Оцинковка или нержавейка: разница в цене окупается в процессе эксплуатации
Сделать заказ можно по телефону
Наши специалисты с радостью вам помогут
+7 495 775-50-79
Оцинкованная и нержавеющая сталь обладают общими свойствами коррозионной стойкости и устойчивости к воздействиям окружающей среды, что обуславливает популярность применения этих видов металла в строительстве и в производственных целях.
Отличительные особенности оцинковки и нержавейки
Нержавейка и оцинковка отличаются способом производства, составом, долговечностью, и эти характеристики влияют на разницу в цене, достигающую 25–40%. Такой разброс стоимости объясняется улучшенными характеристиками коррозионностойкой нержавеющей стали по отношению к оцинкованному металлу.
Оцинкованная сталь
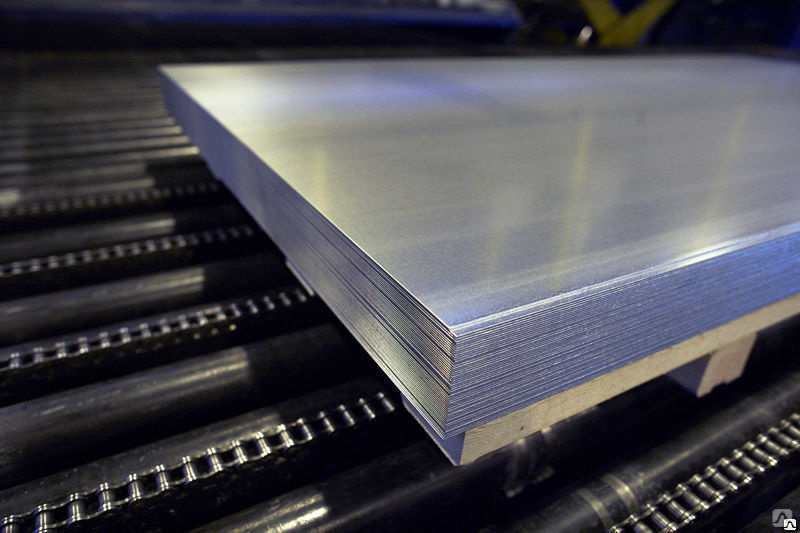
Оцинкованная сталь производится методом покрытия листа из углеродистой стали тонким слоем цинка, который с течением времени (до двух лет) образует на поверхности прочную патину, стойкую к атмосферным воздействиям влаги и кислорода.
Оцинковка обязательно должна «выстояться», чтобы продукты естественного окисления выветрились, а слой цинковой патины набрал прочность. Стальные листы с цинковым покрытием внешне отличаются от нержавейки – на их поверхности видны узоры кристаллизации цинка, напоминающие «белую ржавчину».
Оцинкованная сталь обладает следующими эксплуатационными характеристиками:
- срок службы – до 25 лет при слое цинкового покрытия толщиной 60 мкм;
- высокая способность выдерживать механические нагрузки вальцовкой, ковкой, сгибанием, вытяжкой, штамповкой;
- прочность к нагрузкам давления;
- устойчивость к перепадам температур;
- малая электропроводимость.
Оцинковка неустойчива к воздействию кислот: с помощью соляной кислоты ее можно отличить от нержавейки. Цинковое покрытие активно вступает в химическую реакцию с кислотой, а нержавеющий металл, легированный хромом, не реагирует на кислую среду.
Нержавеющая сталь
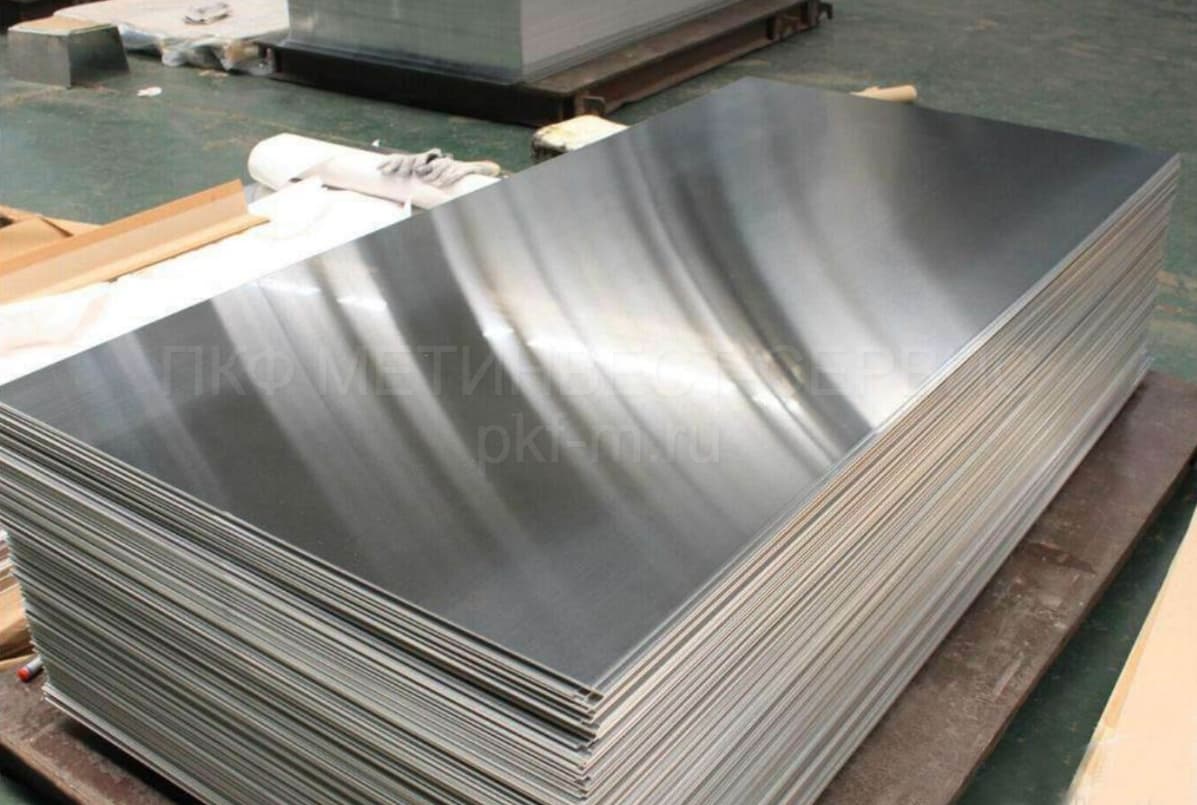
Высокотехнологичный процесс производства нержавеющей аустенитной стали основан на легировании сплава добавками никеля, марганца, хрома, которые создают на поверхности коррозионностойкие плёнки. С производства выходит готовый к использованию и дальнейшей обработке материал, обладающий свойством самовосстановления пленки из окисла хрома.
