как просушить в домашних условиях? – Расходники и комплектующие на Svarka.guru
Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг;
- дуга постоянно тухнет;
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:- легко переносится и всегда под рукой;
- при транспортировке на любые расстояния электроды остаются сухими;
- подогрев от сети и сварочника до 110⁰C и выше;
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
[stextbox id=’info’]Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».[/stextbox]
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:- корпус;
- камера;
- нагревательный элемент;
- электроизоляция;
- теплоизоляция;
- передняя крышка для загрузки камеры;
- задняя крышка и блок управления нагревом;
- провода.


Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
[stextbox id=’warning’]Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.[/stextbox]
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.

- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
[stextbox id=’warning’]В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.[/stextbox]
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась
. Количество воздуха должно быть небольшим с минимальным содержанием влаги.Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов
. Подключается к сети 220В и сварочному аппарату.Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ПЭ6-/150
Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
ТП10/150
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
зачем нужна, модели, самостоятельное изготовление
Прокалочная печь для электродов представляет собой электрический нагревательный прибор. Они бывают как заводского производства, так и изготовленные своими руками.
Питание таких устройств осуществляется от обычной электросети переменного тока в 220 вольт, либо от трехфазной сети в 380 вольт. Альтернативными бытовыми способами сушки электродов в небольших количествах для сварочных работ являются использование духового шкафа и мощного строительного фена.
Сам процесс электросварки осуществляется с применением специальных электродов. Это расходный материал, который имеет свойство впитывать влагу из воздуха и отсыревать, после он теряет свои рабочие свойства. Именно по этой причине сварочные электроды нуждаются в подсушке, а также прокалке.
Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
- Электрические печи стационарные (обычные). Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.
- Электрические печи стационарные (программируемые). Программируемая печь снабжена еще блоком электроники для поддержания нужного температурного режима в течение всего времени обработки электродов.
- Электрические переносные печи-пеналы. Электрические переносные печи-пеналы используются при строительных работах. Они работают от электрической сети, снабжены специальной ручкой для переноски и компактны. Такое устройство легко можно подключить к переносному удлинителю непосредственно на месте проведения сварочных строительно-монтажных работ и провести сушку или прокаливание электродов перед процессом сварки.
- Пеналы переносные термосного типа. Термосные пеналы не имеют подключения к электрической сети. Они способны автономно удерживать высокую температуру у предварительно нагретых электродов в течение нескольких часов. Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную.
- Самодельные электропечи. О них будет речь чуть ниже.


Как работает такая печь?
При подаче электрической энергии на термоэлектрический элемент, происходит его нагревание. Тепло передается на внутреннюю камеру печки, в которой происходит обработка электродов, они равномерным слоем раскладываются на специальных решетках.
В программируемых моделях печей есть таймер, который автоматически выключает нагревательную установку через заданный временной промежуток.
Также, такие модели позволяют плавно набирать и снижать температуру, без резких скачков, что может привести к разрушению обмазочного слоя на электроде.
Время и температура, необходимая для прокалки, обычно указываются производителем на упаковке с электродами. Обычно она занимает около 2-х часов. После хранения электродов на складе в течение более 3-х месяцев они подлежат обязательной прокалке. То же самое нужно производить и при открытом хранении их на рабочем месте более пяти календарных суток.
к содержанию ↑Как сделать своими руками?
Простейшую печь для прокалки электродов своими руками изготовить довольно просто. Ниже приведен порядок сборки стационарной электродной печки.
Ниже приведен порядок сборки стационарной электродной печки.
Расходные материалы
Для изготовления подобной печки понадобятся:
- Металлический профиль для каркаса.
- Стекломагниевый лист.
- Оцинкованная листовая сталь.
- Зеркальная нержавеющая сталь.
- Термостойкий герметик.
- Минеральная вата для термоизоляции корпуса печи.
- Стальной пруток для изготовления решеток.
- Металлические уголки для направляющих решеток.
- Силиконовый уплотнитель для дверцы установки.
- Термонагревательный элемент, термодатчик.
- Крепежные детали (саморезы или болты).
- Болгарка (углошлифовальная машина).
- Дрель или шуруповерт.
- Сварочный аппарат.
- Разметочный и измерительный инструмент.
Размеры и чертеж
к содержанию ↑Пошаговая инструкция по изготовлению
- Из трубы или проф. уголка делаем каркас. Для этого пригодится сварочный аппарат.
- Производится обшивка каркаса оцинкованной сталью (по всему периметру), внутри конструкции – стекломагниевым листом.
- Все стыки обрабатываются термостойким герметиком.
- Заполняем внутреннее пространство минеральной ватой для термоизоляции рабочей камеры.
- Далее, стекломагниевый лист покрываем зеркальной нержавеющей сталью.
- Вырезается дверца, она также герметизируется и по ее периметру приклеивается уплотнитель из силикона. К дверце прикручиваются с помощью саморезов петли и ручка.
- Внутри рабочей камеры с помощью саморезов устанавливаются направляющие решеток. Сами решетки свариваются из стального прутка.
- Устанавливаем ТЭН или нихромовую спираль внутрь печи и температурного датчика на внешнюю панель агрегата.
- Прикручиваем к корпусу печи дверцы (на саморезы).
- На этом шаге осуществляем проверку и пробный запуск конструкции.

Также, подобные печки можно также изготовить, используя в качестве материала внешнего корпуса отрезок металлической трубы большого диаметра или старый газовый баллон.
Готовые модели
к содержанию ↑Как пользоваться такой печкой?
Следует различать процесс сушки и прокаливания:
- Сушка нужна для удаления лишней влаги, поступающей в электроды из окружающего воздуха. Она допускает использование невысоких температурных режимов, ее цель просто удалить влагу из обмазки. По окончании процесса просушки, процент влажности внутри обмазки электрода должен составлять не более 0.7%.
- Прокалка – это процесс полного удаления влаги при температурах до 200 – 250 градусов Цельсия. Прокаливать электроды допускается не более трех раз, затем обмазка на них начинает крошиться и рассыпается. Подобные расходные материалы отбраковываются и подлежат утилизации, проводить сварочные работы с ними нельзя.
При работе с электродной сушильной печью надо соблюдать основные правила техники безопасности:
- Корпус устройства должен быть заземлен или занулен.
- Перед началом работы следует убедиться, что заземляющий провод надежно присоединен к электропечке.
- Во время процесса сушки или прокалки электродов запрещается прикасаться к работающей установке руками.
- Следует помнить, что устанавливать подобное термическое электрооборудование нужно не ближе, чем в 10 сантиметрах от стены.

Обязательно храните электроды в специальным контейнерах:
к содержанию ↑Вывод
Печь для прокалки электродов – это приспособление, необходимое любому сварщику. Его можно изготовить как самостоятельно, так и приобрести готовую модель. Ввиду низкой стоимости заводских печек подобного типа, самостоятельное изготовление имеет малую актуальность и востребованность таких кустарных установок.
Термопенал для электродов: как просушить в домашних условиях?
Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.
Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг,
- дуга постоянно тухнет,
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
- легко переносится и всегда под рукой,
- при транспортировке на любые расстояния электроды остаются сухими,
- подогрев от сети и сварочника до 110⁰C и выше,
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Конструкция и функционал
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов,
- размеры устройства,
- мощность,
- температура нагрева и наличие терморегулятора,
- вес при полной загрузке,
- источники питания,
- наличие удобной ручки для транспортировки.
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В,
- промышленный трехфазный 380В,
- постоянный от сварочного аппарата,
- комбинированное подключение.

Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.
Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов. Подключается к сети 220В и сварочному аппарату.
Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ПЭ6-/150
Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
Легко переносится с места на место.
ТП10/150
Профессиональное оборудование с приспособлениями для автоматического поддержания и регулировки температуры. Используется в основном на производстве со стационарными сварочными постами. При весе Термопенала 9 кг, в него можно загрузить электродов до 10 кг.
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
Загрузка…Сушка и прокалка электродов для ручной сварки
Если вы сварщик, то обязательно время от времени сталкиваетесь с проблемой залипания и трудностями с поджигом, когда электрод трещит, а дугу удается поджечь с 10-того раза. Всегда причина этого неприятного явления, препятствующего добросовестному выполнению сварочных работ, — это сырость. В цехе, гараже, мастерской приходится сталкиваться с влажным холодным воздухом. От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.
