Балластный реостат РБ-302,РБ-306: технические характеристики, схемы
Балластный реостат – устройство, которое используется для регулировки уровня тока при выполнении сварочных работ. Его устройство представляет собой набор нескольких элементов сопротивления. Они выполнены из специальной проволоки из константана. Это позволяет добиться максимального омического сопротивления. В сварочную цепь данный агрегат подключается с помощью специальных рубильников.
Балластный реостатЕго подключение следует выполнять последовательно в цепь, при этом регулировка уровня сопротивления выполняется путем включения и отключения рабочих секций. Сварочные работы при подключенном реостате можно выполнять с силой тока с шагом 5-10А.
Устройство
Устройство балластного реостата довольно таки простое: он состоит из рабочих секций, помещенных в корпус аппарата. На каждой секции установлен рубильник сопротивления, с помощью которого можно включать и выключать секции. Также в устройство входят клеммы для подключения к сварочной цепи.
Каждая секция представляет собой ленту из специального металла, для чего обычно используют проволоку из константана или нихрома. Также большинство аппаратов оборудованы блоком включения, позволяющего регулировать сварочный диапазон на необходимом уровне.
Все элементы управления, в том числе блок включения и тумблеры, обычно расположены на одной панели аппарата.
Следует отметить, что большинство современных моделей реостата оборудованы кулерной системой для охлаждения устройства, представленной встраиваемыми вентиляторами. Такая система помогает избегать перегрева при длительной работе устройства. Это позволяет работать при больших токах без необходимости подключения дополнительного реостата.
Схема балластного реостата
Следует отметить, что при перегрузе этому аппарату свойствен значительный нагрев, который возникает при силе тока в 225 А. Поэтому рекомендуется, во избежание конфузов и возникновения неисправностей, включать в цепь два реостата.
Назначение
Назначение балластного реостата довольно простое, но выполнение сварочных работ без его функции в некоторых случаях невозможно. Этот аппарат необходим для регуляции силы тока в необходимом диапазоне с помощью тумблеров и компенсации постоянной составляющей. Такой эффект возникает в тех случаях, когда сварочные работы выполняются от трансформатора.
Эффективность и стоимость реостата зависит от количества секций, с помощью каждой из которых можно определенным способом регулировать уровень сопротивления. Рубильник позволяет механическим способом разорвать цепь.
Параллельное соединение секций позволяет оптимально комбинировать работу каждой, что очень важно для сварочного аппарата, которым выполняются соответствующие работы. Шаг регулировки силы тока обычно находится в диапазоне от 5 до 10 А.
На сегодняшний день следует выделить линейку наиболее популярных типов реостатов под названием РБ. Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Маркировка каждого аппарата указывает на диапазон силы тока, в пределах которого можно выполнять сварочные работы.
Балластный реостат РБ-302
РБ-302 – один из наиболее распространенных типов реостатов, технические характеристики которого позволяют работать при силе тока от 10 до 315 А. Данное устройство можно использовать при выполнении различных типов сварочных работ, в том числе ручных операций или при работе с полуавтоматом. Его можно применять совместно с выпрямителями и генераторами.
Балластный реостат РБ-302
РБ-302 оснащен системой воздушного охлаждения, что позволяет значительно расширить сферу его применения. Аппарат работает от сети 380 В. Может использоваться при подключении к различным типам источников питания, кроме некоторых типов трансформаторов. При работе с ними рекомендуют параллельно подключать несколько реостатов.
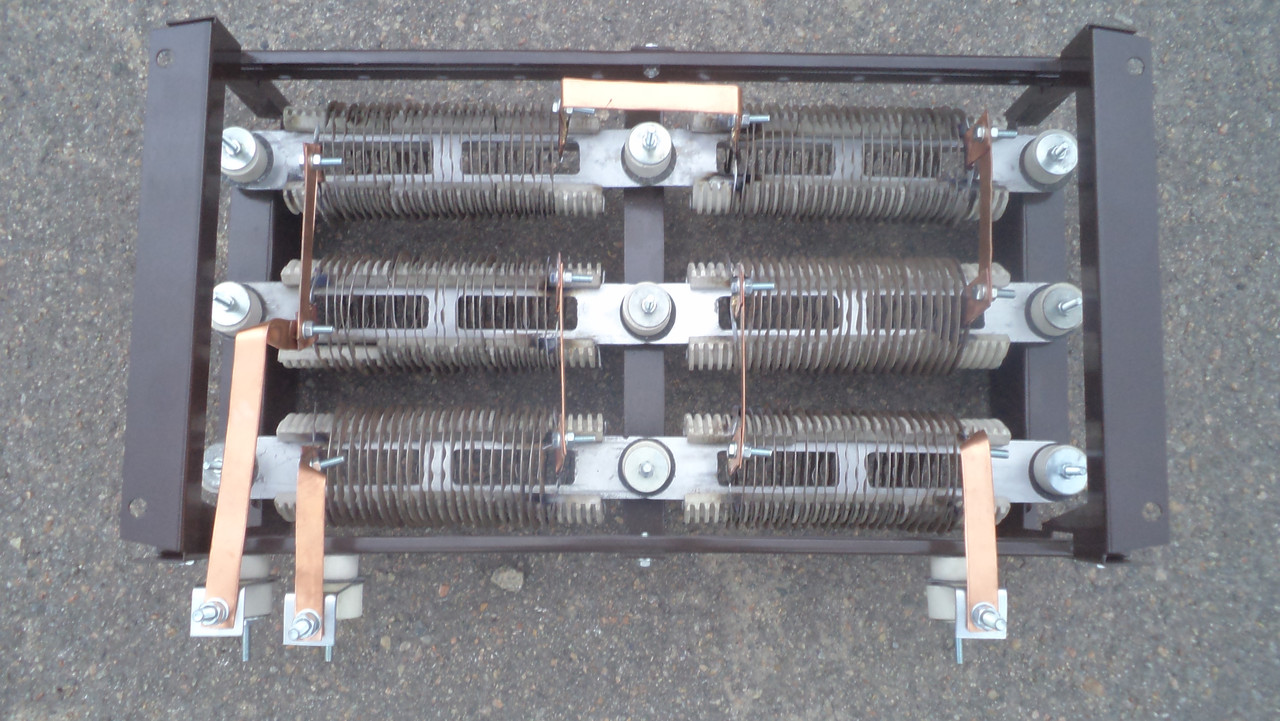
Это устройство, как и большинство аналогов, позволяет работать в двух диапазонах, 5 и 10 А. Состоит из шести рабочих секций, регулировка которых выполняется с помощью специальных контактных ножей. Диаметр проволоки, используемой в секциях, составляет 2,2 мм. Изоляция состоит из керамических пластин.
Диаметр проволоки, используемой в секциях, составляет 2,2 мм. Изоляция состоит из керамических пластин.
При использовании данного аппарата следует проводить периодический контроль, который выполняется путем измерения фактического сопротивления изоляции и сравнения с показателями корпуса.
Балластный реостат РБ-306
РБ-306 – следующее поколение из известной линейки реостатов. Данный вид призван стать решением проблем, которые часто возникают при использовании РБ-302. Среди них можно выделить частые поломки резисторов и перегрев самого аппарата. При разработке новой модели все недостатки предыдущего устройства были исправлены.
Новый корпус был разработан с увеличенным количеством отверстий, предназначенных для ускоренного охлаждения. Проволока секций изготовлена из фехрали.
Усовершенствованная схема расположения рабочих элементов позволяет быстро и беспроблемно проверять и заменять их.
Балластный реостат РБ-306
Данное устройство позволяет проводить резку металла. Для этого нужно собрать блок вышеуказанных реостатов, который используется вместе с выпрямителем.
Для этого нужно собрать блок вышеуказанных реостатов, который используется вместе с выпрямителем.
Для эффективного использования реостата следует придерживаться определенных правил, среди которых следует выделить соблюдение климатических условий, чистоты рабочей зоны, а также постоянную диагностику аппарата на исправность. Это лучше делать в специальных сервисных лабораториях.
Баластник для сварочного аппарата своими руками: как сделать, схема, монтаж
Обычно в сварочных работах используется низкое сопротивление, так как благодаря этому энергия тока не теряется. Это достигается использованием в качестве проводников материалов с низким сопротивлением.
Баластник нужен для того, чтобы создать искусственно повышенное сопротивление, что может быть необходимо в некоторых ситуациях.
В этом случае значение тока тоже выше, чем нужно, и его необходимо отрегулировать. Сварочный баластник помогает провести сваривание быстрее и проще.
Сварочный баластник помогает провести сваривание быстрее и проще.
Содержание статьиПоказать
СТРОЕНИЕ И ПРИНЦИП РАБОТЫ
Балластный реостат, в быту называемый баластником, является механизмом, который повышает сопротивление тока и с помощью этого контролирует его силу. Баластник просто в использовании и надежен.
Чаще всего баластник присутствует в конструкции дорогих сварочных аппаратов. Если в вашем аппарате его нет, его можно найти в специальном магазине, но цены будут достаточно высокими.
Конструкция устройства понятно каждому сварщику, так что его легко можно изготовить самостоятельно, своими руками.
Баластник это такой элемент цепи электрического тока, где из-за повышенного сопротивления происходит снижения величины силы тока.
Выглядит он как пружина с множеством витков большого диаметра. Она и отвечает за сопротивление, называемое балластным.
Прибор имеет специальный регулятор, позволяющий повышать или понижать сопротивление, и, соответственно, менять значение силы тока. Этот регулятор передвигается по балластному реостату, меняя его длину, то есть расстояние, которое проходит ток.
Этот регулятор передвигается по балластному реостату, меняя его длину, то есть расстояние, которое проходит ток.
Таким образом, изменяется сопротивление.
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
Пример устройства, сделанного своими руками
Принцип действия и строение всех балластных реостатов (в т.ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.


ДЕЛАЕМ БАЛАСТНИК САМОСТОЯТЕЛЬНО
Самый главный элемент, который необходим для этого – проволока, в нашем примере мы взяли медную, но подходит и из других металлов.
Также вам понадобится цилиндрическая фигура ( можно использовать готовую небольшую трубу или просто сварить новую форму из толстого металла), передивжной контакт( для него подойдет провод от сварочного держателя) и амперметр, для измерения силы тока.
Проволоку нужно накрутить на цилиндрическую форму, располагая витка через каждый сантиметр. Провод от держателя присоединяем к тому концу пружин, где будет находится токоведущий элемент.
Провод от держателя присоединяем к тому концу пружин, где будет находится токоведущий элемент.
Затем остается только измерить силу тока, чтоб понять как именно реостат ее меняет.
Хотя сделать балластный реостат своими руками легко, нужно помнить, что самостоятельно изготовленный прибор может уступать в точности работы заводскому. Чтобы избежать несчастных случаев, работать нужно строго по технике безопасности.
Устройства, сделанные своими руками, не закрыты корпусом, из-за чего их крепление может быть не очень надежным.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Несмотря на страшное название, балластный реостат имеет примитивное строение, поэтому можно его легко сделать своими руками.
В его конструкции выделяют немного элементов, а работает он в соответствии с простейшими правилами электротехники.
