Переделать сварочный инвертор в полуавтомат своими руками
Инверторы широко применяются домашними и гаражными мастерами. Однако сварка таким аппаратом требует от оператора определенных навыков. Необходимо умение «держать дугу».
К тому же сопротивление дуги — величина непостоянная, поэтому качество шва напрямую зависит от квалификации сварщика.
Все эти проблемы отходят на задний план, если вы работаете полуавтоматическим сварочным аппаратом.
Особенности конструкции и принцип работы полуавтомата
Отличительная черта этого сварочника — вместо сменных электродов применяется непрерывно подаваемая в зону сварки проволока.
Она обеспечивает постоянный контакт и обладает меньшим сопротивлением, в сравнении с дуговой сваркой.
Благодаря этому в точке контакта с заготовкой моментально образуется зона расплавленного металла. Жидкая масса склеивает поверхности, образуя качественный и прочный шов.
С помощью полуавтомата легко варятся любые металлы, включая цветные и нержавейку. Освоить технику сварки можно самостоятельно, нет необходимости записываться на курсы. Аппарат очень прост в эксплуатации, даже для начинающего сварщика.
Помимо электрической части — источника тока большой мощности, полуавтомат имеет в конструкции механизм непрерывной подачи сварочной проволоки и горелку, оборудованную соплом для создания газовой среды.
С обычной омедненной проволокой работают в среде защитного инертного газа (как правило — углекислого). Для этого баллон с редуктором подключают к специальному входному штуцеру на корпусе полуавтомата.
Кроме того, полуавтоматом можно варить в самозащитной среде, которая создается с помощью специального напыления на сварочной проволоке. В этом случае инертный газ не используется.
Именно простота работы и универсальность полуавтомата делает агрегат таким популярным среди сварщиков-любителей.
Во многих комплектах реализована функция два в одном — сварочный инвертор и полуавтомат в общем корпусе. От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
От инвертора сделан дополнительный отвод — клемма подключения держателя сменных электродов.
Единственный серьезный недостаток — качественный полуавтомат стоит существенно дороже простого инвертора. При схожих характеристиках, стоимость отличается в 3-4 раза.
Поэтому домашние мастера стремятся по возможности переделать сварочный инвертор в полуавтомат. Как это сделать — мы расскажем в следующем материале.
Сварочный полуавтомат из инвертора своими руками
Основа будущего агрегата — фабричный сварочный инвертор с выходными параметрами тока не менее 150А. Некоторые «кулибины» рекомендуют внести изменения в модуль управления инвертором, поскольку штатно вольтамперная характеристика падающая, а для полуавтомата необходим иной график ВАХ.
Для этого надо хорошо понимать схему работы устройства. При некорректном вмешательстве инвертор просто перестанет работать. Поэтому вопрос модернизации схемы – это отдельный разговор. Вначале рассмотрим механическую часть.
Для переделки (точнее — доработки) сварочного инвертора в полуавтомат, нам понадобятся следующие элементы:
- механизм подачи сварочной проволоки
- основной инструмент — горелка (пистолет)
- устойчивый к истиранию шланг (внутренний) для подачи сварочной проволоки
- герметичный шланг для подачи в зону сварки инертного газа
- бобина (катушка) со сварочной проволокой
- блок управления вашим полуавтоматом.
Оптимальным решением будет размещение механического блока в отдельном корпусе. Хорошо подойдет полноразмерный короб от системного блока компьютера. Причем блок питания задействуется для механизма подачи проволоки.
Примеряем размер бобины с проволокой. Должно остаться достаточно места для штатного БП и разъема для шланга.
Роликовый механизм подачи разрабатывается исходя из имеющегося двигателя. Неплохим донором является моторчик от стеклоочистителя со штатным редуктором.
Под него и проектируем раму механизма.
Разъем и шланг с горелкой можно изготовить самому, но для безопасности лучше приобрести готовый комплект. Механизм подачи сварочной проволоки компонуется с предполагаемым размещением разъема.
Все компоненты должны располагаться ровно, напротив друг друга, для равномерной подачи проволоки. Поэтому ролики тщательно центруются относительно входного штуцера разъема. В качестве направляющих механизма подачи используем обычные шариковые подшипники.
Выполняем предварительную сборку механизма подачи в металле. Производим тонкую регулировку и подгонку взаимного расположения.
Важно! При любых перекосах, будет подклинивать проволока. Это сильно отвлекает во время сварки, и можно «запороть» шов.
Поскольку сварочная проволока будет находиться под напряжением, весь модуль вместе с разъемом должен быть изолирован от корпуса.
Первичная направляющая изготавливается из обычного болта, в котором сверлится продольное отверстие (обычной электродрелью).
Получается что-то вроде экструдера для проволоки, только со свободным ходом. На входной штуцер надевается фторопластовый кембрик, армированный пружиной.
Штанги прижимных роликов также необходимо подпружинить на растяжение. Сила натяжения регулируется болтом.
Консоль для подвеса бобины с проволокой изготавливаем из пластиковой трубы (система водоотведения) и толстой фанеры.
Обеспечивается достаточная прочность и (что особенно важно!) электрическая изоляция от металлического корпуса.
Примеряем катушку, производим заправку проволоки в механизм подачи. На этом этапе окончательно регулируем зазоры, взаимное расположение элементов, свободный ход проволоки.
После тонкой доводки необходимо обеспечить законтривание гаек.
 Есть много способов – краска, контргайки, герметик для металла.
Есть много способов – краска, контргайки, герметик для металла.Схема управления механикой полуавтомата
Скорость мотора контролируется ШИМ регулятором. При сварочных работах важно точно установить интенсивность подачи проволоки в зону сварки. Иначе вы не сможете обеспечить равномерный расплав металла шва.
Переменный резистор контроллера устанавливается на переднюю панель инвертора. Следующая важная часть схемы – реле управления клапана подачи инертного газа и запуска мотора. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Причем газ должен подаваться на две-три секунды раньше, чем в зону сварки пойдет проволока.
Иначе зажигание дуги будет происходить в атмосферной среде, и проволока просто сгорит, вместо расплава.
Для этого собирается простенькое реле задержки на 815 транзисторе и конденсаторе. Для паузы в пару секунд достаточно 200-250 мкФ.
Реле подойдет обычное автомобильное. Питание у нас 12 вольт (компьютерный БП), поэтому подбирать компоненты удобно.
Собственно клапан устанавливается на свободное место в корпусе. Подойдет любое запорное устройство от автомобиля. В нашем случае – воздушный клапан от ГАЗ 24.
Финальная сборка
Компонуем все органы управления на передней панели, собираем корпус.
ШИМ регулятор скорости подачи можно оснастить цифровым индикатором. Задавая скорость, вы можете откалибровать показания, или просто запомнить цифры для тех или иных условий работы. В любом случае, это добавит комфорта при использовании.
Сварочный инвертор полуавтомат готов. Однако падающая вольтамперная характеристика делает работу неудобной. Нет той хваленой плавности сварки, характерной именно для полуавтомата.
Задача – сделать выходные параметры стабильными по напряжению, а не по току.
Для этого разработано много схем. Посмотрите на структурное решение – подбор элементов происходит для различных схем инверторов индивидуально.
Еще одна проблема – срабатывание на инверторе термодатчика защиты от перегрева. Это решается установкой оптронной пары. Термодатчик теперь используется в качестве контроллера для доработанной схемы.
Итог:
Полуавтоматический сварочный инвертор обойдется вам в сумму, втрое меньшую фабричного экземпляра. Главное – изучить схему вашего штатного сварочника, и не бояться выполнить работу своими руками.
Как переделать сварочный полуавтомат из инвертора своими руками — видео инструкция
About sposport
View all posts by sposport
Как сделать сварочный полуавтомат своими руками из инвертора?
Время чтения: 7 минут
Полуавтомат для многих мастеров не просто инструмент. Это полноценный помощник в хозяйстве и на работе. Он может понадобиться каждому умельцу: от дачника до автолюбителя. Ведь полуавтомат отлично подходит для сварки всех типов металлов практически без ограничений по толщине и составу. При этом сварка может быть и профессиональной, и любительской.
Полуавтоматы появились не так давно в массовой продаже. Сварщики старой закалки помнят, как раньше варили металл с помощью больших громоздких трансформаторов. Однако, с развитием технического прогресса инженерам удалось сконструировать компактный и удобный полуавтомат. В начале 20 века он вытеснил аппараты прошлого поколения и завоевал уважения большинства сварщиков по всему миру.
Современный полуавтомат способен выполнять различные типы сварочных работ. Это может быть MMA сварка, MIG/MAG сварка, а также TIG сварка. Все это возможно благодаря «начинке» полуавтомата. В основе аппарата лежит стандартный инвертор. Это значит, что в теории полуавтомат можно собрать самому. Конечно, используя инвертор в качестве «донора». В этой статье будет все: и основы работы полуавтомата, и переделка сварочного инвертора в полуавтомат.
Содержание статьи
- Устройство полуавтомата
- Принцип работы
- Полуавтомат из инвертора
- Способ №1
- Способ №2
- Способ №3
- Вместо заключения
Устройство полуавтомата
Устройство полуавтомата — это первое, что вам нужно изучить, если вы хотите собрать свой аппарат.
Стандартный полуавтомат состоит из двух частей (или двух блоков): силовой и подающей. Подающая часть — это просто подающее устройство для полуавтоматической сварки. Но, давайте подробнее рассмотрим устройство полуавтомата.
Силовая часть, он же силовой блок — это, по сути, инвертор. Инвертор выполняет роль источника тока. Здесь все просто. А вот подающая часть представляет собой отдельно стоящий, подключаемый подающий механизм. Подающий механизм используется для подачи проволоки. Проволока продается в бобинах и бобина вставляется прямо в подающий механизм. Ее конец выходит через сопло горелки.
Конечно, вам необязательно использовать подающий механизм, чтобы выполнить полуавтоматическую сварку. Проволоку можно подавать и вручную. Но это крайне неудобно, и в таком случае теряется вся суть полуавтоматической технологии.
Вот и все компоненты. Этого, конечно, недостаточно, чтобы сделать сварочный полуавтомат своими силами. Еще вам придется докупить детали, но они зависят от типа вашего инвертора и способа, с помощью которого вы будете переделывать его в полуавтомат. Не забудьте про комплектующие (горелка, рукав, правильно подобранное сопло и т.д.).
Принцип работы
Принцип работы полуавтомата прост. Он будет понятен даже новичку, так что внимательно изучите эту информацию. Она пригодится для сборки самодельного аппарата.
Итак, все начинается с подачи горелки в зону сварки. Горелка совмещает в себе два устройства: из своего сопла она подает защитный газ и проволоку одновременно. Количество газа сварщик регулирует вручную, а вот проволока подается в полуавтоматическом режиме (отсюда и название «полуавтомат»). Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Именно поэтому в процессе у сварщика всегда занята лишь одна рука. Та, что держит горелку.
