Угол заточки ножей для фуганка
Заточка ножей для деревообрабатывающих станков — это обязательный процесс, который можно выполнять своими руками при помощи специальных приспособлений. Заточка — это восстановление прежних режущих возможностей ножовок, валов ножниц, строгальных, фуговальных и прочих устройств для обработки дерева.
Общие сведения
Фото заточенных ножей
- Чтобы заточить ножевой вал строгального, фуговального станка, вам потребуется соответствующее приспособление;
- Работа по заточке выполняется своими руками;
- Умельцы научились собирать точильные устройства;
- При восстановлении ножовок, фуговальных устройств, затачивая ножевые валы, обязательно придерживайтесь нескольких рекомендаций, четко следуйте технологии;
- Если зубья ножовок, ножевые валы окажутся заточенными неправильно, качество обработки инструментами древесины существенно ухудшится;
- Точильные камни — неплохая альтернатива для точильного станка. Но если есть возможность собрать своими руками или приобрести точильный станок, обязательно ею воспользуйтесь.
Подготовительные мероприятия
Схема устройства станка для заточки ножей деревообрабатывающих станков
Если вам потребовалась заточка ножей для деревообрабатывающего станка, начинать следует с обязательных этапов подготовки. Не так важно, какие параметры имеет ножевой вал или режущие листы ножовок 13 мм, 20 мм или все 200 мм, заточка им потребуется обязательно.
Некоторые предпочитают отдавать затупленные валы в специальные мастерские, где легко восстановят прежнюю остроту ножа на 200 мм или небольшого фреза токарного станка. Но как заказывать заточку, так и покупать новые ножевые валы — дело финансово затратное.
Подготовка к заточке начинается со знакомства с доступными средствами восстановления поверхностей режущих инструментов и некоторых рекомендаций.
- Для поддержания фуганков, строгальных станков, ножовок в рабочем состоянии, соберите или купите соответствующее точильное приспособление.

- Самый простой, бюджетный вариант — это точильный камень. Но качество обработки напрямую зависит от ваших умений работать с камнем. Если таковых не имеется, добиться нужного уровня заточки крайне сложно. Плюс камни не способны справиться со всеми типами режущих инструментов, которыми комплектуют современные деревообрабатывающие станки.
- Выбирайте станок, который способен затачивать на низких оборотах, поскольку это положительно влияет на качество обработки.
- Рекомендуемый элемент оснащения точильного станка — это система водяного охлаждения.
- Внимательно изучайте комплектацию бытовых деревообрабатывающих станков. Зачастую там уже присутствует точильный камень, который оптимально подходит по параметрам для обработки используемых ножей.
- Если камень не предоставлен в комплектации, его придется приобрести отдельно, выровнять специальным приспособлением, сгладить. Только так вы сможете качественно заточить ножевые валы фуговальных станков.
- На станках есть функция установки угла наклона, регулируемый специальным винтом. Вращая винт и меняя положение точильного приспособления, вы сможете правильно закрепить инструмент относительно камня.
- Следующий подготовительный этап — это держатель, в который устанавливают ножевой вал.
- Если вы новичок, начинать первую работу с ножей на 200 мм не рекомендуется. Начните буквально с 13-15 мм, а постепенно вы научитесь обрабатывать 200 мм и даже 2 мм. Для этого нужно скопить определенный опыт.
- Длина ножа — это не принципиальный параметр, поскольку нож в держателе может перемещаться на требуемое вам расстояние.
- Следите за тем, чтобы держать прочно фиксировал вал. В противном случае вы получите существенный перекос, из-за которого пострадает качество деревообработки.
- Детально изучите руководство по эксплуатации приобретенного точильного станка. Если это собранный своими руками инструмент, придется опираться на чертежи и доступную информацию в сети о конкретном проекте точильного приспособления.


Заточка
Чтобы выполняемая заточка ножей для деревообрабатывающего станка дала положительный результат, вы смогли возобновить работу с оборудованием на прежнем по качеству уровне, нужно придерживаться нескольких достаточно простых правил.
- Держатель точильного станка может перемещаться влево и вправо относительно камня для заточки ножей.
- Не допускайте, чтобы лезвие оказывалось за краем.
- Сразу зафиксируйте держатель на расстоянии 12 мм от края точильного круга.
- Когда выполняется заточка ножей на 200 мм или более мелких его вариаций, убедитесь в том, что на станке активирована функция водяного охлаждения.
- Система охлаждения требует постоянного контроля. Бачок обычно имеет небольшой объем, потому воду нужно периодически доливать. Если она закончится, а процесс заточки продолжится без охлаждения, вы рискуете испортить довольно дорогостоящий нож.
- По мере обработки ножей, вода из системы охлаждения может скапливаться на полу. Поскольку точильные станки — это электрические приспособления, предусмотрите возможность отвода воды от ног, работайте в резиновой обуви. В любом случае, стоять в луже воды при работе с электрическим станком — это всегда опасно. Придерживайтесь правил техники безопасности.
- Следите за чистотой точильного камня. Он загрязняется довольно быстро при активной эксплуатации.
- Очищаются точильные круги станков с помощью специального приспособления. Этим очищающим бруском должны комплектоваться станки, но если его нет в наборе, тогда придется приобрести отдельно.
- Каждая последующая заточка, согласно правилам эксплуатации, выполняется только при условии, что камень очищен. Потому после каждой заточки вооружайтесь очищающим бруском, обрабатывая им станок.
- В среднем на заточку с помощью специального станка уходит около 10-20 минут. Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.
- Выполнив заточку инструментов деревообрабатывающих станков, не спешите их возвращать на место и продолжать работу. После обработки на станке, инструмент нуждается в доводке.
- Доводка заключается в нанесении на поверхность режущего элемента специальной пасты. Действуйте согласно инструкции, которую предлагает производитель пасты-доводки на упаковке. Разные пасты могут несколько отличаться по методам нанесения.
 Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.
Все зависит от типа и размеров инструмента, который затупился в результате проведенных операций по деревообработке.Если вы все сделали верно, то нож должен получиться идеально ровным, остро заточенным, лишенным любых неровностей, заусенцев. Не переживайте, когда с первого раза результат не оправдывает ожидания. На это требуется некоторое время и немного опыта. Вот почему начинать стоит с простых и недорогих ножей, которые не жалко испортить.
ЗАТОЧКА НОЖЕВЫХ ГОЛОВОК
Ножи в ножевых головках перетачивают по задней поверхности.
По способу заточки ножевые головки можно разделить на две подгруппы:
Первая подгруппа
- Строгальные ножевые головки
Вторая подгруппа
- Ножевые головки для обработки профильных поверхностей
Строгальной называется ножевая головка, в корпус которой устанавливаются прямые ножи. Эти ножи имеют толщину 3 мм, ширину 30 мм и различную длину в зависимости от ширины обработки.
Профильной называется ножевая головка, в корпус которой устанавливают профильные ножи. Эти ножи имеют толщину 8 мм, ширину 50, 60 или 70 мм (в зависимости от глубины профиля) и различную длину в зависимости от ширины обработки.
Алгоритм заточки строгальной ножевой головки следующий:
1. На специальном приспособлении в ножевой головке устанавливаются ножи.
Ножи устанавливаются таким образом, чтобы все их вершины расположились строго на одной окружности.
2. Ножевая головка устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа была строго параллельна плоскости шлифовального круга.
3. Абразивный инструмент подводится к задней поверхности ножа. Положение абразивного инструмента определяется по искре, то есть круг слегка касается затачиваемого инструмента.
4.1 n – вращение, об/мин
4.2 S – возвратно-поступательное движение вдоль оси ножевой головки, дв.ход/мин
4.3 S1 – прямолинейное движение перпендикулярно оси ножевой головки, мм/дв.ход
Рисунок заточки строгальной ножевой головки – рис.7
При заточке строгальных ножевых головок следует обращать внимание на ряд особенностей:
Ножи в обычных и гидрозажимных строгальных ножевых головках имеют разные задние углы.
Рисунок строгальной и гидрозажимной ножевых головок – рис.8
Задний угол у ножей в обычных строгальных ножевых головках составляет 45 градусов. Задний угол у ножей в гидрозажимных ножевых головках составляет 60 градусов.
Таким образом, ножи в обычных и гидрозажимных ножевых головках имеют различные углы заострения betta.
От величины угла заострения зависит сила резания, необходимая для отделения стружки. Чем меньше угол заострения, тем меньше силы резания. Однако, при уменьшении угла заострения режущая кромка начинает терять свою стойкость.
Для увеличения стойкости ножей в гидроголовках на задней поверхности ножа делают небольшую фаску.
Эта фаска позволяет увеличить прочность режущей кромки и увеличить площадь соприкосновения режущей кромки с обрабатываемой заготовкой. В результате увеличения соприкосновения режущей кромки с обрабатываемой заготовкой увеличивается теплоотвод из зоны резания. Уменьшение температуры в зоне резания значительно увеличивает стойкость лезвия.
Стойкость инструмента также существенно зависит от величины заднего угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по задней поверхности. По этой причине задний угол у ножей гидроголовок делают большим.
При заточке ножей с напайным твёрдым сплавом задний угол стальной державки должен быть на 5-10 градусов больше, чем угол самого твёрдосплавного лезвия.
