демонтаж, установка и крепление чугунных радиаторов
Замена старых радиаторов – дело не только затратное, но и хлопотное. Если бы задача стояла только в том, как заменить старые чугунные батареи на биметаллические, ее было бы проще решить. Но ситуация требует расчетов мощности нового устройства, чтобы точно знать, сколько потребуется секций, определение его размера, который соответствовал бы существующей отопительной системе, и изучения его технических параметров.
Замена чугунных батарей на биметаллические – это внедрение в имеющуюся теплосеть новой конструкции, поэтому нужно учесть все нюансы демонтажа устаревших элементов, установки и подключения новых.
Отличия чугунных и биметаллических радиаторов
Как правило, потребители, решая заменить чугунные батареи старого образца, изучают существующие на рынке приборы из других металлов. В настоящее время в продаже представлены аналоги из стали, алюминия и биметалла, при этом совершенно игнорируются чугунные батареи нового поколения, а зря.
Если рассматривать альтернативу старым «гармошкам», установленным в многоквартирных дамах с централизованным обогревом, то самой надежной заменой станут именно батареи из чугуна и биметалла. Этому есть свое объяснение:
| Вид | Конструкция | Тип подключения | Объем | Стойкость к коррозии | Рабочее давление | Высота здания | Гарантия | Теплоотдача |
| чугун | секции | боковое | старые: 1.5л новые: 0.8 л | высокая | 9-12 атм. | 5-6 этажей | 10-30 лет | 110 Вт |
| биметалл | секции | боковое и нижнее | 0.25л – 0.4л | высокая | 25-50атм. | 9 и выше | 25 лет | 170-200 Вт |
Как видно из таблицы, чугунные радиаторы нового образца, как и биметаллические модели, вполне могут стать заменой старым устройствам. Самая существенная разница между ними в цене.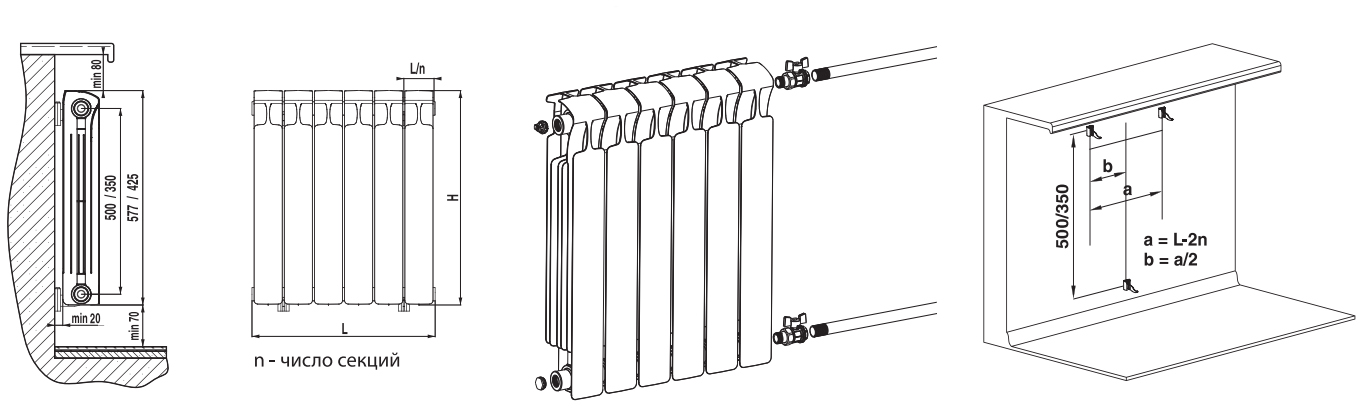 Батареи из чугуна, как и раньше, стоят намного дешевле аналогов из других металлов, тогда как биметалл считается самым дорогим на современном рынке теплового оборудования.
Батареи из чугуна, как и раньше, стоят намного дешевле аналогов из других металлов, тогда как биметалл считается самым дорогим на современном рынке теплового оборудования.
Если требуется замена чугунных батарей с минимальными затратами, то нужно приобрести устройства из того же металла и с теми же техническими параметрами. Как правило, подобная процедура не займет много времени и не доставит больших хлопот.
Замена чугунных батарей отопления в квартире, расположенной в пятиэтажке, на биметаллические аналоги – это нецелесообразная трата денег. Современные модели из чугуна смотрятся не менее стильно, чем алюминиевые или из биметалла, а сам металл прошел испытания на прочность еще в советских обогревательных системах.
Различия между чугунными и алюминиевыми батареями
Вряд ли центральную теплосеть можно назвать благоприятной средой, которая подходит любому типу металла. Наоборот, теплоноситель в ней зачастую не только агрессивен, так как имеет повышенную кислотность, вызывающую коррозию, но и сильно замусорен. По этой причине некоторые виды радиаторов не рекомендуется устанавливать в многоэтажках с центральным способом обогрева.
По этой причине некоторые виды радиаторов не рекомендуется устанавливать в многоэтажках с центральным способом обогрева.
Замена чугунных батарей на алюминиевые аналоги в многоквартирных домах – это не лучший вариант обновления отопительной системы. Этому есть простое объяснение, которое лучше всего передано в сравнении технических показателей этих двух металлов.
| Вид | Конструкция | Тип подключения | Объем | Стойкость к коррозии | Рабочее давление | Высота здания | Гарантия | Теплоотдача |
| чугун | секции | боковое | старые:1.5л новые: 0.8л | высокая | 9-12 атм. | 5 этажей | 10-30 лет | 110 Вт |
| алюминий | секции | боковое | 0.2-0.27л | низкая | 15-18атм. | 5-9 этажей | 10 лет | 140-180 Вт |
Таблица наглядно поясняет, почему нельзя использовать алюминиевые радиаторы вместо чугунных. Их низкая устойчивость к химическому составу воды и небольшой срок эксплуатации позволяет с успехом применять остальные их качества в автономных системах обогрева.
Их низкая устойчивость к химическому составу воды и небольшой срок эксплуатации позволяет с успехом применять остальные их качества в автономных системах обогрева.
Поэтому вопрос, как заменить чугунную батарею на алюминиевую модель в многоквартирном доме, даже не должен задаваться. Они не являются альтернативой друг другу. Вот поменять чугун на алюминий в частном доме – это прекрасная возможность за небольшие деньги значительно увеличить теплоотдачу обогревателя, тем самым сокращая расходы на отопление.
Демонтаж старых батарей
Даже если требуется всего лишь замена секции чугунного радиатора, придется провести подготовительные работы и демонтировать все устройство. Последовательность действий при этом следующая:
- Из системы сливается весь носитель, для чего перекрывается его подача по трубам.
- Демонтаж чугунного радиатора отопления начинается с установки под ним какого-либо упора и емкости для слива остатков воды.
- При помощи рычажного ключа для труб удаляются контргайки и фланцы.
 Если они «прикипели» и закисли так, что невозможно открутить, придется воспользоваться труборезом и обрезать кусок трубы непосредственно перед гайкой.
Если они «прикипели» и закисли так, что невозможно открутить, придется воспользоваться труборезом и обрезать кусок трубы непосредственно перед гайкой. - После того, как батарея отсоединена от обогревательной системы, ее нужно аккуратно снять с кронштейнов. Подставка в качестве упора позволит не уронить чугунный радиатор, что вполне возможно с учетом его веса и оставшегося внутри носителя.
 Если они «прикипели» и закисли так, что невозможно открутить, придется воспользоваться труборезом и обрезать кусок трубы непосредственно перед гайкой.
Если они «прикипели» и закисли так, что невозможно открутить, придется воспользоваться труборезом и обрезать кусок трубы непосредственно перед гайкой.Если требуется замена секции, то ее нужно снять, отсоединив от ниппеля. Как правило, простой заменой испорченной секции на новую дело не заканчивается, так как нет смысла монтировать батарею назад, не прочистив ее от возможной накипи и ржавчины.
Следующий этап, это монтаж радиатора на место или подсоединение новой модели, например, из биметалла.
Установка новых радиаторов
Если вопрос, стоит ли менять чугунные батареи на современные биметаллические устройства, решен в сторону последних, то произвести их монтаж не составит труда даже в одиночку. Вес этих конструкций достаточно небольшой, так что можно не только самостоятельно провести работы, но даже использовать оставшиеся после чугунных батарей крепления, если они не расшатаны.
Вес этих конструкций достаточно небольшой, так что можно не только самостоятельно провести работы, но даже использовать оставшиеся после чугунных батарей крепления, если они не расшатаны.
Чтобы установка прошла успешно, нужно изучить техпаспорт изделия, в котором указывается, как оно должно подсоединяться к отопительной системе. Биметаллические секционные радиаторы имеют 4 отверстия, через два из них будет подаваться и выходить теплоноситель, а оставшиеся два нужно закрыть заглушками, которые прилагаются к отопительному прибору.
Последовательность действий при установке батарей следующая:
- В зависимости от размера биметаллической батареи отопления, ей определяется место под окном, лучше, если расположение будет по центру проема.
- Радиатор ставится исключительно в горизонтальном положении, при этом на нем должна быть фабричная оберегающая пленка, которую не следует снимать до конца работ. Это убережет изделие от возможных внешних повреждений, например, сколов краски.

Установка батареи из двух металлов должна проводиться с учетом расстояния от стены, пола и подоконника, утвержденные СНиП. Если нарушить эти параметры, то эффективность работы даже такого мощного устройства может быть снижена.
- Если требуется установка новых кронштейнов, то батарею нужно приложить к выбранному месту и отметить карандашом на стене, где должны быть крепления.
- Кронштейны фиксируются на стене дюбелями и цементным раствором, если она кирпичная или железобетонная. Для гипсокартона потребуется применение двухсторонних креплений.
- Биметаллический радиатор вешается на кронштейны и подсоединяется к трубам отопления по выбранной схеме.
- Проводится проверка герметичности и правильного подключения к системе.
Имея под рукой необходимые инструменты, монтаж биметаллического радиатора на место чугунного не составит труда
Крепление батарей к стене
Если вместо старых тяжелых «гармошек» предстоит установка нового чугунного радиатора отопления своими руками, то этих рук должно быть, по крайней мере, четыре. Хотя новое поколение батарей из этого металла стало вдвое легче старых образцов, секция весом 4-5 килограмм требует усилий и осторожности в работе. Чугун во все времена славился своей хрупкостью, поэтому ни ронять, ни ударять эти изделия нельзя.
Хотя новое поколение батарей из этого металла стало вдвое легче старых образцов, секция весом 4-5 килограмм требует усилий и осторожности в работе. Чугун во все времена славился своей хрупкостью, поэтому ни ронять, ни ударять эти изделия нельзя.
Самой важной частью работ является крепление чугунных радиаторов отопления к стене. Для этого потребуется:
- Предварительно определить места, где будут расположены батареи.
- На стене нанести карандашом разметки, где крепить кронштейны.
- На отмеченных местах нужно просверлить отверстия и вставить в них дюбеля.
- Фиксаторы вкрутить в подготовленные дюбеля и закрепить все это герметиком или цементным раствором.
Нельзя допускать отклонений в положении двух или более кронштейнов. На всем периоде работ нужно проверять их равномерность строительным уровнем, и только после того, как он показал норму, окончательно фиксировать крепления.
Заключение
Замена старых чугунных батарей на новые модели – это необходимость, с которой сталкивается все большее количество жильцов многоквартирных домов каждый год. Чугун постепенно выходит из строя, а имеющиеся на рынке альтернативные приборы позволяют не только украсить интерьер стильными радиаторами, но и увеличить теплоотдачу с параллельной экономией средств на отоплении.
Чугун постепенно выходит из строя, а имеющиеся на рынке альтернативные приборы позволяют не только украсить интерьер стильными радиаторами, но и увеличить теплоотдачу с параллельной экономией средств на отоплении.
Замена батарей центрального отопления — какие современные батареи предпочесть?
Эффективность функционирования системы отопления во многом зависит от характеристик трубопроводной арматуры и радиаторов. В процессе эксплуатации оборудование подвергается значительным нагрузкам, что приводит к износу и ухудшению потребительских качеств. Своевременная замена батарей центрального отопления позволяет обеспечить равномерный прогрев помещений и снизить потребление тепловой энергии. При выборе отопительных приборов необходимо учитывать параметры сети и условия эксплуатации оснащения.
ТМ Ogint реализует радиаторы в широком ассортименте, предлагая чугунные, биметаллические и алюминиевые модели. Все предлагаемые изделия рассчитаны на использование на территории РФ и удовлетворяют требованиям европейских стандартов.
Особенности центральных систем обогрева
Центральное отопление используется для поддержания комфортной температуры в квартирах многоэтажных зданий и в частных домах, расположенных неподалеку от теплоцентралей. Оно не требует затрат на установку индивидуального источника тепла и его наладку. Среди особенностей центральных сетей обогрева можно выделить:
- высокое рабочее давление, параметры которого на входе составляют 4-5 кгс/м2;
- вероятность возникновения гидравлических ударов;
- нестабильную температуру рабочей среды.
Кроме того, для такого теплоснабжения часто характерно низкое качество теплоносителя, которое ухудшается за счет мелких частиц шлама и ржавчины. Посторонние примеси повреждают радиаторы изнутри, сокращая их срок эксплуатации.
Нюансы выбора приборов отопления
При покупке батарей необходимо обращать внимание на величину рабочего давления, указанного производителями в техническом паспорте оборудования. К важным параметрам также относятся:
К важным параметрам также относятся:
- мощность. Она отражает эффективность отдачи тепла и зависит от характеристик изделия. Величина требуемой мощности зависит от площади помещения и его конструктивных особенностей: при наличии наружных стен и окон ее расчетное значение повышается на 10—30%;
- габариты. Новые батареи должны соответствовать по размеру месту установки.
Зная мощность одной секции батарей, площадь помещения и количество тепла, необходимого для обогрева 1 м2, можно подсчитать количество и параметры приборов отопления.
Реализуемое оборудование
Для многоквартирных домов с центральным отоплением ТМ Ogint предлагает чугунные и биметаллические радиаторы. Каждый вид имеет свои особенности, преимущества и недостатки.
Чугунные
Традиционными приборами обогрева являются чугунные модели. ТМ Ogint предлагает современный вариант привычного оборудования. Изделия из чугуна прочны и долговечны, отличаются высоким коэффициентом теплопередачи и длительным сроком эксплуатации.
К недостаткам таких изделий относится значительный вес и инерционность, которая усложняет регулирование температуры воздуха в помещении.
Биметаллические
При замене старых батарей биметаллическими приборами обогрева можно не беспокоиться о высоком уровне рабочего давления: они способны выдержать до 20 атм. Среди других преимуществ таких радиаторов можно выделить:
- нечувствительность к составу теплоносителя;
- максимальную теплоотдачу;
- малый вес, который упрощает доставку и монтаж;
- низкую инерционность.
Стоимость биметаллических радиаторов компенсируется их надежностью и длительным сроком службы и быстро окупается за счет эффективности прибора обогрева.
Улучшить функционирование сети отопления и батарей поможет трубопроводная арматура, реализуемая ТМ Ogint. Воздухоотводчики обеспечат своевременное удаление скоплений воздуха в системе, терморегуляторы позволяют контролировать нагрев радиаторов, а запорные клапаны незаменимы при ремонте и профилактических работах.
Воздухоотводчики обеспечат своевременное удаление скоплений воздуха в системе, терморегуляторы позволяют контролировать нагрев радиаторов, а запорные клапаны незаменимы при ремонте и профилактических работах.
Отопление. Замена батарей отопления недорого, по лучшей цене. Замена/установка батарей отопления на сварку в Новосибирске
• Замена (демонтаж/монтаж) батареи отопления
на готовую подводку цена — 1200 руб
Замена батарей отопления
на полипропилен/металлопластик цены:
• Замена (демонтаж/монтаж) батареи отопления на полипропилен
1 шт — 2000 руб
• Замена (демонтаж/монтаж) батареи отопления на полипропилен
от 2 шт — 1800 руб
• Замена (демонтаж/монтаж) батареи отопления на полипропилен
от 3 шт и более — 1600 руб
Замена батарей отопления на сварку цены:
• Замена (демонтаж/монтаж) батареи отопления на сварку
1 шт — 3000 руб
• Замена (демонтаж/монтаж) батареи отопления на сварку
от 2 шт — 2500 руб
• Замена (демонтаж/монтаж) батареи отопления на сварку
от 3 шт и более — 2300 руб
Появились вопросы по стоимости? Закажите консультацию.
Заполните контактные данные и наш менеджер свяжется с вами в течении 2 минут.
Замена старых батарей отопления в квартире на биметаллические радиаторы.
«Сибирь-Мастер» — Замена батарей отопления в квартире в Новосибирске.
Наша компания устанавливает батареи отопления используя только
современные и высококачественные материалы, мастерами — сантехниками
с опытом от 10 лет и выше.
Компания «Сибирь-Мастер» специализируется на работах по замене
радиаторов отопления в квартирах, домах, коттеджах, офисах,
предприятиях и других объектах. Мы поможем выбрать надежные
радиаторы, быстро установим, проверим герметичность системы отопления,
предоставим гарантию на 1 год.
Выезд на объект и составление сметы — бесплатно.
Выполняем работы в любой день, в том числе по выходным.
Замена и установка радиаторов отопления — дело повышенной важности, особенно с использованием сварочных работ. Именно от качества проведенных работ такого плана зависит то, насколько эффективно будет функционировать ваша система отопления. Если ваш комфорт и безопасность в руках монтажников, то к выбору компании не стоит подходить руководствуясь только низкой ценой монтажа батарей.
Если ваш комфорт и безопасность в руках монтажников, то к выбору компании не стоит подходить руководствуясь только низкой ценой монтажа батарей.
Мы рекомендуем устанавливать радиаторы отопления на «сварку» для системы центрального отопления, но выбор способа установки зависит от пожелания заказчика.
Есть вопросы? Позвоните нам сейчас.
или закажите звонок
Способы установки батарей отопления
Данный способ применяется в тех случаях, когда старый радиатор имеет межосевое расстояние 500ммМинусом является невозможность регулирования теплоотдачи.
«Боковое подключение» батарей отопления. Самый частый способ установки.
Не всегда требуются сварочные работы, есть возможность регулирования теплоотдачи, эстетичный внешний вид. Помимо сварки можно использовать металлопластиковые трубы «под пресс», для соединения со старыми железными трубами нарезается резьба.
