Сварка инвертором для начинающих: основы, видео уроки
Сложные в эксплуатации и тяжелые сварочные аппараты полностью вытеснили с потребительского рынка инверторы. Они без проблем используются новичками, которые знают основные принципы выполнения сварочных работ. Помимо небольшого веса современные аппараты наделены дополнительным функционалом, позволяющим решать задачи по сварке любого уровня сложности. Они потребляют намного меньше энергии. Электричество используется исключительно на образование дуги, а не нагрев обмотки трансформатора.
Оборудование невосприимчиво к перепадам напряжения в сети, что позволяет применять его в местности с плохо развитой инфраструктурой. Некоторые модели отлично работают даже от сети, напряжение в которой не превышает 190В. Все без исключения специалисты трансформаторным сваркам предпочитают современные инверторы. Они лучше держат дугу и формируют шов более высокого качества.
Немного теории перед первыми шагами
Новичкам совсем не помешает освоить основные принципы работы инвертора перед тем, как включить его. Основную нагрузку будет нести сеть энергоснабжения. Если старые агрегаты при включении могли оставить без электричества весь микрорайон или поселок, то современные устройства лишены данного недостатка. Они имеют накопительные конденсаторы, которые облегчают старт. Мягкое разжигание сварочной дуги и бесперебойная работа системы энергоснабжения – очень важные, хотя и не самые основные достоинства оборудования.
Необходимо твердо усвоить, что увеличение диаметра используемого электрода ведет к большему энергопотреблению. Не все устройства могут работать с самыми крупными электродами. Дело в том, что для использования конкретного диаметра требуется определенная сила тока. В противном случае сварочный шов просто не получится. Более детальная информация содержится в техническом паспорте приобретаемой модели устройства.
Внешний осмотр сварочного инвертора
Вес агрегата напрямую зависит от мощности.
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Азбука для начинающего сварщика
Разобраться в процессах, которые происходят внутри инвертора во время сварки поможет приведенная ниже схема.
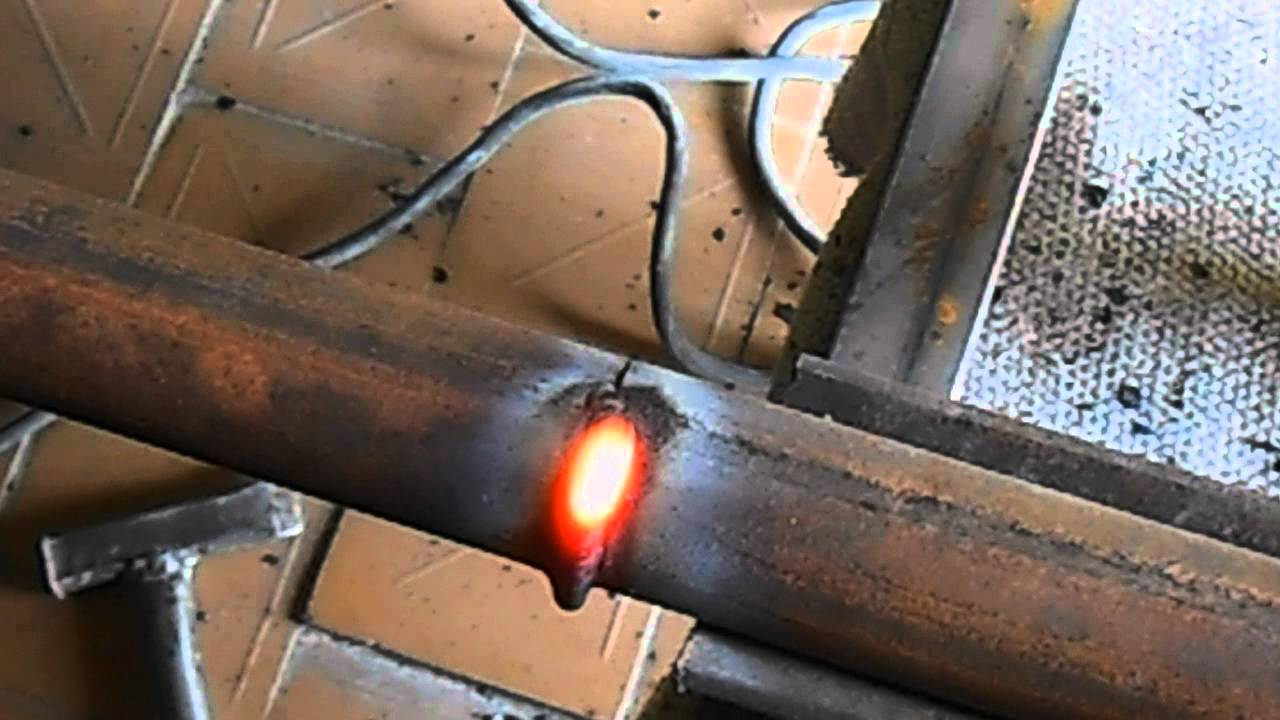
Дуга образуется в момент соприкосновения электрода и свариваемого металла. Образуется высокая температура, которая плавит сердечник электрода и металлическую поверхность заготовки. Расплавленная среда – это так называемая «ванна», которая впоследствии станет швом. Чтобы он получился качественным, на первых порах необходима защита от активного кислорода, содержащегося в воздухе.
С этой задачей справляется обмазка электрода. Она образует пары и поверхностную корочку, препятствующих свободному перемещению молекул кислорода. После завершения сварочного процесса и снижения температуры шва на его поверхности образуется шлак – остатки защитного покрова, созданного обмазкой электрода. После полного остывания его необходимо отбить, используя специальный молоток.