Ждем ваших рассказов об изготовлении баластников. Это будет интересно многим сварщикам. Удачи!
Балластный реостат | Сварка и сварщик
Служит для формирования крутопадающей характеристики источника питания, ступенчатого регулирования сварочного тока и компенсации постоянной составляющей сварочного тока при работе от трансформатора.
1. Корпус;
2. Тумблеры диапазонов;
3. Рубильники секций сопротивления;
4. Клеммы для сварочного кабеля.
Некоторые балластные реостаты при токе 225 А могут перегреваться, поэтому необходимо включать в цепь дуги два или более реостатов последовательно. Если ток меньше, сопротивление балластных реостатов следует увеличить. При сварке на переменном токе алюминия регулировать режим балластным реостатом допустимо лишь в незначительных пределах (до 20%), так как полностью компенсировать постоянную составляющую тока не удается. Полная же компенсация достигается в специальных устройствах типа УДАР, УДГ, УДГУ, где постоянную составляющую гасят специальные батареи конденсаторов.
Технические характеристики балластных реостатов
Марка | Сварочный ток, А | Габариты,мм | Масса, кг | |
номинальный | пределы регулирования | |||
РБ-201 | 200 | 10-200 | 550x355x635 | 30 |
РБ-300 | 300 | 10-300 | 550x370x700 | 38 |
РБ-301 | 300 | 10-300 | 580x410x635 | 35 |
РБ-302 | 315 | 10-315 | 560x490x370 | 27 |
РБ-306 | 315 | 6-315 | 625x370x494 | 26 |
РБ-501 | 500 | 10-500 | 580x465x635 | 40 |
реостат для сварки, как подключить аппарат и регулировка тока по вторичке
На чтение 7 мин. Просмотров 16.7k. Опубликовано
Обновлено
Просмотров 16.7k. Опубликовано
Обновлено
Такая нужда возникает при завышенных показателях тока, которые необходимо регулировать. Именно для таких целей и существует сварочный баластник. Он делает сварку проще и быстрее.
Как это работает?
По своей сути это баластный реостат – специальное устройство для формирования повышенного сопротивления для сварочного электричества. Этот реостат отличается своей простотой. Он встроен во многие продвинутые и дорогие модели , также его можно купить отдельно.
[box type=”fact”]Кроме того, баластник можно соорудить самостоятельно без особых проблем. Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.[/box]
Нужно заметить, что каждый уважающий себя мастер сварки имеет в своих запасниках такое устройство.[/box]Эта пружина всегда снабжена подвижным контактом, который при передвижении вдоль пружины изменяет длину пути, который ток проходит по баластнику.
Особым разнообразием моделей это устройство похвастаться не может.
Некоторые различия есть, они определяются следующими критериями:
- Габариты пружины: чем она длиннее, тем длиннее путь электронов через все витки реостата, тем большее сопротивление снижает силу тока.
- Природа металла с определенными коэффициентами сопротивления.
- Толщина пружины также прямо пропорциональна силе сопротивления. Толщина связана с длиной реостата.
На деле выходит следующим образом: без баластного реостата ток имел бы силу в 250 А.
Конечно, регулятором можно изменить длину пути по спирали, по который проходит поток. Потери в этом случае были бы другими.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
Маркировка балластного реостата.Делаются это за счет преобразования тока в два этапа и переключения самого инвертора.![]() Все остальные такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Все остальные такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение .
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
[box type=”info”]Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.[/box]Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302
Балластник РБ-302.Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
В работе с алюминием, к примеру, переменный ток нужно регулировать в очень небольших пределах, всего лишь до 20%.
 В этом случае происходит неполная компенсация постоянной составляющей тока.
В этом случае происходит неполная компенсация постоянной составляющей тока.Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
Балластное сопротивление для сварки
На сегодняшний день регулировка тока сварочного аппарата может выполняться различными методами. Однако чаще всего используется метод регулировки тока при помощи предусмотренного на выходе повторной обмотки балластного сопротивления. Данный метод не только надежен и прост в реализации, но и эффективен, так как таким образом можно улучшить внешнюю характеристику трансформаторного аппарата и увеличить крутизну падения. В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.
Данный метод не только надежен и прост в реализации, но и эффективен, так как таким образом можно улучшить внешнюю характеристику трансформаторного аппарата и увеличить крутизну падения. В исключительных случаях подобные сопротивления используются только для того, чтобы исправить жесткую характеристику устройства для сварки.
Сварочный аппарат — одно из самых необходимых устройств в домашней мастерской.
Элементы, которые понадобятся для изготовления регулятора тока сварочного аппарата:
- шнур;
- стальная пружинка;
- нихромовая проволока;
- резисторы;
- переключатель;
- катушка;
- схема регулятора тока сварочного аппарата.
Использование балластного сопротивления в качестве регулятора тока
Схема регулятора тока.
Величина балластного сопротивления для регулятора тока сварки составляет приблизительно 0,001 Ом. Данная величина чаще всего подбирается экспериментальным путем. Для получения балластного сопротивления часто используются сопротивления проволок большой мощности, которые применяются в подъемных приспособлениях и троллейбусах. Также данные элементы используются для отрезки спиралей ТЭНа и элементов высокоомной проволоки большой толщины. Уменьшить ток можно даже при помощи растянутой стальной пружинки для двери. Подобное сопротивление можно включить стационарно или таким образом, чтобы в дальнейшем возможно было сравнительно легко регулировать ток сварки. Один конец данного сопротивления нужно подключить к выходу трансформаторной конструкции, другой конец провода сварки следует оборудовать отдельными приспособлениями для зажима, которые смогут перекидываться по длине спирали сопротивления для выбора необходимого тока.
Можно использовать нихромовую проволоку диаметром 4 мм и длиной 8 м в качестве балластного сопротивления. Проволока может иметь и небольшой диаметр, в таком случае длина тоже должна быть соответствующей. Однако чем меньше длина, тем больше проволока нагревается. Обязательно следует это учитывать.
Обязательно следует это учитывать.
В качестве балластного сопротивления можно использовать нихромовую проволоку.
Большая часть резисторов из проволок высокой мощности изготавливается в виде открытых спиралей, которые смонтированы на каркас длиной до 0,5 м. В таких случаях в спирали сматываются и проволоки из ТЭНа. Если резисторный элемент, изготовленный из магнитных сплавов, скомпоновать со спиралью или с какими-нибудь элементами из стали, в процессе прохождения значительных токов спираль начнет чрезмерно вибрировать. Следует понимать, что спираль является тем же соленоидом, а существенные токи сварки создают магнитные поля большой мощности. Снизить воздействие вибраций возможно путем растягивания спирали и закрепления ее на прочном основании.
Проволоку можно согнуть и змейкой, чтобы уменьшить размеры изготовленного резисторного элемента. Сечение материала резистора, который проводит ток, нужно подбирать большое, потому что в процессе работы оборудование будет сильно нагреваться. Проволока недостаточной толщины будет сильно раскаляться, однако использовать ее для регулировки тока аппарата для сварки можно достаточно эффективно. Следует понимать, что в процессе нагревания свойства материала могут сильно измениться, потому сложно судить о значении сопротивления подобного резистора из проволоки.
Проволока недостаточной толщины будет сильно раскаляться, однако использовать ее для регулировки тока аппарата для сварки можно достаточно эффективно. Следует понимать, что в процессе нагревания свойства материала могут сильно измениться, потому сложно судить о значении сопротивления подобного резистора из проволоки.
Использование реактивного сопротивления для регулировки тока
Основные части сварочного аппарата.
В промышленных устройствах для сварки регулировка тока при помощи использования активных сопротивлений не пользуется популярностью в связи с громоздкостью и перегревом используемых элементов. Однако достаточно часто применяется реактивное сопротивление — использование дросселя во вторичной цепочке. Дроссели могут иметь различную конструкцию. Часто они объединяются с магнитным проводом трансформаторной конструкции в единое целое. Однако они изготовлены так, что их индуктивность и сопротивление можно регулировать путем перемещения элементов магнитного провода. В данном случае дроссель также будет улучшать процесс горения дуги.
В данном случае дроссель также будет улучшать процесс горения дуги.
Регулировка тока во второстепенной цепочке трансформаторной конструкции для сварки связана с некоторыми проблемами. Через приспособление для регулировки будут проходить значительные токи, что может привести к громоздкости. Другим недостатком является переключение. Для второстепенной цепочки достаточно сложно подобрать распространенные переключатели подходящей мощности, которые смогут выдерживать ток до 200 А. В цепочке начальной обмотки токи приблизительно в 5 раз меньше, поэтому переключатели для них подобрать довольно просто. Последовательно с начальной обмоткой можно будет включить балластные сопротивления. Однако в данном случае сопротивление резисторных элементов должно быть намного большим, чем в цепочке повторной обмотки.
В качестве источников питания для сварочного аппарата используются специальные аккумуляторы.
Следует знать, что батарейка сопротивлением 8 Ом из нескольких приспособлений ПЭВ-50 100, которые соединены друг с другом параллельно, сможет снизить выходной ток в 2-3 раза. В этом случае все будет зависеть от трансформаторной конструкции. Можно подготовить несколько батареек и смонтировать переключатель. Если в наличии нет переключательного элемента большой мощности, то можно использовать несколько выключателей.
В этом случае все будет зависеть от трансформаторной конструкции. Можно подготовить несколько батареек и смонтировать переключатель. Если в наличии нет переключательного элемента большой мощности, то можно использовать несколько выключателей.
В процессе включения балластного сопротивления в начальной цепочке будет утеряна выгода, которую придаст сопротивление во второстепенной цепочке. Улучшения падающего параметра трансформаторной конструкции не произойдет. Однако при этом к негативным последствиям в горении дуги резисторы, которые включены по высокому напряжению, не приведут. Если трансформаторная конструкция хорошо сваривает без них, то она будет варить и с дополнительным сопротивлением в начальной обмотке.
При работе на холостом ходу трансформаторное устройство потребляет маленький ток, следовательно его обмотка имеет существенное сопротивление. Поэтому 2-5 Ом не будут сказываться на выходном напряжении холостого хода.
Установка дросселя для регулировки тока
Схема сварочного аппарата.
Вместо резисторных элементов, которые могут перегреваться в процессе работы, в цепочку начальной обмотки можно смонтировать реактивное сопротивление — дроссель. Данная схема может использоваться исключительно в том случае, если нет других приспособлений для снижения мощности. Включение подобного сопротивления в цепочку высокого напряжения сильно снизит напряжение холостого хода трансформаторной конструкции. Падение напряжения происходит у регулирующих устройств со сравнительно большим током холостого хода — 2-4 А. В случае небольшого использования тока падения напряжения происходить не будет. Дроссель, который включен в начальную обмотку трансформаторного устройства, приведет к незначительному ухудшению параметров сварки трансформаторной конструкции, однако его все равно можно будет использовать. В данном случае все будет зависеть от свойств используемого трансформаторного устройства. На некоторых устройствах сварки встраивание дросселя в основную цепочку трансформаторной конструкции сказываться не будет.