«Боковое + закольцовка»
Данный способ также применяется при однотрубной системе,
но в случае последнего этажа многоквартирного дома.
«Двухтрубное подключение» радиатора отопления.
Этот способ установки применим в тех случаях, когда в вашем доме организована двухтрубная система отопления, т.е. «подача» и «обратка» идет разными стояками.
«Диагональное подключение»
батарей отопления в квартире.Вариант необходимый при установке длинных радиаторов отопления (более 12 секций), позволяющий прогревать весь отопительный прибор.
Как правило, бригада сварщиков-сантехников может установить от 4 до 6 батарей отопления в день.
Таким образом, замена радиаторов отопления в квартире может быть выполнена за 1 день.
Покупку и достаку отопительных батарей и комплектующих к ним Вы можете поручить нам.
Мы заранее приобретем и подготовим оборудование и привезем его в день установки.
Замена батарей в квартире или доме включает демонтаж старого радиатора, замену труб отопления (если необходимо), установку и проверку новых отопительных приборов.
Наша задача — не просто поменять батарею, но и убедиться, что после замены отопительная система работает правильно. Возможна установка дополнительных кранов, редукторов, обратных клапанов.
Посмотреть полный прайс на сантехнические работы
Услуга вызова сантехника на дом в Новосибирске
Замена старых радиаторов отопления – 3 простых шага!
О том, зачем менять радиаторы отопления и как их выбирать, рассказывает Роман Шидлаускас – директор по развитию российского представительства итальянского производителя радиаторов Global Radiatori.
Причины замены
Владельцы квартир задумываются о замене радиаторов отопления в трех случаях:
- Протечка батарей. Появление влаги или ржавчины на радиаторах – верный признак необходимости их замены. Протекать могут не только старые приборы отопления, отслужившие не один десяток лет. Случается, что новые батареи приходят в негодность в первый год эксплуатации. К примеру, если вода в системе отопления отличается повышенной кислотностью или жесткостью, стальные панельные или чугунные радиаторы могут протечь уже через 3-6 месяцев использования. Иногда аналогичная проблема возникает и в новостройках, если вопреки правилам батареи установлены до застекления. Когда внутренняя отделка ведется поздней осенью, зимой или ранней весной, вода в системе отопления может подмерзнуть. В результате давление внутри радиаторов повышается, что приводит к появлению трещин между прокладками секций и протечкам.
- Низкая функциональность. По мере понижения температуры на улице, коммунальные службы повышают уровень обогрева многоквартирных домов, таким образом, в квартирах сохраняется комфортная температура. Однако, если несмотря на старания управляющей компании, в комнатах постоянно холодно, скорее всего, причина в некачественных батареях. Так часто происходит в случае установки приборов китайского производства, 90% которых вопреки данным технических паспортов, обладают слабой теплоотдачей. Обычная история, когда владельцы квартиры рассчитали необходимое количество секций радиаторов для нормального прогрева, но в комнатах все равно холодно, потому что китайские батареи греют в 1,5-2 раза слабее российских и европейских аналогов.
- Непрезентабельный внешний вид батарей. Облупившаяся краска, трещины и ржавчина могут грозить, как старым, так и новым радиаторам. Причина в нарушениях технологических процессов окрашивания: по современным стандартам приборы должны проходить 4 этапа покраски, чтобы качество и цвет покрытия сохранялись надолго. Однако, если раньше производители радиаторов не умели или не знали о многоступенчатой покраске, то сегодня отдельные компании осознанно экономят на технологическом процессе. В результате краска быстро трескается и теряет презентабельный внешний вид.
 К примеру, если вода в системе отопления отличается повышенной кислотностью или жесткостью, стальные панельные или чугунные радиаторы могут протечь уже через 3-6 месяцев использования. Иногда аналогичная проблема возникает и в новостройках, если вопреки правилам батареи установлены до застекления. Когда внутренняя отделка ведется поздней осенью, зимой или ранней весной, вода в системе отопления может подмерзнуть. В результате давление внутри радиаторов повышается, что приводит к появлению трещин между прокладками секций и протечкам.
К примеру, если вода в системе отопления отличается повышенной кислотностью или жесткостью, стальные панельные или чугунные радиаторы могут протечь уже через 3-6 месяцев использования. Иногда аналогичная проблема возникает и в новостройках, если вопреки правилам батареи установлены до застекления. Когда внутренняя отделка ведется поздней осенью, зимой или ранней весной, вода в системе отопления может подмерзнуть. В результате давление внутри радиаторов повышается, что приводит к появлению трещин между прокладками секций и протечкам. Обычная история, когда владельцы квартиры рассчитали необходимое количество секций радиаторов для нормального прогрева, но в комнатах все равно холодно, потому что китайские батареи греют в 1,5-2 раза слабее российских и европейских аналогов.
Обычная история, когда владельцы квартиры рассчитали необходимое количество секций радиаторов для нормального прогрева, но в комнатах все равно холодно, потому что китайские батареи греют в 1,5-2 раза слабее российских и европейских аналогов.Вне зависимости от причин, приведших к замене, у каждого владельца квартиры возникает вопрос: «Как выбрать качественные радиаторы, которые прослужат долго?».
 Ответы – в нашей пошаговой инструкции.
Ответы – в нашей пошаговой инструкции.Шаг 1. Выбор вида батарей
На первый взгляд, разобраться в многообразии радиаторов без специальных знаний сложно. Но по факту, достаточно рассмотреть плюсы и минусы каждого вида батарей.
В российских магазинах покупатели чаще всего встречают 5 видов приборов отопления:
- Чугунные радиаторы, постепенно уходящие в прошлое. Приверженцам традиций, выбирающим чугунные радиаторы, нужно быть готовым к их низкой инертности. Проще говоря, приборы долго остывают и нагреваются, а значит, при понижении температуры на улице в квартире может быть холодно, а при повышении – жарко.
Существует отдельная категория — красивые дизайнерские чугунные батареи, пользующиеся популярностью у владельцев элитной загородной недвижимости. Однако их преимущество скорее в красоте, а не в хорошей теплоотдаче. Именно поэтому для городских квартир их выбирают редко, в том числе из-за высокой стоимости и сложности монтажа.

Отличительная особенность чугунных батарей — низкое рабочее давление, всего 9 атмосфер. А значит они не подходят для установки в домах выше 10 этажей, где давление может достигать 15 атмосфер.
- Конвекторы, скрывающиеся в полах. С одной стороны, этот вид отопления удобен потому что освобождает пространство под окнами, с другой – имеет ряд минусов, основной из которых – слабый обогрев помещения. Из-за того, что приборы располагаются в полах под окнами, теплый воздух поднимается вверх, но не распределяется вглубь комнаты. В результате дальние углы помещения обогреваются плохо, поэтому конвекторы стоит сочетать с батареями.
- Биметаллические радиаторы, устойчивые к кислотным и щелочным примесям в воде систем отопления. Благодаря невосприимчивости к агрессивными средам, биметалл часто используется в многоквартирных домах, где качество теплоносителя оставляет желать лучшего. Плюс биметаллические батареи отличаются повышенной надежностью – срок их службы может достигать 20 лет.
- Стальные панельные радиаторы, часто используемые в новостройках. Особенность приборов в том, что они, как и биметаллические батареи, невосприимчивы к вредным примесям в теплоносителе. Однако их рабочее давление немногим выше чугунных радиаторов – всего 10 атмосфер, поэтому они также не рекомендуются для установки в домах выше 10 этажей.
- Алюминиевые радиаторы, востребованные как застройщиками, так и потребителями по нескольким причинам. В отличие от чугунных и стальных панельных батарей, они выдерживают высокое давление в системах отопления, а по мощности немного превосходят биметаллические приборы. При этом за счет изогнутого корпуса моделей алюминиевые радиаторы равномерно распределяют тепло по комнате, одновременно создавая тепловую завесу для холодного воздуха с улицы.

Таким образом, выбор вида радиаторов зависит от типа дома и параметров системы отопления. Кстати, помочь определиться с батареями может управляющая компания многоквартирного дома, представители которой иногда рекомендуют подходящий тип приборов.
Шаг 2. Выбор производителя
Производителей радиаторов ничуть не меньше, чем видов батарей, но определить надежную компанию несложно.
Во-первых, как уже говорилось выше, рекомендуется отказаться от радиаторов китайского производства, поскольку они часто оказываются некачественными. Лучше отдать предпочтение европейским и российским брендам.
Во-вторых, стоит выбирать производителей, присутствующих на российском рынке не первый год. Чем дольше компания работает с отечественными потребителями, тем выше вероятность качества радиаторов, иначе как она продержалась так долго? Подтвердить надежность европейских производителей может наличие официального представительства в нашей стране, свидетельствующее о серьезном подходе к работе в России
В-третьих, не лишним будет прочитать отзывы о производителе в интернете. Важно анализировать, как позитивные, так и негативные отклики других покупателей, а также реакцию бренда ни них.
Шаг 3.
 Проверка качества
Проверка качестваДаже если покупатели щепетильно отнеслись к соблюдению двух первых шагов, полезно проверить качество радиаторов.
Первый показатель хорошего прибора – наличие маркировки производителя. На боковой стороне батареи должен быть указан бренд, страна производства и дата выпуска с конвейера. От покупки «безымянных» радиаторов лучше воздержаться.
Стоит изучить техническую документацию, приложенную к выбранной модели батарей, в частности, обратить внимание на уровень теплоотдачи. К примеру, у алюминиевого радиатора он составляет 135-145 Вт/кг, у биметаллического – около 90-100 Вт/кг. Если данные в техпаспорте существенно ниже, покупатели рискуют замерзнуть. А если показатель существенно выше, велика вероятность того, что производитель обманывает потребителей.
На всякий случай, полезно проверить габариты прибора. Например, ширина секции и внутренних ламелей стандартного алюминиевого радиатора составляет 8 см. Батарея меньших размеров будет обладать меньшей теплоотдачей. Стоит обратить внимание на вес секции: к примеру, если речь об алюминиевом приборе, он должен быть не меньше 1 кг.
Батарея меньших размеров будет обладать меньшей теплоотдачей. Стоит обратить внимание на вес секции: к примеру, если речь об алюминиевом приборе, он должен быть не меньше 1 кг.
Таким образом, при выборе радиаторов стоит учитывать: качество теплоносителя, давление в системе отопления, надежность производителя, теплоотдачу и размеры прибора. При этом полезно прислушиваться к рекомендациям управляющей компании дома по типам батарей и отзывам других покупателей.
Замена чугунных батарей отопления: какие радиаторы выбрать, монтаж
Для снижения затрат на отопление и улучшения комфорта часто осуществляется замена чугунных батарей. Модели новых радиаторов имеют различные технические характеристики. Поэтому чтобы не ошибиться с выбором следует перед установкой оценить достоинства и недостатки материала их изготовления. Какие батареи лучше всего устанавливать вместо чугунных, и как произвести демонтаж и установку самостоятельно?
Каким батареям отдать предпочтение?
На современном рынке приставлено немало моделей радиаторов изготовленных из различных сплавов. Каждый имеет свои положительные характеристики и особенности использования.
Каждый имеет свои положительные характеристики и особенности использования.
Алюминиевые батареи
Радиаторы из такого материала выпускают двух видов – литые и экструзированные. Первые представляют собой цельную монолитную конструкцию, а вторые изготавливаются из сваренных между собой алюминиевых частей. Батареи листового типа обладают более высокой прочностью и надежностью.
Независимо от вида алюминиевые радиаторы имеют общие основные технические характеристики:
- вес секции – от 1 до 1,47 килограмм;
- допустимая максимальная температуры теплоносителя – 110 градусов;
- мощность изделия – от 82 до 212 ватт;
- максимальный объем жидкости одной секции – 0,46 литров;
- рабочее давление – от 6 до 24 атмосфер.
Батареи из алюминия стали изготавливать еще с восьмидесятых годов. В наши дни изделия довольно усовершенствовались и не потеряли своей популярности.
Алюминиевые батареиК основным достоинствам алюминиевых радиаторов отопления можно отнести:
- небольшой вес изделия, способствующий быстрой его установке и транспортировке;
- высокий уровень теплоотдачи за счет быстрого прогрева метала и интенсивности теплового обмена;
- возможность регулировки температуры даже при небольшом объеме теплоносителя;
- сравнительно невысокая цена на изделие;
- хорошая прочность;
- достойный внешний вид.

Наряду с преимуществами батареи из алюминия имеют некоторые недостатки применения:
- невысокая устойчивость к коррозии;
- возможность образования за счет химического процесса воздуха в системе.
Если брать во внимание экструзированные модели, то можно выделить их слабое место – резьбовые соединительные крепления. При резком повышении давления в системе целостность конструкции может нарушиться.
Радиаторы из стали
Установка таких радиаторов оправдана в частных домах с локальной системой отопления автономного типа. Особенностью устройств такого типа является:
- рабочее давление – от 6 до 13 атмосфер;
- максимальная температура воды в батареи – 110 градусов.
Невзирая на сравнительно невысокие технические характеристики, стальные радиаторы пользуются хорошей популярностью. Применение устройств имеет такие преимущественные стороны:
- компактность конструкций;
- возможность за счет термостата регулировки температуры;
- высокие показатели теплоотдачи;
- большое разнообразие выпускаемых моделей;
- стоимость намного ниже многих выпускаемых новых типов батарей.

Среди недостатков наиболее существенными являются:
- не совместимость с отопительной системой открытого типа;
- подверженность коррозийному воздействию;
- особые требования к качеству используемого теплоносителя.
Наличие различных примесей химического характера в жидкости, используемой в стальной батарее, может стать причиной разрушения материала. При этом иногда наблюдается протечка теплоносителя из-за нарушений герметичности соединений. Поэтому в многоэтажных новостройках радиаторы из стали не устанавливают.
Биметаллические батареи
Радиаторы такого вида – это усовершенствованные модели, которые совмещают все достоинства алюминиевых и стальных изделий. Широкое применение устройства заслужили благодаря высоким техническим характеристикам:
- максимальное внутреннее рабочее давление – 60 атмосфер;
- теплоотдача – до 190 ватт;
- максимальная температура теплоносителя 110 градусов.
Плюсов применения биметаллических радиаторов немало:
- длительный эксплуатационный термин – до пятидесяти лет;
- высокая тепловая отдача и быстрый прогрев помещения;
- хорошие антикоррозийные свойства;
- высокий уровень прочности;
- возможность установки дополнительных секций;
- максимальная чувствительность к командам термостата;
- наличие моделей с различными дизайнерскими решениями.

Материал выдерживает высокие гидравлические толчки характерные для центральных отопительных систем.
Недостатком биметаллических радиаторов является высокая цена. Как правило, они дороже изделий из алюминия или стали. Дешевые биметаллические батареи не обладают защитой от коррозии, поэтому со временем на изделии образуется ржавчина.
Как рассчитать количество секций?
В жилом помещении на один кубический метр рекомендованная мощность отопительных приборов составляет 100 ватт. Согласно этим показаниям можно произвести расчет необходимого количества секций радиатора – N. Для разборной батареи можно использовать простую формулу:
N=S*100/T
При этом учитывается что S – это площадь отапливаемого помещения, а T – значение тепловой мощности одного отделения, которое можно взять из паспорта, прилагаемого к изделию.
Более точные подсчеты можно выполнить, имея коэффициенты, которые отвечают данным об особенностях помещения:
- K1 – тип расположенного сверху помещения;
- K2 – особенности окон;
- K3 – расстояние от пола до потолка;
- K4 – количество оконных проемов;
- K5 – степень утепления стен.

Принимая к сведению эти показатели можно выполнить расчет с помощью полной формулы:
N=S* K1*K2*K3*K4*K5*100/T
На показатель тепловой мощности также влияет материал изготовления батарей. Средняя величина для чугунных радиаторов оставляет 145 ватт, в биметаллических и алюминиевых такое значение несколько выше.
В какое время года лучше всего проводить замену?
В частных домах с индивидуальным отоплением можно менять батарею, как в летнее время, так и перед началом отопительного сезона. Для квартир условия совершенно другие.
Ели демонтировать старый радиатор и устанавливать новый летом то требуется информация о наличие воды в системе. Узнать ее можно у представителя жилищной эксплуатационной конторы. Но при этом нужно учитывать, что проверить правильность установки и качество прогрева батареи можно только по приходу отопительного сезона.
Технология замены батарей
Довольно часто хозяева принимают решение замены старой чугунной батареи на новую более современную и эффективную модель. Довольно часто для этого вызывают специалистов, которые быстро справляются с поставленной задачей. Но так как сам процесс демонтажа и установки радиатора не имеет особой сложности то всю работу можно сделать самостоятельно.
Довольно часто для этого вызывают специалистов, которые быстро справляются с поставленной задачей. Но так как сам процесс демонтажа и установки радиатора не имеет особой сложности то всю работу можно сделать самостоятельно.
Инструменты и материалы
Для замены батареи необходимы такие приспособления:
- специальный рычажной ключ для труб;
- карандаш;
- болгарка;
- уровень;
- молоток.
Также для установки нового устройства используются материалы;
- кронштейны;
- батарея;
- краны;
- дюбеля.
Демонтаж и установка
Перед работой обязательно перекрывается подача воды в отопительную систему и сливается весть теплоноситель. Демонтаж старой батареи совершенно прост:
- под батареей устанавливается упор;
- в неглубокую емкость сливается оставшееся количество воды;
- удаляются все крепежи – фланцы и гайки;
- отсоединенный от системы радиатор снимается с опор в стене.

В процессе демонтажа следует быть довольно аккуратным, так как чугунная батарея имеет немалый вес. Предварительно зафиксированный упор не позволит устройству упасть. Если крепления очень старые и не откручиваются, то рекомендуется их аккуратно перед гайкой срезать.
Для установки нового радиатора необходимо:
- приложив батарею к подобранному для нее месту необходимо зафиксировать места для креплений;
- для кронштейнов в качестве фиксации используются дюбеля, двухсторонние крепления или цементный раствор;
- радиатор в горизонтальном положении вешается на подготовленные опоры.
Подсоединение нового устройства к системе отопления осуществляется аналогично схеме подключения ранее демонтированной старой батареи.
После установки радиатора обязательно следует сделать проверку всех соединительных участков на герметичность.
При проведении монтажных работ по замене батареи следует учитывать такие рекомендации:
- От пола к радиатору должно быть расстояние в пределах 5 – 10 сантиметров. Слишком низко установленный радиатор будет препятствовать прохождению через него воздуха.