С производства выходит готовый к использованию и дальнейшей обработке материал, обладающий свойством самовосстановления пленки из окисла хрома.
Нержавейка обладает лучшими, в сравнении с оцинкованным металлом, свойствами:
- долговечность эксплуатации – до 50 лет;
- пластичность и способность к деформированию;
- прочность к ударным нагрузкам;
- высокая коррозионная стойкость к умеренно органическим и кислым средам;
- лёгкость в обработке;
- стойкость к высоким и низким температурам;
- экологическая безопасность.
Нержавеющая сталь не образует вредных соединений при контакте с пищевыми продуктами и термическом воздействии, что выгодно отличает ее от оцинкованного металла. Оцинковка может окисляться многими пищевыми продуктами и выделять яд.
Компания «Глобус-Сталь» предлагает высококачественную нержавеющую коррозионностойкую сталь аустенитного класса по выгодной цене, которая обусловлена отсутствием посредников между производственной компанией и потребителями нержавеющего металлопроката. Стоимость изделий из нержавейки окупается вдвое большим сроком эксплуатации в сравнении с оцинкованной сталью.
Стоимость изделий из нержавейки окупается вдвое большим сроком эксплуатации в сравнении с оцинкованной сталью.
Нержавеющая или оцинкованная сталь
Многие ошибочно полагают, что «нержавейка» — это очень дорогой металл, и в целях экономии выбирают оцинкованную сталь. Но мало кто задумывается над тем, чем обусловлена эта разница в стоимости. Почему нержавеющая сталь стоит дороже и каковы ее главные отличия от «оцинковки» Нержавеющая сталь – ультрапрочный материал. Благодаря содержанию хрома в составе сплава «нержавейка» обладает отличными антикоррозийными свойствами и устойчива к различным воздействиям окружающей среды. Главными достоинствами конструкций, выполненных из этого металла, являются следующие преимущества:
1. Долговечность эксплуатации: от 45 – 50 лет.
2. Прочность. Нержавеющая сталь устойчива к перепадам давления и может использоваться как при высоких, так и низких температурах.
3. Гигиеничность. Материал не имеет пор и трещин, а значит, не способствует проникновению внутрь бактерий и грибков, а также имеет привлекательный внешний вид.
Материал не имеет пор и трещин, а значит, не способствует проникновению внутрь бактерий и грибков, а также имеет привлекательный внешний вид.
Но отдельное внимание следует уделить процессу изготовления нержавеющей стали. Дело в том, что к производственному процессу «нержавейки» предъявляются повышенные технологические требования.
Во-вторых, компания – производитель конструкций из «нержавейки» должна обладать определенными техническими возможностями: это отдельное помещение, специализированное оборудование, складские комплексы. Более того, крайне важно следовать технологиям обработки металла, так как перепады температур, прочностные характеристики инструментов и другие физико-химические особенности сырья могут негативным образом отразиться на качестве конечной продукции. По этой причине для производства конструкций из нержавеющей стали используется дорогостоящее и сложное оборудование.
Трубопроводы из нержавеющей стали сочетают в себе долговечность, механическую прочность, предсказуемость «поведения» при многолетней эксплуатации и внештатных режимах, стабильность формы, гигиеничность, неподверженность зарастанию, малое гидравлическое сопротивление. Коррозионная стойкость, прочностные характеристики, пластичность конструкционного материала позволяют выпускать и применять трубы, фитинги с малой толщиной стенки, использовать современные технологии монтажа.
Подключение труб из нержавеющей стали к радиатору отопления
Подключение труб из нержавеющей стали к радиатору отопления с применением настроечного клапана
При прокладке водопровода с использованием труб из нержавейки возможны несколько типов соединений, а именно:
· сварные;
· применение соединительных элементов фланцевого типа;
· опрессовка.
Чтобы соединить при помощи сварки труб из нержавеющей стали для обустройства сетей водоснабжения и отопления, потребуется не только специальное оборудование, но и квалифицированный специалист.
Опрессовка:
Простой способ монтировать систему это использовать электрический пресс инструмент с подходящей насадкой.
* Бесплатная аренда электрического пресс инструмента от компании Эталон.
Отрезание труб следует производить строго под прямым углом к оси трубы с помощью роликовых труборезов, ножовок по металлу или электропил. Не допускается производить резку труб угло-шлифовальными машинами («болгарками»).
После выполнения реза, наружную и внутреннюю кромку трубы необходимо очистить от грата.
Не допускается опрессовывать грязные трубы
Не допускается нагревание труб для изгиба.

Соединение труб с фитингом выполняется в следующем порядке: — труба очищается от грязи; -труба отрезается под прямым углом; — с торца трубы снимается наружный и внутренний грат; -проверяется правильная посадка уплотнительных колец в прессфитинге; — фитинг надевается на трубу до упора. Применение смазок при этом не допускается; — производится однократная опрессовка пресс-инструментом с насадкой типа «V».
Смонтированная система подлежит гидравлическому испытанию в соответствии с требованиями.
Фитинг VALTEC до опрессовки
Фитинг VALTEC после опрессовки
Выбирая изделия из «нержавейки» вы гарантированно получаете качественный продукт, произведенный на высокотехнологичном оборудовании.
Почему при монтаже резьбовых соединений нельзя использовать «нержавейку» и «обычную» сталь вместе?
Рекомендуется избегать прямого контакта метизов из разных металлов, особенно в узлах крепления.
