предназначение, характеристики, прокалка и т. д.
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg)
УОНИ-13/55.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве — любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий — основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э — электрод для дуговой сварки.
- 50 — временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А — место соединения обладает пластичностью и ударной вязкостью.
- УОНИ — марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 — разновидность изделия.
- СМ-4,0 — изготовлен из сварочной проволоки диаметром 4 мм.
- У — предназначен для соединения заготовок из углеродистой стали.
- Д — толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л — легированная сталь.
- Т — термостойкая.
- В — высоколегированная.
- Н — предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С — средняя по толщине обмазка.
- М — тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
13/45
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.

УОНИ-13/45.
13/55
Свариваемый материал — высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
13/65
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.

УОНИ-13/65
13/85
Самая дорогая разновидность. Предназначена для работ с легированной сталью.

13/85
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.

Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
- 2-3 мм — 35 см;
- 4-5 мм — 45 см.
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
- Материал сильно коробится.
- Возрастает количество брызг.
- Металл активно испаряется.
- Усложняется контроль сварочной ванны.
- Металл вытекает (вертикальные и потолочные швы).
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
| Диаметр электрода, мм | Положение сварочного шва | ||
| горизонтальное | вертикальное | потолочное | |
2 | 40-50 | 35-55 | 35-55 |
2,5 | 50-70 | 40-65 | 40-65 |
3 | 80-100 | 70-90 | 70-90 |
4 | 130-210 | 130-140 | 130-140 |
5 | 180-210 | 160-180 | — |
Для расходников некоторых производителей, например, Лосиновского завода, ампераж немного занижают.
Количество в 1 кг
Зависит от диаметра, мм:
- 2 — 100 шт.
- 2,5 — 55-58 шт.
- 3 — 38 шт.
- 4 — 16 шт.
- 5 — 10 шт.
Масса 1 изделия соответственно равна: 10, 17-18, 26-27, 59-61 и 95 г.
.jpg)
Упаковка 5 кг.
Плюсы и минусы
Востребованность электродов УОНИ объясняется такими достоинствами:
- Производят надежный, пластичный шов с высокой ударной вязкостью. При соблюдении технологии брак отсутствует.
- Не требуют применения защитного газа.
- В сравнении с некоторыми аналогами расход на 10-15% ниже. Объясняется присутствием в обмазке железного порошка, восполняющего потери металла на брызги и выгорание.
Отмечают следующие недостатки:
- Изделие требует от сварщика профессионализма. Начинающему сложно к нему приспособиться.
- Детали необходимо тщательно готовить. При наличии грязи, влаги или следов коррозии качественный шов не получится. Поэтому для наружных работ (вне цеха) изделия этой марки не подходят.
- Не способны работать на переменном напряжении.
Таким образом, электроды УОНИ являются узкоспециализированными.

Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду — положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода. Тот подбирается с учетом толщины соединяемых деталей.
- Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.
- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
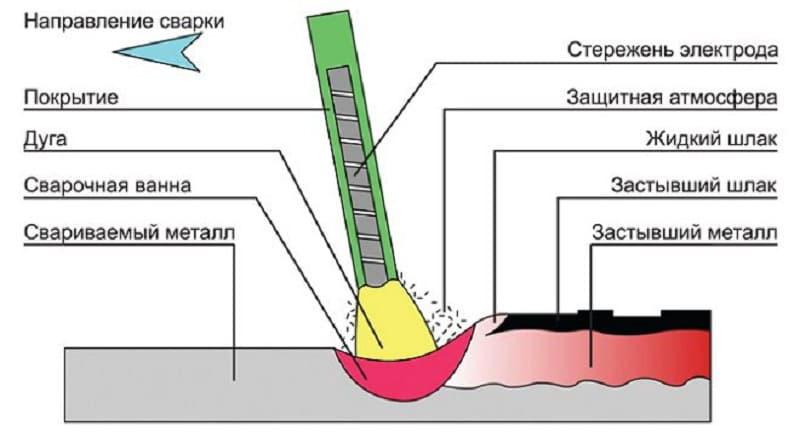
Схема направления сварки.
Грамотные условия хранения
Электроды содержат в сухом отапливаемом помещении. Относительная влажность — ниже 50%.
Место хранения не должно находиться под прямыми лучами солнца.
Во избежание конденсации влаги на изделиях рекомендуют не допускать перепадов температуры и ее снижения за отметку +15°С.
Если после вскрытия герметичной упаковки были израсходованы не все электроды, оставшиеся перекладывают в специальный утепленный пенал.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
их свойства и характеристики, сфера применения, плюсы и минусы
Электроды, о которых пойдёт речь, легко можно встретить во множестве торговых точек. Продавцы предпочитают именно УОНИ среди всех похожих товаров.
Существует не один вид этой марки, есть отдельные версии, специализированные под разные металлы.
В чём отличие этих разновидностей? Как их хранить? На эти вопросы мы и ответим.
Содержание статьиПоказать
Общая информация
Если вам необходим высокий уровень качества швов при выполнении дуговой ручной сварки, тогда электроды УОНИ вам подойдут.
Для того чтобы выполнять по-настоящему добротный шов с применением технологии РДС, необходим большой опыт, как в самой работе, так и в подборе электродов. Это вам скажет любой мастер.
В чём отличие от остальных марок? Для хорошего функционирования нужно установить обратную полярность, затем использовать постоянный ток. Температура сварки при этом не так уж важна.
Следующее отличие это то, что УОНИ предназначены для тех людей, которые практикуют сварку не первый день. Совсем новичкам, которые занимаются сваркой относительно недавно, не удастся выполнить хороший шов с первого раза.
Нужно объективно оценить свой уровень подготовки, чтобы впоследствии не было никаких проблем.
Также стержни различаются своим диаметром. Наиболее ходовые среди потребителей это диаметры в три миллиметра и в четыре. Большинство деталей вы сварите именно с такими видами.
Только каждый из них предназначен для разного металла. В следующей главе мы расскажем об этом подробнее.Те кто использует марку УОНИ, могли заметить что существует несколько числовых обозначений. Например, 13/45 или 13/55. В чём отличие? Их структура довольно похожа, на самом деле.
Разновидности