В качестве дросселя устройства, для того чтобы регулировать ток, можно применить повторную обмотку имеющейся трансформаторной конструкции, которая рассчитывается на выход порядка 40 В. Мощность приспособления должна составлять приблизительно 250-300 Вт. В таком случае ничего изменять не нужно будет. Однако рекомендуется изготовить дроссель самостоятельно. Для этого нужно намотать шнур на каркас от трансформаторной конструкции мощностью 250-300 Вт. Через каждые 50-60 витков нужно делать отводы, которые подключаются к основному переключателю. Для изготовления дросселя подойдет элемент от телевизора.
Как сделать дроссель своими руками?
Дроссель может заменить резисторные элементы.
Дроссель можно изготовить самому и на прямом сердечнике. Это актуально в случае, если имеется прямая катушка с большим количеством витков подходящего шнура. Внутрь катушки надо будет просунуть пакет прямых пластинок из железа от трансформатора. Нужное реактивное сопротивление можно выставить путем подбора толщины пакета. Ориентироваться нужно по сварке трансформаторного устройства.
Ориентироваться нужно по сварке трансформаторного устройства.
Пример конструкции: дроссель, который сделан из катушки с 400 витками шнура диаметром 1,4 мм, набивается пакетом железа с сечением 4,5 см². Длина провода равняется длине катушки. В таком случае ток трансформаторного устройства 120 А можно будет уменьшить на 50%. Подобный дроссель может быть изготовлен с регулируемым сопротивлением. Для этого нужно будет изменить глубину вхождения стержня сердечника в катушку. Без данного элемента катушка имеет небольшое сопротивление, однако в случае полного введения в нее стержня сопротивление будет максимальным. Дроссель, который намотан подходящим шнуром, практически не будет нагреваться, но сердечник будет сильно вибрировать. Этот момент нужно учитывать в процессе стяжки и закрепления набора железных пластинок.
Если аккуратно снять корпус со сварочного аппарата, можно увидеть его основные детали.
Для самодельных устройств в процессе намотки обмоток нужно делать отводы и изменять количество витков. Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки. В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
Так можно будет контролировать ток. Однако использовать данный метод можно исключительно для подстройки тока, регулировать его в широком диапазоне не получится. Для уменьшения тока в 2-3 раза понадобится сильно увеличить число витков начальной обмотки. В результате произойдет снижение напряжения во второстепенной цепочке. Можно нарастить витки катушек, но это приведет к увеличению расхода шнура, размеров и веса трансформаторной конструкции.
Чтобы выполнять более точную регулировку тока в меньшую сторону, понадобится использовать индуктивность кабеля сварки.
Шнур нужно укладывать кольцами. Однако не следует увлекаться, так как шнур будет сильно греться.
Использование тиристорной и симисторной схемы
С недавних пор начали использоваться тиристорные и симисторные схемы регулировки тока. В процессе подачи на вывод для управления элементом напряжения конкретной величины стабилизатор откроется и быстро пропустит через себя ток. В схеме регулировки тока, функционирующей от изменяемого напряжения, импульсы для управления чаще всего поступают на половине каждого периода. Регулятор будет открываться в конкретные моменты времени, в результате будет обрезаться начало каждого полупериода синусоиды тока и уменьшится суммарная мощность подходящего сигнала электричества.
Регулятор будет открываться в конкретные моменты времени, в результате будет обрезаться начало каждого полупериода синусоиды тока и уменьшится суммарная мощность подходящего сигнала электричества.
При работе со сварочным аппаратом необходимо соблюдать меры безопасности.
Ток и напряжение в таком случае не будут иметь формы синусоиды. Подобная схема регулятора позволяет выполнять регулировку мощности в широком диапазоне. Человек, который разбирается в радиоэлектронике, сможет сделать такие схемы. При использовании регуляторов подобного типа процесс горения дуги может ухудшаться. В случае снижения мощности дуга будет гореть отдельными вспышками. В большей части схем тиристорных приспособлений имеются нелинейные шкалы, калибровка будет меняться вместе с изменением напряжения электросети. Ток будет постепенно увеличиваться в процессе работы из-за того, что нагреваются элементы схемы. Чаще всего сильно уменьшается мощность на выходе, даже в случае максимального положения регулятора. Следует знать, что трансформаторные устройства крайне чувствительны к этому. Данный метод регулировки сварочного тока не пользуется популярностью, так как он ненадежен, а реализовать его очень сложно.
Следует знать, что трансформаторные устройства крайне чувствительны к этому. Данный метод регулировки сварочного тока не пользуется популярностью, так как он ненадежен, а реализовать его очень сложно.
Чтобы измерить большой ток, нужно подготовить токоизмерительные клещи. Силу тока можно будет измерять на расстоянии, при этом не надо будет к нему прикасаться. У аппарата есть разводящийся контур, которым будет охватываться кабель с током. Электрическое магнитное поле тока, который протекает в данном шнуре, наведет ток в замкнутом контуре. Его и можно будет измерить.
Регулятор тока сделать своими руками несложно, нужно лишь знать технологию изготовления и учитывать все существующие нюансы.
Регуляторы тока и балластные реостаты являются необходимой частью сварочного оборудования. Назначение их — создавать падающую вольт-амперную характеристику в электрической сварочной цепи и регулировать силу сварочного тока.
Существующие промышленные регуляторы тока не всегда удовлетворяют требованиям конкретных производственных условий и постоянно совершенствуются. Несколько новаторских предложений описываются ниже.
Балластный реостат РБ-700-1 для автоматической сварки под слоем флюса. Для выполнения автоматической сварки под слоем флюса используются многопостовые сварочные выпрямители типов ВКСМ-1000-1, ВДМ-1001 или преобразователи ПСМ-1000-4 с жесткой внешней характеристикой. Чтобы обеспечить регулирование сварочного тока и получить падающую внешнюю характеристику при неизменном напряжении источника, последовательно с ним включают 3—4 балластных реостата РБ-301, соединенных параллельно.
Новаторами сварочной лаборатории треста «Союзпромбуммонтаж» на базе промышленного реостата РБ-300-1 изготовлен реостат РБ-700-1. Пять ступеней сопротивления нового реостата выполнены из фехралевой ленты сечением 2X20 мм и длиной 6,2 м. Каждая ступень имеет сопротивление 0,215 Ом, а минимальное сопротивление при включении всех ступеней составляет 0,043 Ом.
Рис. 5. Схема балластного реостата РБ-700-1.
При напряжении источника питания 60 В и напряжении дуги 30 В включение каждой ступени повышает ток на 140 А. Таким образом, включая последовательно пять ступеней сопротивления, можно получить следующие ступени регулирования тока: 140, 280, 420, 560 и 700 А.
При необходимости получения сварочных токов до 1000 А и для более тонкого их регулирования параллельно с реостатом РБ-700-1 включается реостат РБ-300-1.
Каждая ступень сопротивления реостата РБ-700-1 представляет собой сварной металлический каркас 1 (рис. 5) с двумя керамическими трубками 2, на которые с небольшим натягом намотана фехралевая лента 3. Гибка ленты на изоляторах при намотке осуществляется с нагревом ленты газовой горелкой. Отдельные ступени собираются вне корпуса реостата, затем они соединяются в блок и устанавливаются в корпус. Одни выводы сопротивлений крепятся к контактам рубильников 4, а другие — к пластине с нижней стороны.
Балластный реостат РБ-700-1 обладает высокой надежностью и долговечностью, удобен при эксплуатации и ремонте.
Применение балластного реостата РБ-700-1 значительно расширяет технологические возможности преобразователей и выпрямителей, используемых для ручной и автоматической сварки.
При работе реостат РБ-700-1 может быть использован для сушки электродов, флюсов и сварочной проволоки. С этой целью над крышкой реостата смонтирован ящик из уголков с сетчатым дном.
Портативный балластный реостат разработан коллективом новаторов центрального производственного ремонтного предприятия «Ленэнерго». Этот реостат предназначен для регулирования сварочного тока до 220 А. Балластный реостат (рис. 6) имеет основание 1, корпус 2, защитный кожух 3 и пластинчатый переключатель 5 с рукояткой 4. Внутри корпуса 2 закреплено сопротивление из нихромовой проволоки диаметром 5 мм, выполненное в виде гармошки незамкнутой кольцеобразной формы.
Рис. 6. Портативный балластный реостат.
Балластный реостат включается в сварочную цепь последовательно: одним концом к выводу 7, а другим — к выводу на переключателе 5.
Регулирование сварочного тока осуществляется перестановкой пластинчатого переключателя в соответствующее звено гармошки по всему периметру сопротивления. Для этого достаточно отклонить рукоятку 4 вверх, повернуть ее на требуемый угол и ввести в контакт с сопротивлением.
Достоинствами описанного балластного реостата по сравнению с известными являются малая масса и габариты, более плавное регулирование сварочного тока, простота в изготовлении.
Ремонт балластных реостатов. Новаторы сварочной лаборатории «Союзпромбуммонтаж» при ремонте элементов сопротивления балластного реостата типа РБ-300-1 предложили вместо константановой проволоки применять проволоку из нержавеющей стали 1Х18Н9Т или из нихрома.
Рис. 7. Схема балластного реостата РБ-300-1.
Для проверки возможности указанной замены элементы 1, 2, 9 и 12 балластного реостата (рис. 7) были навиты проволокой из стали 1Х18Н9Т диаметром 2 мм, остальные элементы — проволокой из той же стали диаметром 3 мм. Испытания показали, что величина токов в каждой ступени была близка к номинальной для данного реостата. При длительной работе реостата из-за нагрева величина тока падает на 15%, что вызвано сравнительно большой величиной температурного коэффициента сопротивления нержавеющей стали.
Испытания показали, что величина токов в каждой ступени была близка к номинальной для данного реостата. При длительной работе реостата из-за нагрева величина тока падает на 15%, что вызвано сравнительно большой величиной температурного коэффициента сопротивления нержавеющей стали.
Длина применяемой проволоки определилась по формуле:
где l1 и /2 — длина нового и заменяемого проводов;
S1 и s2 -— сечение нового и заменяемого проводов;
ро1 и ро2 — удельное электрическое сопротивление нового и заменяемого проводов.
В результате внедрения данного предложения значительно упростился ремонт балластных реостатов.
Автор: Гость COREi7 , 26 октября, 2016 в Страна советов! Общий раздел
Рекомендованные сообщения
Создайте аккаунт или войдите для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу
Баластник для сварочного аппарата своими руками: как сделать, схема, монтаж
Главная / Приспособления и детали
Назад
Время на чтение: 2 мин
0
639
Обычно в сварочных работах используется низкое сопротивление, так как благодаря этому энергия тока не теряется. Это достигается использованием в качестве проводников материалов с низким сопротивлением.
Баластник нужен для того, чтобы создать искусственно повышенное сопротивление, что может быть необходимо в некоторых ситуациях.
В этом случае значение тока тоже выше, чем нужно, и его необходимо отрегулировать. Сварочный баластник помогает провести сваривание быстрее и проще.
