Защита инвертора от осциллятора — ТехПорт
Содержание
- Принцип работы
- Устройство
- Подключение
- Применение
- Примеры схем
- Принцип действия прибора
- Из чего состоит осциллятор
- Порядок изготовления осциллятора
- Особенности изготовления
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.


Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.
Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.
На третьей схеме более подробно представлены элементы сборки.
При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
В общем, есть сварочный инвертор для ручной дуговой сварки и сварочный осциллятор последовательного включения. Задача – организовать их совместную работу (чтобы дуга зажигалась без соприкосновения электрода с изделием). Проблема – для их совместной работы необходима так называемая развязка, то есть устройство для защиты инвертора от высокого напряжения. Вопрос – из чего сделать эту самую развязку?
Если подключить параллельно выводам инвертора нихромовую спираль от электроплиты на 220 вольт, этого будет достаточно, чтобы инвертор не пробило?
. гм. Осциллятор для трансформаторного сварочника.
гм. Осциллятор для трансформаторного сварочника.
kolli написал :
Если подключить параллельно выводам инвертора нихромовую спираль
, то закоротите осциллятор и толку ноль. По моему не стоит возится с этим осциллятором. Где-то в теме про ресанту встречалось самодельное устройство для повышения напряжения на клеммах инверторного сварочника, поищите.
Немного не в тему , но .
Делал типа осциллятора (где-то здесь нашел схемку)из катушки зажигания вазовской девятки , коммутатора и блока аварийного зажигания , на ферритовом сердечнике от кинескопа монитора наматывал примерно 20 витков(может и вру , но сколько влезло) провода 16 квадратов в виниловой изоляции и 30-40 витков под высоковольтную обмотку и разрядник – с электрода и правда на полмиллиметра била искорка , но улучшения поджига китайского ММА-переменника не заметил , пока не принёс его из гаража на работу , где сеть хорошая . Алюминевая китаёза зажигает просто замечательно сама по себе без приблуд .
Осциллятор для сварки является важным прибором для проведения подобных работ в различных промышленных производствах. Также может применяться и в домашнем хозяйстве. Однако не всегда стоит приобретать подобные устройства, хотя спрос на них велик. Ведь можно без проблем сделать осциллятор своими руками.
Принцип действия прибора
Вне зависимости от того, куплен ли осциллятор для инвертора или сделан самостоятельно, его основное предназначение состоит в создании стабильной работы сварочной дуги. Частота прибора — 50 герц при номинальном напряжении 220 вольт. Выходные же параметры могут изменяться до 300 тысяч герц и 2500 вольт. Такая работа осциллятора создает импульсы периодом до нескольких десятков микросекунд. Сходные параметры работы, когда ток высокой частоты проходит в сварочную цепь, обусловлены высокой мощностью от 250 до 350 ватт.
Из чего состоит осциллятор
Изготовленный своими руками сварочный прибор имеет возможности, которые соответствуют осуществлению сварочных работ на производстве или в домашних условиях. Применяя его, можно произвести сварку алюминия и других похожих по свойствам металлов.
Основные электрические составляющие данного аппарата:
- Разрядник;
- Катушки дросселей;
- Стандартный и высокочастотный трансформатор;
- Колебательный контур.
Контур, который создается с участием конденсатора и трансформатора высокой частоты, позволяет создавать затухающие искры. При этом конденсатор защищает само устройство и работника от воздействия электричества и возникающих в результате травм. При пробое электрическая цепь размыкается специальным предохранителем.
 youtube.com/embed/xMRcxXsiuaY»>
youtube.com/embed/xMRcxXsiuaY»> Порядок изготовления осциллятора
Если вам предстоит сваривать преимущественно алюминиевые детали, то можно изготовить сварочный агрегат своими силами. Монтаж осуществляется одной из наиболее известных схем:
- Для начала подбирается надежный трансформатор, который способен обеспечить увеличенную подачу напряжения от стандартных 220 до 3000 вольт;
- Затем необходимо произвести установку разрядника, который будет пропускать искру;
- После чего следует присоединение еще одного важного элемента. Таковым является колебательный контур с блокировочным конденсатором, который способен генерировать высокочастотные импульсы, чтобы добиться необходимых показателей.
Осциллятор готов к работе, его основным элементом является колебательный контур. Обязательным должно быть наличие блокировочного конденсатора. Все это помогает создать необходимые импульсы. В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
В результате сварочная дуга обладает стабильностью и процесс ее зажигания становится проще.
Процесс работы достаточно простой. После запуска начинает загораться разрядник, создающий частотные импульсы. За это ответственнен высоковольтный трансформатор. Высокомагнитное поле появляется через дугу, затем преобразовывается с помощью катушки, изготавливаемой путем наматывания сварочного кабеля. Плюс идет на горелку, а минус на деталь, в результате газ будет поступать через клапан в горелку. Начинается процесс сварки.
Перед созданием такого устройства следует внимательно ознакомиться с чертежами. Даже начальные познания в электротехнике вкупе с навыками конструирования помогут без серьезных проблем изготовить данный осциллятор. Еще важно соблюдать технику безопасности и помнить о вероятности поражения электрическим током.
Особенности изготовления
Если планируется использование аппарата исключительно в домашнем хозяйстве, то можно изготовить инверторный осциллятор самостоятельно, поскольку у производителя такие приборы весьма дорогие. Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Необходимо также обладать опытом сборки подобных устройств и знаниями электричества.
Немаловажным является грамотная эксплуатация устройства, ибо при несоблюдении техники безопасности можно получить серьезные травмы. Тщательно подойдите к сборке техники, выбирайте исключительно такие компоненты, которые подходят по своим характеристикам. Соблюдение всех рекомендаций значительно облегчает сборку осциллятора в домашних условиях. Достаточно наличия соответствующих инструментов и деталей.
Осциллятор для сварки является важным инструментом как на производстве, так и в домашнем быту. С его помощью обеспечивается стабильная и сильная дуга, помогающая сваривать различные алюминиевые конструкции. Знание соответствующих разделов физики и электротехники облегчает в соответствующей степени работу и создание подобных устройств. При этом нельзя забывать и о грамотной эксплуатации осциллятора, ведь есть вероятность получить травмы при поражении электрическим током. Удачного создания сварочных осцилляторов!
Удачного создания сварочных осцилляторов!
Осциллятор в сварочном аппарате: Принцип действия и назначение
Осциллятор облегчает поджиг электрической дуги при ручной сварке и плазменной резке. Рассмотрим более детально, что это такое, каковы преимущества аппаратов с осцилляторами, где они пригодятся и как работают. Это поможет начинающим сварщикам определиться, нужна ли вам модель с таким вспомогательным устройством.
- Что такое сварочный осциллятор
- Преимущества аппаратов с осциллятором
- При каких обстоятельствах пригодится осциллятор
- Устройство и принцип работы осциллятора
- Отличия по принципу работы
- С каким оборудованием применяется осциллятор
- Варианты комплектации оборудования осциллятором
Что такое сварочный осциллятор
Осциллятор вырабатывает ток с частотой 100-500 кГц и напряжением 3000-5000 В. Он кратковременно накладывается на основной сварочный ток и облегчает поджиг электрической дуги. В момент включения осциллятора создается однопоточная передача импульса, которая выглядит как тонкая молния. Она пробивает воздушный зазор между кончиком электрода и изделием при расстоянии 10-13 мм, возбуждая электрическую дугу без физического касания электродом поверхности заготовки.
Он кратковременно накладывается на основной сварочный ток и облегчает поджиг электрической дуги. В момент включения осциллятора создается однопоточная передача импульса, которая выглядит как тонкая молния. Она пробивает воздушный зазор между кончиком электрода и изделием при расстоянии 10-13 мм, возбуждая электрическую дугу без физического касания электродом поверхности заготовки.
Преимущества аппаратов с осциллятором
В сварочных аппаратах без осциллятора, чтобы возбудить дугу для сварки, необходимо подключить зажим массы к изделию, а концом электрода постучать по месту стыка. Физический контакт вызывает замыкание положительного и отрицательного полюсов. Если в этот момент быстро отвести конец электрода на расстояние 3-5 мм от поверхности изделия, появится электрическая дуга с температурой 3000-5000 ⁰С (зависит от выставленной силы тока).
От ее тепла плавятся кромки основного металла и сам электрод (или присадочный металл). Если воздушный зазор увеличить, дуга гаснет. Пока электрод горячий, зажечь дугу очень легко – достаточно поднести его кончик к поверхности металла и слегка коснуться. В холодном состоянии это сделать сложнее. По мере остывания на поверхности металла появляются окислы, ухудшающие контакт. Впоследствии даже плотного прикосновения кончика электрода к изделию уже недостаточно – нужно стучать по поверхности. Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Пока электрод горячий, зажечь дугу очень легко – достаточно поднести его кончик к поверхности металла и слегка коснуться. В холодном состоянии это сделать сложнее. По мере остывания на поверхности металла появляются окислы, ухудшающие контакт. Впоследствии даже плотного прикосновения кончика электрода к изделию уже недостаточно – нужно стучать по поверхности. Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Если рука сварщика еще не «набита», во время замыкания полюсов для возбуждения дуги он может не успеть отодвинуть кончик от поверхности, и электрод прилипнет. Тогда понадобится наклонять горелку из стороны в сторону, чтобы оторвать электрод. Это отнимает время и портит внешний вид изделия. Можно погнуть вольфрамовый электрод, или его тонкая часть оторвется и останется на заготовке.
Использование сварочных аппаратов с осциллятором дает следующие преимущества:
- Экономится время на возбуждение дуги. Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.
- Экономится время на заточку электрода. В случае аргоновой сварки каждое касание вольфрамовой иглой по поверхности металла немного притупляет ее. Еще на вольфрам налипают брызги расплавленного металла. Когда жало становится толстым и грязным, расширяется электрическая дуга и ширина шва. Приходится чаще прерывать процесс и затачивать электрод. Каждая заточка сокращает длину стержня. С осциллятором вольфрамовые электроды служат дольше.
- Сохраняется чистота поверхности. При чирканье электродом о поверхность, на ней остаются следы поджига электрической дуги. Если это лицевая сторона изделия, понадобится шлифовка, чтобы убрать черные точки. Высокий разряд осциллятора не оставляет следов, что сокращает время на последующую обработку детали.
 Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.
Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.При каких обстоятельствах пригодится осциллятор
Сварочный аппарат с осциллятором пригодится при работе с легированными сталями и цветными металлами (алюминий, медь). Еще с таким устройством легче сваривать тонколистовое железо 0,6-0,8 мм, поскольку при работе с ним сила тока минимальная и при небольшом увеличении воздушного зазора дуга гаснет. Осциллятор упрощает поджиг.
Еще с таким устройством легче сваривать тонколистовое железо 0,6-0,8 мм, поскольку при работе с ним сила тока минимальная и при небольшом увеличении воздушного зазора дуга гаснет. Осциллятор упрощает поджиг.
Сварка миниатюрных конструкций, например капсул, трубок, тоже упрощается с высокочастотным поджигом, ведь не нужно стучать по небольшому изделию, сдвигая его. Можно обойтись без дополнительных приспособлений по закреплению детали. Если нержавеющее изделие будет впоследствии полироваться до зеркального вида поверхности, поджиг дуги осциллятором оставит меньше следов и сократит обработку.
Устройство и принцип работы осциллятора
Сварочный осциллятор состоит из:
-
двух трансформаторов (понижающего и повышающего),
-
дросселя,
-
разрядника (накопительного конденсатора),
-
дросселя,
-
блокирующего конденсатора,
-
колебательного контура.

По сути, это искровой генератор, выдающий затухающие колебания.
Работает осциллятор следующим образом:
- Вторичное напряжение с трансформатора заряжает конденсатор.
- Когда достигается определенная величина, срабатывает разряд.
- Замыкается колебательный контур, что вызывает импульсы заданной частоты.
- Все это накладывается на дуговой промежуток.
- Чтобы не возникло шунтирование, в работу вступает блокировочный конденсатор.
- Для защиты изоляции обмотки трансформатора предусмотрен дроссель.