Как мы уже сказали, одновременно с проволокой в сварочную зону подается газ. В смеси газов между концом проволоки и поверхностью металл образовывается электрический разряд, благодаря которому плавится заготовка и сама проволока. Расплавленный металл смешивается с расплавленной проволокой. Далее можно формировать шов.
В данном случае проволока необходима и без нее сварка просто невозможна. Газ так же нужен, он защищает сварочную ванну от кислорода, поступающего извне. Но если у вас нет возможности использовать газ, вы можете взять специальную порошковую проволоку и варить только ею.
Полуавтомат из инвертора
Существует несколько способов, как можно из инвертора сделать рабочий полуавтомат. Мы перечислим самые интересные, на наш взгляд. Вы сможете воплотить их в домашних условиях, обладая базовыми знаниями в области электротехники.
Способ №1
Чтобы сделать инверторный сварочный полуавтомат своими руками, вам понадобится «донор». Без него сделать полуавтомат просто не получится. В качестве «донора» возьмите не самый слабый инвертор для ММА сварки. Он обязательно должен быть рабочим, и без проблем выполнять обычные сварочные операции.
Вам необходимо изменить вольт-амперные характеристики выбранного вами инвертора, чтобы он мог работать в режиме полуавтоматической сварки. Для этого можно использовать ШИМ-контроллер. Однако, этот вариант очень трудоемкий и не подойдет для тех, кто не силен в электротехнике.
Поэтому, чтобы собрать сварочный полуавтомат из инвертора своими руками, мы рекомендуем сделать дроссель. Для этого подойдет дроссель от лампы дневного света. И после дросселя нужно взять напряжение на обратную связь. Посмотрите ролик ниже, где подробно рассказывается суть этого способа. Там же в ролике есть понятная схема.
Watch this video on YouTube
Способ №2
Второй способ крайне прост и подойдет для тех, кто обладает определенной инверторнойсваркой. Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
Дело в том, что в продаже существуют инверторы, способные переключаться в режим с жестким изменением вольт-амперной характеристики.Если вы обладатель именно такого инвертора, то можете только порадоваться за себя.Чтобы превратить такой аппарат в полуавтомат, вам достаточно докупить внешний подающий механизм.
В комплекте с механизмом должны быть все необходимые кабели и разъемы. Вам достаточно без проблем подключить подающий механизм подачи сварочной проволоки к сварочному инвертору и можно варить. Можно считать, что в данном случае подающий механизм работает как приставка к инвертору для полуавтоматической сварки. Посмотрите видео ниже, где автор рассказывает про свой инвертор, к которому он подключил подающий механизм.
Watch this video on YouTube
Способ №3
Последний способ превращения из сварочного инвертора в полуавтомат своими руками потребует некоторых знаний и навыков. В этом случае вам так же понадобится инвертор-донор. Учтите, что подойдет не любой аппарат. Вам нужен инвертор с компоновкой ZX-7. На выходе у него должен быть шунт, а на «первичке» должен быть трансформатор тока. Еще лучше, если у аппарата не будет никаких дополнительных функций вроде горячего старта или форсажа дуги.
Вам так же необходимо изменить вольт-амперные характеристики, а еще установить настройку нарастания тока. Дальнейшие действия напрямую зависят от схемы вашего инвертора. Так что не ленитесь найти темы на различных форумах, посвященных переделке инвертора в полуавтомат. Посмотрите видео ниже с тестом такого самодельного аппарата.
Watch this video on YouTube
Читайте также: Как собрать сварочный аппарат своими руками?
Вместо заключения
Теперь вы знаете, как переделать сварочный инвертор в полуавтомат в домашних условиях. Такой аппарат станет отличной заменой полуавтомату заводского изготовления. Переделка обойдется недорого, и вы сможете развить свои навыки в сборке электроприборов. Самодельный полуавтомат хорошо переносит неаккуратное хранение и в целом неприхотлив к условиях работы. Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Еще одно преимущество самодельного аппарата — это его «начинка». Вы с точность до детали знаете, из чего он собран. Поэтому смоете быстро и недорого его починить в случае необходимости.
Но учтите, что не всегда самодельный полуавтомат из сварочного инвертора может решить все ваши трудности. Мы не рекомендуем переделывать инвертор под полуавтомат, если вы планируете использовать его как постоянный рабочий инструмент. Вы должны понимать, что самодельный аппарат может быть не таким надежным и продуманным, как заводской. И если вы будете выполнять сварку на выезде, то рискуете попасть в неприятную ситуацию. Для выполнения полупрофессиональной сварки лучше все-таки купить аппарат в магазине.
Конечно, в этой статье мы не затронули множество нюансов сборки самодельного полуавтомата. Но мы рассказали о самом главном. Инвертор можно переделать в полуавтомат, но это довольно трудоемко и самодельный аппарат будет работать немного хуже заводского. Вы должны понимать это, прежде чем примете верное решение. Желаем удачи в работе!
изготовление из инвертора и трансформатора
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Общие сведения
Если купить сварочный полуавтомат нет возможности, можно попробовать собрать его своими руками. Сразу нужно сказать, задача эта не из самых лёгких, и собрать самодельный сварочный полуавтомат под силу только тем, кто имеет определённый навык работы с электрическими приборами, уже что-то ремонтировал, и разбирается в схемах. Для тех, кто решился на это, можно порекомендовать несколько возможных вариантов сборки.
До начала планирования работ по созданию сварочного полуавтомата, следует изучить принципы полуавтоматической сварки, а также устройство и работу предназначенного для этого прибора.
Сварочными полуавтоматами называют аппараты, осуществляющие электродуговую сварку постоянным током с использованием в качестве электрода специальной сварочной проволоки в среде защитных газов.
Проволока намотана на вращающейся катушке и автоматически подается к месту сварки, проходя через механизм подачи. Схема сварочного полуавтомата может содержать как инверторный, так и трансформаторный источник тока.
Сварщик своими руками разжигает дугу и выполняет шов, поэтому работа называется полуавтоматической. Аналогом держателя электродов в сварочном полуавтомате служит горелка, имеющая пистолетную рукоятку с клавишей включения подачи проволоки.
Подача проволоки осуществляется по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Перед тем как зажечь дугу, включением подачи проволоки нужно добиться её выдвижение за край горелки на 10 – 15 мм.
Затем включается подача газа и начинается процесс сварки. Скорость подачи проволоки и газа регулируется руками, вращением головок, расположенных на лицевой панели сварочного полуавтомата.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.
Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Из инвертора для ручной сварки
Если в мастерской имеется сварочный инвертор для ручной сварки, проблему с источником тока для полуавтомата можно считать решённой. На базе аппарата для ручной сварки можно своими руками сделать инверторный полуавтомат.
Для того чтобы не разбирать работоспособный инверторный преобразователь, можно поступить следующим образом. Все дополнительные узлы, необходимые для работы сварочного полуавтомата можно расположить в отдельном корпусе.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.
Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Обеспечение питания протяжки и клапана
Поскольку электродвигатель механизма протяжки проволоки и клапан, перекрывающий газ питаются постоянным напряжением 12 вольт, придётся установить небольшой трансформатор с выпрямителем, обеспечивающий это питание.
Для коммутации двигателя и клапана лучше установить промежуточные автомобильные реле на 12 вольт. Включение протяжки проволоки осуществляется клавишей на горелке, удерживаемой руками, для открытия и закрытия клапана подачи газа, на лицевой панели устанавливается тумблер.
Такая компоновка позволит пользоваться инвертором и для ручной сварки, и как источником тока для сварочного полуавтомата. Затраты на изготовление самодельного полуавтомата невелики, а польза от него будет ощутимая.
схема и инструкция по сборке
На чтение 6 мин. Опубликовано
Многие интересуются, как сделать полуавтомат сварочный своими руками. В качестве основы используют инвертор, подлежащий переделке. Этот элемент нередко заменяют старым сварочным трансформатором. Также понадобится обустройство горелки и механизма выдачи расходного материала.
Как работает полуавтомат для сварки
Самодельное устройство функционирует по тому же принципу, что стандартное оборудование. Однако вместо электродов здесь используют присадочную проволоку. Ее подают в сварочную ванну автоматически, с помощью специального приспособления. Из-за непрерывной работы механизма образуется зона расплавления, позволяющая быстро соединить 2 элемента.
В виде источника тока в электросхему самодельного полуавтомата включают трансформатор или инвертор. Электрическая дуга образуется на горелке пистолетного вида. Подача присадочной проволоки выполняется через прорезиненный шланг. В это же время по каналу поступает газ.
Принцип работы самодельного сварочного аппарата прост, производительность высока. Шов имеет равномерную поверхность, отличается повышенной прочностью. Самодельное устройство используют для сварки низкоуглеродистой стали и цветных металлов.
Полуавтомат из инвертора
Чтобы сделать сварочное оборудование из инвертора, понадобятся средства подачи тока и присадочного материала, горелка, формирующая защитную газовую среду. Ее подключают к баллону, подсоединяемому к аппарату шлангом.
При использовании некоторых видов присадочной проволоки можно обходиться без подачи газа.
Пистолетная рукоятка с кнопкой служит держателем электродов. Проволока перемещается по каналу прорезиненного рукава, соединяющего горелку с аппаратом. Инверторный агрегат должен удерживать постоянное выходное напряжение.
Инструменты и расходники
Для сборки устройства своими руками понадобятся следующие материалы и приспособления:
- инвертор с выходной силой тока не менее 150 А;
- подающий механизм, плавно выводящий проволоку в сварное соединение;
- газовая горелка, расплавляющая края металлических деталей;
- шланг для подачи газа к обрабатываемой области;
- катушка с расходным материалом;
- электронное устройство, управляющее функциями агрегата;
- схема сварочного полуавтомата.
О процессе создания полуавтомата
Готовый инвертор требует переделки. Входящий в конструкцию трансформатор оборачивают термобумагой и медной проволокой. Слишком тонкую жилу применять нельзя. Во время сварки она нагревается, из-за чего аппарат выключается.
Вторичную обмотку трансформатора защищают 3 слоями жести. Спаивание концов повышает токопроводимость. Источник питания для полуавтомата можно сделать из готового сварочного инвертора. Его подключают к отдельному корпусу, содержащему остальные элементы.
Создание механизма подачи проволоки
Этот блок нужен для равномерного введения расходного материала в сварочную ванну. Проволоку подбирают с учетом типа соединяемых металлов, результата работ. Механизм подачи должен адаптироваться под любые виды и размеры расходного материала. Готовое устройство приобретают в магазине электротоваров.
Допускается изготовление узла своими руками из таких подручных средств:
- мотора от автомобильных «дворников»;
- прижимного вала с пружиной;
- 3 подшипников;
- металлических пластин шириной 1 см.
Все детали устанавливают на текстолитовую подставку толщиной 5 мм. Проволоку вставляют между валом и подшипником. Место вывода присадочного материала сопоставляют с креплением конца шлага, используемого для впуска газа.