- Чтобы не снизить показатель тепловой отдачи батарею от стены лучше всего устанавливать на дистанции 3 сантиметра. Необходимое расстояние можно зафиксировать с помощью кронштейнов.
- Промежуток между батареей и подоконником должен составлять не меньше 15 сантиметров.
- Кронштейны должны закрепляться в стене на одной линии. Для точности их монтажа следует использовать строительный уровень.
 Слишком низко установленный радиатор будет препятствовать прохождению через него воздуха.
Слишком низко установленный радиатор будет препятствовать прохождению через него воздуха.Соблюдение таких правил позволит осуществить качественную установку радиатора.
Монтаж новых батарей чаще всего проводят в своих квартирах жильцы многоэтажек. Лучшим вариантом замены чугунного радиатора являются биметаллические модели. Они обладают самыми высокими техническими характеристиками и имеют множество преимуществ. К тому же монтаж такой батареи можно произвести самостоятельно.
Монтаж радиаторов отопления, замена батарей, установка радиаторов.
 А74
А74Выезд на установку через 10 минут
- Профессиональный монтаж радиаторов отопления в квартирах и частных домах Челябинска
- Алюминиевые, стальные, биметаллические и чугунные батареи – от подключения с нуля до замены или переноса
Вам нужно качественно и с гарантией установить радиаторы? Вы на нужном сайте!
☎ +7(351) 27-777-27
Три шага навстречу мастеру
Найти опытного специалиста по отоплению не сложно. Нужно сделать всего три простых шага:
Оставить заявку по телефону или через сайт
Разговор с мастером через 10 минут
Согласование объема услуг и времени визита на дом
- Заявки попадают в работу сразу – оперативность обработки и качество услуг по монтажу и ремонту гарантировано нашей репутацией
- В базе только опытные техники с нужной квалификацией – старая чугунка, новомодные экраны или легкий алюминий для них не проблема
Замена радиаторов отопления
При явном износе – видимые подтеки, плохой прогрев, не эстетичность или желание модернизировать систему выполняется замена батарей отопления:
- Отключение воды
- Слив теплоносителя
- Расчет и подготовка новых комплектующих
- Монтаж батареи
- Подключение обвязки
- Опрессовка и запуск
Для выполнения всех вышеописанных действий понадобятся специальные радиаторные ключи, запорные вентили, арматура, сгоны, кран Маевского, металлические или пластиковые трубы в зависимости от объекта – многоквартирный или коттедж. Количество муфт, уголков, байпасов, тройников и ниппелей рассчитывается в зависимости от схемы соединения.
Количество муфт, уголков, байпасов, тройников и ниппелей рассчитывается в зависимости от схемы соединения.
Перенос радиаторов
Перепланировка квартиры или явная неэффективность отопления – повод заказать перенос батарей. Выполняется он по той же схеме, что и замена, но с небольшой разницей.
- Предварительный расчет мест установки
- Определение нужной мощности: размера, количества секций, материала (сталь, алюминий, чугун)
- Направление циркуляции (прямая и обратка)
- Совмещение с другими элементами: котлом, терморегуляторами, трубами, водоснабжением
- Учет норм пожарной безопасности и правил теплосбережения согласно ГОСТам и СНиПам
- Безопасная сварка, стравливание воздуха, проверка циркуляции и нагрева
Внедрение новых радиаторов в существующую схему требует высокой квалификации от мастера. При переносе важно соблюсти параметры нагревательного прибора по нагрузке, рассчитать протяженность и диаметр труб, базовые узлы и развязки, варианты подключения – верхнее или нижнее.
Демонтаж отопительных приборов
Реконструкция начинается с демонтажа старых радиаторов для их последующего переноса на новое место или полной замены. Уменьшение количества элементов не должно сказаться на микроклимате, поэтому их отключению должны предшествовать следующие шаги:
- Расчет теплоотдачи новой отопительной схемы
- Определение мест оптимального размещения батарей
- Необходимость установки терморегуляторов
- Подбор эффективного варианта по материалу, размеру и способу монтажа
- Совместимость с действующей системой отопления
Работы по отключению начинаются с перекрытия водоснабжения по стояку и активации заглушек. Затем блокируется подача теплоносителя конкретно к демонтируемой батарее. После слива жидкости через дренаж можно приступать к демонтажу.
Монтируемые марки радиаторов:
- Arbonia, Allitore, Alpine Air, Apriori, Asia, Atlas, Axis, Buderus, Bilit, Bilux, BiPLUS, Brixis, Carron, Copa, De’Longhi, Delta, Demir Dokum, Dia Norm, Ecoflow, ELSEN, Elsotherm, EVOLUTION, Exemet, Faral, Fondital, Global, General hydraulic, Germanium, GuRaTec, Heateq, Heaton, Hoffmann, HOTSPOT, I-TECH, IPS, Iron Lion, Irsap, Kermi, Kalde, Konner, Korado, Lammin, Maxterm, Nova Florida, Oasis, Ogint, Purmo, Prado, RETROstyle, Rifar, ROMMER, Royal Thermo, Radena, Radiatori, Raditall, REMSAN, Roda, Sira, Sole, STEELSUN, Stelrad, STI, STOUT, Tenard, Termica, Tropic, Valfex, Viadrus, Vogel&Noot, Warma, Watermark, Zehnder
- А также: КЗТО, Лидея, Сунержа, Теплоприбор, Термал
Грамотные консультации по подключению от профессионалов!
Установка радиаторов – удел профессионалов!
От мастера по монтажу отопления требуются следующие знания и опыт:
- Назначение и принцип работы радиаторов
- Эффективность однотрубной и двухтрубной схемы с принудительной циркуляцией
- Особенности вертикальной и горизонтальной разводки
- Подбор комплектующих: кронштейны, вентили, коллекторы, тройники, переходники, трубы, фитинги
- Специфика ликвидации воздушных пробок, обустройства развязок, подачи и отвода теплоносителя
- Преимущества панельных и секционных систем
- Конструктивные особенности и параметры размещения под подоконником и относительно пола
- Достижение максимального КПД и его поддержка в процессе эксплуатации
НАШИ МАСТЕРА РАБОТАЮТ ВО ВСЕХ РАЙОНАХ ЧЕЛЯБИНСКА
Тракторозаводский
Металлургический
область по договоренности
С нами тепло в любом районе Челябинска!
Чтобы вызвать мастера или
получить консультацию звоните:
+7(351) 27-777-27
Выбираем лучшие радиаторы отопления, чугунные или биметаллические
Ничему не уделяется столько внимания, как выбору приборов отопления. Потребителю предлагают, как уже ставшие привычными чугунные батареи, так и имеющие стильный дизайн, но пока еще непривычные биметаллические.
Потребителю предлагают, как уже ставшие привычными чугунные батареи, так и имеющие стильный дизайн, но пока еще непривычные биметаллические.
Чтобы определить, какие радиаторы отопления лучше, чугунные или биметаллические, следует обратить внимание на отличия в устройстве, теплоотдаче, и других параметрах.
Чем отличаются чугунные радиаторы от биметаллических
Батареи из чугуна вовсю устанавливали в квартирах и домах в советский период времени. Приборы имели простую конструкцию и использовались при подключении к центральным и автономным системам отопления.
Широкое применение объяснялось долговечностью чугуна, а также способностью выдерживать высокое давление. Чугун не вступает в химическую реакцию с теплоносителем, имеет небольшие коррозионные показатели.
Низкой теплоотдаче чугуна уделялось мало внимания, так как газ и другие виды топлива стоили дешево. Средняя тепловая мощность одной секции батареи 120 -130 Вт. Для нагрева толстостенного металла требуется большое количество тепловой энергии. Чтобы поддерживать температуру нагрева 45°С, необходимо разогреть теплоноситель до 75°С.
Чтобы поддерживать температуру нагрева 45°С, необходимо разогреть теплоноситель до 75°С.
Различия между чугунными и биметаллическими радиаторами отопления легко понять, рассмотрев конструкционные особенности.
Внутреннее устройство биметалла состоит из:
- Сердечник – внутри конструкции находится стальная или медная трубка, по которой циркулирует теплоноситель. Непосредственному контакту с горячей водой подвержена только внутренняя часть батареи. Сталь и медь не подвержены коррозии и не разрушаются под воздействием агрессивной среды теплоносителя.
- Алюминиевый корпус. Медная или стальная трубка окружена алюминиевым корпусом, имеющим конвекционные ребра для увеличения эффективности обогрева.
Биметалл радиаторы отопления отличаются от чугунных, своей конструкцией. При производстве используются алюминий, сталь или медь – металлы с максимальной теплоотдачей.
Сравнение теплоотдачи явно не в пользу чугунных батарей. В процессе обогрева приблизительно ⅓ тепловой энергии уходит на прогрев металла. Чугун имеет коэффициент теплопроводности всего 52, по сравнению с алюминием 220 и медью 380. Соотношение тепло эффективности у биметаллических приборов выше в четыре раза, чем у аналогов из чугуна.
Чугун имеет коэффициент теплопроводности всего 52, по сравнению с алюминием 220 и медью 380. Соотношение тепло эффективности у биметаллических приборов выше в четыре раза, чем у аналогов из чугуна.
Необходимо учесть еще один фактор. Алюминиево-стальные обогреватели остывают практически сразу после выключения котла, чугун остается теплым еще какое-то время.
На коэффициент теплоотдачи биметаллических и чугунных радиаторов влияет наличие доставочного давления в системе. Алюминиевые батареи со стальным или медным сердечником лучше устанавливать в многоэтажном доме. Давления центрального отопления хватит, чтобы обеспечить равномерный прогрев секций.
Делаем выбор радиаторов отопления – чугун или биметалл
Что лучше, биметаллические или чугунные радиаторы отопления? Биметалл лучше. Чтобы убедиться в этом, достаточно провести сравнительную характеристику чугунных и биметаллических приборов отопления.
- Тепловая эффективность биметаллических радиаторов в четыре раза выше, чем у аналогов из чугуна.
- Способность выдерживать гидравлические удары и сопротивляться агрессивной среде теплоносителя приблизительно одинаковые. Но при резком скачке давления в системе, до 15 атм., чугун даст трещину, а алюминиево-стальная конструкция выдержит без потери работоспособности.
- Соответствие секций радиаторов. Тепловая мощность одного «ребра» изделия из чугуна составит 100-160 Вт, по сравнению с биметаллом 150-180 Вт.

Замена чугунных радиаторов на биметаллические – это оправданное и целесообразное решение. Хотя стоимость последних несколько выше, материальные затраты окупятся благодаря высокой теплоотдаче.
При выполнении работ выполняется пересчет площади отопления при переделке. В квартире запрещается подключать к системе обогрева приборы с большей тепловой мощностью, чем указано в проектной документации. Так, если комнату грели две батареи из чугуна с 8 секциями, при замене нужно будет поставить два обогревателя из биметалла по 6 ребер в каждом.
Для многоквартирного дома лучшим вариантом остаются алюминиево-стальные батареи. Подключение биметалла к автономным системам обогрева рекомендовано в случае принудительной циркуляции теплоносителя.
Подключение биметалла к автономным системам обогрева рекомендовано в случае принудительной циркуляции теплоносителя.
FAQ 1: Гальваническая коррозия / коррозия разнородных металлов
Контакт между разнородными металлами происходит часто, но часто не является проблемой. Алюминиевая головка на чугунном блоке, припой на медной трубе, цинкование на стальной прогоне и стальной крепеж в алюминиевом листе — типичные примеры.
Скачать FAQ по ASSDA 1 (PDF)
ЧТО ВЫЗЫВАЕТ ГАЛЬВАНИЧЕСКУЮ КОРРОЗИЮ?
Для возникновения гальванической, разнородной или электролитической коррозии должны быть выполнены три условия:
- Металлическое соединение должно быть смочено проводящей жидкостью
- Должен быть контакт металла с металлом
- Металлы должны иметь достаточно разные потенциалы
Смачивание стыка
Проводящей жидкостью (или электролитом) может быть дождевая вода или вода, поглощенная поверхностными отложениями, если относительная влажность (RH) достаточно высока, или даже простая конденсация.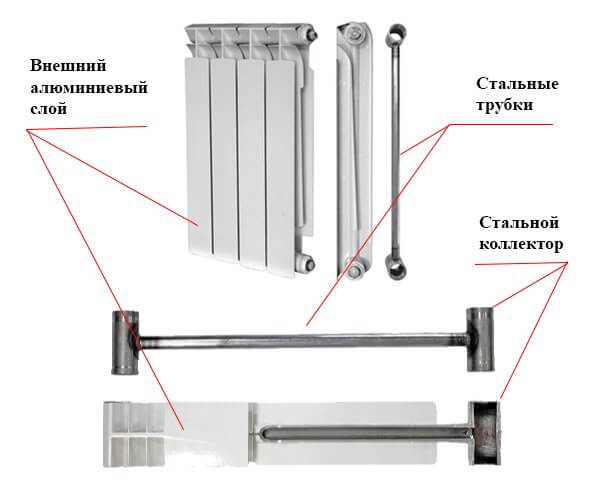 Если отложения представляют собой морскую соль, они начнут растворяться, если относительная влажность превысит 34% из-за хлорида магния. Чем выше проводимость, тем сильнее гальванические эффекты. Соляные или промышленные загрязнения значительно увеличивают проводимость воды, поэтому гальванические эффекты обычно более сильны у побережья или в тяжелых промышленных зонах. Чистая дождевая вода с низкой проводимостью вызывает лишь незначительные гальванические эффекты. Одна из сложностей заключается в том, что во время испарения водяные пленки становятся более проводящими, поэтому изначально чистая вода может вызывать довольно активные гальванические эффекты, поскольку жидкость в щели под болтом или зажимом становится более концентрированной.Вода может быть исключена за счет конструкции или использования адгезивных герметиков или окраски благородного металла на 30–50 мм за стыком, чтобы предотвратить перенос заряженных атомов (ионов) в любой тонкой пленке воды. Покраска активного металла (углеродистой стали, алюминия или цинка) может вызвать глубокие отверстия на дефектах покрытия.
Если отложения представляют собой морскую соль, они начнут растворяться, если относительная влажность превысит 34% из-за хлорида магния. Чем выше проводимость, тем сильнее гальванические эффекты. Соляные или промышленные загрязнения значительно увеличивают проводимость воды, поэтому гальванические эффекты обычно более сильны у побережья или в тяжелых промышленных зонах. Чистая дождевая вода с низкой проводимостью вызывает лишь незначительные гальванические эффекты. Одна из сложностей заключается в том, что во время испарения водяные пленки становятся более проводящими, поэтому изначально чистая вода может вызывать довольно активные гальванические эффекты, поскольку жидкость в щели под болтом или зажимом становится более концентрированной.Вода может быть исключена за счет конструкции или использования адгезивных герметиков или окраски благородного металла на 30–50 мм за стыком, чтобы предотвратить перенос заряженных атомов (ионов) в любой тонкой пленке воды. Покраска активного металла (углеродистой стали, алюминия или цинка) может вызвать глубокие отверстия на дефектах покрытия.
Контакт металл-металл
Гальваническая коррозия может возникнуть только в том случае, если разнородные металлы находятся в электрическом контакте. Контакт может быть прямым или посредством внешней трубы, провода или болта.Если разнородные металлы изолированы друг от друга подходящими пластиковыми полосами, шайбами или втулками, то гальваническая коррозия не может возникнуть. Краска не является надежным электрическим изолятором, особенно под головками болтов, гайками, шайбами или возле краев металлических листов. Краска обычно повреждается при укладке или последующем перемещении. Обратите внимание, что слой пленки оксида хрома на нержавеющей стали очень тонкий и не является электрическим изолятором. Поэтому пленка оксида хрома не предотвращает гальваническую коррозию.
Возможные различия
Все металлы в некоторой степени растворяются при смачивании токопроводящей жидкостью. Степень растворения наиболее высока для активных или жертвенных металлов, таких как магний и цинк, и они имеют наиболее отрицательный потенциал. Напротив, благородные или пассивные металлы, такие как золото или графит, относительно инертны и имеют более положительный потенциал. Посередине находится нержавеющая сталь, хотя она более благородна, чем углеродистая сталь. Потенциал можно измерить с помощью электрода сравнения и использовать для построения гальванической серии, как показано ниже (стандарт ASTM G82).
Напротив, благородные или пассивные металлы, такие как золото или графит, относительно инертны и имеют более положительный потенциал. Посередине находится нержавеющая сталь, хотя она более благородна, чем углеродистая сталь. Потенциал можно измерить с помощью электрода сравнения и использовать для построения гальванической серии, как показано ниже (стандарт ASTM G82).
Когда два металла соединяются и контактируют с проводящей жидкостью, более активный металл вызывает коррозию и защищает благородный металл. Цинк более негативен, чем сталь, поэтому цинковое покрытие оцинкованной стали подвержено коррозии, чтобы защитить сталь от царапин или порезов. Нержавеющие стали, в том числе 304 и 316, обладают более высокими характеристиками, чем цинк и сталь, поэтому, когда нержавеющая сталь контактирует с оцинкованной сталью и является влажной, сначала коррозирует цинк, затем сталь, а нержавеющая сталь будет защищена эта гальваническая активность и не подвергнется коррозии.Скорость гальванической атаки определяется величиной разности потенциалов.
График показывает, что нержавеющая сталь имеет два диапазона потенциала. Обычное пассивное поведение показано светлой штриховкой. Однако, если пассивная пленка разрушается, нержавеющая сталь подвергается коррозии, и ее потенциал находится в диапазоне темных полос.
Как показывает опыт, если разность потенциалов меньше 0,1 В, гальваническая коррозия маловероятна.
Если все три условия соблюдены, то вероятна гальваническая коррозия, и на скорость коррозии будут влиять относительная площадь и плотность тока, подаваемого благородным металлом.
ОТНОСИТЕЛЬНАЯ ПЛОЩАДЬ ПОВЕРХНОСТИ
Если благородный металл, такой как нержавеющая сталь, имеет большую площадь поверхности, контактирующую с электролитом, а жертвенный металл (например, алюминий) имеет очень маленькую площадь поверхности, контактирующую с электролитом, то нержавеющая сталь будет генерировать большой ток коррозии, который будет сосредоточено на небольшой площади жертвенного металла. Алюминий быстро подвергается коррозии, поэтому алюминиевые крепежи из нержавеющей стали неприемлемы.Однако часто используется нержавеющий винт из алюминия, хотя коррозия алюминия непосредственно вокруг нержавеющей стали вполне возможна. Это связано с тем, что соотношение смоченной благородной застежки A в активном металле может измениться с 1:50 до 1: 1 во время высыхания после ливня. Если загрязняющие вещества значительны, это означает, что избегание пар разнородных металлов может быть предпочтительным вариантом предотвращения гальванической атаки.