Существует четыре вида электродов УОНИ:
Модель 13/45 используется для деталей из стали. Состав стали в то же время не так уж важен, он может быть любой. Вы можете работать с литьём при помощи этих электродов.
Швы, которые получаются при работе с данным электродом, очень прочны и пластичны. В состав входят такие элементы как молибден и никель. Этим может похвастаться не каждый вид.
Электрод 13/55 предназначен для варки низколегированной высокоуглеродистой стали. Пространственное положение для варки может быть любым. Исключением является положение сверху-вниз.
Дуга горит неустойчиво из-за основного покрытия. Но шов всё же выходит качественным и выделяется наличием стойкости к трещинам.
13/65 вам пригодится для более ответственной работы. Поэтому новичкам с ним работать не желательно. Так же как и с предыдущим, с ним можно варить в любом пространственном положении.
А качество шва выделяется своим наиболее высоким качеством, среди прочих моделей.
УОНИ 13/85 оправдан только для сверхпрочной легированной стали. Кроме этого отличий у данной модификации нет. Можно работать в любом пространственном положении.
Хранение

Высокий уровень качества швов зависит не только от самих электродов и опыта мастера в варке металла. Немаловажную составляющую вносит и умение хранить стержни.
Для хранения электродов необходимо оборудовать отдельное помещение, в котором можно было бы содержать инструмент длительное время. Важное условие для подобного помещения это сухой воздух.
Температуру необходимо держать на стабильном уровне. Более приемлемое значение – 15 градусов. Для таких условий обычно используют систему кондиционирования.
Если вы планируете производить хранение в подвале или гараже, позаботьтесь о гидроизоляции. Излишняя влага может навредить электродам. Подобные условия создать может быть сложно на дому. Как можно сэкономить на хранении?
Постараться держать электроды всегда в отапливаемом помещении. Если хранение происходит в гараже, то на зиму желательно забирать электроды в дом. Склад должен быть всегда тёмным и сухим.
Освободите для этих целей верхние полки шкафа, или же антресоль. Если есть возможность провести отопление в гараж, то стоит положить инструменты в специальный футляр. Его можно изготовить на дому, взяв соответствующую трубу из пластика.
Категорически запрещается хранить на земле и в траве. Не важно, хранятся ли они в коробке, или лежат снаружи. Коробка не самое хорошее место для хранения. Она хрупкая и ненадёжная. Упаковку можно использовать только при транспортировке.
Если стержни пропитались влагой, необходимо прокалить их с помощью электропечи, держать в таком состоянии один час. Электроды начали крошиться? Тут уже ничего не поделаешь. Запомните правила для хранения и соблюдайте их внимательно.
Итоги и выводы
На этом всё. Мы рассказали далеко не обо всём. Например, как происходит варка и расшифровка электродов. Но это большие темы, которые заслуживают отдельных статей.
Мы дали лишь основную информацию о товарах УОНИ для того, чтобы вам стало проще выбрать нужные вам стержни. Не забывайте просить всю нужную документацию, когда будете подбирать инструменты.
А что вы знаете об электродах марки УОНИ? Использовали ли вы их когда-нибудь? С какими моделями вам доводилось работать? Делитесь этими историями в комментариях. Продуктивности в работе!
технические характеристики, расшифровка маркировки, расход
Сварочные работы зачастую выполняются на предприятиях, а также в домашнем обиходе. Сложность работ зависит от характеристик используемого сварочного аппарата, других инструментов. При домашнем использовании не возможен процесс сварки без инвертора. Плавка металла происходит путем использования элементов плавления, от качества которых напрямую зависит процесс работ. Наиболее распространенные электроды УОНИ 13/55 позволяют создавать прочные соединения, способны варить различные марки металлов.
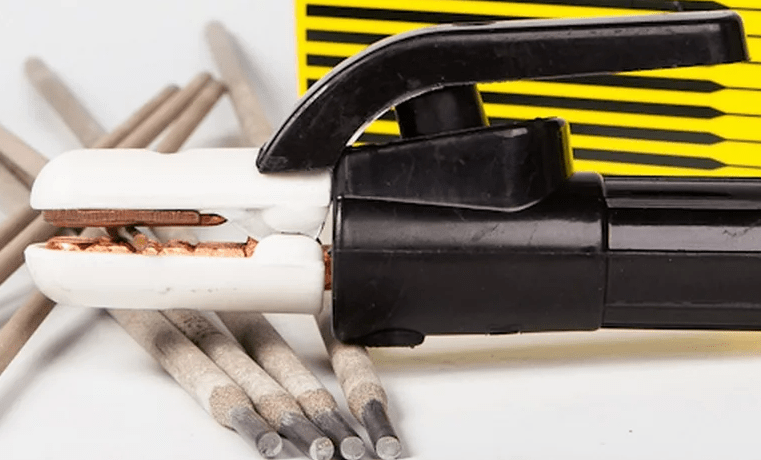
 Электроды УОНИ 13/55
Электроды УОНИ 13/55Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