Провод накручивают на катушку равномерно, от этого зависит прочность сварных соединений. Катушку устанавливают на опору и закрепляют. При работе проволока разматывается и поступает в шов. Такой механизм облегчает и ускоряет процесс сварки.
Схема узла горелки
Этот элемент используется для формирования сварного соединения в газовой среде. Он служит около года и относится к категории расходных материалов. Принцип работы разных горелок одинаков. Виды отличаются максимальной температурой нагрева, мощностью, способом подачи газа.
Согласно описанию, конструкция узла включает такие детали:
- опору с рукояткой;
- сопло;
- крепеж;
- наконечник;
- втулку.
Элементы устройства перегреваются при сварке. Больше всего негативному влиянию подвергаются токопроводящий наконечник и сопло. От материала их изготовления зависит срок эксплуатации. Более дешевые варианты производятся из меди, дорогие – из вольфрама. В среднем наконечник работает 200 часов.
В среднем наконечник работает 200 часов.
Рукоятку производят из огнеупорных изоляционных материалов, защищающих сварщика от поражения током. К этой детали подсоединяют рукав подачи газа длиной 3-7 м.
Горелка должна иметь небольшие размеры и вес. Для изготовления своими руками используют штекерный разъем. Он помещен в корпус из прочного пластика. Для поджига дуги проволоку выводят за край сопла на 10-15 см. Подачу проволоки начинают, нажимая кнопку на рукоятке, которую сварщик держит в руках.
Подключение питания
Важный этап переделки инвертора под полуавтомат – установка управляющего элемента. Он же отвечает за поддержание и преобразование тока. Питающий кабель подсоединяют к клапану подачи газа и вытяжки проволоки. Для этого устанавливают сварочный инвертор с выпрямителем.
Связь между двигателем и остальными компонентами агрегата обеспечивается промежуточным автоматическим реле на 12 В.
Финальная сборка агрегата
Для изготовления аппарата выполняют такие действия:
- Подсоединяют инвертор к питающему и управляющему блокам.
- Заправляют подающее устройство проволокой, оценивают равномерность ее распределения.
- Соединяют горелку с рукавом, подключаемым к баллону. Включают инвертор, проверяют подачу газа. Проволока начинает выводиться в сварочную ванну через 1-2 секунды. Расходный материал подается в защитную среду, что исключает окисление.
- Устанавливают входные преобразователи на радиаторах.
- В самой горячей области инвертора устанавливают термодатчик. Он отключает систему при перегреве.
- Подсоединяют силовую часть электрической схемы к управляющему блоку. Подключают инверторный аппарат к сети. Измеряют выходной ток, который должен составлять более 120 А. Если показатель меньше, меняют напряжение.
Полуавтомат трансформатора
При наличии ненужного сварочного устройства этого типа можно собрать рабочий полуавтоматический аппарат. Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Прибор с постоянным током и выпрямителем не требует доработки. Работающий с переменным напряжением трансформатор нужно переделывать.
Необходимые инструменты
Для сборки сварочного аппарата в домашних условиях применяют такие приспособления:
- механизм подачи проволоки;
- блок формирования сварочного тока;
- питающее устройство;
- горелку;
- опорную часть;
- рукава;
- зажимы.
Выбор элементов
Перед тем как сделать аппарат своими руками, нужно правильно подобрать следующие компоненты:
- Источник питания. Для создания этого элемента используют трансформатор. От этой детали зависит производительность агрегата.
- Корпус. Используют короб или ящик нужного размера. Он должен быть сделан из металлических листов или пластика. В корпус устанавливают трансформаторы, подключаемые к первичным и вторичным бобинам.
- Охлаждающая система. При длительной работе сварочный аппарат перегревается. Самый простой способ охлаждения – установка вентиляторов. Эти устройства монтируют в боковых частях корпуса, напротив трансформатора.
Схема полуавтомата
Чертеж полуавтомата включает электронный блок, высокочастотный тиристор, специальные выпрямители. Будущий аппарат должен обладать оптимальной для образования сварного соединения силой тока, скоростью распределения проволоки, напряжением. Для обеспечения этих характеристик потребуется источник формирования электрической дуги.
Подготовка оборудования
Чтобы подготовить аппарат к работе, нужно переделать следующие блоки:
- Трехфазный трансформатор. Его превращают в источник постоянного тока. Для этого устанавливают фильтры и диодный мост. Первый удерживает стабильную дугу, второй – выпрямляет напряжение. Подсоединение фильтра нейтрализует перепады напряжения.
- Дроссельный элемент. Его получают путем обматывания старого трансформатора. Подойдет деталь от старого советского телевизора. Элемент имеет 2 катушки, расположенные на округлом сердечнике, состоящем из 2 частей.
 Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
 Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.
Конструкцию разбирают. После этого удаляют подводы. На катушки наматывают медную проволоку. Части сердечника складывают, между ними устанавливают текстолитовую приставку толщиной 1,5 мм. Катушки соединяют последовательно.Процесс создания сварочного аппарата
После выполнения всех вышеуказанных действий трансформатор вводят в корпус, устанавливают горелку, механизм распределения проволоки, подающий газ рукав, баллон. Агрегат готов к работе.
Как сделать сварочный полуавтомат своими руками
Сварочный полуавтомат своими руками
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Как сделать сварочный полуавтомат своими руками?
Время чтения: 9 минут
Современный полуавтомат — это универсальный помощник и в быту, и в гараже, и на производстве. Полуавтоматическая сварка подходит как для сварки любительской, так и для профессиональных работ. С помощью полуавтомата можно сварить любые металлы, в том числе разнородные. Но, не смотря на то, что полуавтоматы прочно вошли в нашу жизнь, появились они не так уж давно. В 20 веке их роль выполняли трансформаторы, они были мощными, но при этом громоздкими и тяжелыми.
Но с развитием технологий производители смогли разработать сварочный аппарат инверторного типа, на базе которого и стали появляться первые полуавтоматы. Полуавтоматы, по сравнению с трансформаторами, имеют меньший вес и габариты, при этом оснащены дополнительным функционалом и возможностью сварки с применением различных технологий (MMA, MIG/MAG, TIG).
Технологичность полуавтомата стала и плюсом и минусом одновременно: сварщики получили больше возможностей для работы, но при этом должны были заплатить цену в три раза большую. Это не всегда целесообразно, если вы домашний мастер и хотите использовать аппарат от случая к случаю. Ну, а поскольку полуавтоматы сделаны на базе инвертора, то можно самому сконструировать полуавтомат из сварочного аппарата инверторного типа. В этой статье мы расскажем, как сделать полуавтомат своими руками и что нужно учесть.
Устройство полуавтомата
Прежде чем вы приступите к сборке полуавтомата, важно четко осознавать его устройство и принцип работы. Говоря простыми словами, полуавтомат состоит из двух блоков: блок силовой (силовая часть) и блок подающий (подающий механизм). Давайте поговорим о них подробнее.
Вы уже наверняка знаете, что для сварки полуавтомат используется специальная присадочная проволока, которая играет роль электрода. Она является своеобразным проводником тока в зону сварки и позволяет сформировать шов. Если есть проволока, значит она должна как-то подаваться в зону сварки. Это, конечно, можно сделать вручную (в прямом смысле слова подавая пруток в сварочную ванну с помощью рук), но целесообразнее использовать специальный подающий механизм. Обычно он встроен внутрь полуавтомата, но у самодельных агрегатов он зачастую отдельно стоящий.
Блок силовой работает на базе инвертора, который выполняет роль источника тока. Он так же отдельно стоящий в случае с самодельным полуавтоматом.
Это основные компоненты. Помимо них вам понадобится горелка, шланг (он же сварочный рукав) , сопло и прочие элементы, необходимые для работы с газом.
Учтите, что ваш самодельный полуавтомат не будет отличаться компактностью. Особенно, если он будет состоять из двух отдельно стоящих частей. Это, конечно, минус по сравнению с заводскими моделями. Но вы можете собрать удобную тележку для перевозки самодельного аппарата, чтобы нивелировать этот недостаток. В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
В этой статье мы рассказывали, как сделать тележку для полуавтомата. Вы можете модернизировать ее под габариты своего аппарата, снабдить более прочными колесами и усилить конструкцию для большей надежности.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.
Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Полуавтомат своими руками
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
Целесообразность изготовления
Некоторые могут задуматься, стоит ли вообще браться за такое кропотливое дело и собирать самодельный полуавтомат, когда можно купить в магазине и не тратить время. Это резонный вопрос. Предлагаем по порядку перечислить все причины, почему вам стоит сделать свой полуавтомат и в каких случаях это нецелесообразно.
Начнем с цены. Стоимость добротного полуавтомата, который прослужит вам ни один год — минимум 300-400$. И это не считая всех сопутствующих комплектующих, вроде горелки, газовых баллонов, проволоки и т.д. Готовы вы ли вы выложить крупную сумму за аппарат, который будете использовать не регулярно? На наш взгляд, сборка сварочного полуавтомата своими руками логичнее. Лучше потратьтесь на качественную горелку, хорошую маску и присадочный материал.
Экономия при изготовлении самодельного аппарата заключается в использовании недорого инвертора. Все, что вам от него нужно — это большая мощность, поскольку аппарат будет использоваться как «сердце» будущего полуавтомата. Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Для этих целей можно купить б/у инвертор за смешные деньги и уже переделать в полуавтомат.
Также самодельные сварочные аппараты полуавтоматы, схемы на которые лежат в открытом доступе на многих форумах, развивают ваши навыки в сборке и изготовлении самодельных электроприборов. Наверняка после полуавтомата вам захочется сделать что-то еще, поскольку этот процесс довольно интересный.
Причин, почему не стоит собирать самодельный сварочный аппарат полуавтоматического типа, несколько.
Первая — отсутствие гарантии. Покупая аппарат в магазине, вы получаете гарантийный талон, с помощью которого можете выполнить бесплатный ремонт своего полуавтомата в сервисном центре. Так вы экономите не только силы, но и время. Время — это вторая причина. У вас вряд ли получится собрать полуавтомат за один вечер. Придется как следует поработать над этим.
Последняя причина — это необходимость наличия знаний в области электротехники. Логично, что если вы не знаете основ электротехники, то просто не сможете собрать ни один электроприбор. С другой стороны, как обучиться этим знаниям, если не пробовать?
Вместо заключения
Самодельный сварочный полуавтомат — это хорошая замена заводскому аппарату в условиях домашней сварки. Он неприхотлив к хранению и эксплуатации, а его сборка стоит в разы дешевле. Собирая полуавтомат своими руками, вы точно знаете расположение всех компонентов и их наименования. Поскольку на руках у вас есть схема самодельного сварочного полуавтомата. Так что в случае необходимости можно довольно быстро, просто и недорого починить такой агрегат.
Конечно, не всегда сборка самодельного полуавтомата бывает целесообразной. Если вы планируете выполнять постоянные ремонтные работы, то логичнее купить заводской аппарат с гарантийным обслуживанием и полным функционалом. Ну а если вам просто нужно время от времени выполнять сварку, и при этом вы неплохо разбираетесь в электротехнике, то сборка самодельного полуавтомата может быть очень увлекательным и полезным занятием.
