Почему прилипают электроды при сварке инвертором
Содержание
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Использование электродов низкого качества также приводит к залипанию. Данный дефект исправить невозможно, поэтому при покупке расходного материала уделите особое внимание выбору производителя.
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы
. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги
.7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.
Дальнейшие действия приведут к залипанию кончика стержня.
Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.
3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.
5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
А о том как выбрать электроды для сварки читайте здесь.
Почему прилипает электрод при сварке инвертором: причины и пути решения
Достаточно часто начинающие сварщики сталкиваются с проблемой залипания электрода. В данном обзоре мы рассмотрим причины прилипания электрода во время сварки и найдем простые решения этой проблемы. В дальнейшем вы сможете избегать подобной неприятности и сведете к минимуму затраты сил и времени для сварки.
Покрытия электродов: какие бывают
Для понимания проблемы, почему расходник прилипает, нужно рассмотреть типы покрытий электродов. Чаще всего на рынке встречаются изделия с рутиловым и основным покрытием. На практике разница в использовании этих обработок существенная.
Основное покрытие применяется для создания ровного шва. Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Электроды с основным покрытием способны гарантировать создание прочного шва, который будет стойким к коррозии, различным нагрузкам. Даже если готовое металлическое изделие нужно будет эксплуатировать при низких температурах, это будет доступно с созданием шва электродом с основным покрытием. Перед использованием проводника рекомендовано прокалывание. Не забывайте о зачистке металлического основания и устранении грязи.
Проводники с рутиловым покрытием чаще используются новичками, поскольку ими просто варить. С их помощью реально создавать прочные соединения даже на загрязненном основании. Если есть возможность очистить металл, выполните это, но даже в противном случае можно будет сделать надежное соединение.
Рутиловые расходники предназначены для сварки постоянным или переменным током. В работе образуется мало грязи, поэтому они популярны в кругах сварщиков. При выборе типа покрытия важно определиться с параметрами будущего шва. Например, к характеристикам относят допустимую силу разрыва, предельную текучесть, показатели вязкости и другие параметры.
ТОП-5 причин, почему прилипает электрод при сварке
Эксперты выделяют ряд основных причин, которые приводят к прилипанию электрода:
- Нарушение условий эксплуатации и хранения электродов. Нельзя допускать повышение влажности электрода. Поскольку они обработаны специальной обмазкой, при воздействии влаги электроды способны потерять свои свойства. Именно поэтому нельзя оставлять их без упаковки и допускать проникновение влаги. В результате нарушение правил хранения приводит к залипанию.
- Ошибки производства или плохое качество. Если в процесс изготовления были нарушены какие-либо правила, это может привести к деформации и низкому качеству изделия. Избегайте кустарных производителей.
 Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию.
Не стоит гнаться за низкой ценой в ущерб качеству, от которого зависит не только благополучие процесса сварки, но и надежность конструкции. Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию. - Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
- Загрязненная поверхность деталей. При подготовке к сварке важно помнить о необходимости очистки поверхности материала от ржавчины, грязи и других загрязнений. Если упустить этот момент, есть вероятность низкого контакта электрода и металла. Следовательно, дуга быстро тухнет, и вы не можете добиться желаемого соединения. В итоге, вы начинаете поджигать электрод по несколько раз, что приводит к залипанию наконечника.
- Неправильное поджигание. Типичная ошибка среди новичков. Вы можете слишком долго удерживать кончик электрода у металлической детали. В результате образовываются высокие температуры, которые практически припаивают электрод.
Какие электроды использовать, чтобы избежать прилипания
Если вы хотите избежать прилипания электрода при сварке инвертором, рассмотрим базовые рекомендации специалистов. Главное правило – электроды должны быть для работы с постоянным током.
Если вы не хотите допустить прилипания электрода, не экономьте на расходных материалах. Выбирайте проверенных производителей, продукцию которых вы уже тестировали. Электрлды должны соответствовать ГОСТу или другим международным стандартам, демонстрируя высокое качество и долговечность.
Если вы хотите научиться правильно пользоваться сварочным инвертором, изучите технологию поджигания и удерживания дуги. Теоретическая база поможет вам избежать типичных ошибок, которые приводят к созданию некрасивого шва неправильного диаметра.
Неправильное хранение и почему прилипает электрод при сварке
Каждый сварщик должен соблюдать правила хранения электродов. Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Они обозначены производителем на упаковке. Главные требования – температура и влажность. Что касается крупных поставщиков, они чаще всего выполняют эти требования. Кустарные реализаторы не сильно акцентируют на этом внимание, поэтому уже в продажу электроды могут поступить негодными.
Электроды должны быть доступными к использованию в соответствии со сроком годности. В противном случае обсыпается поверхностная смазка. Чаще всего страдает наконечник, который отвечает за качество сварки. Такие электроды обязательно залипнут. Важно знать, что после вскрытия упаковки по истечению 8-10 часов рекомендовано дополнительно просушить расходник. Это снизит риски негативного воздействия повышенной влажности. При просушке влага испаряется, и электроды восстанавливают свои свойства.