От этого негативного фактора никуда не денешься – электроды перестают быть работоспособными.
Конечно, так или иначе, с помощью «красного словца» поджечь вы сможете любые электроды, даже сильно «насосавшие» влагу. Это при условии, что с них не скололась обмазка, а ваш инвертор имеет легкий старт. Качество шва будет неудовлетворительным, сварочная ванна получится «вспененная» из-за обильного наводораживания – сырость сильно влияет на развитие этого процесса. Но если работа не ответственная, выполняется для того, чтобы «лишь бы держалось», подойдут и влажные. Если же нужно получить герметичное соединение, которое будет работать под давлением, обязательно требуется прокалка электродов. Причем, сильно мокрые электроды нельзя сразу помещать на слишком высокую температуру, вода внутри просто закипит: проявится известковый налет и пузырьки от кипения. Пару часов подержите их при температуре ниже 100 градусов, потом можете ее повысить. Охлаждение производят вместе с печью. Не стоит вынимать и резко охлаждать электроды на воздухе.
В домашних условиях сушку зимой можно проводить на горячем радиаторе. Оставьте электродные прутки на батарее на пару дней — и этого вполне будет достаточно для бытовой сварки. Так же для прокаливания можно воспользоваться самой обычной кухонной духовкой.
На приличном же объекте, где к сварочному процессу подходят серьезно и ответственно, устанавливают специальные электрическую печи для сушки. Есть производства, где без предварительного прокаливания нельзя получить допуск к работе. В печке, с рабочим интервалом температур от 100 до 400 градусов, можно провести эффективную сушку или прокаливание на более высокой температуре.
Прокаливанием тоже увлекаться не стоит (более двух раз). Старайтесь закладывать в печь столько, сколько рассчитываете сжечь за один заход. Для хранения используйте сухие места и герметичные упаковки. Помните, если из-за нарушения условий хранения из электродов течет вода, после прокалки ждать хорошего шва уже не стоит
Для личных нужд можете пользоваться батареей или духовкой, но если по -нормальному и без самодеятельности, в гараже не обойтись без электрического пенала. Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
Стоит он дешевле, чем электрошкаф, удобен и занимает мало места. Так же он мобилен, его можно легко переносить в любое место. В термопенале электроды будут храниться при 100-150 градусов, он надежно защитит их от негативного влияния окружающей среды, и будет всегда под рукой
Термопенал для электродов 220в. Влажность не помеха
При проведении сварочных работ зачастую возникает необходимость в перемещении инструмента с одного места на другое. При этом существует вероятность попадания сварочных электродов под негативное воздействие высокого уровня влажности (например, дождь или снег). В подобной ситуации использование термопенала полностью исключает риск намокания электродов либо помогает их достаточно оперативно высушить.
Применение и эксплуатация
Главное предназначение термопеналов – это обеспечение сохранности предварительно прокалённых электродов в передвижных или стационарных условиях с относительной влажностью воздуха не выше 80% и автоматическое поддержание уровня температуры для подогрева.
Термопенал для электродов осуществляет две основные функции:
- создание определённого уровня температуры, при которой следует содержать и хранить электроды для поддержания их технических свойств;
- прогревание электродов.
При этом необходимо учитывать, что закалку электродов не целесообразно проводить более трёх раз. Поскольку это может привести к истощению структуры электродов, влияющей впоследствии на качество работы, и делает электрод более хрупким.
На рынке можно встретить различные модификации моделей термопеналов. Обозначаются они аббревиатурой «ТП» и набором цифр, которые показывают максимальную массу загружаемых в термопенал электродов и максимальную температуру, достигаемую в рабочем пространстве устройства.
Так, модели «ТП-5/150», «ТП – 8/130» или «ТП – 10/150» используются при подогревании или хранении сварочных электродов. Применяются в целях дуговой ручной сварки непосредственно на рабочем месте сварщика. Первый и последний тип термопенала подключаются к вторичной цепи и чаще всего работают от напряжения сети электропитания. «ТП – 8/130» может иметь 2 отделения для дальнейшего хранения электродов: для сварки основного шва и подварки корня шва.
«ТП – 8/130» может иметь 2 отделения для дальнейшего хранения электродов: для сварки основного шва и подварки корня шва.
В процессе эксплуатации по мере необходимости следует периодически проводить внутреннюю и наружную чистку термопенала от грязи и пыли для увеличения срока его эксплуатации.
Конструктивные особенности термопеналов
Вся цельная конструкция термопенала выполняется в форме небольшого ящика с дверцей и задней крышкой (2). Оснащается оборудование опорной ручкой (4) для переноски и трехжильным шнуром питания для подключения к электросети. Ручка-опора (8) выполняется в форме скобы и служит для установки в комфортное для работы местоположение и возможности переноски пенала.
Внутри корпусной части (1) оборудования размещается специальное термоустройство, выполняющее функцию поддержания температуры и термоограничитель. Сам принцип работы термопенала базируется на работе термоса: сохранение определённой температуры за счёт работы термостата (трубчатый электронагреватель – ТЭН) (9). Основное отличие заключается в возможности устройства не только сохранять тепло, но и работать по принципу активного нагрева.
Основное отличие заключается в возможности устройства не только сохранять тепло, но и работать по принципу активного нагрева.
Внутренняя камера (5) с размещённым термостатом для достижения наибольшего рабочего эффекта обязательно покрывается слоем термоизоляции. Термоизоляционная оболочка (6) состоит из минеральной ваты и металлического кожуха. Загрузка электродов производится через дверку с теплоизоляцией, а сами электроды могут располагаться внутри термопенала на специализированных съёмных полках (7). По необходимости их можно вынуть, предварительно разогнув скобы, которые используются для её крепления. При включении, в камере термопенала образуется горячий воздух, за счёт которого происходит быстрый процесс сушки сварочных электродов.
На боковой стороне пенала находиться сигнальная лампа, показывающая подключение устройства к сети.
Термопенал может иметь два типа крышек: одна плотно прикрепляется к корпусу, а вторая имеет поворотную систему (3). Конструкция устройства также предполагает дополнительное разделение на отделы для хранения различных видов электродов.
Термопеналы при работе могут подключаться, как к стандартной сети в 220 В, так и к вторичной цепи сварочного аппарата от 30 до 65 В с помощью трехжильного кабеля и заземляться на его зажим.
Схема подключения может выглядеть следующим образом:
Где, 1 – сварочная машина, 2 – конструкция термопенала, 3 – электрод, 4 – элемент сваривания.
Характеристики термопеналов для сушки электродов
Самыми важными техническими характеристиками термопеналов считаются:
- вес – в большинстве своём термопеналы не обладают большими формами и в зависимости от типа модели могут варьироваться в разных пределах.
- Средний вес термопеналов может достигать 3 кг;
- количественная загрузка электродов;
- производительная возможность;
- тип подключения;
- температура, достигаемая в камере.
Средние значения указанных параметров приведены в таблице:
| Технический параметр | Значение |
| Напряжение | 35-60 В, или 220 В |
| Мощность | 0,2; 0,3; 0,6 кВт/ч |
| Максимальная температура в рабочем пространстве | От 130 до 150 градусов |
| Общая масса инструмента | От 3,2 до 9 кг |
| Масса загружаемых электродов | От 5 до 10 кг |
| Срок службы | 10 лет |
| Ширина устройства | От 120 до 190 мм |
| Длина, включая ручку | От 590 до 615 мм |
| Высота инструмента | От 110 до 230 мм |
| Размеры рабочего пространства | 80х480х80, 125х480х125 |
Правила работы
При работе с термопеналом следует:
- Установить ручку и ножки на термопенал.
- В зависимости от модификации подключить к стандартной розетке с током, оснащённой заземляющим контактом либо ко вторичной цепи аппарата для сварки.
- При использовании термопенала за пределами помещения следует позаботиться о защите его от воздействия атмосферных осадков.
- Загрузить электроды в пенал. Проводить загрузку необходимо равномерно, распределив электроды по внутренней камере. Электроды должны быть предварительно просушены.
- Общий вес закладываемых электродов определяется в зависимости от модели термопенала.