А вы когда-нибудь собирали полуавтомат в домашних условиях? Какие компоненты вы использовали? Согласны ли вы с автором видеоролика, рассказывающим о своем самодельном полуавтомате? Поделитесь опытом в комментариях ниже. Возможно, вы поможете начинающих умельцам в сборке недорого, но функционального полуавтомата. Желаем удачи в работе!
Инструкция по сбору самодельного сварочного полуавтомата из инвертора (схема, чертежи, этапы)
С опытом многие профессионалы приходят к выводу, что сварочный полуавтомат это намного больше, чем инструмент. Это универсальный помощник в бытовой сварке как на дачном участке, так и при ремонте автомобиля.
Он не ограничивает вас в выборе материала для сварки и пригодится не только мастеру, но и новичку.
Массовое производство полуавтоматов началось всего несколько лет назад. Сварщики старой школы раньше соединяли конструкции огромными трансформаторами.
Но технологический прогресс двигается вперед и позволил создать переносной и легкий полуавтомат. Появившись на рынке, он быстро показал миру свои преимущества и отправил старые модели на покой.
Сегодня им доступны самые разные виды сварки: ручная дуговая сварка покрытыми (штучными) электродами (MMA), дуговая сварка плавящимся металлическим электродом в газовой среде (MAG/MIG), а также ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа (TIG).
Этого удалось достичь потому что внутри аппарата находится обычный инвертор. Из этого следует, что рабочий полуавтомат можно сделать в домашних условиях, взяв за основу инвертор. В концу этой статьи вы получите все необходимые советы и знания для этого.
Как устроен полуавтомат?
Перед началом работы с любой техникой первым делом нужно ознакомиться с его конструкцией.
В каждом полуавтомате находятся два блока: силовой и подающий.
Силовой блок представлен инвертором, который подает ток. Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Подающий блок — это отдельное устройство, который подключают для подачи проволоки. Моток проволоки закрепляют в подающем блоке, а конец выходит возле сопла горелки.
Но для наших целей он не очень нужен. Подачу проволоки можно делать самостоятельно, однако это замедлит рабочий процесс и будет крайне неудобно.
Мы описали вам главные элементы аппарата, но этого недостаточно. Вам также понадобится заказать специальные детали, нужные для определенного типа инвертора, а также комплектующие (горелка, рукав, сопло и т.д.).
Особенности рабочего процесса
Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Самодельный полуавтомат
Есть разные подходы к созданию самодельного сварочного полуавтомата из инвертора, но мы остановимся на самых практичных и интересных.
Следуя этим инструкциям любой новичок с начальными познаниями электротехники сможет сделать это у себя дома.
Сконструировать полуавтоматическое сварочное устройство можно и дома, используя подручный инвертор. Без него обойтись невозможно.
Без него обойтись невозможно.
Подойдет инвертор средней мощности для MMA сварки. Важно, чтобы он был в рабочем состоянии и мог выполнять простые операции.
Далее нужно поменять вольт-амперные показатели (ВАХ) для работы в полуавтоматическом режиме. Тут пригодиться ШИМ-контроллер. Отметим, что этот подход самый трудный и справиться смогут только опытные сварщики.
Необходимо сделать дроссель из дневной лампы, и переключить напряжение на обратную связь. В видеоролике, представленном ниже, вы можете узнать все подробности и схемы этого метода.
Этот способ сбора самодельного сварочного полуавтомата очень простой и его может освоить практически каждый человек, который имел дело с инверторной сваркой. Некоторые модели инверторов можно переключать в режим с жестким изменением ВАХ.
Если у вас есть под рукой такой аппарат, то вы с легкостью можете сделать из него полуавтомат. Останется лишь заказать внешний подающий блок.
Важно иметь под рукой соответствующие провода. Нужно лишь подключить подающий блок к инвертору и вы готовы варить. В этом случае подающий блок выступает в роли дополнения. В видеоролике ниже демонстрируются особенности такого способа.
Последний метод сбора самодельного сварочного полуавтомата покажется не таким простым, ведь тут вам пригодятся определенные знания и умения. Как и в предыдущем случае, вам так же понадобится инвертор-донор.
Любым аппаратом обойтись не получится, потому что необходима именно сборка ZX-7 с шунтом на выходе. Отсутствие форсажа дуги и горячего старта будет только на пользу.
Не забывайте про вольт-амперные характеристики, их тоже нужно изменить. Далее настройте нарастание тока. В зависимости от сборки инвертора, дальнейшие шаги могут отличаться в разных источниках.
Рекомендуем вам прочитать больше информации на специальных форумах. В видеоролике ниже вы можете взглянуть на работу самодельного полуавтомата.
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!
Сварочный полуавтомат 30А — 160А своими руками
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Как сделать полуавтомат для сварки?
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.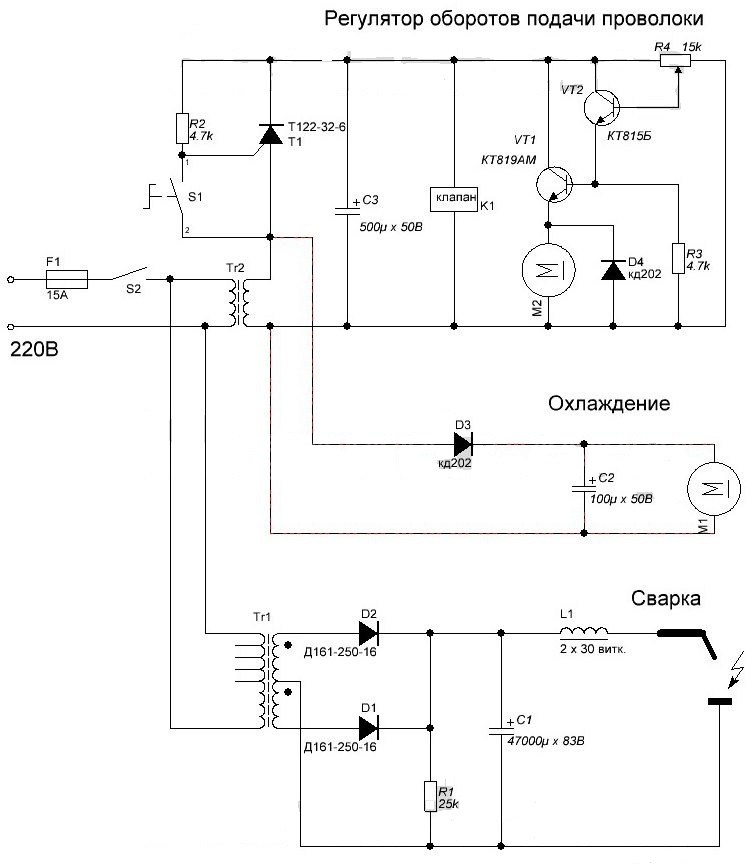
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.

Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики.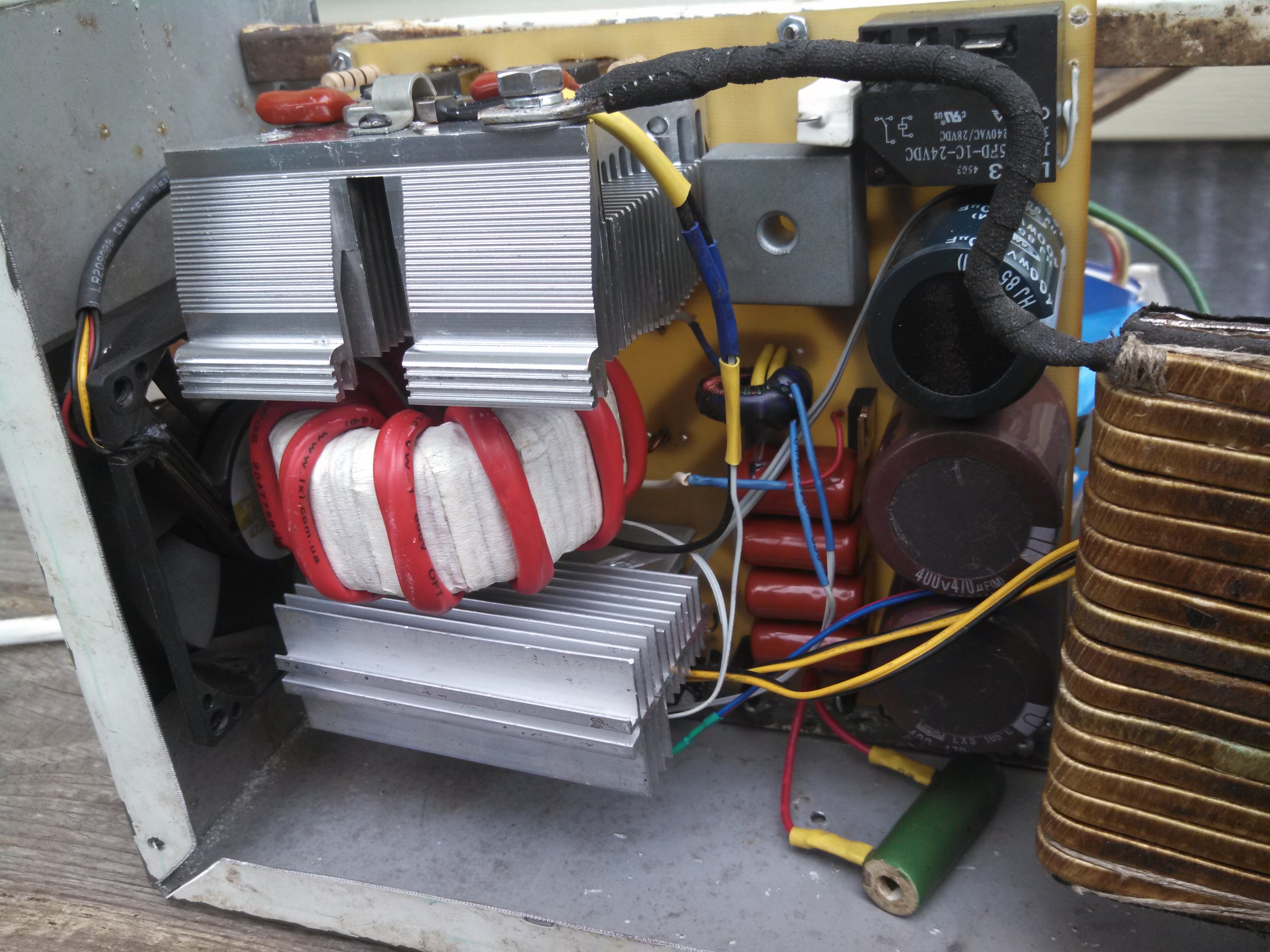 Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Как сделать полуавтомат из инвертора своими руками
Сварочные автоматы обладают несомненными преимуществами перед обычными аппаратами электросварки. Они имеют компактные размеры и вполне доступны по цене для большинства домашних мастеров. Тем не менее, многие сварщики не покупают готовые изделия, а предпочитают сделать полуавтомат из инвертора своими руками. В этом случае можно самостоятельно задать все необходимые параметры и технические характеристики.
Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG – Metal Inert Gas welding.
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.

Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Механическая часть для подачи проволоки
Без механизма, подающего проволоку, сварочный полуавтомат просто не будет работать. Обычно для размещения устройства используется отдельный короб. Лучше всего подходит корпус от компьютерного системного блока.
Обычно для размещения устройства используется отдельный короб. Лучше всего подходит корпус от компьютерного системного блока.
Работы начинаются с определения диаметра будущей катушки, на которую будет намотана проволока. Если деталь пока отсутствует, можно сделать бумажный шаблон и вставить его на свое место. Вокруг должно оставаться свободное пространство, поскольку рядом будут размещаться другие узлы и детали.
Чаще всего протяжный механизм изготавливается из автомобильного стеклоочистителя. Под него разрабатывается специальная рама для удерживания прижимных роликов. Чертеж всей конструкции наносится на картон или плотную бумагу в натуральную величину. Чтобы не возиться с изготовлением горелки и шланга, а также с разъемом для подключения, рекомендуется приобрести их в готовом виде одним комплектом по вполне доступной цене.
Устройство подачи следует устанавливать таким образом, чтобы расположение разъема для подключения приходилось на удобное место. Равномерное движение проволоки обеспечивается точным закреплением всех элементов напротив друг друга. В разъеме для подключения находится входной штуцер, под который в корпусе предусмотрено специальное отверстие. Под него же центрируются и ролики протяжного механизма. Направляющими служат подшипники с подходящим диаметром, в которых под проволоку на токарном станке нужно проточить небольшую канавку. Механизм размещается внутри корпуса сделанного из прочного пластика, текстолита или толстой фанеры. Все компоненты крепятся на общей основе.
Первичная направляющая для протяжки проволоки изготавливается из болта, просверленного по всей длине. На входе штуцера устанавливается кембрик, подпружиненный для придания жесткости. Кроме него, пружинами усиливаются штанги с закрепленными роликами. Сила сжатия регулируется болтом, расположенным снизу и соединенным с пружиной.
Если же в силу ряда причин невозможно собственноручно изготовить протяжный механизм, его можно купить в готовом виде. Питание устройств рассчитано на 12 и 24 вольта. В корпусе компьютера имеется блок питания, рассчитанный на 12 В, поэтому и систему следует выбирать по этому параметру.
В корпусе компьютера имеется блок питания, рассчитанный на 12 В, поэтому и систему следует выбирать по этому параметру.
Электроника системы управления
Когда полуавтомат из инвертора собран, а все детали и узлы размещены внутри корпуса, можно переходить к созданию системы управления механической частью.
Качество сварочного шва во многом зависит от скорости подачи проволоки, которая должна быть неизменной в период всего процесса сварки. Этот параметр обеспечивается двигателем с автомобильного стеклоочистителя. Для изменения скорости вращения нужно сделать полуавтомат подключенным к ШИМ-контроллеру. В этом приборе имеется цифровое табло, устанавливаемое на передней панели корпуса.
Управление газовым клапаном осуществляется отдельным реле, с помощью которого осуществляется и пуск двигателя. Активация всех элементов происходит после нажатия пусковой кнопки, установленной на рукоятке горелки. Газ к месту сварки должен поступать до подачи проволоки, с некоторым опережением, примерно на 2-3 секунды. При несоблюдении этого условия, зажигание дуги произойдет в открытом воздухе, а не в защитной газовой среде. Из-за этого проволока может расплавиться раньше времени.
В качестве основы реле задержки можно взять 815-й транзистор и конденсатор емкостью 200-2500 мкФ, обеспечивающий двухсекундную паузу. При наличии блока питания от компьютера на 12 В, вместо предложенной схемы можно воспользоваться автомобильным реле.
Размещение запорного электромагнитного клапана производится в местах, где он не будет влиять на функции подвижных деталей. Можно купить готовое изделие или воспользоваться воздушным клапаном автомобиля ГАЗ-24. Благодаря этому компоненту, защитный газ автоматически подается на горелку. Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
Его включение происходит только после нажатия пусковой кнопки, благодаря чему исключается перерасход дорогостоящего газа.
После проверки работоспособности схемы, все компоненты также размещаются внутри корпуса. Однако, эффективная работа полуавтомата не может быть в полной мере обеспечена вольтамперными характеристиками применяемого инвертора. Для того чтобы система работала полноценно, в схему нужно внести незначительные изменения.
Переделка трансформатора
Инвертор по своим характеристикам не может напрямую использоваться в полуавтоматическом сварочном оборудовании. Необходимо внести определенные изменения в конструкцию трансформатора. Данная процедура вполне по силам домашнему мастеру при условии соблюдения порядка действий. Это обязательной действие, когда выполняется переделка инвертора в полуавтомат.
Для того чтобы параметры трансформатора, находящегося в инверторе, соответствовали требованиям, предъявляемым к полуавтомату, необходимо выполнить следующие операции:
- На трансформатор наматывается медная полоса, предварительно обмотанная термобумагой. В этом случае не допускается использование обычного толстого провода, не способного выдерживать повышенные нагрузки. Он будет сильно нагреваться во время работы и очень быстро перегорит.
- Вторичная обмотка также подвергается переделке. Для этого делается обмотка трехслойной жестью. Каждый слой изолирован друг от друга фторопластовой лентой. Новая обмотка соединяется с уже имеющейся методом пайки, обеспечивая тем самым хорошую токопроводимость.
Полученная система нуждается в охлаждении, поэтому в схему нужно обязательно включить вентилятор.
Настройка полуавтомата и подготовка к работе
После компоновки протяжного механизма, блока управления и самого трансформатора, устройство следует правильно настроить и подготовить к работе. В первую очередь, силовая часть соединяется с блоком управления и подключается к сети. После того ка загорится индикатор напряжения, к выходным клеммам подключается осциллограф. Он необходим для обнаружения электрических импульсов с частотой в диапазоне 40-50 кГц. Промежуток времени между их формированиями составляет 1,5 мкс, и эта величина регулируется путем изменения входного напряжения.
В первую очередь, силовая часть соединяется с блоком управления и подключается к сети. После того ка загорится индикатор напряжения, к выходным клеммам подключается осциллограф. Он необходим для обнаружения электрических импульсов с частотой в диапазоне 40-50 кГц. Промежуток времени между их формированиями составляет 1,5 мкс, и эта величина регулируется путем изменения входного напряжения.
Далее проверяется форма импульсов, отображаемых на экране. Она должна быть прямоугольной, с размером по фронту не выше 500 нс. Если проверка не выявила каких-либо отклонений, то инвертор подключается к сети. Сила тока на выходе полуавтомата составляет не ниже 120 А. При меньшем значении следует проверить напряжение, которое скорее всего не более 100 вольт. Добиться нужных результатов возможно путем регулировки силы тока с одновременным контролем температурного режима внутри аппарата.
После обычного тестирования полуавтомат проверяется под нагрузкой. С этой целью сварочные провода соединяются с реостатом, с сопротивлением не ниже 0,5 Ом, способным выдерживать силу тока в 60 А. Сила тока, поступающая к сварочной горелке, проверяется амперметром. Если сила тока не соответствует установленным нормативам, следует изменить сопротивление.
После проведения всех манипуляции и окончании настроек, индикатор инвертора должен показывать на табло ток в 120 ампер. Такая цифра всегда высвечивается, если все действия выполнены правильно. В некоторых случаях могут появиться восьмерки, указывающие на недостаток напряжения в сварочных проводах. Нужное значение выставляется регулировками рабочего тока, которые могут выполняться в диапазоне от 20 до 160 А.
Как сделать своими руками сварочный полуавтомат из инвертора?
Сварочный полуавтомат можно купить готовым, но всегда находятся люди, которые пытаются сделать его своими руками. Сделать это не просто, но тем, кто действительно хочет собрать полуавтомат своими руками, придется заранее подготовить все необходимые комплектующие.
Устройство полуавтомата для сварки.
Для изготовления сварочного полуавтомата из инвертора потребуются инструменты и материалы:
- инвертор, который способен давать ток примерно в 150 А;
- подающий механизм;
- горелка;
- гибкий шланг;
- катушка с проволокой, с некоторыми изменениями в конструкции;
- сварочный инвертор;
- блок управления.
Схема питания сварочного полуавтомата.
Подающий механизм в данном случае заслуживает отдельного внимания: с его помощью происходит подача электродной проволоки по гибкому шлангу к точке сварки. В идеале скорость подачи проволоки должна соответствовать скорости расплавления расходного материала. Скорость подачи электродной проволоки очень важна для процесса сварки: от этого зависит качество сварного шва. Необходимо предусмотреть возможность регулирования скоростей для возможности работы с электродной проволокой разного размера из различных материалов. Чаще всего применяется проволока следующих диаметров: 0,8 мм, 1 мм, 1,2 мм, 1,6 мм. Ее наматывают на катушки и заряжают сварочный инвертор. Полностью автоматическая подача проволоки к сварочной горелке значительно сокращает время, затрачиваемое на работы.
Блок управления сварочного полуавтомата имеет канал регулирования, стабилизирующий ток. Действие тока контролирует микроконтроллер в широтно-импульсном режиме. От заполнения широтно-импульсного режима напрямую зависит напряжение на конденсаторе. Именно это напряжение влияет на силу сварочного тока.
Тонкости трансформатора
Схема намотки сварочного трансформатора.
Есть небольшие тонкости при подготовке трансформатора. Трансформатор необходимо обмотать медной полосой (ширина – 40 мм, толщина – 30). Предварительно полосу необходимо обмотать термобумагой (подойдет от кассового аппарата). Намотка простого толстого провода в данном случае исключена, так как он будет греться.
Вторичная обмотка должна состоять из трех слоев жести. Изолировать слои друг от друга нужно фторопластовой лентой. На выходе необходимо спаять контактные концы вторичной обмотки. Делается это для того, чтобы повысить проводимость токов. Обязательно необходимо предусмотреть обдув вентилятором в корпусе инвертора.
Вернуться к оглавлению
Как настроить инвертор?
Если решено сделать полуавтомат своими руками, для начала необходимо обесточить силовую часть. Кстати, для входного и входного выпрямителей, а также для силовых ключей (предварительно припаянных к медным подложкам) силовой части нужно предусмотреть хорошие радиаторы. В корпусе наиболее нагревающегося радиатора необходимо расположить термодатчик. Теперь силовая часть подключается к блоку управления и включается в сеть. Когда засветится индикатор, надо включить в провода осциллограф Out1, Out2. Теперь найдите двухполярные импульсы, частота которых должна составлять 40-50 кГц. Время между ними корректируется путем изменения напряжения на входе. Величина времени должна составлять 1,5 мкс.
Схема устройства сварочного инвертора.