Проблемы, возникающие при контакте крепёжного изделия из «обычных» углеродистых сталей с изделием из нержавеющих аустенитных сплавов,
изучены инженерами BEST-Крепёж по факту частых обращений в наш технический отдел.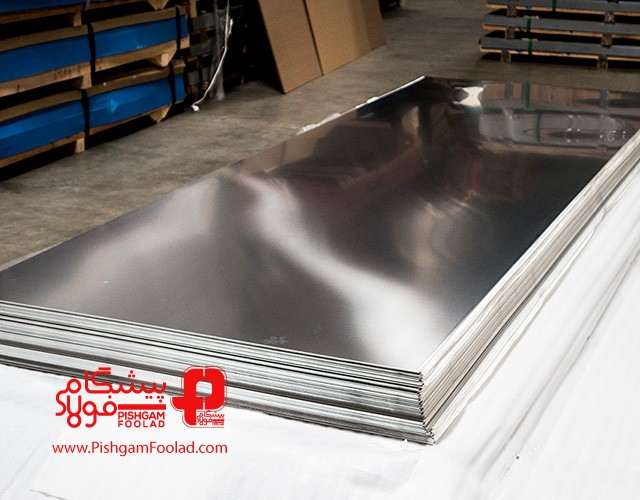
Ниже рассмотрим основные причины, по которым нельзя допускать их контакта.
В нержавеющих сталях аустенитного класса по ГОСТ ISO 3506-2014 содержание легирующих элементов ≈30%.
Основные из них: хром (Cr≥15%) и никель (Ni≥8%).
Стали марки А4 дополнительно легируют молибденом в пределах 2-3%.
Такое содержание легирующих элементов обуславливает заметную разницу электродных потенциалов
между «обычными» углеродистыми сталями и коррозионно-стойкими аустенитными сплавами.В зависимости от активности электролита при контакте двух металлов с разными потенциалами растут риски возникновения контактной коррозии.
Согласно ГОСТ 5272-68:
«Контактная коррозия – это электрохимическая коррозия, вызванная контактом металлов, имеющих разные стационарные потенциалы в данном электролите».
При контакте двух электрохимически разнородных металлов анодом выступает тот, потенциал которого более отрицательный.
Катодом — металл с более положительным потенциалом.
При возникновении контактной коррозии коррозионному разрушению подвергается анод.
Скорость растворения анода зависит, в первую очередь, от разности потенциалов между сплавами.
Но особенную опасность при этом представляет близость морского побережья и промышленных предприятий.
С одной стороны может показаться, что разница потенциалов между разными сталями не такая значительная, как например, у той же стали с алюминием.
Однако, разница потенциалов между «обычной» углеродистой сталью и нержавеющими аустенитными сплавами имеет место быть:
* «Теория коррозии и коррозионностойкие конструкционные сплавы.» Томашов Н.Д., Чернова Г.П. М.: Металлургия, 1986
К сожалению, нам не известны какие-либо научные исследования коррозионной стойкости крепёжных узлов, состоящих из аустенитной «нержавейки» и «обычной» углеродистой стали.
Однако, возникновение контактной коррозии между ними подтверждается частыми обращениями в технический отдел BEST-Крепёж по этому вопросу:
Следы коррозии на тросе из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Имеют место образования ржавчины на поверхности троса из стали А2 вследствие коррозии микрочастиц углеродистой оцинкованной стали, попадающих на трос при перемещении по нему стальных карабинов.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности троса.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на головках болтов из стали А2.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.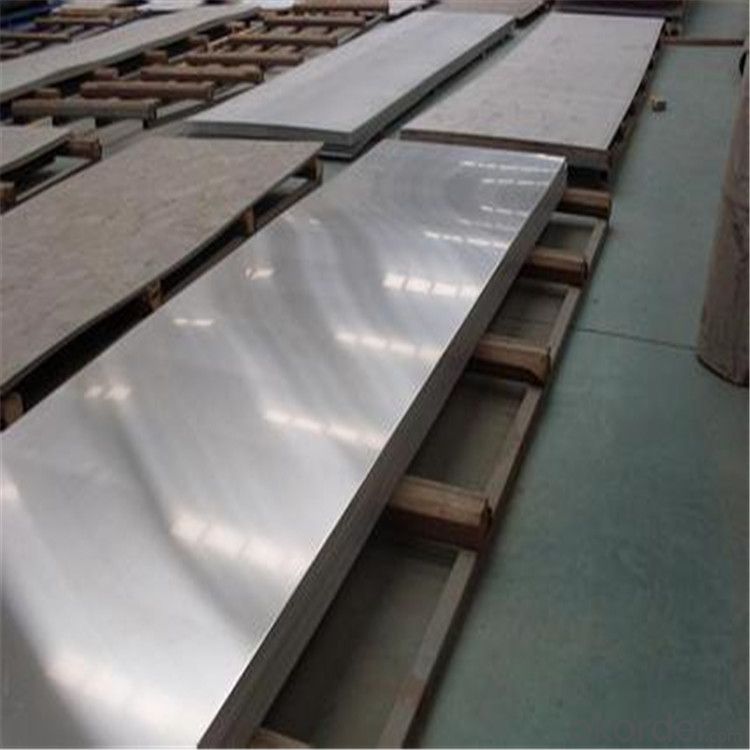
Причина: посторонняя ржавчина.
Следы коррозии находятся в верхнем левом углу каждой грани головки болта — это место контакта биты монтажного инструмента с головкой болта. Как известно, такие биты массово производят из обычной углеродистой стали.
В таком случае можно сделать вывод, что показанная на фото ржавчина на нержавеющем крепеже, не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности головки болта.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Следы коррозии на гайках из стали А4.
Среда эксплуатации: атмосферные условия вблизи с морским заливом.
Причина: посторонняя ржавчина.
Как и в предыдущем примере – не что иное, как коррозия микрочастиц углеродистой стали от монтажного инструмента.
Рекомендации.
Воспользоваться средством для полировки нержавеющих сталей для удаления уже образовавшейся ржавчины с поверхности гаек.
Для этих целей можно воспользоваться раствором окисляющих кислот, в частности 20% HNO3.
Во всех перечисленных примерах микрочастицы углеродистой стали быстро корродируют из-за своего малого объема.
Как результат на поверхности нержавеющих метизов проявляются хорошо всем знакомые «рыжие пятна» ржавчины.
Стоит обратить внимание, что при кажущейся простоте решения проблемы – «обработал раствором и готово», остаются риски усугубления проблемы.
Если своевременно не удалить постороннюю ржавчину с поверхности коррозионно-стойкой стали, возникает риск возникновения точечной коррозии самого метиза.