Почему при сварке инвертором может залипать некачественный электрод?
В поиске причины прилипания электрода вы можете перебрать все варианты. Но, достаточно часто сварщики сталкиваются с элементарным некачественным расходником. Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
Даже если вы правильно установите режим сварке, выполните все условия хранения, низкокачественные электроды будут прилипать. Исправить это невозможно, поэтому при выборе расходного материала уделите должное внимание выбору производителя.
На рынке могут предлагать подделки под именем брендов. Единственный способ предотвратить покупку таких электродов – проверка документации. Если вы покупаете изделия для создания прочных швов в конструкциях, за целостность и безопасность которых несете ответственность, обязательно проверяйте соответствие ГОСТу.
Чтобы убедиться, что на наконечнике присутствует смазка, можно бросить плашмя электрод с высоты около 2-х метров. Если виден скол обмазки, это свидетельствует о низком качестве. Такие электроды не стоит применять при сварке инвертором.
Отсыревшие электроды – еще одна преграда для создания прочного шва. Высокая влажность нарушает стабильность соединения. Поскольку дуга получается короткой, вам придется прижимать проводник к металлическому основанию. Следовательно, произойдет прилипание электрода. А со временем на поверхности шва образуются трещины.
Следовательно, произойдет прилипание электрода. А со временем на поверхности шва образуются трещины.
Прилипание электродов и обзор неисправностей сварочного аппарата
Если в ходе сварки электрод при сварке инвертором прилипает, важно понимать, почему это происходит, и как устранить неисправности. Если сварочный аппарат находится на гарантии, правильнее будет обратиться в сервис обслуживания. Самостоятельно чинить аппарат не специалисты не советуют, поскольку для понимания причины неполадки нужен многолетний опыт в сварке.
Если поломки некритичные, можно попробовать устранить их самостоятельно. Например, кустарные производители могут оборудовать сварочное непрочными проводами, из-за чего сварочное будет работать неисправно, и вы не сможете соединить металлические детали.
Чтобы определить, какая часть сварочного вышла из строя, визуально определите перегоревшие элементы, с трещинами или потемневшие. Для замены конкретной детали получите нужную информацию из маркировки.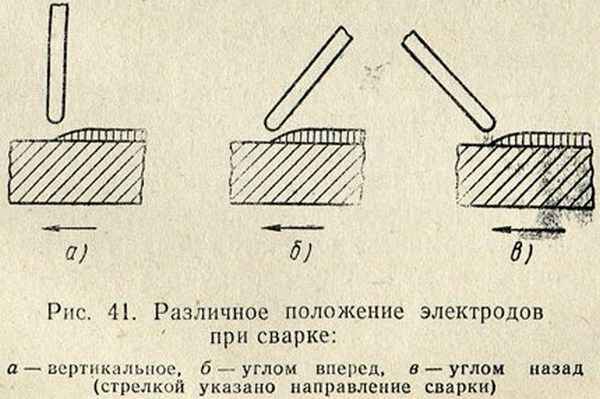 Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если вы воспользуетесь таблицей ГОСТа или международных документов, сможете правильно подобрать деталь.
Если визуальной оценки недостаточно, воспользуйтесь мультиметром. Это устройство для диагностики сварочного оборудования. Протестируйте на исправность плату и транзисторы. На плате вы можете обнаружить перегоревшие участки. Если такие прослеживаются, их нужно заменить. Если перегорели перемычки, можно их напаять заново. Если есть гарь на плате, воспользуйтесь канцелярским ластиком для ее устранения.
Иногда в сварочном аппарате ломаются диодные мосты, расположенные на радиаторе. Несмотря на их прочность и надежное крепление бывают поломки. Для тестирования диодного моста придется отпаять провода и снять его с платы, проводя мультиметр. Таким образом, вы и обнаружите неисправный диод. Если выполнение вышеописанных действий не дадут нужного результата, лучше обратиться к специалисту.
Как подготовить электроды, чтобы избежать прилипания?
Если вы используете проводники, которые хранились в герметичной упаковке, можете их использовать. При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
При соблюдении технологии и правил сварки, можно избежать прилипания. Если герметичность была нарушена и электроды хранились не более 10-ти часов, тогда лучше дополнительно просушить обмазку. Производители указывают допустимые показатели влажности, которых вам нужно придерживаться. Поскольку процент влажности дома вы никак не сможете измерить, просушка не будет лишней.
Прокалка проводников производится при температуре до 400 градусов. Тип электрода определяет температурный режим. Информацию можно найти с маркировки. В печи не рекомендуют прогревать, поскольку нельзя обеспечить равномерный прогрев и соблюдение температур. Всего можно делать до 3-х прогревов. После этого расходники нельзя использовать для сварки инвертором.
Сила тока и неисправности аппарата
При неправильном определении допустимой силы тока электрод может прилипать к основанию. Для предотвращения такой проблемы научитесь пользоваться таблицами определения силы тока в зависимости от диаметра электрода. Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Кончик электрода не должен слишком погружаться в сварочную ванну, что приводит к залипанию. Однако иногда теоретической базы будет недостаточно для создания аккуратного шва. Именно поэтому поможет только практика.
