Как и зачем выполняется расчет вентиляции покрасочной камеры
Камера для покраски металла, дерева, пластика – сложное инженерное сооружение. В нем должен поддерживаться приемлемый для выполнения работ на высоком уровне микроклимат. Пары краски и растворителя взрывоопасные, а также негативно влияют на организм человека и окружающую среду. Поэтому расчет вентиляции покрасочной камеры — не формальность, а основа эффективной работы всего проекта. Открыть окна и «выветрить» пары невозможно. Это повлечет за собой существенные штрафы, а при неоднократном нарушении — закрытие предприятия.
Функционирование покрасочной камеры
Схема вентиляции в покрасочном боксеЭто специализированное помещение, в котором выполняется два вида работ:
- нанесение лакокрасочного покрытия на металлические, деревянные и пластиковые поверхности. Специфика процесса связана с выделением мелкодисперсной пыли от красок и растворителей. Она не оседает, а остается во взвешенном состоянии.

- очистка металлических поверхностей посредством пескоструйной обработки. Покрасочная камера состоит минимум из двух помещений: первое для покраски, второе для подготовки окрашиваемой поверхности. Пескоструйная очистка выполняется мелкодисперсными абразивными материалами, например речным песком. В воздухе постоянно присутствует взвесь из абразивного материала, мелких частиц металла и ржавчины. Их надо отфильтровывать и подавать в помещение свежий воздух. Для этого монтируется приточно-вытяжная вентиляция с фильтрами.
Схема работы бокса по окраске состоит из четырех циклов, для каждого из которых надо запроектировать особые условия вентилирования:
- Нанесения слоя краски.
- Продувка холодным воздухом.
- Сушка при температуре +60-800С.
- Охлаждение.

Вентиляционная система должна быть многозадачной и обеспечивать для каждого рабочего цикла свои показатели по температуре и влажности.
Требования к системе вентиляции
Исходя из четырех циклов рабочего процесса при выполнении покрасочных работ, нахождении людей в помещение, а также высокого коэффициента взрывоопасности смеси из краски и растворителя, вентиляция должна удовлетворять ряд требований:
- обеспечивать абсолютную безопасность находящихся в помещении людей;
- предотвращать скопление в воздухе предельно допустимой концентрации (ПДК) взрывоопасных веществ и химических соединений;
- охлаждать и нагревать входящие потоки воздуха до требуемой для каждого цикла технологического процесса температуры;
Типы вентиляции для покрасочного бокса
Для покрасочной камеры рекомендуются к использованию системы приточно-вытяжной вентиляции с естественным и искусственным побуждением:
- одномоторная. Клапаны подачи уличного воздуха располагаются под крышей. Удаление отработанных воздушных масс осуществляется естественным путем через отверстия в полу;
- двухмоторная. Вентиляторы располагаются как в месте подачи, так и в точках удаления воздуха. Система полностью работает по принудительной схеме воздухообмена. Такой вариант — более эффективное и дорогое устройство, чем одномоторная вентиляция.
 Клапаны подачи уличного воздуха располагаются под крышей. Удаление отработанных воздушных масс осуществляется естественным путем через отверстия в полу;
Клапаны подачи уличного воздуха располагаются под крышей. Удаление отработанных воздушных масс осуществляется естественным путем через отверстия в полу;Особенности проектирования
В процессе проектирования разработчики используют различную нормативную литературу. Основная информация содержится в СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование». Также часть расчетные данные и другие нормы можно почерпнуть в: НПБ 105-03 «Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности»; НПБ 239-97 «Воздуховоды. Метод испытаний на огнестойкость».
Направление движения воздуха в покрасочном боксеВ сети можно найти много литературы с прикладными советами по проектированию, но стоит учитывать некоторые нюансы:
- на одну единицу технологического оборудования проектируется один местный отсос. Для каждой заборной точки свой вентиляционный канал. Смешивать потоки из разных технологических участков не допускается;
- система подачи приточного воздуха монтируется в межпотолочном пространстве. Снаружи видны только вентиляционные решётки. Забор воздуха осуществляется через трубу, на конце которой располагается вентилятор. После него устанавливается нагреватель, который нагревает приточку до +29-300
- приточная и вытяжная вентиляция оборудуются механическими и автоматическими заслонками для регулировки давления. Данная схема позволяет точно регулировать скорость и давление потока в вентиляционной камере;
 Для каждой заборной точки свой вентиляционный канал. Смешивать потоки из разных технологических участков не допускается;
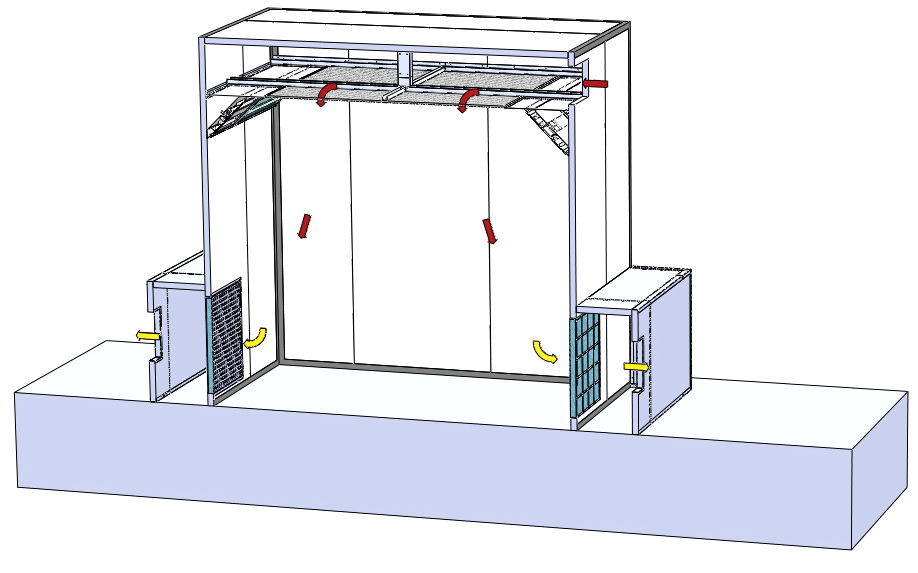
Для каждой заборной точки свой вентиляционный канал. Смешивать потоки из разных технологических участков не допускается;Расположение приточной вентиляции в верхней части помещения обусловлено спецификой производственного процесса. Входящие воздушные массы должны прибивать мельчайшие частицы краски и растворителя, направляя их в заборные коллекторы в полу.
- вентиляторы для вытяжки проектируются во взрывобезопасном исполнении. Их категорически запрещается устанавливать в межполовом пространстве. Только снаружи помещения в вытяжной трубе;
- вытяжная вентиляция оборудуется двумя ступенями фильтрации воздуха. Первая ступень абсорбируете краску и растворитель. Вторая, чаще всего угольный фильтр, препятствует попаданию в атмосферу пыли;
- для создания более комфортных условий в боксах устанавливаются системы воздушного душа для рабочих. Пред подачей к потребителю он проходит тщательную фильтрацию. Интенсивность потока и количество точек рассчитывается по специальной формуле;
- скорость движения воздушных масс внутри окрасочно-сушильной камеры не должна превышать 0,3 м/с;
- вентиляция рассчитывается как на активную работу во время подготовительного этапа, так и на прогрев помещения до +60-700С для сушки окрашенных изделий. Для первого процесса воздух подается через приточные клапаны и нагревается до +300С. Для второго необходима более высокая температура и замкнутый цикл воздухообмен. Циркуляция осуществляется постоянным перемешиванием воздушных масс, приточная подача составляет только 15% от общего объема;
- выхлопные трубы от вытяжной вентиляции выводятся на максимальную высоту, но не меньше 2 м от уровня крыши. Это требование очень важно при одномоторной схеме вентилирования. Чем выше труба, тем интенсивнее происходит удаление отработанного воздуха;
- кроме основной вытяжки в проект закладываются воздухозаборники для верхней зоны. Они устанавливаются над участками с повышенным выделением тепла.
 Их категорически запрещается устанавливать в межполовом пространстве. Только снаружи помещения в вытяжной трубе;
Их категорически запрещается устанавливать в межполовом пространстве. Только снаружи помещения в вытяжной трубе; Циркуляция осуществляется постоянным перемешиванием воздушных масс, приточная подача составляет только 15% от общего объема;
Циркуляция осуществляется постоянным перемешиванием воздушных масс, приточная подача составляет только 15% от общего объема;Кратность воздухообмена
Очень важный параметр для расчета вентиляции покрасочной камеры. Он характеризует интенсивность полной замены воздуха внутри помещений. Для проектируемого типа не существует строго регламента по кратности обмена воздуха. Все зависит от ПДК вредных веществ.
Если бокс проектируется под окраску мелких изделий, то вполне достаточно обеспечить 5-10 крат/час. При работе с крупногабаритными предметами, например, автомобилями, интенсивность вентиляционной системы должна быть 100 и более крат/ч.
Кратность воздухообмена измеряется в 1 м3/ч. Для получения точного показателя надо знать максимальную мощность вентилятора и объем вентилируемого помещения. Разделив второе значение на первое, проектировщик получает точное значение.
Пол покрасочного бокса
Пол покрасочного бокса — конструктивный элемент вытяжной вентиляции. Из помещения удаляются отработанный воздух, пары краски и растворителя, абразивная пыль. Есть две схемы монтажа:
- Отработанный воздух удаляется через траншеи, проложенные непосредственно в полу. Давление нагнетается за счет вытяжного вентилятора, установленного в трубе.
- По черновому полу монтируется решетчатый, высотой 150-200 мм. В образовавшейся полости устанавливается фильтры для захвата краски и других химических соединений.
Эжекция
Эжекторы – это часть вентиляционного оборудования, предназначенная для безопасного удаления взрывоопасных соединение, таких, как пары лакокрасочных материалов.