Электроды УОНИ
При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.

Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Скачать ГОСТ 9466-75

Хранение электродов
Расшифровки маркирования
Различные модификации могут ввести неопытного мастера в заблуждение при покупке сварочных элементов. Маркировкой описывается допустимые к работе материалы, метод сварки, состав стержня. К примеру возможно рассмотреть товар под наименованием Э50А-УОНИ-13/55-4.0-УД.

Расшифровка маркировки электродов УОНИ
Заглавная буква «Э» обозначает сокращение от слова электрод. Процесс использования подразумевается путем ручной дуговой сварки. Следующие цифры обозначают пределы прочности соединения, подразделяется на удельную и силу растяжения. Буква «А» проставляется для обозначения шва, как стойкого к ударным нагрузкам и пластичного соединения. Диаметр электрода УОНИ указывается после номера, что означает 4.0.
В конце маркировки проставляется обозначение материалов, к которым применяется сварочный элемент.
Буквой «У» указывается, что данный тип электродов используется для углеродистой стали. Существуют разные обозначения стали, к которым применяются сварочные изделия:
- Т – производится сварка с термостойкими металлами;
- В — используются при процессах с высоколегированными сталями;
- Н – обозначает процесс ремонтных работ с использованием наплавки материала;
- Л – применяется к легированным сталям.
Заключает обозначение соотношения и диаметр покрытия к стержню. Буква «Д» означает слой обмазки толстого типа, тонкое покрытие – «М», средняя указывается буквой «С». Размеры стержня, в частности его длина, зависят от диаметра. Толщина изделия составляет 2 мм, тогда длина будет не более 30 см. В случаях диаметра 4 мм, длина изделия 450 мм в соответствии описанных стандартов и ГОСТов. Преимуществом электродов УОНИ 13/55 является возможность при работе с вертикальными, потолочными и горизонтальными швами.
Бывалые сварщики советуют использовать к применению разные токи, это позволяет подобрать правильную настройку для качественного соединения новичкам. Также стоит приобрести по несколько комплектов коробок от разных изготовителей, чтобы найти наилучший вариант. Прокалка изделия – обязательная процедура, которой не нужно пренебрегать, способ сварки короткой дугой, опираясь на обмазку, позволит быстро освоить работу.
Какие бывают электроды марки УОНИ? Статья для новичков
Время чтения: ≈5 минут
Среди большого разнообразия электродов на прилавках магазинов особой популярностью пользуется марка УОНИ. Она стоит особняком среди всех остальных марок. Производители предлагают несколько разновидностей этой марки, чтобы вы могли выполнить сварку любых металлов.

В этой статье мы расскажем, чем отличаются электроды УОНИ друг от друга и как правильно хранить их.
Содержание статьи
Общая информация
Электроды для сварки марки УОНИ — это отличный выбор для тех, кому важно высокое качество швов при ручной дуговой сварке. Любой профессионал скажет вам, что для выполнения по-настоящему качественного и эстетичного шва с применением технологии РДС нужно очень много практиковаться и подбирать правильные электроды. Марка УОНИ отлично подходит для этих целей.
Какие есть особенности у данной марки? Во-первых, для работы с такими электродами необходимо установить обратную полярность и использовать постоянный ток. При этом совершенно неважно, при каких температурах проходит сварка, это не имеет значения.