Изначально вы можете бояться увеличения тока из-за рисков образования дыр. По этой причине стык может не провариваться, из-за чего происходит прилипание.
Как предотвратить прилипание сварочного стержня к металлу
Это обязательно произойдет! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с каждым. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вот кратко, почему…
Стержень для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки.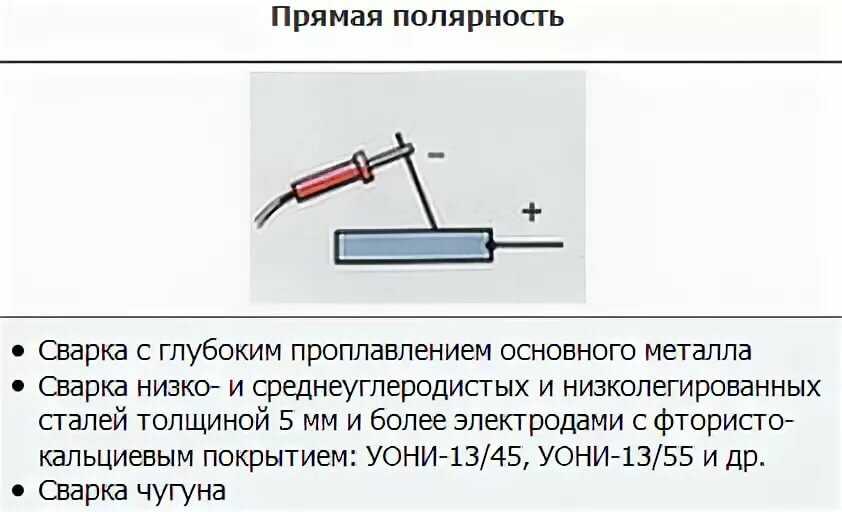 Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.
Многие люди думают, что дуговая сварка металлическим электродом (SMAW) или «стержневая» сварка получила свое название из-за формы электрода, похожей на палку. Но это называется « сварка стержнем », так как многие новички приклеивают сварочный стержень к основному металлу в процессе обучения. Иногда это делают даже профессионалы. Так что если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильной технике сварки, чтобы предотвратить прилипание электрода к металлу.
Итак, приступим.
Как зажечь дугу: простой способ
Сварка электродом считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему.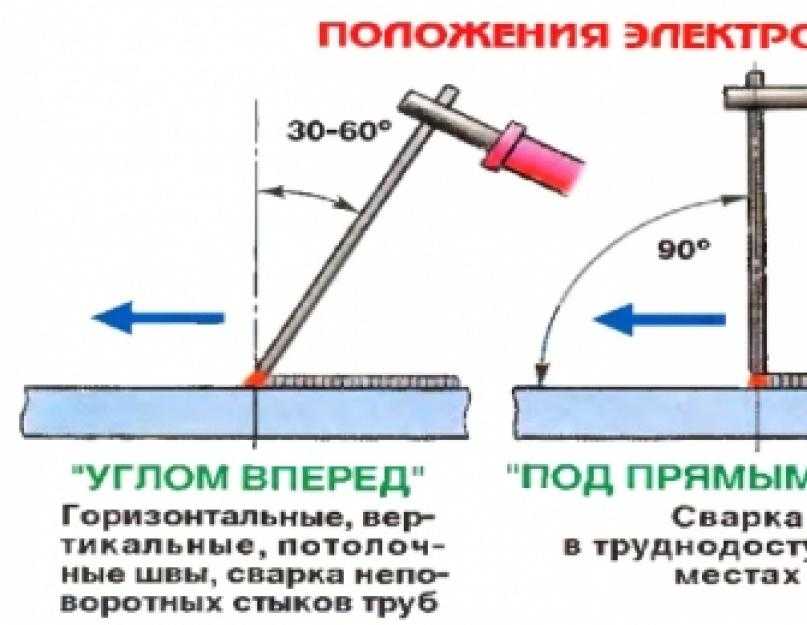 Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Теперь есть два способа зажечь дугу.
- Техника начала с нуля (Самый простой способ для новичка)
- Метод постукивания (Высокие шансы застрять в металле).
Для быстрого старта я рекомендую попрактиковаться в Технике начала с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы впервые зажечь дугу,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Держите стержень (примерно на 1 см) выше примерно в дюйме от начальной точки, наклонив его в направлении, в котором будет происходить сварка.
- Аккуратно поскребите конец стержня по основному металлу. Не тыкать!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная ванна не начнет сварку вдоль стыка.

Это требует времени, чтобы освоить. Главное, что нужно помнить, это попытаться сбалансировать скорость движения, угол и длину дуги после удара по дуге. Точно так же, если вы вытянете удилище слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к накоплению материала на кончике электрода. Разумнее всего будет просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев наконечник о шероховатую поверхность после остывания.