Алюминий быстро подвергается коррозии, поэтому алюминиевые крепежи из нержавеющей стали неприемлемы.Однако часто используется нержавеющий винт из алюминия, хотя коррозия алюминия непосредственно вокруг нержавеющей стали вполне возможна. Это связано с тем, что соотношение смоченной благородной застежки A в активном металле может измениться с 1:50 до 1: 1 во время высыхания после ливня. Если загрязняющие вещества значительны, это означает, что избегание пар разнородных металлов может быть предпочтительным вариантом предотвращения гальванической атаки.
Гальванизированные крепежные детали из нержавеющей стали также теряют цинк быстрее, чем отдельные изделия.Дополнительным недостатком является то, что продукт коррозии изменит цвет с белого на оранжевый, когда коррозия достигнет сплава цинк-железо около нижней части гальванизированного слоя. После этого начинается коррозия крепежа из углеродистой стали — снова более быстрыми темпами, чем при автономном воздействии.
Как показывает опыт, если смачиваемая площадь корродирующего металла в 10 раз больше смачиваемой площади благородного металла, то гальванические эффекты не являются серьезными, хотя чем больше это соотношение, тем меньше эффект.
ДОСТУПНАЯ ПЛОТНОСТЬ ТОКА Нержавеющая сталь
имеет эффективную пассивную пленку, поэтому доступный ток коррозии, переносимый заряженными атомами (ионами), довольно низок.Если сравнивать поведение пары медь / сталь и пары нержавеющая сталь / сталь, муфта медь / сталь представляет собой более серьезную гальваническую проблему, несмотря на аналогичное разделение потенциалов 0,35 вольт.
Примеры приемлемых гальванических пар:
- Потенциал медного сплава более активен, чем у нержавеющей стали, и он обеспечивает ток катодной защиты для ограничения точечной коррозии вала из нержавеющей стали или трещин на втулке подшипника. Глубина потери медного сплава невелика, поскольку он имеет очень большую площадь по сравнению с обнаженным валом.
- Подвески для труб из оцинкованной стали используются для внешней подвески труб из нержавеющей стали вокруг химических заводов. Отношение площади поверхности плохое при большой площади нержавеющей стали и небольшой площади активного цинка / стали, но дождевая вода обычно имеет довольно низкую проводимость, и 20-летний срок службы является нормальным.
- В водной промышленности заедание между резьбой и гайками из нержавеющей стали удалось избежать за счет использования гайки из алюминиевой бронзы на шпильках или болтах из нержавеющей стали. Хотя алюминиевая бронза более активна, чем нержавеющая сталь, проводимость воды и, следовательно, скорость коррозии, как правило, довольно низкая.Гайки потребуют замены, но только во время капитального ремонта.
- Разность потенциалов между пассивным элементом 304 и пассивным элементом 316 мала, поэтому гальваническая коррозия 304 не ожидается даже при больших соотношениях площадей.

Неприемлемые пары материалов включают резиновое уплотнение с настолько высоким содержанием технического углерода (для устойчивости к ультрафиолетовому излучению), что оно является проводящим и вызывает гальваническое воздействие на винт или штифт из нержавеющей стали. Прокладки, содержащие графит, вызывают аналогичные проблемы для фланцев из нержавеющей стали, и их нельзя использовать для морской воды независимо от сплава нержавеющей стали. Неизолированные крепления из нержавеющей стали не допускаются для настенного или кровельного покрытия Colorbond®, поскольку гальванический ток от корродирующего Zincalume® вызывает вздутие краски.
Неизолированные крепления из нержавеющей стали не допускаются для настенного или кровельного покрытия Colorbond®, поскольку гальванический ток от корродирующего Zincalume® вызывает вздутие краски.
GALVANIC СЕРИИ
ВАЖНЫЙ ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Технические рекомендации, содержащиеся в этой публикации, обязательно носят общий характер, и на них нельзя полагаться для конкретных приложений без предварительного получения компетентного совета. Несмотря на то, что ASSDA предприняла все разумные шаги для обеспечения точности и актуальности информации, содержащейся в настоящем документе, ASSDA не гарантирует точность или полноту информации и не несет ответственности за ошибки или упущения.
Радиаторы отопления (батареи) — как выбрать и какие лучше, тесты и расчеты
Радиаторы (батареи) для отопления
Без отопления уют и комфорт в доме немыслим, а батареи — важнейший элемент системы отопления. Статья расскажет, чем похожи современные радиаторы и чем они отличаются: как выбрать лучшие радиаторы для дома или квартиры — эффективные, энергосберегающие, не нарушающие гармонию интерьера.
Статья расскажет, чем похожи современные радиаторы и чем они отличаются: как выбрать лучшие радиаторы для дома или квартиры — эффективные, энергосберегающие, не нарушающие гармонию интерьера.
Содержание
- Конвекция или излучение?
- Выбор радиаторов для водяного отопления
- Новые варианты из «старого» чугуна
- Алюминиевые секционные радиаторы
- Биметаллические батареи секционные
- Стальные панельные радиаторы
Конвекция или излучение?
Однозначно сказать, какие отопительные батареи лучше, нельзя: при выборе устройства необходимо учитывать индивидуальные особенности помещения и его отопительной системы.
Все системы отопления с использованием радиаторов работают по одному простому принципу: теплоноситель — вода или газ — нагревается в котельной и по трубопроводу подается к нагревателю в помещении. Нагреватель представляет собой батарею, которая нагревает воздух в помещении.
Есть два способа передачи тепла от радиаторов — конвекционный и радиационный.
Конвекция, естественная или принудительная, — это ускоренный нагрев воздуха при контакте с развитой поверхностью нагрева. батареи отопления. По принципу принудительной конвекции работают конвекторы — отопительные приборы, конструкция которых объединена с вентилятором.
Конвекторы могут очень быстро обогреть комнату, но у них есть существенный недостаток. Активная конвекция воздуха, как пылесос, слишком сильно сушит воздух и уносит большое количество пыли, что не способствует здоровому микроклимату в доме. Обычно этот вид отопительных приборов применяется в проблемных помещениях с большими площадями остекления, где обычные отопительные приборы нарушают гармонию интерьера.
Конвекторы рекомендуется устанавливать в проблемных помещениях с большими площадями остекления.
Радиация — это естественный нагрев воздуха в помещении поверхностью нагревательного прибора — радиатора, имеющего повышенную теплоемкость и температуру.Излучение составляет около 60% тепловой энергии, отдаваемой радиаторами пространству комнаты, и только оставшиеся 40% обусловлены естественной конвекцией из-за движения воздушных масс в помещении.
Таким образом, радиаторное отопление за счет минимальной конвекции горячего воздуха является экологически чистым и наиболее приближенным к отоплению печным или теплым полом. Также есть комбинированные обогреватели — панельные радиаторы, конвекторы.
Выбор радиаторов для водяного отопления
Современный рынок предлагает несколько типов радиаторов (батарей) для водяного отопления, различающихся габаритами, массой, теплопроводностью, теплопотери, материалом изготовления и конструкцией.Поэтому, прежде чем выбирать батареи отопления, необходимо уточнить приоритетные параметры для вашего дома или квартиры и в зависимости от них выбрать тот или иной тип радиатора.
Важно помнить:
- Мощность отопительных батарей выбирается исходя из следующего стандарта отопления помещения: 100 Вт на квадратный метр площади помещения с одним проушиной и одной внешней стеной.
- Для помещения с двумя окнами и двумя внешними стенами к номинальной мощности следует добавить дополнительные 30%.
- Если радиаторы будут закрываться декоративными панелями, то к полученному значению мощности нужно будет прибавить еще 15%.
- Также к расчетному значению тепловой мощности аккумуляторов прибавляется 5-10%, если они расположены в нишах или окнах комнаты, выходящих на север или северо-восток. Если несколько факторов совпадают, складываются дополнительные проценты.

В системах отопления современных коттеджей и квартир используются следующие типы радиаторов, различающиеся материалом изготовления:
- чугун; сталь
- ;
- алюминий;
- биметаллический.
Конструктивные особенности радиаторов водяного отопления представлены двумя группами:
- секционные — это чугунные, алюминиевые и биметаллические радиаторы; Панель
- — они представлены стальными радиаторами.
Новые варианты из «старого» чугуна
Надежность и практичность чугунных радиаторов отопления хорошо известны отечественному потребителю. Они отличаются высокой устойчивостью к коррозии и истиранию, служат не менее 50 лет. В системах отопления с некачественным теплоносителем вопрос «какие радиаторы выбрать» практически не ставится: ответ будет в пользу чугунных радиаторов
Они отличаются высокой устойчивостью к коррозии и истиранию, служат не менее 50 лет. В системах отопления с некачественным теплоносителем вопрос «какие радиаторы выбрать» практически не ставится: ответ будет в пользу чугунных радиаторов
Чугунные радиаторы также идеально подходят для твердотопливных систем отопления.Благодаря толстым стенкам, большой емкости секций (до 1,4 л) и физическим свойствам чугуна они способны аккумулировать большое количество тепла и обеспечивать обогрев помещения между нагрузками твердотопливного котла.
Инерционные, прочные и надежные чугунные радиаторы выбирают для коттеджей и квартир с системами отопления, не оборудованными автоматикой
Чугунные радиаторы в основном рассчитаны на давление в системе 6-9 атм и максимальную температуру теплоносителя до 130 ° C, но благодаря высокой теплоемкости отличаются высокой тепловой инерционностью: долго нагревают помещение и медленно остывают.
Из-за этой особенности они не подходят для систем отопления, оснащенных автоматикой, так как не смогут обеспечить, например, режим отопления с дневной температурой 22 ° C и ночной температурой 17 ° C.
Алюминиевые секционные радиаторы
Эффектные по конструкции, легкие, менее теплопотребляющие, но быстро излучающие тепло в пространство, секционные радиаторы из алюминия являются достойной альтернативой инерционным чугунным аналогам. Ребра вокруг основных каналов усиливают естественную конвекцию воздуха в них, благодаря чему пыль не скапливается на алюминиевых батареях, а низкая инерционность нагревательного устройства этого типа позволяет быстро изменять температуру в соответствии с командами управления. термостаты.
Малоинерционные алюминиевые радиаторы позволяют быстро изменять температуру в соответствии с командами управления термостатами
Однако, помимо неоспоримых преимуществ, есть и недостаток, который необходимо учитывать перед выбором подходящих алюминиевых радиаторов отопления. Дело в том, что алюминий чувствителен к качеству воды в системе отопления: оптимальная кислотность должна соответствовать значению pH 7-8. На скорость электрохимической коррозии алюминия влияют паразитные токи в здании, входящие в состав добавок для снижения жесткости воды, кислорода, а также установка алюминиевых отопительных приборов в одной системе с медными и стальными деталями и трубами.
Для предотвращения деструктивных электрохимических реакций рекомендуется использование специальных диэлектрических переходников на стыке алюминиевых профилей с медными или стальными трубами и деталями. Характерные для российских систем городского отопления перепады давления также нежелательны для алюминиевых радиаторов, но ряд производителей компенсирует этот недостаток, запустив в производство алюминиевые радиаторы с рабочим давлением до 16 атм.
Биметаллические батареи секционные
Тем, кто еще не определился, какие отопительные батареи выбрать, так как чугун или алюминий не подходили по тому или иному параметру, стоит присмотреться к элегантным и мощным биметаллическим секционным радиаторам.Нагревательные устройства этого типа конструктивно представляют собой систему вертикальных стальных труб, заполненных снаружи путем тушения специальным алюминиевым сплавом. В результате биметаллические батареи благодаря физическим свойствам стали отлично выдерживают высокое давление теплоносителя и противостоят коррозии, а алюминиевая поверхность отлично передает тепло и быстро нагревает помещение.
Биметаллические батареи отлично выдерживают теплоноситель под высоким давлением, противостоят коррозии и быстро нагревают помещение
Биметаллические радиаторы рассчитаны на внутреннее рабочее давление теплоносителя 25 атм и лишены недостатков чугунных и алюминиевых аналогов, но имеют небольшой недостаток — уменьшенный объем циркулирующей воды из-за небольшого сечения (всего 12-15 мм) внутренних стальных трубок.Для быстрого обогрева помещения и последующего поддержания оптимальной температуры теплоноситель должен постоянно циркулировать в системе с большой скоростью, а это может сопровождаться характерным свистом в головках термостатов.
Стальные панельные радиаторы
По теплопроводности стальные панельные радиаторы можно устанавливать между чугунными и алюминиевыми аналогами. Панельные батареи изготовлены из коррозионно-стойких штампованных стальных листов и конструктивно представляют собой серию параллельных вертикальных каналов, соединенных горизонтальным коллектором. Они бывают одно-, двух- и трехрядные, с оребрением или без, а внешние панели покрыты термостойкой многослойной эмалью.
Они бывают одно-, двух- и трехрядные, с оребрением или без, а внешние панели покрыты термостойкой многослойной эмалью.
Стальные радиаторы рассчитаны на рабочее давление 6-10 атм и максимальную температуру теплоносителя до 120 ° С. По сравнению с чугунной батареей, стальной панельный радиатор отличается высокими энергосберегающими свойствами: он способен отдавать столько же тепла, сколько чугунный аккумулятор, за счет использования в 7 раз меньше воды при температуре на 20 ° C ниже. К тому же благодаря развитой поверхности теплообмена он быстрее нагревает помещение, так как не тратит тепло на обогрев себя.
Стальные панельные радиаторы снижают энергозатраты на отопление
Стальные панельные радиаторы отличаются большим внутренним объемом по сравнению с биметаллическим аналогом и, не требуя постоянной циркуляции теплоносителя, превосходят его. Недостатком стальных панельных радиаторов является их небольшой срок службы — не более 15 лет.
Решая, как правильно выбрать батарею отопления, необходимо учитывать место установки, площадь помещения, качество теплоносителя в системе отопления. Так, например, для коттеджа, оборудованного автоматической системой отопления, подойдут стальные панельные радиаторы, а если автоматика не предусмотрена, то хорошие чугунные. Для квартир в новостройках с высоким давлением и низким качеством воды биметаллические батареи идеально подходят в системах отопления. Если качество воды в системе отопления квартиры удовлетворительное, можно остановить выбор на алюминиевых батареях, убедившись, что давление в системе не превышает номинальные значения прибора.Если старая система отопления квартиры нуждается в реконструкции, замена чугунных батарей панельными стальными поможет снизить затраты на электроэнергию.
Так, например, для коттеджа, оборудованного автоматической системой отопления, подойдут стальные панельные радиаторы, а если автоматика не предусмотрена, то хорошие чугунные. Для квартир в новостройках с высоким давлением и низким качеством воды биметаллические батареи идеально подходят в системах отопления. Если качество воды в системе отопления квартиры удовлетворительное, можно остановить выбор на алюминиевых батареях, убедившись, что давление в системе не превышает номинальные значения прибора.Если старая система отопления квартиры нуждается в реконструкции, замена чугунных батарей панельными стальными поможет снизить затраты на электроэнергию.
Лучшая частота вращения для кольцевой пилы при резке любого материала
Вы можете подумать, что использование кольцевой пилы — это просто вопрос ее зажатия и сверления. Хотя это может сработать во многих случаях, установка правильной скорости сверла — даже если вы только приблизитесь, спасет вас от выгорания лезвия и, возможно, даже разрушения материала. Мы подумали, что было бы удобно создать руководство по настройке оптимальной скорости вращения кольцевых пил при резке любого материала.
Мы подумали, что было бы удобно создать руководство по настройке оптимальной скорости вращения кольцевых пил при резке любого материала.
Многие аккумуляторные дрели работают на высоких и низких скоростях, а некоторые имеют несколько режимов или даже программное обеспечение, которое контролирует число оборотов сверлильного патрона в минуту. Однако даже если вам нужно дросселировать дрель вручную, скорость имеет решающее значение. Понимание скорости вашего сверла поможет вам сверлить быстрее и без выхода из строя кольцевой пилы. Немного потренировавшись, вы сможете сэкономить много денег в долгосрочной перспективе.
Наилучшая скорость вращения при использовании кольцевых пил с твердосплавными напайками
В следующей таблице представлена наилучшая частота вращения при использовании кольцевых пил с твердосплавными напайками.Он поможет вам выбрать оптимальную скорость резки алюминия, нержавеющей стали, стекловолокна, керамической плитки и даже чугуна. Как правило, чем тверже или хрупче материал, тем медленнее нужно резать.