Импульсы на осциллографе должны быть прямоугольными с фронтами не более 500 нс. После проверки инвертора подключите его к сети. Индикатор сварочного полуавтомата должен показать 120 А, если эта надпись на индикаторе не загорелась, значит, необходимо искать и устранять причину низкого напряжения в сварочных проводах. Такая ситуация случается в том случае, если напряжение менее 100 В. После этого требуется протестировать сварочный инвертор посредством изменения тока (при постоянном контроле напряжения на конденсаторе). Затем можно проверить температуру.
После того как сварочный инвертор протестирован, необходимо проконтролировать то, как он поведет себя в нагруженном состоянии. Для этого в сварочные провода включается нагрузочный реостат 0,5 Ом, который должен выдерживать ток более 60 А. В таком состоянии контролируется ток при помощи вольтметра.
В случае если имеются расхождения между заданной величиной тока и его контролируемой величиной, придется подбирать сопротивление до тех пор, пока не будет достигнуто соответствие.
Вернуться к оглавлению
Правила использования сварочного инвертора
Основные режимы сварки полуавтоматом.
По умолчанию, когда вы запустите инвертор, контроллером автоматически будет выставлен размер тока. Если все действия, указанные ранее, выполнены правильно, то величина сварочного тока будет равна 120 А. Если вдруг окажется так, что на индикаторе высветятся восьмерки, это будет свидетельствовать о неисправности. Такие неисправности происходят в том случае, когда в сварочных проводах напряжение не повышается более 100 В. Если это произошло, то придется искать и устранять неисправность.
Когда все выполнено правильно, на месте восьмерок должно отображаться число, обозначающее величину заданного тока. С помощью кнопок данную величину можно изменять, в зависимости от того, какая величина сварочного тока потребуется в каждом конкретном случае. Интервал, в котором возможно изменять величину тока, варьируется от 20 А до 160 А.
Работа сварочного полуавтомата.
Существует возможность контролировать во время всего процесса работы температуру инвертора. Для этого необходимо нажать одновременно обе кнопки. После этого можно будет наблюдать за изменением температуры радиатора, данные которой будут выводиться на индикатор. В норме температура радиатора не должна превышать 75° С. Если температура повысилась более чем на 75° С, она незамедлительно отобразится на индикаторе, и инвертор начнет издавать звуковой сигнал прерывистого типа. Если это случится, то заданный ток автоматически снизится до 20 А. Несмотря на то что величина тока будет резко снижена, инвертор будет продолжать работать. Данный звуковой сигнал будет издаваться до тех пор, пока температура индикации не войдет в норму.
Индикатор может выдавать код ошибки Ert: это произойдет в случае поломки или замыкания термодатчика.
В этом случае точно так же заданный ток будет снижен до 20 А.
Вернуться к оглавлению
Применение сварочного полуавтомата
Полуавтомат сварочный из инвертора используют для точной сварки сталей, а также его применяют для сварки тонкого металла, например, кузова автомобиля.
Сварочный инвертор, конечно, можно приобрести и в магазине, но многие предпочитают собрать полуавтомат своими руками.
Электрооборудование | Справочный центр PVcase
В этом руководстве мы обсудим шаги, которые необходимо предпринять для создания макета электрического устройства для систем с фиксированным наклоном.
Для создания макета электрического устройства:
- Выберите предпочтительные области PV
- Выберите тип системы
- Определите конфигурацию
- Выберите устройство Тип размещения
- Выберите тип генерации из Автоматическая генерация или Полуавтоматическая генерация.
В настоящее время существует 6 стандартных типов систем, которые можно использовать для размещения электрических устройств. Вы можете выбрать один из них в раскрывающемся меню соответственно.
Большинство типов систем говорят сами за себя — выбор типа системы побудит PVcase использовать выбранные устройства для размещения. Однако тип системы жгута (Y-образного разъема) работает немного иначе.
Жгуты (Y-соединители)
Жгуты обычно используются для объединения нескольких цепочек модулей вместе, чтобы проложить меньше кабелей к сумматору постоянного тока или инвертору.Генерация электрической схемы с помощью такой системы теперь поместит жгутов кругов на верхнюю часть рамы и сделает следующие предположения:
- Жгут будет соединять самые близкие друг к другу струны (обычно на одной раме)
- Положение жгут будет выбран как средняя точка между ранее предполагаемым строковым соединением.
В приведенном ниже примере жгут размещается между концами струн для + и — и предполагает, что две из этих струн будут объединены.
Как и в случае с любым другим устройством, положение жгута можно изменить вручную, и кабели будут отображаться в соответствии с новым положением.
🛈 Кабельная система жгутов дополнительно включает удлинители, которые будут использоваться для соединения струн с жгутами. Если такие удлинители не нужны — просто удалите объекты на слое PVcase DC кабели (удлинители жгута) .
Системы с фиксированным наклоном допускают 3 типа размещения:
- Траншея рядом с — электрические устройства размещаются по направлению к выбранной линии (обычно траншейной линии)
- Строка рядом с — размещает электрические устройства в конце рамы, которая заканчивается подключение конкретного устройства.
- Кластеризация строк — кластеризует все устройства области в выбранной строке кадра.
В общем, есть два действия, которые можно использовать для подключения цепочек к электрическим устройствам — Автоматическая генерация, или Полуавтоматическая генерация.
Чтобы сгенерировать размещение устройства, вы должны сначала разместить центральный инвертор или трансформатор блочный объект в указанном месте.
Если ваш тип размещения — Траншея рядом с , вам также будет предложено выбрать линию выравнивания устройства.Все сгенерированные устройства будут расположены по направлению к этой линии.
Автоматическая генерация подключает цепочки к электрическим устройствам на основе заданной пользователем конфигурации и автоматического алгоритма PVcase. Пример ниже показывает принцип работы автогенерации, когда 8 струн подключены к одному струнному инвертору. Цветовая кодировка указывает на окончательные соединения.
Программа начинает подключать строки с противоположной стороны к линии выравнивания устройства и пытается заполнить одно полное устройство без необходимости подключения кадров из разных строк (1).В конце строки алгоритм обнаруживает нехватку строк для полностью подключенного устройства (2) и сохраняет их неподключенными до тех пор, пока не столкнется с аналогичной ситуацией в другой строке (3). Этот алгоритм приводит к большей части равномерно соединенных строк и практически связанных оставшихся строк, которые находятся близко к линии выравнивания устройства.
В ситуациях, когда количество строк на устройство не распределяется на кадры равномерно, электрические соединения выполняются по той же логике — пытаясь уместить полностью подключенное устройство в каждую строку и исключая строки.В приведенном ниже примере фрейм содержит 4 строки, но блок комбайнера соединяет 10 строк. В этом случае для большей части области у нас есть 1 блок объединителя на строку и 1 объединитель, который соединяет оставшиеся строки из каждой строки. Синий цвет указывает на инвертор, к которому подключены оставшиеся струны из каждой строки.
Полуавтоматическая генерация позволяет пользователю назначать строки устройствам на основе их собственной оценки, требуя выбора определенных строк для каждого электрического устройства.Это дает большую гибкость в ситуациях, когда макет слишком сложен или просто не подходит для автоматической генерации (пример ниже).
🛈 Полуавтоматическая генерация хорошо работает с командой AutoCAD layiso . Попробуйте изолировать трансформатор, линию выравнивания устройства и строковые объекты и продолжайте генерацию.
Алгоритм автоматической генерации по большей части работает хорошо, но может создавать непрактичные ситуации, в которых необходимо использовать комбинацию автоматической и полуавтоматической генерации.
1. Фреймы подключаются далеко друг от друга.
В некоторых случаях алгоритм автоматической генерации находит недостающие строки для другого соединения довольно далеко друг от друга:
В этом случае вы можете использовать полуавтоматическую генерацию для перенастройки соединений:
2. Использование автогенерации по частям.
Если вы предпочитаете оставить неровные соединения на противоположной стороне области или соединить только часть области с помощью автогенерации, вы можете сделать это в двух частях.
Первый шаг — использовать автоматически генерировать на равномерно соединенных фреймах на одной стороне (1). Затем второй шаг — выбрать остальные строки в отдельном поколении (2).
Тогда окончательный результат будет выглядеть так (3).
3. Смешение авто и полуавтоматических поколений.
Обычно мы рекомендуем использовать комбинацию обоих этих типов генерации. Обычно алгоритм автоматической генерации отлично работает для большей части вашей области с фиксированным наклоном.Когда необходимо внести некоторые изменения в более сложные области — вот тут и приходит на помощь полуавтоматическая генерация.
Например, в приведенном ниже примере есть две области, которые подключают инверторы к одному трансформатору.
Эта большая выделенная часть обеих областей может быть сгенерирована с использованием автоматического алгоритма.
Пошаговый процесс можно увидеть на GIF-изображении ниже.
Впоследствии полуавтоматическая генерация может использоваться для остальной части верхней области PV.
Для остальной части этой первой области можно снова использовать автогенерацию.
Важно: обратите внимание на остановку при соединении двух областей друг с другом. Это потому, что единственный способ сделать это — использовать полуавтоматическое создание.
Разместив устройства для обеих областей, остается только одно — исправить нумерацию . Выполнение генерации по частям приводит к размещению устройств, что, в свою очередь, влияет на нумерацию. Это означает, что появляются такие ситуации:
Чтобы исправить это, у нас есть функция Renumber , которая позволяет нам установить начальный номер для устройства, а затем выбирать устройства либо одно за другим, чтобы определить порядок, либо использовать множественный выбор по умолчанию нумерация.
Эта вкладка помогает работать и перемещаться по полям с электрическим дизайном, поскольку на ней перечислены все устройства, созданные в расширяемом / сворачиваемом древовидном интерфейсе.
Вот некоторые вещи, которые вы можете делать с Overview :
- Match system — соответствует выбранному типу системы и входам конфигурации, которые использовались для конкретного трансформатора или центрального инвертора.
2. Найти объект — обнаруживает определенное устройство или строку внутри чертежа.Просто щелкните правой кнопкой мыши компонент на вкладке обзора и нажмите , найдите объект t или дважды щелкните.
3. Скрытие объектов — возможность скрывать объекты, чтобы вы могли лучше отслеживать прогресс, легко определять, какие части какому устройству принадлежат, и, конечно же, значительно улучшает производительность на крупномасштабных объектах. скрывает уже готовые части.
4. Перенумерация — вы можете использовать вкладку обзора, чтобы изменить нумерацию трансформаторов, центральных инверторов и других устройств.
🛈 Чтобы сэкономить место на экране — вы можете использовать кнопку Отстыковать и разместить вкладку обзора в любом месте.
Чтобы продолжить цветовую кодировку электрического устройства, нажмите кнопку ниже:
Полуавтоматический сварочный аппарат из низкоуглеродистой стали RILLON, модель: Mig-190N, 220 В, 5500 рупий / штука
Полуавтоматический инвертор RILLON из низкоуглеродистой стали сварочный аппарат, Модель: МиГ-190Н, 220В, 5500 рупий / шт | ID: 20443847712Спецификация продукта
| Ток | 0-200 A | ||
| Фаза | Однофазный | ||
| Марка | Youli | ||
| Автоматический | Модель | Seal Mig-190N | |
| Напряжение | 220V | ||
| Материал | Мягкая сталь |
Описание продукта
Наша компания входит в число фирм, пользующихся наибольшим доверием, и предлагает широкий ассортимент сварочного аппарата Youli MIG .