Во-вторых, электроды УОНИ все-таки предназначены для практикующих сварщиков. Если вы новичок, то вряд и сможете с первого (и даже с пятого) раза выполнить качественный шов. Это нужно учитывать заранее и трезво оценивать свои навыки.
Электроды УОНИ выпускаются с различным диаметром. Самые популярные диаметры — 3 мм и 4 мм. С помощью таких электродов можно сварить большинство деталей.
Читайте также: Выбор марки электродов для РДС
Наверняка вы замечали, что марка УОНИ может иметь разное числовое обозначение. Например, УОНИ 13/45 или УОНИ 13/55. Чем они отличаются? На самом деле, их состав очень схож. Но предназначены они для сварки разных металлов. Далее мы подробно рассказываем, для чего предназначена та или иная разновидность марки УОНИ.
Разновидности
Электроды марки УОНИ бывают четырех типов:
Электроды УОНИ 13 45 можно использовать для сварки стальных деталей. Варить можно любую сталь с любым составом. Также такие электроды подходят для работы с литьем. Получаемые швы отличаются особой прочностью и пластичностью. В отличие от других типов УОНИ в состав 13/45 входит молибден и никель.
Сварочные электроды УОНИ 13 55 — хороший выбор, если вы варите низколегированную высокоуглеродистую сталь. Варить можно в любом пространственном положении. Исключение — сварка сверху-вниз при стандартных настройках (обратная полярность + постоянный ток). Покрытие основное, поэтому дуга горит не очень устойчиво (по сравнению с рутиловым покрытием). Но несмотря на это шов получается вполне качественным, отличается особой стойкостью к образованию трещин.
Скорее всего, вы не будете варить электродами УОНИ 13/65, если вы новичок. А все потому, что они предназначены для работы с особо ответственными конструкциями. Можно варить во всех пространственных положениях. При этом качество шва все-таки лучше, чем у остальных разновидностей электродов УОНИ.
Сварка электродами УОНИ 13/85 оправдана только при работе со сверхпрочной легированной сталью. В остальных случаях эти электроды не будут ничем отличаться от остальных. Возможна сварка в любых пространственных положениях.
Хранение
Чтобы получить хорошее качество шва недостаточно знать, как выбрать электроды и как варить ими металл. Необходимо также правильно хранить стержни.
В идеале электроды должны храниться в отдельно оборудованном помещении, специально предназначенном для длительного содержания. В таком помещении должен быть сухой воздух и отопление. Температура воздуха не должна колебаться, оптимальное значение — +15 градусов. Чтобы добиться таких условий, необходимо использовать систему кондиционирования.
Если помещение находится под землей, то необходимо сделать качественную гидроизоляцию. Чтобы лишняя влага не проникала на склад. Но мы все понимаем, что добиться таких условий в гараже или в квартире практически невозможно. Так как добиться хорошего хранения без больших затрат?
Прежде всего, постарайтесь хранить электроды в постоянно отапливаемом помещении. Если вы на зиму закрываете гараж и не бываете в нем до весны, то лучше забрать электроды домой и хранить их в темном сухом месте. Пусть это будут антресоли и верхняя полка шкафа. Если у вас отапливаемый гараж, то позаботьтесь, чтобы электроды хранились в специальном футляре. Вы можете сделать его своими руками из куска пластиковой трубы небольшого диаметра.
Ни в коем случае не храните электроды на открытой земле или траве. Даже если у лежат в коробке. И вообще не воспринимайте коробку как место для хранения, они недолговечна и ненадежна. Упаковка предназначена только для транспортировки.
Если вы все-таки нарушили правила хранения и электроды напитались влагой, то прокалите их в электропечи в течении часа. Если электроды крошатся, то с этим ничего не сделаешь. Перечитайте правила хранения и не допускайте ошибок.
Вместо заключения
Вот и все, что мы хотели рассказать вам о марке УОНИ. Да, мы многие темы не затронули. Например, не рассказали, как выполняется расшифровка электродов и как ими варить. Но это темы для отдельной статьи. А в рамках этого небольшого материала мы хотели дать общее представление о марке УОНИ, чтобы вы могли выбрать для себя подходящие электроды. Перед покупкой обязательно попросите у продавца сертификат качества.
Вы когда-нибудь использовали в своей практике электроды УОНИ? Если да, то какие именно? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для сварки – от сварочных аппаратов различной конструкции и принципа работы до расходников. Подобный ассортимент обоснован, прежде всего, стремлением сделать результат работ максимально качественным независимо от используемых материалов и условий работы специалиста.
Сварочные электроды УОНИ среди всего этого разнообразия выделяются огромным спросом, так как используются в наиболее частом методе работы – ручной дуговой сварке.

Значение названия
Название УОНИ-13 является ничем иным как аббревиатурой предприятия, разработавшего обмазку электродов и выпустившего продукцию в широкое производство. Ее расшифровка – «Универсальная обмазка НИИ №13».
Для современного потребителя подобная маркировка может выглядеть достаточно странной, однако изобретение было запущено в массы еще в 1940-х годах в СССР. Оно оказалось настолько удачным, что с незначительными изменениями используется до сих пор.
Изменения, по большей части, коснулись лишь стандартов, регламентирующих производство.
УОНИ или УОНИИ?
В продаже можно встретить изделия с обоими вариантами маркировки. Фактически, они имеют одинаковое предназначение, но существенно отличаются ценой и качеством. Чем обоснована такая необычная ситуация?
Возвращаясь к вопросу об используемых государственных стандартах, стоит отметить, что основным документом в данном случае выступает ГОСТ 9466-75. Обе вышеотмеченные разновидности продукции полностью отвечают ему, однако электроды УОНИИ проходят дополнительную аттестацию НАКС.
НАКС – это Национальное агентство контроля сварки, которое разработало и выпустило дополнительные руководящие документы – РД 03-613-03. Их можно считать полноценным дополнением к существующему ГОСТ, которое существенно ужесточает требования к применению сварочных материалов.
Таким образом, несмотря на соответствие ГОСТ, электроды УОНИ 13 являются менее качественными, чем изделия с маркировкой УОНИИ, и, как следствие, дают не такой выдающийся результат при работе.
Отличить изделия можно по маркировке на коробке.