Поэтому ГОСТ 9.005–72 исключает контакт между метизами из хромоникелевых аустенитных сплавов и углеродистыми сталями как в атмосферных условиях, так и в морской среде.
В этом вопросе инженеры технического отдела BEST-Крепёж присоединяются к требованиям ГОСТ-а, пусть даже от 1972 года, с учётом накопленного нами опыта.
Дымоход из нержавейки или оцинковки?
Содержание статьи:
Мода на установку каминов в загородных домах и строительства деревянных бань набирает высокий темп. Одно дело, когда дом только строится, возведение дымохода выполняется во время строительства. Что делать, когда дом давно эксплуатируется, а решение установить камин принимается во время ремонта здания? Отличным выходом из ситуации являются безопасные дымоходы из оцинковки. Для изготовления дымоходов используют нержавеющую сталь особо прочных марок, способную выдержать температуру до 1000 градусов.
Устройство дымохода из нержавейки
Сэндвич дымоходы состоят из прямых отрезков труб, стыковочных поворотных элементов, которые нужны для обхода конструктивных элементов дома, прохождения через кровлю и плиты перекрытия:
- Труба сэндвич бывает разного диаметра и длины, что позволяет устанавливать дымоходы к разным отопительным устройствам.

- Тройники нужны для подсоединения дымоходов к печи, камину и для установки разветвления канала.
- С помощью колена устанавливают изгибы дымоходов. Отводные коленья бывают от 15 до 90 градусов.
- Специальные элементы для прохождения через кровельный пирог и перекрытия с установкой теплоизоляционного и гидроизоляционного слоя.
- Ревизионные тройники изготавливаются с дверцей, через которую чистится дымоход и проводится ревизия конструкции. Монтаж тройника осуществляется внизу дымохода.
- Для сбора и слива конденсата от внутренних стенок дымохода используется специальный конденсатосборник.
- Для установки окончания дымохода устанавливают устье, у которого на одной стороне проложен теплоизоляционный слой.
- Стеновой хомут нужен для крепления дымохода к стене.
- Для установки конструкции дымохода используется напольное и настенное основание — опорная консоль.

Сборка дымохода из нержавейки
Чтобы приступить к монтажу дымохода, сначала проводятся подготовительные работы. Выбирается материал для дымохода и форма конструкции. Дымоходы из нержавеющей стали круглой формы легки и просты в монтаже и эксплуатации. Диаметр дымохода выбирают по параметрам отопительного прибора. От высоты помещения и чердака зависит высота дымовых каналов.
Выбирается материал для дымохода и форма конструкции. Дымоходы из нержавеющей стали круглой формы легки и просты в монтаже и эксплуатации. Диаметр дымохода выбирают по параметрам отопительного прибора. От высоты помещения и чердака зависит высота дымовых каналов.
После того, как все просчитано и приобретены все материалы, подготовлены инструменты, приступают к установке самой конструкции дымохода. Установка готовых модулей начинается от камина или печи. Особое внимание уделяется плотности насадки отдельных элементов друг на друга. Необходимо достичь полного отсутствия зазоров. Глубина насадки не должна быть больше половины длины элемента.
Соединения выполняются в местах, где можно будет спокойно проводить осмотр соединения. чем больше поворотов и углов, тем прочнее должно быть крепление. Сэндвич-труба дымохода может быть вмонтирована в стену. От основания печи или камина до окончания трубы на улице не должно быть больше 5 метров. В противном случае падает сила сопротивления аэродинамической тяги. Обязательно нужно устанавливать изоляционный слой.
Обязательно нужно устанавливать изоляционный слой.
Заказать дымоход из нержавейки
Надежные универсальные, долговечные, удобные в монтаже дымоходы из нержавеющей стали устанавливают практически в любых домах для отопительного оборудования любого типа. Трубы из нержавейки могут быть практически любой конфигурации, что возможно только благодаря небольшому весу. Потребители имеют возможность купить дымоходы из нержавейки в магазине Світ Димарів. В каталоге можно познакомиться с большим ассортиментом дымоходов для печей, котлов, газовых колонок, каминов.
Особое внимание потребителей привлекают невысокие цены на конструкции из нержавеющей стали. Сотрудники магазина помогут выбрать подходящую модель дымохода и оформить все документы. За отдельную невысокую цену можно заказать доставку и монтаж конструкции. Все работы по установке выполняются высококвалифицированными специалистами за максимально короткий срок.
Сотрудничество с магазином Світ Димарів всегда приятно и выгодно для клиентов с любыми финансовыми возможностями. Сотрудники проконсультируют и помогут подобрать комплектующие конструкции в соответствии с оформлением фасада дома.
Сотрудники проконсультируют и помогут подобрать комплектующие конструкции в соответствии с оформлением фасада дома.
Поделитесь статьей !!!
гост 14918 90, классификация и способы применения, способы нанесения покрытия
Использование цинкового покрытия на поверхности стали обусловлено способностью защищать металл и изделия из него от коррозии. Лист стальной оцинкованный ГОСТ 14918 80 является материалом, эффективно применяемым в производстве и строительстве. Удобный, надежный и практичный, он выдерживает определенные эксплуатационные нагрузки и действие окружающих вредных условий. Из-за своей легкости оцинкованная сталь применяется в качестве кровельного покрытия, так как не утяжеляет строение и не требует устройства дополнительного основания и усиления фундаментов.
Защита стали от коррозии
Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Истончение деталей ведет к уменьшению несущих способностей, прочности, уменьшает прилегание элементов друг к другу, в результате загруженность соседних узлов и деталей увеличивается. Металлические емкости и резервуары теряют герметичность и разрушаются. Становится очевидным, что использовать черный металл без защитной пленки нельзя, требуется создать барьер для доступа воды и кислорода к поверхности.
Способы нанесения пленки
Часто пользуются методом окраски готовых изделий, но способ считается недолговечным и не всегда действенным. Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
- холодный метод предполагает нанесение цинка по типу покраски, в современном производстве применяется довольно редко;
- гальваническая обработка листов заключается в обработке поверхности стали в цинксодержащих электролитных растворах;
- метод горячей оцинковки является наиболее распространенным из-за последующего сохранения заданных качеств длительное время.
Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 . Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие. В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.
Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа.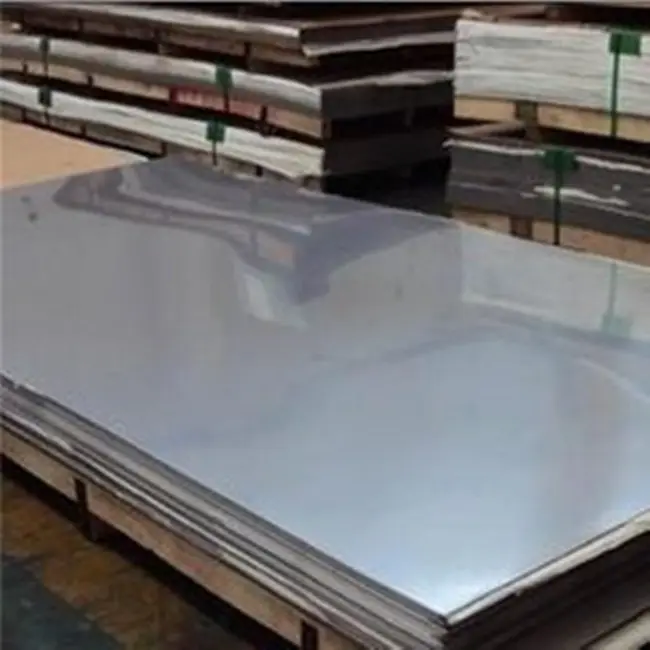 Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Лист оцинкованный ГОСТ получает прогнозированную долговечность, чем окрашенный простым нанесением, пленка не трескается и не образует трещин при допустимых изгибах. В случае агрессивного окружающего пространства цинковый слой первым вступает во взаимодействие, оставляя металл нетронутым, не допуская коррозии.
Классификация листов
В зависимости от способа получения материала и его назначения сталь, покрытую цинком, подразделяют на группы:
- оцинкованный материал общего назначения;
- сталь с цинковым покрытием холодной штамповки;
- оцинковка холодной полировки;
- оцинковка, предназначенная для дальнейшего красочного покрытия.
Области применения
Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа.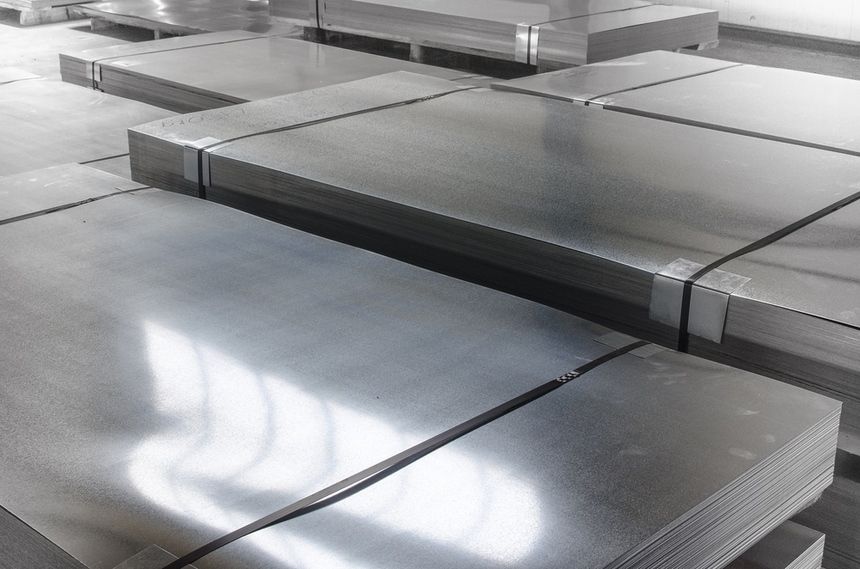 Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.

Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.

Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
Проверка качества
Оцинковка ГОСТ предусматривает показатели, переводящие листы в ту или иную категорию качества — это может быть прописано в сопроводительных документах. Для покупателя важно, чтобы внешний вид материала не содержал поверхностных изъянов и нарушений целостности.
Поверхность стали должна быть гладкой и ровной, без трещин цинкового слоя. Иногда для некоторых марок материала допускается образование на поверхности пятен, тонких наплывов и шероховатостей. Это относится:
- к оцинковке, полученной способом холодного штампования;
- профилируемым листам, изготовленным на гибочных приспособлениях;
- материалу, относящемуся к группе общего назначения.

Для других категорий стали с оцинкованным покрытием дефектов при визуальном осмотре быть не должно, особенно неприемлем брак в виде зазубрин. Если материал предназначается под окраску, то на нем не должно быть никаких проявлений брака. Любая трещина влияет на качество конечного изделия.
Производство оцинкованного металла
Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Разработано специализированное оборудование для горячего метода цинкования — наиболее востребованного способа производства. Гальванический метод и холодное цинкование применяют достаточно редко, так как качество обоих методов оставляет желать лучшего. Нанесение цинкового слоя происходит в несколько этапов:
- вначале стальной лист подвергается обжигу в печах при высокой температуре;
- чтобы повысить сопротивляемость металла коррозионным процессам его помещают на втором этапе обработки в ванну с расплавленным цинковым составом;
- затем делается консервация для улучшения защитной функции цинкового слоя, это выполняется с помощью промасливания, пассивирования, иногда эти операции сочетают между собой.
В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
Стандарты ГОСТа распространяются на листовой материал и тот, что выпускается в рулонах. Назначение материала при этом может быть различным, независимо от того, используется холоднокатаный лист для производства домашней посуды или применяется в качестве кровельного материала. Стандартами предусмотрены такие размеры листа при выпуске:
- ширина варьируется от 70 до 150 см;
- толщина металла может составлять от 0,4 мм до 1,5 см.
Виды сырья
Для изготовления оцинковки применяются различные марки стали, но основные из них такие:
- сталь Ст3, Ст1 и Ст2, 100, причем используются все степени раскисления в соответствии с ГОСТ 380–1994 ;
- ГОСТ 9045–1993 допускает к производству 08кп, 08пс, 08Ю;
- ГОСТ 1050–1988 рекомендует сталь Юкп.

Категории стали
Оцинкованный металл подразделяется по способности вытягиваться без создания поверхностных дефектов:
- категория Н присваивается материалу с нормальной способностью к вытяжке;
- категория Г способна к глубокой вытяжке с получением усредненных показателей;
- в категорию ВГ включены оцинкованные листы с качеством, позволяющим тянуться очень глубоко.