Дуга, которая плавит металлы, должна поддерживаться сварщиком. Суть задачи сводится к тому, чтобы стабильно выдерживать определенное расстояние между свариваемой поверхность и электродом. При этом необходимо вести электродом строго по стыку между двумя заготовками.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки .
 Резиновые использовать нельзя, поскольку под ними руки будут потеть.
Резиновые использовать нельзя, поскольку под ними руки будут потеть. - Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
 Резиновые использовать нельзя, поскольку под ними руки будут потеть.
Резиновые использовать нельзя, поскольку под ними руки будут потеть.Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Какие бывают дуговые промежутки?
В любом учебнике по сварочному делу акцентируется внимание на том, что важно поддерживать одинаковый зазор между электродом и рабочей поверхностью. От этого зависит качество будущего шва. Принято различать три вида сварочной дуги:
- короткая. Длина составляет примерно 1 мм. В этом случае металл разогревается на небольшое расстояние по ширине и получается выпуклый шов. Возможно образование дефекта «подрез», который снижает прочность соединения;
- длинная (более 3 мм). Очень трудно поддерживать стабильность. Плохо прогревается металл и качество работы оставляет желать лучшего;
- нормальная. Имеет длину 2-3 мм. Хорошее качество соединения и нормальный внешний вид.
 Плохо прогревается металл и качество работы оставляет желать лучшего;
Плохо прогревается металл и качество работы оставляет желать лучшего;Оптимальный результат будет только после того, когда новичок научится контролировать длину сварочной дуги.
Формирование сварочного шва
Быстрое перемещение электрода приводит к образованию дефектов. В некоторых случаях помимо поступательного требуется и поперечное движение для получения широкого шва и хорошего прогрева свариваемой поверхности. Поперечное движение не рекомендуется выполнять при ширине шва до 4 мм. Как и с какой интенсивностью выполнять перемещение электрода каждый сварщик решает сам, опираясь на практический опыт. Среди профессионалов это принято называть «почерком сварщика».
Изменяя направление во время работы стоит помнить, что сварочная ванна перемещается вслед за теплом. Если недостаточно расплавленного металла электрода (быстрое перемещение), образуется подрез. Чтобы избежать образования канавки, следует внимательно контролировать границы перемещения электрода и делать ванну тоньше. Управлять ее формированием можно при помощи наклона электрода. В этом случае шов будет приподыматься, а ванна становится меньше – так удается плоский шов. Прием формирования сварочного шва при помощи наклона электрода чаще всего используется при сварке тонких листов металла.
Прямая и обратная полярность
Плавится металл под воздействие сварочной дуги. Принято различать два варианта выполнения сварочных работ, которые отличаются способом подключения. Прямой подразумевает подсоединение электрода к минусу, а металла – к плюсу. Характерная особенность – глубокая и в то же время узкая зона плавления металла. При обратной полярности, когда заготовки подключены к минусу, а электроды – к плюсу, снижается количество передаваемого металлу тепла. Зона плавления получается шириной, но малой глубины.
Какой способ лучше применять при сварочных работах? Выбор варианта зависит от толщины соединяемого металла. Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Тонкие заготовки, как правило, подключаются к минусу, поскольку в этом случае им передается меньше тепла и шансы прожечь заготовку снижаются. Прямой способ подключения больше подходит для сваривания толстых заготовок.
Скорость подачи электрода
Перемещением электрода необходимо добиться образование достаточного количества расплавленного металла в зоне сварки. В противном случае образуется дефект «подрез». При слишком быстром перемещении металл прогревается плохо, свариваемые кромки не проплавляются, а шов ложится сверху и получается неглубоким. При слишком медленном перемещении металл перегревается и возможно прожигание или деформация его поверхности.
Выбор силы тока
Сила тока выставляется регулятором на инверторе в зависимости от толщины заготовки. В сочетании со скоростью перемещения электрода сила тока формирует сварной шов. Увеличение ампеража приводит к углублению зоны плавления металла. Это в свою очередь дает возможность быстрее вести электрод. При грамотном выборе двух данных параметров получается аккуратны и, главное, очень прочный шов.
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, A |
|---|---|---|
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Сваривание тонких листов металла
Прежде всего следует обратить внимание на полярность подключения, исходя из того, что положительный полю прогревается больше и, следовательно, будет лучше плавиться. То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
То есть, если плюс подключить к тонкому листу, высока вероятность того, что он будет прожжен. Плюс к электроду заставляет его быстрее плавиться. Исходя из вышесказанного, лучше придерживаться обратной последовательности подключения. Минус – к листу, а электрод присоединить к положительному полюсу.
Любителям и начинающим сварщикам, которые планируют работать с тонким металлом, нужно усвоить несколько простых правил:
- Сваривать поверхность желательно на минимально рекомендуемой силе тока.
- Шов накладывают углом вперед.
- Сварку подключают в обратной полярности.
- Чтобы избежать деформации заготовок, их надо хорошо закрепить перед сваркой.
- Когда возникает потребность поставить прихватки (длина заготовки более 0,5 метра), начинать нужно с середины деталей и двигаться к краям.
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.

Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
как правильно делать швы, инструкции с фото и видео
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токе
Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.

Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
23.03
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
При выполнении горизонтального шва нужно правильно подобрать угол наклона электрода и скорость прохода
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Оцените статью: Поделитесь с друзьями!Видео стыковая и муфтовая сварка труб
Видео стыковой сварки аппаратами Ritmo Basic
Видео сварки встык гидравлическим аппаратом Ritmo Delta Dragon 250
Видео стыковой сварки механическим аппаратом Ritmo VR 250 cab#version=6,0,40,0″>
cab#version=6,0,40,0″>
Видео сварки труб аппаратами Ritmo Delta Dragon с устройством автоматизации CNC
Видео сварки встык аппаратами Omisa
Видео процесса электромуфтовой сварки
Видео электромуфтовой сварки труб аппаратом Elektra 800
Оставить комментарий
Щелкните чтобы отменить ответЧтобы оставить комментарий, Вы должны войти в систему.