Фильтры для вентсистем
Виды фильтровФильтры устанавливаются на входе и выходе приточно-вытяжной вентиляции. Их существует несколько типов:
- фильтр базовой очистки. Устанавливается непосредственно на входе воздушных масс. Задерживает крупнодисперсную пыль. Защищает фильтр для тонкой очистки воздуха;
- фильтр тонкой очистки. Устанавливается на приточную вентиляцию. Задерживает мелкодисперсную пыль, размером до 4 мк. Состоит из внешнего защитного и внутреннего фильтрующего слоёв. Дорогой, но эффективный. Если использовать многоступенчатую систему очистки приточного воздуха, то требует замены не чаще одного раза в год;
- картонный фильтр. Устанавливается на вытяжке. Его основная задача – абсорбирование масла, краски и растворители. Эффективное средство первичной очистки отработанного воздуха;
- угольный фильтр. Устанавливается в систему вытяжной вентиляции после картонного. Забирает остатки пыли и краски.
 Устанавливается в систему вытяжной вентиляции после картонного. Забирает остатки пыли и краски.
Устанавливается в систему вытяжной вентиляции после картонного. Забирает остатки пыли и краски.Заключение
Вентиляция покрасочных камер должна исключить попадание вредных веществ в атмосферу, а также обезопасить рабочие места сотрудников предприятия. Проектирование систем воздухообмена сопряжено с обработкой большого количества данных и квалифицированным подбором оборудования. Такой объем задач по силам только профессиональному разработчику вентиляционной системы.
В компании «Мега.ру» вы найдете именно таких специалистов. Мы работаем на территории Москвы и Московской области, а также в ближайших регионах РФ. Рассматриваем варианты удалённого сотрудничества. За консультацией по всем интересующим вопросам обращайтесь к нашим специалистам. Координаты и способы связи указаны на странице «Контакты».
Качественная вентиляция в покрасочной камере своими руками!
СОДЕРЖАНИЕ:
Вентиляция в покрасочной камереПокрасочная камера представляет собой специально оборудованное помещение, в котором производится сложный технологический процесс – покраска автомобиля. Для того, чтобы производить качественные покрасочные работы в таком боксе, все должно быть продумано до мельчайших деталей, в том числе и система вентиляции покрасочной камеры. Давайте ознакомимся с ней более детально.
Для того, чтобы производить качественные покрасочные работы в таком боксе, все должно быть продумано до мельчайших деталей, в том числе и система вентиляции покрасочной камеры. Давайте ознакомимся с ней более детально.
В данной статье речь пойдет скорее о технологии сборки элементов покрасочной камеры своими руками, хоть принцип покраски в профессиональных малярных боксах по сути тот же. Однако, покупать уже готовую профессиональную покрасочную камеру далеко не каждому по карману, поэтому зачастую выручают золотые руки, относительно небольшие капиталовложения и гараж размерами от 4х6 метров. А теперь что касается вентиляции и ее основных функций.
Принцип работы и основные задачи покрасочной камеры
Вентиляция с фильтром – это неотъемлемые элементы любой покрасочной камеры. Такая система позволяет производить очистку воздуха, нагнетаемого снаружи и непосредственно в самом покрасочном боксе от пыли. Кроме того это помогает осадить и вывести туман от краски наружу. Без наличия хорошей вентиляции в камере, качество покрасочных работ снижается в разы. Важно, чтобы была установлена хорошая вытяжка для покрасочной камеры.
Без наличия хорошей вентиляции в камере, качество покрасочных работ снижается в разы. Важно, чтобы была установлена хорошая вытяжка для покрасочной камеры.
Вентиляция в покрасочной камере работает как в режиме покраски, так и в режиме сушки. Режим покраски подразумевает параллельное выполнение следующих процессов:
- подачу чистого воздуха в камеру при температуре 25-30 градусов;
- забор чистого воздуха извне камеры;
- забор отработанного воздуха из камеры;
- выброс отработанного воздуха из камеры.
В режиме сушки покрашенного автомобиля происходит практически все то же самое, однако, с небольшими отличиями:
- подача нагретого воздуха производится при температуре 45-90 градусов;
- забор чистого воздуха снаружи и выброс отработанного воздуха из камеры производится в объеме лишь 10%, когда при режиме покраски забирается и выбрасывается все 100%.
Типы вентиляционных систем покрасочных камер: их недостатки и преимущества
Если анализировать способ вентиляции камеры, то их можно разделить на два типа:
- Одномоторные камеры – камеры, воздух в которых нагнетается внутрь помещения сверху. Таким образом, создается давление, за счет которого туман краски осаживается вниз, а затем через специальные отверстия в полу зависшая в воздухе краска выводится наружу.
- Двухмоторные камеры – камеры, для которых свойственно иметь кроме верхнего нагнетающего мотора еще и нижний мотор, задачей которого является отсасывание воздуха наружу из помещения.
 Таким образом, создается давление, за счет которого туман краски осаживается вниз, а затем через специальные отверстия в полу зависшая в воздухе краска выводится наружу.
Таким образом, создается давление, за счет которого туман краски осаживается вниз, а затем через специальные отверстия в полу зависшая в воздухе краска выводится наружу.Каждый из наведенных типов вентиляции имеет свои преимущества и недостатки. Самое важное, что следует учитывать при выборе системы вентиляции для установки в покрасочном боксе – это объем работ, или, другими словами, величину потока машин. Дело в том, что двухмоторные камеры обеспечивают гораздо лучшую циркуляцию воздуха, но их установка обойдется не только намного дороже, она еще и технически сложная и трудоемкая. Поэтому если ожидается маленький поток машин, то устанавливать двухмоторную вентиляцию экономически нецелесообразно, а гораздо выгоднее выбрать один мотор. Однако, вытяжка для покрасочной камеры все-таки нужна, пускай даже и местная.
Так или иначе, воздух, поступающий в покрасочную камеру, должен быть тщательно отфильтрован от пыли. В противном случае повышается риск возникновения дефектов покраски.
Чтобы избежать этого, необходимо установить воздушный фильтр тонкой очистки на выходе из воздушного короба. Воздушный короб является жестяным ящиком, который устанавливается над потолком и является местом нагнетания воздуха в помещение из улицы.
Система вентиляции покрасочной камеры предусматривает удаление отработанного воздуха через специальные отверстия в полу, для чего проделываются особые траншеи. В дальнейшем эти траншеи покрываются металлическими решетками, в которых может устанавливаться мотор для отсасывания отработанного воздуха. К тому же, пол покрасочной камеры можно поднять на 10-15 сантиметров посредством использования решетки из арматуры. В этом случае прокапывать траншеи в полу не нужно.
Приточно-вытяжная вентиляция
Существует еще и третий вариант создания потока воздуха в покрасочной камере – это приточно-вытяжная вентиляция. Ее используют в трех режимах:
Ее используют в трех режимах:
- Производится активная циркуляция воздуха, который, проходя непрерывную фильтрацию, поступает обратно в камеру. Задача этого режима – тщательная очистка воздуха от пылевых элементов перед началом покрасочных работ.
- Осуществляется забор воздуха из улицы. При этом он фильтруется, нагревается до 30 градусов и далее поступает в камеру. После этого он без фильтрации выводится через специальные отверстия в полу камеры. Задачей данного режима является поддержка постоянной температуры в процессе окрашивания. К тому же, таким образом удаляется туман и капель краски.
- Производится закачка воздуха из камеры. При этом воздух проходит фильтрацию, нагревается до 60 градусов и поступает назад в камеру. Такой режим необходим для сушки автомобиля после окрашивания.
В процессе проектировки следует уделить особое внимание расположению входных и выходных отверстий в вентиляционной системе. Если расположить их неудачно, то это может привести к появлению так называемых «мертвых зон» в покрасочной камере, следствием чего обычно стает зависание мелкодисперсной пыли лакокрасочных материалов после распыления. Соответственно, от этого значительно ухудшается качество произведенных работ по покраске.
Соответственно, от этого значительно ухудшается качество произведенных работ по покраске.
Система воздухоочистных фильтров – защита от пыли!
Система воздухоочистных фильтровВоздухоочистные фильтры очень быстро засоряются пылью, лаком и краской. Из-за этого снижается скорость циркуляции воздуха в покрасочном боксе, и образовываются лакокрасочные взвеси. Но эта проблема решаема, так как система вентиляции покрасочной камеры должна предоставлять возможность регулировки мощности подачи воздуха. При этом фильтры зачастую располагаются так, чтобы на их замену уходило минимальное время.