Почему сварочный пруток прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь снять этот идеальный сварной шов, но он просто испорчен брызгами вокруг из-за того, что стержень прилипал к металлу.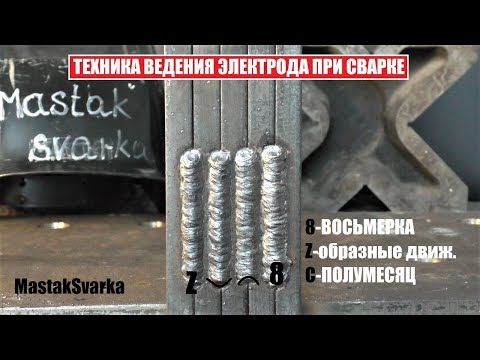 Итак, вот 6 причин, почему именно это продолжает происходить.
Итак, вот 6 причин, почему именно это продолжает происходить.
1. Настройки низкого тока
Как я упоминал ранее, сварочный пруток прилипает к металлу в основном из-за низкого значения подаваемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
2. Низкое напряжение холостого хода
Зажечь дугу становится довольно сложно, если OCV (напряжение холостого хода) вашего аппарата слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, залипнете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникать из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюса также может привести к проблемам с прилипанием. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
4. Короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, становится трудно зажечь дугу. Даже если вам удастся поддерживать дугу, сварочный электрод будет время от времени прилипать к основному металлу. Мы можем объяснить это с помощью закона Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
6. Неправильный выбор электрода
Сварочные электроды бывают различных типов, каждый из которых имеет свои области применения и преимущества. Некоторые стержни работают только на постоянном токе, в то время как другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с залипанием электрода. Допустим, вы используете 5/64-дюймовый стержень E6013 с правильным значением силы тока, но ваш присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий 1/16-дюймовый стержень E6013.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного электрода, и это должно быть очень неприятно для вас.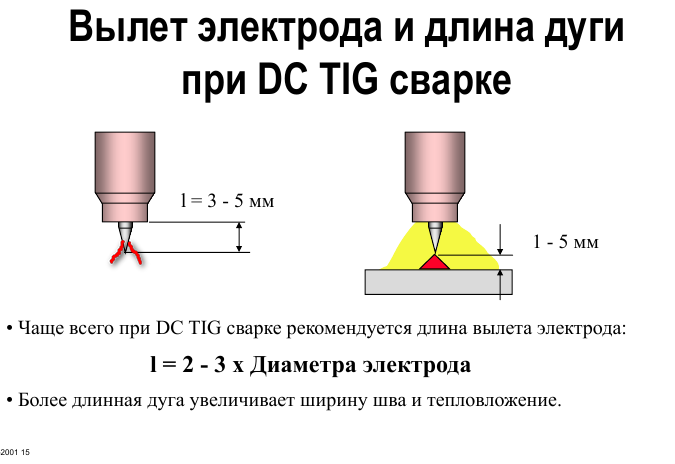
Что делать, если сварочный стержень прилип к металлу?
Не нужно паниковать, если сварочный стержень прилип к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, отрежьте стержень до места, где флюс отвалился, используя пару плоскогубцев, и вы снова готовы к работе.
Теперь пришло время узнать несколько полезных советов по сварке электродом, которые помогут вам предотвратить проблемы с прилипанием сварочного электрода.
Оставайтесь на борту.
Советы, как избежать прилипания сварочного электрода к металлу
Мы обсудили причины, по которым это происходит. Теперь поговорим о том, как этого не допустить.
Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Различные типы электродных стержней предназначены для работы при различных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока для электродуговой сварки подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщины.
Stick Welding DC Таблица силы тока для различных электродных стержнейКак видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его расплавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете немного увеличить ток выше диапазона, чтобы убедиться, что стержень не прилипает к металлу. Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком высок. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком высок. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я видел на днях на веб-сайте мельников. Он называется Сварочный калькулятор . Когда вы укажете материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Содержите электрод и поверхность в чистоте при использовании стержня соответствующего размера
Прежде чем приступить к работе, убедитесь, что ваши электроды не изношены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает со стержня, качество плохое, и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего размера обеспечивают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Перед сваркой обязательно удалите с поверхности металла ржавчину, влагу, масло и любые другие загрязнения. Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
3. Старайтесь обеспечить хорошее заземление
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас надежное заземление. Ищите любые трещины в заземляющем проводе. Если клеммные соединения слишком заржавели, отрежьте провод с обоих концов и выполните новые соединения.
Важно помнить, что вы также должны убедиться, что все сварочные провода подключены правильно, в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги.
При зажигании дуги чаще возникают проблемы с залипанием электрода. Требуются недели или месяцы практики, чтобы научиться правильному зажиганию дуги. Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте подходящую длину дуги
После того, как вам удалось поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между кончиком стержня и основным металлом. Старайтесь держать расстояние коротким, но следите за тем, чтобы не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, иначе металл будет разбрызгиваться повсюду.