- СТРОЕНИЕ И ПРИНЦИП РАБОТЫ
- КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
- ДЕЛАЕМ БАЛАСТНИК САМОСТОЯТЕЛЬНО
- ВМЕСТО ЗАКЛЮЧЕНИЯ
СТРОЕНИЕ И ПРИНЦИП РАБОТЫ
Балластный реостат, в быту называемый баластником, является механизмом, который повышает сопротивление тока и с помощью этого контролирует его силу. Баластник просто в использовании и надежен.
Баластник просто в использовании и надежен.
Чаще всего баластник присутствует в конструкции дорогих сварочных аппаратов. Если в вашем аппарате его нет, его можно найти в специальном магазине, но цены будут достаточно высокими.
Конструкция устройства понятно каждому сварщику, так что его легко можно изготовить самостоятельно, своими руками.
Баластник это такой элемент цепи электрического тока, где из-за повышенного сопротивления происходит снижения величины силы тока.
Выглядит он как пружина с множеством витков большого диаметра. Она и отвечает за сопротивление, называемое балластным.
Прибор имеет специальный регулятор, позволяющий повышать или понижать сопротивление, и, соответственно, менять значение силы тока. Этот регулятор передвигается по балластному реостату, меняя его длину, то есть расстояние, которое проходит ток.
Таким образом, изменяется сопротивление.
Настройки балластного реостата
Главное в качественном процессе сварки – стабильные показатели работы электрической дуги, вернее – ее вольтамперных характеристик. С этим требованием отлично справляются современные инверторы.
С этим требованием отлично справляются современные инверторы.
Маркировка балластного реостата.
Делаются это за счет преобразования тока в два этапа и переключения самого инвертора. Все остальные сварочные аппараты такими характеристиками похвастаться не могут. Поэтому рядом с ними должен обязательно присутствовать балластный реостат.
Он предназначен для ступенчатого контроля работы дуги и компенсации составляющей тока во время подпитки от трансформатора. Нихромовая проволока в схеме параллельного соединения – основной составляющий элемент. Важно, что каждая секция реостата подключается к сети автономно, с помощью рубильника.
У такого реостата всего две рабочие функции:
- Регулирование силы тока дискретным образом.
- Компенсация постоянной составляющей тока, формирующейся в течение подпитки сварочного элемента с помощью трансформатора.
Производительность и общая эффективность балластного реостата напрямую зависят от количества витков или секций спирали. Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Ведь каждая из них является элементом цепи, которая разрывается с помощью рубильника.
Цепь последовательная, а соединение секций – параллельное. Такая комбинация дает отличный результат: периодическое подключение к работе каждого из элементов, чтобы регулировать напряжение в сварочном аппарате.
Подключение реостата к сварочной цепи должны быть последовательным к источнику питания.
Кнопки управления всегда выводятся на внешнюю стенку защитного металлического корпуса. В самых продвинутых реостатных моделях имеются внутренние вентиляторы, охлаждающие элементы устройства во время работы с током высоких значений.
Если вентиляторов нет, нужно обязательно следить за последовательным включением нескольких реостатов.
Популярнее всех на рынке линейка балластных реостатов под аббревиатурой РБ: их всего пять опций для разных значений тока – его диапазона – минимального и максимального значений.
Предлагаем легкую прогулку по самым востребованным моделям, чтобы ознакомиться с их техническими характеристиками подробнее:
РБ-302
Балластник РБ-302.
Отличный аппарат в роли компаньона к сварочным агрегатам для регулирования силы тока в процессах полуавтоматической или ручной сварки. Работает параллельно со сварочными выпрямителями и генераторами.
Эта версия предназначена для диапазона электропитания в пределах 27 – 30 В с предельным максимумом до 70 А и минимумом при падении в 30 А.
Реостат снабжен системой воздушного охлаждения. У него неплохой показатель ПВ – продолжительность включения в 60%. Это означает, что длительность сварки не должна превышать 10-ти минут. В противном случае ПВ необходимо снизить.
В этом аппарате регулировка сварочного тока представлена шестью ступенями, которые циклически включаются и выключаются.
Структурные элементы выполнены из самых современных материалов: изоляция, к примеру, сделана из керамических профилированных пластинок, а плато сформировано их специальных жаропрочных проволок фехралевой природы.
РБ-302У2
Эта модель является разновидностью материнского реостата для работы в условиях повышенной влажности или жесткого ультрафиолетового излучения. В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
В итоге с ним можно работать на открытом воздухе в неблагоприятных для обычной аппаратуры условиях.
РБ-306
Эта модель посерьезнее: он не перегревается и намного точнее в регулировании сварочного электропитания, чем РБ-302. Реостат снабжен усовершенствованной системой охлаждения: в корпусе больше отверстий жалюзи, поэтому обдув резисторов интенсивный и эффективный.
Электрическая схема баластника.
Все элементы сопротивления расположены в виде модульной системы. Такой расклад делает диагностику и замену элементов намного легче и точнее. Диапазон значений силы тока значительно шире, а регулировать показатели можно с намного большей точностью.
ББР
Это специальные Блоки Балластных Реостатов. Они собираются из элементов РБ-306 для резки металлов электродуговым методом. Это отличное решение для контроля сварочного тока от выпрямителя в аппаратах – автоматах.
КАКИЕ БЫВАЮТ БАЛАСТНИКИ?
Пример устройства, сделанного своими руками
Принцип действия и строение всех балластных реостатов (в т. ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
ч. тех, которые сделаны своими руками) одинаков. Однако, они имеют некоторые особенности, определяющие диапазон, в котором они могут изменять сопротивление.
По этой характеристике их можно поделить на такие группы:
- В зависимости от длины пружины, чем она длиннее, тем медленнее через нее будет проходить ток.
- В зависимости от типа металла. Коэффициенты сопротивления разных металлов отличаются. Если ваш сварочный аппарат имеет высокую мощность, нужно очень внимательно подбирать материал, из которого будет сделан балластный реостат.
- В зависимости от толщина витков и пружины. Этот параметр влияет на величину сопротивления. Он тесно связан с длинной прожины.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Прямую проволоку нужно превратить в тугую пружину. Для этого ее наматывают на цилиндрическую форму, стараясь расположить витки максимально близко друг к другу. Конец скрученной проволоки нужно подсоединить к проводу для тока. Также присоединяем подвижный контакт.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
ДЕЛАЕМ БАЛАСТНИК САМОСТОЯТЕЛЬНО
Самый главный элемент, который необходим для этого – проволока, в нашем примере мы взяли медную, но подходит и из других металлов.
Также вам понадобится цилиндрическая фигура ( можно использовать готовую небольшую трубу или просто сварить новую форму из толстого металла), передивжной контакт( для него подойдет провод от сварочного держателя) и амперметр, для измерения силы тока.
Проволоку нужно накрутить на цилиндрическую форму, располагая витка через каждый сантиметр. Провод от держателя присоединяем к тому концу пружин, где будет находится токоведущий элемент.
Затем остается только измерить силу тока, чтоб понять как именно реостат ее меняет.
Хотя сделать балластный реостат своими руками легко, нужно помнить, что самостоятельно изготовленный прибор может уступать в точности работы заводскому.
 Чтобы избежать несчастных случаев, работать нужно строго по технике безопасности.
Чтобы избежать несчастных случаев, работать нужно строго по технике безопасности.Устройства, сделанные своими руками, не закрыты корпусом, из-за чего их крепление может быть не очень надежным.
Как правильно называется болгарка инструмент
Для начала давайте разберемся о том, что такое «болгарка». Название «болгарка» очень сильно привязалось к этому инструменту. На профессиональном языке этот инструмент называется — углошлифовальная машина (УШМ). Но исторически сложилось, что этот инструмент начали впервые собирать в Болгарии, поэтому за УШМ прикрепилось название «болгарка»
Для чего нужна болгарка?
Болгарка или УШМ, выполняет простой функционал — шлифовка. Но многие умельцы используют ушм не только для шлифовки, но еще и для работ по бетону, металлу и даже по дереву. Но создан этот инструмент изначально только для шлифовки, однако, современная болгарка может с легкостью производить резку, полировку и чистку материалов.
При этом , шлифовку и чистку можно выполнять практически с любым материалом, который попадется под руку. Для этого используют различные насадки, которые подходят каждый для своего типа материала. УШМ можно обрабатывать: цемент, бетон, шифер, кирпич, стекло, фарфор, дерево и даже пластик.
Для этого используют различные насадки, которые подходят каждый для своего типа материала. УШМ можно обрабатывать: цемент, бетон, шифер, кирпич, стекло, фарфор, дерево и даже пластик.
Самой главный плюс этого инструмента в том, что он практически универсален, вам нужно только менять насадки.
Первый критерий — размер используемого диска
Самый важный и первый критерий, с которым нужно определиться при покупке болгарки , это размер используемого диска. На данный момент, самый минимальный размер отрезного диска 0 115 мм, а максимально возможный размер — 230 мм.
Только, заметим, что не вся часть имеет возможность резать, а лишь выступающая за корпус углошлифальной машины. Это значит, что если корпус имеет ширину минимум 55 мм, то около половины диска на 115 мм (даже меньше) может что-то разрезать. Говоря проще, болгарка на 115 мм может разрезать доску не толще 30 мм (а на практике максимум 25 мм). При этом все диски имеют свойство стачиваться, то есть, за минуту работы эта цифра может снизиться в два раза. Основываясь на это, можно уже подумать о размерах диска.
Основываясь на это, можно уже подумать о размерах диска.
Ведь для резки металлических труб диаметром 20 и более миллиметров болгарка на 115 мм уже станет неуместной из-за низкой износостойкости. И если покупать под резку труб углошлифовальную машину, то минимум на 180 мм. И это лишь для резки, а если надо инструмент для шлифовки? Тут уже не стоит брать больше, вполне достаточно будет выбрать инструмент и на 125 мм, что является и нормой для большинства шлифовальных насадок.
Как заметили, выбрать не так просто, нужно вначале подумать, для чего нужен инструмент, и уже тогда начинать его подбор.
Охарактеризуем типы УШМ на основе размеров, чтобы можно было легче понять, что нам лучше подойдет.
УШМ на 115 мм
Это самый минимальный размер пильного круга, который можно приобрести. Он подходит для самых простых работ, и зачастую, круги такого диаметра, используют исключительно для шлифовки, так как , чем меньше размер, тем меньше вес. Это самый оптимальный вариант для мелких работ.
УШМ на 125 мм
Это следующий по размеру тип и на данный момент он является самым ходовым среди нашего населения. Болгарки такого размера не тяжелые, но очень удобные и имеют приличные характеристики по мощности, и что немаловажно, все еще имеют низкую стоимость. Этой болгаркой можно как шлифовать материал, так и резать. Само собой, слишком толстые детали такая болгарка не осилит, так как глубина проникновения полотна намного меньше радиуса, но для домашних бытовых работ эта болгарка подходит в самый раз.
УШМ на 150 мм
Этот тип болгарок не очень популярен в быту, но иногда пользуется спросом. Эта болгарка несколько мощнее предыдущих и позволяет уже выполнять более объемные работы.