- Устройство плотно закрывается крышкой во избежание потери температуры во время работы пенала.
- После завершения работы осуществить разгрузку электродов, используя специальные рукавицы, исключая при этом возникновение ударов и толчков.
- После использования термопенала необходимо правильно организовать его хранения. Оптимальными условиями станет температура не выше 40 и не ниже 45 градусов и влажность воздуха не выше 80%.
- При выходе из строя термонагревателя пенал может продолжать служить по своему назначению в качестве термоса.


Процедура просушивания (дегидратации) электродов — как и зачем выполняется
Главная / Электроды
Назад
Время на чтение: 2 мин
0
55
Электрод – это металлический стержень, покрытый специальной пористой смесью. Которая при взаимодействии с внешней средой напитывается водой делая электроды не пригодными для работы.
Для сбережения функций стержни пакуют в вакуумные упаковки. Однако, после вскрытия вода проникает в напыление и через некоторое время становиться понятным, что электроды отсырели.
Начинаем интересоваться, можно ли просушить стержни своими руками, чтобы вновь ими воспользоваться. Предварительно нужно пополнить знания о правильности высушивания электродов.
Предварительно нужно пополнить знания о правильности высушивания электродов.
Ниже мы распишем, что собой представляет прокалка (просушка) сварочных стержней и какие виды дегидратации следует применять.
- Прокалка сварочных стержней
- Агрегаты для прокаливания
- Принцип дегидратации
- Просушка своими руками
- Просушка УОНИ13/55
- Подытожим
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.

Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий.
 Повреждение или скол покрытия ухудшают сварочные свойства.
Повреждение или скол покрытия ухудшают сварочные свойства.Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.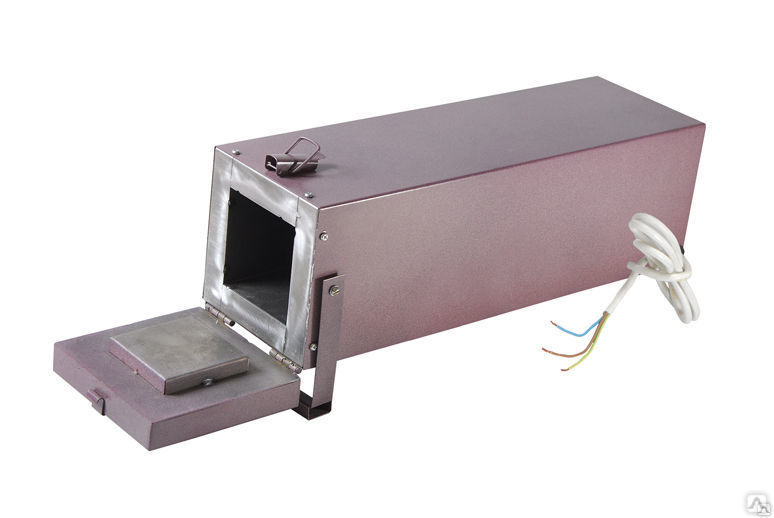
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Просушка УОНИ13/55
Стержни УОНИ13/55 незаменимы при сваривании ответственных элементов и конструкций. Они наиболее нужные и популярны. Прокалить (просушить) сварочные стержни УОНИ13/55 нужно перед использованием.
Тем самым вы создадите стабильное горение дуги и высокое качество шва. Вводные параметры для осушения: 250-300 градусов Цельсия, время – 1 час. Лучшего результат можно достичь производя такую процедуру в электропечах в спецтаре.
Прокалка электродов уони
печь для прокалки электродов
Наиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
Когда производится сушка
Если электроды хранились на складе более 3-х месяцев, их нужно подвергнуть просушке, даже если при визуальном осмотре не обнаружено явных признаков повышенной влажности. Также поступают с электродами, которые пролежали более пяти дней без герметичной упаковки. Их технические характеристики ухудшаются, создавая неравномерную дугу и неправильный прогрев металла, как следствие получается некачественный шов. Поэтому, для электродов существуют четкие правила хранения, а также параметры прокаливания и сушки в шкафу, печи или пенале.
Сырые электроды приводят к дефектам сварного шва:
- происходит образование пор;
- возможно возникновение свищей;
- образуются трещины;
- происходит частое залипание электрода.
Если сварочный шов получается некачественный, возникли проблемы с прилипанием электрода или зажиганием дуги, то в первую очередь необходимо просушить электроды. Это даст не только качественный шов, но и уменьшает расход электродов. Не всегда получается хранить электроды в идеальных для этого условиях. На больших строительных объектах или предприятиях они закупаются крупными партиями и сберегаются достаточно продолжительное время. В домашних условиях электроды также портятся из-за длительного хранения в гараже, подвале или на даче.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.
- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.
Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Прокалить или просушить — в чем разница
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания — удаление влаги. Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.
Таким образом, в некоторых случаях можно применять «народные» средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением. Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
- Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.

Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Фото из
Сооружение металлического каркаса теплицы
Сборка арматурной сетки для фундамента
Изготовление больших и малых ограждений
Устройство лестниц и входных групп
как выбрать, технические характеристики, правила использования
Главное условие специфических свойств электродов – это правильное их хранение. Получите ли вы качественные швы в результате и сколько времени прослужат вам электроды – все это зависит именно от верного сбережения.
Но случается, что влажность превышает допустимые нормы в электродах, из-за нарушения законов хранения. Иногда соблюдая все правила: и температурный режим и уровень влаги, некоторые марки теряют свои особенные качества.
И как поступить в данном случае? Здесь и пригодиться печь для прокалки электродов. Что бы вернуть все заводские характеристики, как нельзя, кстати придется апарат для прокалывания. Плюс, он замечательно подойдет как место для долгосрочного сбережения.
Что бы вернуть все заводские характеристики, как нельзя, кстати придется апарат для прокалывания. Плюс, он замечательно подойдет как место для долгосрочного сбережения.
И отличной особенностью будет, то что такой уникальный контейнер будет постоянно поддерживать необходимую температуру. Всю необходимую информацию для выбора, эксплуатации модели для просушивания электродов вы сможете найти в этой статье.
Содержание статьиПоказать
Как не ошибиться при выборе?
Переносные и стационарные – это два вида печей для прокалки электродов. Нечто похожее на огромный шкаф для сушки электродов – это стационарные печи. Они необходимы на больших предприятиях. Для личного пользования не подойдут.
Нечто похожее на огромный шкаф для сушки электродов – это стационарные печи. Они необходимы на больших предприятиях. Для личного пользования не подойдут.
И для гаража его габариты будут не практичны. Но есть другой вариант — это переносные печи. Другое его название «термопенал». Удобную ручку и небольшой размер — главные его преимущества.
Функции подобных печей очень разнообразны. Есть модели, которые специализируются только на сушке. Есть многофункциональные варианты: сушки совместно с прокалкой. Выбор можно сделать опираясь на собственные потребности.
Внешние и внутрение характкристики похожи у разных производителей. Зачастую печь похожа на стеллаж или небольшой шкаф с множеством выдвигающихся полок, в которые загружают стержни для сушки или прокалки.
Кроме датчика ручного контроля температуры, у каждой печи есть еще одна особенность – специальный материал на стенках камеры, который изолирует ее и не дает уходить теплу за пределы. Обратите внимание на различия.
Первое, на что стоит сделать акцент – это объём камеры для прокалки. Он измеряется килограммами. Покупая аппарат для домашнего пользования, остановитесь на варианте с небольшой вместительностью.
Далее посмотрим на функциональные возможности нагрева. Чем более мощную печь Вы выберете, тем большими температурами Вы можете располагать. Для использования на дому, достаточно печи с минимальной мощностью прокалки.
Также если Вы остановитесь на переносной модели, то обратите Ваше внимание, что в ней будет отсутствовать функция прокалывания. Учитывая небольшой размер камеры остается только сушка.
Правила эксплуатации
Модель играет важную роль при использовании печи для прокалки. Прежде всего ознакомьтесь с инструкцией по роботе с аппаратом. Потому что каждый производитель включает новые функции.
Также необходимо уточнить информацию для каждой марки электродов отдельно: сколько времени и при кокой температуре необходимо проводить сушку.