Рисунок заточки твёрдосплавного ножа – рис.9
Схема переточки твёрдосплавного ножа – рис.10
Весьма важно при заточке помнить предельно допустимые минимальные размеры строгального ножа.
В обычных строгальных ножевых головках минимальная ширина ножа составляет 18,5 мм. При меньшей ширине ножа не обеспечивается надёжность крепления ножа в корпусе. В гидрозажимных строгальных ножевых головках минимальная ширина ножа составляет 21,3 мм.
Таким образом, у обычного строгального ножа, ширина которого составляет 30 мм, в обычной ножевой головке зона переточки составляет 11,5 мм, соответственно, в гидрозажимной ножевой головке зона переточки составляет 8,7 мм.
У твёрдосплавных ножей с напайным твёрдым сплавом минимальная высота напаянного твёрдого сплава при переточках должна быть не менее 4 мм. Как правило, высота напайки твёрдого сплава составляет 10 мм. Таким образом, зона переточки твёрдосплавного ножа составляет 6 мм.
Существуют специальные ножевые головки, в которых система крепления ножей устроена таким образом, что эти ножи перетачивают по передней поверхности на плоско-шлифовальных станках.
В этом случае строгальный нож на тыльной стороне имеет прецизионный выступ. В свою очередь зажимной кулачок в корпусе ножевой головки имеет ответный прецизионный паз. При установке ножей выступ на ноже совмещается с пазом в кулачке и все ножи устанавливаются точно равноудалёнными от центра на одной окружности.
Данные ножи имеют две режущие кромки. В процессе эксплуатации ножи переворачиваются.
Фото специальной ножевой головки – рис.11
Шлифуются эти ножи на плоско-шлифовальном станке до тех пор пока на передней поверхности ножа не исчезнет продольный паз. Глубина этого паза порядка одного миллиметра. Таким образом, такой нож можно переточить 10-15 раз.
Рисунок ножа – рис.12
Алгоритм заточки ножевой головки с профильными ножами следующий:
Алгоритм заточки ножевых головок с профильными ножами такой же, как и строгальных ножевых головок за исключением трёх моментов:
- Для установки ножей в корпус ножевой головки не требуется никаких специальных приспособлений. На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.
- Возвратно-поступательное движение вдоль оси инструмента абразивный круг выполняет не по прямолинейной траектории а повторяет криволинейный профиль ножа.
- При переточке профильного ножа ось абразивного инструмента всегда параллельна оси ножевой головки.
 На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.
На тыльной стороне ножа имеется прецизионное рифление, которое при установке ножа совмещается с ответным рифлением в корпусе инструмента.Это обстоятельство приводит к тому, что задняя поверхность профильного ножа не прямолинейная, а радиусная.
Особенности заточки профильных ножей можно рассмотреть на примере ножей для обработки профильной вагонки.
Расположение изделия и ножей на 4-х стороннем станке – рис.13
Помимо основных геометрических параметров инструмент имеет также вспомогательные, которые по своей значимости не менее важны для качественной обработки изделия.
Одним из таких параметров является вспомогательный задний угол alfa.
На сечении D-D показан вспомогательный задний угол.
Этот угол необходим для того, чтобы вспомогательная задняя поверхность ножа при обработке не соприкасалась с обрабатываемой заготовкой. Если резец не имеет вспомогательных задних углов, инструмент начинает «гореть».
Рассмотрим заточку правого ножа.
рисунок правого ножа – рис.14
Представленный нож имеет ряд режущих кромок:
При заточке все режущие кромки ножа должны быть переточены.
В рассматриваемом случае критична переточка режущих кромок B-C и D-E.
При переточке этих кромок происходит уменьшение размера C-D.
Для того, чтобы переточка кромок B-C и D-E была не столь критична данные кромки выполняют с углом в плане. Этот угол делают небольшим, чтобы не ослабить прочность соединения элементов готового изделия, он равен 2-3 градуса.
Гораздо лучшие условия обработки создаются при обработке шпунта и гребня составными фрезами.
При переточке составной фрезы также происходит уменьшение размера C-D. Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D.
Однако, составная фреза может раздвигаться и точно восстановить первоначальный размер C-D.
Составные фрезы раздвигаются с помощью дистанционных колец. Толщина такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно корректировать с точность до 0,01мм. Данная точность является более чем достаточной.
То обстоятельство, что составные фрезы могут быть раздвинуты с большой точностью, позволяет выполнять их режущие кромки с большими вспомогательными задними углами.
Смирнов А.В.
Технический директор ООО «Тул Лэнд»
Ручной фуганок с древних времен и сейчас активно используется в столярной работе. И с тех же самых пор особое внимание уделяется такому мероприятию, как заточка ножей фуганка. Ведь только качественно отрегулируемый инструмент позволяет получить качественный продукт.
Итак, заточка ножей фуганка своими руками начинается со снятия ножа вместе со стружколомом, который в последствии откручивают. После это с ножа смывают смолу и грязь, которая образовалась при работе. С такой задачей хорошо справляется бензин. После очистки ножа можно переходить непосредственно к заточке. Заточка фуговальных ножей может осуществляться множеством способов. Тот, кто часто этим занимается и имеет достаточно опыта, затачивает нож, просто удерживая его руками под нужным углом. Для тех, кто имеет меньше опыта, существует масса приспособлений, электрифицированных и ручных. Поскольку станки для заточки и правки лезвий дорогостоящие, наиболее часто используются ручные приспособления. Такие изделия есть как заводского изготовления, так и самодельные. Предельно простое приспособление для сохранения угла заточки неизменным представлено на фото ниже. Оно представляет собой мебельный болт, длинной около пятнадцати сантиметров с полукруглой головкой. Такая форма головки болта снижает трение при заточке. На резьбе болта закреплены две гайки, которые зафиксированы одна относительно второй. Перемещая эти гайки вверх или вниз можно изменять угол заточки в широких пределах. Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты. Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
Помимо гаек на болте есть две широкие шайбы, между которыми зажимается нож фуганка. Фиксация ножа производится при помощи барашковой гайки. В собранном виде вся конструкция показана ниже. Угол заточки ножей фуганка можно рассчитать геометрически или измерить при помощи транспортира. Для строгания мягкой древесины заточка ножей фуганка осуществляется под углом в 25 градусов, для строгания твердой древесины и при мягкой стали ножа фуганка угол заточки должен составлять 30 градусов. Также есть в продаже и заводские приспособления для затачивания столярных инструментов. Помимо фуговальных ножей, на таких приспособлениях можно затачивать стамески, резцы для токарной обработки и прочие режущие инструменты. На фото ниже показано наиболее распространенное и недорогое приспособление для заточки ножей фуганка своими руками. С его помощью легко регулировать угол заточки, перемещая нож вверх для увеличения угла и вниз – для уменьшения. Установленный угол заточки инструмента можно определить по имеющейся линейке, которая на этом фото ниже откинута. Фиксируется нож двумя винтами. Шкала проградуирована под наиболее распространенные углы заточки – 25,30,35 градусов. Из недостатков такого устройства можно отметить то, что заточка часто происходит неравномерно, из-за неровно зажатого лезвия. Вал, благодаря которому осуществляется перемещение устройства, изготовлен из пластмассы и не очень прочный. Заточка ножей фуганка, независимо от выбранного приспособления производится на наждачной бумаге, которая закреплена на куске каленого стекла. Изменяя зернистость бумаги, добиваются приемлемой остроты. Заканчивают заточку шлифовкой и полировкой фаски лезвия. Для шлифовки применяют самую мелкозернистую бумагу, которая есть в наличии. Полируют лезвие на кожаном ремне, на который наносится паста ГОИ. После окончания полировки на пасте лезвие отражает предметы, как зеркало и имеет бритвенную остроту.
10,482 просмотров всего, 2 просмотров сегодня
То, что нужно знать о заточке ножей фуганка | Древология
Фуганок и фуговальный станок издавна были одними из самых популярных столярных инструментов, не потеряли они свою актуальность и сегодня. Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Вопросом о том, как заточить ножи фуганка интересуется множество профильных специалистов, поскольку полноценно подготовленный к работе инструмент позволяет добиться лучшего качества работы. Первое, что нужно сделать – это снять нож и стружколом, который перед работой нужно открутить. Бывший в употреблении инструмент нужно очистить от загрязнителей, например смолы, лучше всего она удаляется при помощи бензина.
Чтобы осуществить заточку ножа строгательного и фуговального типа лучше пользоваться специализированными устройствами. Осуществляют процедуру также вручную, к тому же приспособление для заточки ножей фуганка можно собрать самостоятельно. При работе нужно соблюдать ряд правил, можно использовать несколько технологий. Независимо от того, каким вариантом заточки вы будете пользоваться, нужно максимально точно придерживаться инструкции. Иначе можно добиться некачественной работы инструмента, функциями которого столяр не сможет воспользоваться на 100%. Если вы задумываетесь о том, как заточить ножи фуганка дома, то используйте обычные точильные камни, хотя идеальным вариантом будет выбор профессионального точильного станка с функцией охлаждения.
Подготовка к заточке ножей
Заточка ножей фуганка может быть произведена более качественно, если выбирать приспособление с низкими оборотами и высокого качества. Если вы хотите использовать точильный камень, то его нужно изначально выровнять. После правки устройства, камень нужно сгладить бруском.