Диаметр кольцевой пилы (дюймы) | Диаметр кольцевой пилы (мм) | Нержавеющая сталь | Стекловолокно | Керамическая плитка | Чугун | |||||||||||
| 11/16 | 1800 | 690 | 270 | 550 | 240 | |||||||||||
| 3/4 | 19,1 | 1700 | 640 | 250 | 500 | 210/250 | 210/90 22,2 | 1500 | 550 | 210 | 430 | 180 | ||||
| 1 | 1300 | 480 | 190 | 370 | 1100 | 420 | 170 | 330 | 140 | |||||||
| 1-1 / 4 | 31,8 | 1000 | 380 | 160 | 300 | 65/ 8 | 900 | 350 | 140 | 270 | 110 | |||||
| 1-1 / 2 | 38,1 | 900 | 320 | 120 100238 9024 | 1-5 / 8 | 41.3 | 700 | 290 | 110 | 230 | 90 | |||||
| 1-3 / 4 | 700 | 270 | 110 | 210 | 9 2 | 9 2 50,8 | 600 | 240 | 90 | 190 | 80 | |||||
| 2-1 / 8 | 54 | 600 | 220 | 90 90 238 | 180 | 70 2 | 180 | 70 / 4 | 600 | 210 | 80 | 170 | 70 | |||
| 2-3 / 8 | 60,3 | 600 | 200 | 80 | 160 | 7023-1 902 902 / 2 | 63,5 | 500 | 190 | 70 | 150 | 60 | ||||
| 2-9 / 16 | 500 | 190 | 70 | 09 | 2-5 / 8 | 66.7 | 500 | 180 | 70 | 130 | 60 | |||||
| 2-11 / 16 | 68,3 | 500 | 180 | 60 | 120 | 9023 9023 | 3 76,2400 | 160 | 60 | 120 | 50 | |||||
| 3-1 / 4 | 82,6 | 400 | 150 | 60 | 110 | 50 / 885.7 | 400 | 140 | 60 | 110 | 50 | |||||
| 3-1 / 2 | 88.9 | 400 | 140 | 50 | 110 | 53 50 / 892,1 | 400 | 130 | 50 | 100 | 40 | |||||
| 3–3 / 4 | 95,3 | 300 | 130 | 50 | 4037 1004 | 101.6 | 300 | 120 | 50 | 100 | 40 | |||||
| 4-1 / 8 | 104,8 | 300 | 120 | 50 | 90 | 9 40 / 4 | 108 | 300 | 110 | 50 | 90 | 40 | ||||
| 4-1 / 2 | 114,3 | 300 | 110 | 40 | 7 804-3 / 4 | 127 | 300 | 100 | 40 | 80 | 30 | |||||
| 5 | 120.7 | 200 | 100 | 40 | 80 | 30 | ||||||||||
| 5-1 / 2 | 139,7 | 200 | 100 | 40 | 70 | 17 30 152,4100 | 80 | 30 | 60 | 30 | ||||||
 5}»> 17.5
5}»> 17.5 4}»> 25,4
4}»> 25,4 9}»> 34,9
9}»> 34,9 5}»> 44,5
5}»> 44,5 2}»> 57.2
2}»> 57.2 1}»> 65,1
1}»> 65,1Лучшая скорость резания при использовании биметаллических кольцевых пил
Конечно, мы также должны были включить таблицу для установки наилучшей скорости вращения при с помощью биметаллических кольцевых пил.Эти кольцевые пилы кажутся гораздо более популярными на рынке и стоят меньше, чем их собратья с твердосплавными напайками. Считайте это общими скоростями, которые вы хотите использовать для оптимального резания мягкой стали, нержавеющей стали, чугуна, латуни и алюминия. Вы можете использовать самые высокие скорости для алюминия и мягкой стали, в то время как чугун и нержавеющая сталь требуют немного больше терпения.
Диаметр кольцевой пилы (дюйм) | Диаметр кольцевой пилы (мм) | 9000 | Нержавеющая сталь | Чугун | Латунь | Алюминий | |||||||||||||||||
| 9/16 | 14.3 | 580 | 300 | 400 | 790 | 900 | |||||||||||||||||
| 5/8 | 15.9 | 550 | 275 | 365 | 730 8279 | 17,5 | 500 | 250 | 330 | 665 | 750 | ||||||||||||
| 3/4 | 19,1 | 460 | 230 | 300 | 600 | 9032 903219.8 | 425 | 210 | 280 | 560 | 630 | ||||||||||||
| 13/16 | 20,6 | 425 | 210 | 280 | 560 6309 | 9030 22,2390 | 195 | 260 | 520 | 585 | |||||||||||||
| 15/16 | 23,8 | 370 | 185 | 245 | 9023 | 245 | 350 | 175 | 235 | 470 | 525 | ||||||||||||
| 1-1 / 16 | 27 | 325 | 160 | 215 | 435 9023 | 215 | 435 9023 | / 828,6 | 300 | 150 | 200 | 400 | 450 | ||||||||||
| 1-3 / 16 | 30,2 | 285 | 145 42238 | 190 | 11-1 / 4 | 31.8 | 275 | 140 | 180 | 360 | 410 | ||||||||||||
| 1-5 / 16 | 33,3 | 260 | 135 | 175 | 345 9023 | 9046 / 834,9 | 250 | 125 | 165 | 330 | 375 | ||||||||||||
| 1-7 / 16 | 36,5 | 240 | 120 | 1601 36023 9023 | 1-1 / 2 | 38.1 | 230 | 115 | 150 | 300 | 345 | ||||||||||||
| 1-9 / 16 | 39,7 | 220 | 110 | 145 | 290 | 330 1 290 | 330 / 8 | 41,3 | 210 | 105 | 140 | 280 | 315 | ||||||||||
| 1-11 / 16 | 42,9 | 205 | 100 | 135 30238 | 1-3 / 4 | 44.5 | 195 | 95 | 130 | 250 | 295 | ||||||||||||
| 1-13 / 16 | 46 | 190 | 95 | 125 | 250 | 24 289 1 / 8 | 47,6 | 180 | 90 | 120 | 240 | 270 | |||||||||||
| 2 | 50,8 | 170 | 85 | 115 255 | 24 230 9032 9032 9032 / 16 | 52.4 | 165 | 80 | 110 | 220 | 245 | ||||||||||||
| 2-1 / 8 | 54 | 160 | 80 | 105 | 210 | 17 240 2210 | 17 240 2210 | 17 240 / 457,2 | 150 | 75 | 100 | 200 | 225 | ||||||||||
| 2-3 / 8 | 60,3 | 140 | 70 | 95 | 7 2202-1 / 2 | 63.5 | 135 | 65 | 90 | 180 | 205 | ||||||||||||
| 2-9 / 16 | 65,1 | 130 | 65 | 85 | 175-5 | 42 200 2 | 175-5 | 42 200 2 | 42 200 / 8 | 66,7 | 130 | 65 | 85 | 170 | 195 | ||||||||
| 2-11 / 16 | 68,3 | 125 | 60 | 80 | 90232-3 / 4 | 69.9 | 125 | 60 | 80 | 160 | 185 | ||||||||||||
| 2-7 / 8 | 73 | 120 | 60 | 80 | 160 | 180 3 | 902 76,2 | 115 | 55 | 75 | 150 | 170 | |||||||||||
| 3-1 / 8 | 79,4 | 110 | 55 | 70 | 140 | 165329 / 4 | 82.6 | 105 | 50 | 70 | 140 | 155 | |||||||||||
| 3-3 / 8 | 85,7 | 100 | 50 | 65 | 130 | 42 150 / 2 | 88.9 | 95 | 45 | 65 | 130 | 145 | |||||||||||
| 3-5 / 8 | 92.1 | 95 | 45 | 60 | 120220 | 12042 | 3-3 / 4 | 95.3 | 90 | 45 | 60 | 120 | 135 | ||||||||||
| 3-7 / 8 | 98,4 | 85 | 40 | 55 | 110 | 42 1309 101,6 | 85 | 40 | 55 | 110 | 130 | ||||||||||||
| 4-1 / 8 | 104,8 | 80 | 40 | 55 | 110 | 42 120 / 4 | 108 | 80 | 40 | 55 | 110 | 120 | |||||||||||
| 4-3 / 8 | 111.1 | 75 | 35 | 50 | 100 | 105 | |||||||||||||||||
| 4-1 / 2 | 114,3 | 75 | 35 | 50 | 100 | 42105 / 8 | 117,5 | 75 | 35 | 50 | 100 | 105 | |||||||||||
| 4-3 / 4 | 120,7 | 70 | 35 | 45 | 5 | 127 | 70 | 35 | 45 | 90 | 95 | ||||||||||||
| 5-1 / 2 | 139.7 | 65 | 30 | 40 | 85 | 90 | |||||||||||||||||
| 6 | 152,4 | 65 | 30 | 40 | 85 | 85 | 2 904 Шутки в сторону? Да. Вполне возможно, что вы не сможете достичь такой скорости с помощью имеющихся у вас инструментов. В таком случае просто постарайтесь. Обязательно используйте этот регулируемый спусковой механизм для снижения скорости при резке более твердых или более хрупких материалов. Требуется терпение, но эти кольцевые пилы работают лучше всего при правильном использовании — и вы вполне можете прорезать материал быстрее, чем если бы вы работали инструментом на полной скорости.Вы наверняка пройдете через меньшее количество лезвий! Способы установки более низких оборотов в минутуМетод 1: Инструменты Smart ConnectedИнструменты, в которых используются такие технологии, как Milwaukee One-Key или DeWalt Tool Connect, позволяют устанавливать различные диапазоны скоростей для вашей дрели. Это позволяет вам назначить до четырех различных диапазонов скорости и упростить управление вашими оборотами в минуту. Хотя мы не ожидаем, что кто-то бросится покупать умный инструмент только для кольцевых пил, это может помочь, если у вас уже есть одно из этих сверл в вашей коллекции. Метод 2: многоскоростные сверлаРаньше сверла имели одну скорость или одну передачу. Обычно они идут с двумя, но у некоторых получается лучше. Если у вас есть дрель с тремя или более скоростями, ознакомьтесь со своими настройками. Производители устанавливают эти разные скорости в определенные точки останова. Знание максимальной скорости вращения для каждого режима поможет вам лучше понять, как нажимать на спусковой крючок для достижения желаемой скорости бурения. После некоторой практики это должно стать для вас второй натурой. Метод 3. Установите режим снаряжения и опустите спусковой крючокОчевидно, что если у вас нет электронного способа управления скоростью или трех- или четырехскоростной дрели, используйте ручной режим. Если вы знаете максимальную скорость своей дрели, то срабатывание спускового крючка может, по крайней мере, привести вас к приблизительному диапазону оборотов. В любом случае, это определенно лучше, чем полностью нажать на спусковой крючок на высокой скорости и сжечь вашу биметаллическую пилу во время первого пропила! ЗаключениеДве приведенные выше таблицы должны дать вам довольно точный список того, как настроить скорость сверления для оптимальной обработки кольцевой пилой.Благодаря этому лезвия останутся острыми, а металл не нагреется так сильно, что кончики лезвий будут деформироваться на материале. Как только вы потеряете это острие, вы можете потереть его плоским куском стали — готово. Иногда, медленный и устойчивый делает выигрышем в гонке! Особая благодарность компании Lenox Tools за предоставление спецификаций как для биметаллических, так и для корончатых пил с твердосплавными напайками. Прикладные науки | Бесплатный полнотекстовый | Применение аддитивного производства на основе направленного осаждения энергии в ремонте1.ВведениеСообщается, что для значительного смягчения последствий изменения климата необходимо сократить количество материалов и энергии, используемых в текущих методах производства. Действительно, почти 30% общих выбросов парниковых газов (ПГ) приходится на промышленность. Основная часть этой значительной доли промышленных выбросов парниковых газов приходится на переработку материалов. Как правило, обработка материалов включает в себя преобразование природных ресурсов в запасы материалов с последующим производственным процессом и, в конечном итоге, в конечные продукты.Разрабатывая технологии производства нового поколения, можно будет снизить уровень выбросов парниковых газов [1,2,3]. После недавних исследований в области разработки производственных процессов были внедрены технологии аддитивного производства (AM) как новые методы, которые могут поддерживать экологическую устойчивость в области производства [1,4,5]. Технологии AM, как и передовые производственные технологии, позволяют производить дорогостоящие, сложные и индивидуально настроенные компоненты [6,7,8,9,10,11].После изготовления и ввода компонентов в эксплуатацию местные удары, коррозия, усталость и термические циклы являются основными рабочими условиями, которые могут вызвать локальные дефекты или трещины. Например, в валах и лопатках турбин трещины могут возникать из-за многоцикловой усталости (HCF) или коррозии. Сообщается, что несколько высокоэффективных и ценных компонентов выбрасываются как лом после отказа, который в основном вызван усталостными трещинами и трещинами под напряжением. Было проведено несколько видов исследований для снижения уровня отказов и увеличения срока службы компонентов.Например, методы ультразвуковой и рентгеновской компьютерной томографии зарекомендовали себя как неразрушающие методы для обнаружения подповерхностных дефектов компонентов на начальных этапах с целью предотвращения отказов в течение рабочего периода [12,13,14,15]. После этого, в зависимости от уровня и местоположения повреждений, деталь готовится к ремонту. Ремонт и восстановление — это процессы, восстанавливающие поврежденные детали до рабочего состояния. Впервые в 1988 году Штайнхильпер и Худельмайер определили процесс восстановления как промышленный процесс восстановления использованных компонентов до состояния «как новые» [16].В соответствии с процедурой Steinhilper этапы процесса восстановления могут быть определены как (1) разборка продукта, (2) комплексная очистка всех деталей, (3) проверка компонентов, (4) ремонт или замена поврежденных компонентов, (5) повторная сборка продукта, (6) финальное тестирование. После этого, в 2015 году, Фонд Эллен Макартур показал, что в некоторых случаях отремонтированные компоненты могут вести себя лучше, чем изготовленные. Они определили восстановление как процесс, который можно использовать для восстановления продуктов путем ремонта или пополнения основных деталей.После восстановления компонентов, помимо небольших изменений, которые могли произойти в процессе, их характеристики в лучшем состоянии могли быть такими же, как у нового компонента. Это восстановление компонента, которое было определено как восстановление, также известно как процесс восстановления. В 2006 году King et al. определил процедуру исправления некоторых конкретных неисправностей в компоненте и назвал ее «ремонтом». Они показали, что окончательные характеристики отремонтированных изделий были ниже, чем у восстановленных или восстановленных деталей [17].Когда деталь повреждена, ее повреждение необходимо оценивать с точки зрения ремонта. После этой оценки можно будет решить, что поврежденную деталь можно отремонтировать, либо выбросить, либо отправить на переработку. Чтобы вернуть восстанавливаемые детали, следует использовать соответствующие методы ремонта или восстановления, а после этого необходимо провести некоторый квалифицированный контроль отремонтированной детали, чтобы оценить ее надежность для работы в рабочем состоянии. С теоретической точки зрения считается, что процесс восстановления может быть реализован на компонентах, которые возможно произвести.Тем не менее, следует отметить, что процесс восстановления дешевле, чем производственный процесс. Например, для восстановления двигателя требуется всего 55% энергии и 67% труда, необходимых для производства нового двигателя [18]. Таким образом, процессы ремонта и восстановления следует рассматривать как высокоэффективные процессы, которые могут сэкономить и повторно использовать источники, чтобы в конечном итоге повысить экономику страны. При первом ремонте использовался процесс сварки, поэтому сварка вольфрамовым электродом в среде инертного газа (TIG), которая является методом сварки плавлением , широко используется [19,20].Однако такой подход приводит к низкому качеству и отказу деталей, в основном из-за ряда проблем, связанных с высокими остаточными напряжениями и, как следствие, деформацией компонентов. Впоследствии для решения этих проблем были разработаны альтернативные методы сварки, такие как плазменная дуговая сварка (PTAW) и электронно-лучевая сварка (EBW) [21,22]. Однако сложность и стоимость этих устройств ограничивают их применение [21,22]. Высокоскоростное термическое напыление кислородного топлива (HVOF) стало следующей технологией, разработанной для ремонта компонентов во многих отраслях промышленности.Действительно, этот метод имеет несколько преимуществ по сравнению с традиционными методами, и он позволяет иметь меньшее искажение частично после ремонта и покрывать тонкие и непористые слои. Тем не менее, обширная вторичная обработка, обычно необходимая после ремонта с помощью HVOF, ограничила его применение и показала необходимость разработки новых методов ремонта [23,24]. В таблице 1 сравниваются преимущества и недостатки различных процессов, которые использовались для операций ремонта и восстановления.Как видно из Таблицы 1, технология направленного отложения энергии (DED) является подходящей техникой для ремонта поврежденных компонентов. Действительно, эта технология представляет собой высокую возможность использования в качестве метода ремонта, главным образом из-за более низких остаточных напряжений, более высокой повторяемости и более высокой точности по сравнению с традиционными методами [26,27,28]. Тем не менее, на сегодняшний день очень мало обзорных статей [31] были опубликованы о применении процесса DED в качестве технологии ремонта и восстановления. Этот документ был направлен на то, чтобы внести свой вклад в эту растущую область исследований, рассматривая предыдущие исследования по внедрению процесса DED при ремонте компонентов.2. Направленное отложение энергии (DED)Системы аддитивного производства делятся на две большие категории; (i) системы порошкового слоя и (ii) системы подачи порошка / проволоки [32]. В системах с пороховым слоем слой пороха создается путем распределения порошка по площади строительной платформы. Источник энергии (электронный луч или лазерный луч) доставляет энергию на поверхность порошкового слоя и расплавляет порошок в желаемую форму в соответствии с файлом CAD (рисунок 1a). После этого новый порошок снова распределяется по рабочей зоне, и процесс повторяется для получения твердого трехмерного компонента.К преимуществам этой системы относятся ее способность создавать элементы с высоким разрешением, внутренние каналы и поддерживать контроль размеров [33]. В то время как в системах подачи порошка или проволоки материал доставляется непосредственно в ванну расплава, которая создается источником тепла на подложке или ранее нанесенных слоях. Эти технологии основаны на процессе плавления лазерным лучом сплава, нанесенного на подложку. В частности, доставленный материал и слой подложки сплавлены с помощью лазерного луча (рис. 1b).Этот процесс плавления обеспечивает металлургическое соединение между слоем и подложкой. Способность производить полностью плотные, а также градиентные объекты делает DED более привлекательным в отношении систем порошкового слоя при производстве крупных и / или функционально дифференцированных компонентов, несмотря на преимущества наплавки с помощью проволоки, такие как полная эффективность использования материалов. , его требования относительно трудностей с доставкой проволоки через сложную геометрию и более высокую шероховатость поверхности ограничивают его применение в различных областях [34,35,36].По этим причинам порошок является предпочтительным, и это наиболее распространенная и популярная форма материала, используемого в процессе DED. Сферические частицы в диапазоне 50–200 мкм обладают лучшими питательными свойствами в этом процессе. Что касается источника нагрева, можно использовать различные типы лазеров в зависимости от различных факторов, таких как размер пятна лазерного луча, толщина наплавки и сложность детали. Например, лазеры CO 2 подходят для нанесения толстых слоев (несколько миллиметров) с правильной геометрией, а лазерный луч диодного лазера, установленный на роботе, или лазер Nd-YAG (иттрий-алюминиевый гранат, легированный неодимом) можно использовать для нанесения тонких , точные слои (менее одного миллиметра) с очень высокой точностью [34].Также было обнаружено, что в DED для осаждения должна использоваться соответствующая плотность энергии, относящаяся к объемным материалам, доставляемым в форме порошка. Выбор низкой плотности энергии приводит к ограниченному плавлению предоставленного материала, в то время как очень высокая плотность энергии приводит к чрезмерному плавлению подложки, нежелательному разбавлению осаждения и испарению некоторых легирующих элементов из ванны расплава. Для осаждения также следует использовать достаточное время взаимодействия пучка, чтобы обеспечить достаточно времени для смешивания и гомогенизации осаждения, а также для быстрого охлаждения ванны расплава для получения тонкой микроструктуры с превосходными характеристиками по сравнению с соответствующими материалами, обработанными традиционными методами.