УШМ на 230 мм
Это максимум, который можно купить, по диаметру круга. Самый главный плюс такой болгарки, само собой в большом круге. Таким инструментом можно, без особых усилий резать кирпич, плитку, доски и даже трубы, но для шлифовки такую болгарку лучше не использовать. Во-первых у нее очень большой вес, что крайне не удобно при шлифовке материала, во вторых, большой круг будет мешать вам подобраться к узким местам шлифовки. Такую болгарку надо покупать только в том случае если вы запланировали большой ремонт или масштабное строительство. Для мелких работ эта болгарка не подходит
Сборка своими руками баластника для сварочного аппарата, плюсы и минусы самодельного устройства
Обычно в сварочных работах используется низкое сопротивление, так как благодаря этому энергия тока не теряется. Это достигается использованием в качестве проводников материалов с низким сопротивлением.
Баластник нужен для того, чтобы создать искусственно повышенное сопротивление, что может быть необходимо в некоторых ситуациях.
В этом случае значение тока тоже выше, чем нужно, и его необходимо отрегулировать. Сварочный баластник помогает провести сваривание быстрее и проще.
|
 Заменяя балластный реостат, аппарат ДС 315К обеспечивает:
Заменяя балластный реостат, аппарат ДС 315К обеспечивает:
 замена кожуха агрегата для улучшения доступа;
замена кожуха агрегата для улучшения доступа;
% PDF-1. 5
%
1 0 obj>
endobj
2 0 obj>
endobj
3 0 obj>
endobj
4 0 obj> / Метаданные 451 0 R / Страницы 8 0 R / StructTreeRoot 344 0 R >>
endobj
5 0 obj>
endobj
6 0 obj>
endobj
7 0 obj>
endobj
8 0 obj>
endobj
9 0 obj>
endobj
10 0 obj>
endobj
11 0 obj [7 0 R 15 0 R 15 0 R 15 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 22 0 R 22 0 R 22 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 29 0 R 33 0 R 33 0 R 41 0 R 45 0 R 53 0 R 69 0 57 0 R 73 0 R 61 0 R 77 0 R 65 0 R 37 0 R]
endobj
12 0 объект> / MediaBox [0 0 481.92 708.72] / Parent 8 0 R / Resources> / Font> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / StructParents 0 / Tabs / S >>
endobj
13 0 obj>
endobj
14 0 obj>
endobj
15 0 obj>
endobj
16 0 obj>
endobj
17 0 obj>
endobj
18 0 obj>
endobj
19 0 obj>
endobj
20 0 obj>
endobj
21 0 объект>
endobj
22 0 obj>
endobj
23 0 obj>
endobj
24 0 obj>
endobj
25 0 obj>
endobj
26 0 obj>
endobj
27 0 obj>
endobj
28 0 obj>
endobj
29 0 obj>
endobj
30 0 obj>
endobj
31 0 объект>
endobj
32 0 obj>
endobj
33 0 obj>
endobj
34 0 obj>
endobj
35 0 obj>
endobj
36 0 obj>
endobj
37 0 obj>
endobj
38 0 obj>
endobj
39 0 obj>
endobj
40 0 obj>
endobj
41 0 obj>
endobj
42 0 obj>
endobj
43 0 obj>
endobj
44 0 obj>
endobj
45 0 obj>
endobj
46 0 obj>
endobj
47 0 obj>
endobj
48 0 obj>
endobj
49 0 obj>
endobj
50 0 obj>
endobj
51 0 объект>
endobj
52 0 obj>
endobj
53 0 obj>
endobj
54 0 obj>
endobj
55 0 obj>
endobj
56 0 obj>
endobj
57 0 obj>
endobj
58 0 obj>
endobj
59 0 obj>
endobj
60 0 obj>
endobj
61 0 obj>
endobj
62 0 obj>
endobj
63 0 obj>
endobj
64 0 obj>
endobj
65 0 obj>
endobj
66 0 obj>
endobj
67 0 obj>
endobj
68 0 obj>
endobj
69 0 obj>
endobj
70 0 obj [74 0 R]
endobj
71 0 obj>
endobj
72 0 obj>
endobj
73 0 obj>
endobj
74 0 объект>
endobj
75 0 obj>
endobj
76 0 obj>
endobj
77 0 obj>
endobj
78 0 obj>
endobj
79 0 obj>
endobj
80 0 obj>
endobj
81 0 объект>
endobj
82 0 obj>
endobj
83 0 obj>
endobj
84 0 obj>
endobj
85 0 obj [81 0 R 93 0 R 101 0 R 120 0 R 104 0 R 124 0 R 108 0 R 127 0 R 112 0 R 131 0 R 116 0 R 135 0 R 139 0 R 142 0 R 89 0 R]
endobj
86 0 obj>
endobj
87 0 obj>
endobj
88 0 obj>
endobj
89 0 obj>
endobj
90 0 obj>
endobj
91 0 obj>
endobj
92 0 obj>
endobj
93 0 obj>
endobj
94 0 obj> / BS> / F 4 / Rect [166.
5
%
1 0 obj>
endobj
2 0 obj>
endobj
3 0 obj>
endobj
4 0 obj> / Метаданные 451 0 R / Страницы 8 0 R / StructTreeRoot 344 0 R >>
endobj
5 0 obj>
endobj
6 0 obj>
endobj
7 0 obj>
endobj
8 0 obj>
endobj
9 0 obj>
endobj
10 0 obj>
endobj
11 0 obj [7 0 R 15 0 R 15 0 R 15 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 18 0 R 22 0 R 22 0 R 22 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 26 0 R 29 0 R 33 0 R 33 0 R 41 0 R 45 0 R 53 0 R 69 0 57 0 R 73 0 R 61 0 R 77 0 R 65 0 R 37 0 R]
endobj
12 0 объект> / MediaBox [0 0 481.92 708.72] / Parent 8 0 R / Resources> / Font> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / StructParents 0 / Tabs / S >>
endobj
13 0 obj>
endobj
14 0 obj>
endobj
15 0 obj>
endobj
16 0 obj>
endobj
17 0 obj>
endobj
18 0 obj>
endobj
19 0 obj>
endobj
20 0 obj>
endobj
21 0 объект>
endobj
22 0 obj>
endobj
23 0 obj>
endobj
24 0 obj>
endobj
25 0 obj>
endobj
26 0 obj>
endobj
27 0 obj>
endobj
28 0 obj>
endobj
29 0 obj>
endobj
30 0 obj>
endobj
31 0 объект>
endobj
32 0 obj>
endobj
33 0 obj>
endobj
34 0 obj>
endobj
35 0 obj>
endobj
36 0 obj>
endobj
37 0 obj>
endobj
38 0 obj>
endobj
39 0 obj>
endobj
40 0 obj>
endobj
41 0 obj>
endobj
42 0 obj>
endobj
43 0 obj>
endobj
44 0 obj>
endobj
45 0 obj>
endobj
46 0 obj>
endobj
47 0 obj>
endobj
48 0 obj>
endobj
49 0 obj>
endobj
50 0 obj>
endobj
51 0 объект>
endobj
52 0 obj>
endobj
53 0 obj>
endobj
54 0 obj>
endobj
55 0 obj>
endobj
56 0 obj>
endobj
57 0 obj>
endobj
58 0 obj>
endobj
59 0 obj>
endobj
60 0 obj>
endobj
61 0 obj>
endobj
62 0 obj>
endobj
63 0 obj>
endobj
64 0 obj>
endobj
65 0 obj>
endobj
66 0 obj>
endobj
67 0 obj>
endobj
68 0 obj>
endobj
69 0 obj>
endobj
70 0 obj [74 0 R]
endobj
71 0 obj>
endobj
72 0 obj>
endobj
73 0 obj>
endobj
74 0 объект>
endobj
75 0 obj>
endobj
76 0 obj>
endobj
77 0 obj>
endobj
78 0 obj>
endobj
79 0 obj>
endobj
80 0 obj>
endobj
81 0 объект>
endobj
82 0 obj>
endobj
83 0 obj>
endobj
84 0 obj>
endobj
85 0 obj [81 0 R 93 0 R 101 0 R 120 0 R 104 0 R 124 0 R 108 0 R 127 0 R 112 0 R 131 0 R 116 0 R 135 0 R 139 0 R 142 0 R 89 0 R]
endobj
86 0 obj>
endobj
87 0 obj>
endobj
88 0 obj>
endobj
89 0 obj>
endobj
90 0 obj>
endobj
91 0 obj>
endobj
92 0 obj>
endobj
93 0 obj>
endobj
94 0 obj> / BS> / F 4 / Rect [166. B`Rȡ40: IFeb ݐ BT9>% L -2 =: 6Tv3 ($ uN8 ~ A ~ 09’ZpǣoduwK? 8OP7zUONe ޥ Ğ? {, Q $ Gu @ | k * Zvc9.jSLq2; ‘v + _P | {
конечный поток
endobj
119 0 obj [115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 123 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 R 164 0 R 164 0 R 164 0 R 164 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 211 0 R 214 0 R 216 0 R 219 0 R 222 0 R 226 0 R 230 0 R 233 0 R 245 0 R 248 0 R 260 0 R 263 0 275 0 руб.
B`Rȡ40: IFeb ݐ BT9>% L -2 =: 6Tv3 ($ uN8 ~ A ~ 09’ZpǣoduwK? 8OP7zUONe ޥ Ğ? {, Q $ Gu @ | k * Zvc9.jSLq2; ‘v + _P | {
конечный поток
endobj
119 0 obj [115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 115 0 R 123 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 134 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 141 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 149 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 R 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 157 0 Прав 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Правый 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 Прав 164 0 R 164 0 R 164 0 R 164 0 R 164 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 172 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 180 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 187 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 194 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 202 0 R 211 0 R 214 0 R 216 0 R 219 0 R 222 0 R 226 0 R 230 0 R 233 0 R 245 0 R 248 0 R 260 0 R 263 0 275 0 руб. 285 0 пр. 287 0 руб. 297 0 руб. 310 0 руб. 314 0 руб. 324 0 руб. 336 0 пр. 339 0 руб. 348 0 руб. 357 0 руб. 360 0 руб. 371 0 руб. 374 0 руб. 383 0 руб. 392 0 руб. 0 R 404 0 R 5 0 R 9 0 R 20 0 R 31 0 R 35 0 R 55 0 R 59 0 R 67 0 R 75 0 R 83 0 R 91 0 R 99 0 R 106 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R]
endobj
120 0 obj>
endobj
121 0 объект>
endobj
122 0 объект>
транслировать
x`U 3 # l6nM
285 0 пр. 287 0 руб. 297 0 руб. 310 0 руб. 314 0 руб. 324 0 руб. 336 0 пр. 339 0 руб. 348 0 руб. 357 0 руб. 360 0 руб. 371 0 руб. 374 0 руб. 383 0 руб. 392 0 руб. 0 R 404 0 R 5 0 R 9 0 R 20 0 R 31 0 R 35 0 R 55 0 R 59 0 R 67 0 R 75 0 R 83 0 R 91 0 R 99 0 R 106 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R 114 0 R]
endobj
120 0 obj>
endobj
121 0 объект>
endobj
122 0 объект>
транслировать
x`U 3 # l6nM
(PDF) Снижение энергопотребления при дуговой сварке
Замена традиционного выпрямителя с резко падающими вольт-амперными характеристиками на
двухмостовой экономичный выпрямитель приводит к снижению энергопотребления на
примерно 30%.