Выходом из ситуации также могут послужить двухступенчатые фильтры, которые увеличивают срок службы воздушных фильтров на пути выходящего воздуха. Первый фильтр задерживает крупные частицы пыли. Сразу за ним идет еще один фильтр, предназначенный для тонкой очистки. Его задача – задержание мелких частиц пыли и капелек краски, а также прочих летучих соединений. Предварительная очистка от крупных пылевых образований дает возможность реже осуществлять замену дорогих фильтров тонкой очистки.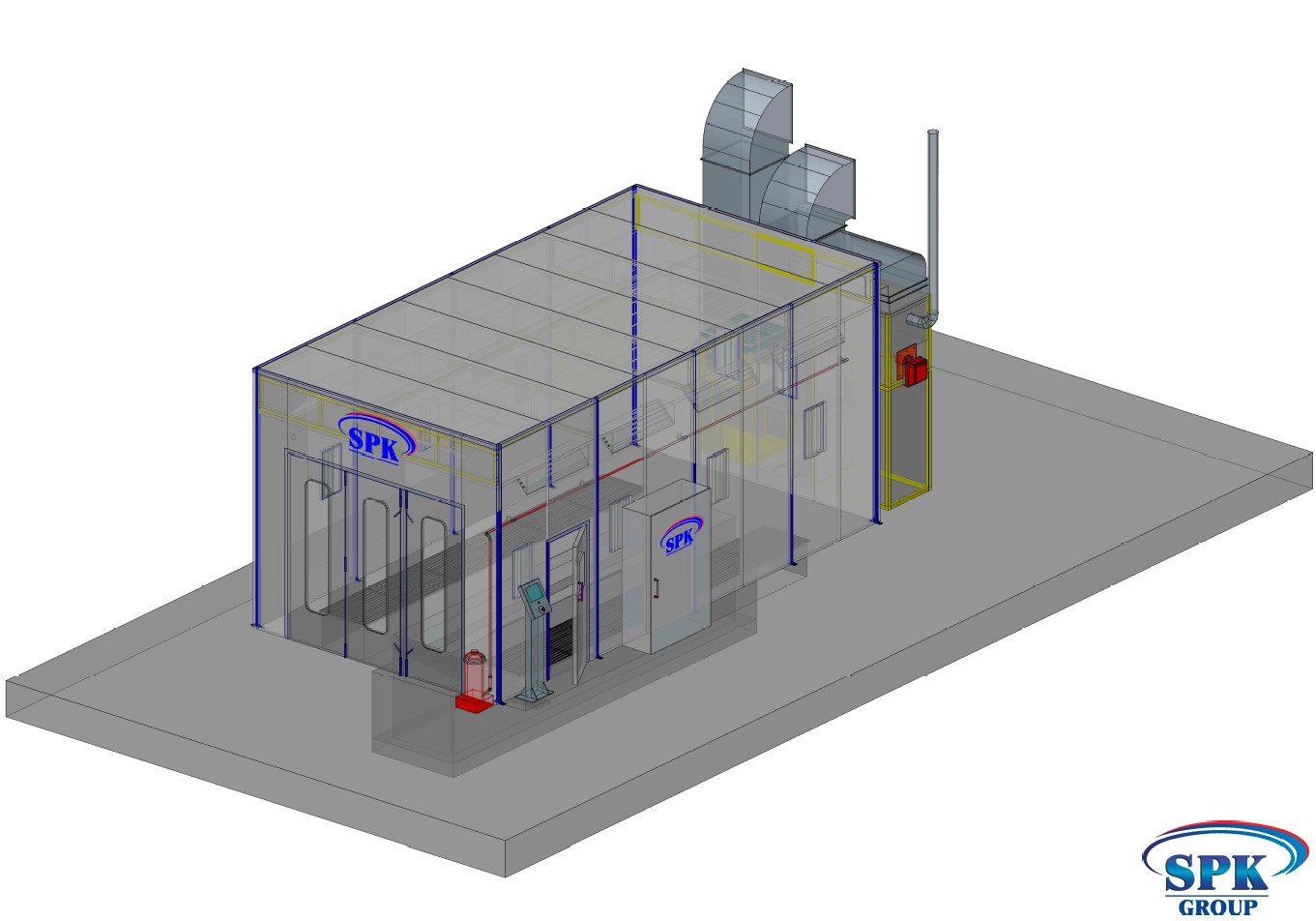
Вентиляция в покрасочной камере обладает определенной производительностью, которая определяется посредством анализа скорости потока воздуха (этот параметр должен находиться в пределах 20-25 см/с). Но не стоит спешить с расчетами, поскольку нужно учесть один нюанс – объем, занимаемый автомобилем для покраски в помещении. (Этот показатель следует отнять от общего объема бокса.)
Как сделать систему вентиляции в покрасочной камере своими руками?
Как сделать систему вентиляции в покрасочной камере своими руками?А теперь поведем речь о том, как сделать систему вентиляции в собственноручно созданном покрасочном боксе. Для этого понадобится немало подручных материалов, качество и количество которых Вы будете определять самостоятельно в процессе подготовки и соизмеряя свои финансовые возможности.
Итак, после того, как стены гаража будут обшиты пластиковой вагонкой либо металлическим профлистом, а на стенах и под потолком будут расставлены лампы дневного света, следует установить воздухозабор.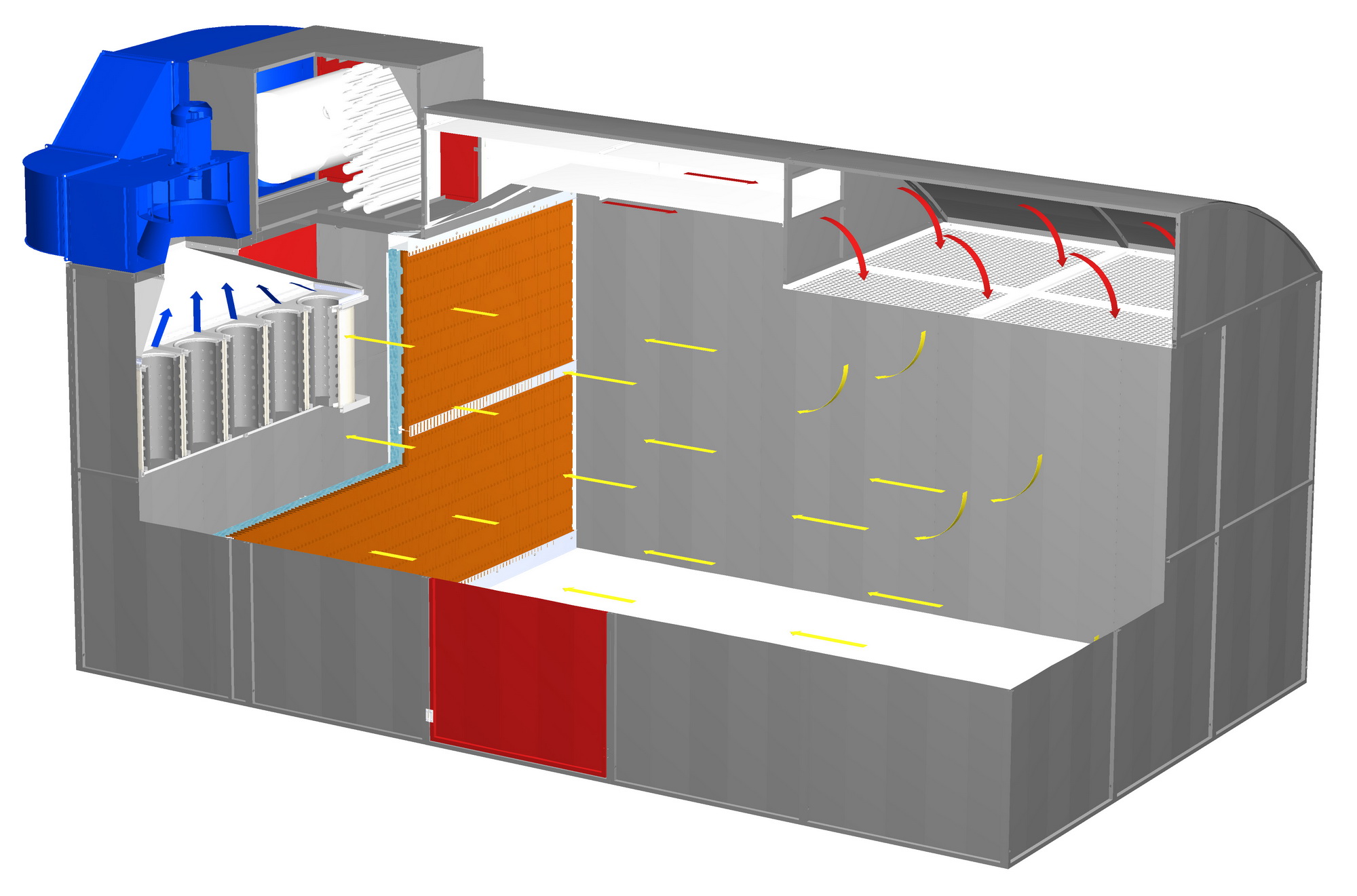 Он устанавливается под потолком вместе с тепловой пушкой и дополнительными тэнами. Из тепловой пушки воздух разводится при помощи воздуховодов в шесть-восемь различных точек по всему периметру нашего гаража в одном направлении – к центру.
Он устанавливается под потолком вместе с тепловой пушкой и дополнительными тэнами. Из тепловой пушки воздух разводится при помощи воздуховодов в шесть-восемь различных точек по всему периметру нашего гаража в одном направлении – к центру.
Следует уделить немного внимания тепловой пушке. Для того, чтобы понять что это такое, представьте себе фен для сушки волос, по сути это та же тепловая пушка, но в миниатюре. В общей сложности под тепловой пушкой подразумевается вентилятор, гонящий воздух сквозь нагретые спирали. Цена такого устройства будет зависеть от его производительности, а также бренда и количества доступных настроек. Но ее можно сделать и самостоятельно, а в качестве спирали взять нихромовую проволоку. Еще один вариант (пожалуй, самый простой) – провести от тепловых вентиляторов гофру – вот и вся тепловая пушка.
Пол как элемент системы вентиляции
Пол как элемент системы вентиляцииКак уже упоминалось выше, требуется произвести определенные процедуры по поднятию пола. Для этого в большинстве случаев делается стальной рифлено-дырчатый пол из уже готовых листов, либо сварить решетку из прутьев арматуры. В целом пол должен получиться приподнятым на 15-20 сантиметров от земли, что необходимо для установки вытяжки на базе вентилятора.
Для этого в большинстве случаев делается стальной рифлено-дырчатый пол из уже готовых листов, либо сварить решетку из прутьев арматуры. В целом пол должен получиться приподнятым на 15-20 сантиметров от земли, что необходимо для установки вытяжки на базе вентилятора.
Вы можете установить теплогенератор, работающий на соляре, что будет гораздо дешевле. Однако лучше использовать тэны, работающие на электричестве. Это хоть и дороже, но в несколько раз безопаснее. Тэны – это специальные электронагревательные приборы, которые представляют собой металлические трубки, заполненные теплопроводящими электрическими изоляторами. В самом центре этого изолятора можно найти токопроводящую нихромовую нить, которая характеризуется определенным сопротивлением. Это необходимо для того, чтобы передавалась необходимая удельная мощность непосредственно на поверхность тэн.
Альтернативный способ сушки – инфракрасные лампы
Инфракрасная сушка – как альтернативный способ сушкиЕсть еще один вариант сушки автомобиля после покраски. Для этого придется отказаться от процедуры сушки машины воздухом, установив инфракрасные лампы. Таким образом, лакокрасочное покрытие высыхает гораздо быстрее, исключается возникновение воздушных потоков, что значительно упростит задачу окрашивания машины. Но помните, что даже если в Вашем боксе установлены инфракрасные лампы, то это не означает отсутствие необходимости сооружать вентиляционные системы. Хорошая вентиляция нужна не только для сушки, но и непосредственно для самой процедуры окрашивания машины.
Для этого придется отказаться от процедуры сушки машины воздухом, установив инфракрасные лампы. Таким образом, лакокрасочное покрытие высыхает гораздо быстрее, исключается возникновение воздушных потоков, что значительно упростит задачу окрашивания машины. Но помните, что даже если в Вашем боксе установлены инфракрасные лампы, то это не означает отсутствие необходимости сооружать вентиляционные системы. Хорошая вентиляция нужна не только для сушки, но и непосредственно для самой процедуры окрашивания машины.