Теперь выставьте подходящий угол наклона, это осуществляется вращением винта, крепящего полотно. Далее нужно использовать держатель, входящий в стандартную комплектацию станка, там закрепляется фуговальный нож. Работу нужно начинать с ножей не шире 13 мм. Длина не важна, поскольку в держателе инструмент фиксируется в удобном положении.
Для того чтобы хорошо зафиксировать нож, держите его в выбранном положении и плотно закручивайте винты.
Чтобы контролировать угол заточки ножей фуганка применяется маркер, которым отмечают фаску ножа. Понять точность регулировки, можно проворачивая камень вручную.
Понять точность регулировки, можно проворачивая камень вручную.
Заточка инструмента
Заточка ножей фуганка представляет собой простой процесс, вам нужно лишь перемещать держатель из стороны в сторону относительно точильного камня. Старайтесь не давать лезвию выходить за края камня. Зафиксируйте держатель в 12 мм от окончания круга. При осуществлении работы нужно наладить подачу водяного охлаждения. Будьте готовы к тому, что нужно будет регулярно пополнять запас жидкости в бачке и не допускать осушения резервуара. Чтобы обезопасить работу нужно добиться, чтобы влага не стекала на пол под ноги.
Заточка фуговальных ножей довольно длительная процедура. Периодически проверяйте чистоту точильного камня, поскольку тот может быстро засаливаться. Чтобы его очистить, нужно воспользоваться специальным бруском, как только будет обнаружено загрязнение. Кстати, выбор камня во многом зависит от разновидности инструмента. Фуговальный станок может включать ножи из различных типов твердости, так что осторожно выбирайте точильный камень.
Обычно ножи для фуговального станка точатся в течение 20 минут, после чего нужно выполнить доводку. Эта процедура осуществляется при помощи специальной пасты. Полировка проводится для того чтобы на лезвие не было малейших шероховатостей, заусенцев, иначе работы с таким ножом не будет полноценной. Проверяют эффективность заточки при помощи разрезания им листка бумаги. Если срез выполнен аккуратно, то нож полностью готов к работе.
Источник: Древология.ру
Угол заточки ножа — как выбрать оптимальный угол, рекомендации от Златоустовских ножей, таблица
как выбрать оптимальный угол заточки
Давайте без лишних сложностей. Нет такого понятия, как «универсальный угол заточки». Всё относительно. А в нашем случае относительно того, какие работы выполняются ножом. Для разделки кабана — один угол, а для разделки пищи на кухонном столе — уже другой. Когда речь заходит про выбор угла заточки, всегда приходится выбирать между качеством и легкостью реза и устойчивостью режущей кромки к тяжелым нагрузкам.
 Разберемся?
Разберемся?Во-первых, существуют стандартные рекомендации, которых можно и нужно придерживаться. Разработаны они давно, проверены уже ни одним поколением.
Угол заточки ножа. Таблица
| Тип ножа (выполняемые работы) | Угол заточки, градусов |
|---|---|
| Разделка рыбы (филирование) | 25 |
| Обвалочные ножи (разделка мяса) | 25-30 |
| Шеф-ножи (поварские работы) | 25-30 |
| Ножи кухонные (домашняя разделка, нарезка) | 30-35 |
| Городские ножи (складные, перочинные) | 30-35 |
| Овощные ножи (чистка овощей, нарезка) | 35 |
| Туристические ножи (походные, ножи выживания) | 35-40 |
| Охотничьи ножи (разделка крупных трофеев) | 40-45 |
Правило здесь простое и понятное. Чем меньше угол заточки, тем легче нож разрезает продукты и другой материал, но затачивать/править его придется чаще. Соответственно, чем больше угол, тем дольше нож сохранит свои режущие качества, но в процессе работы придется прикладывать больше усилий.
В Златоусте оружейники придерживаются угла заточки 40 градусов. Считая его «универсальным». Может быть это и есть «золотая середина»?))
Ну, а если серьезно, то учесть все потребности клиентов просто невозможно. Поэтому затачиваем под 40 градусов. Кому нужно больше или меньше? Перетачивайте.
На фото нож Н1 оружейного предприятия 330СС с углом заточки 40 градусов.
Угол заточки и другие факторы
На способность режущего инструмента сохранять заточку влияют многие факторы. Угол заточки является лишь одним из них. Если не уделено должного внимания термической обработке стали то, при низких значениях, заточи нож хоть под 50 градусов, он быстро «подсядет», а при высоких значениях закалки (перекал) режущая кромка может просто выкрошиться.
Существует и так называемая заточка «сканди», когда спуски на ноже делаются на ленточном гриндере практически «в ноль» с небольшим микроподводом. Такие ножи предназначены для тяжелого «батонинга», когда рубить ими можно смело даже поленья, нанося удары другим поленом или молотком по обуху.
Такие ножи предназначены для тяжелого «батонинга», когда рубить ими можно смело даже поленья, нанося удары другим поленом или молотком по обуху.
На фото нож НеПропаду из нашего каталога с углом заточки «сканди».
Ситуация может быть и такая: хорошая сталь, закалена по всем правилам, но «точили на точиле», т.е на высокоскоростном абразивном круге. Такой нож заточку также долго держать не будет. Поэтому, обращайте внимание при покупки ножа на то, что за производитель за ним стоит. Маститые оружейники, как правило, учитывают все эти параметры при изготовлении ножей.
Угол заточки «чтобы гвоздь рубил»
Заскучали?
Все слышали, наверное, байку про то как нож из дамаска/булата/супер стали перерубает гвоздь. Открыть секрет? Даже заурядная «китайская сталюка» способна на такой фокус. Что уж тут говорить про дамаск или булат.
Условиями для такого фокуса являются:
- твердость стали в пределах 56-61 HRC и …
- … угол заточки 50-60 градусов.
Рубите гвозди на здоровье, если вам оно требуется((. Не верите? Пишите ниже, мы проведем такой тест и снимем все на видео.
Без комментариев
Как правильно подобрать угол заточки?
Экспериментально! Ориентируйтесь на таблицу в начале статьи и пробуйте отклонения в большую или меньшую стороны исходя из своих задач. Углеродистые стали, кстати, позволяют применять более острый угол заточки. Поэтому для ножей из дамаска или литого булата возможно отклоняться в меньшую сторону (в разумных пределах) не боясь замина режущей кромки.
Для справки
При покупке клинков для самостоятельно изготовления ножей из нашего каталога возможно заказать необходимый угол заточки. Мы с радостью заточим их под 25, 30, 35, 40 или 45 градусов на шведском оборудовании Tormek. А чтобы не было недопонимания: когда говорим про угол заточки, то говорим про полный угол, а не половинчатый. На схеме ниже, показан именно половинчатый угол. Умножая его на 2, получаем полный.
На схеме ниже, показан именно половинчатый угол. Умножая его на 2, получаем полный.
Рубанок. Рейсмус
Часть шестая. Заточка ножей электрорубанка, фуговальных и рейсмусовых станков. Для заточки таких ножей у Tormek есть приспособление SVH-320.
Оно состоит из независимого суппорта и оправки.
Суппорт устанавливается на станок на две винтовые стойки, на каждой из которых есть регулировочная гайка. На гайки нанесены цифровые шкалы для точной регулировки положения суппорта по вертикали.
На винтовых стойках на двух осях установлена алюминиевая направляющая.
Конструкция ее такова, что оправка с зажатым в ней ножом совершает строго горизонтальные рабочие движения.
Угол наклона направляющей, соответственно и угол заточки ножей, настраивается с помощью подпружиненного регулировочного винта.
На направляющей расположена стальная штанга, на которой есть две втулки-ограничители. Они служат для ограничения перемещения оправки по направляющей.
Втулки выставляют в необходимом положении на штанге и стопорятся на ней при помощи винтов в теле втулок. Ослабляют и затягивают эти винты маленьким шестигранным ключом, входящим в комплект SVH-320.
Затачиваемый нож зажимается в оправку П — образным профилем и пятью винтами.
Можно зажимать ножи до 300 мм в длину и не менее 13 мм в ширину.
Видел где-то в рекламе Tormek, как при помощи SVH-320 затачивают ножи длинною
миллиметров 450-500. Но мне кажется, что это больше выход из положения, чем норма.
В верхней части оправки, по центру расположен штифт, который во время заточки упирается во втулки-ограничители.
Ну что ж, пора к делу.
Заправляю станок водой до нормы.
Заточка такого типа ножей – довольно ответственное мероприятие.
Стоит воспользоваться приспособлением TT-50.
Рабочая поверхность абразивного круга станет ровной и чистой.
Вращение круга будет ровным, без биения.
Канавки, которые образуются после применения TT-50, можно использовать
на благо дела. В таком состоянии абразивный круг довольно быстро снимает металл.
А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
В таком состоянии абразивный круг довольно быстро снимает металл.
А это актуально, когда затачиваешь ножи с мелкими выбоинами от сучков, а того хуже, гвоздей.
Но кроме скорости заточки необходимо добиться и чистоты заточки РК.
Для этого все же придется воспользоваться двухсторонним камнем SP-650.
Им я только слегка приглаживаю рабочую поверхность круга.