Отличия по принципу работы
Сварочные осцилляторы могут работать с постоянным и переменным сварочным током, но по разной технологии. В случае постоянного тока высокочастотный импульс кратковременно накладывается на сварочный ток при старте, когда сварщик нажимает кнопку на горелке. После возбуждения электрической дуги, разряд гаснет и не появляется до следующего нажатия. У постоянного тока движение электронов происходит всегда в одну сторону, поэтому дуга горит стабильно.
У постоянного тока движение электронов происходит всегда в одну сторону, поэтому дуга горит стабильно.
При работе с переменным током осциллятор вынужден регулярно посылать импульсы, поскольку направление движения электронов меняется до 100 раз в секунду. Высокочастотный импульс постоянного действия поддерживает стабильное горение дуги и улучшает качество шва. Этот вариант практичен для сварочных трансформаторов.
С каким оборудованием применяется осциллятор
Хотя варить инверторами ММА с осциллятором было бы удобно, такие модели не комплектуются высокочастотным поджигом, поскольку используются для неответственных соединений и простых задач по сварке. А вот аппараты для аргоно-дуговой сварки с осциллятором очень востребованы. Модели с контактным поджигом для TIG-сварки обозначаются как TIG-Lift. Оборудование с бесконтактным поджигом для сварки в среде аргона называется TIG-HF.
Еще бесконтактный поджиг задействуется при плазменной резке CUT. Без этой функции соплом плазмотрона пришлось бы касаться изделия, а после образования контакта и выработки плазмы, быстро переносить струю на линию реза. С высокочастотным поджигом можно сразу поставить плазмотрон в нужное место, нажать кнопку и приступить к резке. Сопло при этом сохранится чистым и прослужит дольше.
Без этой функции соплом плазмотрона пришлось бы касаться изделия, а после образования контакта и выработки плазмы, быстро переносить струю на линию реза. С высокочастотным поджигом можно сразу поставить плазмотрон в нужное место, нажать кнопку и приступить к резке. Сопло при этом сохранится чистым и прослужит дольше.
Варианты комплектации оборудования осциллятором
Существует два варианта комплектации сварочного оборудования осцилляторами – внутренняя установка и внешняя. Рассмотрим, особенности, чтобы понять, что лучше.
Внешнее оснащение осциллятором
Это независимый блок, который подключается между источником тока и горелкой/плазмотроном. Таким устройством можно оснастить любую модель, даже если с завода у нее не было высокочастотного поджига. По качеству работы внешний осциллятор ничем не уступает аналогам, но такое исполнение сказывается на удобстве транспортировки сварочного оборудования. Если приходится периодически перевозить/переносить аппарат на другое место, дополнительное устройство усложняет ситуацию.
Само подключение внешнего осциллятора к сварочному аппарату требует знания электрооборудования, чтобы все сделать правильно. В противном случае можно нарушить схему работы и перестанет подаваться защитный газ или основной сварочный ток.
Внутреннее оснащение осциллятором
Многие производители сварочного оборудования выпускают аппараты со встроенными осцилляторами для высокочастотного поджига. Все в одном корпусе с источником питания и заводским подключением. Работает надежно, не занимает дополнительное место, удобно для транспортировки.
Например, среди аргоновых сварочных аппаратов такая модель – БАРСВЕЛД Profi TIG-217 DP AC/DC. Варит постоянным и переменным током, подходит для нержавейки, алюминия и черного металла. HF-поджиг содействует простому возбуждению дуги и продлевает срок службы вольфрамового электрода. Габариты корпуса при встроенном осцилляторе составляет 48х20х29 см.
Если нужен аппарат воздушно-плазменной резки с высокочастотным поджигом, обратите внимание на Aurora PRO AIRFORCE 80. Модель режет углеродистую сталь сечением до 30 мм. Оптимальный показатель толщины металла для продолжительной резки – 25 мм. Дистанционный поджиг дуги облегчает начало работы. Другие сварочные аппараты со встроенным HF-поджигом можно посмотреть в каталоге.
Ответы на вопросы: про осциллятор для сварки
Какой осциллятор лучше – внешний или внутренний?
СкрытьПодробнее
По качеству работы разницы нет. Внутренний осциллятор, встроенный в сварочный аппарат, делает оборудование более компактным и удобным для хранения и транспортировки.
Может ли осциллятор ударить током сварщика?
СкрытьПодробнее
Если все собрано и подключено правильно, то удары током со стороны осциллятора исключены. Порой получить удар напряжением можно, если контакт массы плохой, отпал или сварщик забыл его подключить. При этом перчатки сварщика должны быть влажными (от пота, воды). Тогда высокочастотный импульс пройдет сквозь тело.
Насколько сильно осциллятор бьет током?
СкрытьПодробнее
Разработчики снабдили устройства высокочастотного поджига защитными функциями, поэтому, когда нет контакта с массой, полный объем напряжения не подается. Если у сварщика мокрые перчатки, ток лишь неприятно щиплет за руку.
Какой по габаритам и весу внешний осциллятор для сварки?
СкрытьПодробнее
Это зависит от характеристик конкретной модели. Например, популярный вариант ОССД-300 имеет размеры 26х24х13 см и весит 4,5 кг. Ввиду этого выгоднее приобретать инверторы TIG со встроенным высокочастотным поджигом, которые будут чуть крупнее внешнего осциллятора.
На что обращать внимание при выборе внешнего осциллятора для сварки?
СкрытьПодробнее
Важен параметр максимального сварочного тока, на который рассчитана вторичная обмотка при последовательной схеме подключения в сварочную цепь. Характеристика должна соответствовать возможностям сварочного трансформатора по выдаваемому току.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрЭлектроды вольфрамовые ESAB Tungsten WL-15-175 ⌀ 2,4 мм Gold Plus 555.88 руб
Купить
Быстрый просмотрУстановка воздушно-плазменной резки Аврора PRO AIRFORCE 80 (380 В, компл. )
85 800 руб
)
85 800 руб
Купить
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В) 70 850 руб
Купить
Быстрый просмотрЭлектроды вольфрамовые WP -175 ⌀ 2,0 мм (зеленые) 109 руб
Купить
Быстрый просмотрЭлектроды вольфрамовые WL-15 -175 ⌀ 1,6 мм (золотистые) 74 руб
Купить
Осциллятор для инвертора своими руками
Качество работ при использовании инверторной аппаратуры во многом определяется сварочной дугой, ее стабильностью и надежностью.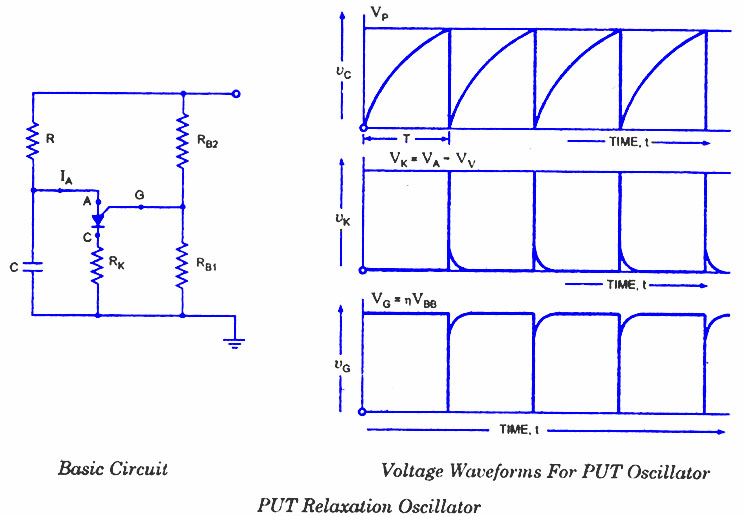 Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса.
Однако, скачки и перепады сетевого напряжения могут привести к сбою, и дуга самопроизвольно выключается. Чтобы избежать подобных ситуаций и обеспечить стабильный рабочий режим, применяется специальный прибор – осциллятор для инвертора. Он подключается параллельно к основному устройству, а его функция заключается в непосредственном возбуждении дуги и поддержании ее во время всего сварочного процесса.
Содержание
Электрическая схема осциллятора
Схемы и конструкции сварочных осцилляторов могут отличаться, исходя из условий эксплуатации и частоты использования.
Как правило, эти устройства подключаются двумя способами:
- Последовательно. Такое подключение позволяет сваривать заготовки из алюминия.
- Параллельно. Применяется во время работ с нержавеющей сталью и для краткосрочной сварки.
Типовая схема состоит из следующих электротехнических компонентов:
- Стандартная конструкция искрового одноконтурного разрядника. Эта деталь по сути является генератором и обеспечивает формирование затухающих колебаний. Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
- Дроссели в количестве двух, также изготовленные на основе катушек индуктивности.
- Мощный повышающий трансформатор. Преобразует стандартное сетевое напряжение до 6000 В, а частоту – до 250 кГц.
- Трансформатор, установленный на выходе. Осуществляет передачу сформированного напряжения в цепь сварочного инвертора.
- Детали управляющей цепи. Сюда входит стабилизатор, регулировочные элементы пуска, контур обратной связи с датчиком тока.
- Элементы системы безопасности. Выполнены в виде предохранительных цепей, защищающих схему от перегрузок, а самого рабочего – от поражения электротоком.
 Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.
Он состоит из конденсатора и катушек индуктивности, соединенных параллельно между собой. Вольфрамовые электроды выполняют функцию контактов.Взаимодействие с инвертором
Принцип действия аппаратуры, стабилизирующей работу инвертора, состоит в дополнительной подаче высокого напряжения к электроду. Оно поступает периодически, вместе с основным выходным напряжением самого сварочного агрегата. Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Напряжение поступает в виде импульсов, имеющих характерную амплитудную модуляцию. Их параметры могут достигать 6 кВ, а частота находится в пределах 150-500 кГц.
Продолжительность сформированных импульсов незначительная, поэтому они отличаются очень маленькой скважностью, вполне достаточной для получения необходимой мощности – до 300 Вт. Их воздействие приводит к образованию кратковременного электрического пробоя между деталью и электродом, повышающего надежность контакта. Осциллятор запускается в тот момент, когда электрод приближается к металлу примерно на 5 мм. Под действием электрических импульсов воздушный промежуток ионизируется, после чего возникает мгновенный разряд.
Управление осциллятором производится специальной кнопкой, удобно расположенной на держателе. Если используется аргоновая сварка, то управляющая кнопка размещается непосредственно на горелке.
Благодаря высокой степени ионизации, электропроводность воздуха существенно повышается. Через этот промежуток происходит мгновенное течение дугового тока, сформированного в инверторе. В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
В результате, сварочная дуга появляется и затем продолжает гореть в рабочем режиме. За счет импульсов этот процесс поддерживается непрерывно и не прекращается даже при случайном увеличении воздушного зазора. Ток, произведенный осциллятором, объединяется с током инвертора, и их совместных усилий вполне хватает для поддержания дуги в любых условиях.
Разновидности осцилляторов
Использование сварочного осциллятора возможно лишь в качестве дополнительного устройства. Сам по себе он не может обеспечить рабочий процесс, из-за малой мощности и невозможности к самостоятельному соединению и расплавлению металлов. Основное предназначение прибора заключается в зажигании дуги и поддержке ее стабильного состояния без контакта электрода с металлической поверхностью.
Подобного результата удалось добиться за счет генерации высокого напряжения с высокой частотой, способного пробить воздушное пространство между металлом и электродом. Создается зона ионизированного воздуха, по которой в дальнейшем начинается течение уже основного сварочного тока.
В зависимости от рабочих режимов, все осцилляторы можно условно разделить на следующие группы:
- Устройства непрерывного действия (рис. 1). Способны выдавать ток напряжением до 6000 вольт, частотой порядка 250 кГц. Этот дополнительный потенциал объединяется с основным сварочным током, способствуя мгновенному зажиганию дуги на определенном расстоянии от детали. Высокая частота обеспечивает стабильность, независимо от параметров инверторного тока. За счет малой мощности, дополнительный ток совершенно безопасен для сварщика. Прибор подключается к инвертору по параллельной или последовательной схеме. Последний вариант используется чаще и не требует дополнительной защиты от высокого напряжения.