Общее эмпирическое правило: длина дуги никогда не должна превышать диаметр металлического сердечника электрода.
6. Держите угол и скорость перемещения на соответствующем уровне
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного электрода) в правой руке, поставьте левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость движения, это уменьшит проходку, а если вы снизите скорость, то обеспечите неглубокое глубокое проникновение. Поэтому старайтесь соблюдать баланс между ними для качественной обработки сварного шва.
7. Выберите подходящий электрод
Толстые электроды трудно держать, и они с большей вероятностью прилипают. Если вы новичок, я бы посоветовал начать с тонкого сварочного электрода 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные электроды в сухом месте.
Если вы используете только электроды E6013 или E6011, вам не нужно особо беспокоиться об их хранении. Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество. Храните их в сухих печах, где вы можете поддерживать температуру 200-400 градусов по Фаренгейту.
Итого
Как я упоминал выше, наиболее распространенной причиной проблем с залипанием сварочного электрода является низкое значение силы тока. Выполнение вышеупомянутых простых приемов очень поможет вам в вашем опыте сварки.
Но имейте в виду, что практика – это то, что делает сварку электродом идеальной. Так что, ребята, ТРЕНИРУЙТЕСЬ! УПРАЖНЯТЬСЯ! и ПРАКТИКА!
Почему сварочные стержни продолжают прилипать? И что с этим делать – WeldPundit
Всем, кто начинает сварку электродами (SMAW), приходится нелегко, поскольку сварочные электроды (или стержни) часто прилипают к заготовке.
Заедание штока происходит при попытке зажечь дугу и, в меньшей степени, при спуске борта. Даже опытные сварщики время от времени втыкают стержни. Так почему же сварочные стержни прилипают к основному металлу?
Сварочный стержень прилипает, потому что температура дуги недостаточно высока, чтобы предотвратить сплавление между расплавленным стержнем и сварочной ванной. Основными причинами являются низкие настройки силы тока или слишком короткая длина дуги.
Прочитав эту статью WeldPundit, вы узнаете, как справиться с этой проблемой и предотвратить ее.
Содержание
- По каким причинам электроды привариваются к основному металлу?
- Что делать, если заедает сварочный стержень?
- Как предотвратить прилипание сварочной проволоки?
- Как починить кончик застрявшего сварочного стержня?
- Заключение
По каким причинам электроды привариваются к основному металлу?
- Во-первых, установка низкой силы тока на сварочном аппарате.
- Слишком короткое расстояние между стержнем и заготовкой. Как при поджигании дуги, так и при спуске бусины.
- Сварочный аппарат не поддерживает стержни, которыми вы пытаетесь сваривать. Например, вы используете удилища только для постоянного тока с коробкой переменного тока.
- Стержни имеют проблемы с флюсом, например, трещины или недостающие детали.
- В сварочной цепи протекает нестабильный ток, который вы не обнаружили. Без надежного потока электричества дуга будет нестабильной, тепло будет колебаться, а стержень залипнет.
- Заготовка холодная. Стержень чаще заедает, когда вы впервые зажигаете дугу, потому что и основной металл, и стержень холодные. Но даже временная и слабая дуга может расплавить стержень и основной металл ровно настолько, чтобы сплавить их.

Когда сварочный ток слишком мал
Сначала несколько слов о дуге, плазменном газе и тепле.
Сварочная дуга представляет собой непрерывный электрический ток, проходящий через зазор между сварочным стержнем и заготовкой.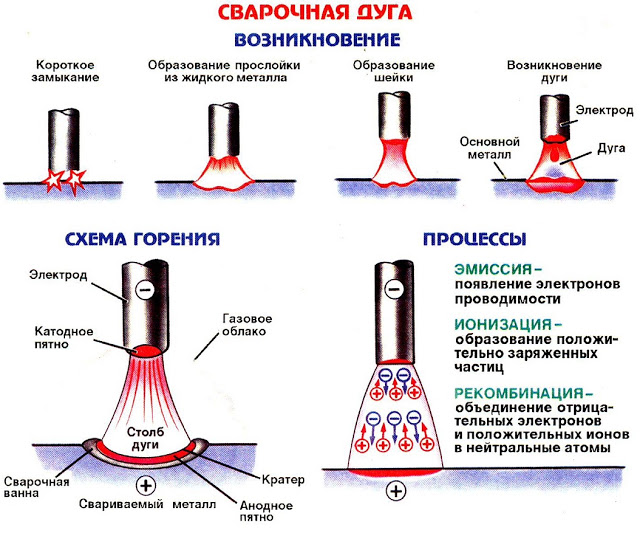
Перед созданием дуги обычный воздух заполняет зазор, который является плохим проводником электрического тока.
Когда вы зажигаете дугу, температура воздуха повышается настолько, что она разрушается.
Этот новый газ называется плазменный газ и является отличным проводником для прохождения тока через зазор с постоянной скоростью.