В процессе заточки канавки довольно быстро сгладятся, но первый нож я заточу
значительно быстрее остальных.
Вот наши подопытные ножи. Два ножа от рейсмусового станка Makita, два ножа от электрорубанка. Ножи от Makita затачиваются только с одной стороны, ножи от электрорубанка затачиваются с обеих сторон.
Вкладываю в оправку SVH-320 длинный нож от рейсмусового станка без зазоров и перекосов. Затягиваю центральный винт, затем соседние, а потом крайние винты.
Устанавливаю суппорт SVH-320 на станок, как показано на фото.
Надеваю оправку на направляющую суппорта. Для этого, возможно, придется поднять
суппорт при помощи регулировочных гаек.
Настройку угла заточки с помощью SVH-320 можно делать с использованием перманентного черного маркера.
В книжке по эксплуатации Tormek приводится только этот способ, и я его уже описывал
в теме о заточке топориков.
Я иногда выставляю угол заточки по угломеру WM-200, как это показано на фото.
Этот способ хорош, когда ножи постоянно находятся у меня на обслуживании, и я знаю точно, под каким углом они заточены мною в прошлый раз.
При помощи гаек на винтовых стойках суппорта и подпружиненного винта
выставляем необходимый угол заточки.
Здесь всего две настройки, но они влияют друг на друга. Первое время у людей бывают трудности с точной настройкой, но с приходом навыка и опыта затруднения исчезают.
После того, как угол заточки установлен, фиксируем суппорт SVH-320, затянув стопорные винты на вертикальных направляющих Tormek.
Затем необходимо убедиться, что РК ножа и рабочая поверхность круга прилегают друг к другу плотно и без перекосов. Шведы предлагают делать это с помощью двух полосок папиросной бумаги. Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа.
Шведы предлагают делать это с помощью двух полосок папиросной бумаги. Я это делаю «на просвет», т.е. устанавливаю на противоположной стороне станка настольную лампу и смотрю световой зазор между камнем и РК ножа.
Если все в порядке, приступаем к «черновой» заточке ножа.
Продольные перемещения оправки с ножом должны быть равномерными.
Я делаю небольшой, но равномерный нажим на камень. В противном случае
РК ножа получится волнообразной.
Добившись отчетливого заусенца по всей длине РК, я перехожу к чистовой заточке.
Беру двухсторонний брусок SP-650, заглаживаю рабочую поверхность абразивного камня.
Делаю «чистовую» заточку. Несколько рабочих проходов достаточно.
Получаю примерно такую РК :
Аналогично затачиваются ножи для электрорубанка. Чтобы закрепить их в оправке, достаточно трех винтов.
У ножа рубанка затачиваются обе стороны. Поэтому на заточку двух ножей понадобиться 4 цикла «черновой – чистовой» заточки.
На фото видно, что втулки-ограничители я не использую. Я думаю, что они будут действительно полезны, когда придется заточить партию однотипных ножей.
Если требуется заточить 2-6 ножей, то достаточно, на мой взгляд, визуального контроля.
Получаю такую РК:
Начинаю доводку РК ножей на «кожаном» круге. Круг предварительно обмазываю финишной пастой Tormek PA-70.
Делаю доводку РК с противоположной стороны ножа.
Аналогично довожу РК ножей от рейсмусового станка.
Доводка с обратной стороны.
Важно добиться удаления заусенца по всей длине РК.
Получаю такой результат.
Хорошо заточенные ножи уверенно режут газетный лист.
Уверен, что качество поверхности древесины оструганной такими ножами порадует столяра или краснодеревщика.
Один из недостатков SVH-320 – это стекающая по обе стороны заточки вода.
Дело в том, что когда точишь длинномерные ножи, вода стекает по затачиваемому ножу то влево, то вправо. Вода попадает на кожаный круг, а затем и на приводное колесо.
Вода попадает на кожаный круг, а затем и на приводное колесо.
Резиновая поверхность приводного колеса намокает, и станок начинает пробуксовывать
Я научился обходить эти проблемы.
Чтобы вода не попадала на рабочий стол, я сначала кладу на него автомобильный резиновый коврик с буртиками. Вся пролитая вода будет собираться в нем. А чтобы вода не попадала на приводное колесо, под ножки станка со стороны кожаного круга я подкладываю подложку толщиной около 1 см. В этом случае вода уже не капает на кожаный круг, а стекает по затачиваемому ножу обратно на абразивный круг.
В основном я доволен этой разработкой Tormek. Не встречал пока ничего, на чем можно было бы заточить подобные ножи качественнее. Может быть, со временем, меня кто-нибудь переубедит
Круги для Т7; Т4; Т3 можно приобрести здесь: www.grinder-man.ru
Точильный станок Профиль K03 Подарочный базовый (TS-K03190100)
Описание точильного станка Профиль K03 Подарочный базовый:
Профессиональный комплект для заточки любых ножей и инструмента. Поставляется в прочном оружейном кейсе, удобном для переноски. В ложементах кейса помимо самого устройства расположены 4 зажима, закрывающих весь спектр ножей и инструмента. Малый универсальный стол в комплекте расширяет максимальный угол заточки до 90°.
- Набор для любых заточных работ
- Безотказный поворотный механизм
- Бесступенчатая регулировка угла заточки
- Четыре типа зажимов для заточки любых ножей и инструмента
- Для любых типов ножей и инструментов
- Профессиональный результат заточки менее чем через 40 минут после распаковки.
- Совместим с камнями EdgePro ™, природными камнями, камнями boride, и др.
Модификация корпуса K03 не имеет отклонений по горизонту, нож зажимается параллельно столу. Современный реечный подъемник с бесступенчатой регулировкой позволяет выставлять угол с точностью до 0,05°. Диапазон углов работы от 7° до 23°, что позволяет заточить ножи на общий угол до 46°.
Современный реечный подъемник с бесступенчатой регулировкой позволяет выставлять угол с точностью до 0,05°. Диапазон углов работы от 7° до 23°, что позволяет заточить ножи на общий угол до 46°.
Подвижная часть соединена с основанием ласточкиным хвостом, что гарантируем абсолютную точность выставления угла. А дополнительный винт фиксации позволят жестко заблокировать подъемник во время проведения обдирочных работ.
Сочетание цельнофрезерованных зажимов и одиночного зажимы с изменяемой геометрией закрывает потребность в заточки практически всех ножей: от обычных кухонных, до ножей с особой заточкой и со спусками от обуха. Также в комплекте есть двойной филейный зажим, позволяющий затачивать ножи с углом меньше 10°. Малый универсальный стол расширяет углы заточки до 90° и позволяет затачивать парикмахерский ножницы, столярный инструмент, ножи фуганка, ножи ледобура. Таким образом общий диапазон углов заточки от 7° до 90°.
Уникальный вращающийся механизм имеет широкий рычаг, который облегчает вращение и обеспечивает надежную авто-фиксацию рамки для зажимов. Во вращающемся механизме мы используем только самые надежные материалы: корпус вращающегося механизма изготовлен из закаленной стали. Благодаря системе пружин и подшипников рама переворачивается без износа механизма.
Универсальный держатель позволят использовать с точилкой любые абразивные камни.
Стальная подставка весом более 3 кг надежно удерживает устройство на столе и позволяет производить заточку на любой ровной поверхности.
Механический угломер имеет шаг 1 ° и помогает контролировать угол во время процесса заточки, когда рама переворачивается, при смене абразива или заточки ножа.
В этот комплект входит:
- Корпус К03,
- Подставка
- Зажим одиночный,
- Зажимы цельнофрезерованные,
- Зажим двойной филейный,
- Стол малый универсальный
- Расширенный набор отверток без чехла
- Набор ЗиП
- Упаковано в оружейный кейс
 youtube.com/embed/G3_s4xsAn7c» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/G3_s4xsAn7c» frameborder=»0″ allowfullscreen=»»/>
Заточные станки для строгальных ножей
На сайте Станкофф.RU вы можете купить заточные станки для строгальных ножей ведущих производителей. В наличии и под заказ более 16 моделей станков для заточки плоских ножей фуганка и рейсмуса по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Станки для заточки плоских ножей: применение
При наличии в непосредственной близости от производства сервиса по обслуживанию расходного инструмента есть возможность воспользоваться услугой специализированной мастерской и постоянно расходовать средства на восстановление работоспособности оснастки. При больших объемах работы регулярно тратить время и деньги на перетачивание резцов с прямолинейной формой нецелесообразно. Небольшие вложения в приобретение заточного станка для плоских ножей обеспечат бесперебойную работу предприятия или частной мастерской с большим или средним объемом деятельности.
Плоские виды оснастки являются востребованным типом расходного инструмента для работы с древесиной и металлом. Ножи используются в гильотинных ножницах, применяются в агрегатах для фуговальных и рейсмусовых операций. В полиграфической промышленности станок для заточки плоских ножей необходим для восстановления остроты шаберных лезвий. Регулярное перетачивание прямолинейной режущей кромки требуется для эффективной работы дробильного, строгального и рубильного оборудования.