Сварка тиг обучающее видео особенности
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Еще по этой теме на нашем сайте:
- Новые уроки сварки электродом — что такое «сварка в лодочку»
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
Аргоновая сварка популярна тем, что по сравнению с другими видами сварки отличается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно выполнять самостоятельно или пригласить.
Содержание:
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Принцип действия
Для того, чтобы разобраться что это – аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода – горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон – самый недорогой защитный при сварке газ.
Основной элемент – электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, – функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор – осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.
Оборудование может работать при разных режимах. Разберемся, что это – режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус – на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.

Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.

При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило – при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током – сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока – 10-20°;
- среднем – 20-30°;
- для тока большой величины – 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого – преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.
Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.

Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма – куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке – 15 см.
Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке – 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.

К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка – быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина – попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом – современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Сварка полуавтоматом для начинающих видео
В первую очередь для начинающих сварщиков нужно определиться с теми инструментами, которые должны быть под рукой. Для работы нужна болгарка и зачистным кругом, пару зажимов и дырокол, если вы будете заниматься ремонтом дверей или кузова. Ну и, конечно же, сам сварочный аппарат, желательно полуавтомат. Нужно помнить, что ручной, непромышленной сваркой можно варить металл, толщиной до 6 миллиметров.
Приступим к процессу самой сварки. Для начала обязательно нужно очистить метал на месте сварки, после чего разделать кромки болгаркой. Состыковываем одну заготовку с другой в месте будущего шва и фиксируем зажимами. Присоединяем провод массы (минуса) к одной из деталей заготовок.
Переключаем сварочный аппарат в не менее чем третье положение и ставим оптимальную подачу. Начинаем процесс сварки стык встык, делаем небольшие прихватки, а затем завариваем все заподлицо с плоскостью обеих деталей. Сам наконечник сварки нужно держать под углом к плоскости сваривания двадцать градусов. Также есть способы сваривания внахлест и под определенным углом, сваривать которыми еще легче.
При сварке полуавтоматом очень большое значение имеют качество сварочного аппарата и сами электроды, которые нужно подбирать под свариваемый металл. Самые распространенные это ОЗС-12 и МП-3, которые подходят практически для любой толщены металла, но у них есть один существенный недостаток – большое количество шлака.
Теперь самое главное. Ни в коем случае нельзя забывать о технике безопасности:
- У сварщика должна быть специальная защитная маска;
- Хорошо прорезиненные перчатки;
- Огненепроницаемая одежда;
- Надежная обувь с резиновой подошвой или резиновый коврик под ногами.
Соблюдая все правила, получиться все непременно главное старания и упорство.
Сварка полуавтоматом для начинающих видео уроки
http://www.youtube.com/watch?v=aDFeNxxTtYg
Система видео наблюдения СВН — Мир Сварки
Система видеонаблюдения СВН-221 используется совместно с различными подвесными головками для автоматической сварки или наплавки плавящимся электродом под слоем защитного флюса. Система предназначена для наблюдения за процессом сварки/наплавки на расстоянии.Основными составными частями системы являются: блок управления с ЖК-дисплеем, комплект видеокамер с воздушным охлаждением и шарнирным креплением, а также комплект монтажных кабелей.
• Система видеонаблюдения позволяет постоянно контролировать сварочный процесс.
• Система имеет в своей основе специально разработанную камеру, обеспечивающую постоянное и четкое сканирование сварного соединения
• В сочетании с монитором, функцию которого может выполнять дисплей пульта управления, система видеонаблюдения обеспечивает отличный контроль и слежение за сварным соединением
• Опциональная функция – видеорегистрация процесса и параметров сварки с последующей записью на электронные носители информации (CD и т.п.). Воспроизведение изображения сварочного соединения и параметров процесса удобно применять для контроля качества работы.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Наименование параметра |
Значение |
|
Напряжение питания переменным током частотой 50 Гц, В |
42 |
|
Давление воздуха на входе в емкость, атм., не менее |
2 |
|
Класс очистки воздуха по ГОСТ 17433-80, не ниже |
9 |
|
Габариты блока (длина х ширина х высота), мм |
580 х 140 х 420 |
|
Масса, кг, не более |
6 |
10 лучших видеоуроков по сварке — Baker’s Gas & Welding Supplies, Inc.
Привет всем, студентам-сварщикам и начинающим сварщикам домашних проектов! Знаете ли вы, что вы можете научиться (или, по крайней мере, научиться) практически любому сварочному процессу, технике или проекту, которые вы только можете себе представить — все в одном месте?
Совершенно верно! И угадайте где? Угу — YouTube !!!
YouTube заполнен полезными, информативными и образовательными видеороликами всех видов о сварке.Практически любой вопрос, связанный со сваркой, у вас может возникнуть — вероятно, на YouTube есть видео с ответом.
Ниже приводится список из 10 самых популярных видеороликов YouTube о сварке :
Как пользоваться дуговой сваркой: основы дуговой сварки экранированных металлов
Expert Village довольно часто встречается в категории видеоуроков по сварке, и их метко названное «Как пользоваться дуговой сваркой» является не только одним из их лучших видеоуроков, но и очень информативным введением в процесс дуговой сварки.