Марки и использование
Все электроды УОНИ используются для ручной дуговой сварки, но подразделяются на несколько марок, отличающихся маркировкой и предназначением:
- Электроды УОНИ 13/45 используются для сварки поковок и литых деталей, так как они обеспечивают неплохую вязкость и пластичность шва. В составе обмазки присутствует никель и молибден.
- 13/55 содержат в составе фосфор, кремний, углерод, серу и марганец и в основном применяются для монтажа проката и деталей из низколегированных и высокоуглеродистых сталей. Формируемый ими сварной шов отличается высокой прочностью и стойкостью к растрескиванию. Отличительная особенность – не работают в перевернутом состоянии.
- 13/65 являются наиболее универсальной маркой, позволяющей производить широкий спектр работ по сварке стальных конструкций, обеспечивая достаточно высокое качество шва. Работают во всех пространственных положениях.
- 13/85 используются для работ с участием деталей из легированных марок стали повышенной прочности. Отлично работают во всех положениях и обеспечивают чрезвычайно прочное соединение, из-за чего применяются при монтаже ответственных конструкций.
Общие преимущества

В целом, электроды УОНИ-13, несмотря на определенные различия между марками, имеют ряд весомых преимуществ.
- они отлично показывают себя при работе в отрицательных температурах,
- обеспечивают плотный шов с хорошими механическими характеристиками,
- образуемое соединение хорошо противостоит вибрациям, ударным нагрузкам и перепадам температур,
- сами электроды обеспечивают легкое начальное зажигание и стабильное горение дуги,
- при высокой квалификации рабочего разбрызгивание металла сведено к минимуму,
- шлаковая корка легко счищается с получаемого шва.
Все эти преимущества делают их одними из самых удобных и эффективных в работе, чем и обосновывается их высокая популярность.
Электроды УОНИ 13 55: что нужно знать новичку?
У сварщиков широкой популярностью пользуются электроды УОНИ от брендов «Хобэкс», «ЭСАБ-СВЭЛ», Monolith, Плазма, Мост и других. Эти электроды гарантируют прочность и устойчивость сваренных конструкций – при условии, что некоторые навыки сваривания вы уже имеете. Давайте рассмотрим подробнее, в чем преимущества марки УОНИ 13 55 и что нужно знать перед тем, как их приобрести.
Содержание статьи
Расшифровка электродов
Название этих электродов для сварки произошло от аббревиатуры УОНИ-13, которая обозначала запатентованное в 1940 году покрытие для электродов. Расшифровывается она так:
У –универсальная,
О – обмазка,
Н – научного,
И – института,
13 — № 13.
 электроды УОНИ 13 55
электроды УОНИ 13 55Что примечательно, ГОСТ 9466 – 75 предписывал использование немного другого сокращения – УОНИИ-13 («универсальная обмазка научно-исследовательского института № 13). В настоящее время на пачках с этими расходными материалами может быть указана любая из этих аббревиатур, но в документах всегда пишется УОНИИ.
Производитель обычно указывает на упаковках УОНИ 13 55 следующий шифр: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60. Это значит, что продукция представляет собой электрод для дуговой сварки, сварной шов будет иметь прочность минимум 50 кгс на мм2 и обладать пластическими свойствами, марка изделия — УОНИ 13/55 СМ, диаметр составляет 4 мм, сваривать можно углеродистые и низкоуглеродистые стали, покрытие электрода толстое, товар стандартизирован по ГОСТу с номером 9467, утвержденному в 1960 году.
 расшифровка маркировки
расшифровка маркировкиВ зависимости от типа электродов марки УОНИ, маркировка может изменяться. Например, диаметр может быть 2 мм, 2,5 мм, 3 мм или 5 мм, временное сопротивление разрыву- э42, э46, э50 и т.д, модификации представлены 55к, 55р , 55у и т.д.
Все о маркировке электродов вы можете прочесть здесь.
Назначение электродов УОНИ 13 55
 сварка с помощью УОНИ Монолит
сварка с помощью УОНИ МонолитСварочные электроды УОНИ 13 55 подходят для ручной сварки с помощью дуги. Сварка может производиться в потолочном, горизонтальном, нижнем, наклонном положениях, а также в вертикальном положении сверху вниз. Как указывалось выше, ими можно сваривать низколегированные и углеродосодержащие металлы. Сварочный шов получается износостойким и защищенным от коррозии. Карбонаты и фтористые соединения, из которых состоит обмазка электрода УОНИ, препятствуют образованию горячих трещин, придают шву пластичность и высокую ударную вязкость. Поэтому этот расходный материал используют при сварке толстого металла, исправлении дефектов литья, изготовлении деталей, которые могут выдержать высокое давление, низкие температуры и длительные нагрузки.
Электроды Монолит УОНИ широко используются и в судостроении.
Технические характеристики