Устройство современных станков для заточки строгальных ножей, представленных на нашем сайте, сохраняет основные принципы классической технологии обработки стальной режущей кромки по задней грани, но автоматизация процессов намного повысила качество результата, сделала использование устройств быстрым и удобным. Применение абразивных, алмазных или эльборовых кругов дает возможность получать гладкую и точно обработанную поверхность с предельно минимальным допуском отклонений от заданных параметров.
Эффективная и комфортная эксплуатация станков нового образца обеспечивается наличием:
- электромагнитной плиты для надежной фиксации обрабатываемого инструмента;
- высококачественных заточных кругов чашеобразной формы;
- возможности плавно регулировать скорость перемещения рабочего узла и угол применяемого воздействия;
- системы подачи охлаждающей жидкости, продлевающей рабочий ресурс инструмента и механизмов.
Характеристики агрегатов
Независимо от модификации агрегаты отвечают самым высоким требованиям к качеству и точности обработки режущей кромки плоской прямолинейной формы. Контроль движения заточного суппорта производится с использованием индукционных датчиков, а управление перемещением выполняется с удобного пульта. Полную безопасность при эксплуатации гарантирует многоуровневая защитная система, создающая предохранительный заслон шлифовального круга и каретки, и выполняющая блокировку устройства в случае аварийной ситуации.
Анализ характеристик станка для заточки фуговальных ножей или другого вида специализированного оборудования должен учитывать основные технические параметры установки и рабочей оснастки:
- скорость выполнения заточки;
- размер и твердость материала изготовления заточного круга;
- зернистость рабочей поверхности.
В стандартной комплектации конструкция агрегатов включает виброустойчивую станину, на которой смонтированы рабочие узлы станка в виде направляющих, держателей для закрепления инструмента и точильного приспособления. Станки для заточки ножей рейсмуса, гильотины или других видов оборудования, использующего в работе плоские ножи, отличаются простым способом установки настроек и позволяют одновременно обрабатывать до 4-х единиц оснастки. При наличии нескольких шпинделей каждое устройство имеет возможность индивидуальной настройки.
Особенности выбора и эксплуатации
Предлагаемые нашей компанией новые виды заточных станков для ножей фуганка, гильотин, дробилок и рейсмусов, объединяют доступную стоимость с высокой функциональностью и способны показывать надежность при длительном сроке службы. Единственным условием эффективного использования является соответствие технических возможностей агрегата особенностям предполагаемых работ, соблюдение правил эксплуатации и систематический уход за установкой.
При выборе оснастки оборудования и выполнении обработки расходного инструмента на заточном станке для строгальных ножей следует учитывать некоторые правила, которые помогут получить при работе более качественный и точный результат:
Единственным условием эффективного использования является соответствие технических возможностей агрегата особенностям предполагаемых работ, соблюдение правил эксплуатации и систематический уход за установкой.
При выборе оснастки оборудования и выполнении обработки расходного инструмента на заточном станке для строгальных ножей следует учитывать некоторые правила, которые помогут получить при работе более качественный и точный результат:
- Круги должны иметь оптимальный уровень твердости. Слишком мягкая структура приведет к быстрому износу оснастки, а быстрый нагрев материала с избыточной твердостью создаст риск возгорания.
- Мелкозернистые виды материала повышают время обработки, но обеспечивают более качественный результат. Инструмент с крупным зерном оставляет следы на поверхности металла и больше подходит для быстрой черновой обработки.
- Более массивные заточные круги имеют повышенный рабочий ресурс и способствуют снижению себестоимости процесса.
При наличии повреждений на полотне строгального ножа достаточно произвести поверхностную обработку для восстановления гладкой плоскости. Затачивание новой оснастки выполняется без подгонки размеров к ранее использовавшимся ножам. Если конструкция станка подразумевает водяное охлаждение, следует добавить в жидкость небольшое количество специальной эмульсии, которая предохранит механизмы от коррозии.
Ножи для рубанка. Замена и углы заточки
Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Условия работы ножа
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.
Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.
Конструкция ножа
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
 Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.
При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала. В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5°, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80°. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания. Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50° от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30°. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа. Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.

Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин-1, иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.
При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.
Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30°, используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.
Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
The Project Lady — Самодельный кондуктор за 9 долларов для заточки фуговальных ножей
Мои фуговальные ножи ПРОДОЛЖАЛИ из-за хорошей заточки (они не снимали ничего с мягкой сосны 😳). Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы избавиться от всех проблем — это потребовало приспособления!
Осмотрев их, я понял, что им понадобится серьезная смазка для локтей, чтобы избавиться от всех проблем — это потребовало приспособления!
Есть много самодельных приспособлений, но мне не понравилась идея затачивать 2 ножа за раз и менять / вращать лезвия каждые несколько минут.Я хотел избежать этого любой ценой!
Я сделал приспособление из очень небольшого количества материалов примерно за 9 долларов и очень им доволен! Он удерживает все 3 лезвия, легко вставлять и затягивать лезвия в зажимном приспособлении, и это легко сделать, если у вас есть подходящие инструменты!
Вот красивый край, который я получил всего за 10 минут работы лезвиями на наждачной шкурке с 3 зернами 😍
Вот что я использовал:
Необходимых инструментов:
Настольная пила
Сверлильный пресс + долото Форстнера 3/4 ″ + сверла 17/64 ″ и 3/8 ″
Ленточная пила
Маршрутизатор + биты (опц.но рекомендуется для удобного захвата)
Куб углового искателя
карты покемонов *
(* если ваш упор настольной пилы не регулируется легче, чем мой)
СОВЕТ: вам понадобится твёрдая ровная поверхность для заточки. У меня был гранитный квадрат, но лист стекла тоже подойдет! В Home Depot я нашел набор из трех разных шлифовальных листов (наждака) специально для металла, которые держались довольно хорошо.Пропустите блок через настольную пилу так, чтобы на конце получился квадрат 2-1 / 4 дюйма.
Установите полотно настольной пилы на 38,5 градусов. СОВЕТ: Мои фуговальные лезвия имеют заводской угол 40 градусов, но я слышал, как другие люди говорили, что угол в 38 градусов создает хороший микрокос и легче затачивать лезвия, потому что вы снимаете меньше материала с поверхности.
Я опустил лезвие, чтобы сделать неглубокий разрез в древесных отходах, и понемногу поднимал лезвие, пока не убедился, насколько сильно торчит одно из моих лезвий. Установите забор так, чтобы вырезы находились там, где вы хотите, в вашем блоке — не слишком близко к краю и не слишком далеко от центра (вам нужно, чтобы слева было достаточно центра, чтобы создать свою «прижимную планку»). Сделайте проход по блоку, поверните и сделайте второй проход для прорезей для лезвий.
Сделайте проход по блоку, поверните и сделайте второй проход для прорезей для лезвий.
Чтобы создать более широкий паз для 2 лезвий, я не хотел регулировать мой забор, потому что его сложно отрегулировать идеально. Я решил сделать прокладку из игральных карт, которая имеет идеальную ширину для лезвия, которое можно вставить между забором и моим блоком, когда я проталкивал блок.
Убедитесь, что этот разрез снимает материал с внутренней, а не с внешней стороны уже существующей прорези. Видите эти карточки?… Они красиво скользили по забору вместе с блоком, и их было легко удерживать на месте.
Проверяйте установку лезвий на ходу. Вы не хотите, чтобы они входили слишком легко (я сделал еще один проход, вставив в прокладку еще несколько карточек, чтобы сделать больший слот шире).
Мой блок 8 дюймов в длину, а мои лезвия всего 6 дюймов. Я измерил линию в 6 дюймов, чтобы определить, где разрезать. Я сделал отметки 1 ″, 3 ″ и 5 ″ для размещения головок болтов (по центру «зажимной планки»).
Вставьте сверло Форстнера 3/4 дюйма в сверлильный станок и установите упор, чтобы головка болта находилась заподлицо с блоком.
Просверлите 3 сделанных вами отметки.
Используйте сверло 17/64 ″ и просверлите центры на другой стороне.
С помощью бита 3/8 ″ установите ограничитель глубины на высоту соединительной гайки, чтобы он был свободен. СОВЕТ: используйте сверло, которое точно центрируется над уже просверленными отверстиями. Например, насадки Брэда не подойдут.
Просверлите другую сторону (верх) блока так, чтобы сверло находилось по центру каждого отверстия. Отрежьте лишние 2 дюйма вашего блока.
Проведите квадратную прямую линию, соединяющую сгустки ножа.Мой 6-дюймовый блок не проходил под моей ленточной пилой, поэтому я обрезал 1/8 дюйма или около того с каждого конца. Начните резать с самого широкого паза, чтобы он лучше всего подходил к полотну ленточной пилы. СОВЕТ: убедитесь, что вы не срезаете нижний край пазов, потому что он действует как «упор» для лезвий.
Wallah! Я рекомендую пометить детали на внутренней стороне, если вы беспокоитесь о том, что впоследствии не сможете правильно их соединить.
Проверьте свой блок с оборудованием и ножами.
Вы МОЖЕТЕ использовать новую джигу именно так, но ее очень неудобно держать.
Я проделал несколько канавок с каждой стороны для пальцев…
… и закругленные по концам и длинные края сверху.
После шлифовки будет смотреться красиво и ярко!
Я использовал Danish Oil для отделки, потому что это быстро и легко!