Базовая сварка MIG
Более 37 минут видеоурока по основам сварки MIG — это на самом деле запись в реальном времени курса сварки, преподаваемого в Университете Южной Калифорнии в Ирвине , который проводит настоящий профессор в сварочной мастерской университетского городка UC Irvine. Посещение этого курса лично будет стоить вам больших денег — так что воспользуйтесь преимуществами этой первоклассной обучающей программы по низкой цене: совершенно БЕСПЛАТНО!
Техника для сварки TIG
Имея более 632 000 просмотров регистров, энтузиаст сварки домашних проектов Введение Кевина Карона в сварку TIG — отличное место для начала изучения этого сложного и трудного в освоении процесса сварки.Видео Кевина и общий стиль обучения очень просты и понятны.
Miller Millermatic Сварка MIG с флюсовой сердцевиной
И Lincoln , и Miller публикуют на YouTube первоклассные видеоуроки по сварке. В этом видео рассказывается о сварке MIG с флюсовым сердечником на сварочном аппарате Millermatic .
Как выполнить сварку MIG: как выполнить сварку MIG сварного шва
Еще одна запись Expert Village «Как выполнить сварку сварным швом методом MIG» — это широко просматриваемое видео, которое быстро и легко демонстрирует эту распространенную технику сварки в простой для понимания форме, идеально подходящей для начинающих сварщиков.
Прихваточный шов
Кевин Карон снова присоединяется к другому полезному и поучительному видео, представленному в его личном и интимном стиле, с быстрыми уроками по одному из самых важных типов сварки: прихваточный шов.
Техника работы с чашкой для сварки TIG
Один из самых популярных блогов Google по сварке, Welding Tips and Tricks , имеет свой собственный канал на YouTube, и они опубликовали невероятно информативный видеоурок, предлагающий прекрасное понимание одного из самых сложных методов сварки TIG: ходьба по чашке.
Сварочные маски, стандартное и автоматическое затемнение
Углубляясь в безопасность сварки, Learn How to Weld предлагает обучающее видео по всем особенностям сварочных шлемов с отличными советами по выбору между автоматическим затемнением и неавтоматическим затемнением сварочного шлема .
Дуговая сварка от 3-х автомобильных аккумуляторов (Учебное пособие и демонстрация)
Что касается более увлекательной и уникальной стороны сварки, то это отличное и очень крутое (хотя и оригинальное) обучающее видео (имеющее более 300 000 просмотров) от любителя бездорожья Wheelie Pete демонстрирует, как соединить вместе три 12-вольтовые батареи. и создайте сварочный аппарат для дуговой сварки на случай тех моментов, когда вы находитесь в поле (бездорожье или другое), когда у вас нет под рукой сварочного аппарата или доступа к электричеству.
Как выполнять резку газовой горелкой для кислородно-ацетиленовой сварки
Зарегистрировано только как Freddytk421 , этот парень опубликовал более 246 видео с высокими рейтингами, от 25 000 до почти 200 000 просмотров. В этом информативном видео Freddytk421 предлагает отличное представление о работе с одним из наиболее старых сварочных процессов: газовой горелкой для кислородно-ацетиленовой сварки .
Сопутствующие товары
Miller Millermatic 252 Сварочный аппарат Mig с высокой производительностью
Артикул: MIL907321
Узнать больше
Lincoln Precision TIG / Stick Welder 225 AC / DC 208V Ready Pak
Артикул: LINK2535-1
Узнать больше
Lincoln Viking 3350 4C Черный сварочный шлем
Артикул: LINK3034-3
Узнать больше
Смит 30 Series Reg Twin Pack — кислород и ацетилен (CGA 300)
Артикул: SMIHTP5
Узнать больше
Запись «10 лучших видеоуроков по сварке» впервые появилась на сайте Weld My World.
Видеотека Miller® Welding
Узнайте, что Miller ® Welding может сделать для вас и вашего бизнеса. Познакомьтесь с некоторыми из наших продуктов, проектов и советов из этих полезных видео.
Также посетите Miller Welding Smart Shop и Miller Welding Learning Center.
Сварочные аппараты MIG
Miller Welding Millermatic ® 211 Сварочный аппарат MIG
Узнайте, как качественный сварочный аппарат «все в одном», который легче транспортировать, настраивать и использовать, улучшает сварку.
Miller Welding Millermatic ® 255 Сварочный аппарат MIG
Узнайте, что упрощенный, эффективный, универсальный и компактный сварочный процесс может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Millermatic ® 141 Сварочный аппарат MIG
Выполнение сварных швов высокого качества может быть проще, быстрее и удобнее.Узнайте, как лучшее в своем классе качество дуги может обеспечить исключительную портативность.
Сварочные аппараты TIG
Miller Welding’s: что можно и чего нельзя делать при пайке TIG Silicon Bronze
Изучите все тонкости точной пайки валиком и пайки TIG с силиконовой бронзой.
Miller Welding’s: узнайте, как сваривать TIG-сварку труб 4130
Узнайте, как безопасно, точно и эффективно сваривать высокопрочные трубки 4130 с помощью этих простых шагов.
Miller Welding’s: газовая линза с наконечником сварочной горелки TIG vs.Цанговый корпус
Научитесь легко сваривать на более узких и небольших участках с помощью этой полезной регулировки вашей цанги.
Универсальные сварочные аппараты
Miller Welding Multimatic ® 215 Многопроцессорный сварочный аппарат
Посмотрите, как высококачественная сварка MIG, Stick и TIG делает Multimatic 215 новым уровнем универсальности.