Таким образом, мы с вами соорудили жизненно важный элемент покрасочной камеры – систему вентиляции воздуха. В общей сложности в большинстве покрасочных боксов используется классическая система вентиляции. Это предусматривает подачу наружного отфильтрованного потока воздуха сверху. После циркуляции отработанный воздух выбрасывается обратно наружу. Важную роль в этом деле также играет сезонность проведения работ. К примеру, в зимнее время подогрев наружного воздуха производится до 20-25 градусов.
Главное, что должно предусматриваться такой конструкцией – максимально равномерное распределение потоков воздуха сверху вниз. Результатом этого стает создание наилучших условий для окрашивания автомобилей. Важную роль также играет система фильтров. Обычно она простая и дает возможность устанавливать фильтры разных марок.
Как выбирать материалы для покрасочной камеры?
Как Вы уже знаете, покраска автомобиля – это очень сложный и трудоемкий процесс, который требует определенного мастерства, навыков и опыта в данной сфере. Кроме того, каким бы не был профессионалом маляр, очень многое зависит от покрасочной камеры, подручных материалов и инструментов.
Как выбирать материалы?Еще один момент – это цель сооружения покрасочной камеры. Если Вы хотите организовать покрасочный бокс чтобы преобразить свой автомобиль, то нет смысла кардинально переоборудовать весь гараж. Все расходные материалы, подручные средства и инструменты, используемые для покраски, следует приобретать с учетом их дальнейшей окупаемости.
Имеется в виду, что не нужно покупать все самое дорогое чтобы покрасить одну машину. Вы не сэкономите на качестве, зато сэкономите в деньгах, если просто загоните свой автомобиль в хороший автосервис, где предоставляют услуги по окрашиванию машин.
Другое дело если покрасочный бокс сооружается для большого потока автомобилей. В этом случае не советуем экономить, так как, как говорится, скупой платит дважды. Помните, что от качества всех элементов покрасочной камеры в совокупности значительным образом зависит результат покраски. К тому же, при большом объеме выполняемых работ, построенная покрасочная камера быстро окупится и начнет приносить прибыль.
В данной статье мы рассмотрели принципы построения системы вентиляции в покрасочной камере. Можно с уверенностью сказать, что это очень тонкое дело, требующее внимательности и аккуратности, а также умения просчитывать все до мельчайших деталей. Ошибки в проектировании вентиляции могут значительно снизить качество покрасочных работ, и Вы попросту выбросите деньги на ветер.
Адекватно проанализируйте свои финансовые возможности и цели построения покрасочной камеры, ведь ее можно использовать не только в собственных целях, но и сдавать в аренду или в дальнейшем продать. В зависимости от этого продумайте, сколько денег нужно потратить на приобретение всего необходимого. Желаем удачи!
[youtube]UYZDCSKqomY[/youtube]
Принцип работы покрасочной камеры — основы воздухообмена!
СОДЕРЖАНИЕ:
Принцип работы покрасочной камеры своими рукамиДля любого водителя-профессионала или просто любителя важна не только четкая работа всех деталей автомобиля, но и его внешний вид, поэтому сегодня мы поговорим о принципах работы покрасочной камеры в режиме распыления краски, продувки и сушки краски, но сначала рассмотрим их строение.
Для чего предназначена покрасочная камера?
Предназначение покрасочных камер, как таковых, не ограничивается только нанесением и сушкой жидких распыляемых грунтов и покрывных лакокрасочных материалов на корпус автомобилей в ремонтных мастерских, их используют и для покраски деталей на производстве.
Они удобны в первую очередь тем, что позволяют производить полную или частичную окраску автомобиля при попадании минимального количества пыли в профильтрованный и нагретый до определенной температуры воздух, беспрерывная подача которого обеспечивается благодаря одной из самых современных и эффективных моделей вентиляционной системы, управление которой осуществляется с помощью ручного шибера, предназначенного для контроля давления внутри камеры.
При всем этом покрасочные камеры непременно оснащены автоматической системой безопасности, которая сразу отключает нагревательный блок, как только тот достигает установленной температуры, предохранительным дверным пневмоклапаном, предотвращающим деформацию стен при избыточном давлении, специальным вентиляционным таймером, обеспечивающим вытяжку летучих веществ после каждой сушки, а все окна камеры изготовлены из взрывобезопасного стекла. Теперь самое время перейти к рассмотрению принципов работы самой покрасочной камеры.
Принцип работы покрасочной камеры в режиме распыления краски
Работа покрасочной камеры в режиме распыления краскиСуществует определенная система в окраске любого покрытия в покрасочной камере. Изначально воздух, поступающий в специальные фильтры из атмосферы, подвергается грубой очистке, потому что содержит в себе большое количество летучей пыли, затем, проходя через приточный вентилятор в теплообменник, он согревается там примерно до 20 градусов, нагретый воздух попадает по специальным каналам в чердачное пространство и уже потом, через потолочные фильтры тонкой очистки, в камеру, скорость воздушного потока при этом равна 0,22 м/с.
Изначально воздух, поступающий в специальные фильтры из атмосферы, подвергается грубой очистке, потому что содержит в себе большое количество летучей пыли, затем, проходя через приточный вентилятор в теплообменник, он согревается там примерно до 20 градусов, нагретый воздух попадает по специальным каналам в чердачное пространство и уже потом, через потолочные фильтры тонкой очистки, в камеру, скорость воздушного потока при этом равна 0,22 м/с.
Обратите внимание на важный момент! Очень важно следить за тем, чтобы воздух не перегревался, ибо перегрев может стать причиной образования конденсата, а перегрев и неправильная эксплуатация компрессора грозит быстрым изнашиванием его деталей и дальнейшей поломкой.
Обратим так же внимание и на то, что нагрев воздуха осуществляется только при постоянной его вентиляции, при ее внеплановом отключение нагрев сразу же прекратится.
Далее, как было указано выше, воздушный поток проходит через фильтры тонкой очистки, располагающиеся по всей площади потолка, такое расположение полностью исключает возможность возникновения турбулентности внутри камеры.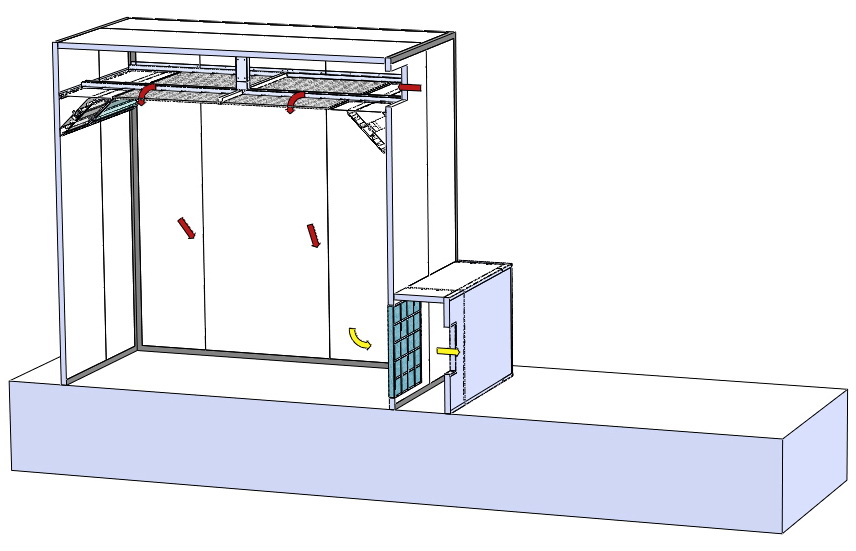
Воздух распределяется равномерно, сверху вниз, полностью огибая корпус автомобиля, а попадание частиц краски на пол предотвращается напольными фильтрами, которые располагаются под решетками так же внутри камеры, через них же высасывается и лакокрасочный туман, возникающих от распыления красящих материалов и растворителей. Продувка камеры длится не более 3-5 минут и осуществляется с помощью автоматически регулирующейся заслонки рециркуляции, затем камера переходит в режим сушки.
Принцип работы покрасочной камеры в режиме сушки краски
работы покрасочной камеры в режиме сушки краскиВ момент перехода покрасочной камеры в режим сушки система вытяжной вентиляции автоматически отключается, чему способствует открытие заслонки рециркуляции. В данном режиме происходит примерно 10-15 % забора свежего воздуха, который помогает предотвратить перенасыщение камеры парами растворителей, в противном случае лакированная окрашенная только что поверхность может стать матовой, а повышенная концентрация пыли от красящих веществ – к возникновению взрывоопасной смеси.
Следует отметить, что благодаря подобной системе режим сушки затрачивает на 40% меньше электроэнергии и топлива по сравнению с режимом окрашивания, но это и понятно, ведь для режима покраски требуется большое количество воздуха для распределения краски, ко всему постоянно должна поддерживаться определенная температура и скорость его циркуляции.
В процессе рециркуляции воздух снова проходит через карманные фильтры предварительной очистки, которые расположены на полу и стенах, согревается и далее снова включается вентиляционная система высокой мощности, что обеспечивает почти такую же скорость движения воздушного потока, что и во время окраски корпуса автомобиля. Особенно важно, чтобы постоянно примерно 15-20 % воздуха выбрасывалось наружу с беспрерывной его заменой чистым воздухом. Так же важно следить за температурой в камере в режиме сушки, она должна быть не менее 80 градусов.
Как размещать агрегатные блоки в покрасочной камере?
Как размещать агрегатные блоки?Комплектация агрегатного блока, вентиляционных систем, нагревательных элементов должна быть согласована с размерами камеры для покраски. Вся ее работа зависит от мощности установленной дизельной горелки, обеспечивающей любой режим работы камеры независимо от погодных условий, например, стандартная дизельная горелка поддерживает постоянную температуру в режиме окраски до 20 градусов, несмотря на то, что, допустим, температура наружного воздуха равна минус 10, горелки с большей мощностью могут работать и при минус 40 градусов.
Вся ее работа зависит от мощности установленной дизельной горелки, обеспечивающей любой режим работы камеры независимо от погодных условий, например, стандартная дизельная горелка поддерживает постоянную температуру в режиме окраски до 20 градусов, несмотря на то, что, допустим, температура наружного воздуха равна минус 10, горелки с большей мощностью могут работать и при минус 40 градусов.
Мертвые зоны – помеха качественной покраски!