Ниже предоставлен обзор на модель ПСПЭ 10 400. Данная сушка электродов работает от стандартной сети в 220V. В обзоре Вы увидите главные ее функции. Дальше посмотрите на модели 20 400 и 40 400. Это похожая по характеристикам, достойная модель ЭПСЭ.
Подводим итоги
Специфика роботы плюс индивидуальные требование – это то, на что стоит обратить внимание при покупке печи или термопенала для прокаливания. Ведь не только температурные возможности и объём играют ключевую роль.+%D0%BB%D0%BE%D1%82+%D1%82%D0%B0%D0%B9%D0%BC%D0%B5%D1%80%20(5-%D0%BF%D0%B0%D1%81%D0%BF%D0%BE%D1%80%D1%82).jpg)
Например, при частой транспортировке Вы можете так и не почувствовать всю мощь габаритной печи, так как тяжесть, неудобства при перемещении внесут свою лепту.
Поделитесь в комментариях личным опытом:
- Используете ли Вы апарат для прокалывание электродов?
- Какая модель для Вас самая удачная?
- А что бы хотели изменить?
Делитесь собственным опытом, он очень важен для начинающих сварщиков. Успехов Вам в начинаниях!
Сварочный стержень DIY | Марка:
В Maker ether есть множество статей и инструкций для самодельных сварщиков, от сверхпростых, глупых и чрезвычайно эффективных (три автомобильные батареи, соединенные последовательно) до высокотехнологичных и модных (аппараты TIG). от микроволновых битов, кислородно-водородных горелок от разветвленной воды и сантехники). Имея всю имеющуюся информацию, можно с уверенностью сказать, что опытные производители будут искусно плавить металл, даже если в сварочной отрасли постигнет странно конкретная, исключительно жестокая катастрофа. Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Если цивилизация и цепочки поставок рухнут, заборы от зомби все равно будут построены, а Громовой купол будет прочным и сделанным из стали.
Однако все сварщики, которых я видел своими руками, предполагают, что у вас есть доступ к сварочному стержню. Для менее осведомленных о сварке (посмотрите, что я там сделал?) Хороший прочный сварной шов включает в себя нечто большее, чем плавление и сплавление металлов — зона сварки должна быть свободна от кислорода, иначе нормальное окисление металлов приводит к ржавчине, патинам и т. Д. и обесцвечивание происходит с головокружительно быстрой скоростью, ускоряемой, как и многие химические реакции, высокой температурой.Это не только эстетическая проблема — окисление происходит внутри сварного шва, поэтому вместо прочной металлической связи вы получаете хрупкую пену. Удаление кислорода обычно достигается за счет заполнения зоны сварного шва инертным газом — регулируемым сжатым газом из отдельного резервуара в случае сварки MIG и TIG, газом, создаваемым из испаряющегося флюса при кислородно-топливной, стержневой сварке и сварке с сердечником из флюса. Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно достать везде. Пока ты не сможешь.
Стандартный пруток для дуговой сварки с покрытием — это обычное дело сварки, используемое для сохранения единства мира. Они повсеместны.Их можно достать везде. Пока ты не сможешь.
Даже самый лучший сварочный аппарат своими руками бесполезен без сварочного стержня. Я провел кучу исследований, гуглил и просматривал все более отрывочные форумы, начиная от обычных DIY и заканчивая сверхъестественными выживальщиками. Тонны интересной информации по всем вообразимым темам, но, насколько я могу судить, похоже, что никто никогда не делал свои собственные сварочные стержни и не документировал их в Интернете. Здесь устранен незначительный, но потенциально важный пробел в мире DIY.
Моим первым шагом, как это часто бывает, стал поиск патентов. Патенты закладывают важнейшее ядро технологии, элементы, которые делают это конкретное изобретение уникальным, новым и патентоспособным. Часто процесс, связанный с изготовлением вещи, также описывается, защищая права изобретателя как на средства, так и на цели. Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
Это позволяет поддерживать работу патентных поверенных и дает возможность писателям СДЕЛАТЬ пошаговые инструкции, чтобы их обмануть.
После небольшого поиска я откопал патент «Электрод для дуговой сварки», поданный Рубеном Стэнли Смитом, жителем Милуоки, штат Висконсин, в 1918 году.(Г-н Смит был плодовитым изобретателем, выдавшим 45 патентов на насосы, производственные процессы и сварочное оборудование. Более подробную информацию о нем можно найти здесь.)
Обычно стальной стержень оборачивают целлюлозой (бумагой), пропитанной силикатом натрия. Обертка гофрирована, чтобы поддерживать плотный контакт со стержнем. Затем электроды просушиваются (я использовал тостер — стержневую печь, или некоторое время на солнце тоже подойдет.)
Стержень является электродом и наполнителем, обертка из бумаги / силиката натрия извергает защитный газ при сгорании и обеспечивает путь для плазмы, направляющей дугу.Пруток не оставляет защитного керамического шлака, как современные сварочные прутки, но, как г-н Смит заявляет в патенте: «Я также обнаружил, что покрытие шлака, полученного с помощью известных покрытых электродов, не является существенным для производство в высшей степени удовлетворительной работы ». Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно было бы найти в доме.
Я немного изменил процедуру патентования, чтобы использовать общедоступные материалы, которые можно было бы найти в доме.
Learning to Welding with Stick Welder или Buzz Box — Baker’s Gas & Welding Supplies, Inc.
Одно из первых мест, куда начинающие сварщики обращаются за новым аппаратом, — это списки бывших в употреблении сварщиков в Craig’s List, где они проверяют бывшие в употреблении сварочные аппараты. Базовые сварочные аппараты, особенно производимые Lincoln Electric, часто называют коробками для жужжания. Хотя эти сварочные аппараты доступны как подержанные, так и новые, являются ли они лучшими машинами для обучения сварке? Используя сварочный аппарат Lincoln Electric AC / DC 225/125 в качестве отправной точки, вот несколько моментов, которые следует учитывать, когда вы хотите научиться сваривать с помощью обычного блока жужжания:
Кредит изображения: Lincoln Electric
Характеристики базового сварочного аппарата постоянного и переменного тока
Вы найдете эти особенности в типичном аппарате для сварки перманентным / постоянным током, таком как модель Lincoln 225/125:
- Более плавная и стабильная сварочная дуга на постоянном токе.
- Простое управление: Переключатель полярности переменного / постоянного тока, установленный на передней панели, и переключатель силы тока полного диапазона.
- Универсальность: Сваривайте различными электродами, включая низкоуглеродистую сталь, низкоуглеродистую сталь, нержавеющую сталь и наплавленные электроды.
- Выход постоянного тока 125 А — Достаточно мощности для большинства электродов 1/8 дюйма (3,2 мм).
- Выход переменного тока 225 А — Достаточно мощности для электродов из низкоуглеродистой стали общего назначения диаметром 3/16 дюйма (4,8 мм) и 5/32 дюйма (4.0 мм) для остальных электродов.

Каждая из этих настроек идеально подходит для начинающих сварщиков. Особенно полезно иметь опцию постоянного тока, поскольку дуга будет плавной. Переменный ток будет работать, но как только вы попробуете сварку постоянным током, у вас редко будет причина использовать переменный ток. Один только этот вариант может окупить дополнительные деньги для DC, если вы хотите научиться сваривать с минимальной головной болью.
Один только этот вариант может окупить дополнительные деньги для DC, если вы хотите научиться сваривать с минимальной головной болью.
Хорошая особенность аппарата для ручной сварки заключается в том, что вы можете легко переключать то, что вы свариваете, заменяя электроды и изменяя настройки.Вам не нужно беспокоиться о защитном газе или о скорости подачи присадочного металла. Вам нужно только управлять скоростью движения электрода и настройками нагрева. Это делает процесс сварки простым и понятным.
Если вы используете такую модель, как Lincoln Electric AC / DC 225/125, вам понадобится розетка, способная работать с вилкой на 225 В. Однако, если вы используете такой ток, у вас также будет достаточно энергии для выполнения самых разных проектов. Если вы пытаетесь научиться сваривать, вам будет достаточно мощности, так как может быть очень неприятно, если вы не сможете добиться достаточного проникновения тепла в сварное соединение.