Ссылки
1. Т.Д. Герарден, Р.Г. Ньюэлл, Р.Н. Ставинс, J. of Economic Literature, 55 (4), 1486-
1525 (2017)
2. Фаччи А.Л., В. Чиголотти, Э. Джаннелли, С. Убертини, Прикладная энергия, 192, (2017)
Убертини, Прикладная энергия, 192, (2017)
3. М. Филиппини, Л. К. Хант. Экономика энергетики, 52, S5-S16 (2015).
4. А. Зерран, В. П. Шилл, К. Кемферт, препринт arXiv arXiv: 1802.07885 (2018)
5. К. Бойнек, Д. Паплер, J. of Business Economics and Management, 12 (2), (2011 )
6.С. Соррелл. Sustainability J., 2 (6), (2010)
7. GE Halkos, NG Tzeremes, J. of Renewable and Sustainable Energy, 5 (4), (2013)
8. Г. Туричин, М. Кузнецов M , Соколов, А. Салминен. Physics Procedure, 78, (2015)
9. В. Кархин, М. Ретмайер, J. Сварка в мире, 59 (4), (2015)
10. А. Казаков, Е. Казакова, М. Карасев , Д. Любочко, J. Материальные характеристики и характеристика
, 6 (3), (2017)
11. Miyachi Europe [веб-сайт]: — Режим доступа: http: // www.miyachieurope.com;
http://www.ostec-micro.ru
12. CEA [веб-сайт]: — Режим доступа: http://www.ceaweld.com/en/index.htm
13. Bosch Rexroth [веб-сайт site]: — Режим доступа:
http://www. boschrexroth.com/business_units/brc/subwebsites/catalog/widerstandsschw
boschrexroth.com/business_units/brc/subwebsites/catalog/widerstandsschw
eissen / en / index.jsp?
14. Ideal Werk [веб-сайт]: — Режим доступа: http://www.ideal-werk.com/unternehmen/ideal-
Welding-systems.html
15. Soudax [веб-сайт]: — Доступ режим: http: // weber.ru / search.php # maker = 42;
http://www.soudax.fr/index.php?page=fiche_produit&from=recherche&pid=129&row_
num = 8 & rubid = 5
16. Chowel [веб-сайт]: — Режим доступа: http: // americanchowel. com / Products / 5-2.htm
17. Nimak [сайт]: — Режим доступа: http://www.shtorm-its.ru/kat/nimak.pdf. —
18. Electric-Mics [веб-сайт]: Режим доступа: http: //www.elmics
19. http://mathworks.com
20. Дж. Р. Клейкомб, Прикладная электромагнетизм с использованием QuickField и MATLAB.Laxmi
Publications, Ltd., (2010).
21. В.Ф.Палий, Л.П. Суздальцев. Технико-экономический анализ производственно-
хозяйственной деятельности машиностроительных предприятий: Машиностроение, 272п
(1989).
22. К. Веман, Справочник по процессам сварки, Нью-Йорк: CRC Press, ISBN 0-8493-1773-8
(2003)
23. ГОСТ 2889-91.
24. Л.И. Сахно, J. Электротехника, Россия, 1, (2002)
25.Л.И. Сахно. J. Welding International, 17 (7), (2003)
26. Л. Сахно, О. Сахно, С. Дубицкий, J. Архивы электротехники, 64 (252),
(2015)
6
MATEC Web of Conferences 245, 05001 (2018) https://doi.org/10.1051/matecconf/201824505001
EECE-2018
Общие сведения о генераторе постоянного тока Lincoln SA-200 и устранение неисправностей | Техническое руководство
Если вы хотите разобраться в своем сварочном аппарате Lincoln SA-200, вам необходимо базовое представление о генераторе постоянного тока.Ваш SA-200 — это на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор — это возбудитель (нос, который выступает в передней части машины). Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата. Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата. Возбудитель также имеет доп. 115 В постоянного тока для аксессуаров.
Второй генератор — это сварочный генератор . Этот генератор вырабатывает регулируемый постоянный выходной ток, который дает прекрасную дугу, которую любят сварщики.Оба генератора работают по одним и тем же принципам; один просто намного больше!
В этой статье мы собираемся обсудить только генератор возбудителя и схему управления возбудителем . Эта схема очень проста для понимания, поиска и устранения неисправностей и ремонта.
Продолжайте читать или переходите к определенному разделу этого руководства:
Расположение и определения частей возбудителя:
На рисунке выше показан стандартный возбудитель Lincoln SA-200 со снятой торцевой крышкой. Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
- Правый щеткодержатель представляет собой подпружиненный щеткодержатель.
- Левый щеткодержатель — это подпружиненный отрицательный щеткодержатель.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Возбудитель якорь удерживаются на вал якоря с помощью гайки, обеспеченной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.
Как работает система:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток. Магнитные поля, создаваемые катушками возбудителя, разрушаются обмотками на якоре возбудителя, создавая приблизительно 115 В постоянного тока при полной скорости вращения. Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 вольт постоянного тока: положительное значение на правом щеткодержателе, отрицательное — на левом щеткодержателе.
Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 вольт постоянного тока: положительное значение на правом щеткодержателе, отрицательное — на левом щеткодержателе.
Система представляет собой составной генератор с последовательной обмоткой и дополнительной шунтирующей катушкой через якорь возбудителя. Реостат точного регулирования тока («контроль нагрева») изменяет напряжение возбудителя, которое прикладывается к шунтирующим катушкам главного статора; это переменное напряжение контролирует выходной ток (нагрев) дуги.
Поиск и устранение неисправностей катушек возбуждения
Изучив схему подключения ниже, вы увидите, что есть две половины цепи возбудителя, обозначенные красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, это просто наглядное пособие.)
«Генератор возбудителя» вырабатывает 115 В постоянного тока, который подается на вспомогательную розетку и на шунтирующие катушки главного возбудителя. Этот постоянный ток изменяется реостатом управления точным током (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Этот постоянный ток изменяется реостатом управления точным током (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Если неисправна «цепь шунта возбудителя», генератор все еще может вырабатывать мощность. В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, осветительного прибора или болгарки. Если вы можете «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностировать и заменять. Получите дополнительную информацию о сменных катушках возбудителя Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Сменные катушки возбудителя Weldmart-Online
Поиск и устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ: Все измерения по устранению неисправностей электрооборудования следует проводить при выключенном (не работающем) двигателе!
Перед проведением любых измерений ваш возбудитель должен выглядеть, как показано на рисунке ниже.
- Найдите под якорем возбудителя и найдите черный и синий провода. Провода должны быть соединены стыком или скреплены болтами. (Если вы обнаружите соединение, катушки никогда не проверялись на целостность.) Если они соединены или соединены болтом и гайкой, вы должны разорвать эти провода. Когда вы их разделите, вы можете проверить отдельные катушки.
- Чтобы проверить катушки возбуждения , извлеките обе щетки возбудителя из их держателей и убедитесь, что они ничего не касаются во время измерений.Используя VOM, по самой низкой шкале сопротивления, которую вы можете использовать, проверьте сопротивление между ПРАВЫМ выводом щетки и каждым из отдельных проводов. Если катушка исправна, один провод покажет сопротивление, а другой — нет — это нормально. Сопротивление должно составлять приблизительно от 130 до 170 Ом, + или — 10% . Если вы не получаете сопротивления, переходите к следующему более высокому диапазону. Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете считывать сопротивление своего тела.
- Затем проверьте сопротивление между каждым выводом катушки и внешней клеммой (к нему может быть подключен красный провод) реостата точного контроля тока .Один из проводов покажет целостность между проводом и реостатом. Оба измерения должны быть идентичными.
- Если какое-либо измерение показывает очень высокое сопротивление, бесконечное сопротивление «открытой катушки» или очень низкое сопротивление (менее 100 Ом), то катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.

 Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете считывать сопротивление своего тела.
Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете считывать сопротивление своего тела.Поиск и устранение неисправностей якоря возбудителя:
Иногда вы можете обнаружить неисправный якорь возбудителя; вот что нужно искать при наиболее распространенных проблемах.
- Прежде чем продолжить проверку, поищите пригоревшие или почерневшие шины коллектора. Очистите коммутатор камнем для очистки коммутатора. Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Примечание: правильно обслуживаемый коммутатор должен быть цвета использованного вороненого пенни.
- Осмотрите обмотки на предмет перегоревшей изоляции, обрывов проводов или поврежденных шин коммутатора. У якоря есть две проблемы: обмотка, закороченная на вал якоря, или обрыв (обрыв) обмоток.
ПРИМЕЧАНИЕ: Если при работающем агрегате появляется ЯРКАЯ ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на массу, установив VOM на ВЫСОКИЙ диапазон сопротивления. Поместите один вывод на чистое место на валу якоря (если у вас есть сомнения, очистите место тонкой эмори-бумагой или напильником). Другим проводом проверьте каждую штангу коммутатора. Не пропустите ни одного: если у вас есть сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какое-либо сопротивление, вам необходимо заменить якорь на новый или восстановленный.
Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите его в мастерскую по ремонту моторов и протестируйте на «гроулере» (они будут знать, что делать). Тест «гроулер» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
 Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор. Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите его в мастерскую по ремонту моторов и протестируйте на «гроулере» (они будут знать, что делать). Тест «гроулер» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите его в мастерскую по ремонту моторов и протестируйте на «гроулере» (они будут знать, что делать). Тест «гроулер» — это «золотой стандарт» тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.Другие проблемы якоря возбудителя:
- Высокая планка означает именно это: одна из планок коллектора оторвалась и торчит вверх.Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы кисти подскочили, и вы увидите чрезмерное искрение. Если вы обнаружили эту проблему, отнесите ее в свой любимый автосалон: иногда ее можно отремонтировать, а иногда нет.
- Свободный стержень: Да, иногда сегментный стержень коммутатора может вырваться. Вернемся в моторный цех.
- Коммутатор не круглой формы: это может быть вызвано изгибом вала якоря. Проверьте правильность округления возбудителя. Правило при 1500 об / мин это (+ или -).020 ’.
 Правило при 1500 об / мин это (+ или -).020 ’.
Правило при 1500 об / мин это (+ или -).020 ’.Trick of the Trade: Как установить новые катушки возбудителя, быстро и легко, без всяких догадок
- Не запускайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Каждый железный полюс возбудителя удерживается двумя болтами, два с правой стороны и два с левой!
- Нет необходимости снимать генератор возбудителя для замены катушек возбудителя.
- Вытяните катушки и железные полюсные наконечники вместе и положите их на ровную поверхность.Пока не отсоединяйте провода!
- Снимите железные полюсные наконечники и очистите их: обычно хороший осмотр с помощью проволочного колеса поможет. Их не нужно красить.