Помимо всего при работе камеры в обоих режимах могут возникать различного рода завихрения и «мертвые зоны», и во избежание этого вся площадь камеры должна быть занята потолочными и напольными фильтрами, а под полом ко всему должен быть расположен еще и воздуховод с клапанами регулировки, помогающих предотвратить эффект «мертвых зон».
Так же внутри камеры необходимо наличие клапанов, позволяющих регулировать давление, так как по мере того, как напольные и потолочные фильтры будут загрязняться различного рода пылью красящих веществ и растворителей, пылью при очистке воздуха, то и давление внутри камеры будет возрастать, что приведет к проблемам в режиме продувки и сушки лакокрасочного покрытия. Но и недостаточное давление допускать тоже нельзя, иначе оно может привести к попаданию внутрь камеры пыли.
Но и недостаточное давление допускать тоже нельзя, иначе оно может привести к попаданию внутрь камеры пыли.
Таким образом, в данном разделе мы рассмотрели как принципы работы покрасочной камеры в различных режимах, так и ее устройство.
[youtube]7WA7aHDdAnQ[/youtube]
Покрасочная камера своими руками. Фильтры для покрасочных камер :: SYL.ru
Покрасить автомобиль – дело непростое, для его осуществления требуется как минимум специальное помещение. Плюс ко всему, профессиональное оборудование для окрашивания машины стоит дорого — все это отпугивает желающих заняться покрасочным бизнесом, хотя этот бизнес считается очень прибыльным. Как обычно бывает, все необходимое оборудование собирается постепенно, а в качестве основного помещения используется обычный гараж. Альтернативным вариантом является изготовленная покрасочная камера своими руками. При правильном и умелом проектировании она не будет уступать своими характеристиками приобретенной в специализированном центре. О том, как ее сделать самому, узнаете из этой статьи.
О том, как ее сделать самому, узнаете из этой статьи.
Основные требования к покрасочной камере
Главное правило, которе обязательно должно выполняться, — это теплое помещение с изолирующими стенками. Они обязаны поддерживать постоянную температуру внутри около 20-25 градусов, это касается как воздуха, так и поверхности авто. Выполнение этого требования необходимо для проведения качественного технологического процесса. Поэтому при обустройстве таких помещений, коими являются покрасочные камеры для автомобилей, проектировщику рекомендуется тщательно продумать, за счет чего можно достигнуть необходимой температуры — это может быть система прогрева воздуха, хорошая теплоизоляция и др.
Прогреть воздух можно с помощью мощных тэнов, а вот для поддержания нужного режима теплоизоляцию ничем не заменить. Перепад температур не должен превышать 3 градусов за все время сушки. Резкое нагревание и охлаждение камеры для окраски крайне не желательны.
Покрасочная камера, своими руками которую можно выполнить качественно и без лишних переплат, нуждается в качественном освещении. Оно должно быть везде, особенно тщательно должно быть подсвечено рабочее место. Для создания дневного света необходимо комбинировать разные светильники. Кроме того, нужно обеспечить бестеневое освещение центрального места покрасочного помещения. В рабочем боксе не допускаются мерцание светильников и слишком холодные или теплые оттенки свечения. Желательно отдавать предпочтение взрывозащитным лампам, иначе обычные светильники придется дополнительно изолировать и защищать от попадания осколков в помещение и на окрашиваемую поверхность автомобиля. Качество покраски напрямую зависит от чистоты воздуха и его давления, в этом случае поможет хорошая вентиляционная система.
Оно должно быть везде, особенно тщательно должно быть подсвечено рабочее место. Для создания дневного света необходимо комбинировать разные светильники. Кроме того, нужно обеспечить бестеневое освещение центрального места покрасочного помещения. В рабочем боксе не допускаются мерцание светильников и слишком холодные или теплые оттенки свечения. Желательно отдавать предпочтение взрывозащитным лампам, иначе обычные светильники придется дополнительно изолировать и защищать от попадания осколков в помещение и на окрашиваемую поверхность автомобиля. Качество покраски напрямую зависит от чистоты воздуха и его давления, в этом случае поможет хорошая вентиляционная система.
Теплоизоляция покрасочной камеры
Чтобы сохранить тепло в помещении, лучше использовать пенополиуретан. Иногда бокс оборудуют плитами пенопласта, щели между которыми заливаются строительной пеной и в дальнейшем обшиваются листами железа, пластиковыми панелями и др. Перед тем как сделать покрасочную камеру своими руками, необходимо помнить, что оба эти материала горючи. Кроме того, пенопласт легко разрушается под воздействием агрессивных веществ, таких как растворитель или бензин. Иногда для теплоизоляции используется минеральная вата или негорючие материалы. Всем известно, что после окончания процедуры покраски автомобиля необходимо очищать помещение. Поэтому стены должны быть не только огнеупорные, но и легко моющиеся.
Кроме того, пенопласт легко разрушается под воздействием агрессивных веществ, таких как растворитель или бензин. Иногда для теплоизоляции используется минеральная вата или негорючие материалы. Всем известно, что после окончания процедуры покраски автомобиля необходимо очищать помещение. Поэтому стены должны быть не только огнеупорные, но и легко моющиеся.
Освещение покрасочного бокса
Любое устройство покрасочной камеры своими руками не сможет качественно функционировать без хорошего освещения. Наилучшим вариантом являются галогенные лампы. В целях безопасности их изолируют в отдельные короба или закрепляют под специальным стеклом.
Люминесцентные лампы не менее популярны, тем более, что нет необходимости в их дополнительной защите. Их можно разместить на стенах или на потолке. Для освещения нижней части автомобиля используются переносные светильники.
Что нужно учитывать при проектировании покрасочной камеры?
Чаще всего покрасочный бокс делается из обычного гаража, поэтому учитывать правила безопасности крайне важно, ведь окрашивание – это опасная процедура, которая может привести к взрыву. Обязательно нужно выполнять следующие правила:
Обязательно нужно выполнять следующие правила:
- Нагреватель должен находиться в отдельном помещении в специальном коробе. Тогда теплый воздух будет поступать в камеру уже нагретым, и тэны не будут иметь возможности зажечь облако от краскораспылителя, которое может привести к взрыву.
- Когда обустраивается покрасочная камера своими руками, нужно применять наиболее простые методы для сушки окрашенного автомобиля. Лучше использовать инфракрасные лампы. Желательно, чтобы они включались в обычные розетки.
- Отдельные УЗО необходимы для розеточной группы, генератора и сварочного аппарата. Заранее нужно рассчитать суммарную мощность потребления электрической энергии, а лучше — обратиться к электрикам.
Устройство вентиляционной системы
Вентиляционная система для покрасочной камеры – это обязательный элемент ее конструкции. Он представляет собой сложную конфигурацию воздуховодов, различных клапанов и вентиляторов. Кроме этого вентиляция покрасочной камеры должна быть совмещена с фильтрами для очистки воздуха и системой обогрева помещения.
Вентиляционная система выполняет сразу несколько функций, вот основные из них:
1. Она фильтрует и очищает воздух, благодаря ей уходят воздушные пары и газовые выделения от краски и растворителя.
2. Вентиляция обеспечивает безопасность работ, воздух после фильтрации не вредит окружающей среде.
3. Она организует безопасную работу. Правильно спроектированная приточная система вентиляции воздуха, даже в ограниченном и замкнутом пространстве, где сосредотачивается большое количество ядовитых веществ, обеспечивает безопасный процесс очистки. Риск пожаров и взрывов сводится к минимуму.
4. Система обеспечивает горячий обдув и сушку. При непосредственной покраске автомобиля вентиляция покрасочной камеры своими руками выполняет свои основные функции, а также создает потоки горячего воздуха, ускоряющие процесс сушки краски, а горячий обдув лучше скрепляет слои краски и лака между собой.
Виды покрасочных боксов
Хорошо продуманная и правильно рассчитанная вентиляция способна не только влиять на качество будущей покраски автомобиля, но и экономить электрическую энергию, снижать затраты на необходимую замену фильтров. Все это необходимо помнить, особенно когда обустраивается покрасочная камера своими руками.
Все это необходимо помнить, особенно когда обустраивается покрасочная камера своими руками.
Бывает несколько видов вентиляционных систем, все они зависят от предназначения боксов для покраски:
1. Воздушно-проходные вентиляционные камеры. Принцип работы данной вентиляции: приток воздуха идет с постоянным давлением, предотвращающим любое попадание в него мусора. Пространство должно быть абсолютно герметичным.
2. Камеры с повышенным давлением или разреженным воздухом. Они представляют собой два рабочих вентилятора. Один нагнетает воздух, другой всасывает. Их совместная работа дает необходимую разность давлений. Такая вентиляция подходит для открытых покрасочных камер без стен.
3. Одномоторные камеры. Принцип работы: воздух подается извне сверху и естественным путем выжимает лакокрасочные пары через нижние отверстия покрасочной камеры. Данный вид вполне приемлем для самодельного бокса, которым и является покрасочная камера, своими руками изготовленная.
4. Двухмоторные камеры. Чистый воздух поступает сверху, дополнительный мотор откачивает воздух снизу и выводит его из помещения. Данная система весьма эффективна, но это дорогостоящее оборудование подходит для покраски автомобилей, поставленных на поток.
Чистый воздух поступает сверху, дополнительный мотор откачивает воздух снизу и выводит его из помещения. Данная система весьма эффективна, но это дорогостоящее оборудование подходит для покраски автомобилей, поставленных на поток.
5. Камеры с приточно-вытяжной вентиляцией. Эта система сконструирована вместе с системой обогрева и фильтрации.
Фильтры для покрасочных камер
Покрасочная камера должна быть безопасной. Предотвратить пожар или взрыв поможет наличие сухой фильтрации воздушных масс. Даже при установке водяной завесы использование сухих фильтров все равно актуально. В помещениях намного рациональнее применять фильтры для покрасочных камер в виде рулонов. Они представляют собой волокно, пропитанное специальным противовоспламеняющимся составом. Этим материалом покрывается весь потолок камеры.
Напольные фильтры загрязняются намного быстрее и сильнее, а значит, они должны быть более качественно выполнены. Различают два типа фильтрации:
1. Стекловолокнистый рулонный материал. Он негорюч, а его использование рассчитано на определенное количество раз.
Он негорюч, а его использование рассчитано на определенное количество раз.