Добавить оборудование…
… и затяните от руки. Держите крепеж достаточно свободно, чтобы лезвия могли упасть внутрь. С этого момента все, что вам нужно сделать, это ослабить / затянуть «прижимную планку», но вам никогда не придется снимать ее полностью. СОВЕТ: убедитесь, что ваша прижимная планка находится в зажимном приспособлении правильно (помогает выравнивание конечного волокна).
Бросьте ножи в прорези…
… и осторожно переверните приспособление ножами по вашей плоской поверхности, которую вы будете использовать для шлифования.
Надавите на ножи, чтобы убедиться, что они полностью выровнены. Нажимая одной рукой на кондуктор, другой рукой можно затягивать болты. Встаньте на уровне глаз и убедитесь, что они все еще плоские.Включите фонарик, чтобы убедиться, что сквозь него не проникает свет.
Много работал наждаком. Мне потребовалось около 5 минут, чтобы достать безделушки, и к тому времени грубая одежда была готова — но это действительно выдержало! Одежда среднего и тонкого качества была легким делом, потому что к тому моменту лезвия имели красивую форму. СОВЕТ. Часто проверяйте лезвия, чтобы убедиться, что они все ровно прилегают к твердой поверхности.
Вы видите этот симпатичный микрокосмический скос? О, это меня так радует!
Эта маленькая джиг-приманка была такой палочкой-выручалочкой!
Я был очень взволнован, чтобы вставить их в мой фуганок, потому что проекты накапливались! Было так приятно видеть, насколько гладко они режут.
Кстати, у вас есть любимый процесс настройки ножа?
Я возился со своим циферблатным индикатором Grizzly довольно долго, и мне было труднее всего добиться того же самого заднего и переднего концов ножей. Я мог собрать все 3 задние стороны и все лицевые стороны одинаково (потому что мне не нужно было перемещать циферблатный индикатор), но после того, как мне пришлось переместить индикатор, я не смог получить одинаковую высокую точку лопастей независимо от того, насколько я осторожен.Я подтвердил, что они отключены, проверив, насколько лезвия будут тянуть прямую кромку по разгрузочному столу. Задняя сторона потянула его ровно на нужную величину, но передняя сторона ЕЩЕ НЕ контактировала с линейкой.
Я установил ножи перед тем, как использовать метод линейки (не совсем уверен, как вы его назовете), и решил, что сделаю это снова! Я ослабил все свои стопорные планки и идеально отрегулировал ножи, как спереди, так и сзади, в течение примерно 8 минут (у моего фуговального станка также есть винты регулировки высоты для лезвий, которые действительно помогают ускорить процесс). СОВЕТ: помогает использовать что-то с маркировкой, но я сделал это на глаз. Вот ссылка, которая объясняет этот процесс подробнее.Иногда просто — это легко, к тому же у меня не было неудобного индикатора с циферблатом, который нужно было обойти!
Используйте этот удобный Угловой куб, чтобы отрегулировать забор, пока вы на нем!
Сделай сам для победы!
|
|
|
|
 Галерея
Галерея Какой угол резания при строгании мягких пород древесины? | Home Guides
Различные факторы напряжения, углы и математика участвуют в установке правильного угла для строгания древесины; эти факторы лучше оставить инженерам. Настоящие плотники используют практическую механику, метод проб, ошибок и наблюдения, чтобы получить хорошие результаты при работе со строгальными станками и регулировке углов строгальных ножей. Начните со стандартных настроек и отрегулируйте оттуда.
Настоящие плотники используют практическую механику, метод проб, ошибок и наблюдения, чтобы получить хорошие результаты при работе со строгальными станками и регулировке углов строгальных ножей. Начните со стандартных настроек и отрегулируйте оттуда.
Основы
Большинство деревянных инструментов с фрезами имеют угол наклона примерно 30 градусов. Это установленный угол, но чаще используется для твердых пород дерева, таких как дуб. Эта степень почти всегда используется на ручных долотах и рубанках. Он также используется для изготовления многих съемных заводских ножей из быстрорежущей стали на строгальных станках, столярных изделиях и даже некоторых пильных полотнах.Однако этот угол считается слишком крутым для многих строгальных станков, которые часто работают с мягкой древесиной, такой как сосна или пихта, где более уместен более низкий угол 40 градусов.
Стружка и обдув
Когда нож вводится в поверхность древесины на высокой скорости, он поднимает древесные волокна. Если угол лезвия установлен правильно, строгальный станок будет производить длинные фигурные стружки из дерева. Если угол слишком острый, например 30 градусов, он копает глубже и ломает стружку на куски, в результате чего вместо длинных локонов образуются стружки.Это также вызывает ямки на поверхности древесины, известные как выбросы. Выдувание трудно отшлифовать, и оно может даже испортить отделку дерева. Если мягкую древесину пропустить через строгальный станок, установленный на 40 градусов, стружка будет скручиваться, а поверхность свежеструганной древесины будет более гладкой без какого-либо обдува.
Растушевка
Другим признаком того, что строгальные ножи установлены слишком глубоко, является зачесывание волокон древесины. Это происходит, когда угол больше 40 градусов, в результате чего древесные волокна скользят по ножу, а не срезаются чисто.Растушевки легко узнать по мягким перистым волокнам, которые остаются на поверхности древесины после выхода из строгального станка. Волокна этого типа можно отшлифовать, но если они зацепятся, они могут отсоединиться и образовать длинные осколки, которые разрывают длинные участки древесины.
Волокна этого типа можно отшлифовать, но если они зацепятся, они могут отсоединиться и образовать длинные осколки, которые разрывают длинные участки древесины.
Регулировка
Вся древесина имеет немного другую текстуру и характеристики строгания. Как правило, строгальные станки с углом наклона 30 градусов можно использовать для всего, и ожидается определенная степень наддува и флюса. Если при строгании мягких пород древесины возникают серьезные проблемы и большая часть древесины, проходящей через строгальный станок, приходится на мягкую древесину, ножи следует заточить до 40 градусов.Это можно сделать, отрегулировав угол на шлифовальном круге, который крепится к верхней части строгального станка для заточки. При установке нового угла используйте качественный индикатор и транспортир столярного мастера или приобретите новые ножи с предустановкой на 40 градусов. Чтобы устранить проблему регулировки углов на традиционных строгальных станках, используйте строгальную коронку на вращающемся инструменте, которая обеспечивает постоянную глубину снятия древесины на каждом проходе. Конструкция спирального строгального сверла позволяет строгать древесину по ширине, равной длине режущей кромки сверла.
Writer Bio
Специализируясь на мебели из твердых пород дерева, столярных изделиях, шкафах, обустройстве дома и архитектурных столярных изделиях, Уэйд Шэдди работал в жилищном строительстве с 1972 года. Шэдди также работал репортером и писателем в газетах, а также сотрудником журнала Bicycling Magazine. . Шэдди начал публиковаться в различных журналах в 1992 году, а в 2008 году опубликовал роман «Темный каньон».
Заточка— Как использовать алмазный станок для заточки лезвий фуговального станка / строгального станка зернистостью 300 и 600 / держатель для ножей?
Пожалуйста, не используйте этот материал для своих инструментов, он слишком грубый.
Зернистость 300 и 600, безусловно, не подходит для заточки лезвия строгального станка или чего-то подобного.
300 очень агрессивна, забирает много материала и не очень гладко (остро). Это то, что вы можете использовать на садовом топоре после того, как вы прорубите корни и землю (и маленькие камни) в течение некоторого времени, чтобы избавиться от вмятин, которые теперь будут видны на лезвии. Или вы можете использовать его, чтобы снова получить прямую режущую кромку, если по какой-то причине кто-то «заточил» ее совершенно неправильно, поэтому она все перекошена и наклонена.
600 лучше, но все еще слишком грубый, чтобы по-настоящему заточить инструмент. Это лучше всего подходит, если лезвие не имеет желаемого угла.
Для заточки лезвий фуговального / строгального станка и (качественных) ножей вы можете начать, скажем, с зернистости 1000 (или 800, если они у вас есть, и вы не можете позволить себе купить 1000), а затем попробуйте еще раз. 3000, и закончите, протянув его через полировальный камень 6000 (лучше 8000).
Люди, исповедующие религию из заточки, вероятно, впоследствии будут натягивать лезвие на кожу (я этого не делаю, камень 8000 подходит для моих практических целей, но мнения и вкусы расходятся).
Камни 1000/3000 — это то, что составляет микрокромку, а камень 8000 (протянутый) придает этой кромке полировку, что отличает лезвие с острым «мехом» от острого «воах». После натягивания полировального камня край выглядит как зеркало.
Камни доступны с зернистостью до 20 000 или 30 000 (возможно, больше?), И некоторые люди будут использовать их, но эти камни довольно недоступны.
Я использую Suehiro Cerax 1000/3000/8000 с направляющей для заточки Veritas модели 2 (и 5.99 пластикового японского руководства по кухонным ножам), который дает очень хороший результат и достаточно доступный (около 80 валют за камень). Это не «алмаз», а корунд, но это мало что меняет.
10.000 доступен только как «смешанная зернистость», чему я не совсем доверяю — иначе я мог бы попробовать. Более 10 000 качественных камней явно относятся к трехзначному ценовому диапазону (и нет, первая цифра — это не единица!).