- Положите катушки поверх исходных катушек и совместите провода, идущие с обеих сторон и посередине. Перед вами ваша электрическая схема!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсов очистите корпус: просто сбейте ржавчину и крысиные гнезда. Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
- Присоедините провода по одному, используя оригинальные катушки в качестве направляющих; очевидно, где каждый провод соединяется.
- Мы называем это «Замена катушки возбудителя для полного идиота!» (Наш босс назвал его своим именем.) Этот процесс у нас всегда работает!
 Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
Не помешает смазать полюсные наконечники тонким слоем смазки в местах их соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!Мигает поле:
Катушки возбуждения удерживаются на месте с помощью прочных железных «полюсных наконечников». Особые части железа делают больше, чем просто удерживают катушки возбудителя на месте. Они сохраняют небольшое количество остаточного магнетизма — совсем немного — для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с мертвого пуска. Полюсные наконечники могут потерять свой магнетизм, поскольку устройство находится в режиме ожидания в течение длительного периода времени, и нет простого теста для обнаружения потери.
Когда проверяются катушки поля возбудителя, щетки и якорь возбудителя, остается только «высветить поле». Обычно это делается с автомобильным аккумулятором на 12 В.
Вот что вам нужно сделать:
- Снимите пылезащитную крышку возбудителя. Он держится двумя болтами 1/4 20; вам понадобится гаечный ключ на 3/8 дюйма.
- См. Схему ниже:
- Подключите перемычки сначала к аккумуляторной батарее, а затем к клеммам щетки возбудителя.Вероятно, вы вызовете искру: в батареях могут быть карманы внутреннего водородного газа. АККУМУЛЯТОРЫ МОГУТ И БУДУТ ВЗРЫВАТЬСЯ ПРИ ПОЛУЧЕНИИ БОЛЬШОЙ ИСКРЫ! (Помните Гинденбург? — он был полон водорода; достаточно сказано) .
- Запустите двигатель и убедитесь, что он работает на низкой скорости (1000 об / мин).
- Подсоедините положительный (+) провод к клемме провода щетки RIGHT .
- Коснитесь отрицательным (-) проводом к клемме ЛЕВОГО провода щетки . Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
 Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!Полевые столбы «прошиты». Агрегат должен волновать. В случае успеха вы сможете использовать доп. Если установка не сваривается, проверьте катушки шунта возбудителя (см. Следующий раздел).
Поиск и устранение неисправностей шунтирующей цепи возбудителя
Сварочный аппарат не будет сваривать: вы можете запустить шлифовальный станок от вспомогательной розетки, и он может работать на холостом ходу, а может и не работать, но дуга не зажигается.Если вы можете перетащить стержень и получить на электроде небольшую «искру», это классический признак того, что одна из катушек шунта возбудителя вышла из строя. Этот сбой очень часто встречается у сварщиков Lincoln с шестигранной головкой!
Примечание. Кодовые номера с 7276 по 9530 на SA-200, кодовые номера с 7827 по 9605 на SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранной головкой.
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в верхнем правом углу выходила из строя — только катушка в нижнем левом углу, кажется, выходила из строя.Катушки наматываются и продаются наборами (они должны быть «согласованы»).
Для устранения неисправности шунтирующей цепи возбудителя необходимо проверить два компонента: реостат управления точным током и катушки шунта.
Примечание: Все электрические измерения для устранения неисправностей следует проводить при выключенном (не работающем) двигателе!
Первым шагом является проверка реостата точного регулирования тока :
- Поверните ручку: она должна вращаться плавно, без остановок и «неровностей».«Если есть какие-либо сомнения относительно механической части этого устройства, снимите его и проведите визуальный осмотр.
Затем проверьте сопротивление (удалите один из проводов перед испытанием).
Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.Номер детали Lincoln® для этой детали — M-5090-C, и ее можно заказать в Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
 Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.
Оно должно плавно измерять от 0 до 64 Ом без разрывов или прыжки: плавно вверх и плавно вниз.Если реостат управления точным током не неисправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центрального вывода рычага управления есть синий провод, идущий в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна с одной стороны корпуса, а другая — напротив первой).
Другая сторона катушки шунта сварочного аппарата подключается коричневым проводом, идущим к клемме герконового переключателя, расположенного на монтажной планке герконового переключателя. На этой клемме вы найдете черный провод, подключенный непосредственно к геркону.
Третий провод, черный, идет от геркона прямо вправо, ПОЛОЖИТЕЛЬНЫЙ, держатель щетки возбудителя.
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, прикладываемого к шунтирующим катушкам статора, он регулирует сварочный ток (теплоту сварного шва).
Снимите правую (ПОЛОЖИТЕЛЬНУЮ) щетку с держателя — убедитесь, что она никоим образом не касается якоря возбудителя — измерьте сопротивление системы.Это говорит нам, есть ли обрыв (разрыв) цепи. По моему опыту, проблем с системой возбудителя больше, чем с любой другой частью SA-200.
- Двигатель не работает.
- Текущий реостат управления находится в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никак не касается якоря возбудителя. Если есть сомнения, обмотайте кисть лентой.
Показания сопротивления: После снятия правой щетки с держателя щетки следующие показания скажут вам определенные вещи.
- С проводом омметра на отрицательном держателе щетки и другим проводом на центральном выводе реостата управления точным током вы должны показывать приблизительно 46 Ом.
- Если ваше показание близко к 165 Ом (+/- 10%), вы можете быть уверены, что в цепи нет «разрывов» (разрывов). Это не означает, что с этой схемой нет проблем; это просто означает, что нет никаких «перерывов».
- Если показание ниже 165 Ом, у вас короткое замыкание между обмотками.Обычно катушки будут в пределах спецификации или «ОТКРЫТО», при отсутствии сопротивления в цепи. Змеевик необходимо заменить; получить дополнительную информацию о заменяемых шунтирующих катушках Weldmart-Online.


Сварщик воды и соли: 7 шагов
Хорошо, давайте перейдем к науке!
Взгляните на таблицу (рис. 1), как вы видите, вода очень устойчива, поэтому обычная вода не допускает протекания тока, цель здесь — снизить сопротивление воды до тех пор, пока вы не сможете потреблять ток от это, и, как вы видите, из зазоров между проводами, оно варьируется в сантиметрах, поэтому, если вы их разбираете, добавляется больше сопротивления, если вы соединяете их вместе, добавляется меньше сопротивления.
Итак, переменные, с которыми мы здесь работаем, это V (напряжение), I (ток), R (сопротивление в омах) и D (расстояние в см).
Чтобы измерить I (ток), чтобы узнать, сколько ампер мы потребляем, мы разделим V (напряжение) на R (сопротивление в Ом), вот так:
I = V / RWe знать начальное значение V, в данном случае 110v, но значение R основано на расстоянии и солености, поэтому мы можем определить Rd, которое равно Rs (сопротивление из таблицы солености (рис.1)) умножить на D (расстояние в см).
В итоге получается что-то вроде этого:
I = V / Rd
, что:
Rd = Rs.D
Если мы заменим известные нам значения, скажем, соленая, как морская вода в открытом море 10 см. по отдельности, мы получим что-то вроде этого:
I = 110 / Rd
Что:
Rd = 20 * 10
Тогда:
I = 110/200
Это заканчивается как:
I = 0,5
Итак, в этой ситуации мы можем потреблять 0,5 ампер из этой схемы. Следуя той же формуле для расстояния 1 см, мы получаем максимальное теоретическое значение 5,5 ампер. Если используемое напряжение было 220 В, то в итоге мы получили максимальное потребление 11 ампер.
Следуя той же формуле для расстояния 1 см, мы получаем максимальное теоретическое значение 5,5 ампер. Если используемое напряжение было 220 В, то в итоге мы получили максимальное потребление 11 ампер.
Моя установка дважды отключила выключатели во время разработки этого проекта, и мои выключатели рассчитаны на 10 ампер, поэтому моя вода была чрезмерно насыщена солью, плюс тот факт, что провода были погружены на дно раствора, которое более плотно и соленее. Мы даже можем сказать, что сопротивление варьировалось в зависимости от глубины и в конечном итоге составляло градиент сопротивления, который суммируется со средним сопротивлением плюс сопротивление самих проводов.
Реостат, переменный резистор и потенциометры
Строительство реостатов
Многие реостаты намотаны проволокой и имеют длинный проводящий материал (обычно проволоку), свернутый в спираль. Элемент сопротивления в реостатах может быть лентой или металлической проволокой, проводящей жидкостью или углеродом, полностью в зависимости от области применения. Для среднего тока наиболее предпочтителен металлический тип.
часто встречается в реостатах; для очень малого тока используется углеродная форма; и для больших сил тока электролитического типа, при котором электроды
помещенный в проводящую жидкость, наиболее подходит.Контакты и катушки, находящиеся внутри реостатов, герметизированы внутри корпуса, чтобы защитить их от грязи, сажи, пыли и других загрязнений.
Это часто приводит к разрыву цепи и образованию влаги, что в конечном итоге вызывает короткое замыкание. Реостаты имеют 3 клеммы, состоящие из резистивной
проволока обернута для создания тороидальной катушки со скребком, который скользит по поверхности катушки. Реостаты чаще всего имеют керамический центр.
Для среднего тока наиболее предпочтителен металлический тип.
часто встречается в реостатах; для очень малого тока используется углеродная форма; и для больших сил тока электролитического типа, при котором электроды
помещенный в проводящую жидкость, наиболее подходит.Контакты и катушки, находящиеся внутри реостатов, герметизированы внутри корпуса, чтобы защитить их от грязи, сажи, пыли и других загрязнений.
Это часто приводит к разрыву цепи и образованию влаги, что в конечном итоге вызывает короткое замыкание. Реостаты имеют 3 клеммы, состоящие из резистивной
проволока обернута для создания тороидальной катушки со скребком, который скользит по поверхности катушки. Реостаты чаще всего имеют керамический центр. При выборе между реостатами для определенной функции номинальный ток обычно является более важным фактором, чем номинальная мощность.При использовании реостата для двигателя важно понимать, что все типы двигателей постоянного тока могут регулироваться по скорости, однако небольшое количество двигателей переменного тока управляемый реостатом.
 Следовательно, важно получить соответствующий тип двигателя переменного тока, когда требуется регулирование скорости. Большинство реостатов
имеют круглый или плоский вал, который позволяет прикрепить ручку, в зависимости от различных типов реостатов. Реостаты меньшего размера имеют пазы для отверток, которые делают
для легкой регулировки.
Следовательно, важно получить соответствующий тип двигателя переменного тока, когда требуется регулирование скорости. Большинство реостатов
имеют круглый или плоский вал, который позволяет прикрепить ручку, в зависимости от различных типов реостатов. Реостаты меньшего размера имеют пазы для отверток, которые делают
для легкой регулировки.Реостаты обычно позволяют подключать переключатель для размыкания цепи или доступа к саморегулирующейся цепи. Реостаты могут комплектоваться фиксированными или регулируемый упор. Реостаты имеют упор, который можно настроить для ограничения угла поворота до любой желаемой части от общего возможного вращения. Обычно эти специфические типы реостатов используются в операциях, где очень важно поддерживать заданное сопротивление в цепи.