Классификация цинкового листа затрагивает и разницу в толщине защитного слоя по длине или ширине листа, полученного в процессе производства:
- НР говорит о нормальной разнице в толщине слоя.
- УР свидетельствует об уменьшенной разнице толщин на поверхности.
По желанию заказчика на поверхности цинкового слоя может быть выполнен рисунок кристаллизации (серия КР). Листы материала без такого нанесения относят к серии Мт.
Деление стали с оцинкованным защитным слоем производится также в зависимости от толщины полученного защитного покрытия:
- сталь повышенного класса имеет вес одного квадратного метра слоя при толщине покрытия в микронах от 60 до 40 на двух сторонах листа 850−570 грамм;
- высокого класса, при толщине в микронах от 40−19 квадрат слоя весит 570−260 грамм;
- обычный класс предполагает вест квадрата покрытия при толщине от 10 до 18 микрон в 260−142 грамма.
Каждый вид категории и класса предназначен для работы в определенных условиях эксплуатации и предполагает различную дальнейшую обработку. Для выбора требуемого качества нужно определиться с этими условиями, чтобы не переплачивать за высокое качество, которое с успехом можно заменить обыкновенной категорией.
 youtube.com/embed/4KZu3rr8e8Y»/>
youtube.com/embed/4KZu3rr8e8Y»/>
Отличия цинкового сплава ЦАМ от нержавеющей стали в дверной фурнитуре
Цинковый сплав против нержавеющей стали
Они являются распространенными материалами, используемыми для деталей во многих областях применения. Выбор материала будет зависеть от конкретных применений. Готовый продукт будет иметь свои механические и физические свойства, которые определяют его долговечность, прочность и общую функциональность.
Процесс литья включает инжекцию жидкого металла в форму или матрицу под высоким давлением для получения определенной формы. Этот процесс идеален для изготовления деталей большого объема благодаря точности размеров, сложной детализации и способности создавать очень сложные геометрии. Выбор цинковых или других сплавов в конечном итоге будет определяться такими факторами, как объем, стоимость, использование и размер, среди прочих причин, определяемых рынком.
НЕРЖАВЕЮЩАЯ СТАЛЬ
Это легированный сплав железа, углерода и не менее 10,5% хрома, известный своей прочностью и коррозионной стойкостью. Это входит во многие различные сорта, которые определяются степенью и комбинацией элементов, смешанных с железом, углеродом и хромом. Современные комбинации могут содержать такие элементы, как никель, ниобий, молибден и титан, для повышения коррозионной стойкости, повышения прочности и пластичности к погодным факторам окружающей среды, которые встречаются в различных климатических условиях: тропический, сухой, умеренный, холодный и полярный, на суше и на море, и даже в верхних слоях атмосферы и космоса.
Это входит во многие различные сорта, которые определяются степенью и комбинацией элементов, смешанных с железом, углеродом и хромом. Современные комбинации могут содержать такие элементы, как никель, ниобий, молибден и титан, для повышения коррозионной стойкости, повышения прочности и пластичности к погодным факторам окружающей среды, которые встречаются в различных климатических условиях: тропический, сухой, умеренный, холодный и полярный, на суше и на море, и даже в верхних слоях атмосферы и космоса.
Применение
Наиболее известным типом является тип 304. Аустенитная марка имеет широкий спектр промышленного применения. Основные области применения — это архитектурные панели, кухонное оборудование, такое как кастрюли, сковородки и столовые приборы, вдоль перил, а также для изготовления пружин или морского оборудования.
Для сравнения, если ваши потребности требуют исключительной устойчивости против коррозии с очень хорошими сварочными возможностями, то марка 316 будет вашим основным выбором. Это включает в себя арматуру лодки, детали реактивного двигателя, береговую архитектуру или экраны фильтрации воды.
Это включает в себя арматуру лодки, детали реактивного двигателя, береговую архитектуру или экраны фильтрации воды.
Плюсы
• Сильный
• Долговечный
• Сопротивление ржавчине
• Доказательство ржавчины
• Эстетично
Минусы
• Дорого
• Высокая стоимость инструмента
• Трудно сделать большие предметы
Цинк (Zn) для дверных ручек
Редко используется в чистом виде, т.к. подвергаясь воздействию воздуха, он естественным образом реагирует на углекислый газ и образует слой карбоната Zn, но вместо этого используется для формирования многочисленных металлических литейных сплавов, в том числе латуни, бронзы, никелевого серебра, мягкого припоя, немецкого серебра, пружинной латуни и алюминиевого припоя. Самые популярные из них называются аббревиатурой ZAMAK или ЦАМ (цинка, алюминия, магния и меди). Это наиболее распространенная основа для производства дверной фурнитуры: ручек и замков. Многослойное гальваническое покрытие позволяет не только защитить изделие от царапин, но и повышает его антикоррозийные свойства.
Вероятно, наиболее известным из них является латунь, которая изготавливается путем добавления к Zn 55% или более меди. Латунь обычно используется сегодня для коррозионной стойкости. Этот слой служит защитным покрытием от дальнейших реакций с воздухом или водой, поэтому примерно треть всего производимого сегодня металлического цинка используется для гальванизации других металлов с целью предотвращения коррозии.
Применение
От розеток до радиаторов и гвоздей, обычно используется для изготовления электрического, автомобильного и аппаратного оборудования. Из-за снижения стоимости, часто выбирают для более крупных изделий, для изготовления которых требуется больший объем материалов.
Плюсы
• Долговечный
• Экономическая эффективность
• Сопротивление ржавчине
• Может быть оцинкован на другие металлы
• Универсальный (можно смешивать)
Минусы
• Менее эстетично
• Чуть менее крепкий
Что выбрать?
При сравнении по стоимости, цена нержавейки больше из-за содержания хрома, и, несмотря на более высокую стоимость, является прочным материалом, отличающимся коррозионной стойкостью. Хотя некоторые соединения могут быть очень прочными, в целом она — прочнее. Zn дешевле, чем хром, и, следовательно, в целом, его сплавы относительно дешевле. Однако Zn является тяжелым элементом, и при плавке с другими металлами он обеспечивает лучшую коррозионную стойкость, стабильность, размерную прочность и ударную вязкость. Из-за более низкой температуры литья, обеспечивает гораздо более длительный срок службы матрицы, что дополнительно снижает производственные затраты. Когда речь идет о компонентах для литья с жесткими допусками и участках с более тонкими стенками, никакие другие соединения не сравнятся с ними.