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 1998
Юридический статус Фирмы Физическое лицо — Собственник
Характер бизнеса Оптовый торговец
Количество сотрудников До 10 человек
Годовой оборот R.50 лакх — 1 крор
IndiaMART Участник с июня 2010 г.
GST24ACTPP3068L1ZY
Основанная в году 1998 в Вадодара (Гуджарат, Индия), мы «Hi-tech Sales Corporation» занимаемся торговлей отличным качеством ассортимента сварочных аппаратов , воздуходувок, отрезных машин, пневматических И Pillar Machine, и т. Д. Мы — фирма Sole Proprietorship , и мы поставляем продукты от надежных рыночных продавцов, которым мы можем помочь по разумным ценам.Под руководством «Mr. Мукеш Патель »(владелец), , обладающий глубокими знаниями и опытом в этой области, мы смогли полностью удовлетворить наших клиентов.Видео компании
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Инверторная технология в стиральных машинах
У вас есть широкий выбор, когда вы решитесь купить стиральную машину для дома.Одна из последних — « Инверторные стиральные машины ».
На первый взгляд может показаться, что речь идет о стиральных машинах, которые могут работать от домашнего инвертора. Однако это не так.
В стиральных машинах с инвертором используется особая технология, позволяющая значительно экономить электроэнергию. Давайте посмотрим, что такое инверторная технология в стиральной машине.
Аналогия — лучшее объяснение инверторной технологии
У большинства из нас есть машина.Когда нам нужно ускориться, мы нажимаем на рычаг акселератора, что приводит к подаче большего количества топлива в двигатель, что приводит к увеличению скорости. Точно так же, уменьшая давление на акселератор, мы замедляем автомобиль. Инверторная технология в стиральных машинах чем-то похожа.
Чтение: Инверторные кондиционеры
Инверторная техника
В обычном режиме двигатель стиральной машины работает с одинаковой скоростью независимо от загрузки внутри машины. Следовательно, вы видите, что машины потребляют одинаковое количество электроэнергии, даже если нагрузка значительно ниже.Нет необходимости работать на полной скорости при малых нагрузках. Инверторная технология позволяет стиральным машинам работать с оптимальной загрузкой в зависимости от загрузки машины.
Обычная стиральная машина работает с максимальной эффективностью при оптимальной загрузке. Однако у вас не каждый день одна и та же нагрузка. Стиральная машина с инвертором позволяет двигателю работать на скоростях, оптимальных для нагрузки внутри машины.
Как работает технология?
Инверторная технология работает с помощью датчиков, определяющих загрузку стиральной машины.В зависимости от нагрузки он определяет оптимальную скорость, с которой должны работать машины. Естественно, это приводит к оптимизации потребления электроэнергии.
Этот процесс включает использование двигателей с частотно-регулируемым приводом (VFD) или бесщеточных двигателей, как вы их обычно называете. Следовательно, у вас есть мотор стиральной машины, способный работать с регулируемой скоростью в зависимости от загрузки.
В традиционной технологии у вас есть много движущихся частей, таких как шестерни и ремни, вместе с двигателем.Эти машины потребляют много электроэнергии из-за трения. Еще они сильно шумят.
С другой стороны, инверторные двигатели более громоздкие, но они более эффективны по сравнению с обычными двигателями. Эти моторы не издают большого шума из-за отсутствия движущихся частей. Также отсутствует трение, что снижает потребление электроэнергии.
Таким образом, мы можем утверждать, что двигатель, работающий по технологии инвертора или технологии прямого привода, является высокоэффективной машиной.
Технология интеллектуального инвертора
В таких машинах двигатель напрямую соединен с барабаном без использования ремня или шкива. У вас меньше механических частей, что обеспечивает наименьшее рассеивание энергии. Таким образом, вы получаете высокоэффективную машину с меньшим уровнем вибрации и шума.Его также называют интеллектуальной инверторной технологией , поскольку вы можете управлять некоторыми из этих стиральных машин с помощью своих смартфонов. Стиральная машина LG — одно из таких устройств.Такие стиральные машины, работающие по инверторной технологии, также известны как стиральные машины с инверторным прямым приводом.
Почему люди должны приветствовать цифровую инверторную технологию в стиральных машинах?
Энергосбережение — в порядке вещей. Использование технологии цифрового инвертора помогает экономить энергию, поскольку эти стиральные машины потребляют электроэнергию в зависимости от нагрузки на устройство. Эти машины, работающие по технологии интеллектуального инвертора, имеют более длительный срок службы.
Таким образом, производители предлагают расширенный гарантийный срок почти на десять лет на эти машины.
Каковы преимущества цифрового инверторного двигателя?
- Двигатель с цифровым инвертором — это бесщеточный двигатель. Следовательно, он не производит большого шума и более холодный по сравнению с обычным двигателем.
- Эти инверторные двигатели потребляют меньше электроэнергии, чем обычные двигатели.
- Эти двигатели не имеют подвижных частей, таких как шестерни, валы и ремни. Следовательно, они требуют меньше обслуживания. Это также объясняет, почему производители предлагают расширенные гарантии на такие двигатели.
Какие бренды производят инверторные стиральные машины?
Одними из ведущих производителей инверторных стиральных машин являются LG, Samsung и Bosch. Существуют и другие бренды, такие как Midea, IFB и Whirlpool . Вы получаете машины как с фронтальной загрузкой, так и с верхней загрузкой с инверторной технологией. Точно так же есть как полуавтоматические, так и полностью автоматические стиральные машины, оснащенные инверторной технологией.
Вывод
Стиральные машины относятся к категории бытовых приборов.В настоящее время он есть в каждом доме. Обычные стиральные машины потребляют больше электроэнергии, чем стиральные машины с инвертором. Следовательно, лучше перейти на инверторные стиральные машины. Первоначально они относительно дороги, но вы окупаете затраты за счет экономии электроэнергии.
Источник: LG, BijliBachao
Вопросы о холодильнике с полуавтоматическим размораживанием, в частности, о Panasonic NR-BP9417Q — Справка по ремонту бытовой техники своими руками — Appliantology.org
Здравствуй.Я купил инверторный холодильник Panasonic номер модели NR-BP9417Q. (Https://www.panasonic.com/ph/consumer/household-appliances/refrigerators/top-freezer/nr-bp9417q.html) Он поставляется с полуавтоматическим размораживанием. функция, при которой кнопка может быть нажата в течение 3 секунд, и это отключает питание компрессора.
Единственная проблема у меня в том, что на задней стенке холодильной камеры всегда нарастает лед. Когда компресс прекращается, лед тает и становится влагой, а в нижней части задней стенки есть сливное отверстие для выхода воды.Иногда нарост льда бывает толстым, и его нужно разморозить. Но я не уверен, что нарастание льда на задней стенке холодильной камеры — это нормальное явление. Я знаю, что в морозильной камере будет образовываться лед, но я впервые увидел, как лед в холодильном отделении накапливается. В руководстве пользователя об этом не упоминалось. В нем только указано, что когда мороз достигает толщины 10 мм, необходимо размораживание, и показано изображение загруженной морозильной камеры, но не упоминается холодильная камера.
Фактически, я заменил устройство через неделю после его покупки, потому что служба поддержки клиентов Panasonic сказала, что образование льда — это ненормально.Однако при замене тоже происходит то же самое. Я позвонил в службу поддержки, и мне снова сказали, что образование льда не является нормальным, поэтому они отправили техника из авторизованной ремонтной мастерской. Техник объяснил, что нарастание льда на самом деле является нормальным явлением, и сказал мне, что служба поддержки клиентов может не знать, что номер модели, который я дал, относится к холодильнику с ручным размораживанием. По его словам, холодильная камера остывает от охлаждающего элемента прямо за ребристой задней стенкой, поэтому при остывании будет образовываться лед.Он также добавляет, что у однодверных и незамерзающих холодильников нет этой проблемы, поскольку первый охлаждается из морозильной камеры, а второй — через вентилятор, нагнетающий холодный воздух из морозильной камеры.
Тем не менее, нарастание льда все еще беспокоит меня, потому что я все время думал о службе поддержки клиентов, настаивая на том, что это ненормально, и в руководстве пользователя об этом также не упоминается. Итак, нормально ли, что лед на задней стенке холодильной камеры полуавтоматического (технически ручного) размораживания является нормальным?
Спасибо за любую информацию.
Инвертор Migomat Powermat Synergy Welder полуавтомат
Полуавтоматический сварочный аппарат Powermat PM-IMGTS-210S SYNERGY имеет очень широкий спектр применения. Это позволяет эффективно сваривать различные типы групп материалов в широком диапазоне толщин материалов. Применяемые IGBT положительно влияют на снижение потребления электроэнергии, большую устойчивость к помехам и перепадам напряжения и хорошие характеристики дуги.
Панель управления Migomat с описанием функций на польском языке
Проста в использовании, и оператор имеет быстрый доступ ко всем функциям.Это положительно сказывается на эргономике и эффективности работы на предприятии. Устройство имеет функцию синергетической сварки, благодаря которой можно получить сварной шов высочайшего качества при сварке всех свариваемых материалов, особенно из нержавеющей стали и алюминия.
Электроника устройства построена на транзисторах IGBT.
Они сочетают в себе преимущества двух типов транзисторов, простоту управления полевыми транзисторами, а также высокое напряжение пробоя и скорость переключения биполярных транзисторов.Сварочный ток очень стабилен, что гарантирует безупречный сварной шов. Благодаря технологии IGBT устройство легче и экономичнее по энергопотреблению.
Высокая производительность и эффективное охлаждение мигомата.
Благодаря использованию технологии IGBT КПД устройства достигает 60%. Полностью автоматическая подача проволоки. Встроенные автоматические функции, облегчающие вашу работу
ГОРЯЧИЙ СТАРТшироко известный как горячий старт, он позволяет временно увеличить сварочный ток выше значения, установленного сварщиком.ГОРЯЧИЙ СТАРТ работает при возникновении дуги и предназначен для предотвращения прилипания электрода к материалу. Это отличный помощник при зажигании электрода.
АНТИПЛИКотключает / минимизирует сварочное напряжение и ток в случае короткого замыкания между электродом и свариваемым материалом. ANTI STICK позволяет сварщику легче отсоединять электрод.
ARC FORCEстабилизирует лук независимо от его длины.Уменьшение значений функции дает мягкую дугу и меньшую глубину проплавления, в то время как увеличение значений функции вызывает более глубокий провар и возможность сварки короткой дугой. При максимальном значении функции ARC FORCE можно «протолкнуть электрод в ванну с расплавленным металлом и прожечь материал». Эта модель имеет автоматическое регулирование ARC FORCE.