Покрытие электродов марки УОНИ 13 55 основное. Стержни состоят из сварочной проволоки Св-08 или Св-08А. Соотношение веса электрода к весу наплавленного металла — 1,6 кг к 1 кг. Коэффициент наплавки — 9 г/А·ч. Наплав включает в себя углерод, серу, фосфор, марганец и кремний.
Основные механические свойства электрода УОНИ отражены в таблице.
 механические свойства УОНИ 13 55
механические свойства УОНИ 13 55Длина изделий составляет 350 мм при диаметре 2-3 мм и 450 мм при диаметре 4-5 мм. Вес электрода с диаметром 2 мм равен 10 г. Если диаметр – 2, 5 мм, 3 мм, 4 мм, 5 мм, то вес будет составлять 17-18 г, 26-27 г, 59-61 г, 95 г соответственно.
Расход электродов УОНИ по сравнению с электродами некоторых других марок ниже на 10-15%, потому что их покрытие содержит железный порошок, который компенсирует выгоревший или разбрызгавшийся во время сварки металл.
Отличие электродов УОНИ от МР
Часто новички задаются вопросом, что лучше – УОНИ 1355 или МР3. Спешим прояснить ситуацию.
Обе марки предназначены для соединения углеродистых и низкоуглеродистых сталей, разница только в характеристиках тока, необходимого для сварки. Электроды МР3 используются для сваривания любым видом тока, причем полярность не имеет значения.
УОНИ же могут качественно варить только при постоянном токе, полярность должна быть обратной. Постоянка не может в этом случае заменяться переменкой, иначе электрод будет прилипать, а сварочная дуга не будет гореть равномерно. Учитывая этот нюанс, вы можете избежать разбрызгивания металла и дефектов сварного шва.
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.
Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа.
[Всего: 0 Средний: 0/5]«Чем отличается электрод УОНИ-13 55 от МР?» – Яндекс.Кью
Все написанное списано с пачки электродов и из интернета. Авторы никогда не держали в руках сварочный держак. Читателя интересует совсем другое. Чем ПРАКТИЧЕСКИ отличается сварка тем и другим. Причем этот читатель — чайник или почти чайник. Сварщика-профи такие посты не интересуют, он все это лучше авторов знает .Итак: особенности сварки МР-3 и УОНИ 13-55.
МР-3. Преимущества.
- Легко зажигаются. Легкое зажигание дает возможность уменьшить ток, а, значит, и риск прожога тонкой детали.
- Зажигаются повторно (это дает возможность варить с отрывом ).
К длине дуги малокритичны.
- Довольно вязкая ванна, растекание мало. Впрочем, иногда это не достоинство, а недостаток.
- Действительно, требования к чистоте ниже. Но поры на грязных швах все равно будут, хоть и меньше, чем у УОНИ.
- Есть в продаже везде.
Недостатки:
- Обилие шлака. Шлак заслоняет ванну и затрудняет контроль растекания металла. В результате — под шлаком непровары.
- Шлак трудно отбивается, пластичен.
Итоги. Показания к применению. МР-3следует применять в следующих случаях:
- Вы полный чайник. В этом случае зажечь УОНИ на нормальном токе вы просто не сможете, а на повышенном — прожжете дыру.
- Поверхность сложная, детали не сопряжены.
- Поверхность грязная, а вычистить лень или невозможно (просто не подобраться).
- Вертикальный шов снизу вверх с отрывом. В этом случае новые порции металла укладывают на предыдущую полочку, уже слегка остывшую. Дуга легко зажигается, а вязкая ванна не дает растечься.
Особенности УОНИ:
Достоинства:
Мало шлака, он хрупкий, стекловидный и легко сбивается.
Отличное растекание, его хорошо видно.
Красивый, блестящий шов.
Недостатки:
Трудно зажигается, липнет.
Чувствителен к длине дуги, легко гаснет.
Ток повышенный, дуга горячая, прожоги весьма вероятны.
Требует хорошего сопряжения и чистки поверхностей.
Итоги. Показания к применению УОНИ.
1.Длинный, хорошо разделанный и чистый стык. Горизонтальный шов. Толстые детали.
- Достаточная квалификация.
Все это не касается прфессионалов, которые при желании могут и гвоздем вслепую варить. Это именно для владельцев загородных домов, дач, гаражей. Им эти пределы прочности шва до фени. Ну упадет забор. Подымем, подварим. Для них и пишу, на основании опыта. А передрать ТУ на электрод и выложить много ума не надо.
Ионно-селективные электроды Вопросы и ответы Инструментальные средства
Ионно-селективные электроды Вопросы и ответы
1. Что из следующего не является характеристикой ионоселективных электродов?
a) Он хрупкий
b) Прост в использовании
c) Доступен в различных размерах и формах
d) Он нечувствителен ко многим ионам
Ответ: a
Пояснение: Ионоселективный электрод прочная конструкция.Он очень селективен к определенному иону.
2. В стеклянном мембранном электроде стекло, содержащее 11% Na 2 O, 18% Al 2 O 3 , 71% SiO 2 , очень чувствительно к какому из следующих ионов?
a) Натрий
b) Водород
c) Азот
d) Хлор
Ответ: a