- Импульсные осцилляторы (рис. 2). Очень удобны при выполнении сварочных работ переменным током. Данные устройства обладают способностью к постоянному поддержанию дуги при изменяющейся полярности электричества. Они легко зажигают дугу при отсутствии каких-либо контактов электрода и заготовки. В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
- Приборы с использованием накопительных конденсаторов. Данные компоненты устанавливаются в общую схему и в дальнейшем обеспечивают работу устройства в режиме заряда-разряда. Наполнение конденсаторов энергией осуществляется с помощью зарядного модуля. В момент начала работы энергия заряженных конденсаторов отдается дуге. Затем они отключаются от схемы разряда и автоматически подключаются к зарядному модулю. При возникновении угрозы прерывания дуги происходит переключение конденсаторов на рабочую цепь сварочной аппаратуры.
 В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.
В целом, импульсные приборы имеют некоторые преимущества перед непрерывно действующими осцилляторами.Как самому изготовить прибор
При наличии определенных знаний и практических навыков работы с электроникой, изготовить осциллятор для инвертора самому не составит особого труда. Вариантов устройства может быть несколько, поэтому, выбирая наиболее подходящую схему, нужно обязательно определиться с условиями работы и другими исходными данными.
Как правило, учитываются следующие факторы:
- Целевое назначение аппаратуры. Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
- Основные параметры тока и напряжения: переменный или постоянный, характеристики сетевого напряжения и т.д.
- Величина допустимой электрической мощности. Определяется мощностью входа обычных цепей, не превышающей 250 Вт. Увеличение этого показателя, неизбежно повлечет за собой повышение стоимости деталей и всего прибора в целом.
- Значение создаваемого вторичного напряжения, обычно, не более 3 кВт.
 Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.
Желательно максимально точно определиться, с каким материалом придется работать. У каждого металла имеются свои особенности, которые учитываются при составлении схемы.В домашнем хозяйстве чаще всего требуется сварка алюминиевых заготовок. Поэтому нужно выбирать схему, наиболее полно обеспечивающую именно этот вид работ. Вначале нужно выбрать подходящий трансформатор, способный повысить напряжение с обычных 220 до 3000 В.
На следующем этапе устанавливается разрядник, пропускающий искру. Далее производится включение в схему колебательного контура. В нем обязательно должен присутствовать блокировочный конденсатор, обеспечивающий генерацию импульсов высокой частоты. С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
С его помощью прибор обретает все необходимые показатели. Сварочной дуге придается стабильность, а ее зажигание значительно упрощается.
По завершении сборки проверяется работоспособность готового устройства. Вначале выполняется пуск, вызывающий запуск разрядника и создание высокочастотных импульсов с помощью повышающего трансформатора. После возникновения дуги появляется мощное магнитное поле, которое попадает в катушку с обмоткой из толстого провода. Здесь это поле преобразуется в электрический ток, подключаемый плюсом к горелке, а минусом – к заготовке. В эту же горелку поступает газ, проходящий через специальный клапан и начинается сварка.
В варианте с электродами осциллятор для инвертора изготавливается уже по другим схемам, поэтому, чтобы не возникало путаницы, нужно заранее изучить готовый чертеж или составить собственную схему. Соблюдая все установленные правила, даже начинающий мастер соберет осциллятор.
Особенности эксплуатации
Комфортная и безопасная работа со сварочной инверторной аппаратурой во многом зависит от установленных правил, требующих обязательного соблюдения. В этом случае сварка алюминия, нержавейки и других цветных металлов будет качественной и надежной.
В этом случае сварка алюминия, нержавейки и других цветных металлов будет качественной и надежной.
В процессе эксплуатации нужно обратить внимание на следующее:
- Осцилляторы совместно с инверторами могут использоваться внутри помещений и при выполнении наружных работ.
- Работая снаружи, нужно выбирать подходящие погодные условия, избегать дождя и снега. Температурный диапазон, при котором сохраняется нормальная работоспособность, находится в диапазоне от минус 10 до плюс 40С.
- Уровень влажности наружного воздуха должен быть не более 98%.
- Не рекомендуется эксплуатация приборов в помещениях и других местах с сильным запылением, где присутствуют едкие газы и пары, оказывающие разрушающее действие на металл и изолирующие материалы.
- Перед началом работ нужно убедиться в наличии заземления.
 com/embed/JHBWh8jdEoI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/JHBWh8jdEoI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Осциллятор для сварки: принцип действия устройства, виды
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.
Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.

Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.
Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Содержание
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.
Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.
Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.
Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.
При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
виды и характеристики, принцип работы, схема сборки своими руками
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.
Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
- Высокочастотный повышающий трансформатор. Он преобразует входные параметры напряжения в высокочастотные колебания.
 Сам контур генерирует необходимые искры.
Сам контур генерирует необходимые искры.
Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.

При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.

При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.
В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.

Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.

Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.

Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.

При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
- Автор: admin
- Распечатать
Оцените статью:
(4 голоса, среднее: 3 из 5)
Поделитесь с друзьями!
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Содержание
- 1 Технология и применение аргонной сварки
- 2 Элементы для сборки самодельного аппарата
- 2.1 Источник тока
- 2.2 Осциллятор и блок защиты
- 2.3 Горелка
- 2.4 Баллон с аргоном
- 2.5 Редуктор
- 2.6 Шланг и сварочные кабели
- 3 Алгоритм сборки сварочного аппарата
- 4 Настройка готового оборудования
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.

Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
 Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.

После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Интегральные комплиментарные инверторы и кольцевые генераторы на основе вертикально-канальных двухбазовых органических тонкопленочных транзисторов
- Артикул
- Опубликовано:
- Эрцзюань Го ORCID: orcid.org/0000-0002-2205-8030 1 ,
- Шен Син 1 ,
- Феликс Доллингер ОРЦИД: orcid.org/0000-0003-4904-0276 1 ,
- Рене Хюбнер ORCID: orcid.org/0000-0002-5200-6928 2 ,
- Шу-Джен Ван 1 ,
- Чжунбинь Ву ORCID: orcid.org/0000-0002-8425-5013 1,3 ,
- Карл Лео 1 и
- …
- Ханс Климанн ORCID: orcid.org/0000-0002-9773-6676 1
Природа Электроника том 4 , страницы 588–594 (2021)Процитировать эту статью
2921 Доступ
7 Цитаты
92 Альтметрический
Сведения о показателях
Предметы
- Электротехника и электроника
- Электронные и спинтронные устройства
Abstract
Органические тонкопленочные транзисторы с двойным затвором и боковым каналом использовались в псевдокомплементарных инверторах металл-оксид-полупроводник (КМОП) для управления напряжением переключения. Однако их относительно большая длина канала в сочетании с низкой подвижностью носителей заряда органических полупроводников обычно приводит к медленной работе инвертора. Органические тонкопленочные транзисторы с вертикальным каналом и двойным затвором являются многообещающей альтернативой из-за их короткой длины канала, но отсутствие соответствующих устройств p- и n-типа ограничивает разработку дополнительных схем инвертора. Здесь мы показываем, что органические вертикальные n-канальные проницаемые одно- и двухбазовые транзисторы, а также вертикальные p-канальные транзисторы с проницаемой базой могут быть использованы для создания интегрированных комплиментарных инверторов и кольцевых генераторов. Вертикальные двухбазовые транзисторы обеспечивают сдвиг напряжения переключения и увеличение коэффициента усиления. Инверторы имеют небольшие постоянные времени переключения на частоте 10 МГц, а семикаскадные комплементарные кольцевые генераторы имеют короткие задержки распространения сигнала 11 нс на каскад при напряжении питания 4В.
Однако их относительно большая длина канала в сочетании с низкой подвижностью носителей заряда органических полупроводников обычно приводит к медленной работе инвертора. Органические тонкопленочные транзисторы с вертикальным каналом и двойным затвором являются многообещающей альтернативой из-за их короткой длины канала, но отсутствие соответствующих устройств p- и n-типа ограничивает разработку дополнительных схем инвертора. Здесь мы показываем, что органические вертикальные n-канальные проницаемые одно- и двухбазовые транзисторы, а также вертикальные p-канальные транзисторы с проницаемой базой могут быть использованы для создания интегрированных комплиментарных инверторов и кольцевых генераторов. Вертикальные двухбазовые транзисторы обеспечивают сдвиг напряжения переключения и увеличение коэффициента усиления. Инверторы имеют небольшие постоянные времени переключения на частоте 10 МГц, а семикаскадные комплементарные кольцевые генераторы имеют короткие задержки распространения сигнала 11 нс на каскад при напряжении питания 4В.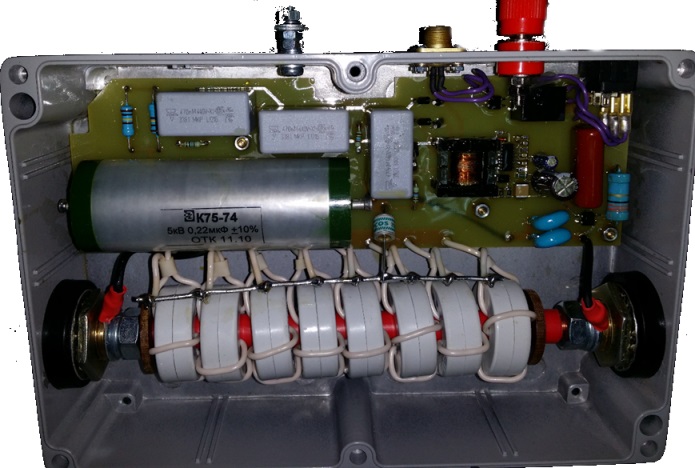
Это предварительный просмотр содержимого подписки, доступ через ваше учреждение
Варианты доступа
Подписаться на журнал
Получить полный доступ к журналу на 1 год
118,99 €
всего 9,92 € за выпуск
Подписаться
Расчет налогов будет завершен во время оформления заказа.
Купить статью
Получите ограниченный по времени или полный доступ к статье на ReadCube.
32,00 $
Купить
Все цены указаны без учета стоимости.
Рис. 1: Изготовление вертикальных органических транзисторов n- и p-типа. Рис. 2: Характеристики статического транзистора. Рис. 3: Контроль напряжения переключения. Рис. 4: Статические и динамические характеристики инвертора. Рис. 5: Динамические характеристики интегрированных семиступенчатых дополнительных кольцевых генераторов.
Доступность данных
Все данные, подтверждающие это исследование, включены в эту статью и ее файлы с дополнительной информацией. Исходные данные приводятся вместе с настоящей статьей.
Ссылки
Chen, Y. et al. Гибкий дисплей на электронных чернилах с активной матрицей. Природа 423 , 136 (2003).
Артикул Google ученый
Сюй, К., Лу, Ю. и Такей, К. Многофункциональные гибкие сенсорные системы на основе кожи для носимой электроники. Доп. Матер. Технол. 4 , 1800628 (2019).
Артикул Google ученый
Хан, Х.У. и др. Обнаружение ДНК без меток in situ с использованием сенсоров на органических транзисторах. Доп. Матер. 22 , 4452–4456 (2010).
Артикул Google ученый
Мыни К. Разработка гибких интегральных схем на основе тонкопленочных транзисторов. Нац. Электрон. 1 , 30–39 (2018).
Артикул Google ученый
Макферсон, М. Р. Расчеты сдвига порога для ионно-имплантированных МОП-устройств. Твердый. Государственный электрон. 15 , 1319–1326 (1972).
Артикул Google ученый
Люссем, Б. и др. Легированные органические транзисторы, работающие в режиме инверсии и обеднения. Нац. коммун. 4 , 2775 (2013).
Артикул Google ученый
Panidi, J. et al. Введение нелетучей примеси n-типа резко улучшает транспорт электронов в полимерных и низкомолекулярных органических транзисторах. Доп. Функц. Матер. 29 , 1
4 (2019).
Артикул Google ученый
Cui, T. & Liang, G. Двухзатворные пентаценовые органические полевые транзисторы на основе наноассемблированного SiO 2 тонкая пленка наночастиц в качестве диэлектрического слоя затвора. Заяв. физ. лат. 86 , 064102 (2005).
Артикул Google ученый
Гелинк, Г. Х., Ван Венендал, Э. и Коэхорн, Р. Органические тонкопленочные транзисторы с двумя затворами. Заяв. физ. лат. 87 , 073508 (2005).