Хотя некоторые соединения могут быть очень прочными, в целом она — прочнее. Zn дешевле, чем хром, и, следовательно, в целом, его сплавы относительно дешевле. Однако Zn является тяжелым элементом, и при плавке с другими металлами он обеспечивает лучшую коррозионную стойкость, стабильность, размерную прочность и ударную вязкость. Из-за более низкой температуры литья, обеспечивает гораздо более длительный срок службы матрицы, что дополнительно снижает производственные затраты. Когда речь идет о компонентах для литья с жесткими допусками и участках с более тонкими стенками, никакие другие соединения не сравнятся с ними.
В интернет-магазине msmlock.ru представлен широкий ассортимент ручек на планке и розетке для межкомнатных и входных дверей по низкой цене. Форма оформления заказа и доставки позволит купить понравившуюся фурнитуру (замки, доводчики, петли) и другие товары онлайн.
В конечном счете, выбор будет зависеть от ваших потребностей. В целом, из-за различий в стоимости цинк обычно предпочтительнее для более крупных предметов, где эстетика менее важна (наружное оборудование), в то время как нержавеющая сталь чаще всего используется для более мелких предметов, где эстетика имеет значение (использование внутри помещений и декор).
4 способа предотвратить ржавление нержавеющей стали
Все мы знаем, что коррозия, процесс разрушения металлов, очень часто встречается в стальных изделиях. Чаще всего мы видим коррозию в виде ржавчины, красно-коричневого вещества, образовавшегося в результате электрохимического процесса с участием воды, кислорода и электролита.
Влажность воздуха увеличивает вероятность коррозии, что является плохой новостью для тех из нас, кто живет во Флориде. Однако хорошей новостью является то, что существует множество профилактических мер, чтобы предотвратить возникновение коррозии.Вот несколько способов победить ржавчину.
Наконечники для предотвращения образования ржавчины из нержавеющей стали
1. Защитные покрытия
Сталь подвергается коррозии в результате так называемой «равномерной коррозионной коррозии». Это означает, что коррозия происходит равномерно по всей поверхности обнаженного металла. Покрытие стали защитным покрытием — один из самых эффективных способов предотвращения равномерной коррозии. Покрытие действует как барьер между сталью и коррозионными агентами, такими как дождь, влажность и соль.Профилактические покрытия, большинство из которых легко наносятся, бывают разных форм и могут быть на масляной или водной основе.
Покрытие действует как барьер между сталью и коррозионными агентами, такими как дождь, влажность и соль.Профилактические покрытия, большинство из которых легко наносятся, бывают разных форм и могут быть на масляной или водной основе.
2. Краска для металла
Покраска металлической поверхности — один из самых простых и доступных способов предотвращения коррозии. Слой металлической краски может служить защитным барьером от влаги и других коррозионных агентов. Однако, поскольку сама краска подвержена сколам и порче, важно повторно наносить ее при каждом износе.
Чтобы узнать, как нанести краску на металл, посетите наш блог: 5 советов по покраске металла
3.Смазка для стали
Краска плохо действует на стальные подвижные детали, такие как шарниры, шарниры и подшипники. Как правило, закрашивание движущихся частей приводит к их прилипанию, и краска трескается, когда к части прилагается усилие. Здесь может пригодиться смазка на водной основе. Смазка не только обеспечивает легкость движения, но и отталкивает влагу, которая может вызвать коррозию.
Смазка не только обеспечивает легкость движения, но и отталкивает влагу, которая может вызвать коррозию.
4. Металл оцинкованный
Гальванизация — это процесс нанесения тонкого слоя цинка для защиты стали от коррозии.Поскольку цинк более химически активен, чем сталь, он окисляется на воздухе, что позволяет ему служить защитным покрытием. Процесс гальванизации требует использования промышленных химикатов и очень высоких температур. Поэтому гальванизацию должны проводить только обученные специалисты!
Хотите узнать больше о гальванике?
Посетите наш блог: Что такое оцинкованный металл?
Найдите антикоррозионные решения в Tampa Steel и поставьте
Когда дело доходит до предотвращения коррозии, защита является ключевым моментом! Tampa Steel & Supply предлагает материалы, необходимые для борьбы с коррозией.Мы предлагаем широкий выбор красок и покрытий, которые снижают коррозию, а также услуги по цинкованию. Позвоните нам сегодня, чтобы узнать больше о том, как защитить вашу сталь от ржавчины!
Позвоните нам сегодня, чтобы узнать больше о том, как защитить вашу сталь от ржавчины!
Сделайте запрос онлайн
или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Что такое цинкование стальных материалов?
Что такое цинкование?
Цинкование — один из наиболее широко используемых методов защиты металла от коррозии.Он включает нанесение тонкого слоя цинка на более толстый основной металл, помогающий защитить его от окружающей среды. В следующий раз, когда вы будете в машине, обратите внимание на проезжающие мимо уличные знаки и фонарные столбы. На большом количестве они будут немого серебристого цвета. Это «серебро» на самом деле покрытие из цинка.
Проще говоря, цинкование металла придает ему антикоррозионные свойства. Без защитного цинкового покрытия металл оставался бы подверженным воздействию элементов и потенциально окислялся и корродировал бы намного быстрее.Оцинкованная сталь — экономичная альтернатива использованию таких материалов, как аустенитная нержавеющая сталь или алюминий, для предотвращения коррозии.
Как это работает?
Цинкование может защитить металл несколькими способами. Во-первых, он создает защитное покрытие, которое защищает металл от окружающей среды. Слой цинка предотвращает коррозию стали, находящейся под ним, водой, влагой и другими элементами в воздухе. Если цинковое покрытие будет поцарапано достаточно глубоко, металл станет открытым и подвержен коррозии.
Цинкование также может защитить металл с помощью процесса, называемого «гальванической коррозией». Гальваническая коррозия возникает, когда два металла с разным электрохимическим составом контактируют друг с другом при наличии электролита, такого как соленая вода. В зависимости от атомной структуры двух металлов один металл является анодом, а другой — катодом. Анод корродирует быстрее, чем сам по себе, а катод корродирует медленнее, чем сам по себе. Причина, по которой цинк используется для цинкования, заключается в том, что он имеет сродство к тому, чтобы быть анодом при контакте со многими различными типами металлов. Поскольку цинковое покрытие, контактирующее с основным металлом, обычно является анодом, оно замедляет коррозию основного металла или катода.