Пояснение: Стеклянный мембранный электрод, стекло, содержащее 11% Na 2 O, 18% Al 2 O 3 , 71% SiO 2 очень чувствителен к ионам натрия.Стеклянные электроды можно использовать для измерения различных ионов путем изменения состава стеклянной мембраны.
3. В жидком мембранном электроде жидкий ионообменник удерживается в пористом диске _____________
a) Твердый материал
b) Полупроницаемая мембрана
c) Гидрофобный материал
d) Водопоглощающий материал
Ответ: c
Пояснение: В жидком мембранном электроде жидкий ионообменник удерживается в пористом диске из гидрофобного материала.Это водоотталкивающий материал.
4. В последних жидкостных мембранных электродах пористая жидкая мембрана заменяется на что из следующего?
a) Поливинилхлорид
b) Полиакрилхлорид
c) Полиэфирная мембрана
d) Полиакриламид
Ответ: a
Пояснение: В последних жидкостных мембранных электродах пористая жидкая мембрана заменена поливиниловой. хлоридная мембрана. Измеренный потенциал является прямой мерой концентрации определенного иона.
5. Что из следующего используется в калиевом электроде в электродах с жидкой мембраной?
a) Иономицин
b) Валиномицин
c) Нонактин
d) Грамицидин
Ответ: b
Пояснение: Валиномицин используется в калиевом электроде в жидких мембранных электродах. Это карман в форме пончика, богатый электронами.
6. В твердотельных мембранах тела электродов сделаны из следующего?
a) Поливинилхлорид
b) Пластмасса
c) Полиэтилен
d) Тефлон
Ответ: d
Пояснение: В твердотельных мембранах тела электродов изготовлены из тефлона.Мембрана удерживается на месте с помощью эпоксидной смолы.
7. Что из перечисленного не является характеристикой ионоселективных электродов?
a) Простой в использовании
b) Недорогой
c) Узкий диапазон концентраций
d) Работает в широком диапазоне температур
Ответ: c
Пояснение: Ионоселективные электроды имеют широкий диапазон концентраций. Он очень селективен к определенному иону.
8.Ионоселективный электрод не зависит от цвета или мутности раствора.
a) Верно
b) Неверно
Ответ: a
Пояснение: Ионоселективный электрод не зависит от цвета или мутности раствора. Работает в широком диапазоне температур.
9. Что из следующего не является проблемой ионоселективных электродов?
a) Помехи с другими ионами
b) Выход зависит от ионной силы
c) Дрейф потенциала электрода во время последовательности измерений
d) Может измерять только положительные ионы
Ответ: d
Объяснение : Ионоселективные электроды могут измерять как положительные, так и отрицательные ионы.На него влияют помехи от других ионов.
10. Что из следующего является эффективной концентрацией, измеренной на головке электрода?
a) Коэффициент селективности
b) Ионная сила
c) Активность
d) Коэффициент активности
Ответ: c
Пояснение: Активность — это эффективная концентрация, измеренная на головке электрода. Концентрация отличается от деятельности.
11.В каком из следующих диапазонов всегда находится значение коэффициента активности?
a) Ноль
b) Менее нуля
c) Менее 1
d) Более 1
Ответ: c
Пояснение: Значение коэффициента активности всегда меньше 1 Это отношение активности к концентрации.
12. Что из следующего определяет соотношение между ионной силой и коэффициентом активности?
a) прямо пропорционально
b) обратно пропорционально
c) равно
d) нет особого отношения
Ответ: b
Пояснение: Коэффициент активности и ионная сила обратно пропорциональны друг другу.Если ионная сила увеличивается, значение активности уменьшается.
13. Разница между измеренной активностью и фактической концентрацией увеличивается при более высокой концентрации. Это утверждение верно или неверно?
a) Верно
b) Неверно
Ответ: a
Пояснение: Разница между измеренной активностью и фактической концентрацией увеличивается при более высокой концентрации. Точно так же он уменьшается при более низких концентрациях.
14. Ниже приводится схема жидкого мембранного электрода. Определите неотмеченный компонент.
a) Твердый материал
b) Полупроницаемая мембрана
c) Гидрофобный материал
d) Водопоглощающий материал
Ответ: c
Пояснение: Немаркированный компонент представляет собой пористый гидрофобный материал. В нем находится жидкостный ионный обменник.
15. Ионоселективные электроды имеют ________ линейный диапазон и _________ предел обнаружения, чем электрод pH.
a) Нижний, нижний
b) Нижний, высокий
c) Выше, нижний
d) Выше, высокий
Ответ: b
Пояснение: Ионоселективные электроды имеют более низкий линейный диапазон и более высокое обнаружение предел, чем электрод pH. Он эффективно работает с узким pH.
.Контролируемое и неконтролируемое обучение | Девин Сони 👑
Обучение с учителем
