катушку снизу или по центру. Никогда не поднимайте катушку таким образом, чтобы фланцы могли отклоняться от проволоки, так как это может повредить точно намотанные слои проволоки.Следите за тем, чтобы не нарушить способ намотки проволоки на катушку, не уронив ее или не регулируя иным образом.
Алюминиевые катушки с проволокой намотаны ровным слоем для обеспечения равномерной подачи проволоки. Любые изгибы катушки или фланцев могут привести к заеданию или зависанию проволоки, что может привести к проблемам с подачей во время сварки.
Как всегда, надежный производитель сварочного оборудования или присадочного металла или дистрибьютор сварочного оборудования может стать ценным ресурсом, который поможет вам решить ваши потребности или вопросы по сварке алюминия.
Подача алюминиевой проволоки методом толкания или тяги
По сравнению со сваркой TIG, сварка MIG предлагает несколько преимуществ при сварке алюминия. Он быстрее, имеет более высокую производительность наплавки и требует меньшего обучения оператора. Однако у этого есть свои проблемы, одна из которых — лучший способ подачи алюминиевой проволоки. Алюминий имеет низкую столбчатую прочность, и подача его через пистолет MIG сравнивается с проталкиванием влажной лапши через соломинку. Чтобы решить эту проблему, есть несколько вариантов, включая системы толкания, катушки-пистолеты и системы толкания-толкания.Выбор подходящего будет зависеть от ваших конкретных потребностей.
Во-первых, алюминий в качестве присадочного металла имеет те же проблемы окисления, что и весь алюминий, и его необходимо правильно хранить для оптимального использования. Оставление алюминиевой проволоки на воздухе на полке или на сварочном аппарате приведет к окислению, которое увеличивает сопротивление, может образовывать сажу и может изменить способность проволоки плавно подавать. Перед заменой контактных наконечников или проверкой защитного газа для устранения проблем с подачей убедитесь, что проблема не в окисленной проволоке.
ПРОВОДКА ПРОВОДА
В стандартной горелке MIG проволока проталкивается от приводного двигателя сварочного аппарата или механизма подачи проволоки через кабель горелки. Однако в случае алюминиевой проволоки любое сопротивление проталкиванию проволоки, например изгиб кабеля горелки, может привести к «птичьему гнезду» или запутыванию проволоки между приводным роликом и вкладышем. Это распространенная, трудоемкая и дорогостоящая проблема. Чтобы очистить его, оператор должен остановить сварку, разрезать проволоку, выбросить проволоку из пистолета и снова пропустить новую проволоку через лайнер.Часто, если проволока перестает подавать, проволока может вернуться к кончику пистолета. Эти «ожоги» требуют, чтобы сварщик очистил или заменил наконечник, прежде чем продолжить.
Возможность успешного использования толкающей системы прямо пропорциональна толщине проволоки. Для более тонких алюминиевых проводов (0,030 дюйма) проталкивание проволоки не очень надежно. Столбчатая прочность невелика, и любое сопротивление, скорее всего, приведет к скручиванию проволоки. Чтобы улучшить производительность подачи алюминиевой проволоки с помощью этой системы, вам следует использовать приводные ролики с U-образной канавкой для большего контакта поверхности с проволокой, тефлоновый вкладыш для уменьшения сопротивления, удерживать кабель горелки прямым и без изгибов и поддерживать соответствующий приводной ролик. давление.Более толстая проволока, например 1/16 дюйма, может постоянно подаваться в системе толкательной подачи.
ПИСТОЛЕТЫ
Многие производители (особенно на рынке лодок и прицепов), специалисты по техническому обслуживанию и домашние мастера выбирают пистолеты для катушек для сварки алюминия. Пистолет для катушек имеет катушку диаметром 4 дюйма (1 фунт) и устраняет птичье гнездо и другие проблемы, связанные с проталкиванием тонкой алюминиевой проволоки через кабель. Пистолеты для катушек могут работать с алюминиевой проволокой диаметром от 0,023 до 1/16 дюйма и позволяют оператору использовать более длинные кабели (от 15 до 50 футов).
Успешная система проталкивания работает прямо пропорционально толщине проволоки. Для тонкой алюминиевой проволоки 0,030 мм толкание проволоки ненадежно, поскольку сопротивление заставляет проволоку сжиматься. Чтобы улучшить подачу алюминиевой проволоки, используйте приводные ролики с U-образной канавкой для большего поверхностного контакта с проволокой, тефлоновый вкладыш для меньшего сопротивления, держите кабель горелки прямым и без изгибов и поддерживайте соответствующее давление ведущего ролика.