Плазмообразующий газ дает высокое сопротивление току, проходящему через него. Высокое сопротивление выделяет большое количество тепла , которое поднимает температуру достаточно высоко, чтобы пройти точку плавления основного металла.
Температура плазменного газа SMAW составляет около 6500°F (3600°C) в зависимости от диаметра стержня, состава флюса и силы тока.
Эта температура намного выше температуры плавления всех металлов, а их сплавы, например, мягкая сталь имеют температуру плавления около 2700°F (1500°C).
Если сила тока, установленная на сварочном аппарате, ниже необходимой, через плазмообразующий газ проходит недостаточный ток. В результате плазмообразующий газ не может выделять достаточно тепла, чтобы удерживать наконечник стержня и ванну в непрерывном жидком состоянии.
В результате плазмообразующий газ не может выделять достаточно тепла, чтобы удерживать наконечник стержня и ванну в непрерывном жидком состоянии.
Низкая сила тока является наиболее распространенным и легко поддающимся коррекции фактором, вызывающим прилипание сварочного электрода.
Когда длина дуги слишком мала
Сначала несколько слов о длине дуги и напряжении на дуге.
Длина дуги — это расстояние между стержнем и основным металлом. Длина дуги зависит от диаметра проволоки стержня. Для стабильной и производительной дуги и плазмообразующего газа эта длина должна быть постоянной и не превышать диаметр проволоки стержня.
Напряжение дуги — напряжение дуги. Аппарат для сварки электродов устанавливает напряжение дуги в зависимости от диаметра проволоки стержня. Напряжение дуги относительно низкое, между 17-35В.
В то время как сварочный аппарат устанавливает напряжение дуги, вы можете косвенно изменить его, изменив длину дуги. Если длина дуги уменьшается, напряжение дуги также уменьшается.
Если длина дуги уменьшается, напряжение дуги также уменьшается.
Так устроены сварочные аппараты для стержневой сварки. Если длина дуги изменяется, они сохраняют относительно постоянный ток и изменяют напряжение дуги. За такое поведение они называются источниками питания постоянного тока (CC).
Напряжение дуги влияет на температуру плазмообразующего газа. Чем ниже напряжение, тем ниже температура.
Для каждого диаметра проволоки требуется определенная длина дуги, чтобы поддерживать стабильную дугу.
Так что же происходит, когда длина дуги слишком мала?
- Когда длина дуги сокращается, сила тока остается примерно неизменной, но напряжение дуги уменьшается. В результате общее количество тепла (вольт*ампер) падает. Чем ниже температура, тем выше риск заклинивания удилища.
- Кроме того, по мере сокращения длины дуги температура плазмы падает. После определенного момента плазма снова превращается в обычный воздух. Без плазмы нет тепла, а расплавленные металлы затвердевают в одно мгновение.
- Если вы нажмете на стержень слишком сильно и фактически коснетесь основного металла, дуга и плазма вообще не будут существовать.

Результат – прилипание стержней к основному металлу, разочарование и задержки. Многие называют этот процесс сваркой стержнем не из-за формы стержня, а потому, что он так часто прилипает.
Что делать, если залипает сварочный стержень?
Когда сварочный стержень прилипает к основному металлу, первое, что нужно сделать, это скрутить его и отломить. Если это не сработает, отсоедините стержень от электрододержателя. Наконец, можно выключить сварочный аппарат.
Если сварочный стержень заедает, а у вас более старый сварочный аппарат, короткое замыкание приведет к перегреву стержня и к нагрузке на аппарат. В более новых инверторных сварочных аппаратах есть компоненты, которые обнаруживают залипание стержня и останавливают ток.
Первое, что приходит на ум, это повернуть сварочный стержень, чтобы освободить его. Иногда этого может быть достаточно, но часто слияние оказывается слишком сильным. Если вы приложите много усилий, чтобы скрутить стержень, вы нарушите поток вокруг наконечника.
Иногда этого может быть достаточно, но часто слияние оказывается слишком сильным. Если вы приложите много усилий, чтобы скрутить стержень, вы нарушите поток вокруг наконечника.
Другой способ — освободить удилище, нажав на уровень жала. Таким образом, вы можете удалить его, не сильно повредив флюс на наконечнике. Однако между стержнем и жалом возникнет мгновенная дуга, которая оставит на жале шрам.
Вы всегда можете отключить питание, если это более удобно. Однако не выдергивайте вилку из розетки, так как охлаждающий вентилятор остановится до того, как охладится сварочный аппарат.
Когда сварочный стержень создает дугу, даже на несколько секунд, он сильно нагревается. Если стержень заклинит, он перегреется. Кроме того, стержень будет оставаться горячим в течение длительного времени после этого.
По этой причине, прежде чем вырвать стержень, необходимо немного подождать и снять его в сварочных перчатках. Использование плоскогубцев может повредить флюс.
После этого вы используете новое удилище или подправляете кончик предыдущего и пробуете снова.
Как предотвратить прилипание сварочной проволоки?
Теперь лучшая часть статьи о том, что можно сделать, чтобы уменьшить вероятность застревания удилища.