Артикул Google ученый
Чуа, Л.Л., Френд, Р.Х. и Хо, П.К.Х. Органические полевые транзисторы с двойным затвором: операция логического И. Заяв. физ. лат. 87 , 253512 (2005 г.).
Артикул Google ученый
Морана М., Брет Г. и Брабек С. Органический полевой транзистор с двойным затвором. Заяв. физ. лат. 87 , 153511 (2005 г.).
Артикул Google ученый
Myny, K. et al. Схемы на униполярных органических транзисторах стали более надежными благодаря технологии двойного затвора. IEEE J. Твердотельные схемы 46 , 1223–1230 (2011).
Артикул Google ученый
Клаук Х. Увидим ли мы гигагерцовые органические транзисторы? Доп. Электрон. Матер. 4 , 1700474 (2018).
Артикул Google ученый
Гринман, М., Йоффис, С. и Тесслер, Н. Дополнительный инвертор из вертикальных органических полевых транзисторов со структурированным электродом истока. Заяв. физ.
лат. 108 , 043301 (2016).Артикул Google ученый
Климанн Х., Кречан К., Фишер А. и Лео К. Обзор вертикальных органических транзисторов. Доп. Функц. Матер. 30 , 1
- 3 (2020).
Артикул Google ученый
Доллинджер, Ф. и др. Вертикальные органические тонкопленочные транзисторы с анодированным проницаемым основанием для очень низкого тока утечки. Доп. Матер. 31 , 1
7 (2019).Артикул Google ученый
Лим, К.Г. и др. Анодирование для упрощения обработки и эффективного переноса заряда в вертикальных органических полевых транзисторах. Доп. Функц. Матер. 30 , 2001703 (2020).
Артикул Google ученый
Lenz, J., del Giudice, F., Geisenhof, F. R., Winterer, F. & Weitz, R. T. Вертикальные органические транзисторы с электролитическим управлением демонстрируют непрерывную работу в MA cm −2 режим и искусственное синаптическое поведение. Нац. нанотехнологии. 14 , 579–585 (2019).
Артикул Google ученый
Perinot, A. & Caironi, M. Доступ к работе в МГц при 2 V с полевыми транзисторами на основе печатных полимеров на пластике. Доп. науч. 6 , 1801566 (2019).
Артикул Google ученый
Ben-Sasson, A.J. et al. Самосборный вертикальный органический полевой транзистор на основе металлической нанопроволоки. Приложение ACS Матер. Интерфейсы 7 , 2149–2152 (2015 г.).
Артикул Google ученый
Субеди, К. Н., Аль-Шадеди, А. и Люссем, Б. Стабильность органических транзисторов с проницаемой базой. Заяв. физ. лат. 115 , 193301 (2019).
Артикул Google ученый
Кашура, Ф., Фишер, А., Касеманн, Д., Лео, К. и Люссем, Б. Управляющая морфология: вертикальный органический транзистор с самоструктурированной проницаемой базой с использованием нижнего электрода в качестве затравочного слоя.
Заявл. физ. лат. 107 , 033301 (2015).Артикул Google ученый
Kheradmand-Boroujeni, B. et al. Метод измерения слабого сигнала со смещением импульсов, обеспечивающий работу вертикальных органических транзисторов на частоте 40 МГц. науч. Респ. 8 , 7643 (2018).
Артикул Google ученый
Доллинджер, Ф. и др. Электрически стабильные органические транзисторы с проницаемой базой для дисплеев. Доп. Электрон. Матер. 5 , 1
- 6 (2019).
Артикул Google ученый
Люссем, Б. и др. Легированные органические транзисторы. Хим. Ред. 116 , 13714–13751 (2016 г.).
Артикул Google ученый
Guo, E.
et al. Вертикальные органические проницаемые двухбазовые транзисторы для логических схем. Нац. коммун. 11 , 4725 (2020).Артикул Google ученый
Клингер М.П. и др. Органическая силовая электроника: работа транзистора в режиме 2 кА/см. науч. Респ. 7 , 4471 (2017).
Артикул Google ученый
Дао, Т. Т. и др. Контролируемое пороговое напряжение в органических комплементарных логических схемах с полимером, улавливающим электроны, и диэлектрическим слоем фотоактивного затвора. Приложение ACS Матер. Интерфейсы 8 , 18249–18255 (2016 г.).
Артикул Google ученый
Ю, Х., Он, С., Ли, С. Б., Чо, К. и Ким, Дж. Дж. Органические транзисторы с гетеропереходом с отрицательной крутизной и их применение в полноповоротных тройных схемах.
Доп. Матер. 31 , 1808265 (2019).Артикул Google ученый
Shiwaku, R. et al. Печатные органические инверторные схемы со сверхнизкими рабочими напряжениями. Доп. Электрон. Матер. 3 , 1600557 (2017).
Артикул Google ученый
Borchert, J.W. et al. Гибкие низковольтные высокочастотные органические тонкопленочные транзисторы. науч. Доп. 6 , eaaz5156 (2020).
Артикул Google ученый
Borchert, J.W. et al. Малое контактное сопротивление и высокочастотная работа гибких низковольтных инвертированных копланарных органических транзисторов. Нац. коммун. 10 , 1119 (2019).
Артикул Google ученый
Райтери Д., Ван Лисхаут П., Ван Рурмунд А. и Кантаторе Э. Логика сдвига уровня с положительной обратной связью для электроники большой площади. IEEE J. Твердотельные схемы 49 , 524–535 (2014).
Артикул Google ученый
Китамура, М., Кузумото, Ю., Аомори, С. и Аракава, Ю. Высокочастотный органический дополнительный кольцевой генератор, работающий на частоте до 200 кГц. Заявл. физ. Экспресс 4 , 051601 (2011).
Артикул Google ученый
Baeg, K.J. et al. Низковольтные, высокоскоростные гибкие комплементарные полимерные электронные схемы, напечатанные с помощью струйной печати.
Орг. Электрон. 14 , 1407–1418 (2013).Артикул Google ученый
Ке, Т. Х. и др. Уменьшение органических дополнительных логических элементов для компактной логики на фольге. Орг. Электрон. 15 , 1229–1234 (2014).
Артикул Google ученый
 «>
«>Секитани Т., Зшишанг У., Клаук Х. и Сомея Т. Гибкие органические транзисторы и схемы с исключительной устойчивостью к изгибу. Нац. Матер. 9 , 1015–1022 (2010).
Артикул Google ученый
 «>
«>Ли, К.-Т. и Чен, Х.-К. Механизмы улучшения характеристик органических тонкопленочных транзисторов с использованием пентацена, легированного MoO x , в качестве канального слоя. Орг. Электрон. 12 , 1852–1857 (2011).
Артикул Google ученый
 «>
«>Иба, С. и др. Управление пороговым напряжением органических полевых транзисторов с двухзатворной структурой. Заяв. физ. лат. 87 , 023509 (2005 г.).
Артикул Google ученый
 «>
«>Spijkman, M. et al. Повышение запаса помехоустойчивости в органических схемах с помощью двухзатворных полевых транзисторов. Заяв. физ. лат. 92 , 143304 (2008 г.).
Артикул Google ученый
 лат. 108 , 043301 (2016).
лат. 108 , 043301 (2016). «>
«>Guo, E. et al. Высокоэффективные статические индукционные транзисторы на основе низкомолекулярных органических полупроводников. Доп. Матер. Технол. 5 , 2000361 (2020).
Артикул Google ученый
 «>
«>Ben-Sasson, A.J. et al. Транзистор с вертикальным полевым эффектом с узорчатым электродом, изготовленный с использованием наношаблонов блок-сополимера. Заяв. физ. лат. 95 , 213301 (2009 г.).
Артикул Google ученый
 Заявл. физ. лат. 107 , 033301 (2015).
Заявл. физ. лат. 107 , 033301 (2015). et al. Вертикальные органические проницаемые двухбазовые транзисторы для логических схем. Нац. коммун. 11 , 4725 (2020).
et al. Вертикальные органические проницаемые двухбазовые транзисторы для логических схем. Нац. коммун. 11 , 4725 (2020). Доп. Матер. 31 , 1808265 (2019).
Доп. Матер. 31 , 1808265 (2019). «>
«>Бенвадих, М. и др. Интеграция графеновых чернил в качестве электрода затвора для печатных органических комплементарных тонкопленочных транзисторов. Орг. Электрон. 15 , 614–621 (2014).
Артикул Google ученый
 Орг. Электрон. 14 , 1407–1418 (2013).
Орг. Электрон. 14 , 1407–1418 (2013).Ссылки на скачивание
Благодарности
E.G. и С.С. признаем финансовую поддержку Китайского стипендиального совета (№ 2017068
 Мы благодарим H. Tang из Leibniz IFW Dresden за ее помощь в оптической визуализации. Мы также благодарим Y. Gao из TU Dresden за ее помощь в измерениях кольцевого генератора.
Мы благодарим H. Tang из Leibniz IFW Dresden за ее помощь в оптической визуализации. Мы также благодарим Y. Gao из TU Dresden за ее помощь в измерениях кольцевого генератора.Информация об авторе
Авторы и организации
Дрезден Объединенный центр прикладной физики и фотонных материалов (IAPP), Технический университет Дрездена, Дрезден, Германия Ву, Карл Лео и Ханс Климанн
Институт физики ионных пучков и исследования материалов, Гельмгольц-центр Дрезден-Россендорф (HZDR), Дрезден, Германия
Рене Хюбнер
Научный центр Frontiers для гибкой электроники, Сианьский институт гибкой электроники (IFE) и Сианьский институт биомедицинских материалов и инженерии, Северо-Западный политехнический университет, Сиань, Китай
Zhongbin Wu
Авторы
- Erjuan Guo
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Shen Xing
Посмотреть публикации автора
Вы также можете искать этого автора в PubMed Google Scholar
- Felix Dollinger
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- René Hübner
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Shu-Jen Wang
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Академия
- Zhongbin Wu
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Karl Leo
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
- Hans Kleemann
Просмотр публикаций автора
Вы также можете искать этого автора в PubMed Google Scholar
Взносы
Х.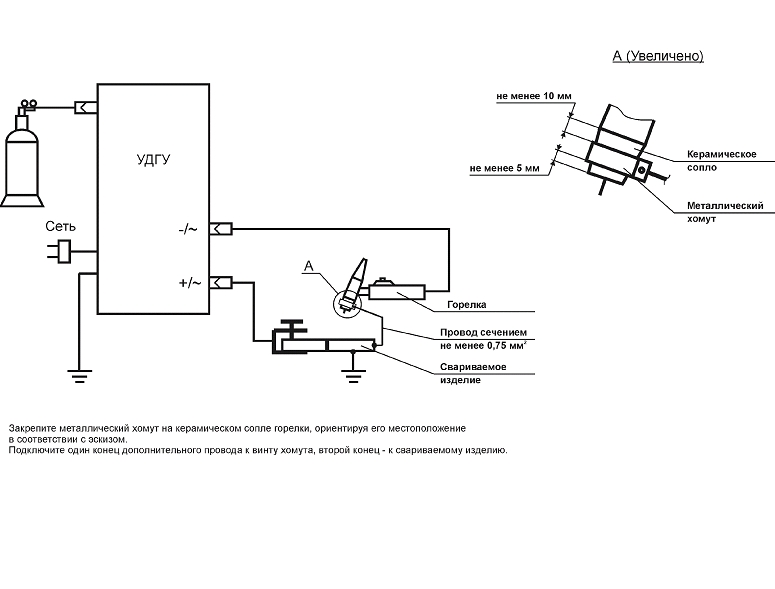 К. и К.Л. предложил и курировал проект. Э.Г., З.В. и Х.К. разработал эксперимент. Э.Г., С.Х., Ф.Д. и С.-Дж.В. выполнил характеристику устройства. Р. Х. провел анализ ПЭМ. Э.Г., З.В., Х.К. и К.Л. проанализировал данные и стал соавтором рукописи. Все авторы обсудили результаты и прокомментировали рукопись.
К. и К.Л. предложил и курировал проект. Э.Г., З.В. и Х.К. разработал эксперимент. Э.Г., С.Х., Ф.Д. и С.-Дж.В. выполнил характеристику устройства. Р. Х. провел анализ ПЭМ. Э.Г., З.В., Х.К. и К.Л. проанализировал данные и стал соавтором рукописи. Все авторы обсудили результаты и прокомментировали рукопись.