Поскольку цинковое покрытие, контактирующее с основным металлом, обычно является анодом, оно замедляет коррозию основного металла или катода.
Керамика против тефлона против нержавеющей стали: какую купить?
Этот пост содержит партнерские ссылки, по которым я мог бы заработать комиссию, если вы нажмете и купите.
Керамика, тефлон и нержавеющая сталь — это 3 типа посуды, которую люди обычно используют на своих кухнях. Керамическая и тефлоновая посуда с антипригарным покрытием обычно используется для жарки яиц и других деликатных пищевых продуктов.Посуда из нержавеющей стали намного прочнее и может стать надежной рабочей лошадкой на вашей кухне. Мы рассмотрим посуду из керамики, тефлона и нержавеющей стали более подробно ниже, чтобы узнать плюсы и минусы каждого из них.Керамическая посуда против тефлона
Что касается посуды из керамики и тефлона, то основное различие заключается в составе антипригарного покрытия. Известно, что тефлон выделяет токсичные пары при нагревании до определенной температуры. Поскольку у многих людей есть привычка готовить на сильном огне, опасения, что тефлоновое покрытие вступит в реакцию с теплом, стали причиной популярности керамической посуды в качестве альтернативы.
Поскольку у многих людей есть привычка готовить на сильном огне, опасения, что тефлоновое покрытие вступит в реакцию с теплом, стали причиной популярности керамической посуды в качестве альтернативы.
Керамическое покрытие, с другой стороны, обычно не содержит свинца, кадмия, PFOA и PTFE. Керамическое покрытие, такое как Thermolon, которое используется в GreenPan, сделано из натуральных минералов. Таким образом, нет опасности попадания токсичных веществ в пищу и воздух, которым вы дышите во время готовки.
Короче говоря, обе являются посудой с антипригарным покрытием, но с разными покрытиями для поверхности готовки. Слабость обоих покрытий — короткий срок службы. Антипригарное покрытие со временем стирается, и жалобы на то, что оно становится липким, являются обычными.Посуда из тефлона также имеет свойство отслаиваться или отслаиваться. Как только это произойдет, сковорода станет почти одноразовой.
Вам придется использовать деревянную или силиконовую посуду как для керамических, так и для тефлоновых сковород, хотя некоторые заявляют, что они безопасны для металлической посуды. Обычно они безопасны для духовки, но пороговая температура может отличаться в зависимости от типа покрытия, используемой ручки и крышки. Некоторые модели также можно мыть в посудомоечной машине, но мыть посуду такого типа все же рекомендуется вручную.
Обычно они безопасны для духовки, но пороговая температура может отличаться в зависимости от типа покрытия, используемой ручки и крышки. Некоторые модели также можно мыть в посудомоечной машине, но мыть посуду такого типа все же рекомендуется вручную.
Нормальный диапазон цен для керамических и тефлоновых наборов посуды из 10–14 предметов составляет от 60 до 150 долларов.Более дорогие, как правило, имеют более совершенное антипригарное покрытие, которое может быть усилено другими минералами или материалами, чтобы сделать его более прочным и устойчивым к царапинам.
Керамическая посуда против нержавеющей стали
Большая разница между посудой из керамики и нержавеющей стали, конечно же, в том, что одна из них имеет антипригарное покрытие, а другая — нет. Керамическую посуду следует использовать при низкой или средней температуре, чтобы защитить ее антипригарное покрытие, в то время как посуда из нержавеющей стали более жесткая и может выдержать гораздо больше злоупотреблений со стороны пользователя. Вы можете использовать его с металлической посудой, не беспокоясь о том, что она царапается и отслаивается. Он также подойдет для жаровни и духовки, особенно если у него полностью нержавеющая ручка и крышка.
Вы можете использовать его с металлической посудой, не беспокоясь о том, что она царапается и отслаивается. Он также подойдет для жаровни и духовки, особенно если у него полностью нержавеющая ручка и крышка.
Однако керамическую сковороду определенно проще использовать начинающему кулинару, потому что вам не нужно беспокоиться о прилипании пищи к варочной поверхности. А если еда не пригорает, убрать будет легко и быстро.
С другой стороны, вы должны научиться готовить из нержавеющей стали.Хотя вы можете жарить яйца на сковороде из нержавеющей стали, чтобы она не прилипла, есть вероятность, что для этого потребуется метод проб и ошибок. А когда еда прилипает, вам нужно заняться уборкой. Есть способы избавиться от пригоревшей пищи на посуде из нержавеющей стали, но это, конечно, не так просто, как мыть керамическую сковороду.
Кроме того, для приготовления на сковороде из нержавеющей стали необходимо использовать больше масла, чем на керамической сковороде. Итак, если вы придерживаетесь здорового питания, сковорода из нержавеющей стали может не соответствовать вашим диетическим предпочтениям.
Но с точки зрения долговечности в войне посуды из керамики и нержавеющей стали побеждает последняя. Посуда хорошего качества, такая как All Clad, прослужит вам всю жизнь. Керамическую посуду с антипригарным покрытием, как правило, нужно менять каждые 1-2 года.
Керамика против тефлона против посуды из нержавеющей стали
У разных видов посуды есть свои особенности. Несмотря на их недостатки, все же практично иметь на кухне керамическую или тефлоновую сковороду с антипригарным покрытием, чтобы взбивать яичницу или другую нежную пищу, например, рыбу, когда этого требует ситуация.Поскольку мы не профессионалы, некоторые продукты лучше готовить на сковородках с антипригарным покрытием, чтобы избежать неприятностей. В качестве посуды с антипригарным покрытием идеально подойдет еда, для которой требуется лишь слабый или средний огонь.
Хорошая сковорода из нержавеющей стали идеально подходит для поджаривания, подрумянивания или жарки с перемешиванием. Вы можете использовать сильный огонь, не беспокоясь о разрушении любого покрытия на сковороде, хотя хорошего качества он может очень хорошо проводить тепло, поэтому сильный нагрев часто не требуется.