Хотя вам придется удалить шлак со сварного шва, когда вы закончите сварку, жужжалка для сварочного аппарата идеально подходит для новичков, потому что она дает практику для всего, что вам нужно для начала: как зажигать дугу, настройки , соответствие электродов нужной работе и скорости движения. Простые навыки, которые вы освоите, работая сварщиком штангой, переходят к сварке MIG и TIG, где вам также нужно будет управлять подачей проволоки и тепловложением.
Узнайте больше о сварочном аппарате Lincoln Electric AC / DC 225/125 на сайте Baker’s Gas and Welding.
Сопутствующие товары
Lincoln Установленный спереди дуговой сварочный аппарат переменного / постоянного тока 225/125, 60 Гц
Артикул: LINK1297
Узнать больше
Miller Multimatic 220 AC / DC Сварочный аппарат для многопроцессорных систем
Артикул: MIL907757
Узнать больше
ESAB Rebel 205ic Сварочный аппарат постоянного и переменного тока
Артикул: ESA0558102553
Узнать больше
Lincoln Ranger 250 GXT Remote-Ready с электрическим топливным насосом
Артикул: LINK2382-4
Узнать больше
Сообщение «Учимся сваривать с помощью Stick Welder» или «Buzz Box» впервые появилось на сайте Weld My World.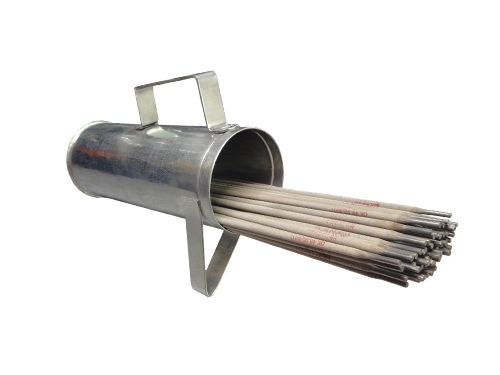
Электроды для хранения и сушки
Электроды для дуговой сварки защищенного металла (SMAW) или стержневые электроды должны храниться надлежащим образом, чтобы обеспечить качественные сварные швы. Когда стержневые электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить их способность наносить качественные сварные швы. Электроды с слишком большой влажностью могут привести к растрескиванию или пористости. Это также может повлиять на эксплуатационные характеристики. Если у вас возникли необъяснимые проблемы с растрескиванием сварного шва или если характеристики дуги стержневого электрода ухудшились, это может быть связано с вашими методами хранения или процедурами повторной сушки.Следуйте этим простым методам хранения, экспонирования и повторной сушки, чтобы обеспечить высочайшее качество сварных швов, а также наилучшие эксплуатационные характеристики ваших стержневых электродов.
Хранение стержневых электродов с низким содержанием водорода
Для надлежащего функционирования стержневые электроды с низким содержанием водорода должны быть сухими.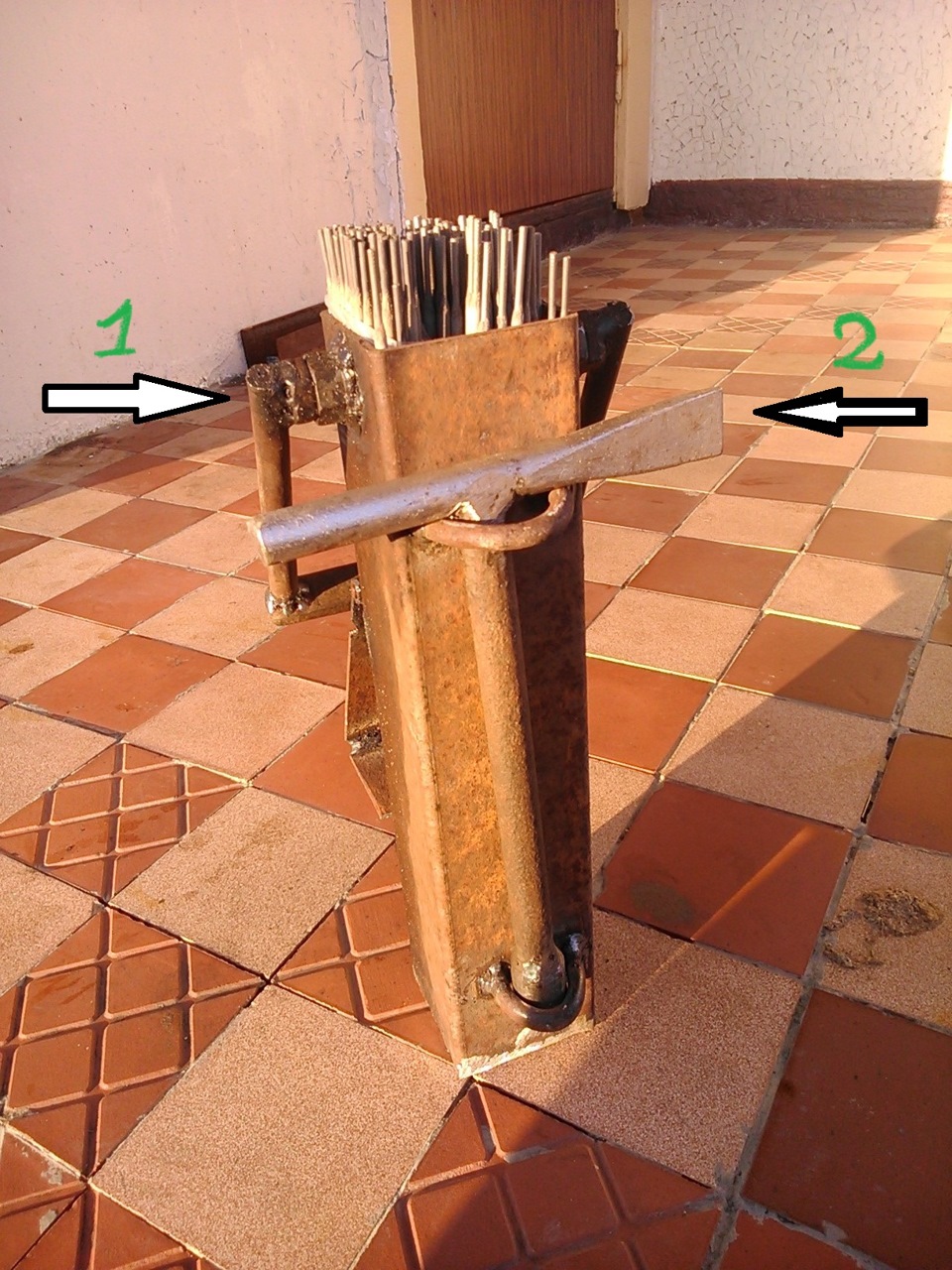 Невскрытые герметичные контейнеры Lincoln обеспечивают отличную защиту в хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Невскрытые герметичные контейнеры Lincoln обеспечивают отличную защиту в хороших условиях хранения. Открытые банки следует хранить в шкафу при температуре от 250 до 300 ° F (от 120 до 150 ° C)
Покрытия стержневых электродов с низким содержанием водорода, которые впитали влагу, могут привести к образованию водородных трещин, особенно в сталях с пределом текучести 80000 фунтов на квадратный дюйм (550 МПа) и выше.
Влагостойкие электроды с суффиксом «R» в их классификации AWS обладают высокой устойчивостью к влагозаборному покрытию и при правильном хранении будут менее подвержены этой проблеме, независимо от предела текучести свариваемой стали. Конкретные требования кодов могут указывать пределы воздействия, отличные от этих рекомендаций.
Все стержневые электроды с низким содержанием водорода должны храниться надлежащим образом, даже те, которые имеют суффикс «R». Стандартные электроды EXX18 должны поставляться сварщикам два раза в смену.Влагостойкие типы могут подвергаться воздействию до 9 часов.
При прокалывании или открытии контейнеров электроды с низким содержанием водорода могут собирать влагу. В зависимости от количества влаги это может привести к ухудшению качества сварного шва следующим образом:
1. Повышенное содержание влаги в электродах с низким содержанием водорода может вызвать пористость. Для обнаружения этого состояния требуется рентгеновский контроль или разрушающее испытание. Если предел текучести основного металла или металла шва превышает 80000 фунтов на квадратный дюйм (550 МПа), эта влага может способствовать растрескиванию под валиком или сварному шву.