Авторы переписки
Переписка с Erjuan Guo, Zhongbin Wu или Hans Kleemann.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих интересов.
Дополнительная информация
Информация о рецензировании Nature Electronics благодарит Mario Caironi и других анонимных рецензентов за их вклад в рецензирование этой работы.
Примечание издателя Springer Nature остается нейтральной в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности.
Дополнительная информация
Дополнительная информация
Дополнительная информация Рис. 1–6, подписи к рисункам и обсуждение, а также таблицы 1 и 2.
1–6, подписи к рисункам и обсуждение, а также таблицы 1 и 2.
Исходные данные
Исходные данные Рис. 2
Передаточная и выходная кривые OPBT n-типа и OPBT p-типа, соответственно.
Исходные данные Рис. 3
Характеристики передачи статического напряжения.
Исходные данные Рис. 4
Кривые передачи статического напряжения и динамические характеристики.
Исходные данные Рис. 5
Динамический отклик кольцевых генераторов при 6 В и время задержки на каскад.
Права и разрешения
Перепечатка и разрешения
Об этой статье
Дополнительная литература
Органические цепи достигают новых высот
- Вэй Хуан
- Антонио Факкетти
Натур Электроникс (2021)
Новый тройной инвертор для КМОП-тактовых импульсов и генераторов.
 (Конференция) Новая конструкция тройного инвертора для КМОП-тактовых импульсов и генераторов. (Конференция) | ОСТИ.GOV
(Конференция) Новая конструкция тройного инвертора для КМОП-тактовых импульсов и генераторов. (Конференция) | ОСТИ.GOVперейти к основному содержанию
- Полная запись
- Другое связанное исследование
Аннотация не предоставлена.
- Авторов:
- Вессендорф, Курт О .; Йен, Шон
- Дата публикации:
- Исследовательская организация:
- Национальная лаборатория Сандия. (SNL-NM), Альбукерке, Нью-Мексико (США)
 (SNL-NM), Альбукерке, Нью-Мексико (США)
(SNL-NM), Альбукерке, Нью-Мексико (США)- Организация-спонсор:
- IEEE
- Идентификатор ОСТИ:
- 1639828
- Номер(а) отчета:
- ПЕСОК2019-3932К
674504
- Номер контракта с Министерством энергетики:
- АК04-94АЛ85000
- Тип ресурса:
- Конференция
- Отношение ресурсов: Конференция
- : предложено для презентации на Международном симпозиуме IEEE по управлению частотой IFCS-EFTF 2109, который состоится 14–18 апреля 2019 г.в Орландо, Флорида, США.
- Страна публикации:
- США
- Язык:
- Английский
Форматы цитирования
- MLA
- АПА
- Чикаго
- БибТекс
Вессендорф, Курт О. , и Йен, Шон. Новый тройной инвертор для КМОП-тактовых импульсов и генераторов. . США: Н. П., 2019.
Веб. doi: 10.1109/FCS.2019.8856002.
, и Йен, Шон. Новый тройной инвертор для КМОП-тактовых импульсов и генераторов. . США: Н. П., 2019.
Веб. doi: 10.1109/FCS.2019.8856002.
Копировать в буфер обмена
Вессендорф, Курт О., и Йен, Шон. Новый тройной инвертор для КМОП-тактовых импульсов и генераторов. . Соединенные Штаты. https://doi.org/10.1109/ФТС.2019.8856002
Копировать в буфер обмена
Вессендорф, Курт О., и Йен, Шон. 2019.
«Новый дизайн тройного инвертора для часов и генераторов CMOS». Соединенные Штаты. https://doi.org/10.1109/FCS.2019.8856002. https://www.osti.gov/servlets/purl/1639828.
Копировать в буфер обмена
@статья{osti_1639828,
title = {Новый дизайн тройного инвертора для тактовых импульсов и генераторов CMOS. },
},
автор = {Вессендорф, Курт О. и Йен, Шон},
abstractNote = {Аннотация не предоставлена.},
дои = {10.1109/FCS.2019.8856002},
URL-адрес = {https://www.osti.gov/biblio/1639828},
журнал = {},
номер =,
объем = ,
место = {США},
год = {2019},
месяц = {4}
}
Копировать в буфер обмена
Просмотр конференции (2,86 МБ)
https://doi.org/10.1109/FCS.2019.8856002
Дополнительную информацию о получении полнотекстового документа см. в разделе «Доступность документа». Постоянные посетители библиотек могут искать в WorldCat библиотеки, в которых проводится эта конференция.
Экспорт метаданных
Сохранить в моей библиотеке
Вы должны войти в систему или создать учетную запись, чтобы сохранять документы в своей библиотеке.
Аналогичных записей в сборниках OSTI.GOV:
- Аналогичные записи
Патент США на схему защиты входа для КМОП-генератора. Патент (Патент № 4,048,584, выдан 13 сентября 1977 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
2. Краткое описание предшествующего уровня техники
Хорошо известно, что при работе с МОП- или КМОП-устройствами входы затворов с высоким импедансом должны быть защищены от перенапряжений статического электричества. Напряжение пробоя изолятора затвора типичных КМОП-устройств составляет примерно 80 вольт. Для рассеивания перенапряжения статического электричества используются многочисленные входные схемы защиты. Многие из этих устройств защиты входов используют PN-диоды в структурах интегральных схем. Такие защитные устройства эффективны, но в некоторых случаях может потребоваться обратная связь от внутренних частей схемы генератора, чтобы повысить защищенный узел за пределами пределов напряжения питания. Известные схемы защитных диодов ограничивают защищенный узел в пределах падения напряжения на диоде относительно питающих напряжений. Такое ограничение нежелательно в некоторых случаях и препятствует использованию некоторых полезных методов проектирования схем.
Такие защитные устройства эффективны, но в некоторых случаях может потребоваться обратная связь от внутренних частей схемы генератора, чтобы повысить защищенный узел за пределами пределов напряжения питания. Известные схемы защитных диодов ограничивают защищенный узел в пределах падения напряжения на диоде относительно питающих напряжений. Такое ограничение нежелательно в некоторых случаях и препятствует использованию некоторых полезных методов проектирования схем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является создание генератора, в котором предотвращается отсечение колебаний напряжения в узле синхронизации генератора входной схемой защиты генератора.
Вкратце изобретение представляет собой генератор, включающий в себя усилитель, имеющий вход и выход. У усилителя есть точка переключения, которая представляет собой значение входного напряжения, при котором выходное напряжение переключается с одного уровня напряжения на противоположный уровень напряжения. Генератор включает в себя средство для соединения выходного сигнала на выходе усилителя со входом для усиления входного сигнала. Генератор включает в себя схему защиты входа, соединенную со входом усилителя для создания высокого импеданса на входе, когда входной сигнал находится в пределах заданного диапазона напряжений. В предпочтительном варианте усилительная часть включает в себя два КМОП-инвертора, соединенных каскадом. Конденсатор подключен между выходом второго инвертора и входом первого инвертора. Защитная сеть включает в себя две пары встречно-параллельных диодов, включенных между входом усилителя и двумя проводниками напряжения питания, подающими питание на КМОП-инверторы.
Генератор включает в себя средство для соединения выходного сигнала на выходе усилителя со входом для усиления входного сигнала. Генератор включает в себя схему защиты входа, соединенную со входом усилителя для создания высокого импеданса на входе, когда входной сигнал находится в пределах заданного диапазона напряжений. В предпочтительном варианте усилительная часть включает в себя два КМОП-инвертора, соединенных каскадом. Конденсатор подключен между выходом второго инвертора и входом первого инвертора. Защитная сеть включает в себя две пары встречно-параллельных диодов, включенных между входом усилителя и двумя проводниками напряжения питания, подающими питание на КМОП-инверторы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 представлена схема предпочтительного в настоящее время варианта осуществления изобретения.
РИС. 2 представляет собой диаграмму поперечного сечения части интегральной схемы, воплощающей схему, показанную на фиг. 1, показывающий защитную сеть в полупроводниковой структуре.
1, показывающий защитную сеть в полупроводниковой структуре.
РИС. 3а представляет собой принципиальную схему цепи, включающей резистор, конденсатор и кристалл, который можно подключить между двумя клеммами схемы на фиг. 1.
РИС. 3b представляет собой схему LC-сети, которая может быть подключена между двумя клеммами схемы на фиг. 1.
РИС. 4 представляет собой принципиальную схему, иллюстрирующую реализацию схемы КМОП-инвертора, которую можно использовать в схеме на фиг. 1.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1, двухвыводной КМОП-генератор 10 включает в себя два вывода или вывода 12 и 14, к которым может быть подключена внешняя цепь или элемент управления частотой. Специалистам в данной области техники понятно, что генератор называется двухвыводным генератором, потому что имеется два таких вывода управления частотой, к которым может быть подключено внешнее устройство управления частотой. Например, генераторы, которым требуется три внешних контакта для подключения к внешней сети управления частотой, называются генераторами с тремя выводами. Генератор 10 включает в себя усилитель 31, который включает в себя два КМОП-инвертора 30 и 40. Инверторы 30 и 40 могут быть реализованы, как показано на схематическом чертеже на фиг. 4. Генератор 10 также включает в себя инвертор 44, который может быть реализован, как показано на фиг. 4. Генератор 10 также включает входную защитную сеть 21 для защиты изоляторов МОП-транзисторов инверторов 30, 40 и 44 от разрушения перенапряжениями, подаваемыми на клемму 14. Напряжения статического электричества достаточной величины для частого разрыва диэлектриков затворов МОП-транзисторов. возникают при обращении с полупроводниковыми элементами перед их установкой в цепь или систему. Резистор 11 подключен между клеммами 12 и 14. Пунктирные линии показывают, что резистор 11 является внешним по отношению к корпусу, в котором упакован остальной генератор 10. Однако можно использовать и другие элементы управления частотой, кроме резистора 11. Например, кварцевая схема на фиг. 3А или LC-цепь на фиг. 3b можно использовать.
Генератор 10 включает в себя усилитель 31, который включает в себя два КМОП-инвертора 30 и 40. Инверторы 30 и 40 могут быть реализованы, как показано на схематическом чертеже на фиг. 4. Генератор 10 также включает в себя инвертор 44, который может быть реализован, как показано на фиг. 4. Генератор 10 также включает входную защитную сеть 21 для защиты изоляторов МОП-транзисторов инверторов 30, 40 и 44 от разрушения перенапряжениями, подаваемыми на клемму 14. Напряжения статического электричества достаточной величины для частого разрыва диэлектриков затворов МОП-транзисторов. возникают при обращении с полупроводниковыми элементами перед их установкой в цепь или систему. Резистор 11 подключен между клеммами 12 и 14. Пунктирные линии показывают, что резистор 11 является внешним по отношению к корпусу, в котором упакован остальной генератор 10. Однако можно использовать и другие элементы управления частотой, кроме резистора 11. Например, кварцевая схема на фиг. 3А или LC-цепь на фиг. 3b можно использовать. Однако тогда схема будет работать в линейном или синусоидальном режиме.
Однако тогда схема будет работать в линейном или синусоидальном режиме.
Цепь защиты входа 21 включает резистор 22, подключенный между клеммой 14 и узлом 24. Катод диода 16, обозначенный D1, подключен к клемме 14. Пунктирная линия, идущая от D1, указывает, что эффект диода D1 распределен по длине резистор 22. Это можно понять из фиг. 2, где видно, что резистор 22 представляет собой N+-область, диффундирующую в P-область 16A, которая, в свою очередь, сформирована внутри полупроводниковой подложки 54 с N-проводимостью. Как показано символами диодов и пунктирной линией на фиг. 2, D1 представляет собой просто диод, образованный вдоль соединения между рассеянным резистором 22 и P-областью 16A. Возвращаясь к фиг. 1, анод диода D2 соединен с анодом D1. Возвращаясь к фиг. 2 область структуры, включающая диод D2 (позиция 18), обозначена символом диода на PN-переходе, образованном областью 16A и подложкой 54. Подложка 54 образует катод диода D2 и соединена с V . Проводник 20 напряжения DD. Анод диода D3 также соединен с анодом D1, как видно на фиг. 1. Символ диода на переходе между областью N+ 59и Р-область 16А на фиг. 2 указывает на физическую реализацию D3. Катод D3 (позиция 28) соединен с V DD.