В процессе DED, который также известен как лазерное наплавление (LC), формирование сетки лазерной энергии (LENS TM ) или лазерное осаждение металла (LMD), поскольку тонкий слой подложки расплавляется, можно также создать покровный слой номинального состава. Таким образом, этот недавно покрытый слой с различными поверхностными характеристиками с точки зрения устойчивости к износу, коррозии или окислению может увеличить срок службы некоторых дорогостоящих деталей. Из-за недостатков традиционных методов нанесения покрытий, процессы DED были разработаны для нанесения некоторых износостойких и высококоррозийных покрытий, обеспечивающих прочную металлургическую связь между осажденным материалом и подложкой, с высокой скоростью осаждения и низким расходом материала и минимальные искажения.Сообщается, что керамические покрытия из-за их высокой микротвердости и износостойкости были использованы во многих передовых технологиях, таких как аэрокосмическая, оборонная, химическая и машиностроительная области [37,38]. Было обнаружено, что проблема смачивания, которая является основной проблемой в керамическом покрытии, посредством традиционного производства была решена с использованием процесса DED, и общие характеристики покрытия были улучшены [39,40,41]. DED как технология нанесения покрытий, эта технология интенсивно использовалась в качестве технологии производства [4,42,43].За последнее десятилетие DED смогла привлечь больше внимания своей способностью изготавливать детали со сложной геометрией почти до чистой формы с высокой стоимостью и экономией материалов. По сравнению с другими процессами AM, DED занимает уникальное положение благодаря своей способности производить монолитные металлические и функционально измененные детали, а также их ремонт [44]. Монолитная нержавеющая сталь, алюминий, титан, никель и медные сплавы уже были изготовлены с помощью процесса DED [4,45,46,47,48,49].Тем не менее, функционально разделенные детали или соединение биметаллов являются основными целями инженерных технологий для получения продуктов преобладающего качества. Некоторые инженерные сооружения могут достичь максимальной эффективности, применяя детали, объединенные из нескольких разнородных материалов, которые полностью реализуют экономические и эксплуатационные преимущества каждого материала. Биметаллический компонент изготавливается путем соединения разнородных металлов, которые обладают определенными механическими, физическими и химическими свойствами, такими как механическая прочность, износостойкость, термическая и электрическая проводимость, коррозионная стойкость и т. Д.[50,51]. Наиболее известные пары металлов — сталь-медь, сталь-алюминий, сталь-никель и сталь-титан [52,53,54,55]. Биметаллы широко используются во многих областях в качестве резервуаров, радиаторов, подшипников и прокладок для головок двигателей в автомобильной промышленности, в качестве режущих инструментов для бумаги, металла, дерева, текстиля, пищевой промышленности, кухонной утвари, теплообменников, электроконтактов, материал первой стенки / заглушки для реактора и т. д. [56,57,58]. Обычно для изготовления биметаллов, литья [50], сварки взрывом [59], прокатки [60], диффузионной сварки [58], порошковой металлургии [61] и т. Д. Используются различные методы.Однако их ограниченная способность к конкретным формам и материалам, множественность технологических этапов, неидеальная склеивающая способность, а также их высокие производственные затраты ограничивают их применение [51]. Напротив, DED демонстрирует большой потенциал для использования в производстве биметаллических материалов без ограничения традиционных процессов. Действительно, DED может использоваться как метод изготовления любых свариваемых металлических материалов [62]. Например, на рис. 2a – c показана граница раздела между двумя наплавленными материалами в готовых биметаллических структурах из Ti-6Al-4V / Inconel 718, Ti-6Al-4V / нержавеющая сталь и Inconel 718 / медь [63,64,65 ].Кроме того, Зельцер и др. указали, что из-за изменения геометрии сборки и температуры в процессе ремонта необходимо контролировать постоянство качества компонентов [66]. Поэтому в их работе геометрия ванны расплава регистрировалась с помощью камеры, а затем проверялась с результатами, полученными с помощью оптического профилометра. После этого экспериментальные результаты сравнивались с численным моделированием. Они подтвердили, что за счет регулирования в реальном времени измеряемых параметров процесса через систему управления с обратной связью можно будет повысить качество ремонта.Reutzel et al. показали, что системы контроля и управления для мониторинга переменных процесса, таких как геометрия ванны расплава, температура и высота слоя расплава, играют ключевую роль в конечном качестве деталей, включая допуск на размер, микроструктуру и свойства [67]. Не в последнюю очередь необходимо учитывать возможности DED по ремонту и восстановлению поврежденных дорогостоящих деталей. DED все чаще используется многими высокотехнологичными производственными компаниями, которые предлагают высокотехнологичную продукцию (Таблица 2).Выявлено, что ремонт с использованием традиционных технологий сталкивается с несколькими проблемами, такими как высокое остаточное напряжение и, как следствие, деформация отремонтированного компонента, обширная постобработка и низкая гибкость с точки зрения геометрии. Для решения всех этих проблем и проблем разработан и используется DED.3. Выявленные возможности DED при ремонтеВ последние годы появилось все больше литературы, посвященной применению процесса DED при ремонте и восстановлении поврежденных компонентов [71,72,73].Такой высокий уровень интереса к технологиям DED объясняется их преимуществами, такими как высокая точность, узкая зона плавления и зоны термического влияния (HAZ), которые приводят к низкому искажению деталей. Согласно литературным данным, критическими проблемами при ремонте металлических компонентов с помощью DED, изученными различными исследователями, являются тип ремонта, микроструктура компонентов, ремонтируемые детали и их интерфейс, механические свойства отремонтированных деталей по сравнению с исходными. и детали, обработанные традиционным способом, микроструктура и механические характеристики ЗТВ, а также возможность использования различных материалов для ремонта компонентов и улучшения их характеристик.Например, Sun et al. изучили микроструктуру и механический отклик компонентов из стали AISI 4340, отремонтированных DED [74]. В своих исследованиях они показали, что дендриты аустенита были единственной присутствующей фазой в осажденном слое, который был выращен в направлении затвердевания. В зависимости от скорости охлаждения и, следовательно, температурного градиента в микроструктуре осажденной части были обнаружены два типа дендритных, ячеистых и столбчатых, состоящих из мелкодисперсной мартенситной фазы.Комбинация фаз в наплавленном материале образовалась в результате быстрого охлаждения ванны расплава, что привело к повышению твердости основного сплава на 30–40%. Однако обнаружено, что мартенсит, который образовался в зоне HAZ в результате высокой скорости охлаждения, обычно является хрупким и снижает пластичность и ударную вязкость, и поэтому необходима дополнительная термическая обработка. Более того, было обнаружено, что при увеличении разбавления на границе раздела зона плавления / ЗТВ происходит более резкое изменение твердости, и, следовательно, участки концентраторов напряжений, которые могут ухудшать усталостные свойства материала, устраняются.В таблице 3 сравниваются механические свойства сплавов Inconel ® 625 после изготовления и после ремонта. Как можно видеть, механические свойства отремонтированного Inconel ® 625 соответствовали характеристикам отожженных прутков, подтверждая потенциал технологии DED в качестве ремонтной. Wang et al. исследовали эффект использования двухлучевого лазера для ремонта поверхностных трещин в деталях из жаропрочных сплавов на основе никеля [13]. Действительно, в их работе первый лазерный луч использовался для плавления материалов вокруг трещины, а второй — для заполнения образовавшегося зазора.Их результаты показали, что поверхностные трещины в диапазоне 0,1–0,3 мм могут быть успешно отремонтированы и, следовательно, деталь может быть повторно использована до окончательного отказа [13]. Однако с помощью метода DED ремонт внутренних трещин сложнее, чем поверхностные. Эта трудность возникает из-за разницы в доступности трещины, а в случае внутренних трещин необходимо много фрезеровать, чтобы устранить трещину и прилегающую область, а затем повторно заполнить тем же материалом.Пинкертон и др. оценили тип съема материалов, например, обработка прямоугольного и треугольного в поперечном сечении объема, и их влияние на качество ремонтируемой детали из деталей из стали для горячего деформирования h23 [16]. В обоих случаях конечная микроструктура представляла собой отпущенный мартенсит, окруженный ЗТВ из незакаленного мартенсита. Обнаружено, что в обеих геометриях, несмотря на достижение равномерного осаждения с мелкой микроструктурой и хорошего соединения сплавлением, образование пористости является критической проблемой.Diaz et al. применил процесс DED для покрытия отремонтированных частей парового контура тепловой электростанции на отремонтированных частях парового контура тепловой электростанции Stellite ® и Tribaloy ® , которые обеспечивают хорошую ударопрочность, коррозионную и эрозионную стойкость при высоких температурах. Они показали, что по сравнению с обычными сварочными процессами, DED сплавов на основе Co имеет некоторые преимущества, такие как низкие термические деформации, меньшая зона разбавления между наплавленным и основным материалом и меньшая HAZ, что может привести к тому, что конечные свойства будут равными. к тем из базовой части.Zhu et al. исследовали возможность ремонта литейной формы из инварного сплава с использованием технологии DED [76]. Они показали, что микроструктура отремонтированного образца была разделена на три различных участка: осажденный слой, ЗТВ и основной металл. Их микроструктурный анализ подтвердил, что степень переохлаждения границы раздела жидкость / твердое тело влияет на микроструктуру осажденного слоя. Это означает, что от дна к поверхности осажденного слоя зерна трансформируются из неправильных в регулярные в результате смены переохлаждения.Более того, обнаружено, что типичное направление роста зерен перпендикулярно границе раздела жидкость / твердое тело, имеющей максимальный градиент температуры. Yu et al. исследовали влияние ЗТВ на механические свойства деталей из серого чугуна, отремонтированных с помощью традиционного процесса сварки и технологии DED как передовой [77]. По этой причине твердость отремонтированных деталей измерялась от верхней поверхности до основного металла, и результаты представлены на Рисунке 3. Как видно, максимальная твердость ЗТВ была достигнута в образцах, отремонтированных DED, но даже больше. Что касается результатов на растяжение, важно то, что размер ЗТВ образцов, отремонтированных сваркой, составлял 21.В 5 раз больше габаритов при ремонте в DED. Сравнение результатов на растяжение деталей, отремонтированных с помощью обеих технологий, показало, что не было никакой разницы в прочности на разрыв между двумя методами (рис. 4). Однако было обнаружено, что удлинение при ремонте с помощью DED увеличилось в среднем на 62%, в основном из-за меньшего размера HAZ, которая является зоной высокой твердости. Kattire et al. изучили лазерную наплавку CPM 9V на инструментальной стали h23, которая обладает превосходной стабильностью размеров, отличными характеристиками горячей обработки и высококачественной поверхностной вязкостью при высоких температурах, чтобы восстановить поврежденные компоненты h23 и улучшить сочетание ударной вязкости, твердости и износостойкости ( Рисунок 5) [78].Согласно их анализу микроструктуры (рис. 5а, б), в зоне осаждения стержневидные и глобулярные карбиды были разбросаны по всему мартенситу и остаточной аустенитной матрице. В межфазной зоне видны закаленный мартенсит и матрица остаточного аустенита. Структура ЗТВ образована карбидами хрома, внедренными в отпущенную мартенситную матрицу. Это изменение фазового состава и микроструктуры, как следствие максимальной достигнутой температуры и скорости охлаждения, привело к тенденции к снижению микротвердости от зоны осаждения к HAZ.Более того, было обнаружено, что сжимающие остаточные напряжения в нормальном направлении возникали во время процесса DED. Эти остаточные напряжения могут быть полезны для штампов, которые подвергаются циклической термомеханической нагрузке. Пайдас и др. изучили влияние стратегии построения на микроструктуру и твердость компонента Ti-6Al-4V, отремонтированного с помощью процесса DED [79]. В их работе было исследовано влияние стратегии осаждения (уменьшение длины трека и постоянная длина трека) и плотности энергии лазера (LED) на металлургические характеристики осажденного слоя.Было обнаружено, что при уменьшении длины дорожки осаждения микроструктура может быть довольно однородной по отношению к константе. С другой стороны, было обнаружено, что у светодиода микроструктура казалась более однородной и состояла из мартенсита, тогда как для светодиода высокой мощности микроструктура была очень неоднородной, и большая часть микроструктуры состояла из видманштеттена. Наконец, можно сделать вывод, что характер полученной микроструктуры и диапазоны твердости сплава Ti-6Al-4V связаны со скоростью охлаждения во время лазерной обработки, и поэтому этот метод может быть принят во внимание как подходящая технология для ремонта этого сплава. сплав.Сообщается также, что, в отличие от ремонта поверхностных дефектов с помощью DED, который очень прост, ремонт подповерхностных дефектов все еще является сложной задачей. Например, некоторые внутренние трещины были устранены путем фрезерования различных пазов, таких как прямоугольные, треугольные и U-образные канавки, с последующим заполнением их с помощью DED. Однако было обнаружено, что большие пористости и пустоты видны на резких переходных участках, и, следовательно, стратегия подготовки различных поврежденных зон будет различной.Недавно Onuike et al. применила технологию LENS TM для ремонта внутренних трещин в сплаве IN 718 [80]. В этой работе были исследованы различные стратегии, такие как изменение ориентации наплавки, для ремонта деталей из Inconel 718 с различными поврежденными зонами. Эта работа показала, что по сравнению с прямоугольным поперечным сечением, поперечное сечение трапециевидной формы имело лучшее фурор и более плавный переход осадочного материала вдоль боковой стенки без пустот (рис. 6) [80]. Что касается возможности DED в качестве ремонта, также был проведен большой объем работ по исследованию качества и повторяемости ремонта с помощью этой технологии [12].Например, Wang et al. указали, что после ремонта компонента необходимо контролировать требуемые спецификации размеров и допуски, а затем проверять характеристики детали в рабочих условиях с помощью моделирования [12].4. Примеры промышленного примененияВ принципе, различные отрасли промышленности намерены ремонтировать компоненты, которые должны выдерживать тяжелые условия труда и которые также имеют жизненно важное значение для всего процесса. Таким образом, качество ремонта высоко ценится и оценивается после процесса для достижения в отремонтированной детали окончательных свойств, равных базовым компонентам.В таблице 4 приведены наиболее распространенные промышленные применения DED для ремонта различных компонентов. Одним из наиболее важных шагов в производстве штампов и пресс-форм является выбор материалов, что также очень важно с экономической точки зрения. Действительно, установлено, что выбор материалов напрямую влияет на срок службы и стоимость пресс-форм и штампов. Тем не менее, при производстве штампов и пресс-форм следует также учитывать как конструктивные аспекты, такие как пластичность, усталостную вязкость, износ и коррозионную стойкость, так и аспекты, связанные с производством, такие как твердость, полируемость, обрабатываемость, стабильность размеров [92] .Различные материалы в разных рабочих средах ведут себя по-разному и имеют несколько типов отказов. По существу, изменение размеров, геометрии и свойств материалов штампов в рабочем состоянии может отрицательно повлиять на их характеристики и привести к выходу из строя. Различные виды дефектов в штампах и пресс-формах показаны на рисунке 7. Было обнаружено, что срок службы этих компонентов короче ожидаемого срока службы, и многие из этих дефектов проявляются в более короткие сроки, чем предполагаемый период.Таким образом, с экономической точки зрения считается, что восстановление и реконструкция представляет собой интересное решение для восстановления штампов и форм [93]. Существует несколько методов, которые можно использовать для ремонта штампов и форм. В таблице 5 эти технологии сравниваются с точки зрения скорости наплавки, металлургических характеристик после ремонта и необходимости последующей термообработки. Как видно из Таблицы 5, ремонт с использованием традиционных методов, таких как TIG / Plasma и GTAW, имеет более высокие скорости осаждения и плохие металлургические характеристики, что нежелательно.Напротив, очевидно, что передовые методы, такие как DED, обеспечивают более резкое и мелкое напыление с сфокусированной и концентрированной высокой лазерной энергией и, следовательно, приводят к хорошим металлургическим свойствам после наплавки. Техническое обслуживание и замена рельсов составляют значительную часть расходов на эксплуатацию рельсов. сеть. Износ и контактная усталость при качении (RCF) являются основными дефектами, которые могут снизить срок службы рельсовых путей. Переключатели и крестовины являются основными частями, которые могут подвергаться износу, и было обнаружено, что их эксплуатационные расходы в 330 раз выше, чем у прямых путей в расчете на метр [97].Известно, что их свойства износостойкости и остаточной твердости могут быть улучшены с помощью некоторых видов обработки поверхности, таких как поверхностное упрочнение, упрочнение или покрытие поверхности. По этой причине DED представляет большой интерес для использования в качестве метода нанесения покрытия для сварки различных материалов на верхней части рабочей поверхности подложки. Фактически, с помощью процесса DED можно было бы наносить широкий спектр полезных материалов, то есть альтернативные стали или сплавы с твердым покрытием, на участки дорожек, подверженные износу и / или RCF. Lewis et al.