2. Относительно высокое количество влаги в электродах с низким содержанием водорода вызывает видимую внешнюю пористость в дополнение к внутренней пористости. Это также может вызвать чрезмерную текучесть шлака, шероховатую поверхность шва, затруднение удаления шлака и растрескивание.
3. Сильное поглощение влаги может вызвать трещины сварных швов в дополнение к растрескиванию под валиком, большой пористости, плохому внешнему виду и проблемам со шлаком.
Повторная сушка стержневых электродов с низким содержанием водорода
Повторная сушка, если она выполнена правильно, восстанавливает способность электродов создавать качественные сварные швы.Правильная температура повторной сушки зависит от типа электрода и его состояния.
Один час при указанной конечной температуре является удовлетворительным. ЗАПРЕЩАЕТСЯ сушить электроды при более высоких температурах. Несколько часов при более низких температурах не эквивалентны указанным требованиям.
Электродам с классом прочности E8018 и выше следует давать не более трех одночасовых повторных высыханий в диапазоне от 700 до 800 ° F (от 370 до 430 ° C). Это сводит к минимуму возможность окисления сплавов в покрытии, что приводит к более низким, чем обычно, свойствам при растяжении или ударе.
Любой электрод с низким содержанием водорода следует утилизировать, если из-за чрезмерной повторной сушки покрытие становится хрупким и отслаивается или отслаивается во время сварки, или если имеется заметная разница в обращении или характеристиках дуги, например, недостаточная сила дуги.
Электроды, подлежащие повторной сушке, следует вынуть из банки и разложить в духовке, поскольку каждый электрод должен достичь температуры сушки.
Условия повторной сушки — стержневые электроды с низким содержанием водорода
| Температура окончательной сушки | ||
Состояние |
Температура предварительной сушки (1) | E7018, E7028 | E8018, E9018, E10018, E11018 |
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой. | НЕТ | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |
| Электроды, которые находились в прямом контакте с водой или которые подвергались воздействию высокой влажности. | от 180 до 220 ° F (от 80 до 105 ° C) | от 650 до 750 ° F (от 340 до 400 ° C) | От 370 до 430 ° C (от 700 до 800 ° F) |

Хранение и повторная сушка электродов не с низким содержанием водорода
Электроды в закрытых банках Lincoln или картонных коробках сохраняют надлежащее содержание влаги на неопределенный срок при хранении в хорошем состоянии.
При длительном воздействии влажного воздуха электроды из открытых контейнеров могут собирать достаточно влаги, что повлияет на рабочие характеристики или качество сварки.Если влага кажется проблемой, храните электроды из открытых контейнеров в отапливаемых шкафах при температуре от 100 до 120 ° F (от 40 до 50 ° C). ЗАПРЕЩАЕТСЯ использовать более высокие температуры, особенно для электродов из группы «Fast Freeze».
Некоторые электроды из влажных контейнеров или длительного воздействия высокой влажности можно повторно высушить. Придерживайтесь процедур, приведенных в следующей таблице для каждого типа.
Условия повторной сушки — стержневые электроды без содержания водорода
| Электрод-стержень | Электродная группа | Температура окончательной сушки | Время |
E6010: Fleetweld 5P, 5P + | Fast Freeze — на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри покрытия во время сварки. Повторный обжиг этой группы стержневых электродов не рекомендуется. | Не рекомендуется | НЕТ |
E7024: Jetweld 1, 3 | Fast Fill — чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия. | От 200 до 260 ° C (от 400 до 500 ° F) | 30-45 минут |
| E6012: Fleetweld 7 E6013: Fleetweld 37 E7014: Fleetweld 47 E6022: Fleetweld 22 | Fill Freeze — Об избыточной влажности свидетельствует шумная дуга или «копающая» дуга, большое количество брызг, плотный шлак или поднутрение. | от 300 до 350 ° F (от 150 до 180 ° C) | 20-30 минут |

 Предварительно просушите необычно влажные электроды в течение 30-45 минут при температуре 90-110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия
Предварительно просушите необычно влажные электроды в течение 30-45 минут при температуре 90-110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия
Использование более длительного времени сушки или более высоких температур может легко повредить электроды. Для сушки выньте электроды из контейнера и разложите их в печи, потому что каждый стержневой электрод должен достичь температуры сушки.
Применение торированных вольфрамовых электродов
Введение
Вольфрамовые электроды используются при дуговой сварке вольфрамовым инертным газом (TIG) или при плазменной сварке. В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются по размеру после спекания.
В обоих процессах электрод, дуга и сварочная ванна защищены от атмосферного загрязнения инертным газом. Вольфрамовый электрод используется потому, что он может выдерживать очень высокие температуры с минимальным плавлением или эрозией. Электроды изготавливаются методом порошковой металлургии и формуются по размеру после спекания.
TIG обычно содержат небольшие количества других оксидов металлов, которые могут иметь следующие преимущества: —
- для облегчения зажигания дуги
- увеличить стабильность дуги
- улучшает допустимую нагрузку на стержень.
- снижает риск загрязнения сварных швов
- увеличить срок службы электрода
В основном используются оксиды циркония, тория, лантана, иттрия или церия. Добавки обычно составляют от 1% до 4%. Все эти оксиды значительно улучшают зажигание дуги, особенно при сварке постоянным током (DC). Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Оксид тория (торий) использовался в течение многих лет и был признан эффективным с точки зрения длительного срока службы и термической эффективности. Оксид циркония (диоксид циркония) обычно используется для сварки TIG на переменном токе (AC), обычно для сварки алюминия.
Опасности
Торий (Th) слабо радиоактивен с длительным периодом полураспада и испускает в основном альфа (α) частицы, но иногда испускается некоторое количество бета (β) и гамма (γ) излучения. Альфа-частицы не могут проникнуть через кожу или даже бумагу. Однако они вредны, если попадают внутрь пищеварительного тракта или в легкие, где действуют как канцероген.
Оксид тория, таким образом, является радиоактивным материалом с низким уровнем активности, который может вызвать как небольшую внешнюю радиационную опасность, так и внутреннюю опасность при проглатывании или вдыхании.Оценка внешней опасности для сварщика, держащего электрод в течение всего года, составляет очень небольшую часть максимально допустимой дозы облучения, и делается вывод о том, что внешняя радиационная опасность, вероятно, будет незначительной.
При образовании дуги выброса радиоактивного материала почти не происходит. Однако для достижения максимальной стабильности дуги кончик электрода перед использованием шлифуется до конической формы. Эта форма сохраняется во время использования путем регулярной переточки. В процессе измельчения могут образовываться частицы вольфрама с торием на поверхности.Именно эти частицы пыли создают основную опасность, поскольку их можно вдохнуть, а торий может выделять альфа-частицы с поверхности.
При рассмотрении измерений отбора проб воздуха, проведенных во время измельчения, был сделан вывод, что во время измельчения концентрации в воздухе могут приближаться или даже превышать концентрации, при которых необходимо рассмотреть вопрос об обозначении данной зоны как контролируемой зоны, как это определено Правилами об ионизирующем излучении 1999 года.
Однако риск рака у сварщиков TIG из-за воздействия тория очень низок, поскольку время воздействия на людей неизменно невелико. По оценкам Датского института сварки, из 1200 сварщиков TIG, работающих полный рабочий день, заболеваемость раком составляет 0–3 балла в течение тридцати лет работы. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал поэтапно отказаться от торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
По оценкам Датского института сварки, из 1200 сварщиков TIG, работающих полный рабочий день, заболеваемость раком составляет 0–3 балла в течение тридцати лет работы. Хотя эта цифра считается приемлемой, Датский институт сварки рекомендовал поэтапно отказаться от торированного вольфрама в Дании, поскольку доступны нерадиоактивные альтернативы.
Безопасные условия труда
Хранилище
Рекомендуется хранить торированные электроды в стальных ящиках, четко обозначенных радиационным трилистником.Хранение в закрытых ящиках не представляет серьезной опасности при обращении и хранении.
Сварщики могут безопасно обращаться с небольшими количествами (запас на 1 день) электродов без каких-либо специальных мер предосторожности.