Miller Welding Multimatic ® 255 Универсальный сварочный аппарат
Узнайте, что упрощенный, эффективный, универсальный и компактный сварочный процесс может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Multimatic ® 220 Многопроцессорный сварочный аппарат
Вам нужен простой, гибкий аппарат для сварки MIG, Stick & TIG с отличным качеством дуги? Вам понадобится сварочный аппарат Millermatic 220 Welder.
Образовательная
Miller Welding’s: выходите за рамки пламенного нагрева — ProHeat ™ 35 Система индукционного нагрева
Узнайте, почему индукционный нагрев — это более простой, безопасный и гибкий способ нагрева плоских пластин?
Miller Welding’s: исключение обратной продувки при сварке труб из нержавеющей стали
Узнайте, как выполнять сварку труб из нержавеющей стали за треть времени, воспользовавшись этими советами экспертов.
Miller Welding’s: советы по плазменной резке для экспертов
С помощью этих советов экспертов вы можете настроить плазменную резку для более простой, быстрой и качественной работы.
Проектов
Miller Welding’s: Как построить пожарную яму — сварочный проект своими руками
Хотите развести костер на заднем дворе? С небольшой сваркой MIG и плазменной резкой от Miller построить костровище — это просто прогулка в парке.
Miller Welding’s: как сделать подставку для собачьей миски — сварочный проект своими руками
Порадуйте своих питомцев держателем для чаши из нержавеющей стали — это легко с сварочным аппаратом Miller TIG и этим удобным руководством.
Miller Welding’s: Поднос для сварочного инструмента — Сварочный проект своими руками
Вы когда-нибудь замечали, что ваше рабочее место загромождено сварочными инструментами и оборудованием? Избавьтесь от беспорядка, научившись сваривать поддон для инструментов с помощью этих простых шагов.
Сварка«Огонь» от сварщика MIG в этом видео о сварке своими руками. Облегчение.
Я вырос с увлечением металлами. Мой отец был мастером по дереву и учил меня в молодости, поэтому я всегда строил вещи из дерева. Тем не менее, металл — это другое дело, и сварка в любой день лучше, чем клей! Ты согласен?
Металл (как правило) намного прочнее дерева, но в то же время он изгибается, формируется и плавится в разные формы.Самое главное, что он может постоянно включаться в процессы сварки. Сильный локальный нагрев, часто с искрами и «огнем», тогда куски сваренного металла соединяются лучше, чем когда-либо, с помощью клея (или болтов, или чего-то еще). В детстве я был в трепете.
Обучение
С тех пор я многому научился. Я ходил на курсы и узнал от других экспертов о том, как сваривать, используя несколько различных процессов. Это сделало возможным множество отличных проектов от трейлеров до больших тяжелых стендов и машин, до крошечных маленьких сварных швов.От DIY до инженерного оборудования.
Сварка стали (во многих вариантах) и в основном алюминия, но также чугуна, магния и латуни. (Я должен сказать, что плавление магния управляемой искрой добавляет совершенно другое ощущение возбуждения в этом процессе! Ничего не произошло, но это заставило меня нервничать.)
О, и я научился нескольким различным процессам от Стика и Окси. Мигу и Тигу. У каждого свое место, и каждому есть что учитывать при сварке. Один из них освещен в нашей публикации о производстве предварительно напряженной стали.Еще одна ценность — сварка стежком, а не ощущение, что вы должны все сваривать. С точки зрения «сделай сам» знание того, когда сваривать, а что пропускать, — довольно важный навык.
Даже после многих лет опыта в сварке я все еще восхищаюсь этим. Я люблю резать, шлифовать и формировать металлы. Наблюдать за работой станка с ЧПУ, выбрасывающего стружку и проливающего охлаждающую жидкость, — это прекрасно. Но больше всего я люблю сваривать. Слабый контроль над расплавленным металлом! Возможно, именно поэтому я обращаюсь к сварщику за созданием таких маленьких гаджетов, когда их нет в магазине.
Не смотри на сварку
Школьная учительница неоднократно повторяла: «Не смотри на сварку!» Но я все равно это сделал (хотя и с GoPro), и вот что я увидел. Я должен сказать, что крупным планом это выглядит лучше через шлем, но в более широком смысле это все еще довольно круто. Это то, чего вы все эти годы упускали, глядя в сторону. (Конечно, я не предлагаю вам не отводить взгляд.)
Это короткое видео было снято, чтобы поделиться впечатлениями от Mig Welding Fire на стали.Дым, искры, жар! Абсолютно блестящий. Хотя на видео это довольно круто, вживую намного веселее. Жаль, что я не могу этим поделиться!
Мне кажется, #GoPro испугала сильно разная интенсивность, так что похоже, что она нестабильна. На самом деле сварочный аппарат mig включается и выключается очень быстро, что должно быть сложной задачей для обработки цифрового видео. Интересно, тестировала ли GoPro это когда-нибудь? GoPro была неподвижна на подставке с куском стекла перед ней, но все же похоже, что она прыгает.Не уверен, что на самом деле происходит с электронной / программной интерпретацией событий.
Честно говоря, прыжки напомнили мне о выборе своего первого сварщика и обо всех неприятностях, которые я совершил, изучая сварку. Практика была важна, но лучшее для меня исходило от соседа, который профессионально сваривал. Ему потребовалось немного времени, чтобы помочь мне научиться.
Сварочные изображения
Кстати, если вы все же попробуете, убедитесь, что вы защитили камеру! Искры при таких температурах неприятны для объективов и корпусов фотоаппаратов.По какой-то причине пластиковые детали просто не справляются с высокой интенсивностью расплавленного металла. Хм. 🙂 Стекло в качестве щита очень хорошо работает, если у вас есть его кусок.