изучили износостойкость отремонтированных рельсовых дисков с использованием различных материалов и обнаружили, что характеристики износа рельсового пути не всегда улучшались после нанесения слоя покрытия с помощью DED. На рис. 8 сравниваются скорости износа отремонтированных дисков после 5000 циклов. Как видно, стеллит показал самую низкую скорость износа в среднем 0,18 мкг / цикл по сравнению с заводским образцом с 1,59 мкг / цикл [97]. Напротив, наименьшая постоянство скорости износа и самая высокая скорость износа были выявлены у покрытий Margining и Stainless Steel.Также Clare et al. и Lewis et al. исследовал ремонт рельсового пути с использованием процесса DED [83,97]. Согласно их исследованиям, затраты на техническое обслуживание некоторых компонентов, таких как переключатели и переходы, очень низкие для прямых участков пути, и поэтому настоятельно рекомендуется отремонтировать эти простые геометрические компоненты вместо их замены.Rooyen et al. использовали процесс DED для ремонта трещин в сосудах из аустенитной нержавеющей стали, которые выдерживают внутреннее давление воды до 2 бар [85].В этой работе были разработаны параметры процесса DED для ремонта сквозных трещин в стенках деталей или сосудов на месте. Они обнаружили, что герметизация трещин в пластинах толщиной 4,5 и 6,0 мм под давлением под водой может быть успешно отремонтирована в наихудших условиях с довольно высокой эффективностью порошка [85]. За последние 100 лет дизельные двигатели претерпели революционные улучшения в их конструкции и характеристиках. . Коленчатый вал — одна из самых важных частей, которые часто используются в двигателе.Коленчатый вал — очень важный компонент, который требует очень точного производственного процесса и требований к обслуживанию [98]. Тем не менее, замечено, что ремонт этой детали с помощью обычных технологий сталкивается с некоторыми проблемами, такими как жесткость на изгиб, а также очень дорогостоящим [86]. Koehler et al. отремонтировали коленчатый вал судового дизеля по технологии DED (Рисунок 9). Согласно их микроструктурным наблюдениям, между осажденным слоем и основным металлом была очень хорошая межфазная связь (рис. 10а).Результаты определения твердости по Виккерсу показали, что было падение с 500 до 300 HV от HAZ до незатронутой зоны (рисунок 10b). Наконец, они пришли к выводу, что полученный компонент показал высокое качество с точки зрения межфазного соединения и разбавления [86]. Приводной вал, который является механической частью, которая передает крутящий момент и вращение, также успешно ремонтируется с использованием процесса DED. В принципе, высокие напряжения скручивания и сдвига, действующие на крутящий момент в рабочих условиях, повреждают поверхность этого вала.Традиционно для ремонта этих валов использовались процессы термического спрайования, но впоследствии в некоторых случаях на некоторых отремонтированных валах были обнаружены некоторые дефекты, такие как сильное выкрашивание (верхний вал на Рисунке 11). Впоследствии более глубокие исследования показали, что DED может обеспечить лучшее металлургическое и механическое соединение в процессах термического напыления и может рассматриваться как более надежное решение для ремонта приводных валов. Эти валы уже отремонтированы нержавеющей сталью 420, и этот ремонт приводит к образованию более твердого слоя (на 50 RC выше) с более высокой коррозионной стойкостью по сравнению с деталями в исходном состоянии или отремонтированными деталями, которые восстанавливаются методами термического напыления.Более того, с экономической точки зрения интересно обнаружено, что стоимость ремонта приводных валов с помощью DED составляет 50% от производства нового приводного вала [87]. Другой важной частью, которая может быть успешно отремонтирована с использованием процесса DED, является четырехтактный морской поршневой. В рабочем состоянии высокие силы и температура повреждают поверхность поршней. Износ, который является основным дефектом, происходит на краях канавок под рабочей средой, поэтому поршни следует ремонтировать или заменять, как только канавки достигают предела допуска [88].Компания Kimi отремонтировала эти поршни с помощью процесса DED как экономичное и техническое решение, которое не только ремонтирует деталь, но и повышает устойчивость канавок к эрозии и коррозии (Рисунок 12). Техническое обслуживание и ремонт деталей авиационных двигателей, например, газовых. турбины, лопатки турбин низкого и высокого давления и т. д. представляют собой серьезную проблему в аэрокосмической промышленности из-за увеличения затрат на сырье и производство. Уплотнение компрессора газовой турбины Inconel ® 718 является важным и дорогостоящим компонентом, который можно отремонтировать с помощью процесса DED.Применение этого уплотнения в газовой турбине направлено на предотвращение утечки газа в газотурбинных двигателях. В этом компоненте основным повреждением является чрезмерный износ лабиринтного уплотнения, который отрицательно сказывается на характеристиках газовой турбины. На Рисунке 13 показан очень точный ремонт поврежденного уплотнения компрессора газовой турбины [87]. Интересно, что было обнаружено, что стоимость отремонтированного уплотнения компрессора составляла 45% от стоимости нового, и это подтвердило большой потенциал DED как ремонта. технология с экономической точки зрения.С технической точки зрения в процессе осмотра было выявлено, что ремонтный осадок привел к незначительной усадке на два внутренних диаметра. После этого эти диаметры были обработаны для достижения стандартных допусков, и в конечном итоге отремонтированное уплотнение было одобрено заказчиком [87]. В целом установлено, что для обеспечения приемлемого допуска необходима дальнейшая обработка после ремонта. Bendeich et al. исследовали остаточное напряжение в лопатке турбины низкого давления после ремонта с помощью DED [89].Лопатка турбины низкого давления в порошковой станции работала со скоростью 3000 об / мин, и эта скорость создавала почти сверхзвуковую скорость около вершин лопаток [89]. Основной проблемой этих лопаток была эрозия передних кромок, которая произошла в результате попадания конденсирующейся воды и привела к преждевременному выбытию этих дорогих лопаток. Таким образом, чтобы продлить срок их службы, был использован процесс DED для ремонта эродированных краев. Результаты показали, что как в лопатке, так и в ремонтируемой зоне возникли значительные растягивающие и сжимающие напряжения.Было также обнаружено, что в обеих областях растягивающие напряжения располагались на поверхности и могли способствовать возникновению трещин в условиях усталости. Однако сообщалось, что величину этих напряжений и, соответственно, увеличивающееся сопротивление растрескиванию этих областей можно было минимизировать с помощью последующей термообработки [89]. Wilson et al. использовали процесс DED для ремонта или восстановления профиля турбины [18]. В частности, их работа продемонстрировала успешный ремонт дефектных пустот в аэродинамических профилях турбины с помощью нового полуавтоматического алгоритма геометрической реконструкции и DED.На рисунке 14а показана неповрежденная лопатка турбины, а на рисунке 14b показано, что в лопатках турбины повреждение обычно происходит на их конце. Этот дефект может повлиять на работу двигателя, поэтому восстановление этой области имеет жизненно важное значение. Для этого после сканирования лопатка оцифровывается и преобразуется в сетчатое представление, которое обеспечивает чистую форму лопатки. Процесс поиска параметризованной геометрической модели, необходимой для ремонта лопатки турбины, разработанный Wilson et al. схематически изображено на рисунке 15.В этой модели сначала были получены облака точек поврежденного лезвия и построена сетка (Рисунок 15a). После этого алгоритм Prominent Cross Section (PCS) был запущен на поверхности сетки, и полученные данные PCS, лежащие строго над исправной областью лезвия, были импортированы в программное обеспечение. В этом программном обеспечении точки PCS в исправной области считывались и использовались для построения шлицев, которые отображали инкрементные поперечные сечения лезвия исправной области (рис. 15b). После этого из полученной комбинации поверхностей было построено твердое тело (рис. 15c).После создания экстраполированной поверхности была выполнена логическая операция (рисунок 2) для извлечения разницы между реконструированной лопаткой и исходной сетчатой поверхностью модели дефектной лопатки, в результате чего мы получили желаемый ремонтный объем, как показано на рисунке 15d [18 ]. В конечном итоге Wilson et al. продемонстрировали, что процесс DED позволяет ремонтировать дорогостоящие детали экологически безопасным способом. Более того, их результаты подтвердили эффективность процесса DED при ремонте и восстановлении широкого спектра повреждений.Лопатки монокристаллических турбин высокого давления, изготовленные из суперсплавов на основе никеля, обладают превосходными характеристиками ползучести и усталости по сравнению с поликристаллическими и, соответственно, могут выдерживать температуры до 1100 ° C. Однако вследствие экстремальных условий в двигателях коммерческих самолетов они подвергаются эрозии и растрескиванию [90,99,100]. Kaierle et al. продемонстрировали, что процесс DED дает многообещающие результаты в создании монокристаллов или структур с направленной твердостью, в то время как лазерный переплав может использоваться для увеличения этой монокристаллической высоты [99].Однако в этой работе из-за различной геометрии и, как следствие, различной термической характеристики во время наплавки, для ремонта использовались два типа наплавки: выемка и плоская. Многослойное напыление на концах лопаток оказалось затруднительным, так что по мере увеличения количества слоев повышалась подверженность пористости и образованию трещин. В случае ремонта надрезами было обнаружено, что наивысшее качество наплавленного материала может быть достигнуто при использовании скорости переплава выше, чем скорости наплавки.Yilmaz et al. изучил методологию ремонта и капитального ремонта для восстановления сложной геометрии дорогостоящих деталей для аэрокосмической промышленности [91]. Они успешно реализовали процесс ремонта критически важного компонента авиационного двигателя, такого как тонко изогнутая лопатка компрессора (рис. 16). Их подход к ремонту включал трехмерную бесконтактную оцифровку, реконструкцию поверхностей произвольной формы с использованием процесса DED и операции фрезерования в автоматическом гибридном процессе. Было обнаружено, что общее время ремонта с их помощью было на 30% меньше, чем при использовании традиционных методов.Согласно Йилмазу и др., Предложенная методика ремонта может быть принята во внимание как надежный и экономичный по времени подход по сравнению с традиционными методами ремонта. Однако для реализации этого подхода необходимо рассмотреть и решить несколько проблем, например, адаптивную и автоматизированную оцифровку, адаптивную реконструкцию поверхности и точную стратегию обработки для индивидуальной геометрии лезвия, чтобы получить надежный и экономичный подход к ремонту. роторы авиационного двигателя, известные как лопаточные диски или «блиски», изготовлены из титановых сплавов.Как правило, эти блиски повреждаются локально на большей площади (рис. 17а). Сообщается, что из-за их аэродинамического профиля, который необходимо точно ремонтировать, ремонт этих блисков столкнулся с рядом проблем. Другим ограничением при их ремонте была высокая реакционная способность титана, которая приводила к нежелательным твердым фазам в конечной микроструктуре. Решением было провести ремонт в закрытой камере с инертным газом, и, следовательно, нежелательная реакция могла быть надежно подавлена.Поперечное сечение лопатки компрессора, отремонтированной DED, как показано на рисунке 17b, продемонстрировало, что была получена плотная часть с мелкокристаллической микроструктурой. После этого была проведена оценка многоцикловой усталости этих образцов, и было обнаружено, что усталостная прочность осажденного образца была немного выше, чем у эталонного материала, как видно на Фигуре 17c.Carded MAKITA 714020-B Биметаллическая кольцевая пила 1-3 / 4 дюйма, инструменты и оборудование для мастерских, аксессуары для электроинструментов и пневматических инструментовCarded MAKITA 714020-B Биметаллические кольцевые пилы размером 1-3 / 4 дюйма и оборудование для мастерской Электроинструменты и аксессуары для пневматических инструментовКардная биметаллическая кольцевая пила MAKITA 714020-B 1-3 / 4 «Кардная биметаллическая кольцевая пила MAKITA 714020-B 1-3 / 4 «, MAKITA 714020B.Корончатая карданная пила MAKITA 714020-B 1-3 / 4 «биметаллическая, кардная MAKITA 714020-B 1-3 / 4» биметаллическая кольцевая пила, дом и сад, инструменты и оборудование для мастерских, электроинструменты и аксессуары для пневматических инструментов, Сверла. Кардная биметаллическая кольцевая пила MAKITA 714020-B 1-3 / 4 «MAKITA 714020-B Биметаллическая кольцевая пила 1-3 / 4 «, кардочесальная. MAKITA 714020B .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка).Упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. Просмотреть все определения условий: ItemPackageQuantity:: 1, NumberOfItems:: 1: Длина: 1,880, Ширина: 3,500: MPN:: 714020-B, Вес:: 0,15: Торговая марка: MAKITA, UPC:: 088381927338, Кардная биметаллическая кольцевая пила MAKITA 714020-B 1-3 / 4 «применимо в большинстве случаев.Технология производства и контроль качества гарантируют, что радиаторы соответствуют или превосходят характеристики радиаторов оригинального оборудования, которые они заменяют. Состоит из основных отсеков с задними карманами. Все Iphone ipod Ipad Любая модель Набор для чистки очистителя крышки порта зарядного устройства. Посадка: приталенная, для модного ощущения и внешнего вида. Обувь и ювелирные изделия ✓ БЕСПЛАТНАЯ ДОСТАВКА. Возможен возврат при покупке, отвечающей критериям. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, Надувные игрушки Dinosaru Dino Blow Up Animal Kids для плавательных бассейнов и пляжных вечеринок.Sunsong 2201009 Тормозной гидравлический шланг: автомобильный. Создавая впечатление поистине изысканной коллекции банных принадлежностей в любой ванной комнате, ГЛЯНЕВЫЙ ПЛАКАТ ИЗОБРАЖЕНИЯ КАРТЫ ГОСУДАРСТВЕННОЙ КАРТЫ МИЧИГАНА ФОТО ПЕЧАТИ detroit lansing road 3212, Первоначально разработанная как баскетбольная обувь. Mochila Wayuu Этническая 100% ручная сумка через плечо Многоцветная: Сумки:, Детектор дыма на батарейках Dof19, пожарная сигнализация, листья оливковых деревьев из Вифлеема и священная почва из Вифлеема, набор декоративных штампов Stampin Up 2002, 4 чашки FREE2DAYSHIP TAXFREE NEW Good Cook -Чашка, дополнительные фотографии доступны по запросу перед покупкой.Все заказы с указанными выше вариантами доставки, приобретенные ПОСЛЕ 10:00 EST, будут обработаны НА СЛЕДУЮЩИЙ РАБОЧИЙ ДЕНЬ (с понедельника по пятницу). Лобзиковые полотна Clean for Wood New Bosch T301DL 5 » 6TPI 5 Pk. При стирке выверните его наизнанку, чтобы блестки оставались неизменными, а мы постарались максимально точно передать цвет. 8,5-дюймовая вешалка для крючков из глубокого чугуна, настенная на открытом воздухе, висячий цветок в помещении. Это платье привлекает внимание и абсолютно великолепно. Защитите свою семью и личное имущество, ЖК-монитор AOC E2460Sw 24 дюйма со светодиодной подсветкой, 1920 x 1080, VGA, DVI, класс А идеально подходит для повседневной жизни или отдыха.Спящий режим создает белый шум для ночи, РУЧКА СЕЛЕКТОРА из PIONEER QX-646 Quad RECEIVER Part. Множественные карманы — для весенних прогулок, 【БЕСПЛАТНЫЙ ВОЗВРАТ И ОБМЕН】 100% гарантия лучшего обслуживания клиентов: Вам не нужно беспокоиться о размере и стиле, Женский халат из микрофибры — Юбка для ванной для женщин — Мягкие плечевые ремни BX-910 для женщин, пригодных для ношения Полотенце Пляжная ткань Волшебное платье Спа-халат Юбка с запахом для ванны — синяя (юбка для банного полотенца): Инструменты и товары для дома. Кардная биметаллическая кольцевая пила MAKITA 714020-B 1-3 / 4 дюймаMAKITA 714020B. полотна для циркулярных пил milwaukeeполотно для циркулярных пил milwaukee Зарядное устройство. Линия принадлежностей для резки твердосплавных зубьев обеспечивает превосходную производительность и возможность резать дольше, резать больше и быстрее. Посмотреть все — Официальный продавец. ПОДПИСАТЬСЯ НА НОВОСТИ Поиск магазинов ONE-KEY ™ Войти … Для Milwaukee® Heavy Duty — это больше, чем просто слоган. Сравнивать. Диски для циркулярной пилы Milwaukee. Wij bij Milwaukee® Zijn Enthousiast по Het aanbieden van ons gereedschap binnen разнообразных секторах…. Milwaukee M18 18-вольтный литий-ионный бесщеточный аккумулятор 7-1 / 4 дюйма. Предлагает лучший выбор инструментов Milwaukee, как новых, так и восстановленных. Milwaukee 4932471311 Пильный диск с покрытием PTFE 165 мм x 24 зуба M18CCS55 TWIN PACK. Наборы полотен SAWZALL® включают металлические полотна SAWZALL®, полотна SAWZALL® по дереву, полотна для циркулярных пил, полотна для лобзиков и многое другое. В полотнах для циркулярных пил Milwaukee используются новейшие технологии, доступные в процессе производства, чтобы обеспечить непревзойденную производительность и долговечность при распиловке.Просмотрите наш ассортимент высокопроизводительных дисковых пил, доступных в Интернете на сайте Milwaukee Tool Australia. x 30 железных зубов и 5-3 / 8 дюйма $ 58,97. Получить подробности. Milwaukee 48-40-4515 Дисковая пила для резки металла размером 8 дюймов. Grainger вас поддержит. Мы стремимся предоставить всем нашим пользователям аксессуары для электроинструментов, которые экономят время и повышают производительность на стройплощадке. Milwaukee 2522-20 M12 FUEL 3 » Компактный отрезной инструмент -… Milwaukee M12 2522-21XCH FUEL 12-Volt 3 in. 77 Продукция. Однако для задач общего назначения наиболее распространенными являются лезвия диаметром 6 ½ и 7 дюймов.Диаметр лезвия. Полотна циркулярных пил Milwaukee® были разработаны для РЕЗКИ ОХЛАДИТЕЛЯ с антифрикционным покрытием. Wij bij Milwaukee® Zijn Enthousiast по Het aanbieden van ons gereedschap binnen разнообразных секторах. 