Подготовка / шлифование
Измельчение представляет наибольшую опасность, так как площадь воздействия вольфрама / тория значительно увеличивается, и в атмосферу выбрасываются мелкие частицы потенциально радиоактивной пыли.
Рекомендуется использовать специальный точильный камень с местным пылеудалением и носить простую фильтрующую маску, если количество используемых электродов не очень мало (менее 20 в год).Если шлифовальный круг не оборудован защитным экраном, следует надевать защитные очки. Отвод воздуха из точильного камня должен быть организован таким образом, чтобы частицы помещались в прочный одноразовый мешок.
Необходимо использовать безопасный метод сбора и обращения с пылью из устройства для сбора пыли, чтобы свести к минимуму выбросы в атмосферу (например, ее можно поместить в запечатанный бумажный / пластиковый пакет).
Область вокруг шлифовальных кругов следует ежедневно очищать пылесосом для удаления частиц пыли.Если высокоэффективный пылесос недоступен, тогда материал следует увлажнить, чтобы минимизировать количество пыли.
Рабочих следует поощрять мыть руки перед использованием туалета и перед перерывами в работе, и по этой причине помещения для мытья рук должны располагаться близко к рабочим местам.
Сварка
Некоторое испарение вольфрама действительно происходит во время сварки, но это очень небольшое количество и соответствующий уровень радиоактивности чрезвычайно низок.Никаких особых мер предосторожности не требуется.
Однако, как и при шлифовке торированных вольфрамовых электродов, ношение средств защиты для рта, носа и глаз во время сварки еще больше снизит риск загрязнения.
Альтернативы торированному вольфраму
Оксиды лантана, церия, иттрия и циркония могут использоваться с вольфрамом. Хотя все они незначительно радиоактивны, риск даже ниже, чем с торием, поэтому никаких особых мер предосторожности не требуется. Общее мнение пользователей состоит в том, что церированный или лантановый вольфрам являются приемлемой альтернативой торированному вольфраму, особенно при постоянном токе, в то время как циркониевый вольфрам предпочтителен для сварки переменным током.Между различными альтернативами есть очень незначительные различия в напряжениях дуги, необходимых для равных токов. Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Следует рассмотреть вопрос об обосновании использования торированных вольфрамовых электродов по сравнению с другими подходящими альтернативами.
Официальные инструкции
Комиссия VIII Международного института сварки, здоровья и безопасности заявляет, что нет никаких особых опасностей при хранении, обращении или сварке, но на точильном камне следует использовать оборудование для удаления пыли, а во время шлифования оператор должен носить средства защиты органов дыхания.Это отражено в Руководстве по охране здоровья и безопасности HS (6) 53 Выбор, использование и техническое обслуживание средств защиты органов дыхания.
В Великобритании использование торированных вольфрамовых электродов регулируется Правилами об ионизирующем излучении 1999 года. Воздействие должно быть минимальным, насколько это практически осуществимо, и рекомендации в предыдущих разделах предназначены для этого.
Требуются местные правила и надлежащий надзор. Работодатель должен назначить инспектора по радиационной защите (RPS), который должен отвечать за
- Осуществление и мониторинг всех процедур по охране здоровья и безопасности при хранении, измельчении, использовании и утилизации торированных вольфрамовых электродов и всех побочных продуктов.
- Ведение учета количества торированного вольфрама на складе и количества электродов, выданных каждому сварщику.
- Инструктаж сварщиков по правильному использованию и шлифовке. Эти процедуры должны быть в форме письменных инструкций в дополнение к устным презентациям. Сварщики должны знать название РПС.
- Контроль для проверки того, что сварщики правильно выполняют процедуры шлифования, и что система пылеудаления работает эффективно.

Рекомендуемая литература
- Правила по ионизирующим излучениям, 1999 г. L121 Утвержденный свод правил и руководящих указаний.
- Положения 2002 года о контроле за веществами, опасными для здоровья (COSHH) — Утвержденный Кодекс практики и руководящих указаний L5.
- HSE Guidance note HS (G) 53 Респираторное защитное снаряжение на работе.
- Информационный документ HSE: Хранение и использование торированного вольфрама 564/6.
- «Дуговой сварщик за работой», проспект Ассоциации производителей сварочного оборудования №236
- BS EN ISO 6848: 2004 Дуговая сварка и резка. Неплавящиеся вольфрамовые электроды.
- BS EN 1011-4: Сварка — Рекомендации по сварке металлических материалов. Часть 4: Дуговая сварка алюминия и алюминиевых сплавов.
- ANSI / AWS A5.12 / AS.12M 98 (R2007) Спецификация электродов из вольфрама и вольфрамовых сплавов для дуговой сварки и резки
- IIS / IIW-VIII 1582-91 Расчетные дозы излучения тория и его дочерних элементов, содержащихся в торированных сварочных электродах
- IIS / IIW VIII 1702-93 Аспекты здоровья при использовании торированных вольфрамовых электродов.
- Гигиена труда Том. 1 № 1, 1994, «Риск рака и торированные сварочные электроды»
 Неплавящиеся вольфрамовые электроды.
Неплавящиеся вольфрамовые электроды.Хранение электродов SMAW
Сварщикимогут следовать этим простым рекомендациям по хранению, повторной сушке и обращению с электродами SMAW, чтобы снизить воздействие влаги и обеспечить качество, срок годности и производительность. Getty Images
Какими бы важными ни были электроды для дуговой сварки экранированным металлом (SMAW), процесс их правильного хранения часто не является первоочередной задачей. Однако правильное хранение электродов SMAW является неотъемлемой частью качества сварного шва и успешного результата сварочного проекта или работы.
Однако правильное хранение электродов SMAW является неотъемлемой частью качества сварного шва и успешного результата сварочного проекта или работы.
Чтобы электроды SMAW работали должным образом, вы должны хранить их сухими и в условиях низкой влажности. Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность наплавки качественных сварных швов. Электроды, впитавшие слишком много влаги, могут привести к растрескиванию или пористости сварного шва.
Если у вас возникли необъяснимые проблемы с растрескиванием сварных швов или если характеристики дуги электрода ухудшаются, вам может потребоваться пересмотреть методы хранения.
Хранение электродов с низким содержанием водорода
Электроды с низким содержанием водорода предъявляют более строгие и точные требования к хранению, чем другие. Возьмем, к примеру, электроды серии 7018. Эти сварочные стержни обычно используются там, где соблюдаются критические нормы и требования к качеству сварки с помощью рентгеновского излучения, например, на верфях, в трубопроводах и в нефтехимической промышленности. У них есть блоки с низким содержанием водорода, и они испортятся, если они будут находиться в атмосфере более восьми или девяти часов. Эти электроды собирают молекулы водорода из атмосферы, что может вызвать плохие характеристики сварки, например растрескивание флюса и сварных швов.
У них есть блоки с низким содержанием водорода, и они испортятся, если они будут находиться в атмосфере более восьми или девяти часов. Эти электроды собирают молекулы водорода из атмосферы, что может вызвать плохие характеристики сварки, например растрескивание флюса и сварных швов.
Ваш электрод с низким содержанием водорода может быть поврежден, если вы начнете замечать пористость и брызги на первых нескольких дюймах сварного шва. Пористость может быть даже внутренней и не видимой снаружи на сварном шве. По мере того, как стержень начинает нагреваться, сварной шов улучшается и становится более гладким, но к тому времени сварной шов уже может быть нарушен.
Во избежание повреждений или накопления влаги храните эти электроды в печи для сварочного прутка при температуре 250 градусов F. Печи для сварочного прутка, также известные как печи для стабилизации электродов и печи для выдерживания электродов, помогают обеспечить высокое качество сварных швов, предотвращая их от поглощение влаги из атмосферы. Эти печи имеют размер от 5 галлонов, которые можно легко транспортировать на строительную площадку, до таких больших, как коммерческая печь.
Эти печи имеют размер от 5 галлонов, которые можно легко транспортировать на строительную площадку, до таких больших, как коммерческая печь.
Не обрезайте этим углы. Много лет назад сварщики считали, что можно хранить электроды в старом холодильнике с включенной лампочкой. Это не тот случай. Для обеспечения целостности электродов убедитесь, что они хранятся при температуре 250 градусов F.