1. Установите правильную силу тока
Большинство сварщиков стараются избежать контакта электрода с заготовкой, используя более длинную дугу. Но именно нехватка силы тока отвечает за эту проблему.
Первое и самое важное — установить на сварочном аппарате силу тока выше. Высокая сила тока устранит большинство проблем с залипанием стержня.
Все стержни имеют диапазон силы тока в зависимости от их типа и диаметра проволоки.
В зависимости от толщины заготовки следует установить максимально возможную силу тока. Буквально за шаг до того, как вы столкнетесь с дефектами от него, такими как продувание или коробление заготовки.
Когда вы устанавливаете достаточно высокую силу тока, первое, на что следует обратить внимание, это то, что стержень не так сильно прилипает к заготовке, когда вы зажигаете дугу.
При работе с буртиком с высокой силой тока, правильным углом и скоростью перемещения стержень не будет заедать, даже если вы сократите длину дуги. Это даст вам достаточно времени, чтобы скорректировать длину дуги.
Ваш сварочный аппарат может выдавать меньшую силу тока, чем указано. Если вы подозреваете что-то подобное, вы можете проверить это с помощью амперметра. В противном случае, если у вас нет амперметра, доверьтесь своему суждению и установите более высокую силу тока.
2. Используйте правильную технику зажигания дуги и запуска валика
Чтобы зажечь дугу, достаточно слегка поцарапать или постучать по стержню. Затем сразу же поднимите его на небольшое расстояние. Если вы задержитесь с этим, у дуги не останется промежутка, чтобы создать достаточно плазменного газа и стабилизироваться. В результате тепла вам хватит только на то, чтобы воткнуть удилище.
При поджигании дуги новым стержнем она на полную длину. Каждое движение ваших рук будет вызывать вибрацию кончика удилища. Вибрации сделают зажигание дуги более жестким и повысят риск заедания стержня.
Вибрации сделают зажигание дуги более жестким и повысят риск заедания стержня.
Чтобы уменьшить вибрацию удилища, вы можете
- Держите жало обеими руками близко к телу.
- Положите свободную руку под локоть основной руки.
- Вы можете удерживать электрод посередине, чтобы стабилизировать его, пока не зажжете дугу. Всегда в сухих и толстых сварочных перчатках.
Когда вы запускаете бусину, вы должны сосредоточиться и поддерживать короткую и постоянную длину дуги. У вас должны быть устойчивые руки и хорошая зрительно-моторная координация. Для их приобретения требуется много часов сварки.
Скорость сварки тоже имеет значение. Если слишком быстро, вы продвинете стержень мимо теплой ванны в холодную заготовку, после чего стержень застрянет.
3. Проверьте протекание тока в сварочном контуре
Необходимо обеспечить надежное протекание тока в сварочном контуре для предотвращения заедания электрода. Чаще всего плохое соединение рабочего зажима (или заземляющего зажима) с основным металлом вызывает нестабильное протекание тока.
- Многие новые сварочные аппараты поставляются с дешевыми и маленькими рабочими зажимами, которые не обеспечивают надежного соединения и не могут обеспечить постоянный ток. Заменить рабочий зажим на более качественный легко и дешево.
- Правильное подключение зажима также важно. Любая грязь на заготовке действует как изоляция и препятствует правильному прохождению электричества. Убедитесь, что вы подсоединили рабочий зажим к оголенному металлу.
- Кроме того, проверьте наличие неплотных соединений между проводами, жалом, рабочим зажимом и блоком питания.
4. Проверьте качество сварочных прутков
Электроды, с которыми вы работаете, должны быть в хорошем состоянии.
- Флюс мог впитать влагу из воздуха. Если вы видите обесцвеченный флюс или он откалывается при обращении со стержнями, выбросьте их и приобретите новые.
- Флюс может иметь трещины из-за неправильного обращения. Трещины не позволяют флюсу хорошо работать. Дуга будет нестабильной и неправильно направленной. В результате стержень будет прилипать.
- Стержень может иметь ржавчину на конце, который соединяется с жалом. Ржавчина повлияет на электрическую проводимость, что приведет к неисправности дуги и застреванию стержня.
 Дуга будет нестабильной и неправильно направленной. В результате стержень будет прилипать.
Дуга будет нестабильной и неправильно направленной. В результате стержень будет прилипать.Поэтому убедитесь, что вы используете сварочные прутки в приемлемом состоянии и правильно храните электроды.
5. Проверьте кончик сварочного стержня перед зажиганием дуги
Электрод E6013 с поврежденным наконечникомПеред зажиганием дуги необходимо убедиться, что кончик стержня ровный. Проволока и флюс должны быть на одном уровне. Если флюс не покроет проволоку полностью и равномерно, стержень будет прилипать как сумасшедший.
Наконечник стержня может быть неровным из-за неправильного хранения, неправильного обращения или из-за того, что электрод застрял и выкрутился. Вы должны либо использовать новое удилище, либо исправить наконечник бывшего в употреблении.