Обучение с учителем обычно выполняется в контексте классификации, когда мы хотим сопоставить ввод с метками вывода, или регрессии, когда мы хотим сопоставить ввод с непрерывным выводом. Общие алгоритмы контролируемого обучения включают логистическую регрессию, наивный байесовский анализ, вспомогательные векторные машины, искусственные нейронные сети и случайные леса. Как в регрессии, так и в классификации цель состоит в том, чтобы найти определенные отношения или структуру во входных данных, которые позволяют нам эффективно производить правильные выходные данные.Обратите внимание, что «правильный» вывод полностью определяется обучающими данными, поэтому, хотя у нас есть основная истина, которую наша модель будет считать истинной, это не означает, что метки данных всегда верны в реальных ситуациях. Шумные или неправильные метки данных явно снизят эффективность вашей модели.
При проведении обучения с учителем основными соображениями являются сложность модели и компромисс между смещением и дисперсией. Обратите внимание, что оба они взаимосвязаны.
Сложность модели — это сложность функции, которую вы пытаетесь изучить, — аналогично степени полинома.Правильный уровень сложности модели обычно определяется характером ваших обучающих данных. Если у вас небольшой объем данных или если ваши данные неравномерно распределены по различным возможным сценариям, вам следует выбрать модель низкой сложности. Это связано с тем, что модель высокой сложности превосходит , если используется для небольшого количества точек данных. Переобучение относится к обучению функции, которая очень хорошо соответствует вашим обучающим данным, но не обобщает на другие точки данных — другими словами, вы строго учитесь производить свои обучающие данные, не изучая фактическую тенденцию или структуру в данных, которые приводят к этому выходу.Представьте, что вы пытаетесь подогнать кривую между двумя точками. Теоретически вы можете использовать функцию любой степени, но на практике вы экономно добавляете сложность и выбираете линейную функцию.
Компромисс смещения и дисперсии также связан с обобщением модели. В любой модели существует баланс между смещением, которое представляет собой постоянный член ошибки, и дисперсией, которая представляет собой величину, на которую ошибка может варьироваться между разными обучающими наборами. Таким образом, модель с высоким смещением и низкой дисперсией будет моделью, которая постоянно ошибается в 20% случаев, тогда как модель с низким смещением и высокой дисперсией будет моделью, которая может ошибаться в любом месте от 5% до 50% времени, в зависимости от данные, используемые для его обучения.Обратите внимание, что смещение и дисперсия обычно движутся в противоположных направлениях друг к другу; увеличение смещения обычно приводит к снижению дисперсии, и наоборот. При создании вашей модели ваша конкретная проблема и характер ваших данных должны позволить вам принять обоснованное решение о том, где попасть в спектр смещения-дисперсии. Как правило, увеличение смещения (и уменьшение дисперсии) приводит к созданию моделей с относительно гарантированными базовыми уровнями производительности, что может иметь решающее значение для определенных задач. Кроме того, чтобы создавать модели, которые хорошо обобщаются, дисперсия вашей модели должна масштабироваться с размером и сложностью ваших обучающих данных — небольшие простые наборы данных обычно следует изучать с помощью моделей с низкой дисперсией, а большие сложные данные — Наборы часто требуют моделей с более высокой дисперсией для полного изучения структуры данных.
.Что такое ЭМГ (электромиография) и как она работает?
- Продукт
- Программное обеспечение iMotions
- Платформа iMotions
- Новые функции и выпуск 8.1
- Survey Tool
- API
- Ценообразование
-
- Biosensors Отслеживание взгляда: на основе экрана
- Отслеживание взгляда: очки
- Отслеживание взгляда: VR
- FEA — Анализ выражения лица
- EDA — Электродермальная активность (GSR)
- EEG — Электроэнцефалография
- ЭКГ — Электрокардиография
- ЭМГ — Электромиография
- Программное обеспечение iMotions
- Услуги iMotions
- Обзор услуг
- Внедрение
- Академия iMotions
- Семинары и обучение
- Консультационные услуги
- Справочный центр
- Академия
- Психология
- Когнитивные процессы
- Эмоции / принятие решений
- Информатика
02
- Данные Машинные науки
- Данные Emotion AI
- Медицинские исследования
- Психиатрия
- VR-терапия
- Психология
- Образование
Пользователь Чинтан Сони — переполнение стека
Переполнение стека- Товары
- Клиенты
- Случаи использования
- Переполнение стека Общественные вопросы и ответы
- Команды Частные вопросы и ответы для вашей команды
- предприятие Частные вопросы и ответы для вашего предприятия
- работы Программирование и связанные с ним возможности технической карьеры
- Талант Нанять технических талантов
- реклама Обратитесь к разработчикам по всему миру
Загрузка…