Тиристорная схема регулятора тока для сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.
Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Вернуться к оглавлению
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций.![]()
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Вернуться к оглавлению
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением.![]()
Вернуться к оглавлению
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Вернуться к оглавлению
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться.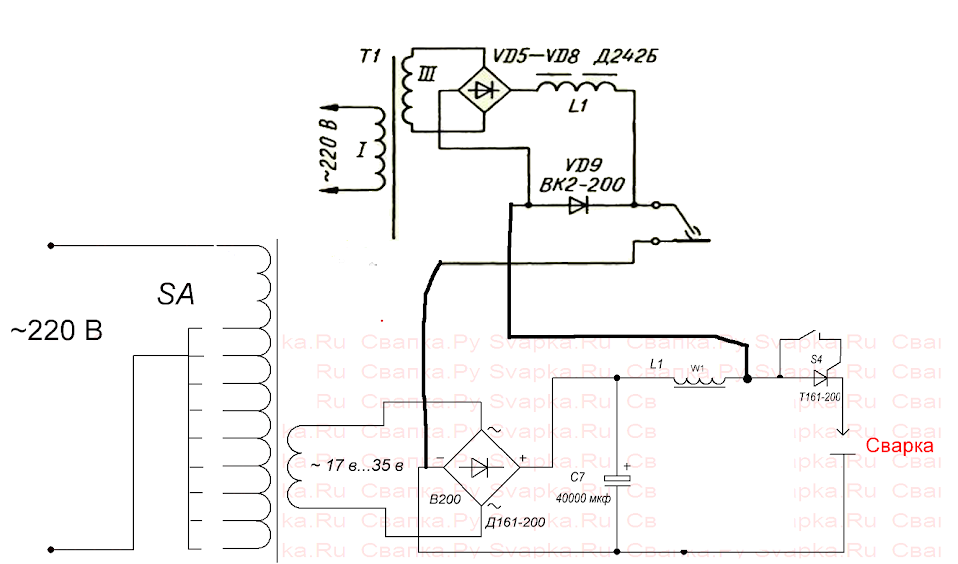 Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Вернуться к оглавлению
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис.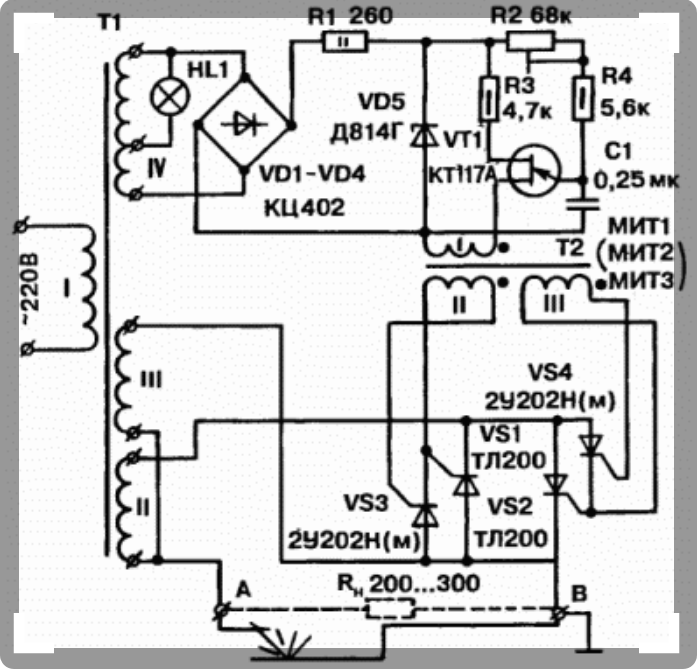 1.
1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Вернуться к оглавлению
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.


К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15оС).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
Регулятор тока для сварочного аппарата
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
При помощи специальных регуляторов:
- Настраивается рабочий ток,
- Меняется магнитный поток.
Поэтому регулятор тока для сварочного аппарата выполняет важную функцию и в качестве основных методов регулировки используют: магнитное шунтирование, подвижность обмоток, а так же дроссели разных видов.