2. Инерциальные фильтры для покрасочных камер, которые механически отделяют твердые крупные частицы мусора при резком изменении направления потоков воздуха.
Дополнительная очистка
Если правильно и своевременно производить очистку фильтрующих систем, то не придется часто менять расходный материал. Тонкая очистка состоит из дополнительных карманных фильтров большого объема. Они устанавливаются в воздуховоде. Для экономии места можно использовать кассетные панели на выходе или ячеистые фильтры для сборки микроскопических аэрозольных веществ внутри.
Система фильтрации своими руками
При проектировании системы очистки необходимо учесть ее местоположение. Лучше установить фильтрацию грубой очистки, только потом можно приступать к монтажу потолочного фильтра. Если вентиляция покрасочной камеры своими руками работает по принципу рециркуляции воздуха, то необходимо внутри нее установить несколько кассетных фильтров, имеющих высокий класс точности. Они должны соответствовать типу и конструкции системы вентиляции. Желательно, чтобы в наличии был датчик часов работы системы. Поверхности фильтров рекомендуется регулярно очищать и продувать. Все эти действия продлевают срок службы системы фильтрации.
Они должны соответствовать типу и конструкции системы вентиляции. Желательно, чтобы в наличии был датчик часов работы системы. Поверхности фильтров рекомендуется регулярно очищать и продувать. Все эти действия продлевают срок службы системы фильтрации.
Порошковая покрасочная камера
Многие используют во время работы порошковую краску. Это смесь из мелкодисперсионных частиц с необходимыми примесями. Порошковая покрасочная камера, своими руками изготовленная, – проект сложный, но вполне осуществимый. Необходимо закупать специальное оборудование, без которого процесс покраски невозможен. Такие боксы неэкономично использовать в небольших ремонтных мастерских, так как оборудование стоит достаточно дорого. Кроме того, в этих боксах не будет возможности провести нужную колеровку.
Порошковая камера состоит из систем фильтрации и рекуперации состава краски. Перед началом смесь намагничивают, она прилипает к металлической поверхности автомобиля плотным и равномерным слоем. Далее красочный слой спекают, для этого авто нагревают до определенной температуры и выдерживают некоторое время. Порошок под воздействием высокой температуры расплавляется, таким образом, происходит окраска авто. Порошковая камера намного снижает затраты на покраску автомобиля. Остатки состава собираются фильтрами, и их можно снова использовать в производственном процессе.
Порошок под воздействием высокой температуры расплавляется, таким образом, происходит окраска авто. Порошковая камера намного снижает затраты на покраску автомобиля. Остатки состава собираются фильтрами, и их можно снова использовать в производственном процессе.
Спешка неприемлема в обустройстве покрасочной камеры, тем более, когда она делается собственными руками. Если потребуется исправлять ошибки, рабочий процесс будет остановлен, а это приведет к потере клиентов. При наличии огромного выбора современного оборудования и материалов данная статья поможет изготовить покрасочную камеру своими руками, которая в скором времени будет приносить неплохой доход.
Истории покрасочных камер
Покрасочные и сушильные окрасочные камеры
Для того, чтобы вы лучше понимали;
- Что такое окрасочная камера,
- Почему они используются,
- Типы тяги, преимущества и недостатки, а также
- Определение эффективности покрасочной камеры;
Хотим с самого начала проинформировать вас о функциях и конструкции окрасочной камеры.
Введение окрасочных камер
Когда пистолеты-распылители стали использоваться на сборочных линиях, время окончательной обработки сократилось до восьми дней. Впоследствии Dupont представила нитроцеллюлозный лак, полученный из богатых поставок оружейного хлопка времен Первой мировой войны. Преимуществом этого нового уникального лака было быстрое высыхание, которого никогда не было.
Установлено, что нанести новый материал кистью практически невозможно, однако пистолеты-распылители переносили лак комфортно и быстро.В любом случае, процесс повторной окраски был завершен всего за 3 дня, а ручная чистка была заменена распылением краски. Это был революционный автомобильный успех.
За этим первым пистолетом-распылителем последовала продукция, отвечающая потребностям отделочной промышленности, включая выхлопные кожухи, которые мы теперь называем окрасочной камерой. Для конкретных производственных применений компаниям, производящим системы распыления, было выгодно проектировать и строить свое распылительное оборудование с системами сбора избыточного распыления.Это обусловило построение таких технологий конструкции окрасочной камеры, как водная промывка, нисходящий поток воздуха и многие другие.
Для конкретных производственных применений компаниям, производящим системы распыления, было выгодно проектировать и строить свое распылительное оборудование с системами сбора избыточного распыления.Это обусловило построение таких технологий конструкции окрасочной камеры, как водная промывка, нисходящий поток воздуха и многие другие.
«Воздушная промывка» — это термин, который описывает сегодняшнюю технологию сухих фильтров. Сегодня производители должны соблюдать правила безопасности и гигиены труда. Кроме того, были внесены важные изменения в ограничение извлечения финишером в воздух планеты.
На протяжении почти столетия окрасочные камеры имели решающее значение для защиты и защиты нашего полушария.Не только здесь, они возникли во всех отраслях промышленности по всему миру.
Кому нужна окрасочная камера?
Энергоэффективен ли упомянутый процесс отделки или повторной отделки и соответствует ли он производственным стандартам и уровням?
Или есть признаки чрезмерного распыления краски или покрытия и какой-либо запах, указывающий на испарение краски и покрытий?
Время производства, затрачиваемое на переделку из-за загрязнения пылью или грязью или грубого обслуживания, а не соблюдение сроков производства.
Некоторые решения необходимо принять, когда изначально было решено приобрести окрасочную камеру. Стоимость системы покрасочной камеры и, в конечном итоге, ее окончательная конфигурация зависит от таких требований, как размер и портативность объекта для ремонта, материал, из которого сделана окрасочная камера, и тип воздушного потока, необходимый для обеспечения достаточной мощности. Эти три фактора вместе определяют необходимые инвестиции.
Зачем нужна окрасочная камера?
Наиболее важными причинами использования окрасочной камеры являются следующие:
- Для ограничения применения опасного материала в ограниченной контролируемой среде
- Для предотвращения опасного чрезмерного распыления и утечки летучих веществ за пределы и возникновения пожара или взрыва вблизи места проведения работ.
- Для контроля топливовоздушной смеси с целью предотвращения образования горючей смеси.
- Обеспечивает чистую среду для окраски.

Компоненты покрасочной камеры
Покрасочная камера имеет много общих основных характеристик, сложных или простых.
Все покрасочные камеры, независимо от их применения, имеют рабочую камеру, систему свежего воздуха и вытяжную систему.
Рабочая камера
Так как рабочая камера закрывает операцию распыления, она достаточно велика, чтобы вместить продукт и предоставить место для маляра для выполнения своей работы. Рекомендуемая рабочая глубина обычно на 150–180 см (от 5 до 6 футов) шире и глубже, чем самый крупный продукт, на который наносится покрытие. Другими важными элементами являются освещение и то, как продукт будет перемещаться по будке.
Выхлопная камера
В некоторых окрасочных камерах выхлопная камера выглядит как воздухозаборник за фильтром выхлопных газов, и в целом они имеют одинаковую ширину и высоту с рабочей глубиной.В этой конфигурации отработанный воздух движется параллельно полу, когда попадает в выпускные фильтры. В камерах с нисходящим потоком воздуха вытяжная камера представляет собой «приямок», который втягивает избыточный воздух через фильтры, а затем каналы под землю для повторного использования. Эти вытяжные системы включают вентиляторы с мощностью, достаточной для перемещения воздуха через систему. Вытяжной вентилятор установлен в вытяжном агрегате.
Как работают будки
Покрасочные камеры предназначены для сбора выбросов твердых частиц.Фильтрующие материалы, такие как фильтрующие прокладки или вода, и движущийся воздух, являются основными инструментами в этой коллекции.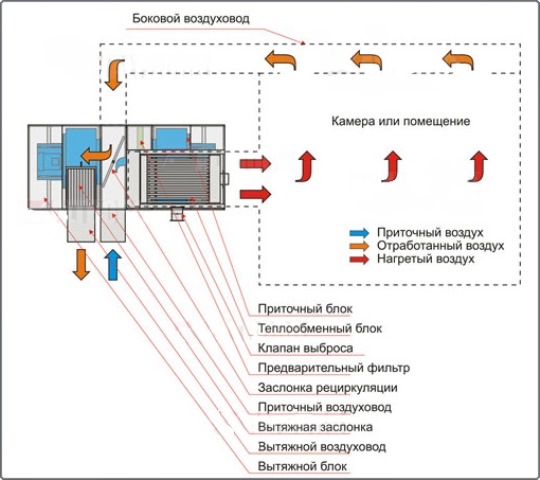 Материал покрытия наносится с помощью пистолета-распылителя или аналогичного устройства с помощью человека или робота. Воздушный поток, проходящий через камеру, собирает твердые частицы и переносит их в фильтрующую среду. Три элемента — сила и направление потока воздуха, эффективность фильтрации и характеристики оборудования для нанесения покрытия — определяют общую эффективность операции нанесения покрытия и качество отделки.
Материал покрытия наносится с помощью пистолета-распылителя или аналогичного устройства с помощью человека или робота. Воздушный поток, проходящий через камеру, собирает твердые частицы и переносит их в фильтрующую среду. Три элемента — сила и направление потока воздуха, эффективность фильтрации и характеристики оборудования для нанесения покрытия — определяют общую эффективность операции нанесения покрытия и качество отделки.
Поперечный и горизонтальный поток
При классификации методом вытяжки в простейшей конфигурации для втягивания воздуха на одном конце кабины из цеха или производственной зоны, непосредственно окружающей окрасочную камеру, окрасочная камера с поперечным или горизонтальным потоком использует свой мощный выхлоп. вентилятор. Перед входом в рабочую камеру воздух может проходить через дверцу фильтра, поступать в рабочую камеру нефильтрованным через открытую поверхность или вталкиваться через входную камеру под давлением. Воздух течет параллельно полу, проходит через рабочую камеру и улавливает твердые частицы. Затем воздух проходит через группу фильтров для улавливания твердых частиц и затем на 100% удаляется через воздуховоды прямо в атмосферу. Большинство кабинок выполнено в виде кроссдрафта.