Анод диода D3 также соединен с анодом D1, как видно на фиг. 1. Символ диода на переходе между областью N+ 59и Р-область 16А на фиг. 2 указывает на физическую реализацию D3. Катод D3 (позиция 28) соединен с V DD.
Схема защиты 21 также включает диод D4, ссылочный номер 32, катод которого соединен с примечанием 24, а его анод соединен с анодом диода D5, ссылочный номер 34, катод которого соединен с проводником напряжения VSS 36 Предпочтительная реализация D4 и D5 в реализации изобретения на КМОП-интегральной схеме обозначена символами диода D4 и D5 на фиг. 2. Секция 31 усилителя включает в себя КМОП-инвертор 30, вход которого подключен к узлу 34, а его выход подключен к входу КМОП-инвертора 40, выход которого подключен к узлу 42. Конденсатор 38 подключен между узлами 24 и 42. КМОП-инвертор 44 имеет вход, подключенный к узлу 42, и его выход, подключенный к клемме 12. Схема, включающая диоды 46, 50, 52, резистор 48 и КМОП-инвертор 54, обеспечивает выходную схему для генерирования выходного импульса в узле 56 с частотой, определяемой остальная часть схемы генератора 10. Диоды 46, 50 и 52 и резистор 48 обеспечивают обычную входную схему защиты для защиты изоляторов затворов полевых МОП-транзисторов инвертора 64 от перенапряжений статического электричества, которые могут создавать перенапряжения на клемме 12 во время работы. устройства.
Диоды 46, 50 и 52 и резистор 48 обеспечивают обычную входную схему защиты для защиты изоляторов затворов полевых МОП-транзисторов инвертора 64 от перенапряжений статического электричества, которые могут создавать перенапряжения на клемме 12 во время работы. устройства.
Сначала будет объяснена работа схемы защиты 21 генератора 10. Требуемая работа схемы 21 защиты входа происходит, когда генератор 10 не подключен к каким-либо источникам питания, а скорее изготавливается или обрабатывается во время транспортировки или иным образом обрабатывается. Для более полного описания среды перенапряжений статического электричества, которым часто подвергаются электронные компоненты во время производства, испытаний и обращения, см. №3,911 296.
Если, например, на вход 14 подается большой импульс положительного шумового напряжения, диод D1 смещается в обратном направлении и подвергается обратному пробою при напряжении примерно 30 В, что характерно для широко используемого процесса производства КМОП. (Для этого обсуждения, поскольку генератор 10 не подключен к каким-либо источникам питания, будет предполагаться, что V SS и V DD равны 0 вольт.) После короткой задержки распространения через резистор 22 и когда он заряжает конденсатор 38, диод D3 будет смещен в прямом направлении. Следовательно, импульс положительного шумового напряжения должен заряжать большую емкость, связанную с проводником 20 VDD, а также емкость затвора полевых МОП-транзисторов в КМОП-инверторе 30. Емкость, связанная с проводником напряжения VDD, обычно будет достаточно большим, чтобы рассеять энергию положительного шумового импульса до того, как напряжение в узле 24 достигнет точки разрыва диэлектриков затвора полевых МОП-транзисторов в инверторе 30. Аналогично, диод D4 также выйдет из строя примерно при 30 вольт, а D5 быть смещенным в прямом направлении, так что импульс положительного статического электричества также должен заряжать емкость, связанную с проводником V SS , в то же время он заряжает емкость, связанную с проводником V DD 20, дополнительно увеличивая степень защиты, предусмотренной для МОП-транзисторов инвертора 30.
(Для этого обсуждения, поскольку генератор 10 не подключен к каким-либо источникам питания, будет предполагаться, что V SS и V DD равны 0 вольт.) После короткой задержки распространения через резистор 22 и когда он заряжает конденсатор 38, диод D3 будет смещен в прямом направлении. Следовательно, импульс положительного шумового напряжения должен заряжать большую емкость, связанную с проводником 20 VDD, а также емкость затвора полевых МОП-транзисторов в КМОП-инверторе 30. Емкость, связанная с проводником напряжения VDD, обычно будет достаточно большим, чтобы рассеять энергию положительного шумового импульса до того, как напряжение в узле 24 достигнет точки разрыва диэлектриков затвора полевых МОП-транзисторов в инверторе 30. Аналогично, диод D4 также выйдет из строя примерно при 30 вольт, а D5 быть смещенным в прямом направлении, так что импульс положительного статического электричества также должен заряжать емкость, связанную с проводником V SS , в то же время он заряжает емкость, связанную с проводником V DD 20, дополнительно увеличивая степень защиты, предусмотренной для МОП-транзисторов инвертора 30.
Если на клемму 14 подается отрицательный импульс статического электричества, диод D1 смещается в прямом направлении, а также диод D4 смещается в прямом направлении. Диоды D3 и D5 подвергаются обратному пробою при напряжении приблизительно 30 вольт, тем самым обеспечивая низкий импеданс от клеммы 14 до емкостей, связанных с проводником 20 VDD и проводником 36 VSS.
Далее операция схемы входной защиты анализируется, когда генератор 10 подключен к источнику питания и работает. Предположим, что V SS равно 0 вольт, а V DD равно 10 вольт для следующего пояснения работы. Предположим, что изначально узел 24 находится под напряжением 0 вольт. Тогда в узле 33 будет напряжение VDD вольт или 10 вольт. Поэтому узел 42 будет на 0 вольт. Клемма 12 будет на 10 вольт. Первоначально клемма 14 будет на 0 вольт. Поэтому зарядный ток будет протекать через резистор 11 и резистор 22, стремясь зарядить конденсатор 38. Предположим также, что точка переключения инвертора 30 составляет 5 вольт. Для КМОП-инвертора вполне обычно проектировать МОП-транзисторы с каналом P и N таким образом, чтобы выходное напряжение оставалось равным VDD вольт до тех пор, пока входное напряжение не достигнет VDD/2 вольт, после чего выходное напряжение резко переключается. до 0 вольт. Зарядка через резисторы 11 и 22 продолжается до тех пор, пока узел 24 не достигнет 5 вольт, после чего инвертор 30 переключится, узел 33 перейдет к 0 вольт, узел 42 перейдет к 10 вольт, а клемма 12 перейдет к 0 вольт. Когда напряжение в узле 42 быстро возрастает до 10 вольт, напряжение на конденсаторе 38, которое только что было заряжено до 5 вольт, остается по существу постоянным. Следовательно, напряжение в узле 24 повышается с VDD/2 вольт (т.е. 5 вольт) до VDD/2 + VDD вольт (т.е. 15 вольт), когда узел 42 повышается от 0 до VDD вольт (т.е. 10 вольт). Когда в узле 24 повышается напряжение до напряжения, превышающего VDD вольт, диод D1 становится смещенным в обратном направлении, а также диод D4 становится смещенным в обратном направлении. Следовательно, входная схема 21 защиты не препятствует начальной загрузке или повышению напряжения узла 24 выше VDD вольт. В этот момент в узле 12 находится 0, а в узлах 24 и 14 примерно 15 вольт, при условии, что резистор 22 относительно мал.
до 0 вольт. Зарядка через резисторы 11 и 22 продолжается до тех пор, пока узел 24 не достигнет 5 вольт, после чего инвертор 30 переключится, узел 33 перейдет к 0 вольт, узел 42 перейдет к 10 вольт, а клемма 12 перейдет к 0 вольт. Когда напряжение в узле 42 быстро возрастает до 10 вольт, напряжение на конденсаторе 38, которое только что было заряжено до 5 вольт, остается по существу постоянным. Следовательно, напряжение в узле 24 повышается с VDD/2 вольт (т.е. 5 вольт) до VDD/2 + VDD вольт (т.е. 15 вольт), когда узел 42 повышается от 0 до VDD вольт (т.е. 10 вольт). Когда в узле 24 повышается напряжение до напряжения, превышающего VDD вольт, диод D1 становится смещенным в обратном направлении, а также диод D4 становится смещенным в обратном направлении. Следовательно, входная схема 21 защиты не препятствует начальной загрузке или повышению напряжения узла 24 выше VDD вольт. В этот момент в узле 12 находится 0, а в узлах 24 и 14 примерно 15 вольт, при условии, что резистор 22 относительно мал. Типичное значение резистора 22 составляет 200 Ом. Типичное значение для конденсатора 38 составляет 20 пикофарад. Типичное значение внешнего резистора 11 составляет 100 кОм.
Типичное значение резистора 22 составляет 200 Ом. Типичное значение для конденсатора 38 составляет 20 пикофарад. Типичное значение внешнего резистора 11 составляет 100 кОм.
Далее ток начинает течь из конденсатора 38 через резисторы 22 и 11 на клемму 12, на которой 0 вольт. Узел 24 начинает разряжаться на землю, и когда он достигает 5 вольт или VDD/2 вольт, инвертор 30 переключается, так что узел 33 переключается на 10 вольт, узел 42 переключается на 0 вольт, а узел 12 повышается до 10 вольт. вольт. В момент переключения инвертора 30 на конденсатор 38 подается отрицательное напряжение 5 вольт, так что когда узел 42 переключается с 10 вольт на 0 вольт, узел 24 переключается с +5 вольт на -5 вольт благодаря, по существу, постоянному напряжение на конденсаторе 38. Когда узел 24 находится на уровне -5 вольт, диоды D1 и D4 будут смещены в прямом направлении, но все диоды D2, D3 и D5 будут смещены в обратном направлении, так что входная схема защиты 21 по-прежнему будет иметь высокий импеданс в узле. 24, и не мешает переключению усилителя 31 и связанных с ним элементов, определяющих частоту, резистора 11 и конденсатора 38.
24, и не мешает переключению усилителя 31 и связанных с ним элементов, определяющих частоту, резистора 11 и конденсатора 38.
Ранее известные входные схемы защиты имели тенденцию блокировать узел 24, когда он возрастал выше VDD вольт или ниже VSS вольт. С типом генератора, показанным на фиг. 10, действие самонастройки в узле 24, не сдерживаемое таким действием фиксации, весьма желательно с точки зрения достижения независимости частоты от напряжения питания.
Как работает инвертор, Как ремонтировать инверторы — Общие советы
В этом посте мы постараемся научиться диагностировать и ремонтировать инвертор, всесторонне изучив различные этапы инвертора и основные функции инвертора.
Прежде чем мы обсудим, как отремонтировать инвертор, важно, чтобы вы сначала получили полную информацию об основных принципах работы инвертора и его этапах. Следующее содержание объясняет важные аспекты инвертора.
Содержание
Этапы инвертора
Как следует из названия, инвертор постоянного тока в переменный представляет собой электронное устройство, способное «преобразовывать» потенциал постоянного тока, обычно полученный от свинцово-кислотной батареи, в повышенный потенциал переменного тока. Выходное напряжение инвертора обычно вполне сравнимо с напряжением в наших домашних розетках переменного тока.
Выходное напряжение инвертора обычно вполне сравнимо с напряжением в наших домашних розетках переменного тока.
Ремонт сложных инверторов непрост из-за множества сложных этапов и требует опыта в этой области. Инверторы, которые обеспечивают выходной синусоидальный сигнал или те, которые используют технологию PWM для генерации модифицированного синусоидального сигнала, могут быть трудны для диагностики и устранения неполадок для людей, которые относительно плохо знакомы с электроникой.
Тем не менее, более простые конструкции инверторов, включающие основные принципы работы, могут быть отремонтированы даже человеком, не являющимся специалистом в области электроники.
Прежде чем мы перейдем к подробностям поиска неисправностей, было бы важно обсудить, как работает преобразователь частоты, и какие этапы обычно может включать инвертор: генератор, драйвер и выходной каскад трансформатора.
Генератор:
Этот каскад в основном отвечает за генерацию колебательных импульсов либо через интегральную схему, либо через транзисторную схему.