Я слышал о людях, которые для полного удовлетворения использовали несколько более дешевые камни «Король-солнце» или «Солнечный тигр».Они дешевле, чем Cerax, но, как говорят, изнашиваются быстрее. Для меня разница в цене не так уж и велика.
«Бриллиант» действительно нужен только для заточки керамических лезвий, и в противном случае из него не получится лучшая точилка (хотя, очевидно, он будет изнашиваться медленнее). Для инструментов из стали подойдет «обычный» камень (мне сказали, что «мягкое связывание» лучше для высокоуглеродистых сталей, тогда как «твердое связывание» лучше для высоколегированных сталей, но я использую твердое связывание для всех способ, который тоже отлично работает).
Следующие снимки сделаны дешевым тайским кухонным ножом, который я купил (и заточил) на этой неделе. Не инструмент по дереву, но вы все равно можете увидеть разницу между грубым и мелким зерном.
Заводская заточка
В состоянии поставки, в том виде, в каком затачивали (ну «затачивали») в тайской фабрике потогонной фабрики. Я предполагаю, что это может быть зернистость 600.
Хотите верьте, хотите нет, но вы можете нарезать на самом деле, и это тоже неплохо, по крайней мере, для овощей и тому подобного.
Однако я бы не стал использовать инструмент по дереву с такой кромкой.
Зернистость 1000 (неполная)
Здесь я частично заточил лезвие с помощью водяного камня с зернистостью 1000. Поскольку я затачиваю под более острым углом, чем рабочий, который делал лезвие, крайняя часть лезвия еще не была затронута, но вы уже можете видеть, что он будет намного более гладким. Чтобы получить ровный, равномерный край, необходимо еще дюжину проходов по камню:
1000, затем следует зернистость 3000
Это после заточки с зерном 1000, а затем с зерном 3000.Кромка в целом выглядит уже неплохо, хотя неровности все же видны.
Обработка зернистостью 8000
Окончательный результат после протягивания полировального камня 8000, красивый ровный край. Я не буду утверждать, что это самый острый нож в мире, но есть миров, между тем, как нож выглядел 5 минут назад и сейчас:
После Заточка Поставить пружины, натяжение стержень и первый нож на месте в режущей головке.Затяните болты на натяжной планке, чтобы в ноже не было помоя, но не достаточно туго, чтобы нож не плавал вверх и вниз по пружины. Приложите линейку к упор на подающем столе и в контакте с магнитным зажимом или зажим. Поверните режущую головку так, чтобы между ними оставалось 1/8 дюйма. передняя часть ножа и линейка.Приложите полоску твердой древесины к ограждение на разгрузочном столе, оставляя зазор ½ дюйма между край полосы и отверстие в столе, где режущая головка находится (фото 6). Поместите кусок Люцита к полосе твердой древесины и опустите правый край на кончик ножа. Прижимая нож к режущей головке, медленно переместите Lucite к линейке, пока не произойдет контакт (фото 7).Положите значительную часть своего веса на Lucite, когда вы начнете затяните натяжные болты. Начните с центрального болта и работайте над выход наружу (фото 8). Чтобы нож не «сползал» не затягивайте каждый болт за один проход. Я предпочитаю затягивать каждый болт с 4 проходами увеличения давления (опять же, всегда работая с центр). Проверка ползучести
Удерживая режущую головку плотно прижатая к линейке, держите Lucite под углом 45 градусов, чтобы станину фуганка и сдвиньте ее по большей части ножа край (ближайшая к вам сторона) как показано на фото 9.Ищите крошечный отслоение люцита от острия ножа. Теперь переверните Lucite кусок и сдвиньте его (под углом 45 градусов) вдоль большей части внутренней части лезвия ножа. Снова посмотрите на пилинг (фото 10). Если два пилинга отдаленно близки по толщине (не по длине) у вас успешно установил первый нож. С другой стороны, если одна сторона есть сильное шелушение, а на другой стороне — легкое шелушение (или нет вообще) нож выполз и нужно будет ослабить натяжение болты и начать заново.Единственные две причины ползучести:
Если вы достигли ровные зачистки с обеих сторон ножа, удалите линейку и продолжайте к следующему ножу. Если вы будете внимательно следовать инструкциям, вы должен правильно установить нож с первого раза. | Нажмите любое изображение для увеличения |
 Хотя фото только шоу
моя левая рука, для этой части требуются обе руки (пришлось щелкнуть
картинку с другой стороны).
Хотя фото только шоу
моя левая рука, для этой части требуются обе руки (пришлось щелкнуть
картинку с другой стороны).Роб Косман | Секреты заточки
Секреты заточки: углы скоса и геометрия лезвия
Каков правильный угол скоса для заточки моих плоских или долотных лезвий? Это вопрос, который нам часто задают на наших семинарах, и многим людям трудно понять основные концепции углов скоса и геометрии лезвия, поскольку они связаны с получением острой режущей кромки на вашем инструменте.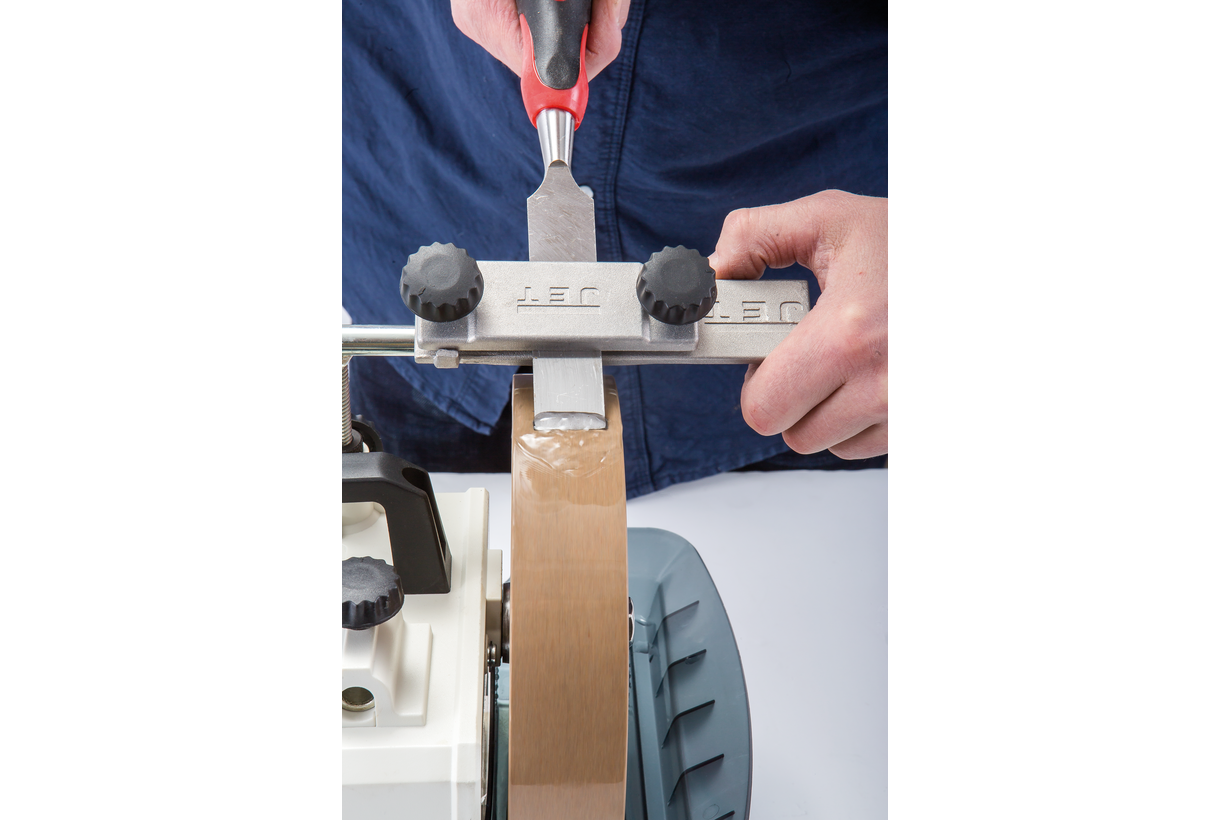 В этой короткой статье я расскажу об основах геометрии лезвия, которые вам необходимо понять, чтобы помочь вам улучшить и овладеть техникой заточки.
В этой короткой статье я расскажу об основах геометрии лезвия, которые вам необходимо понять, чтобы помочь вам улучшить и овладеть техникой заточки.
Единственный действительно важный угол. Единственный угол, который действительно имеет значение при определении острой режущей кромки, — это угол на кромке лезвия. Это подводит нас к критическому определению того, что является резким? Линия пересечения этих двух плоских поверхностей называется «режущей кромкой». Лезвие идеально острое, когда две плоские поверхности лезвия пересекаются друг с другом точно вдоль последнего атома пространства.
Конечно, «последний атом космоса» — теоретическая конструкция. Для заточки мы используем шероховатую поверхность (например, точильный камень), чтобы стирать металл на противоположных сторонах режущей кромки, пока эти плоские поверхности не станут гладкими и плоскими, как мы можем их получить, и они пересекаются, чтобы создать достаточно острый край. Что достаточно резкое? Когда наша рука не может обнаружить какое-либо улучшение поверхности дерева, если мы планировали это с более острым лезвием, мы достигли «достаточно острого».