Воздух течет параллельно полу, проходит через рабочую камеру и улавливает твердые частицы. Затем воздух проходит через группу фильтров для улавливания твердых частиц и затем на 100% удаляется через воздуховоды прямо в атмосферу. Большинство кабинок выполнено в виде кроссдрафта.
Кроме того, при такой воздушной тяге очень трудно достичь идеальной отделки.
Полуприцеп
Кабина с полунаходящей тягой представляет собой комбинацию характеристик как поперечной, так и нисходящей кабины.Это называется полунаходящейся тягой из-за способа подачи воздуха в кабину. На первых 25-30% длины кабины воздух подается в кабину через потолок. Этот входящий воздух может подаваться в зависимости от всасывания вытяжного вентилятора или может находиться под давлением. Наилучшие результаты достигаются при использовании воздушной подпитки и избыточном давлении в кабине. По мере того как вытяжной вентилятор продолжает втягивать воздух через рабочую камеру, воздух меняет направление и становится параллельным полу. Затем воздух всасывается через вытяжную камеру в задней части кабины и выводится в атмосферу через воздуховоды.
Затем воздух всасывается через вытяжную камеру в задней части кабины и выводится в атмосферу через воздуховоды.
Нисходящий выхлоп
Воздух втягивается в вытяжку со стороны нисходящего потока через потолочную камеру статического давления. Воздух проходит через рабочую камеру параллельно стенам и перпендикулярно полу. Когда воздух достигает пола, он втягивается внутрь и через фильтрованные выхлопные трубы на уровне пола вниз с каждой стороны кабины и выходит в атмосферу через воздуховоды. Ямы или эстакады для этой будки не требуются.
Нисходящий поток воздуха — лучший выбор для идеальной отделки.
Нисходящий поток
В кабине с нисходящей тягой воздушный поток движется сверху вниз к полу здания. Обычно на полу здания имеется углубленная яма для приема либо сухого фильтра, либо отработанных газов водяной промывки. Над проемом ямы кладут решетчатую решетку. Будка также может быть размещена на возвышении во избежание строительства ямы. Верх кабины может быть открытым или закрытым входной камерой фильтра. В верхней части большинства кабин с нисходящим потоком находятся входные пленумы с фильтром.Кабина с пленумом фильтра обычно используется вместе с блоком подпитки с подогревом воздуха. Это считается обязательным для чистой покраски.
Над проемом ямы кладут решетчатую решетку. Будка также может быть размещена на возвышении во избежание строительства ямы. Верх кабины может быть открытым или закрытым входной камерой фильтра. В верхней части большинства кабин с нисходящим потоком находятся входные пленумы с фильтром.Кабина с пленумом фильтра обычно используется вместе с блоком подпитки с подогревом воздуха. Это считается обязательным для чистой покраски.
Во время цикла распыления свежий воздух втягивается в воздушную систему, нагревается до 21 ° C, затем фильтруется и на 100% выпускается.
Во время цикла отверждения, когда воздух проходит через рабочую камеру, 90% воздуха проходит через фильтры и возвращается в блок подпитки. Там он смешивается с 10% свежего воздуха, снова нагревается и возвращается в рабочую камеру.10% воздуха, не возвращенного в блок подпитки, фильтруют и выводят прямо в атмосферу через воздуховоды. Важность рециркуляционной системы заключается в том, что рабочий воздух используется до потери тепла, поэтому ресурсы сохраняются. Поскольку захваченные частицы быстро удаляются из рабочей зоны, нисходящий воздушный поток считается более безопасным, чем другие схемы воздушного потока. Нисходящий поток воздуха — лучший выбор для идеальной отделки.
Поскольку захваченные частицы быстро удаляются из рабочей зоны, нисходящий воздушный поток считается более безопасным, чем другие схемы воздушного потока. Нисходящий поток воздуха — лучший выбор для идеальной отделки.
Неправильная эксплуатация системы окрасочной камеры может стать причиной следующих опасностей:
· Опасность пожара или взрыва из-за:
- Химический дисбаланс в рабочей зоне во время фазы покраски из-за того, что установка не включается, работает в неправильной фазе или засоряются фильтры.
- Когда в кабине скапливается достаточно твердых частиц, существует опасность самовозгорания.
- из-за недостаточной или полного отсутствия вентиляции на этапах работы камеры (окраска — без перерыва — обжиг)
- из-за неправильно работающей горелки.

· Атмосферный дисбаланс в окружающей среде, вызванный выбросом твердых частиц и частиц непреднамеренного красочного вещества из-за недостаточной работы фильтров-отстойников выхлопных газов.
· Следует избегать чрезмерного скопления брызг на полу, в воздуховодах, системе отопления или в яме. Он может воспламениться самопроизвольно или в результате неисправности оборудования.
В окрасочной камере недопустимы следующие действия:
· Приготовление, смешивание и хранение растворителей.
· Хранение емкостей с краской или растворителем, предметов, окрашенных краской или растворителями, например, спецодежды.
· В спецодежде или другой одежде, загрязненной краской или растворителями.
· Курение.
· Использование инструментов, производящих брызги твердых частиц, образующих искры, например, при шлифовании или сварке.
· Нанесение покрытия при работающей кабине и с распылителем не допущено.
· Использование любых электрических устройств.
· Хранение или употребление продуктов питания и напитков.
· Хранение опасных предметов, таких как аэрозольные баллончики.
В будке необходимо соблюдать следующие меры предосторожности
· Фильтры подлежат замене при необходимости. Чрезмерное засорение фильтров приведет к уменьшению воздушного потока, что позволит твердым частицам затвердеть и упасть на окрашенную поверхность, что приведет к образованию ямок на отделке.
· Регулярно очищайте и выполняйте техническое обслуживание нагнетателя, теплообменника, горелки, заслонок и всех устройств управления, которые могут легко изнашиваться.
· При необходимости очистите все воздуховоды.
· Все аксессуары, используемые и связанные с окрасочной кабиной, такие как воздушные компрессоры, осушители воздуха, системы подачи воздуха для дыхания и т. Д., Должны быть спроектированы для использования с окрасочными камерами и обслуживаться в соответствии с инструкциями производителя.
Обогрев будки
В рабочем отсеке окрасочной камеры должна поддерживаться минимальная температура 20 ° C.Чтобы соответствовать этому правилу, в большинстве регионов обязательно использование блока свежего воздуха в зимние месяцы.
Многие покрытия требуют периода отверждения с повышенным нагревом после нанесения, чтобы достичь своего окончательного конечного состояния, и это тепло подается через нагреватель или горелку.
Типы нагревателей
Мир технологических нагревателей разделен на две категории:
Непрямого и прямого огня.
Установки с косвенным нагревом используются в ситуациях, когда прямой контакт пламени с технологическим материалом нежелателен из-за проблем загрязнения и воспламенения материала. Установки с прямым зажиганием используются там, где такие проблемы не имеют значения. Выбросы от установок с косвенным сжиганием полностью состоят из продуктов сгорания, включая продукты неполного сгорания. С другой стороны, выбросы от установок прямого сжигания состоят как из продуктов сгорания, так и из выбросов технологического материала.Таким образом, выбросы в атмосферу от технологических нагревателей косвенного нагрева являются общими для используемого топлива и являются общими для широкого диапазона промышленных источников, в то время как выбросы от блоков прямого нагрева являются уникальными для данного процесса и могут широко варьироваться как в рамках данного промышленного производства. процесс (если материал процесса изменяется) и между промышленными источниками (где могут обрабатываться самые разные технологические материалы)
Во многих импортных окрасочных камерах используются горелки непрямого нагрева. Это связано с тем, что будка и все ее компоненты производятся в районе, где нет обширной газовой сети.Вместо этого основным топливом является нефть. Что касается масла, единственный выбор — это непрямое зажигание.
Как работают агрегаты с косвенным нагревом
В конфигурации с косвенным нагревом горелка работает через трубчатый или трубчатый теплообменник. Рециркуляционный воздух проходит через теплообменник, повышается до желаемой уставки и подается в технологический воздушный поток.Теплообменник, изготовленный из сплавов нержавеющей стали, требует наличия выхлопной системы, рассчитанной на высокую температуру.
Пар можно использовать в качестве источника тепла для низкотемпературных операций. Пар проходит по трубам через теплообменник, похожий на радиатор, а рециркулируемый воздух проходит через змеевик и доставляется к нагрузке. Температура будет достигать примерно (160 ° C) в зависимости от давления пара. Пар — хороший выбор, когда есть вероятность взрыва.Кроме того, пар является энергоэффективным.
Теплообменник необходимо нагреть до температуры, прежде чем он будет нагревать проходящий над ним воздух. В течение этого времени система будет подавать в помещение холодный воздух. После выключения горелки теплообменник должен успеть остыть. Это приведет к колебаниям температуры выше и ниже заданной.
Как работают устройства прямого зажигания
Газовое отопление с прямым нагревом — один из самых простых и экономичных способов нагрева воздуха.Наружный воздух либо фильтруется, либо не поступает в установку. При желании к этому наружному воздуху можно сбалансированно добавить некоторое количество возвращающегося воздуха из помещения, чтобы обеспечить постоянный общий воздушный поток. Затем этот воздух проходит над горелкой. Распределение воздушного потока тщательно контролируется с помощью профильных пластин, что обеспечивает 100% эффективное сгорание. Воздух непосредственно нагревается этим чистым контролируемым газовым пламенем и распределяется в рабочий воздушный поток с помощью центробежных нагнетателей для тяжелых условий эксплуатации. Тщательно контролируя структуру и объем воздушного потока, система может обеспечить полное 100% сгорание.
При полном сгорании образуются только водяной пар и двуокись углерода (CO 2). Вредные побочные продукты сгорания являются результатом неполного сгорания. Таким образом, вы должны покупать у признанного эксперта в технологии газового отопления. Некоторые преимущества этой конфигурации — лучшая топливная экономичность, быстрый нагрев и стоимость. Недостатком является то, что продукты сгорания свободно смешиваются с грузом, и, учитывая состав продукта, могут возникнуть проблемы. Системы прямого нагрева представляют собой гибкие устройства для отопления помещений, подачи свежего воздуха и вентиляции.Прямое сжигание исключает необходимость в теплообменниках, что обеспечивает 100% эффективность. Все продукты сгорания попадают в поток приточного воздуха в концентрациях ниже нормативных. Эксплуатация этой системы очень рентабельна, поскольку природный газ — это доступное чистое и дешевое топливо в большом количестве.