Способы регулировки параметров сварки
Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока.
Но есть недостатки в этом методе, которые заключаются в минимальных диапазонах регулировки. И придется делать приличные габариты регулирующего устройства, чтобы выдерживать серьезные электрические перегрузки. Также предстоит пользоваться мощными переключателями, способными выдерживать большие токи.
Вторичная обмотка принимает значительно большие нагрузки, чем вторичная обмотка, поэтому это приспособление быстро изнашивается. Для улучшения показателей подобной конструкции применяются тиристоры, которые интегрируются в первичную обмотку.
С помощью такого прибора осуществляется настройка сварочного аппарата, причем делать это очень просто. Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства.
Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства.
Схема регулятора тока для сварочного агрегата
Тиристоры в устройстве устанавливаются параллельно, так что они открываются при помощи тока, который создается двумя транзисторами. Когда регулятор включается в схему, тиристоры находятся в закрытом состоянии, а заряд принимают конденсаторы благодаря переменному сопротивлению.
И при достижении конденсатором определенного напряжения происходит движение тока разряда. После транзистора происходит открытие тиристора, подключающего нагрузку.
Меняя сопротивление резистора, будет можно осуществлять регулировку подключения тиристоров. В связи с этим происходит изменение общего тока на изначальной трансформаторной обмотке.
Чтобы добиться увеличения или снижения диапазона регулировки, меняется сопротивление резистора в нужном направлении. Если нет в наличии транзисторов, допустимым условием является применение динисторов.
Схема регулятора с динисторами и транзисторами
Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов.
Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками.
Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением.
Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным.
Необходимо предусмотреть изоляцию всех деталей, участвующих в схеме, от корпуса, так как возможны короткие замыкания и увеличение температуры.
 Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства.
Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства.Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать.
Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима.
Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
5.2 Источники питания постоянного тока
Источники питания для дуговой сварки предназначены для получения на выходе почти постоянного тока или почти постоянного напряжения. Дополнительную информацию об источниках постоянного напряжения см. в главе 7. На рис. 5-2 показана типичная вольт-амперная кривая для источника питания постоянного тока. Обратите внимание на относительно крутой наклон или «провисание» этой кривой. Сварочные аппараты с крутой кривой вольт-ампер известны как аппараты с кривой спада или спада.
в главе 7. На рис. 5-2 показана типичная вольт-амперная кривая для источника питания постоянного тока. Обратите внимание на относительно крутой наклон или «провисание» этой кривой. Сварочные аппараты с крутой кривой вольт-ампер известны как аппараты с кривой спада или спада.
Напряжение дуги зависит от размера или длины дугового промежутка. Изучая Рисунок 5-2, вы видите круто наклонную кривую вольт-ампер A на виде слева. Напряжение холостого хода или напряжение без сварки установлено на 80 В.
Когда сварщик зажигает дугу и удерживает ее на определенной длине дуги, сварочное напряжение или напряжение замкнутой цепи отображается как 20 В. Эта длина дуги дает 135А. См. кривую A на Рисунке 5-2. Если сварщик отодвигает электрод от основного металла, длина дуги увеличивается, а напряжение возрастает с 20 до 25 В. Это увеличение напряжения на 25%. Это изменение напряжения вызывает уменьшение сварочного тока. Сварочный ток снижается со 135А до 126А. Это снижение всего на 6,7%.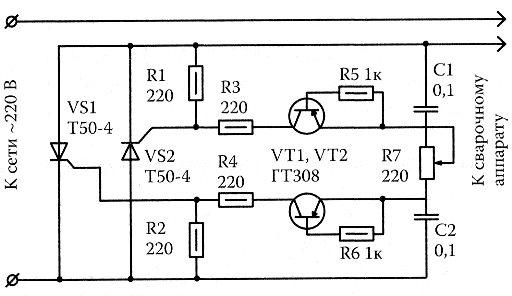 При большом изменении напряжения происходит лишь небольшое изменение тока, и качество сварки сохраняется. Ток в этой машине, хотя и несколько меняется, считается постоянным.