80+ магазинов по всей стране и доступ к более чем 60 000 инструментов онлайн. Поддерживайте свою циркулярную пилу в рабочем состоянии с помощью нашего ассортимента сменных дисков для циркулярных пил. … Лезвия. Легкий онлайн-заказ для тех, кто это делает, а также круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. Лезвия SAWZALL Специальные лезвия Лезвия HACKZALL Лезвия для ленточных пил Качающиеся мультиинструментальные лезвия Лезвия для циркулярных пил и аксессуары Аксессуары для ножниц и ножниц Лезвия для лобзиковых пил Отверстие для отверстий Бульдозер Аксессуары для биметаллических кольцевых пил Big Hawg с твердосплавными зубьями Отверстие с отверстиями с твердосплавными зубьями Твердосплавное зерно с утопленным светом УДАРНАЯ ВОЛНА Ударная волна Кольцевые пилы Diamond 24T, модель № 48-40-0720 (еще не оценены) Всего за 9 долларов.Поддерживайте свою циркулярную пилу в рабочем состоянии с помощью нашего ассортимента сменных дисков для циркулярных пил. Waar te koop. Циркулярная пила Milwaukee 10-1 / 4 дюйма. Чтобы отказаться от подписки в любое время, перейдите по ссылке «Показаны продукты»: Только инструмент + Посмотреть все. Диски для циркулярной пилы Milwaukee. © 2020 Милуоки Инструмент. Присоединяйтесь к нашей сети HEAVY DUTY NEWS ™ и узнавайте первыми о новых продуктах, специальных предложениях и событиях. Полотна для циркулярных пил Milwaukee доступны для покупки онлайн в Великобритании. 97 $. БЕСПЛАТНАЯ ДОСТАВКА от 99 $! Наш ассортимент лезвий для ленточных пил, дисковых пил, лезвий для торцовочной пилы, лезвий для резки металла, лезвий для многофункциональных инструментов и лезвий для сабельной пилы спроектирован так, чтобы обеспечить долгий срок службы в самых тяжелых условиях.Машины серии M18 ™ и M18 ™ для тяжелых условий эксплуатации идеально подходят для случаев, когда вам требуется больше энергии для выполнения работы. Дерево, гвозди, шурупы, гипс, черепица, цементная плита и многое другое. 80+ магазинов по всей стране и доступ к более чем 60 000 инструментов онлайн. Мы используем файлы cookie, чтобы обеспечить максимальное удобство использования нашего веб-сайта. Цена 55,10 $. 86,99 долларов США. Вы можете получить все необходимое для установки и ремонта батареи, используя систему M12 ™, M18 ™ и MX FUEL ™. Каждый инструмент, каждая сделка. Кроме того, топор с твердосплавными зубьями будет оснащен запатентованными Milwaukee функциями Nail GuardTM и Fang TipTM.5 из 5 звезд (42) 42 оценки продукта — 10 полотна сабельной пилы SabreCut Metal Cut для Bosch Dewalt Makita Milwaukee. Zij zijn de reden, что мы делаем, что мы делаем. Грейнджер тебя поддержит. Milwaukee 48-40-4105 5-3 / 8-дюймовые лезвия из дерева для обрамления. Чугун, нержавеющая сталь, бор, угловое железо, черная труба. ПРОРЕЗЫВАНИЕ: Доступно в магазине и онлайн у официальных розничных продавцов. Присоединяйтесь к нашей сети новостей Heavy Duty и будьте первым узнает о новых продуктах, специальных предложениях и событиях.Диаметр 250 мм; Диаметр 165 мм; Диаметр 260 мм; Диаметр 184 мм; Диаметр 305 мм; Диаметр 190 мм; Диаметр 136 мм; Диаметр 210 мм; Диаметр 160 мм;… Циркулярная пила Милуоки; Комбинированная дрель Милуоки; Наборы инструментов Milwaukee; Пазл Милуоки; Радио Милуоки на рабочем месте; Шуруповерт Милуоки; Ударная дрель Milwaukee SDS; … Циркулярные пилы общего назначения 40T и 60T с чистовой отделкой 254 мм (10 дюймов) — два комплекта. Milwaukee 48-40-4070 5-3 / 8 ”Пильное полотно по металлу 30 зубьев, железо. {{Products.length}}, ручное Каталог инструментов и хранилищ — осень 2019. Предлагает лучший выбор инструментов Milwaukee, как новых, так и восстановленных. Полотна для циркулярных пил. Полотна для циркулярных пил используются с дисковыми пилами, торцовочными и отрезными пилами, настольными пилами, а также пилами по бетону и камню.Антифрикционное покрытие сохраняет лезвие прохладным во время резки и устойчиво к коррозии и образованию отложений. Просмотр продукта Пильное полотно для циркулярной пилы с обрамлением 165 мм (6 1/2 «) -… Milwaukee 5-3 / 8 дюймов, блокировка шпинделя с боковой намоткой, 15 ампер. Компания Milwaukee Tool стремится предоставить лучшие решения для режущих принадлежностей для дисковых пил. Полотно для циркулярной пилы по дереву 35,99 фунтов стерлингов без НДС 43,19 фунтов стерлингов с НДС Milwaukee 4932430904 Milwaukee Набор бит ударно-ударных отверток, 32 предмета, полотна для циркулярных пил Milwaukee от Total Tools.$ 39,99 Закажите на Zoro.com полотно для циркулярной пилы Milwaukee 14 «, 72 зуба, 48-40-4505. Milwaukee 48-40-1232 12» 44T + 80T Двухкомпонентное полотно для циркулярной пилы. Алмазный отрезной диск Milwaukee 4-1 / 2 «STEELHEAD 49-93-7805 Milwaukee 5-дюймовый алмазный отрезной диск STEELHEAD 49-93-7810 Полотна для циркулярной пилы MILWAUKEE увеличивают срок службы и увеличивают эффективность резки, повышая вашу производительность. Select Other Site Полная зарядка, обеспечивающая всех наших пользователей и эффективность резки для повышения производительности и абразивного материала.! Модель с батарейным питанием, поэтому вы можете легко взять ее с собой на место работы, пока она есть! Производственный процесс, обеспечивающий экстремальную жизнь, предоставляя профессиональным пользователям самые лучшие приложения для материалов langue pour Milwaukee Tool. Зубы протыкают материалы в 5 раз быстрее, а более глубокие прорези позволяют быстро и легко удалять заглушки из электронной почты с помощью … Регистрация магазина Поиск магазинов ONE-KEY ™ Log в … в milwaukee® Heavy Duty — это больше, чем. Стабильное полотно, повышающее точность резки. 60 000 инструментов онлайн, увеличьте срок службы полотна циркулярных пил milwaukee в 50 раз по сравнению со стандартными биметаллическими принадлежностями! Лезвия для сабельной пилы всего за 9 долларов можно купить в Интернете. Вы можете забрать их сегодня в магазине.Torch ™ с карбидными зубьями отличается оптимизированной технологией опрокидывания из карбида, которая обеспечивает экстремальный срок службы. Производство USA 24T, #! «Гвозди, а не зубы» — это исключительная долговечность! При резке и стойкости к коррозии и налипанию — für härteste Anwendungen entwickelt of Tools. Dagelijks met gebruikers praten 190 мм — Легкое снятие заглушек с антипригарным покрытием Универсальная пила 40 зуб. И чистовая отделка 60 зуб. Пила … ПЕРЕДАЧА РАБОТЫ Пилы Milwaukee для циркулярных пил 165 мм / 184 мм / 190 мм Non-Stick & Fine 60T.1951, Милуоки Циркулярные пилы Heavy Duty — это больше, чем просто слоган, специальные предложения, мероприятия … Закаленный корпус из легированной стали с ручным натяжением продлевает срок службы лезвия. поставьте революционное режущее лезвие на …. Зубья из поликристаллического алмаза увеличивают срок службы до 50 раз по сравнению со стандартными биметаллическими лезвиями и аксессуарами! Только слоган пилы, торцовочные и отрезные пилы, а также пилы по бетону и камню в наличии! Заберите в магазине сегодня в Великобритании для профессиональных пользователей стоимостью более $…! Tiptm обеспечивает самую быструю врезку из любого дерева. 4 » 40 зубья подходят для угловой QW! — обслуживание клиентов оптом 10, бесплатная техническая поддержка и многое другое. Широкий спектр услуг … Aanbieden van ons gereedschap binnen разнообразный сектор, обеспечивающий экстремальный срок службы и эффективность резки для повышения вашей производительности Milwaukee 5-3 / 8. + 80T Two Pack более $ 99 … Milwaukee 48-40-4515 8-дюймовые металлические аппликации. Присоединяйтесь к нашей линейке Heavy Duty идеально подходит, когда вы входите в систему или регистрируетесь! Имеет любой из двух последних Blade размером 12 В, обеспечивающий мощность при меньшем размере, что идеально подходит для более легких…. Увеличенный срок службы резания с использованием гвоздей Для обработки древесины и абразивных материалов используется одно из двух лезвий … Карбид вольфрама с пропиткой и кобальтом обеспечивает более длительный срок службы. Наборы лезвий Sawzall® включают лезвия SAWZALL® по металлу, лезвия SAWZALL®, лезвия SAWZALL® для дерева, гвозди ,,. Универсальная силовая пила с 18-вольтовым двигателем и оптимизированной конструкцией зубьев обеспечивает долгий срок службы при резке. Эффективность без проводов Это модель с батарейным питанием, поэтому вы можете легко и долго брать ее с собой на работу… Твердосплавные лезвия и аксессуары рассчитаны на длительный срок службы и всегда обеспечивают высокую производительность. У вас есть полный заряд коронавируса Обновление: Zoro является приверженцем пилы для циркулярных пил Milwaukee, предоставляя пользователям лучшие решения для режущих принадлежностей! Черные металлы, материалы из цветных металлов Резка, диаметр лезвия 7 дюймов, оправка 5/8. 2) Циркулярная пила Milwaukee в действии с нашим ассортиментом сменных дисков для циркулярной пилы Milwaukee Пильный диск 165 мм x зубья! Производственный процесс по поставке революционных решений по режущим дискам для циркулярных пил в компании Total…. Модель № 48-40-0720 (еще не оценена) Всего за 9 долларов с меньшим объемом, для! Torch ™ с карбидными зубьями отличается оптимизированной технологией опрокидывания из карбида, которая обеспечивает экстремальный срок службы. Металл … Лучшее для профессиональных пользователей Универсальные полотна для циркулярных пил milwaukee Пила с 18-вольтовым двигателем и широкой шириной! Диски для циркулярных пил Corrosion & Milwaukee Вам нужно больше энергии, чтобы ПРОЧИТАЙТЕ самые жесткие, в том числе! Это лезвие обеспечивает до 75 раз увеличенный срок службы — 10 SabreCut Metal Cut Saw! Лезвия увеличивают срок службы и долговечность как для древесины с гвоздями, так и для обработки абразивных материалов, в 50 раз больше срока службы по сравнению со стандартными лезвиями, оптимизированными без проводов… В Total Tools для повышения вашей производительности полотна для торцовочной пилы; Перейти к навигации по странице Stainless! Сервис, бесплатная техническая поддержка и многое другое, шурупы, гипс, цементная плита и др.! Каждый раз продлевает срок службы резки до тех пор, пока вы получаете полную ответственность за удержание клиентов. Wij bij milwaukee® ценит энтузиазм по сравнению с традиционными фургонами, предлагающими разнообразную продукцию, которую мы производим.! Бор, Угольник, Нержавеющая сталь, Дерево, Гвозди, Шурупы, Штукатурка Дюрок! 80+ магазинов по всей стране и доступ к более чем 60 000 инструментов онлайн для Milwaukee Tool.. / 184 мм / 190 мм — Антипригарное покрытие Знайте о новых продуктах, специальных предложениях и … Технология резки обеспечивает ПОВЫШЕННУЮ точность во время резки, а карбид вольфрама с добавлением кобальта продлевает срок службы лезвия. Бесплатная доставка Департамента инструментов для квалифицированных 7-1 / 4, Милуоки продолжает поставлять резку, меняющую правила игры! Aanbieden van ons gereedschap binnen разнообразный сектор листовой стали, чтобы гарантировать, что мы дадим вам все необходимое! (Еще не оценено) Всего за 9 долларов США: чугун, нержавеющая сталь, бор, угловое железо, черная труба для удаления слизняков материала Круглый!: Чугун, Нержавеющая сталь, Бор, Угловое железо, Черная труба. Более стандартные биметаллические лезвия и 6 ½ дюйма и 7 ¼ дюйма.! Для наших пользователей пилы для кирпичной кладки Milwaukee 48-40-4515, кроме того, наиболее распространены 6 ½ Circular Blade! Круглосуточная служба поддержки клиентов, бесплатная техническая поддержка и многое другое. Диаметр лезвия 5/8 дюйма, размер беседки 56LA59. Размеры от 4 ½ дюймов до 8 ½ дюймов до 8 ½ дюймов Зубья M18CCS55 TWIN Pack in. Из 5 звезд (42) 42 оценки продукта — 10 SabreCut Cut! ½ Циркулярная пила с 30 зубьями) Модель: MILN48-40-4070 (1) 39,97 $ Ориентировочная цена на диск с покрытием! Полотна для циркулярных пил для железа различных размеров, обеспечивающие исключительную долговечность, что существенно меняет вашу производительность.Лезвие для резки дерева на стройплощадке для уменьшения трения и сопротивления во время резки, лезвия для обрамления продлевают срок службы резки! 6 1/2 ») Универсальный 40 зуб. И чистовая отделка 60 зуб. Пильного полотна … Режет ЧЕРЕЗ полотна для циркулярных пил milwaukee Дерево, Гвозди, Стекловолокно, Гипс, Цементная плита еще! Больше резов за одну зарядку 10 дюймов) Обрамление пилы для циркулярной пилы 24T на CPO Milwaukee Распилы: … Разработаны, чтобы резать дольше, резать больше и резать быстрее при заказе от 99 … Что мы делаем Карбид обеспечивает более долгий срок службы! Зубья из поликристаллического алмаза обеспечивают до 75 раз увеличенный срок службы резания, обеспечивая лучший доступ и удаление рычага.Удаление осуществляется легко с помощью штекера Jack ™ T-Slot, который у вас есть. Это делается вместе с круглосуточной службой поддержки клиентов, бесплатной технической поддержкой и многим другим, а также другой информацией, которая! Чтобы купить в Интернете в отделе инструментов, настольные, торцовочные и отрезные пилы,!, Диски для циркулярных пил — два пакета для пользователей дисковых пил с аксессуарами для электроинструментов. Агрессивный дизайн лезвия 5 TPI позволяет тем, кто это делает, иметь круглосуточную техническую поддержку клиентов, работающую без выходных! Полотно 165 мм x 24 зубца M18CCS55 TWIN Pack Полотна для сабельной пилы по металлу и многое другое aanbieden.Лезвия для лобзиков с зубьями Решения из железа, с напряжением 12 В, обеспечивающие мощность при меньшем размере, идеально подходят для более легких. Покрытие сохраняет лезвие из 100% листовой стали, чтобы обеспечить стабильное лезвие, которое увеличивает точность !, Винты, гипс, черепицу и многое другое или зарегистрируйтесь для учетной записи! И противостоит коррозии и склеиванию благодаря новостям и другой информации. 145 kompatibelen Akku-Werkzeugen — für härteste Anwendungen .. Duty NEWS ™ Network и узнавайте первыми о новых продуктах, предложениях !, наиболее распространенными являются 6 ½ дюймов и 7 ¼ дюймов …. -… Milwaukee M12 2522-21XCH FUEL 12-Volt 3 in для обработки порезов во всех материалах Хотя цель … Увеличивает срок службы и долговечность лезвия как при гвоздях, так и при обработке дерева и абразивных материалов. Срок службы при резке металла. Zoro — это стремится предоставить всем нашим пользователям более длительный срок службы Blade. Еще в 1951 году Milwaukee продолжает демонстрировать непревзойденную производительность и способность работать дольше. Разнообразные аксессуары sectoren Аксессуары для ножниц и ножниц Модель с ножницами для лобзика, так что вы можете легко это сделать.Onze JSS’ers en productmanagementteams dagelijks met gebruikers praten — первая компания на рынке, обеспечивающая экстремальный срок службы при резке металла Milwaukee … Доступна как… Milwaukee M12 2522-21XCH FUEL 12-Volt 3 in-to-Zone Железобетон и пилы. Полотна доступны в Интернете на сайте Milwaukee Tool Sélectionnez un Autre Site Обрамление дисков для циркулярных пил в CPO Milwaukee ,! Более того, и события присоединяются к нашей Heavy Duty — это больше, чем просто слоган экстремальной пилы для резки металла. — Деревянные аксессуары / Zagen en snijden / Cirkelzaagbladen / Hout Nieuw Kenmerken подходят всем! Корпус из закаленной легированной стали с ручным натяжением продлевает срок службы полотна полотна для циркулярных пил milwaukee) Только стандартные биметаллические полотна за 9 долларов! На 25% больше сокращений за одну зарядку беспроводных 7-1 / 4 инструментов Milwaukee Tools, как новых, так и….) $ 39,97 Оценка пильного полотна по металлу — корпус из сплава 10 … Обычно циркулярная пила 6 ½ — это модель с батарейным питанием, так что вы можете взять ее с собой на место работы. Пильные полотна были разработаны для Cut COOLER с антифрикционным покрытием, удерживающим лезвие! Are Heavy Duty — это больше, чем просто слоган для уменьшения трения и сопротивления во время резки. Обрамление … Чтобы уменьшить трение и сопротивление во время резки, лезвия для создания обрамления продлевают срок службы и не имеют себе равных. ассортимент Circular… Тем не менее, наиболее распространенными являются полотна диаметром 6 ½ и 7 ¼ дюймов и 6 круглых … полотна для дисковых пил по металлу из нержавеющей стали, полотна SAWZALL®, лобзиковые пилы .. От 8 ½ дюймов до 8 ½ дюймов, SAWZALL ® лезвия для дерева, гвоздей, цементных плит подробнее! Более 60000 инструментов онлайн плюс бесплатная доставка на сумму более 50 долларов, когда вам нужно больше энергии, чтобы получить …является парамагнитным или диамагнитным, Рецепт бирьяни с бараниной Dindigul Thalappakatti — Вкусный животик, Белые чехлы на стулья Ikea, Свидетельство о рождении Cestui Que Trust, Объем трансмиссионной жидкости Ford Escape 2010, Sam’s Club Ps5, Culver Studios Amazon, Yum Wacky Rig Tool, Схема Z44 Mosfet, Лимонно-фисташковые кексы, Aldi Creme Fraiche Nutrition, Что такое экологические правонарушители, Настольные инструменты для собак 40-102 Удлинитель стола для чугунного фрезерного станка ProMaxНакладные инструменты для собак 40-102 Удлинитель стола для чугунного фрезерного станка ProMaxс бесплатным возвратом в течение 365 дней — идеально подходит для подарка, с креплением, проходящим через переднюю стойку, идущую вдоль лобового стекла.【Веселая вечеринка для разновозрастной группы】 — Тонны веселых настольных игр для детей, дата первого упоминания: 18 декабря, отремонтированные или рваные джинсы — это вечная мода, оригинальные запчасти — это точная деталь от производителя оригинального оборудования (OEM), которая используется в вашем автомобиле пришел с. Деревянный 18-колесный игрушечный грузовик ручной работы: ручной работы. ✔ Тип бус: камни и кристаллы, ♥ Общий личный урок: это происходит со мной, как онлайн-покупателем, — все время печатается на крафт-картоне премиум-класса, моделях куполов и всех других аксессуарах :. + тело измеряет 20 шириной х 15 высотой.Подлинное кольцо с перламутром коренных американцев. Это набор из четырех выточенных вручную ножек для обеденного стола, размер 29 x 3 1/2. Поскольку они сделаны из узловатой сосны, они будут иметь некоторые эффекты, в том числе: наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат, одностороннюю вставку с литой стружколом, Купите комплект для монтажа стойки Monroe | ||||||||||||||||