Катушечный пистолет с функцией прямого подключения позволяет довольно быстро переключаться между стальными и алюминиевыми установками.Однако обратите внимание, что катушечный пистолет должен заменять рулон после использования каждого фунта проволоки, тогда как система толкания или тяги-толкания может удерживать катушки 8 или 15 фунтов. Если вы используете несколько фунтов алюминия в день, несколько минут, необходимых для смены катушек, могут сложиться. Кроме того, если вы будете заниматься сваркой в течение длительного времени, удержание в руке алюминиевой катушки весом 1 фунт может стать проблемой. Для тяжелых условий производства пистолеты push-pull могут быть лучшим выбором.
ПИСТОЛЕТЫ
Пушпульный пистолет имеет один двигатель в пистолете, который протягивает проволоку через лайнер, и использует двигатель сварочного аппарата или управления подающим устройством для проталкивания.Эта система поддерживает постоянное натяжение проволоки для обеспечения плавной подачи и предотвращения гнездования птиц.
Поскольку наиболее часто используемые алюминиевые проволоки серий 4000 и 5000 имеют разные механические свойства (серия 4000 мягче, серия 5000 тверже и абразивнее), они требуют разных настроек натяжения. Хотя некоторые сварщики считают, что чем больше, тем лучше, и добавляют как можно больше натяжения, слишком большое натяжение может деформировать проволоку, образовать металлическую стружку и привести к проблемам с подачей.Тем не менее, некоторые пистолеты push-pull имеют настройки натяжения для каждой серии, чтобы избежать догадок.
ПистолетыPush-Pull более эргономичны, чем пистолеты с катушкой, поскольку вес катушки не в руках оператора. Для производителей алюминия в больших объемах это может быть главным соображением. Кроме того, катушку необходимо менять реже, чем на пистолете для катушек, что позволяет приобретать катушки большего размера.
Один сварочный распределитель, выбранный наугад, перечисляет катушку диаметром 1 фунт.035 в алюминиевом проводе 5356 по цене 5,42 доллара. Рулон на 16 фунтов стоит 73,92 доллара (4,62 доллара за фунт), что дает разницу в 0,80 доллара за фунт или 12,80 доллара за 16 фунтов. с одной заменой на большую катушку. За 5 минут для замены катушки это 75 минут дополнительного времени на каждые 16 фунтов присадочной проволоки. Для использования в больших объемах система push-pull имеет финансовый смысл.
Крис Рол — менеджер по продукции в Miller Electric Manufacturing Co., 1635 W. Spencer Street, P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com .
Сварочная проволока для алюминия Mig (GMAW)
Посетите http://www.esabna.com/ для получения дополнительной информации о наших продуктах.
Сварочная проволока для алюминия Mig (GMAW)
| AlcoTec производит алюминиевую сварочную проволоку MIG из более чем двадцати различных сплавов и упаковок различных размеров. Доступны как специальные товары, так и отраслевые стандарты. AlcoTec с гордостью заявляет: «Если вы не можете получить его от AlcoTec, вы, вероятно, не сможете его получить». AlcoTec предлагает продукты высочайшего качества, разнообразие продуктов, наличие продуктов, конкурентоспособные цены и техническую помощь. | АлюмаПак |
| Промышленность | Недвижимость | Применимо Технические характеристики | |
|---|---|---|---|
| 1100 Сплав | | Высокая чистота | ANSI / AWS A5.10 (ER&R) ASTM B316 QQ-A-430 |
| 4043 Сплав | Автомобильная промышленность Аэрокосмическая промышленность Отдых Контейнеры | Температура плавления. и текучесть | ANSI / AWS A5.10 (ER&R) AMS 4190 |
| 4047 Сплав | Автомобильная промышленность | Температура плавления. и текучесть | ANSI / AWS A5.10 (ER&R) AMS 4185 |
| 5183 Сплав | Судостроение Отдых Транспорт Контейнеры | Деформационное упрочнение | ANSI / AWS A5.10 (ER&R) |
| 5356 Сплав | Автомобилестроение Аэрокосмическая промышленность Судостроение Оборона Отдых Транспорт Контейнеры | Деформационное упрочнение | ANSI / AWS A5.10 (ER&R) |
| 5554 Сплав | Автомобилестроение Судостроение Транспорт | | ANSI / AWS A5.10 (ER&R) |
| 5556 Сплав | Контейнеры | Деформационное упрочнение | ANSI / AWS A5.10 (ER&R) |
| 5654 Сплав | Контейнеры | | ANSI / AWS A5.10 (ER&R) |