Возможности технологии SYNERGY означают дополнительный комфорт работы.
— Синергетический режим MIG — функция, позволяющая установить две и четыре полосы.
— Регулировка индуктивности — что позволяет снизить количество тепла, подводимого к месту сварки. Таким образом можно избежать деформации листового металла и повреждения защитного цинкового слоя. Эта опция полезна при сварке тонких материалов.
— Функция выбора типа свариваемого материала — который в синергетическом режиме выбирает соответствующие параметры сварки для облегчения ее выполнения.
— Функция VRD — система понижения напряжения, задача которой — отключить питание в течение нескольких миллисекунд после окончания сварки.Эта функция также отвечает за снижение напряжения на стержневом электроде до безопасного уровня. Система понижения напряжения.
Выбор проволоки и тип материала. Доступны предустановленные параметры.
— FeCO2 — синергетическая программа сварки углеродистой стали методом MAG в среде защиты от углекислого газа.
— FeMIX — синергетическая программа сварки углеродистой стали методом MAG в защитной газовой смеси Ar + CO2.
— ПОТОК — программа для самозащитной порошковой проволоки для углеродистой и низколегированной стали без использования газа (требуется изменение полярности).
Полуавтоматический аппарат, переключая тип свариваемого материала, дает соответствующие предварительные настройки, которые автоматически регулируют параметры сварки в соответствии с выбранной толщиной проволоки. 2-роликовый механизм подачи обеспечивает точную подачу сварочной проволоки, предотвращая ее соскальзывание. Легкая конструкция с устойчивой алюминиевой ручкой позволяет легко перемещать все устройство.
Технические данные мигомата:
модель: PM-IMGTS-210S Synergy
питание: 230 В / 50 Гц
Энергопотребление MIG / MAG: 6.4кВА
потребляемая мощность TIG / MMA: 5,8 кВА
методы сварки: MIG / MAG / MMA / LIFT-TIG
Диапазон сварочного тока MIG / MAG: 20 — 210 [A]
Диапазон сварочного тока MMA: 20 — 190 [A]
Диапазон сварочного тока TIG: 20 — 210 [A]
сварочный ток 100% ПВ: (MIG / MAG — 160 A)
сварочный ток 60% ПВ: (MIG / MAG — 210 A)
поддерживаемые диаметры проволоки: 0,6 / 0,8 / 0,9 / 1,0 [мм]
Поддерживаемые диаметры электродов: 1.6 мм — 5 мм
сварочное напряжение: 15 — 26,4 [В]
режимы работы: 2T / 4T / VRD
регулировка индуктивности сварки: -10 — 10
поддерживаемые катушки с проволокой: макс. до 5 кг
класс изоляции: F.
сетевая защита: 20 А
степень защиты: IP21S
размеры: 44,5 x 22,5 x 32 [см] (длина / ширина / высота)
Вес нетто: 11,6 кг
Оборудование Migomat:
держатель массы (-): 200 см
Электрододержатель MMA (+): 210 см
Рукоятка EURO MIG / MAG: 390 см
контактные подсказки: 2x 0.8; 0,6 [мм]
рулонная (двусторонняя) опорная проволока: 0,6 мм и 0,8 мм; тип U
сварочная маска
чистить молотком
инструкция по эксплуатации PL
газовый шланг: 205 см
универсальный ключ
Как сделать простой инвертор в домашних условиях
Инвертор легко сделать дома. Чтобы понять, как легко сделать инвертор, в этом посте обсуждается простой пошаговый метод.
Раньше наши требования к мощности (электричеству) были меньше.Но сейчас сценарий сильно изменился. От простых индукционных до сложных стиральных машин, от сотовых телефонов до наших высококлассных гаджетов, все оборудование, связанное с нашим повседневным использованием, требует источника питания. Это основная причина недавнего увеличения использования инверторов в нашем доме. На рынке доступны различные типы инверторов, но эти схемы сложны, высокопроизводительны и дороги. Итак, давайте сделаем свой инвертор дома.
Схема (схема) для изготовления инвертора в домашних условиях
Эта схема не имеет каких-либо функциональных ограничений и имеет КПД более 75%.Кроме того, он способен компенсировать почти все наши потребности в энергии, а также большую часть ваших требований к мощности по очень разумной цене.
Рис.1 — Схема изготовления инвертора в домашних условиях
Теория схемы
Схема этого инвертора отличается по сравнению с обычно используемыми инверторами, поскольку в нем нет отдельной схемы генератора для питания установленных транзисторов. Вместо этого в нашей схеме обе половины схемы функционируют как регенеративный процесс (как двухполупериодные мостовые выпрямители).
Что бы мы ни делали, чтобы сбалансировать обе части цепи, всегда будет дисбаланс значений сопротивления и обмоток трансформаторов. Это причина того, что обе части схемы никогда не могут работать одновременно.
Теперь предположим, что первая часть цепи начинает проводить сначала. Напряжение смещения для первой половины подается обмоткой трансформатора второй части через R2. Как только первая часть завершает стадию проводимости, выход батареи заземляется коллекторами.
Процесс отводит любое доступное напряжение к базе через R2, и, таким образом, проводимость первой части полностью прекращается. В этом случае транзисторы во второй части получают возможность проводить ток. и, следовательно, этот цикл продолжается.
Рис. 2 — Схема для изготовления инвертора в домашних условиях
Элементы, необходимые для изготовления инвертора в домашних условиях
- R1, R2 = 100 Ом / намотанный провод 10 Вт.
- R3, R4 = 15 Ом / 10 Вт с проволочной обмоткой
- Т1, Т2 = 2N3055 силовых транзисторов.
- Трансформатор = 9-0-9 Вольт / 5 Ампер.
- Автомобильный аккумулятор = 12 Вольт / 10 Ач.
- Алюминиевый радиатор = вырезан по требуемому размеру.
- Шкаф металлический вентилируемый = по размеру всей сборки.
Пошаговый метод изготовления инвертора в домашних условиях
Шаг 1
Возьмите алюминиевый лист и сделайте / разрежьте лист на две части размером почти 5 × 5 дюймов. Просверлите отверстия для установки силовых транзисторов. Отверстия должны быть примерно 3 мм в диаметре.Просверлите / сделайте подходящие отверстия, чтобы можно было легко и надежно установить на корпус инвертора.
Шаг 2
Возьмите резистор и соедините его в перекрестном режиме с плечами транзистора в соответствии со схемой, показанной ниже.
Шаг 3
Надежно закрепите транзисторы на радиаторах с помощью гаек / болтов.
Шаг 4
Соединить блок радиатор + резисторы + транзисторы с вторичной (выходной) обмоткой трансформатора.
Шаг 5
Поместите полную печатную плату и трансформатор в металлический шкаф.Учтите, что вентиляция в шкафу должна быть хорошей. Присоедините точки ввода / вывода, включая держатель предохранителя, к шкафу и подключите их в соответствии со схемой, размещенной выше.
Теперь ваш инвертор готов. Если хотите, вы можете использовать корпус для размещения инверторной цепи.
Рис.3 — Корпус цепи инвертора
Операционные проверки схемы самодельного инвертора
Совершенно необходима проверка работоспособности схемы перед ее использованием в полном объеме.Для проверки подключите лампочку мощностью 50-60 Вт к разъему инвертора. После этого вставьте аккумулятор (12 В) в гнездо i / p инвертора. Лампочка загорится ярко, что будет означать, что подключение цепи выполнено правильно и инвертор готов к работе. Однако, если лампочка не загорается, проверьте соединения еще раз.
Где использовать этот самодельный инвертор
Выходная мощность инвертора находится в диапазоне 70-80 Вт, а время поддержки полностью зависит от нагрузки.Его можно использовать для питания лампочек, ламп КЛЛ, вентиляторов и других небольших электроприборов, таких как паяльник и т. Д. КПД этого инвертора составляет примерно 75%.
Самое большое преимущество: блок схемы компактен и удобен в переноске. Он также может быть подключен к самой батарее вашего автомобиля, когда вы находитесь на улице, чтобы избежать проблем с переноской дополнительной батареи.
Научитесь делать проектор дома, выполнив простые шаги.
Ратна имеет степень бакалавра компьютерных наук и имеет опыт работы в сфере IT-технологий в Великобритании.Она также является активным веб-дизайнером. Она является автором, редактором и основным партнером Electricalfundablog.
АппаратСварочный перевернутый полуавтомат RESANTA OF SAIPA-220 — купить по низким ценам в интернет-магазине Joom
Главное преимущество¶Сварочный аппарат SAIPA-220 работает от обычной электросети с бытовыми параметрами и оснащен оборудованием, способным производства широтно-импульсной модуляции сварочного тока, позволяющей плавно его регулировать. Благодаря инверторной схеме система имеет небольшие габариты и вес, что увеличивает мобильность и удобство использования аппарата, в том числе в бытовых условиях.Это устройство обеспечивает достаточно высокое качество сварки даже для начинающих сварщиков. Устройство имеет возможность предотвращать перегрузку электросети в момент зажигания дуги. Система оснащена автоматической защитой от перегрева основного трансформатора и принудительное охлаждение во время работы. Данный тип сварочного аппарата прост в использовании, удобен, практичен и не требует особо квалифицированного пользователя. «Полуавтоматический сварочный аппарат Saipa-220» Общее описание: Аппарат SAIPA-220 оборудован охлаждаемым трансформатор с инверторной системой преобразования тока, специальной системой подачи сварочной проволоки, барабаном с подачей этой проволоки, специальной горелкой для подачи проволоки и защитного газа (углекислого газа или его смеси с аргоном) в зону сварки и предназначен для ручные сварочные работы практически любой сложности в полуавтоматическом режиме.В качестве электрода для сварки используется гибкая проволока особого состава, а вместо защитного флюса, не позволяющего шву контактировать с кислородом и другими примесями воздуха, используется струя защитного газа. В отличие от сварочных аппаратов, в которых используются электроды, эта система лучше подходит для выполнения более тонких сварочных операций. * В домашних условиях (особенно в частных или загородных домах) или в промышленных условиях периодически необходимо надежно скреплять между собой определенные металлические детали. Особенно это актуально при выполнении различных ремонтных или строительных работ.После того как высокотехнологичные инверторные сварочные аппараты САИПА-220 стали общедоступными, эти работы перестали быть особо сложными, так как вес и габариты такого аппарата несоразмерно меньше предыдущих аналогов, а оборудование позволяет производить даже качественную сварку. для новичка в этом деле. «Полуавтоматический сварочный аппарат САИПА-220 в упаковке» Особое внимание производитель уделил безопасности и надежности аппарата. Специальные датчики контролируют температуру основного рабочего тела (трансформатора) и при приближении температуры нагрева к критической автоматически отключают питание.Оператору потребуется дать системе отдохнуть в течение нескольких минут, после чего устройство самостоятельно восстановит свою работоспособность. Момент перегрева отображается на панели управления в виде горящей лампочки аварийного индикатора.