В этом видео о сварке камера GoPro была помещена на деревянный брусок, а затем перед ней установлен кусок стекла. Не слишком сложная настройка, но, похоже, эффективна. Мы сделали несколько дублей, пытаясь найти способ избавиться от скачкообразного видео, но не смогли заставить его записать супер плавно. Ну что ж. Над чем поработать инженеры GoPro.
Эй, если у вас есть или знаете какие-либо действительно хорошие фотографии сварных швов (фотографии или видео) в Интернете, мы были бы рады их увидеть. Пожалуйста, разместите ссылку в комментариях ниже. Особенно, если у вас есть снимки крупным планом! Миг, Тиг, Стик, что угодно. Выбери свой фаворит. Мы (и другие читатели) хотели бы их увидеть! Или отправьте их нам, используя страницу «Контакты». Спасибо.
Поделиться статьей:
Все основы процесса сварки металлов [Видео]
В предыдущей серии видео мы рассмотрели термопласты VS термореактивные пластмассы, испытания пластмасс, а также литье пластмасс под давлением.Теперь мы переходим к другому производственному процессу, связанному с металлом, а не с пластмассой, поскольку мы подробно рассмотрим процесс сварки металла.
На канале Sofeast на YouTube наш старший инженер Пол глубоко погружается в процесс сварки металла в этих видеороликах, которые будут полезны покупателям сварных металлических изделий или компонентов. В частности, он изучит методы сварки, распространенные дефекты сварки, на которые следует обратить внимание, инструменты и методы контроля сварки, а также способы проверки сварных швов.
1. Различные методы сварки
В этом видео объясняется:
- Сварка — включая MIG, TIG, Stick, порошковую дугу, энергетический пучок, атомарный водород, газо-вольфрамовую дугу и плазменно-дуговую сварку.
- Сварочные приспособления — зачем их использовать, для чего они предназначены и в чем разница между автоматическими сварочными приспособлениями и обычными?
- СИЗ для сварщиков — это каска, респиратор, огнестойкий фартук, ботинки и перчатки.
- Сертификаты сварщика — сертификаты, которые оценивают способность сварщика выполнять высококачественные сварные швы. Они включают ISO 9606 в Европе и AWS d1.1, ASME Section IX и API 1104 в США.
Посмотрите видео здесь .
2. Распространенные дефекты сварки
Вы узнаете о:
- Определение качества сварки .
- Многочисленные сварочные дефекты, с которыми вы можете столкнуться. — включая пористость сварного шва, отсутствие плавления, деформацию сварного шва, включения в сварном шве, подрезы сварного шва, нестабильный процесс, возникновение дуги, плохой проплавление сварного шва, горячие и холодные трещины.
Смотрите видео о дефектах сварных швов здесь .
3. Инструменты и методы контроля сварки
Пол расскажет вам о различных инструментах для контроля сварки и о том, как они используются инспектором , включая фонарик, зеркало, верхний-нижний калибр, калибр выемки, мостовой кулачок, бороскоп, другие важные инструменты, включая документацию и знания с особое внимание уделяется нормам сварки и техническим условиям владельца.
Посмотрите видео об инструментах для контроля сварных швов здесь .
4. Методы испытаний сварных швов
Это видео действительно полезно для покупателей сварных изделий или компонентов, поскольку Пол объясняет различные способы проверки качества сварки. Если вы проводите инспекцию, это 12-минутное видео-бампер станет полезным введением.
В нем вы познакомитесь с различными вариантами испытаний сварных швов:
- Разница между разрушающим и неразрушающим контролем сварных швов — почему вы выбрали уничтожение объектов, которые проходят испытания, и каковы преимущества неразрушающего контроля?
- Испытания разрушающего шва — включает: испытание макротравлением, испытание на разрыв углового шва, испытание на поперечное растяжение и испытание на изгиб направляющей.
- Неразрушающий контроль сварных швов — включает: визуальный контроль, радиографический контроль, испытание магнитными частицами, испытание на проникновение жидкости, ультразвуковое испытание.
Посмотрите видео здесь .
******
Надеемся, это было полезно. Кстати, все эти видеоролики о производственных материалах и процессах мы собираем в библиотеке на нашем коммерческом веб-сайте Sofeast.com.
С какими другими процессами или материалами вы часто работаете? Дайте нам знать, чтобы мы могли поделиться своим опытом и важной информацией о них.
Вы проектируете или разрабатываете новый продукт, который будет производиться в Китае?
Sofeast создал Руководство для импортеров по производству новых продуктов в Китае для предпринимателей, стартапов в области аппаратного обеспечения и малых и средних предприятий, которое дает вам предварительное предупреждение о 3 наиболее распространенных ловушках, которые могут вас поймать, и о передовых методах, которые « крупные компании » следуйте за тем, что ВЫ можете принять для успешного проекта.
Включает:
- 3 смертельные ошибки, которые повлияют на вашу способность эффективно производить новый продукт в Китае
- Как определить, готовы ли вы к Китаю
- Как определить обоснованную стратегию и реалистичный план
- Как построить цепочку поставок на прочной основе
- Как оправдать ожидания с самого начала
- Как правильно проектировать и проектировать
Просто нажмите кнопку ниже, чтобы получить свою копию (обратите внимание, это направит вас в мою компанию Sofeast.com):
Мои пять любимых видео по металлообработке и сварке
Некоторые из вас, вероятно, мечтают попасть в мастерскую и изучить несколько новых навыков.