Эти колебания в основном представляют собой чередующиеся положительные и отрицательные (земля) пики напряжения батареи с определенной определенной частотой (количество положительных пиков в секунду). Такие колебания обычно имеют форму квадратных столбов и называются прямоугольными волнами. а инверторы, работающие с такими генераторами, называются инверторами прямоугольных импульсов.
Сгенерированные выше прямоугольные импульсы слишком слабы и не могут быть использованы для управления сильноточными выходными трансформаторами. Поэтому эти импульсы подаются на следующий каскад усилителя для требуемой задачи.
Для получения информации об инверторных генераторах вы также можете обратиться к полному учебному пособию, в котором объясняется, как спроектировать инвертор с нуля.
Усилитель или усилитель (драйвер):
силовые транзисторы или мосфеты.
Несмотря на то, что усиленный ответ представляет собой переменный ток, он по-прежнему находится на уровне напряжения питания батареи и, следовательно, не может использоваться для управления электроприборами, работающими при более высоком напряжении переменного тока.
Таким образом, усиленное напряжение подается на вторичную обмотку выходного трансформатора.
Выходной силовой трансформатор:
Мы все знаем, как работает трансформатор; в источниках питания переменного/постоянного тока он обычно используется для понижения подаваемого входного сетевого переменного тока до более низких указанных уровней переменного тока за счет магнитной индукции двух его обмоток.
В инверторах трансформатор используется для той же цели, но с противоположной ориентацией, т. е. здесь переменный ток низкого уровня от рассмотренных выше электронных каскадов подается на вторичные обмотки, что приводит к наведенному повышенному напряжению на первичной обмотке трансформатора.
Это напряжение в конечном итоге используется для питания различных бытовых электроприборов, таких как лампы, вентиляторы, миксеры, паяльники и т. д.
Основной принцип работы инвертора принцип становится основой для всех традиционных конструкций инверторов, от самых простых до самых сложных.

Функционирование показанной конструкции можно понять из следующих пунктов:
1) Положительный контакт батареи питает микросхему генератора (вывод Vcc), а также центральный отвод трансформатора.
2) Микросхема генератора при включении питания начинает генерировать попеременно переключающиеся импульсы Hi/Lo на своих выходных контактах PinA и PinB с некоторой заданной частотой, в основном с частотой 50 Гц или 60 Гц в зависимости от спецификаций страны.
3) Эти выводы можно увидеть подключенными к соответствующим силовым устройствам № 1 и № 2, которые могут быть полевыми транзисторами или силовыми биполярными транзисторами.
3) В любой момент, когда PinA высокий, а PinB низкий, Power Device#1 находится в проводящем режиме, в то время как Power Device#2 удерживается выключенным.
4) Эта ситуация соединяет верхний отвод трансформатора с землей через силовое устройство №1, что, в свою очередь, приводит к тому, что плюс батареи проходит через верхнюю половину трансформатора, питая эту секцию трансформатора.
5) Аналогично, в следующий момент, когда на выводе B высокий уровень, а на выводе A низкий уровень, активируется нижняя первичная обмотка трансформатора.
6) Этот цикл постоянно повторяется, вызывая двухтактную передачу большого тока через две половины обмотки трансформатора.
7) Вышеупомянутое действие во вторичной обмотке трансформатора приводит к тому, что эквивалентное количество напряжения и тока переключается через вторичную обмотку посредством магнитной индукции, что приводит к выработке требуемого напряжения 220 В или 120 В переменного тока во вторичной обмотке трансформатора, как указано на схеме.
Преобразователь постоянного тока в переменный, советы по ремонту
В приведенном выше объяснении несколько моментов становятся очень важными для получения правильных результатов от инвертора.
1) Во-первых, генерация колебаний, благодаря которым силовые MOSFET включаются/выключаются, инициируя процесс индукции электромагнитного напряжения на первичной/вторичной обмотке трансформатора. Поскольку МОП-транзисторы переключают первичную обмотку трансформатора в двухтактном режиме, это индуцирует переменное напряжение 220 В или 120 В переменного тока на вторичной обмотке трансформатора.
Поскольку МОП-транзисторы переключают первичную обмотку трансформатора в двухтактном режиме, это индуцирует переменное напряжение 220 В или 120 В переменного тока на вторичной обмотке трансформатора.
2) Вторым важным фактором является частота колебаний, которая фиксируется в соответствии со спецификациями страны, например страны, которые обеспечивают 230 В, обычно имеют рабочую частоту 50 Гц, в других странах, где 120 В, в основном указано работают на частоте 60 Гц.
3) Сложные электронные устройства, такие как телевизоры, DVD-плееры, компьютеры и т. д., никогда не рекомендуется использовать с прямоугольными инверторами. Резкий подъем и спад прямоугольных волн просто не подходят для таких приложений.
4) Однако существуют способы с помощью более сложных электронных схем для модификации прямоугольных сигналов, чтобы они стали более подходящими для описанного выше электронного оборудования.
Инверторы, использующие более сложные схемы, способны генерировать сигналы, почти идентичные формам сигналов, доступным в наших домашних розетках переменного тока.
Как отремонтировать инвертор
Как только вы хорошо разберетесь с различными каскадами, обычно включаемыми в блок инвертора, как описано выше, поиск и устранение неисправностей станет относительно простым. Следующие советы иллюстрируют, как отремонтировать инвертор постоянного тока в переменный:
Инвертор «неисправен»:Если ваш инвертор неисправен, проведите предварительные исследования, такие как проверка напряжения батареи и соединений, проверка на наличие перегоревшего предохранителя , потери соединений и т. д. Если все в порядке, откройте внешнюю крышку инвертора и выполните следующие действия:
1) Найдите секцию генератора; отключите его выход от каскада MOSFET и с помощью частотомера проверьте, генерирует ли он требуемую частоту. Обычно для инвертора на 220В эта частота будет 50Гц, а для инвертора на 120В это будет 60Гц. Если ваш измеритель не показывает частоту или постоянный ток стабилен, это может указывать на возможную неисправность этого каскада генератора. Проверьте его ИС и связанные с ним компоненты на наличие средства правовой защиты.
Проверьте его ИС и связанные с ним компоненты на наличие средства правовой защиты.
2) Если вы обнаружите, что каскад генератора работает нормально, перейдите к следующему каскаду, то есть к каскаду усилителя тока (мощный полевой МОП-транзистор). Изолируйте МОП-транзисторы от трансформатора и проверьте каждое устройство с помощью цифрового мультиметра. Помните, что вам, возможно, придется полностью удалить MOSFET или BJT с платы при тестировании их с помощью цифрового мультиметра. Если вы обнаружите, что конкретное устройство неисправно, замените его новым и проверьте реакцию, включив инвертор. Предпочтительно подключить лампочку постоянного тока высокой мощности последовательно с аккумулятором во время проверки реакции, просто чтобы быть в большей безопасности и предотвратить неправомерное повреждение аккумулятора
3) Иногда трансформаторы также могут стать основной причиной неисправности. Вы можете проверить наличие обрыва обмотки или слабого внутреннего соединения в соответствующем трансформаторе. Если вы сочтете его подозрительным, немедленно замените его новым.
Если вы сочтете его подозрительным, немедленно замените его новым.
Хотя будет не так просто узнать все о том, как ремонтировать преобразователь постоянного тока в переменный из этой главы, но определенно все начнет «готовиться», когда вы углубитесь в процедуру с помощью неустанной практики и некоторых проб и ошибок.
Все еще сомневаетесь… не стесняйтесь задавать здесь свои конкретные вопросы.
Как собрать инвертор в домашних условиях: Учебное пособие — Проектирование и компоновка печатной платы
В этом посте мы собираемся изучить инверторы, которые могут питать небольшие устройства переменного тока от источника постоянного тока, которые можно использовать для кемпинга на открытом воздухе или во время чрезвычайной ситуации, например, при длительном или кратковременном отключении электроэнергии.
В этом посте мы рассмотрим: что такое силовой инвертор, типы силовых инверторов, как работает силовой инвертор и его принципиальную схему.
Что такое инвертор?
Инвертор мощности — это электрическое устройство, которое «преобразовывает» источник постоянного тока (обычно аккумулятор 6 В, 12 В, 24 В или 48 В) в стандартное напряжение 230 В переменного тока с частотой 50 Гц или 120 В переменного тока с частотой 60 Гц, или, другими словами, инвертор мощности потребляет вход постоянного тока и выход переменного тока с более высоким напряжением, чем вход.
Инвертор имеет ограниченную выходную мощность, а также ограниченное время работы, т. е. до тех пор, пока источник постоянного тока (батарея) не разрядится. Мы можем питать инвертор не только от батарей; мы также можем использовать солнечные батареи, небольшие гидрогенераторы постоянного тока, ветряные мельницы и даже топливные элементы, но, как правило, большинство инверторов, которые мы можем найти в домах и офисах, используют свинцово-кислотные батареи с глубоким разрядом или литиевые батареи.
Какие существуют типы инверторов?
Инвертор мощности можно классифицировать следующим образом:
1) Форма выходной волны переменного тока.
2) Трансформаторная техника.
Классификация по форме выходного сигнала переменного тока:
Инвертор мощности можно классифицировать по форме выходного сигнала переменного тока. Инверторы мощности выдают чистую синусоидальную волну, прямоугольную волну и модифицированную синусоиду. Ниже приведены иллюстрации и описание:
Прямоугольная волна:
Прямоугольный тип является самым шумным из трех, но его очень легко спроектировать, это был первый тип инвертора, который достиг преобразования постоянного тока в переменный без каких-либо механических частей несколько десятилетий назад, до этого мы использовали двигатель постоянного тока и двигатель переменного тока. генераторы и назывались электромеханическими инверторами.
Инвертор прямоугольной формы подходит для резистивных нагрузок, нагрузок, в которых используются импульсные источники питания для преобразования переменного тока в постоянный, таких как зарядные устройства, и небольших индуктивных нагрузок, потребляющих мощность менее 100 Вт, таких как настольные вентиляторы, потолочные вентиляторы BLDC. Прямоугольный инвертор производит гудящий шум в индуктивных нагрузках.
Прямоугольный инвертор производит гудящий шум в индуктивных нагрузках.
Модифицированная синусоида:
Модифицированная синусоида иногда также называется модифицированной прямоугольной волной. Форма волны имеет ступенчатую форму для снижения шума на выходе, это достигается введением паузы перед сменой полярности переменного тока; шаг может состоять из нескольких шагов для дальнейшего снижения шума.
Модифицированный синусоидальный сигнал легче проектировать, чем чистый синусоидальный тип, и он также экономически эффективен. Этот тип инвертора может поддерживать большинство нагрузок переменного тока, но на некоторых индуктивных нагрузках, таких как двигатели, вентиляторы, мы можем слышать (жужжание) жужжание от его обмотки катушки а также нагревается немного больше, чем чистая синусоида. Все несинусоидальные инверторы, доступные на рынке, относятся к этому типу.
Синусоида:
Синусоида — наименее шумный инвертор, если говорить о шуме на его выходе. Их сложно проектировать и они дороги по сравнению с двумя другими типами. Его выходная волна аналогична или идентична сети переменного тока, и все типы нагрузок переменного тока подходят для этого типа инвертора.
Их сложно проектировать и они дороги по сравнению с двумя другими типами. Его выходная волна аналогична или идентична сети переменного тока, и все типы нагрузок переменного тока подходят для этого типа инвертора.
Классификация по технологии трансформатора:
Инверторы можно классифицировать по типу трансформатора:
1) Трансформатор с железным сердечником.
2) Трансформатор с ферритовым сердечником.
Железный сердечник: Как следует из названия, в инверторе используется трансформатор с железным сердечником для преобразования переменного тока низкого напряжения в переменный ток высокого напряжения, а преобразование выполняется с частотой 50 Гц или 60 Гц. Трансформаторы с железным сердечником громоздки и весят больше, этот тип инвертора используется там, где вес или мобильность не являются проблемой, например, при установке инвертора в домах и офисных зданиях.
Как работает инвертор:
Любой инвертор питания имеет следующие основные этапы:
1) DC Источник
2) Осциллятор
3) Amplifier
3). ) Система обратной связи
) Система обратной связи
Источник постоянного тока: . Это может быть любой источник постоянного тока, такой как батарея, солнечная панель, ветряная мельница и т. д. выходная частота определяется как 50/60 Гц.