6. Избегайте несовместимости стержня со сварочным аппаратом
Какими бы навыками сварки вы ни обладали, если вы по незнанию попытаетесь сварить стержнем, который сварочный аппарат не может сжечь, он прилипнет.
- Возможно, ваш сварочный аппарат не выдает достаточного напряжения холостого хода (OCV) (Википедия) для таких стержней, как E7018. OCV — это напряжение между жалом и заготовкой до зажигания дуги.
- Небольшие инверторные сварочные аппараты не имеют компонентов, достаточно прочных для работы с целлюлозными электродами, такими как E6010.
- Если вы попытаетесь использовать неправильный тип тока или полярность, стержень заклинит, например, если вы используете стержень постоянного тока E6010 со сварочным аппаратом переменного тока.
- Возможно, ваш сварочный аппарат оснащен устройством понижения напряжения (VRD), которое может вызвать проблемы с зажиганием дуги.
Вот статья Weldpundit о выборе правильного сварочного электрода.
7. Предварительный нагрев основного металла
Когда вы пытаетесь зажечь дугу на большой холодной заготовке, тепло быстро рассеивается, не оставляя достаточного количества тепла для поддержания дуги.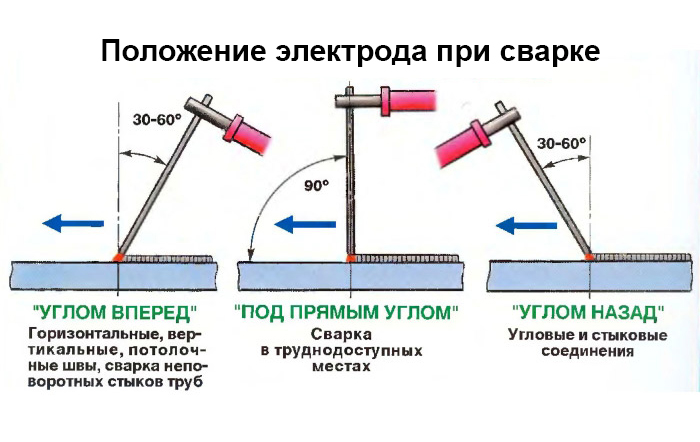
Если предварительно нагреть заготовку в том месте, где будет зажигаться дуга, вероятность прилипания стержня уменьшается.
8. Используйте инверторный сварочный аппарат с защитой от прилипания
Современные инверторные сварочные аппараты включают высокотехнологичные компоненты, которые обнаруживают и предотвращают прилипание стержня или контролируют побочные эффекты прилипания стержня. Эти особенности:
- Горячий старт увеличивает силу тока при поджигании дуги, чтобы генерировать больше тепла и предотвратить прилипание стержня.
- Сила дуги увеличивает силу тока, если вы укорачиваете длину дуги во время спуска буртика и предотвращает заедание стержня.
- Anti Stick определяет, когда стержень прилипает к основному металлу, и останавливает ток. Anti stick предотвращает перегрев стержня и блока питания.
Эти функции полезны, если вы новичок, но ограничат ваши навыки, если вам когда-нибудь понадобится сваривать без них.
Уже есть руководство по горячему пуску, форсированию дуги и антипригарной сварке электродом, если вы хотите узнать о них больше.
Как починить кончик застрявшего сварочного стержня?
Если вы приклеили стержень к заготовке, а затем сняли его, вы увидите, что флюс вокруг кончика стержня поврежден. Поток будет неравномерным и оставит провод открытым. Если вы попытаетесь перезапустить дугу, у вас возникнут серьезные проблемы с залипанием штока.
Электрод E6013 с поврежденным наконечникомКроме того, будет меньше защитных газов для предотвращения реакции расплавленного металла с воздухом. Это приведет к таким дефектам, как пористость в начальной части валика.
Если вы хотите сохранить и зафиксировать стержень, вы можете сделать это с помощью различных инструментов, таких как угловая шлифовальная машина, пока проволока и флюс не будут на одном уровне. Однако есть лучший способ сделать это:
- Возьмите какой-нибудь ненужный вам металлолом и зажгите на нем дугу.
- Зажгите дугу и удерживайте стержень длинной дугой перпендикулярно заготовке в течение нескольких секунд.
- Длительное горение дуги расплавит проволоку до тех пор, пока она не окажется внутри флюса, устраняющего основную проблему.
- Наконец, вы царапаете излишки флюса напильником или кусочком наждачной бумаги, пока флюс не достигнет провода.

Корректировка наконечника не дает идеальных результатов, но дугу заводить достаточно легко.
Заключение
Прилипание стержня является одной из распространенных проблем при сварке электродами. Причина номер один – сварка с малой силой тока.
После этого не поддерживать постоянную длину дуги и использовать плохие стержни или стержни, не подходящие для вашего сварочного аппарата.
Другие статьи Weldpundit
Легко или сложно научиться сварке электродом? И сколько времени это занимает.
Можно ли приклеивать тонкий металл? И как это сделать.