Сварка 101 — один из самых популярных классов, которые мы предлагаем в Innovation Hub. Итак, я подумал, что поделюсь с вами некоторыми из моих любимых видеороликов о сварке и металлообработке. Здесь найдется что-то для новичков, вплоть до самых опытных производителей металла. Итак, без лишних слов…
Канал Make Something — один из моих любимых.Хотя большинство его видео посвящено различным проектам в области деревообработки, недавно они были расширены и на другие материалы. Это видео просто замечательно для новичка. В этом видео у ведущего Дейва возникли проблемы со сварочными швами — они не очень хорошо выглядят и не очень прочны, поэтому он пригласил друга и бывшего инструктора, чтобы они помогли ему дать несколько советов во время сварки. Это так важно, потому что он дает те маленькие подсказки, которые так сложно запомнить, просто говоря о том, как сваривать.Такие мелочи, как, к чему прислушиваться, и почему и как регулировать угол при сварке различных соединений. Они также рассматривают некоторые базовые настройки для настройки вашего сварочного аппарата. Это фантастическое видео, полное полезной информации.
Канал Джимми Дирекста на YouTube — это колодец, к которому я всегда могу вернуться и найти что-то потрясающее и вдохновляющее для создания. В этом видео у него есть два других производителя, JD Brewer и Jody, которые изучают советы и рекомендации по сварке в его мастерской, чтобы помочь ему показать всем нам несколько советов и приемов по сварке.Я бы поместил это видео в диапазон от новичка до немного опытного. В них рассказывается о множестве различных приемов, которые помогут вам настроить машину и изменить настройки. В видеоролике они также дают массу небольших советов, которые вы узнаете только за десятилетия сварки. Если вы только мечтали сварить вместе пару кусков металла, вы узнаете, как это сделать, из этого видео, а если вы уже какое-то время занимаетесь сваркой, вы обязательно чему-нибудь научитесь. Это видео немного длиннее обычных видео для этого канала, но не позволяйте времени мешать вам его посмотреть.Я смотрел его несколько раз и каждый раз узнавал что-то новое.
Итак, у вас есть сварочный аппарат, и вы можете неплохо сваривать металл. Круто, что теперь? Ну по шагам Этот старый Тони с его видео на Oxy / Acetylene. Этот старый Тони — фантастический мастер по металлу, и вам стоит посмотреть все его видео. Это видео отлично подходит для начинающих владельцев фонарей. Из его видео о настройке и использовании Oxy / Acetylene вы узнаете, как именно это сделать.Что мне нравится в этом видео по сравнению со многими другими видео на ту же тему, так это то, что у него очень простой способ объяснить, почему вы делаете что-то определенным образом. Он не дает чрезвычайно научных объяснений химических реакций, которые могут происходить, он объясняет, почему, но сохраняет простоту. У него также очень веселое и сухое чувство юмора в своих видео, и он явно любит повеселиться. Если вам нужно знать, как использовать этот удивительный инструмент, это отличное место для начала.
Что это еще за видео Этот старый Тони так скоро? Но вы уже говорили о нем только в предыдущем видео, можно сказать.Поверьте, его канал полон потрясающих видео, и я хотел убедиться, что вы их смотрите. В этом видео Старый Тони делает ножничный подъемник, чтобы поднимать и опускать свой мотоцикл. Он шаг за шагом строит с нуля этот впечатляющий небольшой лифт. Что мне действительно понравилось в этом видео, так это то, как он показывает, как он справляется с проблемами, с которыми он сталкивается, и показывает, что все нормально, если не все сделано идеально. Я имею в виду, что не все должно иметь очень жесткую терпимость.Хотя у вас может не быть всех тех же инструментов, что есть у Тони, вы можете избежать неприятностей в своей сборке, и она все равно будет работать. В качестве обучающего видео это может быть лучше для более опытных мастеров-металлистов, но все же отлично для новичков, которые можно посмотреть просто для вдохновения.
Что это, видео Приятного аппетита в списке видеороликов по металлообработке? Как я мог так запутаться? Что ж, не бойтесь, это видео о сварке уличного гриля.Джимми Диста и Брэд Леоне объединились, чтобы приготовить идеальный гриль. Это видео показывает вам не только, как построить потрясающий гриль, который вы можете взять с собой куда угодно, пока вы едете в своей машине, но и покажет вам мыслительный процесс создания гриля и насколько он важен. не всегда придерживаться своего первоначального дизайна. Иногда можно по ходу изменить дизайн, если придумаешь что-то получше. Плюс ко всему, на это просто весело смотреть. Во второй части этой серии видео Брэд учит Джимми готовить на гриле, и ее также стоит посмотреть.
Я надеюсь, что это даст вам некоторые идеи и, по крайней мере, прочную основу для сварки и того, что вы можете с этим сделать. Помните, что у всех этих видео есть одна общая черта — люди, занятые чем-то. Самое важное, что вы можете сделать, чтобы стать хорошим сварщиком, — это начать. Практикуйте все, что вы можете, когда можете. Помните, что никто из этих людей не начинал сваривать безупречные валики, им приходилось тратить время на выполнение основных сварных швов, чтобы стать лучше. Не могу дождаться, когда вы все в магазине в своих сварочных масках, когда все это закончится.