Усилитель: Усилительный каскад отвечает за усиление слабого сигнала от генератора. Усилительный каскад состоит из мощных транзисторов или МОП-транзисторов.
Повышающий трансформатор: Повышающий трансформатор отвечает за преобразование переменного тока низкого напряжения от усилительного каскада в переменный ток высокого напряжения (230 В или 120 В).
Обратная связь: Этап обратной связи отвечает за выборку выходного напряжения и подачу его на генератор для автоматической коррекции напряжения.
Схема цепи:
Предупреждение: выходное напряжение составляет 230 В переменного тока, необходимо соблюдать крайнюю осторожность при создании прототипа, а также при его использовании.
Описание схемы:
Предлагаемая простая схема состоит из нескольких активных и пассивных компонентов. Вышеупомянутая схема инвертора имеет все этапы, описанные в предыдущем разделе, за исключением каскада обратной связи, и без него этот инвертор работает без проблем, если только вы не перегружаете выход, что может значительно снизить выходное напряжение, но это не так. не причинять вреда инвертору.
IC 4047 сконфигурирован как нестабильный мультивибратор, который генерирует прямоугольные волны на контактах № 10 и 11. Частота этого каскада очень важна, так как она будет определять частоту выходного переменного тока. Используйте прилагаемый потенциометр 100K, чтобы довести выходную частоту до 50 Гц / 60 Гц в зависимости от вашей страны.
IC 4047 имеет один недостаток: когда напряжение батареи падает во время нормальной работы инвертора, выходная частота меняется или, другими словами, выход IC 4047 зависит от напряжения. Чтобы решить эту проблему, мы использовали стабилизатор постоянного напряжения 7805, который обеспечивает постоянное напряжение 5 В для IC 4047.
Выход IC 4047 подается на каскад усиления, который состоит из биполярных транзисторов и полевых МОП-транзисторов. BJT отвечает за преобразование сигнала 5 В в сигнал 12 В, другими словами, усиление напряжения, поскольку полевой МОП-транзистор является устройством, управляемым напряжением, для эффективной работы ему требуется достаточное напряжение (выше 10 В).
МОП-транзистор отвечает за усиление тока; теперь на клемме стока полевых МОП-транзисторов напряжение и ток достаточны для питания трансформатора.
Трансформатор преобразует колебание 12 В в выходное напряжение 230 В переменного тока. На выходе трансформатора подключен металлооксидный варистор или металлооксидный варистор, предназначенный для подавления любых всплесков высокого напряжения, которые трансформатор может выдать во время запуска инвертора, а также при включении и выключении нагрузки. Пожалуйста, не игнорируйте этот компонент; это для защиты подключенных нагрузок.
Предохранитель на 5 А подключен между центральным выводом трансформатора и источником питания +12 В, это предотвратит короткое замыкание, если каскад генератора не запустится.
Максимальная выходная мощность инвертора составляет 45 Вт для трансформатора 9 В / 5 А, и вы можете увеличить выходную мощность, модернизировав трансформатор до 10 А или 15 А или более. Пожалуйста, увеличьте номинальный ток предохранителя соответственно. Используйте аккумулятор емкостью не менее 7 Ач или более.
Какие типы нагрузок я могу подключить к этому инвертору?
Вы можете подключать любые резистивные нагрузки, такие как вольфрамовые лампы, индуктивные нагрузки, такие как настольный вентилятор мощностью менее 100 Вт (вы можете услышать гудящий шум), нагрузки, использующие импульсные источники питания, такие как адаптеры переменного тока в постоянный, зарядные устройства, светодиодные лампы и светодиодные планки. и т. д.
ПРИМЕЧАНИЕ. Следует немедленно отключить любую нагрузку, если она неправильно работает с выходом этого инвертора, и НИКАКИЕ медицинские или спасательные устройства не должны использоваться с этим инвертором.
Автор blogthorКак починить инвертор? — Основные способы устранения неполадок
Если вы живете в отдаленном месте, где для питания используется только постоянный ток, вам необходим инвертор. То же самое относится, если вы отправляетесь в поход на фургоне или у вас есть только внедорожник для мощности. Инверторы мощности или цифровые инверторы чрезвычайно эффективны, когда речь идет об использовании батарей в качестве более крупного источника энергии. Они помогут вам превратить постоянный ток автомобильного аккумулятора в переменный ток и позволят заряжать устройства, запускать ноутбук или что-то в этом роде.
То же самое относится, если вы отправляетесь в поход на фургоне или у вас есть только внедорожник для мощности. Инверторы мощности или цифровые инверторы чрезвычайно эффективны, когда речь идет об использовании батарей в качестве более крупного источника энергии. Они помогут вам превратить постоянный ток автомобильного аккумулятора в переменный ток и позволят заряжать устройства, запускать ноутбук или что-то в этом роде.
Однако, если вы в конечном итоге получите неисправный силовой инвертор , и у вас нет другого выхода, кроме как отремонтировать его самостоятельно, эта статья для вас. Я расскажу обо всем, что вы должны знать об инверторах, что они из себя представляют и как они работают. Как только вы узнаете , как работает ваш инвертор , вы также пройдете через процессы, которым вы должны следовать, чтобы отремонтировать его. Оставайтесь в процессе и отремонтируйте свой инвертор самостоятельно.
Что такое инвертор?
Инвертор мощности — это устройство преобразователя мощности, которое может преобразовывать постоянный ток от батареи в переменный. Это генератор, который может быстро переключать настройки полярности с постоянного тока на переменный и создавать прямоугольную волну. С инвертором мощности вы можете использовать устройства, которым требуется переменный ток, вместо постоянного тока. Вы можете получить выходной ток 220 В или 240 В с инвертором, который поможет вам управлять любым типом устройства. Есть три самых популярные типы инверторов , инверторы с чистой синусоидой, прямоугольные и модифицированные инверторы синусоиды. Вы также найдете инверторы с типами фаз, однофазные и трехфазные инверторы для различных типов работ.
Это генератор, который может быстро переключать настройки полярности с постоянного тока на переменный и создавать прямоугольную волну. С инвертором мощности вы можете использовать устройства, которым требуется переменный ток, вместо постоянного тока. Вы можете получить выходной ток 220 В или 240 В с инвертором, который поможет вам управлять любым типом устройства. Есть три самых популярные типы инверторов , инверторы с чистой синусоидой, прямоугольные и модифицированные инверторы синусоиды. Вы также найдете инверторы с типами фаз, однофазные и трехфазные инверторы для различных типов работ.
Почему инвертор не работает?
Знание всех причин, по которым ваш инвертор может выйти из строя, поможет вам выбрать правильные методы устранения неполадок. Вот наиболее распространенные причины, по которым ваш инвертор мог перестать работать или работать неправильно:
- Неправильное подключение аккумулятора: Аккумулятор, который вы подключаете к инвертору, может иметь плохое соединение или вообще не иметь контакта.
- Коррозия клеммы аккумулятора: Если инвертор используется в течение длительного времени, клеммы аккумулятора могут подвергнуться коррозии из-за влажности или выделения водорода.
- Неисправный выключатель питания: Если ваш инвертор вообще не включается, возможно, неисправность связана с выключателем питания на инверторе.
- Разряженный аккумулятор: Возможно, проблема вовсе не в инверторе; вместо этого ваша батарея может быть недостаточно заряжена.
- Перегоревший предохранитель: Если вы используете его с постоянной клеммой и генератор внезапно выходит из строя, причиной может быть перегоревший предохранитель!

Как починить силовой инвертор
Если вы в конечном итоге получите неисправный инвертор, который, как вы могли подумать, вышел из строя, в конце концов, он не может быть полностью выведен из строя! Если проблема ремонтопригодна в домашних условиях, это можно сделать самостоятельно, проверив инвертор. Вот что вы можете сделать, если в последнее время вы столкнулись с неисправным инвертором:
Вот что вы можете сделать, если в последнее время вы столкнулись с неисправным инвертором:
1. Устранение неполадок неисправного выключателя питания
Если инвертор не включается после нажатия выключателя питания, возможно, проблема связана с выключателем! Сначала вы должны проверить, все ли в порядке, и этот процесс прост. Отключите инвертор от источника питания, подключите к нему другой прибор и включите его. Если он не включается, вам необходимо заменить выключатель питания. Вызовите профессионального электрика и получите запасной блок для переключателя, чтобы заменить его. Если вы не против сделать это самостоятельно, вы также можете заменить его самостоятельно.
2. Проверьте подключение аккумулятора
Если вы используете установку в течение длительного времени, а инвертор не работает или не включается, возможно, неисправность связана с аккумулятором. В большинстве случаев проблема заключается в слабом соединении с аккумулятором, что требует его очистки и подтяжки. Если проблема не в разъеме, возможно, батарея заржавела или подверглась коррозии. Осмотрите аккумулятор и проверьте его на наличие коррозии, если она есть, отсоедините и выньте аккумулятор и очистите его. Чтобы очистить его, возьмите немного пищевой соды, смешанной с горячей водой, возьмите жесткую зубную щетку и потрите ей клемму, окунув ее в смесь. После удаления коррозии очистите разъемы и высушите их бумажным полотенцем. Подсоедините их и попробуйте снова включить инвертор.
Если проблема не в разъеме, возможно, батарея заржавела или подверглась коррозии. Осмотрите аккумулятор и проверьте его на наличие коррозии, если она есть, отсоедините и выньте аккумулятор и очистите его. Чтобы очистить его, возьмите немного пищевой соды, смешанной с горячей водой, возьмите жесткую зубную щетку и потрите ей клемму, окунув ее в смесь. После удаления коррозии очистите разъемы и высушите их бумажным полотенцем. Подсоедините их и попробуйте снова включить инвертор.
3. Разряженная или неисправная батарея
Проблема может быть вовсе не в инверторе, если ваш инвертор не работает. Проблема также может быть с аккумулятором, особенно если вы используете его в течение длительного времени. Возможно, батарея была ослаблена и быстро разряжена, или у нее может быть внутренняя неисправность. Если ваша батарея разряжена, возможно, вам придется заменить ее или отремонтировать, если это возможно. Если батарея свинцово-кислотная и в ней заканчивается кислота, вам необходимо заменить ее кислотой, и этого будет достаточно.
4. Диагностика инвертора
Если проблема не в выключателе питания или аккумуляторе, она может быть в самом инверторе, и для ее устранения необходимо провести диагностику. Лучший способ сделать это после того, как вы узнаете, как работает система, получить схему инвертора. Когда у вас есть схема, пришло время проверить точки контакта одну за другой после открытия корпуса. Если вы обнаружите, что точки контакта кажутся хорошими, переходите к остальным компонентам. Вы должны проверить вольтметр, а затем другие компоненты. Примите дополнительные меры предосторожности, чтобы убедиться, что вы вне опасности, сначала отключите его от всего.
5. Заказ и замена деталей
Если вы обнаружили неисправные детали, пришло время заказать их замену и установить их. По возможности приобретайте запасные части от одного и того же производителя, чтобы обеспечить лучшее качество. Когда у вас есть компоненты, снимите старые детали с инвертора и аккуратно установите новые. В процессе снятия помните, как вы его сняли и в какую сторону идет деталь. Это поможет вам правильно установить новую деталь на свое место.
Это поможет вам правильно установить новую деталь на свое место.
6. Проверка инвертора
После того, как вы установили новые детали на старые неисправные детали и при необходимости закрепили их на местах, настало время тестирования. Подключите инвертор к аккумулятору и подключите его к контролируемой и ограниченной мощности, например к низковольтной лампе. Теперь используйте вольтметр, чтобы получить показания выходного сигнала инвертора и посмотреть, нормально ли он работает. Если все в порядке, машина должна работать идеально, а также должна загореться лампочка.
Часто задаваемые вопросы
Вот самые распространенные вопросов о преобразователях мощности людей спрашивают, и вас может заинтересовать:
Как перезагрузить инвертор?
Нажмите и удерживайте кнопку ON/OFF в течение 15 секунд и подождите, пока светодиодный индикатор зарядки не начнет быстро мигать.
Сколько ватт потребляет инвертор?
Обычная инверторная батарея будет заряжаться при 10 ампер и 12 вольт, что в сумме дает 120 кВт.