Многие сварщики отключают свои электроды на рабочем месте для применения сварочных кодов, чтобы убедиться, что они не находятся в атмосфере слишком долго.Если вы используете электроды серий 8018 и 9018, меняйте их каждые три-четыре часа, чтобы сохранить их целостность. Кроме того, серию 10018 следует отключать еще чаще — каждые два-три часа, чтобы предотвратить возникновение пористости и растрескивания сварных швов.
Если у вас есть электроды, которые могли подвергаться воздействию атмосферных условий и влажности, поместите их в стержневую печь при температуре от 400 до 500 градусов по Фаренгейту, чтобы они высохли и восстановились. Пересушивать электроды не следует более двух раз.
Пересушивать электроды не следует более двух раз.
Электроды с низким содержанием водорода также требуют хранения.Все модели 60-й серии и некоторые из 70-й серии (7014 и 7024) должны храниться в герметичном помещении, насколько это возможно, чтобы избежать загрязнения дымом, влагой и другими атмосферными загрязнителями. Имейте в виду, что некоторые из электродов серии 60 фактически получают небольшое количество влаги непосредственно перед использованием. Например, флюс 6910 и 6011 имеет целлюлозный флюс, которому требуется небольшая влажность или умеренная влажность для сохранения пластичности флюса, в противном случае флюс становится хрупким.
Чтобы электроды SMAW работали надлежащим образом, необходимо надлежащим образом хранить их в сухих условиях с низкой влажностью.Электроды, которые поглощают влагу из атмосферы, необходимо высушить, чтобы восстановить их способность к нанесению качественных сварных швов.
Меры по защите электродов от атмосферного воздействия
Вот несколько шагов, которые можно предпринять для защиты электродов SMAW от атмосферного загрязнения.
Рассмотрим влагостойкие электроды. Некоторые производители предлагают классификацию влагостойких электродов. Хотя эти электроды немного дороже, они производятся с покрытием h5R, устойчивым к влаге и содержащим всего 4 мл водорода на каждые 100 граммов сварного шва (примерно 3½ унции).Влагостойкое покрытие предотвращает попадание на электрод большего количества влаги и защищает целостность сварного шва, особенно в критических проектах, где требуется электрод с истинным низким содержанием водорода.
Не обращайте внимания на упаковку. Для дополнительной защиты рассмотрите возможность приобретения электродов в герметичной упаковке, которая защищает электроды от окружающей среды и обеспечивает более длительный срок хранения. Вам не нужно беспокоиться о деградации электрода или беспокоиться о хранении, пока вы не откроете упаковку.
Еще один способ, которым производители упрощают использование и хранение электродов, — это их упаковка в небольшие индивидуальные упаковки.
Например, вместо того, чтобы предлагать 50 фунтов. контейнер электродов, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых герметичных трубки, упакованные в контейнер, который можно использовать по мере необходимости.Многие производители просто упаковывают электроды в банки или картонные коробки с воздушным уплотнением, что приводит к более короткому сроку хранения, чем упаковка с вакуумным уплотнением.
В зависимости от типа сварочного прутка и условий хранения некоторые электроды могут выйти из строя в течение шести месяцев, а другие могут прослужить несколько лет. Хотя на стержневых электродах нет срока годности, как правило, их не следует хранить более года.
Закупка электродов небольшими партиями. Купите наименьшее количество электродов, которое вам нужно. Если вы не планируете использовать большие количества, купите 5 или 10 фунтов.может, а не 50 фунтов. контейнер.
У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше покупать наименьшее количество, которое имеет смысл. Как говорится, не будь мелочной и глупой копейкой.Используйте защиту штока. Возможно, вам будет выгодно хранить электроды SMAW в защитных приспособлениях для стержней — пластиковых круглых трубках с резиновым уплотнением, которые можно приобрести в магазинах сварочного оборудования. Они герметичны, что обеспечивает более длительный срок хранения, и вы можете открывать или закрывать их столько, сколько вам нужно.
Обязательно обращайтесь к производителю с любыми конкретными вопросами, касающимися электродов SMAW.
 Например, вместо того, чтобы предлагать 50 фунтов. контейнер электродов, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых герметичных трубки, упакованные в контейнер, который можно использовать по мере необходимости.
Например, вместо того, чтобы предлагать 50 фунтов. контейнер электродов, который будет подвергаться воздействию атмосферы при открытии, некоторые производители предлагают четыре 10-фунтовых герметичных трубки, упакованные в контейнер, который можно использовать по мере необходимости. У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше покупать наименьшее количество, которое имеет смысл. Как говорится, не будь мелочной и глупой копейкой.
У вас может возникнуть соблазн купить большее количество, чтобы получить небольшую скидку, но лучше покупать наименьшее количество, которое имеет смысл. Как говорится, не будь мелочной и глупой копейкой.Майкл Максон — специалист по присадочным металлам, процессам и применению в Weldcote, 7720 Lehigh Ave., Niles, IL 60714, 888-258-0121, [email protected], weldcotemetals.com.
Покупайте только наименьшее количество
электродов, которые вам нужны, например 5 или 10 фунтов. может, а не 50 фунтов.контейнер.
может, а не 50 фунтов.контейнер.
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или уточнить у системного администратора.
 Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Масляная горелка отключает кнопку сброса, часто сообщаемые проблемы HVAC
Часто сообщаемые проблемы HVAC:
Авторские права © 1997 Hannabery HVAC. Все права защищены.
Масляная горелка продолжает срабатывать кнопку сброса:
Это маленькая красная кнопка на коробке у самой масляной горелки. Если ваша масляная горелка перестала работать, первое, что вы должны проверить, — это кнопку сброса. Если вы нажмете на нее, и горелка загорится, проблема была в этом.Если кнопка снова сработает, значит, возникла определенная проблема, и вам следует немедленно позвонить в сервисный центр.
Осторожно: не могу переоценить это достаточно … Не перезагружайте кнопку и игнорируйте проблему.
Что это за кнопка и почему она срабатывает?
Это предохранительное устройство. Он отключает горелку, когда считает, что возникла проблема. Он находится на главном элементе управления и подключен к ячейке кадра, которая по сути является датчиком освещенности.(То же самое, что включает уличное освещение в сумерках.)
При запросе тепла, при работающей горелке, камера CAD улавливает свет пламени. Если он перестает воспринимать свет пламени, он вызывает срабатывание красной кнопки, отключая горелку до того, как можно будет нанести какой-либо значительный ущерб.
Теперь, почему датчик перестает регистрировать свет во время работы горелки?
Причин много, и почти все они требуют обращения в сервисный центр.И, пожалуйста, для вашей собственной безопасности, не говоря уже о качестве и эффективности, не пытайтесь самостоятельно ремонтировать или обслуживать масляные горелки. Трансформатор и / или воспламенитель примерно на 10 000 вольт.
Трансформатор и / или воспламенитель примерно на 10 000 вольт.
Ниже приведен список возможных причин. Пункты красного цвета обычно требуют обращения в службу поддержки. Тем не менее, пункты, отмеченные синим цветом, могут быть адресованы, а некоторые даже исправлены домовладельцем.
Помогите!
Красный = Профессиональное исправление | Синий = исправление домовладельца
- Неисправный или грязный аккумулятор
- Неисправность первичного управления
- Неисправный или слабый трансформатор розжига или воспламенитель
- Неисправность мотора горелки
- Неисправность топливного насоса
- Забит масляный фильтр, сетчатый фильтр или форсунка
- Не открывается масляный клапан с задержкой (некоторые устройства)
- Трещины на электродах
- Электроды неправильно установлены
- Воздух в топливопроводе
- Горелка работает с очень сильным дымом
- Горелка заглушена
- Ослабленные электрические соединения
- Гибкая муфта повреждена
- Вода в масляном баке
- Нет масла — заправьте бак
- Дымоход засорен — почистить
- Закрытый масляный клапан — Открытый клапан
- Воздух в топливной магистрали, насос не залит — Заправьте насос, возможно, потребуется вызвать сервисный центр
Имейте в виду, что информация, представленная на нашем веб-сайте, предоставляется бесплатно, и Hannabery HVAC не несет никакой ответственности в связи с предоставленной нами информацией.