TWS 360 Видео виртуальной реальности
Аккредитованная школа, ACCSC. TWS-Джексонвилл, расположенный по адресу 1750 Southside Blvd., Jacksonville, FL 32216, признан ACCSC в качестве спутникового местоположения TWS-Jacksonville, расположенного на 3500 Southside Blvd., Jacksonville, FL 32216. Школа сварки и технологический центр Талсы (TWSTC) в Хьюстоне и TWS-Jacksonville — это филиалы школы сварки Талсы, расположенные по адресу 2545 E. 11th St., Tulsa, OK 74104. Кампус Талсы, штат Оклахома, лицензирован OBPVS и ASBPCE.Кампус Джексонвилля, штат Флорида, лицензирован Комиссией по независимому образованию Флориды, лицензия № 2331. TWSTC и TWS в Талсе, штат Оклахома, утверждены TWC. TWS в Джексонвилле имеет лицензию Комиссии штата Миссисипи по регистрации частных школ и колледжей, лицензия № C-668. Лицензия указывает только на соблюдение минимальных стандартов; это не одобрение или гарантия качества. Лицензирование не эквивалентно и не синонимично аккредитации аккредитационным агентством, признанным U.S. Департамент образования. TWS в Джексонвилле также регулируется: Офисом профессиональных и технических школ, 10 N. Senate Ave, Suite SE 308, Индианаполис, IN 46204; [электронная почта защищена]; http://www.in.gov/dwd/2731.htm. GI Bill® Соответствует критериям (уточняйте в местном кампусе, какое право на участие в программе). Программа AOSWT является дипломной программой младшего специалиста по профессиональным исследованиям, а не академической степенью. Программа AOSWT не одобрена для следующих штатов: CO, GA, LA, MN и TX. Для получения дополнительной информации о наших программах посетите наш веб-сайт: http: // www.tws.edu/student-resources/regulatory-information/.
GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация об образовательных преимуществах, предлагаемых VA, доступна на официальном веб-сайте правительства США по адресу www.benefits.va.gov/gibill.
Стипендии доступны тем, кто соответствует требованиям. Кандидатам необходимо обратиться к странице информации о стипендии, чтобы определить тему эссе (если применимо), и они должны соответствовать всем обычным требованиям к поступающим и должны быть запланированы для начала обучения до подачи заявки на стипендию.Если студент изменит дату повторного входа, стипендия может быть аннулирована. Стипендии не подлежат передаче другим лицам, и большинство стипендий не могут использоваться вместе с любыми другими предложениями TWS стипендий. В большинстве случаев на каждого студента будет присуждаться только одна награда. Если студент имеет право на получение нескольких стипендий, ему будет присуждена стипендия, наиболее выгодная для него. Стипендии будут распределяться постепенно на протяжении всей программы. Право на получение стипендии требует постоянной регистрации.Неспособность поддерживать удовлетворительную успеваемость может привести к испытательному сроку и возможной потере стипендии. Прекращение обучения также может привести к потере стипендии, что может увеличить ваши обязательства по оплате обучения перед TWS. Стоимость обучения будет зависеть от суммы, указанной в вашем соглашении о зачислении. См. Обратную сторону вашего соглашения о зачислении или школьный каталог, чтобы узнать о политике школы в отношении возврата средств.
* Согласно данным IPEDS за 2016 год, TWS имеет самый большой совокупный охват учащихся среди всех послесредних школ в США.S. с назначенной крупнейшей программой CIP Code Welding Technology / Welder.
** https://www.cisa.gov/publication/guidance-essential-critical-infrastructure-workforce
1 Общее количество предполагаемых выпускников TWS, рассчитанное на основе исторических данных, доступных на 20.01.2016.
2 Средняя годовая заработная плата в области Талса составляет 44 810 долларов США, средняя годовая заработная плата в районе Джексонвилля составляет 41 890 долларов США, а средняя годовая заработная плата в районе Хьюстона составляет 50 810 долларов США для сварщиков, резчиков, паяльщиков и паяльных машин (514121), по данным BLS по состоянию на май 2019 г. http: // data .bls.gov/oes. Средняя начальная зарплата профессионального сварщика составляет 36 296 долларов в TWS Талса, 34 035 долларов в Джексонвилле, а TWSTC — 35 648 долларов для выпускников, трудоустроенных в течение 12-месячного периода с 18 июля по 30 сентября 19 года.
3 По данным BLS, по состоянию на май 2019 года в Оклахоме работало 11390 человек, во Флориде — 13730, а в Техасе — 50790 сварщиков, резаков и паяльщиков (514121). Http://data.bls.gov/oes
| Индивидуальная лицензия — Библиотека видеоклипов по сварке включает 30 видеоклипов, дополняющих и подкрепляющих учебные занятия и лабораторные демонстрации.Клипы включают демонстрацию общих процессов и методов сварки и термической резки. Положение тела, правильное манипулирование горелкой и сварочным стержнем, а также управление дугой и сварочной ванной демонстрируются с использованием комбинации методов камеры, чтобы дать студентам более четкое и близкое изображение, чем может быть обеспечено в типичной лабораторной демонстрации. В клипах демонстрируются плоские и нестандартные сварные швы. Коллекция также включает зажимы, которые повышают безопасность, объясняют основные соединения и сборку, предоставляют обзор проверки и испытания сварных швов, а также поясняют процедуру и сертификацию сварщика. Системные требования Macintosh®: процессор Intel® 2 ГГц или аналогичный, Mac OS® X v10.6 или выше, 2 ГБ ОЗУ, привод CD-ROM, Safari®, разрешить активное содержимое, QuickTime® Player (бесплатная загрузка) и Adobe® Reader® (бесплатная загрузка).Требуется подключение к Интернету для доступа к веб-ссылкам и бесплатным загрузкам. | Лицензия на объект — Библиотека видеоклипов по сварке включает 30 видеоклипов, дополняющих и подкрепляющих учебные занятия и лабораторные демонстрации. Клипы включают демонстрацию общих процессов и методов сварки и термической резки. ©2013-2025 «АртЛига». Конкурс в области промышленного дизайна мебели. |