Как обычно работает обогреватель
Камера для отверждения краски обеспечивает в основном два последовательных рабочих цикла:
1 — Режим распыления и пауза
2 — Режим выпечки и охлаждение
1 — РЕЖИМ РАСПЫЛЕНИЯ
Во время режима распыления лакокрасочный материал распыляется на автомобиль.
На этом этапе необходимо обеспечить правильное давление и температуру воздуха для маляра, а также отличную фильтрацию воздуха для нанесения краски
Оператор включает питание и устанавливает соответствующий переключатель на панели управления в положение «распыление».
Цикл распыления следующий: Заслонка (1) автоматически позиционируется, позволяя всасывающему нагнетателю (2) втягивать только наружный свежий воздух (3).
Затем весь воздух проходит через предварительный фильтр (4), затем через горелку или вокруг теплообменника (5). Наружный воздух нагревается до заданной температуры на пульте управления и поступает в камеру статического давления (6) кабины. Здесь воздух проходит через потолочные фильтры (7), попадает в кабину (8) и равномерно распределяется по кабине кабины. Затем воздух выпускается под пол (9) через фильтры-отстойники (10), где удаляется большая часть излишков распыляемого вещества.Затем он попадает на выхлопную сторону механического узла (11), где через выхлопной канал выходит наружу (12).
ФАЗА 1 — ВЫКЛЮЧЕНИЕ
Фаза выдержки — это период между двумя нанесениями краски или между последним нанесением и циклом запекания. Это время необходимо для того, чтобы краска вытекла и освободила растворители.
Этот этап может быть необходим, а может и не потребоваться, в зависимости от типа краски и используемого метода нанесения.В каждом случае установка времени будет определяться маляром и поставщиком краски.
Фаза выдержки идентична режиму распыления, за исключением возможного изменения температуры воздуха, подаваемого в камеру, таким образом:
Во время фаз распыления и выдержки камера должна работать в режиме распыления со 100% свежим воздухом. Во избежание любого возможного скопления растворителей в кабине, которое может достичь уровня воспламеняемости и / или взрыва, не выключайте камеру.
ФАЗА 2 — РЕЖИМ ВЫПЕЧКИ
Режим запекания — это период, необходимый для отверждения краски, нанесенной на автомобиль.
На этом этапе блок управления поддерживает температуру, предварительно выбранную оператором (до 60 градусов C), и отличную фильтрацию для получения надлежащих результатов.
Никто не должен заходить в камеру в режиме выпечки.
Оператор устанавливает переключатель на панели управления в положение «запекание». Это автоматически активирует таймер выпечки, который должен быть установлен заранее с указанием правильного времени застывания. Счетчик времени выпечки запустится, как только камера достигнет заданной температуры для этой фазы.
Рабочий цикл следующий: заслонка (1) автоматически позиционируется, чтобы позволить всасывающему нагнетателю (2) втягивать часть (10-15%) воздуха снаружи (3) и рециркулировать оставшуюся часть (85-90%).Затем весь воздух проходит через предварительный фильтр (4) и вокруг горелки или теплообменника (5). Он нагревается до заданной температуры на панели управления и поступает в камеру статического давления (6) кабины. Здесь воздух проходит через потолочные фильтры (7), затем попадает в кабину (8) и равномерно распределяется по кабине кабины.
Затем воздух выходит из-под пола (9) через фильтры-отстойники (10), затем он попадает в вытяжную камеру (11), где 10-15% воздуха удаляется наружу (12), а оставшиеся 85-90%. повторно распространяется.
ФАЗА 2 — ОХЛАЖДЕНИЕ
Фаза охлаждения — это период, необходимый для охлаждения отопительного прибора и автомобиля.
Эта фаза начинается автоматически по завершении периода выпечки. Продолжительность этой фазы задана заранее и может регулироваться с помощью термостата. Над горелкой или теплообменником находится датчик, рядом с соединительным каналом между окрасочной камерой и моноблоком.Если установленная температура термостата слишком низкая и наружный воздух не может охладить его до заданной температуры, заданный таймер прервет охлаждение, даже если заданная температура не была достигнута.
Этот рабочий цикл аналогичен режиму распыления, в котором заслонки автоматически устанавливаются так, чтобы втягивать 100% свежего воздуха снаружи, как в цикле окраски.
Никогда не выключайте питание кабины во время цикла охлаждения.Это остановит узел нагнетателя и тем самым помешает правильному охлаждению камеры сгорания. Это может привести к его перегреву и повреждению.
Электропитание агрегата следует отключать только тогда, когда узел нагнетателя не работает или когда это абсолютно необходимо.
Характеристики фильтрации
Выбор неправильного фильтра или выбор фильтра только по цене для системы вызывает постоянную неблагоприятную реакцию.Твердые частицы, выходящие из улавливания избыточного распыления, переходят на следующий этап. В агрегате с нисходящим потоком это приводит к более ранней загрузке рециркуляционных фильтров, что влияет на цикл отверждения и создает потенциальный отказ целостности системы.
Конструкция фильтра должна задерживать как влажные, так и сухие частицы, потому что, особенно в системах с нисходящим потоком, большая часть избыточного распыления остается сухой, когда достигает фильтрующего материала.
Фильтрация, особенно фильтрация выхлопных газов, имеет решающее значение для производительности системы.
Все фильтры оцениваются по многим критериям, в том числе по трем основным характеристикам:
Способность фильтра удалять излишки брызг и твердые частицы.
Количество твердых частиц в фильтре до его замены.
- Статическое сопротивление воздушному потоку
Когда мы проверяем расход воздуха, мы проверяем статическое давление в зависимости от процесса и количества твердых частиц, захваченных используемым фильтром.
Фильтры не подлежат повторному использованию.
Срок службы фильтра предварительной очистки может быть меньше из-за следующего:
- Установка расположена очень близко к загрязненной среде, такой как сельхозугодья или вспаханные поля, выхлопные трубы других процессов рядом с водозаборником.
- Процесс внесения или образования загрязнения в кабине.
- Приточный или возвратный воздуховод очень загрязнен.
- Питовые фильтры с истекшим сроком службы.
- Заслонки возвратного воздуха не закрываются должным образом. (Рециркуляционная система)
Цитата из Global Finishing Solutions Finishing Academy, www.finishingacademy.com, Copyright 2001-2004 Global Finishing Solutions.
Для получения подробной информации посетите: www.Finishacademy.com
Copyright © FIRAT
Ontario Spray Booth Ltd — ВАШЕ РЕШЕНИЕ ДЛЯ ОКРАСКИ!
OSB-ВАШ РАСПЫЛИТЕЛЬНЫЙ РАСТВОР
ONTARIO SPRAY BOOTH LTD. СЕРВИСЫ —
OSB Ltd. занимается обслуживанием, установкой и продажей окрасочных камер нашим клиентам с 1998 года.Первоначально Saima Accudraft Auto Refinish и JBI Ontario Reps, OSB Ltd. взяли на себя компанию Blowtherm USA (сегодня это Global Finishing Solutions). Наряду с GFS OSB Ltd. с гордостью представляет DuroAir, DuroPure, Goffs Curtain Walls и Becca (устройства для мойки пистолетов и устройства для рециркуляции растворителей).
EXCELLENCE
Несмотря на то, что продукты, которые мы устанавливаем, являются выдающимися и созданы с использованием новейших и самых сложных технологий, OSB гордится своим протоколом обслуживания клиентов, который мы обеспечиваем.Потребности каждого клиента уникальны и должны быть услышаны. После завершения продажи для некоторых компаний легко просто перейти к следующему покупателю. Компания OSB поддерживает вас. ООО ОСБ выдержало ИСПЫТАНИЕ ВРЕМЕНИ! Мы обеспечиваем надежное обслуживание, установку и продажу окрасочных камер с 1998 года, в то время как многие из наших конкурентов пришли и уже давно ушли! Это необходимо учитывать при выборе вашей окрасочной камеры!
Наши бренды
OSB Ltd.ТОЛЬКО представляет производителей «высшего класса». GFS — крупнейший производитель стендов в Северной Америке, который постоянно меняет облик индустрии окрасочных камер с помощью инноваций и новых технологий! Запатентованные выдвижные корпуса DuroAir и бесканальная фильтрация DuroPure — действительно «одни из», у которых НЕТ СООТВЕТСТВИЙ! Навесные стены Goffs — ОРИГИНАЛЬНЫЕ ЗАВЕСЫ ДЛЯ МАГАЗИНОВ и остаются ЛУЧШИМИ навесными стенами на рынке. Такие гоффы, как OSB Ltd, зарекомендовали себя постоянным ростом и инновациями.Установки для промывки пистолетов и рециркуляторы растворителей Becca ОЧЕНЬ являются лидерами в своей области! OSB Ltd подтверждает свою приверженность СОВЕРШЕНСТВУ, представляя ТОЛЬКО СОВЕРШЕНСТВО!
Ваш магазин: Благодетель
- Быстрое, надежное и «сделанное с первого раза» качество работы поможет вам быстро встать на ноги.
- Благодаря нашим основным поставщикам вы знаете, что получаете лучшую линейку продуктов в своем бизнесе с использованием новейших и передовых технологий. Это принесет вам огромную пользу, так как теперь вы можете въезжать и выезжать больше автомобилей, чем когда-либо прежде!
| На главную> Покрасочные камеры | |
| Окрасочные кабины — широкий ассортимент, выполняющий множество функций. | |
| Размеры варьируются от небольших компактных корпусов до больших кабин с автономной вытяжкой, системой отверждения и заменяющей системой воздух / тепло. | |
| Покрасочные камеры / покрасочные камеры / окрасочные участки | |
| »Большая покрасочная / окрасочная камера и здания от 30 до 60 футов (плюс) | |
| »Маленькие покрасочные / окрасочные камеры 8’-25’. | |
| »Проходные типы (изготовленные или изготовленные на заказ). | |
| »Отверждение / сушка, отопление и вентиляция. | |
| »Смешанные складские помещения | |
| »Соответствие NFPA, OSHA, UL · | |
| EPA метод 204 постоянное или временное ограждение | |
| »100% улавливание EPA · | |
| Проектирование / строительство / метод «под ключ» — ответственность из одного источника | |