Теоретически угол, под которым встречаются две плоские поверхности лезвия, не важен. Важно то, что противоположные стороны лезвия должны быть плоскими (плоские поверхности) и пересекаться по линии (режущая кромка). Испытания и ошибки деревообработки на протяжении веков показали нам, что острая кромка для деревообработки лучше всего достигается, если угол двух плоских поверхностей сходится где-то между 25 и 45 градусами, а зона наилучшего восприятия — от 25 до 30 градусов. Это больше связано с наличием сильной режущей кромки, чем с острой кромкой.Например, лезвие бритвы имеет острую режущую кромку, а угол, под которым встречаются его две плоские поверхности, значительно меньше, чем 25-30 градусов, но лезвие бритвы не может строгать дерево, потому что оно слишком слабо для сил деревообработки.
Углы лезвия. Для обработки дерева наши лезвия должны обладать двумя характеристиками: острой режущей кромкой и прочным лезвием. Как нам этого добиться? Чтобы создать прочное лезвие, мы используем современные металлы с рейтингом твердости по Роквеллу около 62 (если тяжелее, они становятся хрупкими), мы используем толстое лезвие по периметру.125 дюймов толщиной. Заточить это твердое, толстое лезвие и сохранить прочную режущую кромку — непростая задача. Здесь на помощь приходят углы скоса. Мы используем углы скоса, чтобы постепенно соединить две плоские поверхности. Использование скошенных углов требует минимальных усилий при удалении металла, что делает его самым быстрым способом заточки. На схеме ниже показаны названия и пространственное соотношение общих углов скоса лопастей. Примечание: не все плотники используют все эти фаски, это зависит от вашей техники заточки.
Для обработки дерева наши лезвия должны обладать двумя характеристиками: острой режущей кромкой и прочным лезвием. Как нам этого добиться? Чтобы создать прочное лезвие, мы используем современные металлы с рейтингом твердости по Роквеллу около 62 (если тяжелее, они становятся хрупкими), мы используем толстое лезвие по периметру.125 дюймов толщиной. Заточить это твердое, толстое лезвие и сохранить прочную режущую кромку — непростая задача. Здесь на помощь приходят углы скоса. Мы используем углы скоса, чтобы постепенно соединить две плоские поверхности. Использование скошенных углов требует минимальных усилий при удалении металла, что делает его самым быстрым способом заточки. На схеме ниже показаны названия и пространственное соотношение общих углов скоса лопастей. Примечание: не все плотники используют все эти фаски, это зависит от вашей техники заточки.
Как видно на диаграмме выше, учитывается только угол, в котором формируется режущая кромка; в этом случае там, где задний скос встречается с третичным скосом.
Первичный скос для долот и плоских лезвий обычно составляет 25 градусов (угол, проверенный временем). Если вы посмотрите на диаграмму лезвия выше, то с точки зрения резкости вполне приемлемо затачивать первичный скос и плоско заточить заднюю часть лезвия, и там, где они встречаются, вы можете получить острую режущую кромку.Практическая проблема с этим методом заключается в том, что он займет у вас очень много времени, поскольку современные лезвия толстые и твердые.
Гораздо более быстрый подход — отточить только небольшую часть первичной фаски, создавая вторичную фаску. После создания вторичной фаски отполируйте только ее край, создав третичную фаску. На тыльной стороне плоского лезвия заточите только его край, вместо того, чтобы сглаживать всю тыльную сторону, создавая задний скос, который совпадает с третичным скосом, создавая острый край.Примечание: не используйте обратную фаску на долотах; только лезвия.
Этому методу мы обучаем на семинарах Роба Космана по обучению рук. Вы можете использовать приспособление для получения этих углов, но установка приспособления требует дополнительного времени, из-за чего люди откладывают заточку — нехорошо! Вместо этого мы обучаем и рекомендуем заточку от руки. После освоения заточки от руки требуется около 30-40 секунд, чтобы достичь этих скосов и заточить лезвие!
Многие люди зацикливаются на точных углах этих скосов.На приведенной ниже диаграмме показано, для чего вы снимаете, но это только руководство, не пытайтесь измерять углы, просто почувствуйте их.
Угол атаки или резки. В стандартном рабочем столе используется лезвие со скосом вниз, со стружколомом и колпачком (я предпочитаю стандартные угловые скамьи, а не малоугловые, за исключением блочных плоскостей). Таким образом, поднося тыльную сторону клинка к дереву. Угол, под которым лезвие обращено к древесине, называется углом резания или углом атаки.Угол реза на стандартном настольном станке обычно составляет 45 градусов — это проверенный временем угол, который хорошо подходит для строгания любых пород древесины, кроме самых сложных. Если вы используете задний скос, как я рекомендую, то вы увеличили угол в 45 градусов, под которым задняя часть лезвия представлена дереву, на угол заднего скоса; максимум один-два градуса. Незначительное изменение угла атаки, особенно если учесть время заточки, которое вы сэкономили, используя технику обратного скоса.
Клиренс .Задний угол (также называемый углом наклона) — это угол между деревом и скосом лезвия в конфигурации со скосом вниз (стандартная). Этот угол должен составлять не менее 12 градусов, чтобы лезвие врезалось в дерево (еще один угол, проверенный временем). При угле станины 45 ° и угле первичной фаски 25 ° задний угол составляет 20 ° (45-25 = 20), что хорошо работает. Использование вторичной и третичной фаски немного уменьшит этот угол, но не о чем беспокоиться.
По мере того, как вы продолжаете затачивать лезвие, вы будете постоянно уменьшать этот угол зазора, наконец, достигнув точки, когда либо лезвие не будет врезаться в древесину, либо ваш вторичный скос будет настолько большим, что его заточка займет слишком много времени.Когда это произойдет, пора перейти к шлифовальному станку, восстановить первичный скос в 25 градусов и начать процесс заново.
Надеюсь, это поможет.
Лютер
Как точить лезвия строгального станка как профессионал
Как точить лезвия строгального станка по дереву
Заточка лезвий строгального станка по дереву состоит из нескольких простых шагов.
Установка направляющей для хонингования
После размещения направляющей для хонингования на гладкой и плоской поверхности вставьте лезвие строгального станка в направляющую для хонингования, чтобы убедиться, что направляющая надежно удерживает лезвие в положении со скосом вниз.Затем производите регулировку, пока скос полностью не соприкоснется с поверхностью.
Направляющая для хонингования предназначена для удержания лезвия строгального станка под постоянным углом на протяжении всего процесса заточки. Чем ниже вы установите угол, тем острее будет лезвие строгального станка; однако край будет менее прочным. Угол 30 градусов идеально подходит для получения острого, но прочного лезвия строгального станка.
Чтобы установить направляющую для хонингования на 30 градусов, необходимо, чтобы из направляющей выступало лезвие строгального станка на 38 мм.Наладочное приспособление для вашей направляющей для хонингования может быть установлено с использованием двух кусков обрезков древесины с квадратными краями. Разместите два деревянных бруска на расстоянии 38 мм друг от друга и закрепите их на расстоянии с помощью шурупов и клея.
Используя приспособление для настройки с вашей направляющей для хонингования, вы можете гарантировать, что вы каждый раз устанавливаете лезвие строгального станка на одинаковое расстояние. Убедитесь, что лезвие строгального станка плотно удерживается установочным приспособлением. Если он слишком потерян, используйте отвертку, чтобы затянуть ручку регулировки.
Смажьте точильный камень маслом
Смажьте точильный камень маслом для нарезания резьбы.Этот тип масла специально разработан для очистки металла.
Удаление зазубрин на лезвии
Если на лезвии есть зазубрины, их необходимо удалить грубой стороной точильного камня толкающим движением, в отличие от ручного строгального станка. Как только зазубрины будут удалены, переместите лезвие строгального станка по точильному камню, прикладывая давление, когда лезвие неподвижно. Если лезвие двигается, край лезвия строгального станка будет изогнутым.
Если вы хотите узнать разницу между фуганком и строгальным станком, что лучше для вас.
, вы должны нажать здесь, чтобы узнать о фуганках и строгальных станках.
Выравнивание задней части
Начните с выравнивания и полировки задней части лезвия строгального станка. Вам нужно начать с крупной крупы, затем перейти к средней, а затем — к мелкой. Вам нужно сделать это только с 1-дюймовым участком, ближайшим к краю, но вам все равно нужно убедиться, что вы прикладываете достаточное давление вниз на лезвие строгального станка, чтобы оно оставалось полностью плоским.
Шаг грубого зерна займет больше всего времени, а этап среднего и мелкого зерна будет относительно быстрым.После того, как вы выполнили три шага по зернистости, задняя часть лезвия строгального станка должна выглядеть как зеркало.
Заточка фаски
Возьмите направляющую для хонингования и строгальный нож и протрите ими фаску по самому крупному зерну. Как и в случае с обратной стороной, убедитесь, что вся поверхность скоса покрыта. Используйте увеличительное стекло, чтобы отслеживать свой прогресс. Как только вы закончите с крупной зернистостью, переходите к средней зернистости.
Наконец, повторите описанный выше процесс, используя хонинговальную направляющую и мелкое зерно.