При большом изменении напряжения происходит лишь небольшое изменение тока, и качество сварки сохраняется. Ток в этой машине, хотя и несколько меняется, считается постоянным.
При ручной дуговой сварке необходим источник постоянного тока. Двумя процессами ручной дуговой сварки являются дуговая сварка защитным металлом (SMAW) и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). Информация о GTAW будет рассмотрена в Главе 7.
Другой источник питания имеет напряжение холостого хода 50 В. Вольт-амперная кривая для этой машины показана как кривая B на рисунке 5-2 справа. Такое же изменение сварочного напряжения на 20–25 В приведет к падению тока со 143 А до 124 А или на 13,3 %. Эта более медленная кривая вольт-ампер на выходе вызывает большее изменение силы тока при таком же небольшом изменении напряжения. Сварщик может захотеть иметь эту более медленную (более пологую) выходную вольт-амперную кривую.
При более плоском наклоне выходного сигнала сварщик может контролировать расплавленную сварочную ванну и скорость плавления электрода, внося небольшие изменения в длину дуги. Контроль расплавленной сварочной ванны и скорости плавления электрода наиболее важен при сварке в горизонтальном, вертикальном и потолочном положениях.
Контроль расплавленной сварочной ванны и скорости плавления электрода наиболее важен при сварке в горизонтальном, вертикальном и потолочном положениях.
Когда сварщик меняет диапазон тока для аппарата, меняется и вольт-амперная кривая. Напряжение холостого хода не меняется, но изменяется максимальный ток. По мере уменьшения максимального тока, как показано на кривых C и D, регулирование сварочного тока еще меньше зависит от изменения длины дуги.
5.2.1 Источники питания переменного тока
Источники питания переменного тока (переменного тока) бывают трансформаторного или генераторного типа.
Источники питания трансформаторного типаЦелью трансформатора, используемого в сварочном аппарате, является преобразование высоковольтного слаботочного электричества, подаваемого на выходе, в более низкое напряжение и более высокий ток, необходимые для сварки. Трансформаторы состоят из трех основных электрических компонентов. Это первичная обмотка, вторичная обмотка и железный сердечник. См. Рисунок 5-3.
Это первичная обмотка, вторичная обмотка и железный сердечник. См. Рисунок 5-3.
Когда по проводу течет ток, вокруг провода создается магнитное поле. Когда ток в проводе перестает течь, магнитное поле разрушается. В сварочном трансформаторе этот проводник с током намотан на многовитковую катушку. Чем больше витков, тем сильнее магнитное поле. Эта катушка провода называется первичной обмоткой или первичной обмоткой . Вторая катушка из более крупного провода с меньшим количеством витков размещается рядом с первичной катушкой. Это называется 9Вторичная обмотка 0024 или вторичная обмотка . Первичная обмотка и вторичная обмотка никак не связаны. Они представляют собой независимые витки проволоки, но расположены близко друг к другу.
В первичной обмотке используется более тонкий провод, чем во вторичной обмотке, поскольку первичная обмотка пропускает меньший ток. В первичной обмотке витков намного больше, чем во вторичной. Когда трансформатор имеет больше витков в первичной обмотке, чем во вторичной, он снижает напряжение и увеличивает силу тока от первичной к вторичной цепи. Этот тип трансформатора называется понижающий трансформатор . Понижающий трансформатор снижает (понижает) напряжение, а увеличивает ток.
Когда трансформатор имеет больше витков в первичной обмотке, чем во вторичной, он снижает напряжение и увеличивает силу тока от первичной к вторичной цепи. Этот тип трансформатора называется понижающий трансформатор . Понижающий трансформатор снижает (понижает) напряжение, а увеличивает ток.