2 основных типа сварочного генератора постоянного тока
В этой статье рассматриваются два основных типа сварочных генераторов постоянного тока. Типы: 1. Генератор оппозиционной серии 2. Сварочный генератор постоянного тока с разделенными полюсами.
Типы: 1. Генератор оппозиционной серии 2. Сварочный генератор постоянного тока с разделенными полюсами.
а. Отдельно возбужденные:
Принципиальная электрическая схема последовательно возбуждаемого оппозиционного генератора показана на рис. 4.21 (а).
Этот генератор имеет две обмотки возбуждения.Одно из них, называемое отдельным полем возбуждения, создает постоянный магнитный поток, m , и питается переменным током через феррорезонансный регулятор напряжения и кремниевый выпрямитель, оба установленных на раме генератора. Другой, называемый полем оппозиционной серии, включен последовательно со сварочной цепью. При отсутствии нагрузки ток через последовательную обмотку возбуждения и э.д.с. генератора исключительно за счет магнитного потока, м .
Когда цепь сварки завершена и зажигается дуга, последовательная обмотка создает переменный магнитный поток, o , который противодействует потоку основного поля, м . С увеличением сварочного тока также увеличивается влияние встречного последовательного поля, так что общий магнитный поток уменьшается, а напряжение на клеммах генератора понижается.
С увеличением сварочного тока также увеличивается влияние встречного последовательного поля, так что общий магнитный поток уменьшается, а напряжение на клеммах генератора понижается.
Когда происходит короткое замыкание, два магнитных потока становятся почти равными по величине, общий магнитный поток падает, и напряжение на клеммах генератора падает до нуля. Таким образом, эффект поля оппозиционной серии вызывает падение вольт-амперной характеристики. Сварочный ток можно регулировать плавно, изменяя главный поток м с помощью реостата R h .
г. Самовозбуждение:
Принципиальная схема последовательного генератора с самовозбуждением показана на рис. 4.21 (b). Как видно из схемы, обмотка возбуждения запитана от половины обмотки якоря самого генератора. Вот почему есть третья щетка c, расположенная между основными щетками a и b. По этой причине он также известен как ТРЕТИЙ ГЕНЕРАТОР ЩЕТКИ. Под нагрузкой напряжение между щетками a и c остается практически постоянным, а обмотка возбуждения самовозбуждения, соединенная между двумя щетками, создает постоянное магнитное поле, м
Когда зажигается дуга, сварочный ток течет в последовательной обмотке возбуждения, соединенной так, что ее магнитный поток, 0 , противодействует магнитному полю, m , возбудителя. Чем больше ток в сварочной цепи, тем сильнее противодействующее действие последовательной обмотки и ниже напряжение генератора, так как e. м. f. индукция в обмотке якоря генератора зависит от результирующего магнитного поля. Во время короткого замыкания значения m и ɸ 0 почти равны и противоположны по действию, поэтому результирующий поток почти ничтожен, а напряжение на клеммах падает до нуля. Таким образом, последовательная обмотка помогает добиться падающей вольт-амперной характеристики источника питания.
Чем больше ток в сварочной цепи, тем сильнее противодействующее действие последовательной обмотки и ниже напряжение генератора, так как e. м. f. индукция в обмотке якоря генератора зависит от результирующего магнитного поля. Во время короткого замыкания значения m и ɸ 0 почти равны и противоположны по действию, поэтому результирующий поток почти ничтожен, а напряжение на клеммах падает до нуля. Таким образом, последовательная обмотка помогает добиться падающей вольт-амперной характеристики источника питания.
Большинство генераторов для ручной и автоматической сварки, таких как SMAW и сварка под флюсом, относятся к оппозиционному серийному типу.
Тип № 2. Сварочный генератор постоянного тока с разъемными полюсами: В сварочном генераторе с расщепленными полюсами получается падающая вольт-амперная характеристика из-за эффекта реакции якоря. Этот генератор также называется ГЕНЕРАТОРОМ БИПОЛЯРНОЙ СВАРКИ и используется в основном для ручной сварки.
Этот генератор имеет четыре основных полюса и три набора щеток на комментаторе, как показано на рис.4.22. В отличие от обычного генератора постоянного тока, в котором северный и южный полюса размещены поочередно, в биполярном генераторе аналогичные полюса размещены рядом (S 1 S 2 и N 1 N 2 ). Два соседних одинаковых полюса магнитно можно рассматривать как один полюс, разделенный на две части, отсюда и название генератора с расщепленными полюсами.
Магнитный поток, связывающий полюса, можно разделить на две части. Одна часть перемещается с N 1 на S 1 , а другая — с N 2 на S 2 .Величина e. м. Якорь зависит от плотности двух потоков, чем плотнее поток, пересекаемый проводниками якоря, тем больше е. м. f. арматуры. Сварочная цепь подключена к щеткам A и B, а катушки возбуждения, намотанные на магнитные полюса, подключены к щеткам A и E.
Когда зажигается дуга, ток, протекающий через обмотку якоря, создает вокруг нее магнитное поле. Магнитный поток выходит из сердечника якоря и охватывает воздушное пространство между якорем и полюсами.Часть потока входит S 1 проходит через раму, S 2 и воздушный зазор в сердечнике якоря. Другая часть потока проходит через N 1 , раму N 2 и проходит через воздушное пространство, чтобы войти в сердечник якоря. На рис. 4.22 путь магнитного потока в якоре показан пунктирными линиями.
Магнитный поток выходит из сердечника якоря и охватывает воздушное пространство между якорем и полюсами.Часть потока входит S 1 проходит через раму, S 2 и воздушный зазор в сердечнике якоря. Другая часть потока проходит через N 1 , раму N 2 и проходит через воздушное пространство, чтобы войти в сердечник якоря. На рис. 4.22 путь магнитного потока в якоре показан пунктирными линиями.
Чем больше ток в обмотке якоря, тем сильнее магнитный поток.
На схеме видно, что магнитный поток в обмотке якоря движется вместе с магнитным потоком в полюсах N 1 и S 1 (как показано толстыми стрелками) и против магнитного потока в полюсах. N 2 и S 2 .Другими словами, магнитный поток якоря имеет тенденцию создавать магнитный поток в полюсах с одной стороны и убивать его с другой.
Магнитные полюса N 1 и сконструированы таким образом, что они работают в условиях магнитного насыщения, и добавление магнитного потока якоря больше не может его увеличить, так же как насыщенный солевой раствор больше не может растворять соль.
Магнитный поток якоря, который противодействует магнитному потоку в полюсах N 2 и S 2 , уменьшает этот поток и фактически почти убивает его.Переменное действие основного магнитного потока увеличивается по мере увеличения тока в сварочной цепи. Более слабый магнитный поток в полюсах вызывает более низкое напряжение генератора.
Таким образом, в сварочном генераторе с расщепленными полюсами падающая вольт-амперная характеристика получается за счет противодействия магнитного потока обмотки якоря, то есть за счет реакции якоря.
Выходные вольт-амперные характеристики сварочных генераторов:
D.C.Сварочные генераторы обычно представляют собой аппараты с двойным управлением. Машина с двойным управлением имеет регуляторы тока и напряжения. Эти элементы управления предлагают сварщику максимальную гибкость для различных сварочных требований. Такой источник сварочного тока по своей сути имеет регулировку наклона, что означает, что наклон вольт-амперной кривой может быть установлен на желаемую форму.
с составной обмоткой и отдельными регуляторами постоянного тока и напряжения могут предоставить оператору выбор вольт-амперных кривых практически для любой допустимой силы тока в пределах общего диапазона источника питания.Таким образом, сварщик может установить напряжение холостого хода с контролем напряжения и максимальный ток (ток короткого замыкания) с контролем тока.
Эти настройки регулируют сварочный генератор для обеспечения статической вольт-амперной характеристики, которая может соответствовать требованиям работы в пределах доступных диапазонов. Независимое влияние регулирования тока и напряжения на вольт-амперные характеристики такого источника сварочного тока показано на рис. 4.23 и 4.24 соответственно.
Мультиоператор D.C. Источники сварочного тока:
Многопользовательский сварочный генератор имеет две обмотки возбуждения, одну шунтирующую, а другую подключенные последовательно, чтобы магнитный поток последовательной обмотки по определению совпадал с магнитным потоком шунтирующей обмотки. Вследствие этого вольт-амперная характеристика генератора имеет плоскую, а не падающую характеристику.
Вследствие этого вольт-амперная характеристика генератора имеет плоскую, а не падающую характеристику.
От многофункционального сварочного генератора ток подводится к шинам, а оттуда — к группе сварщиков, как показано на рис. 4.25.
Поскольку источник питания имеет плоскую вольт-амперную характеристику, напряжение на шине остается постоянным и не зависит от нагрузки.Для получения характеристики спада балластные реостаты подключаются последовательно с дугами на месте сварочной операции. Реостат также служит для регулирования сварочного тока.
Большинство этих наборов с несколькими операторами вырабатывают постоянное напряжение около 60 вольт.
Эти сварочные аппараты занимают меньше места, чем блоки с одним оператором, обслуживающие такое же количество операторов. Поэтому установки этого типа экономичны для установок, где работа сосредоточена в одном цехе.Они также дешевле, чем эквивалентное количество наборов для одного оператора, и более экономичны в обслуживании и обслуживании.
277v — электрические схемы angel
Схема подключения люминесцентного балласта 277v Whats New
Схема подключения люминесцентного балласта 277v -. . . . . . .
Схема подключения люминесцентного балласта 277v —
Схема подключения люминесцентного балласта 277v —
Схема подключения — это метод описания конфигурации установки электрического оборудования, например, электроустановочного оборудования на подстанции на CB, от панели к коробке CB который охватывает аспекты телеуправления и телесигнализации, телеметрию, все аспекты, требующие схемы подключения, используемые для обнаружения помех, новое вспомогательное оборудование и т. д.Схема подключения люминесцентного балласта 277v Эта принципиальная схема служит для обеспечения понимания функций и работы установки в деталях, с описанием оборудования / частей установки (в виде символов) и соединений. Схема подключения люминесцентного балласта 277В Эта принципиальная схема показывает общее функционирование цепи. Все его основные компоненты и соединения иллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.
Все его основные компоненты и соединения иллюстрированы графическими символами, расположенными для максимально ясного описания операций, но без учета физической формы различных элементов, компонентов или соединений.Электрическая схема электронного балласта с выходом напряжения 277В Схема подключения балласта на 277В Схема подключения электронного балласта на 277В Схема подключения электронного балласта с выходом напряжения Схема подключения электронного балласта 277В проверка блока предохранителей в автомобиле Схема подключения люминесцентного балласта 277v land rover Discovery 3 9 электрическая схема viking yenpancane jeanjaures37 fr Схема] 277v схема подключения балласта полная версия hd качество электрическая схема экологическая диаграмма radiotelegrafia it ртутный балластная схема подключения иллюстрация схемы подключения • универсальные схемы подключения балласта 4-проводная электрическая схема minn kota для схемы подключения Схема подключения балласта 277v электрическая схема подключения термостата обогревателя плинтуса 2 схема подключения begeboy источник
.