Чтобы вызвать протекание тока во вторичной обмотке, в первичной обмотке пропускается переменный ток. По мере прохождения тока создается магнитное поле. Ток мгновенно прекращается, когда переменный ток меняет направление в первичной цепи. Когда ток прекращается, магнитное поле схлопывается и проходит через вторичную обмотку. Этот обвал поля индуцирует (создает) ток во вторичной обмотке в одном направлении. Ток в первичной обмотке начинает течь в обратном направлении. Он создает магнитное поле и разрушается, когда ток снова перестает менять направление. Разрушающееся магнитное поле первичной обмотки снова проходит через вторичную обмотку. Индуцируется ток в обратном направлении. Процесс наведения тока во вторичной обмотке происходит со скоростью 120 раз в секунду, создавая переменный ток.
Процесс наведения тока во вторичной обмотке происходит со скоростью 120 раз в секунду, создавая переменный ток.
Многослойный железный сердечник используется в качестве центра как для первичной, так и для вторичной обмоток. Его цель состоит в том, чтобы удерживать магнитное поле от блуждания слишком далеко от обмоток. Если первичная и вторичная обмотки отодвинуты друг от друга, величина тока, наведенного во вторичную обмотку, уменьшится, поскольку вторичную обмотку пересекает меньшая часть магнитного поля.
Что такое сварочный трансформатор?
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
На рис. 1 показано типичное подключение сварочного аппарата для дуговой сварки в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и вывод на электрододержатель со вторичной стороны трансформатора.
Рис. 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0016 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода намотаны на железный сердечник, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4. Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0016 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мосте для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мосте для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора.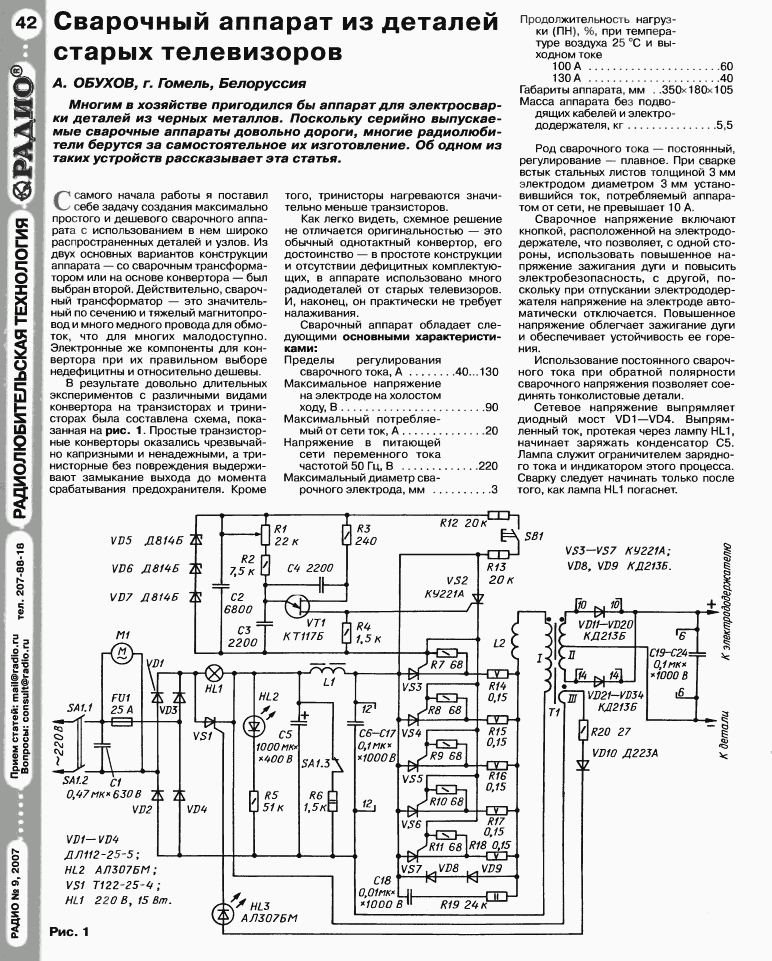 На рис. 7 показано, как технология инвертора работает внутри источника питания.
На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема инверторной технологии
Инверсионная технология противоположна выпрямлению, процесс инверсии преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный переменный ток, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.